冲压常用日语
冲压自动化日语专用名词

冲压自动化日语专用名词在冲压自动化领域,日语专用名词是非常重要的,它们帮助人们更好地理解和交流相关的概念和操作。
下面是一些常用的冲压自动化日语专用名词及其解释:1. プレス機 (Puresu-ki) - 冲压机冲压机是用于将金属板材加工成所需形状的机器。
它通常由压力系统、模具和控制系统组成。
2. 金型(Kinzō) - 模具模具是用于冲压机上的工具,用于将金属板材加工成所需形状。
它可以是单站模具或连续模具。
3. 自動化(Jidōka) - 自动化自动化是指使用机器、设备和控制系统来自动执行任务,减少人工干预和提高生产效率。
4. フィーダー(Fīdā) - 上料装置上料装置是用于将金属板材送入冲压机的设备。
它可以是手动或自动的。
5. ブランキング (Burankingu) - 冲孔冲孔是指在金属板材上制作孔洞或其他形状的过程。
它可以通过冲压机上的模具来完成。
6. フォーミング(Fōmingu) - 成形成形是指通过冲压机上的模具将金属板材加工成所需的形状。
它可以是简单的弯曲或复杂的曲线。
7. ダイ (Dai) - 冲模冲模是用于在冲压机上进行冲压操作的工具。
它通常由上模和下模组成。
8. プログラマブルロジックコントローラー(Puroguramaburu rojikku kontorōrā) - 可编程逻辑控制器 (PLC)可编程逻辑控制器是用于控制冲压自动化系统的设备。
它可以编程执行各种操作和逻辑。
9. センサー(Sensā) - 传感器传感器是用于检测和测量冲压过程中的各种参数和条件的装置。
它可以检测压力、位置、温度等。
10. ロボット (Robotto) - 机器人机器人是用于执行各种冲压自动化任务的自动化设备。
它可以进行上料、卸料、搬运等操作。
以上是一些常用的冲压自动化日语专用名词,它们在冲压自动化领域中起着重要的作用。
熟悉这些名词将有助于更好地理解和应用冲压自动化技术。
冲压自动化日语专用名词

冲压自动化日语专用名词引言概述:冲压自动化是一种先进的制造技术,它在汽车、电子、家电等行业中得到广泛应用。
在冲压自动化过程中,有许多专用名词被使用,这些名词对于了解和掌握冲压自动化技术至关重要。
本文将介绍冲压自动化日语专用名词的相关内容。
一、冲压工艺名词1.1 冲压(ちょうや):冲压是一种通过应用压力将金属材料塑形的工艺。
它通常使用冲床或模具来实现。
1.2 模具(もけい):模具是冲压过程中用于将金属材料塑形的工具。
它可以是单一形状的,也可以是复杂的多部分组合。
1.3 冲床(ちょうとう):冲床是一种用于冲压的机械设备,它通过施加压力将金属材料塑形成所需形状。
二、冲压设备名词2.1 自动送料(じどうもちあげ):自动送料是一种冲压设备中的功能,它能够自动将金属材料送入冲床进行加工。
2.2 送料器(もちあげき):送料器是一种用于将金属材料送入冲床的设备,它通常由电机、传送带和辅助装置组成。
2.3 压力传感器(あつりょくでんしんさ):压力传感器是一种用于测量冲床施加的压力的设备,它能够监控冲压过程中的压力变化。
三、冲压工艺参数名词3.1 冲床速度(ちょうとうそくど):冲床速度是冲床在冲压过程中的运动速度,它对于冲压件的成形质量和生产效率具有重要影响。
3.2 冲床力(ちょうとうりょく):冲床力是冲床在冲压过程中施加在金属材料上的力量,它决定了金属材料的塑性变形。
3.3 冲床行程(ちょうとうこうてい):冲床行程是冲床在冲压过程中的行进距离,它决定了冲床的加工能力和冲压件的尺寸。
四、冲压质量名词4.1 冲压件(ちょうやけん):冲压件是通过冲压工艺加工而成的金属零件,它具有高精度、高强度和复杂形状的特点。
4.2 冲床噪音(ちょうとうそうおん):冲床噪音是冲床在工作过程中产生的噪音,它对于工作环境和操作人员的健康安全有影响。
4.3 冲床润滑(ちょうとうじゅんりゅう):冲床润滑是冲压过程中使用的润滑剂,它可以减少摩擦、延长模具寿命和提高冲压质量。
冲压自动化日语专用名词
冲压自动化日语专用名词冲压自动化是指利用机械设备和自动化技术,实现冲压加工过程的自动化生产。
在冲压自动化过程中,涉及到很多专用名词,下面将详细介绍这些名词的含义和用途。
1. 冲压(ちゅうや):冲压是一种金属加工方法,通过将金属材料置于模具中,利用外力使其产生塑性变形,从而得到所需的零件形状。
2. 自动化(じどうか):自动化是指利用机械设备和控制系统,实现生产过程的自动化操作和控制。
在冲压自动化中,通过使用自动化技术,可以实现生产过程的高效率和高精度。
3. 机械设备(きかいせつび):机械设备是指用于进行冲压加工的各种机械设备,如冲床、剪板机、冲裁机等。
这些设备通过机械力和动力系统,实现对金属材料的加工和成形。
4. 模具(もけい):模具是用于冲压加工的工具,它由上模和下模组成,通过对金属材料的压力和形状的限制,实现对金属材料的成形。
模具的设计和制造对于冲压加工的质量和效率至关重要。
5. 塑性变形(そけいへんけい):塑性变形是指金属材料在外力作用下,发生形状和尺寸的永久性变化。
在冲压过程中,通过对金属材料施加压力,使其发生塑性变形,从而得到所需的零件形状。
6. 高效率(こうこうりつ):高效率是指在冲压自动化生产过程中,通过优化生产流程和提高设备利用率,实现生产效率的最大化。
高效率的生产可以降低生产成本,提高产品质量和交付速度。
7. 高精度(こうせいど):高精度是指在冲压自动化生产过程中,通过控制机械设备和模具的精度,实现产品尺寸和形状的精确控制。
高精度的生产可以保证产品的质量和一致性。
8. 控制系统(こうせいど):控制系统是指用于控制机械设备和生产过程的系统,通过传感器和执行器等装置,对设备和工艺参数进行监测和调节。
