模具寿命管理办法
模具保养的管理制度

模具保养的管理制度一、目的为了确保模具的正常使用,延长模具的使用寿命,提高生产效率和产品质量,降低生产成本,特制定本模具保养管理制度。
二、适用范围本制度适用于公司内所有模具的保养和管理。
三、职责分工1、模具使用部门负责模具的日常使用和保养,及时填写模具使用记录和保养记录,发现模具问题及时报告给模具维修部门。
2、模具维修部门负责模具的定期保养、维修和故障排除,制定模具保养计划和维修方案,保证模具的正常运行。
3、生产管理部门负责协调模具的使用和保养工作,合理安排生产计划,确保模具有足够的保养时间。
4、质量检验部门负责对模具生产的产品进行质量检验,及时反馈质量问题给相关部门,协助解决模具质量问题。
四、模具保养的分类1、日常保养(1)模具使用后,应及时清理模具表面的油污、废料和灰尘,保持模具的清洁。
(2)检查模具的导向部分、滑动部分是否润滑良好,如有必要,及时添加润滑油。
(3)检查模具的工作部件是否有磨损、变形等情况,如有异常,及时报告。
2、定期保养(1)根据模具的使用频率和生产批量,制定定期保养计划,一般为每生产一定数量的产品或每隔一定时间进行一次保养。
(2)定期保养包括对模具的全面清理、检查、润滑、紧固和调试等工作。
(3)对模具的易损件进行检查和更换,如冲头、凹模、导柱、导套等。
(4)对模具的工作表面进行修复和抛光,保证模具的精度和表面质量。
五、模具保养的流程1、保养计划制定模具维修部门根据模具的使用情况和生产计划,制定模具保养计划,明确保养的时间、内容和责任人。
2、保养前准备(1)保养人员应熟悉模具的结构和工作原理,准备好所需的工具、量具和保养材料。
(2)模具使用部门应提前停止模具的使用,并将模具清理干净,移交给保养人员。
3、保养实施(1)保养人员按照保养计划和操作规程,对模具进行保养工作。
(2)保养过程中,应认真检查模具的各个部位,及时发现和解决问题。
(3)对保养过程中发现的重大问题,应及时报告给上级领导,共同研究解决方案。
模具维护保养管理规定

清洁模具:定期对模具进行清洁,以去除灰尘和残留物。 检查磨损:检查模具的磨损情况,如发现异常应及时更换或修复。 润滑:按照规定进行润滑,保证模具的正常运转。 安全检查:确保模具的安全装置完好无损,工作正常。
清洗模具表面及运动部件
检查模具各部件工作状态 和动作精度
更换磨损严重的模具配件
对模具进行全面检查和调 整
产品质量
模具精度保持:定期保养可以防止模具精度损失,确保产品尺寸合格。 延长模具寿命:正确的维护保养可以延长模具的使用寿命,降低生产成本。 减少不良率:良好的模具维护保养可以降低生产中的不良率,提高产品质量。 提升客户满意度:保证产品质量的稳定性和可靠性,从而提高客户满意度。
减少模具故障,降低维修费用 提高生产效率,增加产出 保证产品质量,减少不良品 延长模具使用寿命,降低更换成本
提升行业整体水平。
未来,服务外包将成为模具 维护保养管理的重要趋势,
推动行业的可持续发展。
汇报人:
状态
记录管理:建立模具维护 保养记录,对每次维护保
养工作进行详细记录
责任人制度:指定专人负 责模具的维护保养工作,
确保工作得到有效执行
监督检查:定期对模具维 护保养工作进行监督检查,
确保工作质量。
模具锈蚀的原因:主要是由于 模具材料本身或环境因素导致 的腐蚀
常见锈蚀类型:氧化、电化学 腐蚀等
解决方案:选择优质模具材料, 加强表面处理,定期进行防锈 保养,改善工作环境等
解决方案:根据 产品要求调整调
试程序
模具维护保养的智能化技术将越来越普及,提高生产效率和降低成本。 智能化保养技术将实现远程监控和预测性维护,减少停机时间。 人工智能和大数据技术的应用将进一步提升模具维护保养的智能化水平。 未来,智能化保养技术将成为模具维护保养管理规定的重要组成部分。
模具管理办法:模具生命周期管理

模具管理办法模具生命周期管理1. 引言在制造业中,模具是非常重要的生产工具,直接影响产品的质量和生产效率。
模具的管理对于企业的发展具有重要意义。
本文将介绍模具管理办法中的一个关键方面,即模具生命周期管理。
通过合理的模具生命周期管理,企业能够最大程度地延长模具的寿命,提高生产效率,降低生产成本。
2. 模具生命周期管理的定义模具生命周期管理是指从模具的引进、设计、制造、使用到报废的全过程进行规划、组织、控制和监督的管理活动。
模具生命周期管理的目标是确保模具在整个生命周期内能够以最佳状态进行工作,并提高模具的使用寿命和生产效率。
3. 模具生命周期管理的主要内容3.1 模具的选型和引进在模具生命周期的第一阶段,企业需要根据产品的特点和需求进行模具的选型和引进。
合理的选型可以保证模具能够满足产品的要求,并降低制造成本。
同时,引进过程中需要与模具供应商进行充分的沟通和交流,确保模具的质量和交货时间符合要求。
3.2 模具的设计和制造模具的设计和制造是模具生命周期的关键环节。
在设计阶段,需要充分考虑产品的特点和生产工艺,确保模具的结构和尺寸满足要求。
在制造过程中,需要严格控制材料的选择和加工工艺,确保模具的质量和精度。
同时,还需要对模具进行试模,以验证模具的性能和稳定性。
3.3 模具的使用和维护模具的使用和维护是模具生命周期管理的重要环节。
在使用过程中,需要注意合理安排生产计划,避免过度使用和疲劳损坏。
同时,还要定期进行模具的保养和维护,包括清洁、润滑和检修等工作,以保证模具的正常工作和延长使用寿命。
3.4 模具的修复和改造随着模具的使用,可能会出现磨损、断裂或其他故障。
在这种情况下,需要及时进行模具的修复和改造。
修复工作包括修复模具的表面,修复模具的结构和尺寸等。
改造工作包括对模具进行功能的改进和升级,以适应产品的变化和生产工艺的改变。
