Siemens nx 公司内部培训资料3
Siemens nx 公司内部培训资料

工件材料 (part_materials.dat)
刀具材料 (tool_materials.dat)
DATA|1| 1 | 1 | 1 |.040|1.|||200.|60.8|.007|0.1778 (feeds_speeds.dat)
- Depth_of_cut(inch) - Depth_of_cut(mm) - Suface Speed(FPM) - Suface Speed(MPM) - Feed per Tooth(IPT) - Feed per Tooth(MMPT)
程序父节点创建
对于程序父节点( Program),把操作从一个父节点组下移动到另一 个父节点组下后,没有改变该操作的任何设置,操作从它的程序父节 点不继承任何信息,程序父节点的功能主要是管理操作输出顺序。
操作的输出规则: 1. 2. 3. 通过选取程序节点,每次只能选一个 如直接选操作输出,只能选同节点下连续排列 的操作并自动为这些操作创建一个节点 同层次程序节点先输出上面节点的操作,不同 层次的程序节点先输出父节点的操作,同节点 中的操作先输出前面的操作
UG CAM切削数据库
UGCAM切削数据库 的组成: 工件材料库 刀具材料库 切削方法库 切削速度库 刀具尺寸库
刀具参数 切削深度
工件材料
刀具材料
切削方法
工件材料库 刀具材料库 切削方法库 切削速度库
计算VC与fz
计算N与Vf
Feeds&Speeds(技术数据)
切削方式 (cut_methods.dat)
操作的管理方式
四种管理方式 四种管理方式
程序
输出 成组 次序
刀具
机床 转台 刀架 刀具
几何体
机床坐标系 几何体 边界 避让
西门子可靠性培训资料课件

可靠性大数据分析与决策技术是实现产品可靠性和性能的重要手段。
西门子采用大数据技术和分析工具对产品的可靠性数据进行采集、存储、分析和挖掘,为产品的设计和改进提供数据支持。同时,西门子还采用决策支持系统对产品的可靠性和性能进行评估和优化,为产品的生产和维护提供决策支持。
总结词
详细描述
西门子可靠性案例分析
总结词:成功应用
详细描述:在某重大工程项目中,西门子产品因其卓越的可靠性和稳定性,被广泛应用于关键设备和系统中。通过严格的质量控制和持续的技术创新,西门子确保了产品的长期可靠运行,为项目的成功实施提供了有力支持。
总结词:高效稳定
详细描述:在某工业自动化系统中,西门子产品在确保系统高效稳定运行方面发挥了重要作用。凭借其可靠性和耐用性,西门子产品在面对复杂的工作环境和严苛的运行条件时表现出色,有效降低了故障率,提高了生产效率。
03
可靠性在西门子产品中的应用
确保工业自动化系统稳定、高效运行。
早期阶段
01
关注产品设计和制造过程的可靠性。
02
发展阶段
引入可靠性工程理念,强调预防性维护和系统可靠性。
03
当前阶段
数字化和智能化驱动的可靠性创新,提高工业自动化系统的可用性和安全性。
可靠性基本原理
概率论与数理统计
可靠性数学的核心,用于描述随机现象和不确定性。
西门子可靠性培训资料课件
汇报人:任老师
2023-12-28
西门子可靠性概述可靠性基本原理西门子产品可靠性实践可靠性管理与实践西门子可靠性技术前沿西门子可靠性案例分析
西门子可靠性概述
01
可靠性定义
产品在规定条件下和规定时间内完成规定功能的能力。
02
西门子培训资料
SIMATIC® S7
Siemens AG 2003. All rights reserved.
Date: File:
2022/3/31 Blocks.4
SITRAIN Training for
Automation and Drives
过程映象
PII
字节 0
字节 1
字节 2
1
:
:
:
CPU存储器区
SIMATIC® S7
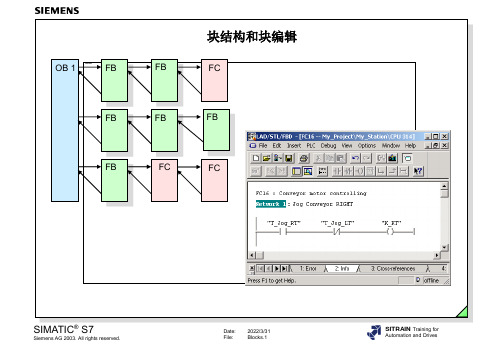
线性化程序
分块程序
结构化程序
OB 1
OB 1
Recipe A Recipe B Mixer Outlet
OB 1
Pump Outlet
所有的指令都放在一个块 单一功能的指令放在单一的块 中 (通常是组织块OB 1) 中,OB1调用这些单独的块
可重复使用的功能装入单个块中, OB 1 (或其他块) 调用这些块并传递 相关数据。
Automation and Drives
编辑器用户设置:“Block”标签
SIMATIC® S7
Siemens AG 2003. All rights reserved.