在冲压自动化中,控制系统可以实现对生产过程的自动化控制和优化。
9. 传感器(でんしょく):传感器是用于检测和测量物理量的装置,如压力传感器、位移传感器等。
在冲压自动化中,传感器可以实时监测设备和工件的状态和参数,为控制系统提供反馈信号。
冲压自动化日语专用名词

冲压自动化日语专用名词引言概述:冲压自动化是一种先进的创造技术,它在汽车、电子、家电等行业中得到了广泛应用。
在冲压自动化的过程中,有许多专用名词被用来描述不同的工艺、设备和操作。
本文将详细介绍冲压自动化中的日语专用名词。
正文内容:1. 冲压自动化的基础名词1.1 冲压 (シートメタルプレス):冲压是指将金属板材通过模具进行加工的过程,用来创造各种形状的零件。
1.2 模具 (金型):模具是用来冲压金属板材的工具,它根据产品的形状和尺寸而设计创造。
1.3 冲床 (プレス機):冲床是用来进行冲压操作的机器,它通过施加压力将模具上的金属板材冲压成所需的形状。
1.4 冲压件 (プレスパーツ):冲压件是通过冲压工艺创造的金属零件,它们通常具有高精度和复杂的形状。
2. 冲压自动化的工艺名词2.1 自动送料 (自動給料):自动送料是指将金属板材自动送入冲床的过程,通常通过供料机械实现。
2.2 自动排料 (自動排出):自动排料是指将冲压完成的零件自动从冲床中排出的过程,以便进行后续的加工和组装。
2.3 自动换模 (自動金型交換):自动换模是指在冲压过程中,通过机械装置自动更换不同形状的模具,以适应不同产品的创造需求。
2.4 自动检测 (自動検査):自动检测是指在冲压过程中,通过传感器和控制系统对冲压件的尺寸、形状和质量进行自动检测和判定。
2.5 自动堆垛 (自動積み重ね):自动堆垛是指将冲压完成的零件自动堆叠在一起,以便进行后续的包装和运输。
3. 冲压自动化的设备名词3.1 供料机械 (給料機械):供料机械是用来将金属板材自动送入冲床的设备,它通常包括送料器、卷料机和剪切机等。
3.2 压力机 (プレス機):压力机是冲压自动化中最重要的设备之一,它通过施加压力将模具上的金属板材冲压成所需的形状。
3.3 机器人 (ロボット):机器人在冲压自动化中扮演着重要角色,它们可以用来进行自动送料、自动排料、自动换模和自动堆垛等操作。
冲压自动化日语专用名词

冲压自动化日语专用名词冲压自动化是指利用机械设备和自动化技术,对金属材料进行冲压加工的一种生产方式。
在冲压自动化过程中,涉及到许多专用名词,这些名词在日语中有特定的表达方式。
以下是一些常见的冲压自动化日语专用名词及其解释:1. プレス機 (Puresu-ki) - 冲床冲床是用于冲压加工的机械设备,通过上下运动的冲头对金属材料进行冲击,使其产生所需的形状。
2. ダイス (Daisu) - 冲模冲模是用于冲压加工的工具,通常由上模和下模组成,通过冲床的运动使得金属材料在冲模的作用下产生变形。
3. ストローク(Sutorōku) - 冲程冲程是指冲床上下运动的距离,通常用于描述冲床的工作范围。
4. ストローク数(Sutorōku-sū) - 冲程次数冲程次数是指冲床在单位时间内完成的冲程次数,也可以用于描述冲床的工作效率。
5. 金型(Kinzō) - 金属模具金属模具是用于创造金属制品的工具,通常由金属材料制成,具有所需形状的空腔。
6. 自動給油装置 (J idō kyūyū sōchi) - 自动加油装置自动加油装置是用于冲床的润滑系统,可以自动给冲床的各个部位提供所需的润滑油。
7. フィーダー(Fīdā) - 上料装置上料装置是用于将金属材料送入冲床的设备,通常通过传送带或者其他机械手段实现。
8. プログラム制御 (Puroguramu seigyo) - 程序控制程序控制是指利用计算机编写的程序来控制冲床的工作,可以实现自动化生产。
9. 自動搬送装置(Jidō hansō sōchi) - 自动输送装置自动输送装置是用于将冲床加工完成的产品从冲床上移除的设备,可以实现自动化的产品输送。
10. プレス加工(Puresu kōka) - 冲压加工冲压加工是指利用冲床对金属材料进行成形加工的过程,可以创造出各种形状的金属制品。
以上是一些常见的冲压自动化日语专用名词及其解释,这些名词在冲压自动化领域中非常重要,熟悉这些名词对于理解和使用冲压自动化设备非常有匡助。
冲压自动化日语专用名词
冲压自动化日语专用名词冲压自动化是指利用机械设备和自动化技术,对金属或非金属材料进行冲压加工的过程。
在冲压自动化过程中,存在着许多专用名词,这些名词对于理解和应用冲压自动化技术至关重要。
下面是一些常用的冲压自动化日语专用名词及其解释:1. プレス機 (Press machine)指用于冲压加工的机械设备,通常由机架、滑块、工作台等部件组成。
2. ダイ (Die)指用于冲压加工的模具,通常由上下两部分组成,上模和下模。
3. ストローク (Stroke)指滑块在一次冲压过程中的上下运动距离。
4. ブランク (Blank)指冲压过程中用于成型的金属或非金属材料的原始片材。
5. フィーダー (Feeder)指用于将原始片材送入冲压机的装置,可以实现连续供料。
6. プログラマブルロジックコントローラ (Programmable Logic Controller, PLC)指用于控制冲压自动化系统的可编程逻辑控制器,可以根据预设的程序自动控制冲压过程。
7. センサー (Sensor)指用于检测冲压过程中各种参数的装置,如压力传感器、位移传感器等。
8. オペレータ (Operator)指负责操作冲压自动化设备的人员,需要熟悉设备的操作和维护。
9. プレスライン (Press line)指由多台冲压机组成的生产线,可以实现高效的冲压加工。
