印刷机调机教材
印刷机作业指导书
印刷机作业指导书
标题:印刷机作业指导书
引言概述:印刷机作业是印刷行业中的重要环节,正确的操作和维护可以保证印刷质量和生产效率。印刷机作业指导书是匡助操作人员正确使用印刷机的重要工具,本文将从操作前的准备、印刷机的基本操作、印刷质量控制、故障处理和日常维护等五个方面进行详细阐述。
一、操作前的准备
1.1 确认印刷品种和规格:在操作印刷机之前,要确认印刷品种和规格,包括纸张尺寸、颜色要求等。
1.2 准备印刷版和油墨:根据印刷需求准备好印刷版和相应的油墨,确保印刷质量。
1.3 调整印刷机参数:根据印刷品种和规格,调整印刷机的参数,包括印刷速度、压力等。
二、印刷机的基本操作
2.1 启动印刷机:按照操作手册的要求正确启动印刷机,确保设备正常运转。
2.2 调整印刷机位置:根据印刷品种和规格,调整印刷机的位置,确保印刷位置准确。
2.3 开始印刷作业:根据印刷需求开始印刷作业,注意监控印刷质量。
三、印刷质量控制
3.1 定期检查印刷质量:在印刷过程中定期检查印刷质量,确保印刷效果符合要求。
3.2 调整印刷机参数:根据印刷质量情况,适时调整印刷机参数,保证印刷质量稳定。
3.3 处理印刷质量问题:如果发现印刷质量问题,及时处理并记录,以便后续改进。
四、故障处理
4.1 定期维护印刷机:定期对印刷机进行维护,包括清洁、润滑等,减少故障发生的可能性。
4.2 处理常见故障:掌握常见故障处理方法,如印刷机卡纸、印刷位置偏移等,及时处理。
4.3 寻求专业匡助:如果遇到无法解决的故障,及时寻求厂家或者专业人员的匡助,避免影响生产进度。
海德堡印刷机说明书
海德堡印刷机说明书
篇一:海德堡印刷机操作手册
xxxxxxxxxxxxxxx股份有限公司
印刷车间
海德堡四开五色平版印刷机操作指导书
文件编号:
文件版本:
发放号码:
受控状态:
生效日期:
编制:
审核:
批准:
目录
一、目的二、适用范围三、应作文件四、生产设备五、胶印简单流程图六、技术参数
七、劳动安全及生产要求八、设备操作与保养
1、目的
本操作指导书为设备操作人员操作海德堡四开五色平版印刷机进行相关的质量检验提供工作指导。
2、适用范围
本操作指导书适用于xxxxxxxxxxxxx股份有限公司海德堡四开五色平版印刷机,胶印设备。
3、应用的文件
《海德堡四开五色平版印刷机使用说明书》
4、生产设备
德国海德堡机械有限公司所生产四开五色平版印刷机介质
电压:380V 额定电流:30A 频率:50HZ 气压:≥6kg/c ㎡温度: 18oC—25oC;相对温度:45%—65%
5、胶印简单生产流程图
6、技术参数
6.1印刷材料:
最大纸张尺寸:600*740mm (尺寸F) 530*740mm(尺寸C)最小纸张尺寸:210*350mm 最大纸张厚度:0.8mm 6.2油墨/上光:
6.2.1 只能够使用单张纸胶印机专用印刷油墨和上光材料。
6.2.2 上光装置中只允许使用水基分散上光液,在使用紫外线上光液时,
则需要使用专手型印刷机型。 6.3 自动清洗装置使用清洗液
只允许使用具有下列特性的清洗液:闪点至少达到55℃。苯含量要低于0.1%
二甲苯和混合二甲苯的仿量小于1% 芳香烃物质含量(>Cg)小于1%
清洗剂中不得带有氯化烃,氯化氟代烃,共同点烯,h-已烷,二胺和
SMT表面组装技术印刷机调机教材