Date: File:
2022/3/31 Blocks.24
SITRAIN Training for
Automation and Drives
Siemens AG 2003. All rights reserved.
用户程序
: : A I 2.0 = Q 4.3 : : : :
Date: File:
2022/3/31 Blocks.5
PIQ
字节 0
字节 1
字节 2
:
:
1
SINUTRAIN 培训编程入门

CHS
SinuTrain SINUMERIK 培培培培培
入门
版本 01.05
A5E 0039 1242 – 001
当前有效的附加信息可在以下互联网网址获取: /mc/sinutrain 本用用用 WinWord V 8.0 培辑制作
CHS/iv
© 西门子股份有限公司2005版权所有。 SinuTrain 入门 (BAK) – 版本 01.05
01.05
培训和编程 (CHS) 目录
SinuTrain
培训和编程 (CHS)
1 安装 ...........................................................................................................................................CHS/1-7 1.1 系统前提条件 ........................................................................................................................CHS/1-7 1.2 安装 CD 光盘 ........................................................................................................................CHS/1-7 1.3 第一次启动前的设置 ............................................................................................................CHS/1-11 1.4 自动许可管理器(ALM) ....................................................................................................CHS/1-13 1.5 文献资料..............................................................................................................................CHS/1-14 1.6 卸载 .....................................................................................................................................CHS/1-14 2 键盘和操作 .............................................................................................................................CHS/2-15 2.1 SinuTrain 启动 ....................................................................................................................CHS/2-15 2.2 示例程序..............................................................................................................................CHS/2-18 2.3 通过计算机标准键盘操作.....................................................................................................CHS/2-20 2.4 通过 SinuTrain 培训键盘(USB)操作 ...............................................................................CHS/2-20 2.5 打印 .....................................................................................................................................CHS/2-21 2.6 使用 CAD 阅读器(可选) ..................................................................................................CHS/2-21 2.7 退出 SinuTrain ....................................................................................................................CHS/2-21 2.8 与操作 802D 时的区别 ........................................................................................................CHS/2-22 2.8.1 数据交换设置 ..................................................................................................................CHS/2-22 2.8.2 运行 SinuTrain - 环境 ......................................................................................................CHS/2-22 2.8.3 HMI 802D 操作 ...............................................................................................................CHS/2-24 2.8.4 通过 HMI 802D 在 SIM_LOCAL_NCK 和硬盘之间进行数据交换 ....................................CHS/2-26 2.8.5 与控制装置 802D 的数据交换 .........................................................................................CHS/2-26 2.8.6 从 802D系统进行 打印 ....................................................................................................CHS/2-27
西门子培训ppt课件
Outlook ... and more
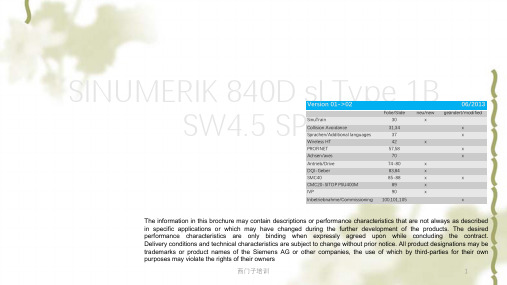
Supplementary conditions
▪ From SW 4 onwards, no HMI Advanced
Supplementary conditions
x x
Wireless HT
42
x
PROFINET
57,58
x
Achsen/axes
70
x
Antrieb/Drive
74-80
x
DQI-Geber
83,84
x
SMC40
85-88
x
x
CMC20-SITOP PSU400M
89
x
IVP
90
x
Inbetriebnahme/Commissioning 100,101,105
x
The information in this brochure may contain descriptions or performance characteristics that are not always as described in specific applications or which may have changed during the further development of the products. The desired performance characteristics are only binding when expressly agreed upon while concluding the contract. Delivery conditions and technical characteristics are subject to change without prior notice. All product designations may be trademens AG or other companies, the use of which by third-parties for their own purposes may violate the rights of their owners
NX建模培训PPT课件

© 2007. Siemens Product Lifecycle Management Software
Inc. All rights reserved
Page 23
Siemens PLM Software
有预定义形状的特征定位(续)
4. 点落到线上
Point onto Line规定目标体上的一个边缘(也可以是基准面或基准 轴)与工具实体上的一个点间的距离是零。 点落到线上的方法相当于自动设置值为零的正交定位尺寸。在编辑 特征时,可以改变它为一个非零值。
.