10. フィーディング (Feeding)指将原始片材送入冲压机的过程,可以通过手动或自动方式进行。
11. プレス加工 (Press processing)指利用冲压机进行金属或非金属材料的成型加工,包括冲孔、剪切、弯曲等工艺。
12. プレス速度 (Press speed)指冲压机滑块在加工过程中的运动速度,通常以每分钟冲次数表示。
13. プレス力 (Press force)指冲压机在加工过程中对材料施加的压力,通常以吨或千牛表示。
14. プレス時間 (Press time)指冲压机完成一次加工过程所需的时间,通常以秒或分钟表示。
冲压自动化日语专用名词

冲压自动化日语专用名词冲压自动化是指利用机械设备和自动化技术,对金属材料进行冲压加工的一种生产方式。
在冲压自动化过程中,有许多专用名词被广泛应用。
以下是一些常见的冲压自动化日语专用名词及其解释。
1. プレス機 (Puresu-ki) - 冲压机冲压机是用于将金属材料加工成所需形状的设备。
它通常由机械部分和控制系统组成,能够施加高压力,使金属材料产生塑性变形。
2. フィーダー (Fi-da-) - 上料机上料机是用于将金属材料送入冲压机的装置。
它通常由传送带、滚筒或机械手等组成,能够准确地将金属材料送入冲压机的工作区域。
3. ダイ (Dai) - 冲模冲模是冲压过程中使用的模具,用于给金属材料施加所需形状的力。
它通常由上模和下模组成,能够通过冲压机的运动对金属材料进行冲压加工。
4. ブランク (Buran'ku) - 板料板料是冲压加工的原材料,通常为金属材料的平板形式。
它可以是钢板、铝板、铜板等,用于制作各种金属制品。
5. ブランクホルダー(Buran'ku Horudā) - 板料固定器板料固定器是用于将板料固定在冲压机上的装置。
它通常由夹具、夹具手等组成,能够确保板料在冲压过程中保持稳定。
6. フォーミング(Fōmingu) - 成形成形是冲压过程中的一项操作,通过施加力量使板料发生塑性变形,从而得到所需的形状。
成形过程可以包括弯曲、拉伸、压缩等操作。
7. シアリング (Shiaringu) - 剪切剪切是冲压过程中的一项操作,通过施加剪切力将板料切割成所需的形状。
剪切通常使用切割模具来实现,可以快速而准确地完成切割任务。
8. フィニッシュ (Finisshu) - 表面处理表面处理是冲压加工完成后的一项操作,用于改善制品的外观和性能。
它可以包括抛光、喷涂、电镀等工艺,使制品具有更好的光洁度和耐腐蚀性。
9. クランプ (Kuranpu) - 夹紧装置夹紧装置是用于固定冲模和工件的装置。
冲压日语(1)
TOPへ
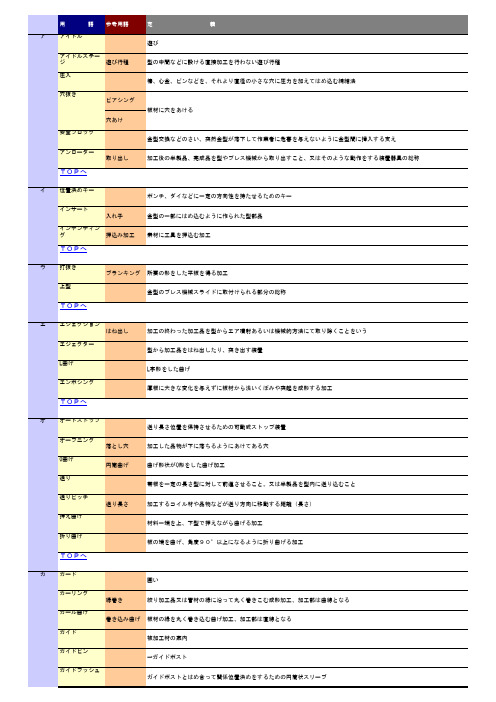
ス すえ込み 圧縮加工の一種で金型間で圧縮して加工素材の高さを縮め横に広げる加工を行う スタンピング 広義にはプレス加工、型鍛造などをさし、狭義には密閉型によるコイニング、エンボス成形などをいう ステ-ジ 順送り加工などの1ピッチ当たりの加工部位 ストックガイド 材料の側縁でその位置決めをしたり、案内する種類の型部品の総称 ストッパー 送りピッチを決める働きをする型部品 ストップピン 位置決めピン ストリッパー かす取り ストリッピング はね出し作業 ストレートサイ ドフレーム ストレッチャー ストレイン ストローク プレスのスライドが上りきった位置から下りきった位置までに移動した長さ ストローク数 プレスを連続運転した場合にラムが1分間に昇降する回数 ストローク率 単位時間当りのストローク数に対するショットの割合 スピニング加工 へら絞り スプリングゴー はね込み スプリングバッ ク スライド プレス機械の部品で上下運動をし、上形が取り付けられる部分 スラグ →かす スラグホール 穴抜きダイス穴の下方とその関連型部品に作られる抜きかすの落とし穴 スリティング 一つの連続した線に沿ってせん断すること 寸動 インチング 危険のないようにスライドをわずかずつ機械的に昇降させること。微動調整 はねかえり 加工後、工具が材料をはなれたときの弾性回復によって全体として平均の曲げ角度が大きくなる現象 曲げその他の成形において加工後、工具が材料を離れたときに生ずる弾性的回復 平板から回転対称形状の容器を作る加工。大量生産には向かない 門形フレーム ひずみ模様 左右の柱が真直ぐな門形をしたプレス機械フレーム、主に中・大形プレスに使用されている 焼なましされた低炭素鋼板のように降伏点伸びの大きい材料が塑性変形をうけるとき、しま状に現れるひずみ模様の不良現象 (リューダースライン) プレス加工作業にてポンチに食いついた材料を取り除く働きをする型部品をさす 材料を型の上に位置決めするためのピン
冲压日语专用术语

トリミング スライド ストリップ シャンク パンチホルダー ベルト スリング チェーンブロック ホイスト式クレーン ロープ パワーリフター(ダイリフタ ー) ノックピン ショルダーパンチ ジェクタパンチ ベルト·コンベヤー マシン(メカニズム) クリーナー 巻き取り機 ターンテーブル パットライト ぼうおんbox プロテクター アワーメーター バキューム バレルメッキ ドラムメッキ エアータンク ブロアー ハロゲン ハロゲンフリー 有ハロゲン 目安を置く 凹凸(おうとつ)
ジャッキ バランス 平ら(たい) カウンター ボルスター ジャミング ガイドブック メモ 扉(とびら) プリセット トータル フィード ライニング ネジジャッキ パス プリセットカウンタ タイマー 桁(けた) エジェクター 砥石(toisi)ドレッザー ダイヤモンド ドレッシング スケルトン ダイプレート クリアランス テーパー ニゲ(逃げ) ブロック グラインド-ル ノックピン フランジ トリミング ダイヤルゲージ サイドカット パイロットピン パ-ツ スキャナー メーキャップ