SMT表面组装技术印刷机调机教材
DEK印刷机调机教材
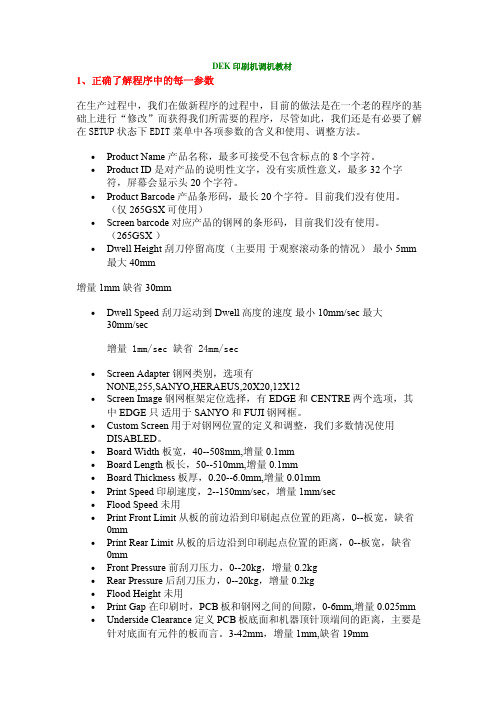
1、正确了解程序中的每一参数
在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。
•ProductName产品名称,最多可接受不包含标点的8个字符。
•ProductID是对产品的说明性文字,没有实质性意义,最多32个字符,屏幕会显示头20个字符。
•ProductBarcode产品条形码,最长20个字符。目前我们没有使用。
(仅265GSX可使用)
•Screenbarcode对应产品的钢网的条形码,目前我们没有使用。
(265GSX)
•DwellHeight刮刀停留高度(主要用于观察滚动条的情况)最小5mm 最大40mm
增量1mm缺省30mm
•DwellSpeed刮刀运动到Dwell高度的速度最小10mm/sec最大30mm/sec
增量1mm/sec缺省24mm/sec
•ScreenAdapter钢网类别,选项有
NONE,255,SANYO,HERAEUS,20X20,12X12
•ScreenImage钢网框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适用于SANYO和FUJI钢网框。
•CustomScreen用于对钢网位置的定义和调整,我们多数情况使用DISABLED。
•BoardWidth板宽,40--508mm,增量0.1mm
•BoardLength板长,50--510mm,增量0.1mm
丝网印刷机械和工艺调试
将镀好膜的硅片镀膜的一面朝下放置到承载 盒内,将充分搅拌的浆料沿刮刀方向倒在丝 网上用白纸试印,以保证印刷电极的完整性 和均匀性。 调整印刷参数使印刷满足印刷要求。 待工艺人员确认印刷和烘干工艺后按下 “Cycle Start”按钮运行机器。 自动运行状态下自动转移到下一道工序。
六 丝网印刷机的常用 参数及意义
第一道印刷机: 1、电机越位 典型的报警信息为:26 position negative limit exceeded 解决方法:请参照7.7的操作方法,对相 应得电机进行复位即可。
2、漏浆 检查方法:查看四个台面同一位置是否有浆料 解决方法:根据在硅片上漏浆的位置,确定 网版漏浆的位置,查看网版漏浆洞的大小,如 果漏洞不大,选择合适的胶带在网版下面将漏 浆的位置粘住,试做一片,查看是否仍然漏浆, 如果仍然漏浆,重新修补,如果不漏,可以继 续使用。如果漏洞太大,无法用胶带修补的话, 更换网版。 3、隐裂 原因:台面上有碎屑,实际压力比设定压力 大出许多,网板上占有碎片,换纸后有不平 解决方法:清理碎屑,刮刀高度上升,擦拭 网板,重新更换纸。
Pressure(压力):印刷时印刷头在丝网 上所加的压力。印刷时刮条在网版上所 加的压力,压力的大小决定印刷浆料的 厚薄。 Pressure mode 压力模式:打上后其 他参数改变没有作用 Printing speed(印刷速度):印刷时刮条 在丝网上印刷的速度。速度越快印刷的 浆料越厚,反之,印刷的越薄。
三色印刷机操作指导书
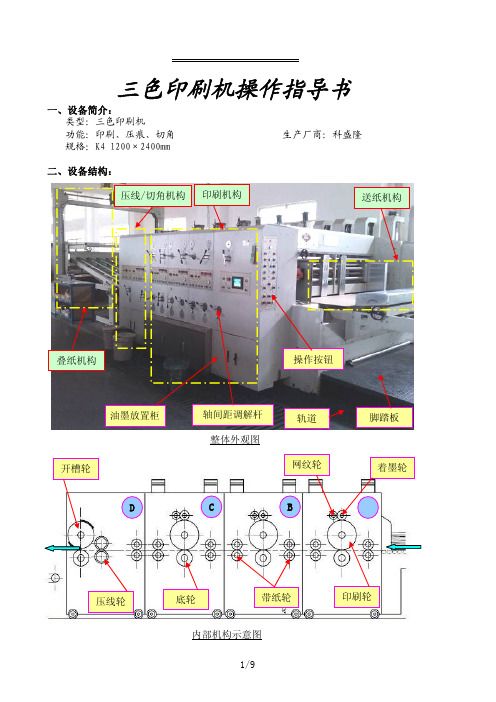
一、设备简介:
类型:三色印刷机
功能:印刷、压痕、切角