12
有预定义形状的成型特征
NX提供六种具有预定义形状的标准成型特征:
1 孔 (Hole) 2 凸台(Boss) 3 型腔(Pocket) 4 凸垫(Pad) 5 键槽(Slot) 6 沟槽(Grove)
12 34 5 6
.
13
设计特征的安放表面
对于孔、凸台、凸垫、型腔、键槽,安放表面必须是平面的(通用 凸垫_General Pad和通用腔_General Pocket除外)。沟槽的安放表面必须是 柱面或锥面。
基准轴例
过两点
过中心轴
过交线
点和方向
点在线上
.
11
基准坐标系
A datum CSYS contains a set of reference objects: • A coordinate system • Three datum planes • Three datum axes • An origin point
© 2007. Siemens Product Lifecycle Management Software
Inc. All rights reserved
NX建模培训课件

导入cad文件
与cad软件的配合使用
与 CAM软件的配合使用
nx支持与CAM软件的集成,可以在nx中完成刀具路径规划和后处理,生成nc程序,然后在CAM软件中进行验证和仿真。
CAM编程
CAM软件通常用于管理生产加工过程,nx支持与CAM软件的配合使用,可以方便地实现从设计到制造的整个过程的集成。
通过创建一个系列部件模型,学习如何将多个可参数化的模型组合在一起,并控制其相对位置。
系列产品建模
07
nx建模疑难问题解答
常见问题
不了解nx在各行业的应用
无法实现高级的模型修改
对模型属性设置不熟悉
无法建立复杂模型
不清楚如何进行装配
针对个人需要,提供nx建模的实践机会,掌握复杂模型建立技巧
介绍nx装配的基本流程及操作技巧
熟悉模型属性设置,了解各种参数的含义及设置方法
深入学习nx的建模命令,并掌握一些高级的模型修改技巧
分享nx在不同行业的应用案例,开拓视野
解决方法
注意事项
学习nx建模要坚持不懈
注意模型数据的保密性
掌握基础命令是学好nx建模的前提
熟悉机械、汽车、航空等行业的nx应用,有助于更好地应用nx软件
THANKS
有限元分析软件概述
3.3 有限元分析软件介绍
有限元分析软件的界面和操作流程
有限元分析软件的功能和应用领域
3.4 nx与有限元分析软件的配合使用
01
02
03
04
05
06
06
nx建模实例
圆柱体建模
通过创建一个圆柱体,熟悉 nx 建模的界面和操作流程。
西门子PLC培训教程(全)

详细讲解西门子PLC支持的通信协议,如S7通信、Profinet、 Modbus等。
通信配置方法
介绍如何在西门子PLC中进行通信配置,包括硬件连接、参数设置 等。
通信故障排查与处理
提供通信故障排查的方法和处理措施。
远程监控技术实现原理及案例分析
远程监控技术概述
简要介绍远程监控技术的概念、应用和发展 趋势。
西门子PLC系列分类及特点
S7-200系列
S7-300系列
小型PLC,结构紧凑、功能强大,适用于简 单控制任务。
中型PLC,模块化设计,易于扩展和维护, 适用于中等规模的控制任务。
S7-400系列
S7-1200/1500系列
大型PLC,高性能、高可靠性,适用于复杂 的控制任务。
新一代PLC,集成了运动控制、过程控制等 功能,适用于高端控制任务。
编程环境
西门子PLC的编程环境主要有TIA Portal和STEP 7两种。TIA Portal是西门子推出的全新工程组态软件,支持多种 编程语言,具有直观易用的界面和强大的功能;STEP 7是西门子早期的PLC编程软件,现已逐渐被TIA Portal所 取代。
02
西门子PLC产品介绍
Chapter
实现方法
首先,可以使用模拟量输入模块采集温度数据,并将数据转换为PLC可以处理的数字量。 然后,使用高级指令对数据进行处理,如计算温度偏差、判断温度是否超限等。最后,根 据处理结果输出相应的控制信号,控制执行机构进行相应的操作。