3.5 模具的报废和淘汰当模具的使用寿命达到一定阶段或发生严重故障时,就需要对模具进行报废和淘汰。
模具寿命管理规定
模具寿命管理规定 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】为了确保模具的使用处于受控状态,防止已报废模具被使用,并根据模具寿命申请备用模具,使公司对模具的使用寿命进行有效的管理。
2.适用范围适用于公司的压铸模具。
3.职责3.1压铸模具工负责对压铸模具寿命的评估申请;3.2开发负责对压铸模具寿命的评估及判定;3.3压铸模具由开发工程师及项目工程师进行评估申请及判定。
4.内容:4.1压铸模具4.1.1在新模试产合格后移交至压铸车间时,模具工根据《模具库管理办法》建立模具履历等相关资料。
在生产现场每一次归还模具时,模具工在模具履历上填写使用的相关模数,并根据《压铸模具保养规程》进行保养。
当模具生产使用到寿命时,及时提交<模具寿命评估表>。
压铸模具使用寿命判定如下:(1)当压铸模的总寿命达到表1的额定使用寿命规定后,若模具已严重磨损无法使用,则需要提交《模具报废申请表》进行审批;(2) 提交《模具寿命评估报告》进行评估后若仍可继续使用,使用的模具则每生产满5000模次后,需进行一次二级保养。
表1 压铸模的额定使用寿命(万次)4.2.1开发在模具移交至生产的时候,工程师或项目工程师负责提供模具履历档案信息和易损件,包括模具设计寿命、镶针设计图面、模具水路图等资料。
4.2.2外协单位每次借用/归还模具时需采购按流程填写《固定资产调拨单》,在压铸车间《模具进出登记表》登记,每次借出模具的生产数量、日期以及维修事项记录于模具履历表内。
4.2.3模具工对每次模具生产完毕后将生产数量记录到模具履历表中,模具生产数量已达到设计寿命的50%以上的模具由模具工统计出来将统计结果反馈到开发和销售部门,提出计划开备用模具的申请。
4.2.4模具使用部门可以根据模具寿命统计表进行模具寿命评估申请(包括以下三种情况):a.当模具的使用寿命达到模具设计寿命的50%以上,使用部门可以提出申请对模具的状况进行评估,并依据模具寿命标准将评估内容填入《模具寿命评估表》中.。
模具寿命管理规定
模具寿命管理规定 Revised by Liu Jing on January 12, 20211.为了确保模具的使用处于受控状态,防止已报废模具被使用,并根据模具寿命申请备用模具,使公司对模具的使用寿命进行有效的管理。
2.适用范围适用于公司的压铸模具。
3.职责压铸模具工负责对压铸模具寿命的评估申请;开发负责对压铸模具寿命的评估及判定;压铸模具由开发工程师及项目工程师进行评估申请及判定。
4.内容:压铸模具4.1.1在新模试产合格后移交至压铸车间时,模具工根据《模具库管理办法》建立模具履历等相关资料。
在生产现场每一次归还模具时,模具工在模具履历上填写使用的相关模数,并根据《压铸模具保养规程》进行保养。
当模具生产使用到寿命时,及时提交<模具寿命评估表>。
压铸模具使用寿命判定如下:(1)当压铸模的总寿命达到表1的额定使用寿命规定后,若模具已严重磨损无法使用,则需要提交《模具报废申请表》进行审批;(2) 提交《模具寿命评估报告》进行评估后若仍可继续使用,使用的模具则每生产满5000模次后,需进行一次二级保养。
表1 压铸模的额定使用寿命(万次)4.2.1开发在模具移交至生产的时候,工程师或项目工程师负责提供模具履历档案信息和易损件,包括模具设计寿命、镶针设计图面、模具水路图等资料。
4.2.2外协单位每次借用/归还模具时需采购按流程填写《固定资产调拨单》,在压铸车间《模具进出登记表》登记,每次借出模具的生产数量、日期以及维修事项记录于模具履历表内。
4.2.3模具工对每次模具生产完毕后将生产数量记录到模具履历表中,模具生产数量已达到设计寿命的50%以上的模具由模具工统计出来将统计结果反馈到开发和销售部门,提出计划开备用模具的申请。
4.2.4模具使用部门可以根据模具寿命统计表进行模具寿命评估申请(包括以下三种情况):a.当模具的使用寿命达到模具设计寿命的50%以上,使用部门可以提出申请对模具的状况进行评估,并依据模具寿命标准将评估内容填入《模具寿命评估表》中.。
模具寿命管理办法
1.生产部门在模具的使用过程中有发现所生产的产品有缺陷时,经品管确认后,开出《修模申请单》,经相关人员确认后,由模房对模具进行维修。
2.模房按《修模申请单》的内容进行维修,完成后交由生产部试模,确认维修结果是否有达到要求。
相关表单:《模具履历表》《模具寿命评估表》《修模申请单》
核准:审核:制定:
2.当提交《模具寿命评估表》报废申请未获得批准,且准许继续使用,生产部门应提交《修模申请单》,模具需由模房进行全面整修后方可投入再次使用。
模具寿命评估方案:
1.当模具表面无裂纹,且生产出的产品质量稳定,外观良好,无缺陷时,可以适当延长模具的使用寿命。当模具评估报废时,由生产部门申请重开新模。
2.模具使用过程中,即使模具寿命未达到额定的模次,如果出现模具表面裂缝,塌陷等严重情况时,生产部门也应提交《模具寿命评估表》进行评估是否重开模具。
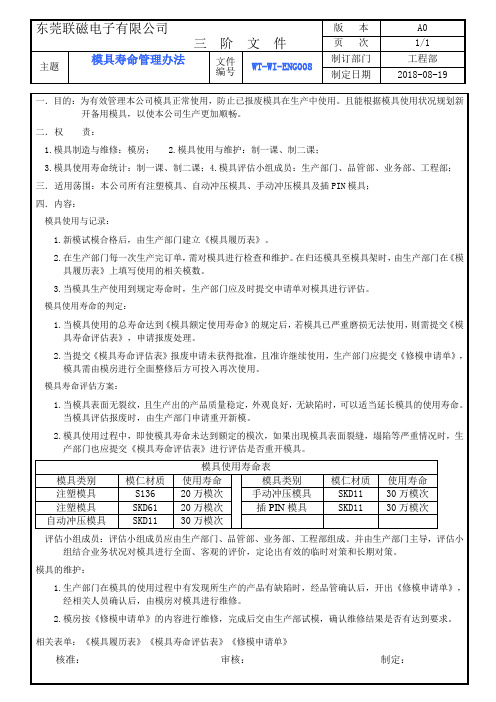
一.目的:为有效管理本公司模具正常使用,防止已报废模具在生产中使用。且能根据模具使用状况规划新开备用模具,以使本公司生产更加顺畅。
二.权 责:
1.模具制造与维修:模房;2.模具使用与维护:制一课、制二课;
3.模具使用寿命统计:制一课、制二课;4.模具评估小组成员:生产部门、品管部、业务部、工程部;
三.适用荡围:本公司所有注塑模具、自动冲压模具、手动冲压模具及插PIN模具;
模具使用寿命表
模具类别
模仁材质