生产厂商:科盛隆
规格:K4-1200×2400mm
二、设备结构:整体外观图内部机构示意图
三色印刷机操作指导书
印刷轮
带纸轮压线轮C D 底轮
三、操作过程及注意事项:
1.开机前准备工作:
(1)按照印刷机设备保养工作指导书的要求进行设备保养,并在保养验收单上
签名确认。
(2)保养完毕后,将工具放回原处;将有油污处擦净,以免脏污纸箱。
(3)根据印刷机纸箱生产计划表顺序生产,机长安排本机台工作人员将所需印刷纸板
拉到印前准备区,并挑选2~5张废平板用于印前调机便用。
(4)检查印刷滚筒是否居中。
(5)工作现场:工具、印版、托盘等摆放在规定位置,机台下面清洁整齐,场地
无积水,无常流水。
2.调整送纸机台:操作按钮
(1)调整送纸台侧挡板:根据纸板的切长,调整送纸部的两侧挡板。
送纸间隙控制板
左右位置调整按钮
(2)调整送纸台后挡板:根据纸板的总宽,调整送纸部前挡板与后挡板的距离,使
进纸板离纸板的前缘纸4mm(前缘送纸式)。
(3)调整送纸部前挡板的间隙:根据纸板的厚度,调整前挡板间隙,使每次的加工
循环只允许一张纸板被输入。
(4)调整送纸轮:根据纸板的厚度,调整送纸轮的间隙,间隙过大会造成咬纸不
准确,加工移位;过小会将纸板的正确楞型压溃,破坏纸板硬度,影响纸箱的抗压强度。送纸轮与送纸台之间的间隙调整为H-0.25mm(H为纸板厚度)最好。
3.上水墨:
(1)机台操作员根据工单和印刷图纸的要求,取本工单所需水墨。
(2)机台操作员按机长排定的顺序,将水墨放于印刷机不同印刷机组。
第二章 平版印刷机4
(2)四滚筒双面印刷型: (3)单面双色印刷型:
3. 对印刷部件的要求:
1) 各滚筒表面的线速度一致; 2) 有一定的压力,不印刷时压力撤消; 3) 压力可调以适应不同的纸张,不同的印品。
二、滚筒离合压及压力调节
定义: 印刷部件在工作过程中,必须有两个工 作状态——合压和离压。 当纸张进入滚筒时,滚筒应能相互滚压,即进入合 压印刷状态; 当纸张停止供给或有其它需要时,滚筒应能及时脱 开(互不接触),即进入离压状态。
(2)采用双偏心轴承来调节滚筒中心距(1个双)
印版滚筒和压印滚筒的轴心是固定的,在 橡皮滚筒轴端装有双偏心轴承。 外偏心轴承单独调节中心距ObOi (调压)。 内偏心轴承用来调节中心距ObOp(调压)及
滚筒离、合压。
滚筒离、合压
外偏心轴承(O2、O1 )不动,内偏心轴承 转动,OB绕O1 旋转 调节B、P压力
粗调 松开滚筒齿 轮上的紧固螺钉, 盘车/扳动滚筒,从 而改变周向相对位置
印版快速装夹装置:
印版主页
滚筒夹版
调版装置
周向
轴向拉动斜齿轮,产生周向位移
轴向
螺杆与螺母配合,螺母固定不动,螺杆带动 滚筒轴向移动
3、橡皮滚筒
偏心套 橡皮布的装夹与锁紧
橡皮布一端固定 锁紧 —— 橡皮布和衬垫
2) 离合压机构 3) 调节机构
2 滚筒的排列及空档角 1) 排列:
Dek印刷机中文培训
DEK Printer Training
Prepared by :KENNY
Date : 25 June, 2006
VER1.0
1.Machine Overview机器概述
DEK 710
Stencil Size : 29” X 29”. If the stencil is not this size. Need to using Adapter.
