啤、烫工序计件标准
车间计件工资考核标准
车间计件工资考核标准根据成本核算及工艺流程的人员配备特制定如下;1.和面工序:1.和面加工费每包面粉4元(负责配料、和面、压面和油炸产品的质量,并及时处理和反馈该工序所出现的问题。
)2.分切加工费每包面粉3元(负责配合该工序负责人的工作安排,并做好本职工作)2. 油炸工序:1. 投料加工费每包面粉3元(负责产品投放,燃料的供应,及本工序原料的领用)2. 接料加工费每包面粉3.5元(负责产品的接料及装框,并随时观察并控制产品的颜色)3. 成型工序:1. 成型工序加工费是每件货0.4元(本工序人员负责当日产品的调配与准备工作,并保证质量的完成当日生产计划)2. 成型工序挂浆人员负责产品的调配及质量的把控和设备的调整,并管理好本工序人员及岗位调配,质量问题的及时处理及反馈。
(该工序负责人除计件工资外,提该工序计件总金额的1/100)4. 内包装工序:1. 装工序加工费是每件货0.6元(本工序人员负责当日产品的正常包装,并保证质量的完成当日生产计划)2. 包装工序调机人员负责该工序的设备的调整及维护,以保证设备正常运行。
合理调配人员岗位,配合生产计划的完成(该工序负责人除计件工资外,提该工序计件总金额的1/100)5. 外包装工序:1. 外包装工序加工费是每件货0.6元(本工序人员按标准规格正常包装,配合封箱人员当日纸箱的准备工作并保证质量的完成当日生产计划)2. 外包装封箱人员产品标准重量的监控,当日产品原料的准备工作。
并保证质量的完成当日生产计划。
(该工序负责人除计件工资外,提该工序计件总金额的1/100)备注:每包面粉的总计件工资63元,每包面粉出成品33件。
合计毎件成本是1.909元/件。
啤机部计件单价管理规定
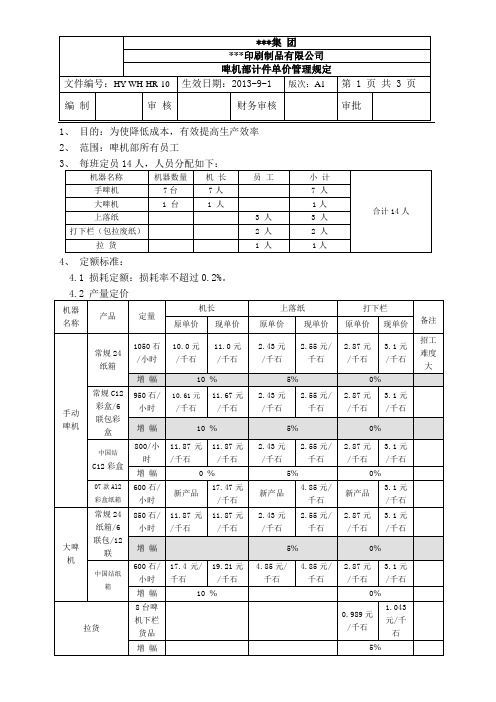
1、目的:为使降低成本,有效提高生产效率2、范围:啤机部所有员工4、定额标准:4.1 损耗定额:损耗率不超过0.2%。
4.4 基数4.4.1 以每月计算出当月生产合格总产量×单价=每月金额;4.4.2 手啤机较版定价为15元/个,跟机员工定价为4元/个;4.4.3 (1)大啤机09系列较版定价为20元/个, 跟机员工定价为: 4元/个;(2)大啤机24罐装彩盒较版定价为15元/个,跟机员工定价为:3元/个; 5、若部门个别员工当月未达到月基本出勤工时(208小时),公司给予补足基本工资,但工作期间必须服从岗位调动,否则不予保证发放月基本工资或按旷工处理,请假人员按实际计件工资计算。