注意事项
在实现复杂数据处理任务时,需要注意数据的准确性和实时性。同时,还需要考虑系统的 稳定性和可靠性,避免出现误操作或故障。
远程监控技术实现原理
企业内部培训资料[精选五篇]
![企业内部培训资料[精选五篇]](https://img.taocdn.com/s3/m/98b8a396fc0a79563c1ec5da50e2524de518d0f9.png)
企业内部培训资料[精选五篇]第一篇:企业内部培训资料企业内部培训资料一、管理的概述1、什么叫管理管理就是协调我们团队工作高效率的达到我们预定目标2、为什么要管理从广义上来说:因为资源有限、需求无限,我们需要将有限的资源发挥最大的效用从狭义上来说:提高效率、降低成本、提升品质所以管理的概念包括这几个方面:1)前提是因为我们是团队,所以我们就是有组织、有集体活动的的工作,只有有集体活动了,我们才可以进行管理。
2)管理的目的就是为了实现我们的预期目标我们的预期目标是什么?例如:我们需要按时、保质、保量的按照订单的要求交付产品。
这也算我们的预期目标之一;再如:提升效率、降低成本、减少损耗等等,这也都是我们的预期目标的一部分。
所以管理一方面要引导我们的工作朝我们的目标进行,让整个管理系统从无序管理朝有序管理转变,另一方面我们有序的管理又促进我们系统内各个组织出现协调配合,相互促进,促进预期目标的实现。
这就和“管理”两个字的含义相吻合:一个“管”、一个“理”,管什么?理什么?管的就是管5个要素:“人”“机”“料”“法”“环”(5要素的内容再以后具体的细化内容)等各种资源,但最基本的管理对象是“人”。
理就是要理数据、理流程、理制度等等,这些都是不断完善的过程。
所以“理”是管的基础,“管”是“理”的提升。
从这个方向说,我的管理思想很简单:数据支撑管理流程规范管理制度约束管理绩效提升管理3)管理的本质:效率。
任何预期目标的实现,都可以有很多方法和途径,有这么一句话:“条条道路通罗马”我想从这句话里分析一下管理的效率问题。
我们需要寻找到效率最好的一条路,有的路直,但是路不好走,可能时间短,但是相应的成本会高,有的路好走,但是不直,很浪费时间。
我们需要找一条在时间效率和成本上都合算的路去走。
这个道理放在我们生产管理中大家都能看的到,举个例说:在我们的排产安排中就有常规计划交货的订单、也有紧急订单需要插单安排,常规订单相对急单来说的周期就比较长,急单周期短一点,但涉及到插单、从我们的材料采购、模具开发、人员加工安排等属于非常态的工作,成本相对常规订单就的高一点。
西门子员工的培训
西门子员工的培训一.案例西门子公司是德国的一家著名的电子产品公司,历史悠久,规模较大。
高质量的产品、完善的售后服务、不断创业和创新以及高效的人才培训,被认为是西门子成功的关键.西门子的人才培训计划让西门子长年保持着公司员工的高素质,这是西门子强大竞争力的来源之一。
在人才培训方面,西门子创造了独具特色的培训体系。
新员工培训为一周工作五天,其中三天在企业接受工作培训,另外两天在职业学校学习知识。
培训为期3年.这样,学生可以在职业学校受到相关基础知识教育,还可以在工厂学到基本的熟练技巧和技术。
大学精英培训西门子每年在全球要接收3000多名大学生。
西门子会对这些毕业生进行综合考核,考核内容包括专业知识、工作能力和团队精神,然后根据考核的结果安排适当的工作岗位。
此外,西门子还从大学生中选出30名尖子进行专门培训,培养他们的领导能力.培训时间为10个月,分三个阶段进行。
第一阶段,让他们全面熟悉企业的情况,学会从因特网上获取信息;第二阶段,让他们进入一些商务领域工作,全面熟悉本企业的产品,并加强他们的团队精神;第三阶段,将他们安排到下属企业承担具体工作,在实际工作中获取实践经验和知识技能。
西门子还特别重视员工的在职培训,在公司每年投入的8亿马克培训费中,有60%用于员工在职培训。