使用寿命
模具类别
模仁材质
使用寿命
注塑模具
S136
20万模次
手动冲压模具
SKD11
30万模次
注塑模具
SKD61
20万模次
插PIN模具
SKD11
30万模次
自动冲压模具
模具生命周期管理
模具生命周期管理
模具生命周期管理即对模具的整个生命周期,包括设计、制造、使用、维护和报废等
各个过程的管理。
模具的设计、制作、维修、保养和使用决定了模具的质量,也决定着模
具本身的长寿命和短期使用周期。
如果在模具的生命周期中能得到适当的管理,则可以有
效提高模具的性能和利用率,同时也可以保证模具的使用寿命,降低成本,提高企业的生
产效率和经济效益。
一、模具设计。
首先要明确模具的使用目的和安全要求,根据需要的型号,选择正确
的材料和高性能的模具结构,以保证其质量和稳定性,并能满足客户的需要。
模具设计要
根据客户的要求,合理规划模具的模腔尺寸、材料选用、模具结构配置等,实现模具的精
确化、高效化、稳定性和特性可靠性。
二、模具制造。
要根据设计好的模具参数,采用正确的加工方法和技术,按照要求选
择合适的材料和零件,精密加工,确保模具的高质量和高精度。
三、模具使用。
在使用模具时,要认真检查模具的外观,及时更换模具表面磨损或变
形的部件,并加以维护护具;另外,操作模具时要严格遵守安全指引,避免操作行为而发
生火灾和机械伤害。
四、模具维护保养。
应定期检查模具的使用状况和表面处理情况,及时进行精益求精,加强模具表面防腐、抗腐蚀措施;如果有需要,还可以对模具进行定期润滑和清洁。
五、模具报废。
由于所使用的是模具的机械工具,在使用过程中会有磨损现象,当模
具工作不正常,出现破裂或不能正常满足使用要求时,就应立即执行报废处理。
模具工件寿命管理方案及措施
模具工件寿命管理方案及措施英文回答:Mold tooling is a critical component in the manufacturing industry, and managing the lifespan of these tools is crucial to ensure efficient production and cost-effectiveness. In order to effectively manage the lifespan of mold tooling, it is important to implement a comprehensive management plan and take appropriate measures to prolong their lifespan.One of the key measures in managing the lifespan of mold tooling is regular maintenance and inspection. This includes cleaning, lubricating, and inspecting the tools to identify any signs of wear or damage. By addressing any issues early on, potential problems can be avoided, and the lifespan of the tooling can be extended. For example, I have implemented a maintenance schedule at my workplace where we clean and inspect the mold tooling every month. This has helped us identify and fix minor issues beforethey become major problems.Another important aspect of managing mold tooling lifespan is proper storage and handling. Mold tooling should be stored in a clean and dry environment to prevent corrosion or damage. Additionally, they should be handled with care to avoid any accidental damage. For instance, at my previous workplace, we had designated storage areas for mold tooling with proper climate control and protective measures to ensure their longevity.Furthermore, implementing a preventive maintenance program can significantly contribute to the longevity of mold tooling. This involves conducting regular inspections, replacing worn-out parts, and implementing corrective actions to prevent potential issues. By proactively addressing any maintenance needs, the lifespan of mold tooling can be