钢网大小: 29 寸 X 29 寸.如果不是这大小要用钢网适配器
Camera: Cyber optic digital camera(Interface : IEEE1394 ,camera model is GREEN)相机用Cyber optic 数码相机(用IEEE1394连接, 相机型号 : GREEN)
2XCMOS用二倍CMOS 镜头
FOV=11.3 x 8.5 mm每次可照大小是11.3 x 8.5 mm
15 microns per pixel
Fiducial Size : 0.5mm - 3.0mm
Conveyor type : Front Fixed , L-L,R-R,L-R,R-L(If using Right to Left, it have right feed delay time) 送板模式: 固定边在前面, 左进左出,右进右出,左进右出,右进左出(如果设定是右进左出‧,会有一延迟时间设定)
PCB support : 81mm height 顶针是81mm高
Setup Machine Frame Leg : 36mm & 24 mm Spanner.机器脚的板手用36mm及24mm Voltage : 230V single phase(max 10A)230伏单相电‧最大电流10安培
印刷设备
印刷机的传动部分普遍采用链传动、齿轮传动 。
§2.2 单张纸胶印机的传动系统
一、主体运动的传递
一般单张纸胶印机对传动提出的要求: 应有低速(速度在3000r/h)启动功能。 要有高速印刷速度。 有点动机构。 主传动减速机构应平稳,不影响印刷质量。
§2.2 单张纸胶印机的传动系统
全机各部分动力都是由主电机经过三角带轮、减速机构传 给收纸滚筒,然后在将动力分配到各个部分。
印版的空白部分,必须有能被水润湿的物理性 能,能完全被水润湿并呈亲水斥油性
油墨和水作用于同一表面上,两者必须达到稳 定的和相对的平衡条件。
§2.1 概述
二、胶印工艺
平版印刷的总体工艺分两个阶段: 第一阶段是平版照相制版工艺,对彩色原稿进
行网目调网点加工,完成色彩分解; 第二阶段是平版印刷工艺,实现色彩还原。
四开单色停回转凸版印刷机
Y T T B2
纸张规顺 格:B系列四开纸 压印结构型式:停回转 印版种类:凸版 分类名称:印刷机
卷筒纸四色凹版印刷机
Y A 4 880 顺
880mm卷筒纸 印刷色数:4色 印版种类:凹版 分类:印刷机
八开四色平型网版印刷机
Y K P 4 A3
顺
纸张规格:A系列八开纸 印刷色数:4色 压印结构型式:平型 印版种类:孔版 分类名称:印刷机
理 3.掌握为实现某一印刷工艺及获得合格印刷品
印刷机操作流程简述
印刷机操作流程简述
下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!
并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!
Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!
In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!
DEK印刷机-操作-编程-保养

板時間). •Front Print Speed前印刷速度 •Rear Print Speed後印刷速度
主畫面的識別(3)
換搽拭紙(1)
•按Open Cover
Run
Open Paste Clean Adjust
Cover Load Screen
•按Change Screen
Setup
monitor
maint
CHANGE SCREEN
BOARD CLAMPS
PRIME PAPER
PRIME SOLVENT
Exit
•出現‘Open Front Cover and Remove
•按Exit ,退回主菜單
CHANGE SCREEN
BOARD CLAMPS
PRIME PAPER
PRIME SOLVENT
maint Exit
改變印刷模式
•在主畫面,按Setup.