西门子员工在职培训分五个级别,各级培训分别以前一级别培训为基础,从第五级别到第一级别所获技能依次提高.培训内容根据管理学知识和西门子公司业务的需要而制定,随着二者的发展变化,培训内容需要不断更新。
二.问题(一)为什么西门子公司那么早就开始注重员工的培训?(二)西门子公司对员工的培训采取了哪些方法?(三)从西门子公司对员工的培训,发现我国的员工培训存在哪些误区?三.问题分析(一)为什么西门子公司那么早就开始注重员工的培训?企业之间的竞争实质上是人才的竞争,从某种意义上讲,也是员工培训的竞争。
不仅可提高企业的工作效率,而且也是增强企业核心竞争力的主要手段。
NXT操作员培训资料

5、需要打开安全门盖找料或处理其他问题 时必须将贴片头移动到机器后部;严禁 直接用手推动贴片头,挪动抛料盒以后 在关闭模组前必须将抛料盒放置到位, 以免发生撞头的危险。
6、在进行自动吸嘴更换台操作后必须在全
技员指导下将其放置到位,以免发生撞
头的危险。
精选版ppt
FUJI XPF安全注意事 项
1、机器正常生产过程中严禁将头、 手以及其他物品放置于机器 内。
所以在一般操作中,非紧急状态而需要停止NXT动作,
按“Cycle Stop”即可。
精选版ppt
7
2,MANUAL指令介绍
按下MANUAL键后显示
取出电路板 清扫
换线操作 贴装头位置
手动诊断
产品信息
察看吸件坐标及清零 ,OK键指令介绍
调用传输的程序
一次性更换供料器
查看所需吸嘴型号及数目
FUJI NXT安全注意事项
1、机器正常生产过程中严禁将头、手以及 其他物品放置于机器内。
2、打开安全门盖前请先按下CYCLE STOP, 严禁直接打开安全门盖。
3、当有紧急情况需马上停机时请按下红色 紧停按钮。
4、当机器显示FEEDER缺料时严禁马上拉出 FEEDER,必须等待机盖上红色指示灯闪 亮后才能拉出。
Feeder type W32
精选版ppt
13
Feeder的结构
精选版ppt
14
操作面板
精选版ppt
15
2,Pitch值的计算
料带孔两孔间的间距为4mm Pitch值的计算根据实际零件包裝,数在料帶中两颗零件 间有几个料带孔即可算出零件的Pitch值
4mm
精选版ppt
16
四 换线过程中生产需要做的工作
西门子基础知识培训课件

山东金宇轮胎有限公司
STEP7软件应用练习题:
题目: 当按下启动按钮时,三台电动机M1,M2,M3按顺序间隔5s依次启动, 当按下停止按钮,三台电动机M1,M2,M3按逆序间隔5s依次停止。
I0.0 I0.1 Q0.0 Q0.1 Q0.2 启动 停止 M1 M2 M3
山东金宇轮胎有限公司
STEP7软件应用练习题答案:
山东金宇轮胎有限公司
V/f控制
V/f控制 V/f控制就是保证输出电压跟频率成正比的控制这样可以使电 动机的磁通保持一定,避免弱磁和磁饱和现象的产生,多用于风 机、泵类节能型变频器用压控振荡器实现 ; V-F控制的原理是产生一个震荡频率的电路叫做压控震荡器, 是一个压敏电容,当受到一个变化的电压时候它的容量会变化, 变化的电容引起震荡频率的变化,产生变频。把这个受控的频率 用于控制输出电压的频率,使得受控的电机的转速变化。 异步电动机的转矩是电机的磁通与转子内流过电流之间相互 作用而产生的,在额定频率下,如果电压一定而只降低频率,那 么磁通就过大,磁回路饱和,严重时将烧毁电机。因此,频率与 电压要成比例地改变,即改变频率的同时控制变频器输出电压, 使电动机的磁通保持一定,避免弱磁和磁饱和现象的产生。这种 控制方式多用于风机、泵类节能型变频器。
山东金宇轮胎有限公司
STEP7软件应用练习题答案:
山东金宇轮胎有限公司
STEP7软件应用练习题答案:
山东金宇轮胎有限公司
Change now
变化就从现在开始
Better together
让我们一起做得更好
1、西门子S7系列软件的安装
山东金宇轮胎有限公司
2、STEP 7编程软件的使用方法
STEP7软件打开与新建项目:
西子奥的斯新员工培训-59页文档资料
新员工培训
杭州西子奥的斯电梯有限公司