提升机、起重机、吊车
rope
绳、索、钢缆
power lifter
动力升降机
lock pin
定位销
shoulder punch
肩状冲头
ejector punch
belt conveyer
流水带
machine(nechanism)
机械
cleaner
除垢器、清理器、清扫机
卷曲机
turn table
送料机
alarm(light)
程序装置
fly wheel
飞轮 惯性轮
フリクション ライニング チェーンンー チェーン
冲压模具日语词汇

麻布 天然水 擦伤 优柔寡断 尼龙套 糊胶水 V形折弯 斜面 取货单和发货票 同时切断 同轴棒 通过 停止 体育埸、货埸 取数 光滑的事情 日常检查 表面 品质管理课 初品检查 品名 对称尺寸 电磁盘 凹
ぅエステ シンナかじる 優柔不断(ゆうじゅうふだん) プぅロシク ロックタイト 薬研曲げ(やげんまげ) テーパ 伝票(でんぴょう) 同時抜き(どうじぬき) 通しピン 通り 止まり トラック 取り数 滑らかな事(なめらか) 日常検査 表面(ひょうめん) 品質管理課 初品検査(しょひんけんさ) 品名(ひんめい) 振り分け寸法 電磁(でんじ)チャック 凹み(へこみ)
サンダー ラッピングマシン チェック 差し引く(さしひく) 天引きする(てんびき) 試作(しさく) ホークリフト 補強リブ(ほきょう) QC工程表(こうていひょ う) 極小の事(きょくしょう) 亀裂、破損、無き事 形状(けいじょう) 限度サンプル(げんど) 現品票(げんぴんひょう) 梱包(こんぽう) 担当(たんとう) チェックシート チャート記号(きごう) 注記(ちゅうき) データ様式(ようしき) 数量(すりょう) 管理項目(かんりこうもく) 関連寸法(かんれんすんぽ う) 機種名(きしゅめい) セリ カム クロムフーリ 共取り(ともどり) アンコイラ-
植え込み(うえこみ) 作业要领书 ストリッパーバッキング 作成年月日 プレート
上模导板 下模导板 下模 下模垫板 下模座 材料板(料带) 材料 导料销 线切割冲针 小导柱 顶料块 磨床 磨床 幅宽 送量 板厚 承认 正面图 撬棒 叉车 紧急 选别 纳期 不可形成园角 孔径 油付在上面 不规则园孔 板厚 受入检查 后面 搬运 A部详细 外观 外形 改订理由 频度确认 科长 模具 平时 上弯曲冲针 下弯曲冲针 范围、地域 气压孔 气压
冲压用语

プレス用語
NO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 33 34 35 36 37 38 39 40 41 42 43 44 45 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 114 115 116 117 118 119
二枚合せ(にまいあわせ) 放電機(ほうでんき) 浮き上がり防止 改定理由(かいていりゆう) 根元(ねもと) 関連寸法(かんれんすんぽう) 管理項目(かんりこうもく)
亀裂、破損、無き事(きれつ、はそん)
横バリ(よこ) 滑らかな事(なめらか) 回り止め 機種名(きしゅめい) 極小の事(きょくしょう) 絞り(しぼり) 矯正(きょうせい) 金型(かながた) 緊急(きんきゅう) 駒(こま)交換(こうかん) 駒交換(こまこうかん) 掘り込み(ほりこみ) 掘り込みブッシュ10mm 刻印(こくいん) 課長(かちょう) 潰し(つぶし) 梱包(こんぽう) 裏(うら) 裏面(うらめん) 六角レンチ(ろっかく) 落下防止(らっかぼうし) 密着の事(みっちゃく) 面打ち 面取り、糸面取り 目標(もくひょう) 納品(のうひん) 納期(のうき) 品名(ひんめい) 品質管理課 平打ち(ひらうち) 平面性(へいめんせい) 平行性(へいこうせい) 破断面(はだんめん) 切断面(せつだんめん) 曲げコーナー 曲げ角度(まげかくど) 取り数 確認頻度(かくにんひんど) 刃先(はさき) 日本語 日常検査(にちじょうけんさ) 傷(キズ) 上曲げパンチ 上型ダイセット 焼きなまし 焼きもどし 焼き入れ(やきいれ)
冲压自动化日语专用名词

冲压自动化日语专用名词冲压自动化是指利用机械设备和自动化技术,对金属板材进行冲压加工的过程。
在冲压自动化的过程中,有许多专用名词被广泛使用。
下面是一些常见的冲压自动化日语专用名词及其解释:1. プレス機 (Puresu-ki) - 冲压机冲压机是用于对金属板材进行冲压加工的机械设备。
它可以通过施加压力将金属板材加工成所需的形状。
2. ダイス (Daisu) - 冲模冲模是冲压机中用于对金属板材进行冲压加工的工具。
它通常由上模和下模组成,可以根据产品的要求来设计。
3. ストローク(Sutorōku) - 冲程冲程是指冲压机上模具在一次工作循环中的上下运动距离。
冲程的长度通常由产品的要求来决定。
4. ブランクホルダ (Burankuhoruda) - 保持器保持器是冲压机中的一种装置,用于保持金属板材在冲压过程中的位置稳定。
它可以防止金属板材在冲压过程中发生移动或变形。
5. フィーダー(Fīdā) - 上料器上料器是冲压机中的一种装置,用于将金属板材送入冲压机的工作区域。
它可以自动将金属板材按照预定的尺寸和数量送入冲压机。
6. クランプ (Kuranpu) - 夹紧装置夹紧装置是冲压机中的一种装置,用于夹紧金属板材以确保其在冲压过程中的稳定性。
它可以防止金属板材在冲压过程中发生移动或滑动。
7. シートメタル(Shītometaru) - 金属板材金属板材是冲压加工的原料,通常由各种金属材料制成,如钢铁、铝等。