6、绩效奖惩6.1 超出定额0.2%的损耗,啤机部承担50%,按成本价(09系列1.5元/个;24罐装1.4元/个;12联装1.39元/个;6联装0.52元/个)计算.6. 2 部门损耗率未超出标准损耗,组长均可获奖金200元/月6.3 损耗率按每工单计算,超出定额外按以下方案分责任承担:6.3.1不能分清责任:组长承担20%,机长50%,员工承担30%;6.3.2 能分清责任:组长承担20%,机长承担80%;(打下栏员工及上纸员工损耗由责任人按100%承担)。
7、纯计件薪资:机长标准定量1100石/小时,普工标准定量2100石/小时7.1实行纯计件薪资,周日及正班时间以外的均包含在计件单价内。
7.2调机、保养设备、打扫卫生:当日有调机、保养则按一小时计算,超过一小时不计算薪资,其计件薪资按标准产能70%核算。
7.3设备维修:设备故障应报工程部确认、维修,维修时间在3小时内,按标准产能80%核算计件薪资,三小时以上按待料处理,员工薪资按标准产能70%核算计件薪资;设备异常人为损坏不核算计件薪资。
7.4拉货(转仓)、贴标签、挑不良品、打杂、新入职员工一周内:按《纯计件标准产能表》规定的产能70%核算计件薪资。
培训、会议按:按《纯计件标准产能表》规定的产能70%核算计件薪资,班前会议、无计划、无批准的培训则无计件薪资。
计件工序的工资标准
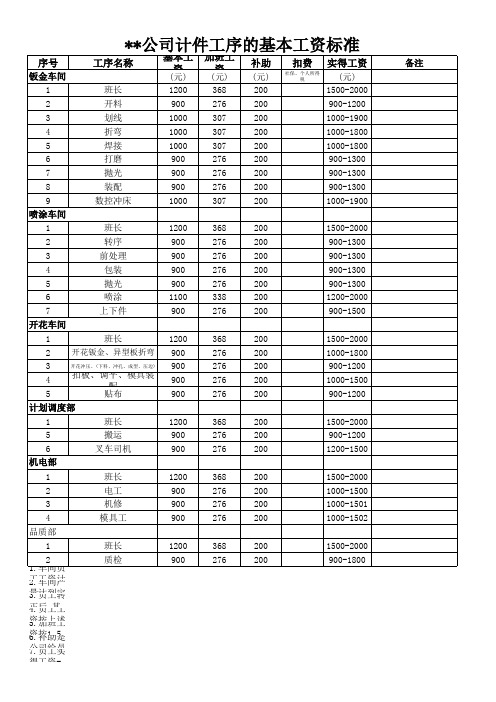
1.车间员工工资计算方法:车间产量示达到定量标准的70%时,按基本底薪的70%发放员工工资,
2.车间产量达到定量标准的70%时,按计件工资发放员工工资.
3.员工转正后,其底薪工资由总经理批准之日起执行.
4.员工工资按上述标准范围内执行,新到员工合理评估,底薪在试用期内不得一步升到该工资标准上限.
5.加班工资按1.5倍计算,按照实际加班时间计算加班工资.
6.补助是公司给员工的生活补贴,统一由财务部划拨给饭堂,而不发给员工.
7.员工实得工资=基本工资+加班工资+补助-扣费.