急停开关 滚动导靴
新员工培训
杭州西子奥的斯电梯有限公司
电梯的限速器
新员工培训
XPM继电器电 梯控制柜
杭州西子奥的斯电梯有限公司
国家政策规定该类电梯于2019年起不允许生产和销售,目前仍然可使用
新员工培训
杭州西子奥的斯电梯有限公司
3. 厅外
召唤 显示 基站锁 基站关机锁 到站钟/灯
编码器
新员工培训
杭州西子奥的斯电梯有限公司
六.主机的接线 1.电机动力线 a. 6根 双速电梯的双速电机,其中,3根高速绕组
,3根慢速绕组。一般高速绕组6极,转速为1000rpm,低速 绕组24极,转速为250rpm
b. 6根 ACVV电梯,3根高速绕组线是驱动线,3根 低速绕组或3根中的两根动力线是直流能耗制动线(另一根不 用)
新员工培训
杭州西子奥的斯电梯有限公司
液压梯油箱
主油路手动阀 上下电磁阀 手动操纵杆
电机
新员工培训
杭州西子奥的斯电梯有限公司
3.按控制技术分 a. 继电器控制电梯 b. PLC控制电梯(可编程控制器) c. 全微机控制电梯 4.其它分类方法 a. 轿厢外按钮控制/轿厢内按钮控制 b. 信号控制(有司机客梯)/集选控制(可无司机客) c. 单梯/并联/群控电梯 等等其它特殊电梯
关门阻力太大,引起过力矩保护其作用时,电梯发出开门信号。
1. 电子保护 一般是变频门机控制系统的功能。
2. 过力矩开关 门。
作用类似安全触板,但该开关是关门阻力太大时才引起电梯开
新员工培训
杭州西子奥的斯电梯有限公司
关门防夹系统一般仅安装于能自动开关门的电梯上。
西门子数控系统培训与维修

公司简介泰之(上海)自动化科技有限公司于2010年成立,位于上海浦东新区,是一家从事工业自动化和数控机床领域的技术主导型公司。
公司汇聚了一批专业从事工业自动化和数控技术的资深工程师,以“专业技术服务客户,实现共赢”为理念,为用户提供关于PLC、CNC、伺服驱动、变频器的硬件维修、技术培训、工程改造以及现场服务。
泰之(上海)自动化科技有限公司提供的硬(软)件维修项目有:西门子SINUMERIK 840D/810D、802Dsl/802D/C/S、810M/T、840C数控系统维修;西门子伺服驱动及变频器SIMODRIVE 611系列、SINAMICS S和G系列、MM4系列以及6ES70系列等;以及SEW、ABB、力士乐INDRAMAT等知名品牌的变频器。
在工业自动化设备方面,公司提供西门子PLC S5/S7系列、各种IO模块、CP通讯处理器、TP/OP/MP系列面板、触摸屏、各类变频器、伺服驱动器的维修服务。
公司配备了先进的测试设备和测试仪器,同时不断组织工程师学习和积累,这确保了公司在硬件维修的成功率上面达到95%以上。
公司拥有一只强有力的教研队伍和先进的实训实验台架,为了发挥公司的技术优势,更好的服务社会,公司常年开办数控机床和数控系统故障诊断和维修维护技术培训课程;西门子全集成自动化系统编程维护和故障诊断综合培训课程,以及HMI/PLC编程调试、变频器、伺服控制、DCS、仪器仪表等10余种针对不同品牌和型号产品的工业自动化及机械设备方面的培训课程。
同时,公司不断努力开发出适合国内企业和学员的工业自动化及机电设备类的技术培训课程。
在特色课程上积累了丰富的实践经验,并得到国内各企业和学员的认可。
同时公司也为企业提供西门子数控、驱动及PLC的备件服务,以及提供数控系统及自动化系统的现场技术服务和技术支持。
公司全体员工将以精湛的技术和细致的态度打造工业控制及数控领域中硬件维修、技术培训、现场服务以及工程改造的专业品牌。
西门子培训(内部工程师培训)
2019/3/15
4
共107页
2019/3/15
5
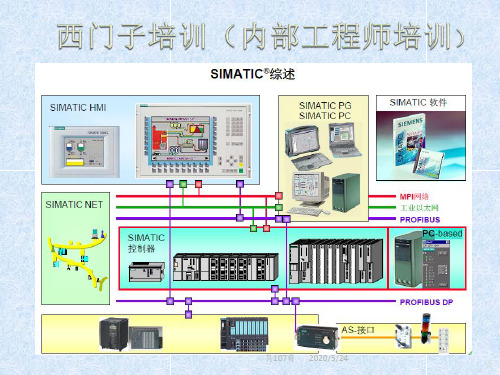
用于中等到高级性能要求的强大PLC
多种性能范围的CPU 扩展模块选择范围,超过300个模块可扩展
在模块中集成背板总线
可以连接MPI/PROFIBUS/PROFINET/工业