它的厚度和尺寸可以根据产品的要求来确定。
8. フォーミング(Fōmingu) - 成形成形是冲压加工过程中的一步,通过施加压力将金属板材加工成所需的形状。
这可以通过使用特定的冲模来实现。
9. ブリーチング(Burīchingu) - 冲孔冲孔是冲压加工过程中的一种操作,通过施加压力将金属板材上的孔洞加工出来。
这可以通过使用特定的冲模来实现。
10. ベンディング (Bendingu) - 弯曲弯曲是冲压加工过程中的一种操作,通过施加力矩将金属板材弯曲成所需的形状。
冲压自动化日语专用名词
冲压自动化日语专用名词引言概述:冲压自动化是一种高效且精确的工艺,其在工业领域中得到广泛应用。
在冲压自动化过程中,存在许多专用名词,这些名词对于了解和应用冲压自动化技术至关重要。
本文将介绍冲压自动化中的日语专用名词,以匡助读者更好地理解和应用这一技术。
一、冲压自动化基础名词1.1 冲压(ちゅうや)冲压是指利用冲压设备将金属板材或者金属片通过模具加工成所需形状的工艺过程。
冲压是冲压自动化的基础,通过冲压,可以实现高效、精确的金属加工。
1.2 模具(もけ)模具是冲压过程中的关键工具,它是用于将金属板材或者金属片加工成所需形状的设备。
模具的设计和创造对于冲压自动化的效率和质量起着重要作用。
1.3 自动化(じどうか)自动化是指利用机械、电子和计算机技术,实现工业生产过程的自动化控制和操作。
在冲压自动化中,通过自动化技术可以实现冲压过程的自动化操作,提高生产效率和产品质量。
二、冲压自动化设备名词2.1 冲床(ちゅうしょう)冲床是冲压自动化中常用的设备,它通过模具和压力将金属板材或者金属片加工成所需形状。
冲床具有高速、高精度和高效率的特点,是实现冲压自动化的重要设备。
2.2 送料装置(そうりょうそうち)送料装置是冲压自动化中用于将金属板材或者金属片送入冲床的装置。
它可以实现自动送料,提高生产效率,并减少人工操作的需求。
2.3 压力控制装置(あつりょくこうせいそうち)压力控制装置是冲压自动化中用于控制冲床施加的压力的装置。
它可以根据工件的要求自动调整压力,确保冲压过程的稳定性和产品的质量。
三、冲压自动化工艺名词3.1 下料(げりょう)下料是冲压自动化过程中的一项工艺,它指的是将金属板材或者金属片按照模具的要求切割成所需形状的过程。
下料过程需要精确的尺寸控制和高效的操作。
3.2 冲切(ちゅうせつ)冲切是冲压自动化过程中常用的工艺,它指的是通过冲床将金属板材或者金属片按照模具的要求进行切割的过程。
冲切工艺可以实现高速、高精度和高效率的金属切割。
冲压自动化日语专用名词

冲压自动化日语专用名词冲压自动化是一种先进的生产技术,它在冲压过程中利用机器自动完成各种操作,提高生产效率和质量。
在冲压自动化中,有许多专用名词被广泛使用,下面将对这些名词进行详细解释。
1. 冲压(ちゅうあつ)冲压是指将金属板材通过冲压机械在模具的作用下,通过压力使其产生塑性变形,从而得到所需形状和尺寸的工艺过程。
2. 自动化(じどうか)自动化是指利用机械、电子技术和计算机技术,使生产过程中的各种操作自动进行,减少人工干预,提高生产效率和质量的技术手段。
3. 机械手(きかいて)机械手是一种能够摹拟人手动作的机器装置,用于在冲压过程中进行零件的抓取、放置和转移等操作。
机械手通常由机电、传感器和控制系统组成。
4. 传感器(せんさ)传感器是一种能够感知和检测物理量或者化学量的装置,用于在冲压自动化中获取工件尺寸、位置、力度等信息,并将其转化为电信号供控制系统使用。
5. 模具(もうけ)模具是一种用于冲压过程中对金属板材进行塑性变形的工具,它可以根据产品的形状和尺寸进行设计和创造。
模具通常由上模和下模两部份组成。
6. 送料(そうりょう)送料是指将金属板材从供料装置送入冲压机械的过程。
在冲压自动化中,通常使用送料装置将金属板材按照一定的速度和位置送入冲压机械中进行冲压。
7. 冲头(ちゅうとう)冲头是一种用于在冲压过程中对金属板材进行切割、冲孔等操作的工具。
冲头通常由切削刃和导向部份组成,可以根据产品的需求进行设计和创造。
8. 冲床(ちゅうどう)冲床是一种用于进行冲压加工的机床,它通过冲击力将冲头对金属板材进行塑性变形。
冲床通常由机架、滑块、传动装置和控制系统等部份组成。
9. 送料装置(そうりょうそうち)送料装置是一种用于将金属板材送入冲床的装置,它通常由供料器、定位装置和传动装置等部份组成。
送料装置可以根据产品的要求进行调整和控制。
10. 冲压速度(ちゅうあつそくど)冲压速度是指冲床在冲压过程中的运动速度,它直接影响到冲压的效率和质量。
冲压自动化日语专用名词
冲压自动化日语专用名词冲压自动化是指通过机器设备和自动化技术实现冲压加工过程的自动化控制和操作。
在冲压自动化过程中,使用了许多特定的日语专用名词来描述和定义各种设备、工具和操作。
以下是一些常见的冲压自动化日语专用名词及其解释:1. プレス機 (Puresu-ki) - 冲床机冲床机是用于对金属材料进行冲压加工的机器设备。
它通过压力和模具来将金属材料加工成所需的形状和尺寸。
2. ダイス (Daisu) - 冲模冲模是用于冲压加工的工具,通常由硬质材料制成。
它们具有所需的形状和尺寸,用于将金属材料冲压成所需的形状。
3. フィーダー(Fīdā) - 上料装置上料装置用于将金属材料自动送入冲床机。
它可以根据需要调整和控制上料速度和位置,以确保冲压过程的准确性和效率。
4. プログラマブルロジックコントローラ(Puroguramaburu Rojikku Kontorōra) - 可编程逻辑控制器(PLC)可编程逻辑控制器是用于控制和监控冲压自动化系统的电子设备。