prolonged. For example, we had a preventive maintenance program in place at my previous company where we replaced the worn-out parts of the mold tooling everysix months. This helped us avoid unexpected breakdowns and ensured smooth production.In addition to regular maintenance and preventive measures, it is also important to monitor and analyze the performance of mold tooling. This can be done by tracking key performance indicators such as tooling lifespan, production output, and defect rates. By closely monitoring these indicators, any decline in tooling performance can be identified, and appropriate actions can be taken to address the issue. For instance, if we notice a decrease in production output or an increase in defect rates, we can conduct a thorough inspection of the mold tooling toidentify any underlying issues.中文回答:模具工件是制造业中至关重要的组成部分,管理模具工件的寿命对于确保高效生产和成本效益至关重要。
橡胶模具寿命管理
为了延长橡胶模具的使用寿命,可以采用以下措施:
1. 定期维护:制定维护计划,定期对模具进行清洗、检查和润滑,以确保其处于正常工作状态。
同时,要记录模具的使用情况,以便及时发现并处理异常情况。
2. 正确使用:按照规定的工艺参数使用模具,避免因压力、温度等参数不当而造成模具损坏。
同时,要确保模具安装正确、固定牢固,以避免在生产过程中发生位移或松动。
3. 优化设计:在模具设计阶段,要充分考虑材料的特性、硫化工艺的要求以及模具的使用环境等因素,以提高模具的耐腐蚀性、耐磨性和抗疲劳性能。
4. 采用高品质材料:选择高强度、耐腐蚀、耐磨的模具材料,如不锈钢、合金钢等,可以提高模具的使用寿命。
5. 表面处理:对模具表面进行抛光、涂层、渗碳淬火等处理,可以提高模具表面的硬度和耐腐蚀性,进而延长其使用寿命。
6. 存储管理:在模具存储期间,要保持环境干燥、清洁,避免模具受到潮湿、氧气、紫外线等环境因素的影响,以免造成腐蚀和老化。
7. 维修保养:定期对模具进行检修和保养,及时更换损坏的零件和修复磨损部位,以确保其保持良好工作状态。
总之,通过采取一系列措施,可以有效地延长橡胶模具的使用寿命,提高生产效率和经济效益。
模具管理办法:模具使用寿命评估

模具管理办法:模具使用寿命评估引言模具是制造业中常用的工具,用于制造各种产品。
模具的使用寿命评估是非常重要的,可以帮助企业合理安排模具的使用,延长模具的寿命,提高生产效率和产品质量。
本文将介绍模具使用寿命评估的相关内容和管理办法。
模具使用寿命评估的意义模具是企业生产过程中的重要资产之一,合理评估并延长模具的使用寿命,对于降低成本、提高生产效率和产品质量具有重要意义。
通过模具使用寿命评估,企业可以及时掌握模具的状况,合理安排维护和检修计划,避免因模具故障而造成生产线停工和损失。
模具使用寿命评估方法1.模具日常巡检定期进行模具的日常巡检是模具使用寿命评估的重要手段。
巡检内容包括外观检查、尺寸测量、功能性测试等。
通过巡检,可以及时发现模具的异常状况,及早采取措施进行维护或修理,避免故障的发生。
2.模具维护记录建立模具维护记录是评估模具使用寿命的关键步骤。
在模具维护记录中应详细记录模具的使用情况、维护时间和维护内容等信息。
通过维护记录的分析,可以判断模具的使用状况和维护效果,为模具使用寿命评估提供依据。
3.模具寿命曲线分析模具寿命曲线分析是一种常用的评估模具寿命的方法。
通过收集模具使用寿命数据,并进行统计和分析,可以建立模具寿命曲线。
根据曲线的变化情况,可以预测模具的寿命和寿命剩余,制定合理的维护和更换计划。
4.模具精度和品质变化评估模具的精度和品质变化评估是衡量模具是否需要更换的重要指标。
通过定期对模具精度和品质进行测试和比对,可以得出模具精度和品质的变化情况。
一旦发现模具已经无法满足产品要求,即使外观正常,也需要进行更换。
模具使用寿命管理办法1.建立模具使用档案对于每一个模具应建立完整的使用档案,包括模具的基本信息、购置时间、制造商、定期维护记录等。
通过建立使用档案,可以清晰了解每一台模具的使用情况,为模具使用寿命评估和维护提供依据。
2.制定模具维护计划根据模具的使用情况和寿命评估结果,制定合理的模具维护计划。
模具使用寿命优化方案

模具使用寿命优化方案背景模具在工业生产中起着重要作用,它们用于制造各种产品的形状和尺寸。
然而,模具的使用寿命是一个重要的考虑因素,因为频繁的使用和磨损会导致模具损坏和减少其寿命。
因此,为了提高模具的使用寿命,我们需要制定一种优化方案。
目标本文旨在提供一种模具使用寿命优化方案,以帮助企业减少模具维修和更换的次数,从而节省成本并提高生产效率。