以太网 通过PC/PG可连接访问所有的模块 无插槽限制 多CPU同时工作(最多可以插入4个CPU)
33
共107页
2019/3/15
34
共107页
2019/3/15
35
共107页
2019/3/15
36
共107页
2019/3/15
37
共107页
2019/3/15
38
共107页
2019/3/15
39
共107页
2019/3/15
40
共107页
2019/3/15
41
共107页
2019/3/15
共107页
2019/3/15
1
1、SIMATIC S7 系统产品系列; 2、培训设备和编址;安装/维护可编程逻辑控制器; 3、SIMATIC管理器; 4、硬件组态; 5、硬件调试; 6、符号寻址; 7、块结构和LAD/FBD/STL编程器; 8、位指令; 9、数字指令; 10、对用户程序进行重新接线; 11、文档制作、保存和归档; 12、数据块; 13、功能和功能块; 14、组织块; 15、模拟量处理; 16、故障诊断; 17、系统信息。 共107页 2019/3/15
42
共107页
2019/3/15
43
共107页
西门子PLC内部培训教程
西门子PLC内部培训教程目录一、PLC概述与基础知识 (3)1. PLC定义及发展历程 (4)2. PLC应用领域与特点 (5)3. 西门子PLC简介及型号选择 (6)二、硬件结构与工作原理 (7)1. PLC硬件组成及结构类型 (9)2. PLC输入/输出接口技术 (10)3. PLC工作原理及工作流程 (11)三、编程环境与软件使用 (13)1. 编程软件安装与配置 (15)2. 编程环境简介及操作界面 (16)3. 编程语言与指令系统介绍 (18)4. 编程技巧与实例演示 (20)四、西门子PLC编程实践 (22)1. 编程前的准备工作 (23)2. 基本逻辑控制编程 (24)3. 复杂控制功能编程 (26)4. 人机界面与PLC通信编程 (27)五、PLC通信网络及配置 (29)1. PLC通信网络概述 (31)2. 西门子PLC通信协议及标准 (33)3. 通信网络配置与实例分析 (34)4. 通信故障排查与解决方案 (35)六、PLC维护与故障诊断 (36)1. PLC日常维护注意事项 (38)2. 故障诊断方法与流程 (40)3. 常见故障分析及解决方案 (41)4. 预防性维护与优化建议 (42)七、案例分析与实践操作 (43)1. 自动化生产线案例解析 (45)2. 西门子PLC在典型行业的应用案例 (47)3. 实际操作演练与问题解决 (49)4. 案例分析总结与经验分享 (50)八、培训总结与拓展学习 (52)1. 培训内容回顾与总结 (54)2. 拓展学习方向与资源推荐 (55)3. 学习心得与交流平台 (56)4. 后续支持与咨询服务 (57)一、PLC概述与基础知识可编程逻辑控制器(Programmable Logic Controller,简称PLC)是一种专门为在工业环境下应用而设计的数字运算操作电子系统。
它采用可编程的存储器,用于在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出来控制各种类型的机械设备或生产过程。
西门子可靠性培训资料
员工可根据自身职业发展和技能提 升需求,提出可靠性培训需求,通 过培训提高自身在组织中的竞争力 。
可靠性培训计划与实施
培训计划制定
根据可靠性培训需求,制定详细的培训计划,包 括培训内容、时间、地点、师资等,确保培训目 标的实现。
培训方法选择
根据实际情况,选择适合的培训方法,如课堂讲 授、案例分析、小组讨论、实际操作等,确保培 训效果。
道路车辆——电气/电子设备可靠性 测试和评估——一般要求
02
ISO 26262-2018
道路车辆——功能安全——电气/电 子系统的功能安全管理
03
IEC 60780-2006
道路车辆——电气/电子部件可靠性 测试和评估——一般要求
国家可靠性标准
GB/T 33564-2017