Run
Open Paste Clean Adjust Setup monitor
maint
Cover Load Screen
Edit Data
Setup Squeegee
印刷机操作指导书
印刷机操作指导书
一;印刷滚筒的安装和更换
1.安装桥板,安装桥板是桥板两头的凸键应分别对准机身和滚筒架的圆
孔,用脚踩平,确认桥板安装平稳后,顺时针扭动离合开关,是滚筒和
印刷机分离。顺着桥板的轨道拉出滚筒,将其移至滚筒架上并固定。
2.移开桥板,推动滚筒架到所需使用的滚筒位置,安装桥板(安装方法同1)。确认桥板安装平稳后,用脚踩下滚筒架上的红色手柄,使滚筒和滚筒架分离,并把滚筒拉入印刷机,逆时针扭离合开关,使滚筒固定在印刷机上。
*注:【1】一定要确认桥板安装平稳,,防止移动过程中滚筒掉下来。
【2】一定要确认滚筒固定在滚筒加上防止移动过程中滚筒掉下来。
二:刀筒的安装和更换
1.用24号开口扳手松开固定刀筒的四个螺丝并拿下,
2.拉出刀筒,用力提起(较大的刀筒应两个人抬下来),移到指定位置。
3.选择所需刀筒抬起放入刀筒位,确认刀筒的齿轮与印刷机的齿轮吻合,
刀筒的墙板和印刷机的墙板在同一平面后。上紧螺丝固定刀筒。
注:安装刀筒时一定要戴棉线手套,拿出或放入刀筒时一定要抓紧,防止搬运过程中刀筒滑落
三:折页刀,等分刀的安装
1.刀夹装满螺丝,检查螺丝有无滑丝。
2.确认所需安装的刀槽,例如要做2等分的产品,部能把刀安装到3等分或其他等分的刀槽,一定要按装到2等分的刀槽。
3.刀夹和刀片安装的方向必须真确,刀夹有螺丝的面朝向上纸部,折现刀斜面朝向上纸部。
4.放好到夹后把折线刀放入刀夹和刀槽中间的缝隙,折现刀斜面朝向上纸部。刀刃比刀筒面高出3mm,即刀片的缺口位和刀筒面平,(刀刃离刀筒面的距离不同的机都不一样,进口机一般是刀片的缺口位和刀筒面平,国产机较高,一般在3mm到5mm之间)。确认刀刃两端到刀筒面的距离一样后,开始第一次锁紧刀夹螺丝,此时螺丝不能完全锁紧,紧每个螺丝力度的度在百分之70到百分之80之间。先锁刀夹两端的螺丝,再锁中间的螺丝,,确认每个螺丝都锁过一次,不能有漏锁。点动机器转动一周,锁紧刀夹螺丝,不能漏锁。点动机器转动几圈,感觉刀会不会太重,如果刀太重,刀压在底筒上的瞬间时机器会有一个停动,如果刀太重需重新装刀。如果刀的轻重合适,检查刀能付切透纸,并没有断纸现象。如果有某个部位切部穿纸,需重新装刀。
DEK印刷机高级培训教材
DEK印刷机高级培训教材
DEK INFINITY 培训教材
一、DEK软件的安装
DEK机器由工业PC电脑作为主控,其操作系统和应用软件都存放在电脑硬盘中,其中C盘安装WINDOWS系统,D盘DEK机的应用软件。DEK INFINITY 软件的的安装大致过程如下(具体安装过程中会有详细的提示):
安装之前,用软盘备份CONFIG.CFG及CONFIG.TXT文件,先用SP06安装盘安装Windows软件及DEK应用软件,最后用SP04安装盘安装DEK补丁程序。步骤如下:
1、备份CONFIG.CFG 及CONFIG.TXT文件。
2、安装Windows及DEK SOFTWARE 06(SP06安装盘) 。
3、拷贝回备份的CONFIG.CFG 及CONFIG.TXT文件。
4、设置触摸屏的中心位置。
5、中断控制程序。
6、安装06版本的补丁程序SP04(SP04安装盘)。
其中C盘安装的是WINDOWS系统,D盘安装的是DEK印刷机的应用软件。
二、 安全控制
DEK机在以下几个方面进行了安全设计方面的考虑:
∙EMERGENCE STOP
∙保险和自动跳断开关
∙印刷头支撑
∙PRINT CARRIAGE BRAKE
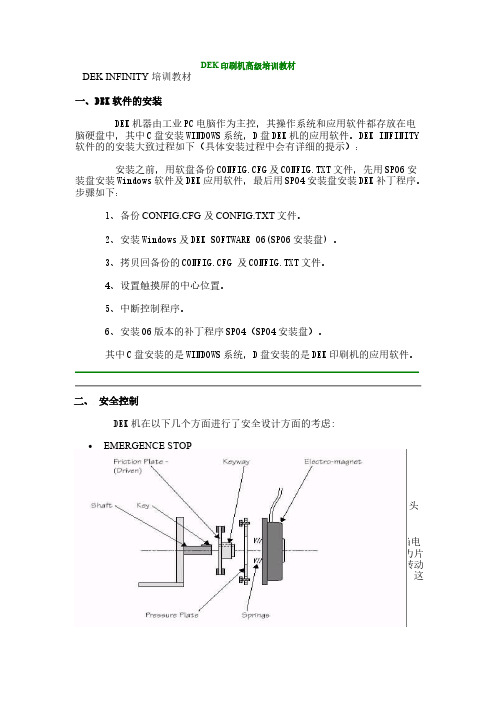
PRINT CARRIAGE 刹车机构当马达断电时开始起作用,以保证丝印头抬起时PRINT CARRIAGE不会碰装到设备后部机架。
工作原理:如图所示,马达轴通过键连接带动FRICTION-PLATE 转动,当电磁铁断电时,弹簧推动压力片和摩擦片接触,并形成一定的摩擦力,由于压力片和电磁铁都是固定在机架上的,所以会阻止摩擦片转动,从而起到阻止马达转动的功能。当电磁铁带电以后,它就能使压力片在电磁力的作用下离开摩擦片,这样摩擦轮就能自由的跟随马达转动。
DEK 印刷机应用
1
SMT 生產管理與工藝控制
---制造部培训手册
2010.8月初版發行
10.DEK 印刷机操作指引
1:DEK印刷机认识
2:DEK印刷机调机
3:DEK印刷机应用
4:简易故障排除
5:Calibration
2
DEK印刷机
调机
印刷机调
1、正确了解程序中的每一参数
Product Name 产品名称,最多可接受不包含标点的8个字符。
Dwell Height 刮刀停留高度最小5mm 最大40mm增量1mm 缺省30mm
Dwell Speed 刮刀运动到Dwell高度的速度最小10mm/sec 最大30mm/sec
Board Width 板宽,40--508mm,增量0.1mm
Board Length 板长,50—510
Board Thickness 板厚,0.20--6.0mm,增量0.01mm
Print Speed 印刷速度,2--150mm/sec,增量1mm/sec
Print Front Limit 从板的前边沿到印刷起点位置的距离,0--板宽,缺省0mm
Print Rear Limit 从板的后边沿到印刷起点位置的距离,0--板宽,缺省0mm
Front Pressure 前刮刀压力,0--20kg,增量0.2kg