方案以下是优化模具使用寿命的几项建议措施:1. 定期维护和保养:及时进行模具的定期维护和保养,包括清洁、润滑和紧固螺钉等,以确保模具的正常运行和延长寿命。
定期维护和保养:及时进行模具的定期维护和保养,包括清洁、润滑和紧固螺钉等,以确保模具的正常运行和延长寿命。
2. 合理使用模具:使用者应该按照正确的操作方法使用模具,避免过度使用或不当使用造成的损坏。
合理使用模具:使用者应该按照正确的操作方法使用模具,避免过度使用或不当使用造成的损坏。
3. 使用合适的材料:选择适合生产需求的高质量模具材料,以提高模具的耐磨性和寿命。
使用合适的材料:选择适合生产需求的高质量模具材料,以提高模具的耐磨性和寿命。
4. 进行必要的维修与磨损检查:定期检查模具的磨损情况,并根据需要进行维修或更换,避免磨损导致模具损坏或产生次品产品。
进行必要的维修与磨损检查:定期检查模具的磨损情况,并根据需要进行维修或更换,避免磨损导致模具损坏或产生次品产品。
5. 培训操作人员:为模具操作人员提供培训,使他们了解正确的操作方法和维护程序,以减少人为损坏和延长模具寿命。
培训操作人员:为模具操作人员提供培训,使他们了解正确的操作方法和维护程序,以减少人为损坏和延长模具寿命。
6. 优化模具存储和管理:合理安排模具的存放和管理,避免模具之间的碰撞和互相损坏。
优化模具存储和管理:合理安排模具的存放和管理,避免模具之间的碰撞和互相损坏。
结论通过采取以上优化方案,企业可以延长模具的使用寿命,减少维修和更换的次数。
这将有助于节省成本,提高生产效率并增强企业的竞争力。
模具超寿命管理制度

模具超寿命管理制度模具超寿命管理制度的建立和执行,对于企业的生产经营至关重要。
本文将围绕模具超寿命管理制度的必要性、内容要点、实施方法和效果评估等方面展开论述。
一、模具超寿命管理制度的必要性1. 提高模具利用率。
模具作为生产过程中的重要设备,其利用率直接影响到生产效率和产品质量。
合理制定超寿命管理制度,可以提高模具的利用率,减少因模具寿命到期而导致的生产停滞情况。
2. 降低生产成本。
模具制造费用昂贵,模具的损耗和报废会增加企业的生产成本。
通过超寿命管理制度的执行,可以延长模具的使用寿命,降低更换模具的频率,从而降低企业的运营成本。
3. 提高产品质量。
模具在生产过程中直接影响到产品的加工精度和表面质量。
合理管理模具的超寿命,可以保证模具的使用性能和加工精度,进而提高产品质量和市场竞争力。
4. 促进企业可持续发展。
模具是企业生产的基础设施之一,其寿命管理直接影响到企业的生产效率和盈利能力。
建立健全的超寿命管理制度,有利于企业实现可持续发展、稳定增长。
二、模具超寿命管理制度的内容要点1. 梳理模具寿命数据。
对企业现有的模具进行梳理和分类,建立模具档案,记录模具的编号、型号、制造厂家、购买日期、使用年限等相关信息,为超寿命管理提供依据。
2. 制定超寿命管理规定。
在模具寿命管理制度中明确规定模具的超寿命范围、判定标准、承担责任和相关奖惩措施等内容,保证超寿命管理工作的顺利开展。
3. 定期进行模具检测与维护。
建立模具超寿命管理周期,定期对超寿命模具进行检测和维护,及时发现并排除模具的损坏和故障,延长模具的使用寿命。
4. 加强模具使用和保养培训。
对生产操作人员和模具维护人员进行培训,提高其对模具使用、保养和维护的认识和技能,确保模具得到正确使用和维护。
5. 建立模具维修与更换机制。
当发现模具出现超出使用寿命的老化和损坏情况时,及时进行修复或更换,确保生产流畅和产品质量。
6. 定期评估超寿命管理效果。
定期评估超寿命管理制度的执行情况和效果,总结经验和教训,不断改进和完善超寿命管理制度,提升模具管理水平。
冲压模具的寿命管理
随着模具工业的不断发展,模具的应用越来越广泛。
目前国内大多数模具企业,模具的使用寿命还比较低,而且缺乏对模具寿命管理的理论认识和指导依据,这不仅会影响模具冲压生产的产品质量,而且会造成模具材料、加工工时等成本的巨大浪费,增加产品的成本并降低生产效率,严重影响模具企业产品市场的竞争力。
现从模具寿命的概念入手,说明了模具的失效形式及原理,通过对影响模具寿命的各方面因素进行分析,提供了模具寿命管理的有效方法和相关数据。
一、模具寿命的概念原理模具寿命是指在保证制件品质的前提下,模具所能达到的生产次数(冲压次数、成型次数)。
它包括反复刃磨和更换易损件,直至模具的主要部分更换所成形的合格制件总数。
模具使用寿命:模具已经生产的次数。
模具的失效分为非正常失效和正常失效。
非正常失效(早期失效)是指模具未达到一定的工业水平下公认的寿命时就不能工作。
早期失效的形式有塑性变形、断裂、局部严重磨损等。
正常失效是指模具经大批量生产使用,因缓慢塑性变形或较均匀地磨损或疲劳断裂而不能继续工作。
1.模具正常寿命模具正常失效前,生产出的合格产品的数目,叫模具正常寿命,简称模具寿命,模具首次修复前生产出的合格产品的数目,叫首次寿命;模具一次修复后到下一次修复前所生产出的合格产品的数目,叫修模寿命。
模具寿命是首次寿命与各次修复寿命的总和。
2.模具失效形式及原理模具种类繁多,工作状态差别很大,损坏部位也各异,但失效形式归纳起来大致有三种,即磨损、断裂、塑性变形。
①.磨损失效模具在工作时,与成形坯料接触,产生相对运动。
由于表面的相对运动,接触表面逐渐失去物质的现象叫磨损。
磨损失效可分以下几种:a. 疲劳磨损两接触表面相对运动时,在循环应力(机械应力与热应力)的作用下,使表面金属疲劳脱落的现象称为疲劳磨损。
b. 气蚀磨损和冲蚀磨损金属表面的气泡破裂,产生瞬间的冲击和高温,使模具表面形成微小麻点和凹坑的现象叫气蚀磨损。