道路车辆——电气/电子部件可靠性试验方法和评价准则
对系统进行全面的安 全性分析和评估,确 保系统安全可靠。
提高操作人员的技能 水平和安全意识,加 强管理和监督。
案例三:XX行业的可靠性工程应用
01
02
03
04
05
总结词:XX行业的可靠 性工程应用需要结合行 业特点,制定科学合理 的可靠性方案。
详细描述:XX行业在生 产过程中需要面对复杂 的工作环境和严格的工 艺要求。为了满足生产 过程中的可靠性要求
在产品设计阶段,需要考虑产品可靠性原则、可靠性预计与分配、故障模式 与影响分析等,确保产品满足规定的可靠性指标。
面向可靠性设计
采用面向可靠性的设计方法,例如冗余设计、多样性设计、环境适应性设计 等,提高产品在预期工作环境中的可靠性。
可靠性在生产制造中的应用
可靠性制造流程
建立可靠性制造流程,包括选择合格的原材料和零部件、采用先进的生产工艺和 设备、执行严格的质量控制等,确保产品制造过程中的可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
混合切削方式
在一个工步中加工多个平面,并可以 为每个平面指定不同的切削方式 生成刀具轨迹时,在每个切削区域会 暂停,用以指定切削方式 可编辑各种加工方式的参数和显示 选项
复合面铣
在复合面铣工步中,除了用面几何体定义毛坯 还可用切削区域定义毛坯,但这两个选项互相排 斥,不能同时使用,两者的区别是: 1. 切削区域对所选的面的类型没有限 制,并可指定側壁,但必须定义零 件几何体 对于面几何体,可以设置忽略孔和 倒角,而对切削区域忽略孔为ON、 倒角为OFF 对于面几何体,可在有的毛坯边界 中插入新的边界,而对切削区域仅 可添只加工 一层
方法 (2)
Wall geometry;允许给 与区域相邻的侧壁加余 量,可以自动选取,也 可以人工选择側壁
面上留的余量
Cut area:没有任何限制的表面, 但只加工垂直于刀轴的面,剩余 作为零件面,同时必须定义零 件几何体
侧壁的推断
Automatic Wall:使得面铣能够 自动识别侧壁并把侧壁余量作用 在切削区域上 原则:側壁起始于相邻的区域面形成凹的 角度,或沿底面材料側方向向上,包括相 切以及轻微凸起的面,直到凹面和不满 足角度公差的凸面
侧壁的预选
侧壁预选的优点: 在生成刀轨前,可以编辑、删除和添加面 预选侧壁几何体是相关的,如果生成刀轨后 发生了改变,系统自动标识,提示更新
如果側壁低于切削区域的底 面,则需用手工选择侧壁
面铣的选项(1)
所选侧壁的余量可以与零件的余量不同 Follow Cut Traverse
面铣的选项(2)
毛坯垂悬(Blank Overhang): 允许你控制切削刀具超出面的边缘的距离
最大为一个刀具直径 阻止側凹切削
刀具运行关闭
只有当切削模式为Zig或者Zig-Zag时,Tool Run-Off才有效。 对于Zig切削模式,内部退刀(Internal Retract)必须设置为自动(Automatic)。对 于Zig-Zag切削模式,最后退刀(Final Retract)必须设置为自动(Automatic)。 当设置了自动退刀,同时Tool Run-Off设置为ON,零件每一刀路切削后,刀具将 自动退出零件一段距离,该距离等于水平安全距离。 当Tool Run-Off设置为OFF时,每一刀路切削后刀具不退出零件。 刀具是否保留在零件上,还与毛坯悬垂(Blank Overhang)值有关。 Tool Run-Off功能目前只应用于面、平面和形腔铣操作。
面铣
UDS
时间:0.25天 目的:本课介绍面铣削操作。 目标:完成本节课程后,能够:
创建Face Milling操作 切削单个面 切削多个面 毛坯垂悬(Blank Overhang) 刀具运行关闭(Tool Run-Off)
父节点
几何父节点:
刀具父节点:
方法 (1)
Face:可以为平面或封闭的曲线/ 边线,但平面与相关边界面的法 向必需与刀轴平行 定义面上的毛坯量