Rear Pressure 后刮刀压力,0--20kg,增量0.2kg
Print Gap 在印刷时,PCB板和钢网之间的间隙,0-6mm,增量0.025mm
Separation Speed 印刷完成后钢网和板在最初3mm距离内的分离速度0.1--20mm/sec ,增量
0.1mm/sec
GKG G3印刷机操作说明书
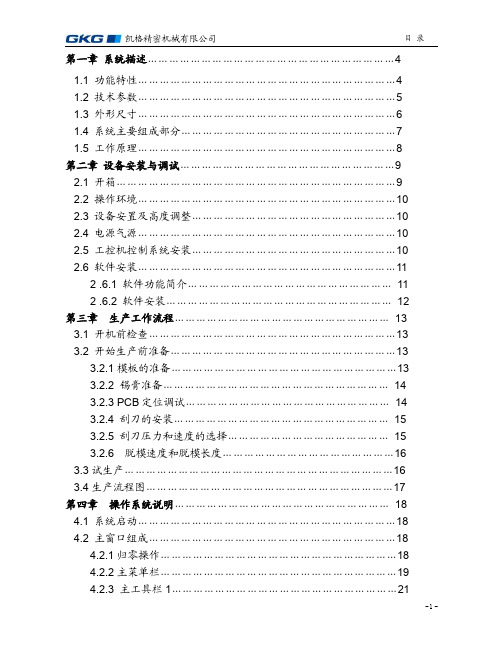
凯格精密机械有限公司
- 1 -
第一章 系统描述.....................................................................4 1.1 功能特性........................................................................4 1.2 技术参数........................................................................5 1.3 外形尺寸........................................................................6 1.4 系统主要组成部分............................................................7 1.5 工作原理........................................................................8 第二章 设备安装与调试............................................................9 2.1 开箱..............................................................................9 2.2 操作环境........................................................................10 2.3 设备安置及高度调整.........................................................10 2.4 电源气源........................................................................10 2.5 工控机控制系统安装.........................................................10 2.6 软件安装........................................................................11 2 .6.1 软件功能简介......................................................... 11 2 .6.2 软件安装............................................................... 12 第三章 生产工作流程............................................................ 13 3.1 开机前检查.....................................................................13 3.2 开始生产前准备...............................................................13 3.2.1模板的准备...............................................................13 3.2.2 锡膏准备............................................................... 14 3.2.3 PCB 定位调试......................................................... 14 3.2.4 刮刀的安装............................................................ 15 3.2.5 刮刀压力和速度的选择............................................. 15 3.2.6 脱模速度和脱模长度................................................16 3.3试生产...........................................................................16 3.4生产流程图.....................................................................17 第四章 操作系统说明............................................................ 18 4.1 系统启动........................................................................18 4.2 主窗口组成.....................................................................18 4.2.1归零操作..................................................................18 4.2.2主菜单栏..................................................................19 4.2.3 主工具栏1 (21)