液体和固体微小颗粒反复高速冲击模具表面,使模具表面局部材料流失,形成麻点和凹坑的现象叫冲蚀磨损。
模具寿命控制计划
模具寿命控制计划
1. 目标
确保模具的最佳性能和最长使用寿命,从而降低生产成本,提高产品质量和生产效率。
2. 范围
本计划适用于公司所有注塑、压铸、冲压等模具。
3. 责任人
模具工程部门负责人为本计划的总负责人,各模具使用部门负责人负责本部门模具的管理和实施。
4. 模具使用和维护
- 严格按照模具使用说明进行操作,避免人为损坏。
- 定期对模具进行清洁和保养,及时更换易损件。
- 建立模具使用记录,跟踪模具使用状况。
5. 模具检修
- 制定模具检修计划,定期对模具进行检查和维修。
- 及时更换磨损严重的模具部件。
- 保持模具精度,确保产品质量。
6. 模具存储
- 为模具提供干燥、清洁的存储环境。
- 采取防锈、防尘等保护措施。
- 建立模具存储管理制度。
7. 培训
- 为相关人员提供模具使用、维护和管理培训。
- 提高员工的模具保养意识和技能。
8. 监控和改进
- 定期评估模具使用状况,及时发现和解决问题。
- 持续改进模具设计和制造工艺,延长模具寿命。
- 建立模具寿命数据库,为未来决策提供依据。
通过实施本计划,公司可以最大限度地延长模具使用寿命,降低模具维修和更换成本,提高生产效率和产品质量,从而获得长期的经济效益。
模具寿命周期全程管理
模具寿命周期全程管理1.目的对公司的模具制造、更改、验收、使用、调拨、维修、报废等全过程进行规范管理,确保模具满足生产及质量保证的需要,确保生产、销售管理的有效性。
2.适用范围本制度适用于所有权属于、不属于或部分属于公司的所有模具,包括自制模具、所有权归属客户的模具及供应商制作由本公司摊销的模具等。
3.流程要求3.1责任分工技术部门负责制定公司模具相关技术管理类规范(对于所属权不属于本公司或者模具权部分属于本公司的模具,技术部门应当积极配合销售部门做好与客户的沟通),以及公司所有模具的归口管理。
车间主管指定专人负责车间模具的日常管理,做好《模具台账》的记录,并与技术部门做好模具的衔接工作。
3.2模具供应商管理3.2.1技术部负责更新和维护模具的《合格供应商目录》,并做好合格供应商的供应记录。
模具加工单位的选择应考评其加工能力(满足质量与交付期限)、加工价格等的性价比,择优合作,为公司加工模具的合作方至少有三家,且经公司技术部有关人员考察同意备案,以供公司选择和考核,选择的加工单位必须是备案的合作方。
3.2.2技术部出具《模具管理制度》,模具管理部门需严格执行,并定期参照规范的形成模具管理记录。
3.2.3技术部门做好《合格供应商评价》记录,并对不合格的供应商及时反映给总经理,决定是否取消该供应商。
3.3模具制作流程图3.3.13.3.1.1模具加工申请依据经批准的产品开发计划,模具外发加工相关责任人必须填写模具加工申请单,加工单由产品设计人填写,明确产品名称(或代号)、加工数量、加工价格、模具技术或工艺要求等内容,经技术部主管对工艺技术符合性审核后并形成评审记录,交模具外经办人按照产品设计人的规定落实。
3.3.1.2因使用寿命到期和生产中损坏,需要更改的模具由使用部门申请,经技术部审批后,进行模具加工。
3.3.2模具合同的签订3.3.2.1由技术部门协同供应商起草合同,部门组织进行合同评审并形成记录,交予行政部门备案。
模具保管和寿命管理

模具保管和寿命管理1. 目的订立本公司所有模具的保养要求及在本公司生产使用的模具相关寿命管理要求。
2. 适用范围适用于本公司所有的五金及塑胶模具(只为客户设计制作而不在本公司生产的模具仅适用模具保管)。
3. 定义模具:指用于五金冲压、塑胶注塑、产品加工的模具。
客供模具:由客户直接提供之模具或由本公司为客户设计制作且在本公司生产之模具。
4. 权责4.1工程部:4.1.1负责模具编号之编列,【工装/夹具确认书】、【工模/夹具履历表】及模具制作与交付。
4.1.2负责模具特殊镶件之预期寿命之评估或维修更换。
4.1.3负责组织新模具寿命评估及模具管理员反馈模具之预期寿命到期之评审会议。
4.2各生产使用部门/模具管理员:负责模具的接收、保管执行及寿命管理的执行与相应记录。
4.3模具管理员:负责模具预期寿命到期的提前信息反馈。
5. 作业程序5.1模具保管5.1.1工程部将模具按以下模具编号格式要求编列模具编号标牌并在模具制成后将编号标牌安,装在模具上。
5.1.1.1由本公司制作之模具、夹/治具:客户代码:依市场部出具之客户代码,例:年份:取公元年份之后两位,例:10=2010年模具类别:D=五金模具M=塑胶模具F=夹/治具E=设备是否客供:K=客供模具无=非客供模具流水号:001-0095.1.1.2客户直接提供之模具、夹/治具:客户代码:依市场部出具之客户代码,例:客供模具:K=客供模具无=非客供模具年份:取公元年份之后两位,例:10=2010年模具类别:D=五金模具M=塑胶模具F=夹/治具E=设备流水号:001-0095.1.2工程部将试模打样后且得到客户确认合格之新产品之模具(五金冲压模、装配加工模)移送至各使用现场架模投产作移交准备,会同生产部、工模科、品质部评估模具的顺畅型、品质的稳定性、效率的适宜性,若模具达到交模要求,则记录在【工装/夹具确认书】上并会签同意收模。
相反则退至工程部重新修模。
5.1.3工程部将达到要求之模具及【工装/夹具确认书】【工模/夹具履历表】经工程部经理或主管审核后交给模具管理员,使用车间需在产品量试前开具【模具发模单】交由生产车间主管签核后交由模具管理员将模具领至使用车间进行生产,必要时需备注“新模具入仓”。
模具使用寿命管理办法