它可以根据预设的程序和逻辑条件来自动控制冲床机和其他相关设备的操作。
5. センサー(Sensā) - 传感器传感器用于检测和测量冲压过程中的各种参数和条件。
它们可以检测金属材料的位置、压力、温度等,以确保冲压过程的准确性和安全性。
6. ロボット (Robotto) - 机器人机器人在冲压自动化中扮演着重要角色。
它们可以用于自动化操作,如上料、卸料、模具更换等。
机器人可以根据预设的程序和指令来执行各种任务。
7. シミュレーション(Shimyurēshon) - 模拟仿真模拟仿真是一种用于预测和优化冲压自动化过程的技术。
它可以通过计算机模拟和分析来评估不同参数和条件对冲压过程的影响,以提高生产效率和质量。
8. オペレーター(Operētā) - 操作员操作员是负责监控和控制冲压自动化系统的人员。
他们需要具备相关的技能和知识,以确保冲压过程的安全和顺利进行。
冲压自动化日语专用名词

冲压自动化日语专用名词冲压自动化是指利用机器和设备进行冲压加工的自动化生产过程。
在冲压自动化过程中,有许多专用名词被广泛使用。
以下是一些常见的冲压自动化日语专用名词及其解释:1. プレス機 (Puresu-ki) - 冲床机械,用于对材料进行冲压加工的机器。
它通常由机架、滑块、模具和控制系统组成。
2. プレス加工(Puresu kōka) - 冲压加工,是将金属材料置于模具中,通过冲压机械施加压力,使其变形或者切割的过程。
3. ブランク (Buranku) - 冲压件的原始金属片,用于在冲压过程中形成所需的形状。
4. ダイス (Daisu) - 模具,用于冲压加工中将材料切割或者变形成所需形状的工具。
5. フィーダー(Fīdā) - 进料装置,用于将金属材料送入冲床机械中进行加工。
6. ブランクホルダー(Buranku horudā) - 用于保持冲压件的模具,以确保其在冲压过程中保持稳定。
7. ストローク(Sutorōku) - 冲床滑块的行程,指滑块在冲压过程中的上下往复运动。
8. フィーディングスピード(Fīdingu supīdo) - 进给速度,指冲床机械中金属材料进给的速度。
9. プレス力 (Puresu-ryoku) - 冲床机械施加在材料上的压力,用于形成所需的形状。
10. ブランク切断 (Buranku setsudan) - 冲压过程中将金属材料切割成所需形状的步骤。
11. ダイスクリアランス (Daisu kuria ransu) - 模具间隙,指模具中切割或者变形材料时所需的空隙。
12. ブランクの膨脹(Buranku no bōchō) - 冲压过程中金属材料由于应力而发生的膨胀。
13. ブランクの引っ張り (Buranku no hippari) - 冲压过程中金属材料由于应力而发生的拉伸。
14. クランプ (Kuranpu) - 夹紧装置,用于固定模具和工件以保持稳定。
冲压自动化日语专用名词
冲压自动化日语专用名词冲压自动化是指利用机器设备和自动化技术,对金属或者非金属材料进行冲压加工的过程。
在冲压自动化过程中,有许多专用名词被广泛应用。
下面是一些常见的冲压自动化日语专用名词及其解释:1. プレス機 (Pressu-ki) - 冲压机冲压自动化过程中使用的机器设备,用于对金属或者非金属材料进行冲压加工。
冲压机通常由机架、滑块、模具和控制系统组成。
2. フィーダー (Fi-da-) - 上料机用于自动给冲压机提供原材料的设备。
上料机通常由送料机构、送料辊、送料机电和控制系统组成。
3. デコイラー (De-koira-) - 材料展开机用于将卷材展开并送入冲压机的设备。
材料展开机通常由展开架、展开辊、展开机电和控制系统组成。
4. ストレートナー (Sutore-to Na-) - 材料校直机用于对卷材进行校直处理,使其在冲压过程中保持平整。
材料校直机通常由校直辊、校直机电和控制系统组成。
5. プログラム制御 (Puroguramu Seigyo) - 程序控制冲压自动化过程中使用计算机编写的程序来控制冲压机和其他设备的操作。
程序控制可实现冲压过程的自动化和精确控制。
6. ダイ (Dai) - 模具用于冲压过程中对材料进行成型的工具。
模具通常由上模和下模组成,可以根据产品的形状和尺寸进行定制。
7. ストローク (Sutoro-ku) - 冲程冲压机滑块在一个往复运动中完成的距离。
冲程的长度通常根据产品的要求和冲压机的规格确定。
8. ブランク (Buran'ku) - 冲片冲压过程中从原材料中切割出来的产品。
冲片的形状和尺寸取决于模具的设计和冲压机的操作。
9. フィンガーストップ (Finga- Sutoppu) - 手指保护装置用于保护操作人员的安全设备,防止手指被冲压机滑块夹住。
手指保护装置通常安装在冲压机的操作区域。
10. サーボモーター (Sa-bo Mo-ta-) - 伺服机电用于驱动冲压机和其他设备的电动机。
冲压常用日语

序号中文日文1以下问题点需贵公司确认和回签2冲压3冲压加工4冲压模具5冲裁6冲裁毛刺7冲裁塌角8冲裁塌角高度9冲头10弯曲11弯曲角度12上弯曲13下弯曲14拉深15拉深起皱16去毛刺17压筋18加强层19落料20调平21矫正22裂纹23擦伤24伤痕25裂痕26打伤27躲避孔让位孔28镶块29压砸金属仕事用語30切口接刀口31切口确认32切断断开33切断面34外观35外形36方孔37圆孔38异型孔不规则园孔39椭圆孔40夹具41刻印打批号42除毛刺研磨打磨43表面44里面45斜面46尺寸47对称尺寸48关连尺寸49重要尺寸管理寸法50测定基准51测量误差偏差分散波动度52选别53纳期54开孔55材质56变形57变更58机种名称59品名
金属プレス仕事用語