dek印刷机调机教材
DEK印刷机调机教材
1、正确了解程序中的每一参数
在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。
•Product Name 产品名称,最多可接受不包含标点的8个字符。
•Product ID 是对产品的说明性文字,没有实质性意义,最多32个字符,屏幕会显示头20个字符。
•Product Barcode 产品条形码,最长20个字符。目前我们没有使用。
(仅265GSX可使用)
•Screen barcode 对应产品的钢网的条形码,目前我们没有使用。
(265GSX )
•Dwell Height 刮刀停留高度(主要用于观察滚动条的情况)最小 5mm 最大 40mm
增量 1mm 缺省 30mm
•Dwell Speed 刮刀运动到Dwell高度的速度最小 10mm/sec 最大30mm/sec
增量 1mm/sec 缺省 24mm/sec
•Screen Adapter 钢网类别,选项有
NONE,255,SANYO,HERAEUS,20X20,12X12
•Screen Image 钢网框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适用于SANYO和FUJI钢网框。
•Custom Screen 用于对钢网位置的定义和调整,我们多数情况使用DISABLED。
•Board Width 板宽,40--508mm,增量0.1mm
•Board Length 板长,50--510mm,增量0.1mm
印刷行业中的印刷机调试技术手册
印刷行业中的印刷机调试技术手册
1. 引言
在印刷行业中,印刷机调试是一项非常重要的工作。只有经过合理的调试,印刷机才能达到最佳运行状态,保证印刷品的质量和效率。本文将介绍印刷机调试的技术手册,帮助操作人员正确进行印刷机调试工作。
2. 调试前准备
2.1 确认印刷机型号和规格
在进行印刷机调试之前,必须确保清楚了解印刷机的型号和规格,以便根据具体情况进行操作。
2.2 清洁和检查
在调试之前,需要对印刷机进行清洁和检查,确保没有明显的故障和杂质。同时,检查油墨和纸张的质量,以保证印刷效果的稳定性。
3. 调试步骤
3.1 首次运行印刷机
首次运行印刷机时,应按照以下步骤进行调试:
- 检查供电电压,并根据实际情况进行调整;
- 打开电源开关,确保机器正常启动;
- 启动气动系统,检查气压和气管的连接;
- 检查印刷机的润滑系统,并确保润滑油的充足;
- 打开印刷机的控制面板,进行功能测试。
3.2 纸张进给调试
正确的纸张进给是保证印刷品质量的重要因素。在调试纸张进给时,应注意以下事项:
- 调整进纸辊和压印辊的距离,确保纸张顺利进入压印部分;
- 调整进纸牵引系统,避免纸张卡住或折叠;
- 检查纸张张力控制系统的运转情况,并进行必要的调整。
3.3 墨水系统调试
墨水系统的调试对于印刷品的色彩和均匀度非常重要。在调试墨水
系统时,应注意以下事项:
- 调整墨斗的墨池位置,确保墨池与印刷版的接触均匀;
- 调整墨斗的墨位,根据印刷品的需求进行精确的调整;
- 检查墨斗的墨量控制系统,并进行必要的调整。
3.4 压印系统调试
压印系统的调试对于印刷品的清晰度和印刷压力的控制非常重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
I8印刷机调机教材
1、正确了解程序中的每一参数
在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。
∙Product Name 产品名称,最多可接受不包含标点的8个字符。
∙Product ID 是对产品的说明性文字,没有实质性意义,最多32个字符,屏幕会显示头20个字符。
∙Product Barcode 产品条形码,最长20个字符。目前我们没有使用。(仅265GSX可使用)
∙Screen barcode 对应产品的钢网的条形码,目前我们没有使用。
(265GSX )
∙Dwell Height 刮刀停留高度(主要用于观察滚动条的情况)最小5mm 最大40mm
增量1mm 缺省30mm
∙Dwell Speed 刮刀运动到Dwell高度的速度最小10mm/sec 最大30mm/sec
增量 1mm/sec 缺省 24mm/sec
∙Screen Adapter 钢网类别,选项有
NONE,255,SANYO,HERAEUS,20X20,12X12
∙Screen Image 钢网框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适用于SANYO和FUJI钢网框。
∙Custom Screen 用于对钢网位置的定义和调整,我们多数情况使用DISABLED。
∙Board Width 板宽,40--508mm,增量0.1mm
∙Board Length 板长,50--510mm,增量0.1mm