模具使用寿命管理办法模具使用寿命管理办法1. 目的:为使生产之模具随时保持正常的使用状态,确保生产正常运作及质量稳定2. 适用范围:本公司使用之模具均适用3. 权责单位:生产: 负责所用模具的使用次数(即模数)的记录.生技: 依规定推行作业,并对达到使用寿命的模具进行检验、维修或报废,并不定时对”模具使用次记录表”状况进行稽查。
4. 作业内容:4.1. 模具使用寿命流程图(见附件一,二).4.2 模具使用寿命标准表(见附件三,四,五).4.2. 模具房根据模具编号建立模具使用次数记录表(见附件六).4.4. 模具使用部门在领模时连同模具使用次数记录表一起领走,并在使用时如实填写.4.5. 模具使用次数记录表填写与稽查:4.5.1. 当模具有架于机台使用时,相应的模具使用次数记录表一定要挂于机台上,并于下班前或拆模前在表中相应位置填写模具使用次数(即模数).4.5.2. 模具使用次数之依据:a. 根据成型机记数器在此模使用时间段之模数b. 如成型机无记数器的,则按该模在此使用时间段之产量÷模具穴数,所得的数为该模此时间段的使用模数.4.5.3. 以记数器记数的机器在每个使用时间段前必须把记数器归零,确保数据正确性.4.5.4. 生技人员不定时对模具使用次数记录表及其填写状况进行稽查,如有异常,应反应给生产课长要求提出改善.4.6. 模具使用完后,连同填好的模具使用次数记录表由成型技术员归还模具房.4.7 生技(模具房)对模具使用次数记录表每月作一次更换并将上月底止的模具使用累计数、模具使用寿命标准数及模具编号填入模具使用次数记录表表中,并对达到使用寿命标准的模具进行鉴定、维修、报废4.8. 模具使用寿命判定与处理4.8.1. 当模具未达到使用寿命标准次数而被损坏时,生产部门必须把模具连同模具使用次数记录表归还模具房作初步判定,能维修的要求生产部门填写模具维修申请单(见附件七),按维修流程作业:不能维修的,且经工程主管确认需报废的,要求生产部门填写模具报废申请单(见附件八),经厂最高主管核准方可报废重开新模.4.8.2. 当模具正常使用,但达到使用寿命标准次数时,经生技人员试模检验判定并记录于试模检验记录表(见附件九,十,十一),检验合格且经生技主管确后方可继续使用,后续根据使用寿命达到检验合格检验标准表(见附件四)进行检验。
模具寿命管理办法
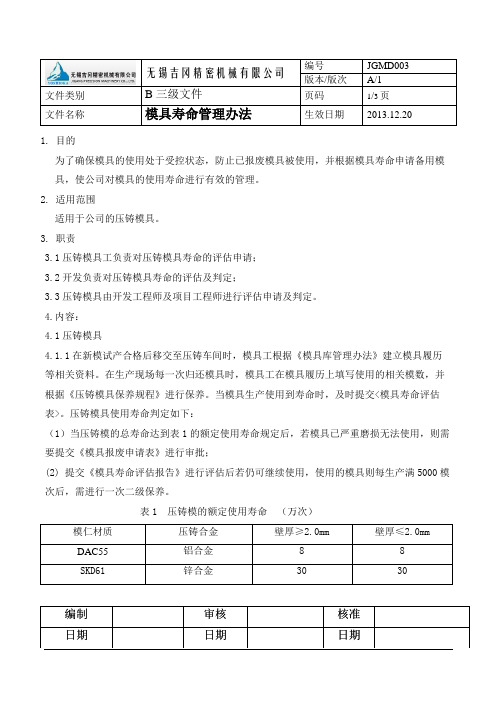
版本/版次A/1文件类别 B 三级文件页码1/3页文件名称模具寿命管理办法生效日期2013.12.201.目的为了确保模具的使用处于受控状态,防止已报废模具被使用,并根据模具寿命申请备用模具,使公司对模具的使用寿命进行有效的管理。
2.适用范围适用于公司的压铸模具。
3.职责3.1压铸模具工负责对压铸模具寿命的评估申请;3.2开发负责对压铸模具寿命的评估及判定;3.3压铸模具由开发工程师及项目工程师进行评估申请及判定。
4.内容:4.1压铸模具4.1.1在新模试产合格后移交至压铸车间时,模具工根据《模具库管理办法》建立模具履历等相关资料。
在生产现场每一次归还模具时,模具工在模具履历上填写使用的相关模数,并根据《压铸模具保养规程》进行保养。
当模具生产使用到寿命时,及时提交<模具寿命评估表>。
压铸模具使用寿命判定如下:(1)当压铸模的总寿命达到表1的额定使用寿命规定后,若模具已严重磨损无法使用,则需要提交《模具报废申请表》进行审批;(2) 提交《模具寿命评估报告》进行评估后若仍可继续使用,使用的模具则每生产满5000模次后,需进行一次二级保养。
表1 压铸模的额定使用寿命(万次)模仁材质压铸合金壁厚≥2.0mm 壁厚≤2.0mmDAC55铝合金8 8SKD61 锌合金30 30编制审核核准日期日期日期版本/版次A/1文件类别 B 三级文件页码2/3页文件名称模具寿命管理办法生效日期2013.12.204.2.1开发在模具移交至生产的时候,工程师或项目工程师负责提供模具履历档案信息和易损件,包括模具设计寿命、镶针设计图面、模具水路图等资料。
4.2.2外协单位每次借用/归还模具时需采购按流程填写《固定资产调拨单》,在压铸车间《模具进出登记表》登记,每次借出模具的生产数量、日期以及维修事项记录于模具履历表内。
4.2.3模具工对每次模具生产完毕后将生产数量记录到模具履历表中,模具生产数量已达到设计寿命的50%以上的模具由模具工统计出来将统计结果反馈到开发和销售部门,提出计划开备用模具的申请。
模具,备件寿命延长管理方法
变更内容
变更日期
变更人员
备注
Amphenol
2.2--模具的日常保养规范
LED注塑模具清洗点检记录
作成日期: 班别/清洗 周期 清洗 项 目 机号:( 1 2 V V V V ) 3 V V V V 4 V V V V 制造番号: 5 V V V V 6 V V V V 7 V V V V 0.6T-300-009 8 V V V V 9 V V V V 决 裁 作 成 刘竹波 检 讨 承 认 王学安
V V
V V
V V
V V
V V
日 期
刘 刘 刘 刘 刘 刘 王 王 王 王 王 王 王 王 王 王 王 王 王 问 题 处 理 内 容 处 理 内 容 担 当 完 成 日
备
注
图示 正常-V 故障-X 变更人员 王学安 王学安 备注
变 更 履 历
NO A/0 A/1
变更内容 新 规 制 定 增加对模具螺丝松紧的检查
计划 实施 计划 实施 计划 实施 计划 实施 计划 实施 计划 实施 计划 实施 计划 实施 计划 实施 计划 实施 计划 实施 计划 实施
确认成型部分CORE磨损程度
导柱磨损状态的确认(小于0.01mm)
■ ● ■ ● ■ ● ■ ● ■ ● ■ ● ■ ● ■ ● ■ ● ■ ● ■ ● ■ ■ ● ■ ● ■ ● ■ ■ ■