序 中文 号 1 以下问题点需贵公司确认和回签 2 冲压 3 冲压加工 4 冲压模具 5 冲裁 6 冲裁毛刺 7 冲裁塌角 8 冲裁塌角高度 9 冲头 10 弯曲 11 弯曲角度 12 上弯曲 13 下弯曲 14 拉深 15 拉深起皱 16 去毛刺 17 压筋 18 加强层 19 落料 20 调平 21 矫正 22 裂纹 23 擦伤 24 伤痕 25 裂痕 26 打伤 27 躲避孔 (让位孔) 28 镶块 29 压、砸
日文
30 切口、接刀口 31 切口确认 32 切断、断开 33 切断面 34 外观 35 外形 36 方孔 37 圆孔 38 异型孔、不规则园孔 39 椭圆孔 40 夹具 41 刻印(打批号) 42 除毛刺研磨、打磨 43 表面 44 里面 45 斜面 46 尺寸 47 对称尺寸 48 关连尺寸 49 重要尺寸、管理寸法 50 测定基准 51 (测量)误差,偏差,分散,波动度 52 选别 53 纳期 54 开孔 55 材质 56 变形 57 变更 58 机种名称 59 品名
冲压自动化日语专用名词

冲压自动化日语专用名词冲压自动化是指利用机械设备和自动化技术,对金属材料进行冲压加工的一种生产方式。
在冲压自动化过程中,涉及到许多专用名词,这些名词对于理解和操作冲压自动化设备非常重要。
下面是一些常见的冲压自动化日语专用名词及其解释:1. ストローク(Sutorōku):冲程冲程是指冲压机械设备在一次循环中活塞或滑块从顶部到底部的运动距离。
冲程通常用于描述冲压机的工作能力和生产效率。
2. ダイス (Daisu):模具模具是冲压加工中用于将金属材料加工成所需形状的工具。
模具通常由上模和下模组成,上模固定在冲压机的滑块上,下模固定在机床的工作台上。
3. プレス (Puresu):冲压机冲压机是用于将金属材料冲压成所需形状的机械设备。
冲压机通常由机架、滑块、模具等组成,通过上下运动的滑块施加压力,将金属材料冲压成所需形状。
4. フィーダ(Fīda):送料装置送料装置是冲压自动化系统中用于将金属材料送入冲压机的装置。
送料装置通常由输送带、滚轮等组成,可以实现连续、稳定地将金属材料送入冲压机的工作区域。
5. シート金(Shīto-kin):金属板材金属板材是冲压加工中常用的原材料,通常由钢铁、铝合金等金属制成。
金属板材具有较高的强度和可塑性,适合进行冲压加工,用于制造各种零部件和产品。
6. ブランク (Buranku):冲压件冲压件是通过冲压加工获得的金属零部件。
冲压件通常具有所需形状和尺寸的特点,可以直接用于产品的组装和制造。
7. プログラマブルロジックコントローラ(Puroguramaburu Rojikku Kontorōra):可编程逻辑控制器(PLC)可编程逻辑控制器是冲压自动化系统中的一种重要设备,用于控制和监控冲压机的运行状态。
PLC可以根据预先编写的程序,自动控制冲压机的启动、停止、运动速度等参数。
8. センサ (Sensa):传感器传感器是冲压自动化系统中常用的装置,用于检测和监测冲压机的运行状态和工件的加工质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
関連寸法(かんれんすんぽう) 重用寸法(じゅうようすんぽう)、管理寸法 測定基準(そくていきじゅん) バラツキ 選別(せんべつ) 納期(のうき) 孔あけ 材質(ざいしつ) 変形(へんけい) 変更(へんこう) ロール目、 圧延方向 注記(ちゅうき) 機種名(きしゅめい) 品名(ひんめい) 取り数 トレート 設計(せっけい) スケルトン 33度部位は変形がある ストレート0.3以下 勘合不良(かんごう) ダイアール 難い(かたい) 易い(やすい) クリアランス 大きい(おおきい) 応力が大きい 少ない(すくない) 減少(げんしょう) 减肉 許可(きょか) 平面がひどく変形する 平面度調整ステージを追加する ゲート位置(ピンゲート)OK マッチング位置OK C部バーリング穴規格は高さ1.6 +0.25/-0.3 D寸法は7.3mm 凸不可,可凹0.1以下
日文
下記事項を確認お願い致します プレス プレス加工(かこう) プレス金型(かながた) プレス 抜き刃先(はさき) プレスエッジ プレスエッジ処理はR0.2以下 プレスエッジをR0.3或いはlessへ変更お願いします 抜きバリ 抜きバリ方向 抜きバリ方向の確認 抜きバリ高さ5%*T以下のこと プレスダレ プレスダレ高さ プレスダレ高さは0.3以下 押し抜いた穴 パンチ パンチ折れ パンチが折れ易いため パンチダレ パンチ磨耗 バリは、板厚の5%とする バリ0.05以下 バリ方向はSPG方案でOKです 曲げ 曲げ角度(まげかくど) 曲げ型 曲げのために逃げ用の四角孔を追加して頂きたい セリキズ セリバリ 曲げ内側RはR0.3MAX 上曲げ 下曲げ 根元(ねもと) 先端(せんたん) 最小値(さいしょうち)、MIN 最大値(さいだいち)、MIX バ-リソダ バ-リソダはクラック バーリング形状の変更及び外径の確認 M2.6バ-リソダ 裏面凸高さ0.3 バーリング高さ指示無し SPG案1±0.2でOKです 薬研曲げ(やげんまげ) 絞り(しぼり)
边
辺(エッジ)
边的斜度确认
辺の斜め角度の確認
这2条边由直边弯成圆边变形比较大
この二つ辺はまっすぐ辺をRになり、変形が大きい
斜线部
斜線部(しゃせんぶ)、ハンチング
点划线部
点線部
波线部分
波線部(はせんぶ)
剖面线
ハッチング
断面部分,剖截(冲压)
パーティング
A部详细图
A部詳細図
A、B、C部切口确认
A、B、C部マッチング承認お願い致します
ブランク図
切口图
形状変更図
总装图
組立図
成型入子图
成形入れ子図
图面“?”