∙Board Thickness 板厚,0.20--6.0mm,增量0.01mm
∙Print Speed 印刷速度,2--150mm/sec,增量1mm/sec
∙Flood Speed 未用
∙Print Front Limit 从板的前边沿到印刷起点位置的距离,0--板宽,缺省0mm
∙Print Rear Limit 从板的后边沿到印刷起点位置的距离,0--板宽,缺省0mm ∙Front Pressure 前刮刀压力,0--20kg,增量0.2kg
∙Rear Pressure 后刮刀压力,0--20kg,增量0.2kg
∙Flood Height 未用
∙Print Gap 在印刷时,PCB板和钢网之间的间隙,0-6mm,增量0.025mm ∙Underside Clearance 定义PCB板底面和机器顶针顶端间的距离,主要是针对底面有元件的板而言。3-42mm,增量1mm,缺省19mm
∙Separation Speed 印刷完成后钢网和板在最初3mm距离内的分离速度
0.1--20mm/sec ,增量0.1mm/sec
∙Separation Distance 分离距离。0--3mm,增量0.1mm,缺省3.0mm
∙Board Count 印刷板数量设置,0--500Boards,0为无穷大
∙Print Mode 印刷模式,我们的程序全部选择Print/Print模式。
∙Print Deposits 选择一块板的印刷次数,1,2或3,默认为1
∙Screen Clean Mode 1 钢网清洗模式1,WET,DRY,VAC,NONE
∙Screen Clean Rate 1 钢网清洗频率,0--200,增量1
∙Screen Clean Mode 2 钢网清洗模式2, WET,DRY,VAC,NONE
∙Screen Clean Rate 2 钢网清洗频率,0--200,增量1
∙Clean After Knead 搅拌后清洗。可选ENABLE/DISABLE
∙Clean After Downtime 该功能是在预先程序的设定下对钢网进行简单的清洗,一般是在设备或程序闲置一段时间(设备开机后)后印刷完第一片板后就立即进行。选项有WET,VAC,DRY,NONE
∙Clean After 是对上一个模式的停工时间(Downtime)的设置。5-120mins ∙Dry Clean Speed 清洁纸干洗速度,10--120mm/sec,增量1mm/sec.
∙Wet Clean Speed 清洁纸湿洗速度,10--100mm/sec,增量1mm/sec.
∙Vac Clean Speed 清洁纸真空洗速度,10--120mm/sec,增量1mm/sec.
∙Front Start Offset 清洗起始位置距离板前边沿距离。0--60mm增量1mm ∙Rear Start Offset 清洗起始位置距离板后边沿距离。0--60mm增量1mm ∙Paste Knead Period 印刷和搅拌之间的时间设置
∙Knead Deposits 设定对需要搅拌的板的搅拌次数2--20
∙Knead Board 搅拌功能选择之后搅拌的板数。
∙Knead After Dispense 添加锡膏(自动/人工)后下块板进行搅拌。
Enable/Disable
∙Stop After Idle 在enable状态下,当上、下线传送系统良好的情况下,产品(PCB板)和钢网接触但印刷过程没有完成。2--120mins
∙Board 1 Fiducal Type fiducial 点的类型,
Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model
∙Board 2 Fiducal Type fiducial 点的类型,
Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model
∙Board 3 Fiducal Type fiducial 点的类型,
Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model
∙Screen 1 Fiducal Type fiducial 点的类型,
Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model
∙Screen 2 Fiducal Type fiducial 点的类型,
Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model
∙Screen 3 Fiducal Type fiducial 点的类型,
Circle,Rectangle,Diamond,Triangle,Double Square,Cross,Video model
∙Fiducial 1 x coordinae fiducial 1 的x 坐标值0--508mm,增量0.1mm
∙Fiducial 1 y coordinae fiducial 1 的y 坐标值0--508mm,增量0.1mm
∙Fiducial 2 x coordinae fiducial 2 的x 坐标值0--508mm,增量0.1mm
∙Fiducial 2 y coordinae fiducial 2 的y 坐标值0--508mm,增量0.1mm
∙Fiducial 3 x coordinae fiducial 3 的x 坐标值0--508mm,增量0.1mm