减少压模事件送料设备的调试要点5core件损伤后的修复amphenol11模芯组立过程未在显微镜底下作业容易碰伤工件改善前12新加工完的备件毛刺清理后在显微镜下组立改善后13模芯组立过程在显微镜底下作业避免碰伤工件改善后14维修作业时要有专业的维修工具改善后amphenol11模芯组立过程未在显微镜底下作业容易碰伤工件改善前未在显微镜下组立作业导致的工件擦伤不加工毛刺毛刺加工毛刺刮刀清理毛刺amphenol13模芯组立过程在显微镜底下作业避免碰伤工件改善后amphenol14维修作业时要有专业的维修工具改善后amphenol21模具的年度保养计划22模具的日常保养规范23模具定期防锈保养延长模具使用寿命日常管理amphenol21模具的年度保养计划管理番号模具名计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施一个月备注变更人员变更内容变更日期检点者签字部门长签字特记事项计划用表示实施用表示10月弹簧是否正常各模板有无变形002mm以下导柱磨损状态的确认小于001mm确认成型部分core磨损程度备注11月12月年度维led注塑模具保养计划实际atjlm009检点部门注塑部适用制品led管理番号模具名计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施计划实施一个月备注变更人员变更内容变更日期检点者签字部门长签字特记事项计划用表示实施用表示10月弹簧是否正常各模板有无变形002mm以下导柱磨损状态的确认小于001mm确认成型部分core磨损程度备注11月12月年度维led注塑模具保养计划实际atjlm009检点部门注塑部适用制品ledamphenol22模具的日常保养规范作成日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无锡吉冈精密机械有限公司编号JGMD003
版本/版次A/1
文件类别 B 三级文件页码1/3页
文件名称模具寿命管理办法生效日期2013、12、20 为了确保模具的使用处于受控状态,防止已报废模具被使用,并根据模具寿命申请备用模具,使公司对模具的使用寿命进行有效的管理。
2.适用范围
适用于公司的压铸模具。
3.职责
3、1压铸模具工负责对压铸模具寿命的评估申请;
3、2开发负责对压铸模具寿命的评估及判定;
3、3压铸模具由开发工程师及项目工程师进行评估申请及判定。
4、内容:
4、1压铸模具
4、1、1在新模试产合格后移交至压铸车间时,模具工根据《模具库管理办法》建立模具履历等相关资料。
在生产现场每一次归还模具时,模具工在模具履历上填写使用的相关模数,并根据《压铸模具保养规程》进行保养。
当模具生产使用到寿命时,及时提交<模具寿命评估表>。
压铸模具使用寿命判定如下:
(1)当压铸模的总寿命达到表1的额定使用寿命规定后,若模具已严重磨损无法使用,则需要提交《模具报废申请表》进行审批;
(2) 提交《模具寿命评估报告》进行评估后若仍可继续使用,使用的模具则每生产满5000模次后,需进行一次二级保养。
表1 压铸模的额定使用寿命 (万次)
模仁材质压铸合金壁厚≥2、0mm 壁厚≤2、0mm
DAC55铝合金8 8
SKD61 锌合金30 30
无锡吉冈精密机械有限公司编号JGMD003
版本/版次A/1 编制审核核准
日期日期日期
文件类别 B 三级文件页码2/3页
文件名称模具寿命管理办法生效日期2013、12、20
4、2、1开发在模具移交至生产的时候,工程师或项目工程师负责提供模具履历档案信息与易
损件,包括模具设计寿命、镶针设计图面、模具水路图等资料。
4、2、2外协单位每次借用/归还模具时需采购按流程填写《固定资产调拨单》,在压铸车间
《模具进出登记表》登记,每次借出模具的生产数量、日期以及维修事项记录于模具履历表内。
4、2、3模具工对每次模具生产完毕后将生产数量记录到模具履历表中,模具生产数量已达
到设计寿命的50%以上的模具由模具工统计出来将统计结果反馈到开发与销售部门,提出计划开备用模具的申请。
4、2、4模具使用部门可以根据模具寿命统计表进行模具寿命评估申请(包括以下三种情况):
a、当模具的使用寿命达到模具设计寿命的50%以上,使用部门可以提出申请对模具的状况
进行评估,并依据模具寿命标准将评估内容填入《模具寿命评估表》中、。
b、对于模具生产状况发生巨大变化时(如模具大面积龟裂或影响到质量要求),材质及氮化不
良寿命不易控制时,模具使用单位可以提前向开发部门提出申请对模具的状况进行评估,并依据模具寿命标准将评估内容填入《模具寿命评估表》中,并由开发部门组织对提前报废的模具进行分析,找出原因并制定备模改善措施。
c、模具生产数量已超过规定的寿命时,使用部门可以提出申请对模具进行评估,并填写《模
具寿命评估表》。
4、2、5评估小组由开发部门、模具使用部门、品质部门相关责任人组成,并由生产部门主导,
评估小组结合业务状况对模具进行全面、客观的评价定论出临时措施与长期措施。
4、2、6,模具超过寿命评估方案:当模具表面无龟裂且生产出的产品无裂痕或不影响质量、
品质稳定、尺寸良好,外观无缺陷时,可能会临时延长模具使用寿命;
无锡吉冈精密机械有限公司编号JGMD003
版本/版次A/1
文件类别 B 三级文件页码3/3页
文件名称模具寿命管理办法生效日期2013、12、20 编制审核核准
日期日期日期
当模具表面产生龟裂且生产出的产品有明显缺陷时或影响产品质量要求,此时可能会降低模具使用寿命或对模具进行大修甚至报废处理。
4、2、7评估小组将模具评估结果填入《模具寿命评估表》,并及时反馈到生产车间,压铸模具
工于24小时内更改或补充好模具档案记录。
6、2《压铸模具寿命统计表》
6、3《模具寿命评估表》。