図面“?”印部
图示尺寸不明,请提示
図面の寸法不明,提示お願いします
图面C部标注不清晰(或没标注),需贵 図面ははっきりではないのでDXF(又は3D図)を提供
方提供DXF(或3D)图档
お願い致します
图示D孔(两孔)面押,其它地方无面押 図中にD穴(2箇所)面押し、他に押し無し
毛刺0.05以下
毛刺方向SPG案OK
弯曲
弯曲角度
弯曲模
弯曲工艺需要,追加让位方孔
弯曲时引起的伤(弯曲擦伤)
弯曲时引起的毛刺(弯曲毛刺)
弯曲内R最大0.3
上弯曲
下弯曲
根部
先部
最小值
最大值
翻边
翻边裂纹
翻孔形状及外经变更确认
翻孔(M2.6)里面凸高0.3
翻边高度无标识,SPG案1±0.2 OK
V形折弯
拉深
拉深起皱 压花 压缩、凸打 半打 面打、倒角 平打 重打 去毛刺 上半打 下半打 压筋 加强层 落料 调平 矫正 裂纹 擦伤 伤痕 裂痕 打伤 躲避孔 (让位孔) 镶块 压、砸 切口、接刀口 切口确认 切断、断开 切断面 外观 外形 方孔 圆孔 异型孔、不规则园孔 椭圆孔 预算,估计 夹具
刻印(打批号) 刻印凹模镶块 刻印文字为“仿宋体”;字高为“2mm ”;字宽为“1mm”;字深为“0.1mm” 除毛刺研磨、打磨 单发 顺送 复合模 突起 自然R 小缺口 工艺孔
刻印文字が「仿宋体」で高さ2mm、幅1mm、深さ0.1mm
バレル研磨(けんま) 単発(たんぱつ) 順送(じゅんそう) コンパウンド型、複合型 ヒットホーム 自然R(しぜん) チッピング 捨て穴
一模两取
共取り(ともどり)
竖着的毛刺
縦バリ(たて)
横着的毛刺
横バリ(よこ)
排样图
レイアウト図
展开图
展開図
配列图
关连尺寸 重要尺寸、管理寸法 测定基准 (测量)误差,偏差,分散,波动度 选别 纳期 开孔 材质 变形 变更 成形部品流程方向(排样方向) 注意事项 机种名称 品名 取数 平行、直线 设计 条料
直边0.3以下 组装不良 圆弧 困难 容易 间隙 大 应力大 少 减少 减肉 允许 平面严重变形 追加一步平面工步 注口位置OK(点浇口) 切口位置OK C部翻孔高度1.6 +0.25/-0.3 D尺寸7.3mm 凸不可,凹0.1以下OK
絞りキズ エンボス コイニング 半打ち(はんうち) 面打ち 平打ち(ひらうち) 重ね打ち バリ取り 上半打ち 下半打ち セレーション 補強リブ(ほきょう) 抜き落とし 平面度調整 矯正(きょうせい) クラック かじる 傷(キズ) ひび 打ゴン 逃げ穴 ブッシュ、入れ子 潰し(つぶし) マッチング(切り込み) マッチング承認 スチッチオフ 切断面(せつだんめん) 外観(がいかん) 外径(がいけい) 四角孔 丸孔 異形穴(いけいあな) 楕円(だえん) 見積もり 治具(じぐ) 刻印(こくいん) 刻印Dコマ
A部及B部工艺切口确认
AとB部のマッチング確認
A-A断面图
A-A断面拡大図
A部挤压形状变更
A部つぶる形状変更
A部槽宽太窄(0.3),需要加宽至1.0mm A部槽の幅は狭すぎる0.3,1.0に広くお願いできませんか
A部段曲根部R0变更为R0.3以下确认 A部段曲げ根元部R0をR0.2以下に変更お願い致します
表面
表面(ひょうめん)
里面
裏面(うらめん)
斜面
テーパ
铆接
カシメ,絞り
抛光
グレージング
焊接
熔接(ようせつ)
涂装
塗装(とそう)
洗净
脱脂(だっし)
试作
試作(しさく)
板牙
ダイス、ガタ
丝锥(攻丝)
タップ
扭矩
トルク
铰刀
リーマ
铣刀
エンドミルカッタ
钻頭
ドリル
务必接触
密着の事(みっちゃく)
尺寸
寸法
对称尺寸
振り分け寸法(ふりわけすんぽう)
序 号
中文
以下问题点需贵公司确认和回签
冲压
冲压加工
冲压模具
冲裁
冲裁刃口
冲裁尖角
冲裁尖角处理工艺R0.2以下
冲裁尖角变更为R0.3或less,请确认
冲裁毛刺
冲裁毛刺方向
冲裁毛刺方向确认
冲裁毛刺高度在5%t以下
冲裁塌角
冲裁塌角高度
冲裁塌角高度0.3ቤተ መጻሕፍቲ ባይዱ下
冲孔
冲头
冲头折断
冲头易断
冲头缺口
冲头磨损
毛刺为板厚的5%