总经理批准:。
(喷漆)计件考核细则
喷漆岗位定额考核细则(试行)一、目的1、为了充分体现按劳分配为主体的薪酬分配原则,通过定额考核管理帮助车间每位职工提高工作效率与胜任工作的能力,特制定定额考核管理办法。
2、能够准确地反映出劳动者实际付出的劳动量,对个人劳动投入与收入直接挂钩,激励作用显著,同时反映劳动者之间的生产效率差别,体现多劳多得,少劳少得,不劳不得的分配方针。
3、在定额工资考核过程中,促进车间管理者与职工之间的交流,形成开放、积极参与、主动沟通的企业文化,增强车间全体职工的凝聚力。
二、适用范围1、本办法暂适用于喷漆在岗职工,其他岗位陆续参照本办法另外制定考核实施细则进行考核。
三、职责1、车间主任:负责职工定额工资考核制度的审评和及时修正;负责指导所属职工进行自我评价与自我考核,根据职工的评估结果,与职工进行沟通,帮助职工认识到工作中存在的有待解决的问题,并与职工共同制订改进计划;对考核结果依照车间有关规定进行处理;接受职工申诉。
2、车间统计员:负责所属职工工作考核指标的日常考核工作,根据考核标准客观公正地对所属职工的工作量进行统计和评估。
四、实施细则1、计件工资标准(日)=单位产品的定额X(日)工作产量测定数据明细表:说明:1.本定额数据按80元/日计算推出。
2.日工作产量以最终成品结算(含打磨、搬运等)。
2、月工资计算方式(月)工作考核标准=单位产品的定额╳(月)工作产量+其他补贴3、异常情况的计算3.1因客户临时改变产品要求或者其他非产品质量原因而造成的返件,按实际情况进行计时考核。
3.2因为机器设备出现故障进行维修的时间, 按实际情况进行计时考核。
3.3上班时间参加公司活动或其他生产项目, 按实际情况进行计时考核。
生产计件标准
Q/L F广东岭峰包装印刷有限公司企业标准Q/LF 09-2010(A/0)生产计件(单价)标准2010-10-20发布2010-11-01实施广东岭峰包装印刷有限公司发布标准目录一、印前----------------------------------------------------------------------------------11、切纸-----------------------------------------------------------------------------------1二、印刷----------------------------------------------------------------------------------21、凸版印刷-----------------------------------------------------------------------------22、平版印刷-----------------------------------------------------------------------------23、凹版印刷-----------------------------------------------------------------------------34、孔版印刷-----------------------------------------------------------------------------4三、印后----------------------------------------------------------------------------------51、上压光--------------------------------------------------------------------------------52、复膜-----------------------------------------------------------------------------------53、裱纸-----------------------------------------------------------------------------------5 3.1、对裱-------------------------------------------------------------------------------53.2、卡裱-------------------------------------------------------------------------------64、烫金-----------------------------------------------------------------------------------65、模切(压凸)--------------------------------------------------------------------------66、贴窗-----------------------------------------------------------------------------------77、糊盒-----------------------------------------------------------------------------------7四、整检----------------------------------------------------------------------------------81、烟包-----------------------------------------------------------------------------------82、纸巾盒--------------------------------------------------------------------------------83、社会散件-----------------------------------------------------------------------------8五、装订----------------------------------------------------------------------------------91、折页-----------------------------------------------------------------------------------92、配(插)页(贴)----------------------------------------------------------------------103、点数----------------------------------------------------------------------------------104、胶头----------------------------------------------------------------------------------105、包封面-------------------------------------------------------------------------------116、平订----------------------------------------------------------------------------------117、骑订----------------------------------------------------------------------------------118、胶订----------------------------------------------------------------------------------119、车线----------------------------------------------------------------------------------1110、喷码---------------------------------------------------------------------------------1211、贴纸---------------------------------------------------------------------------------1212、冲孔---------------------------------------------------------------------------------1313、圆角---------------------------------------------------------------------------------1314、打鸡眼------------------------------------------------------------------------------1315、穿圈---------------------------------------------------------------------------------1416、压圈---------------------------------------------------------------------------------1417、弯钩---------------------------------------------------------------------------------1418、裱糊---------------------------------------------------------------------------------1419、切成品------------------------------------------------------------------------------15六、包装---------------------------------------------------------------------------------161、捆书-----------------------------------------------------------------------------------162、灌袋-----------------------------------------------------------------------------------163、封口-----------------------------------------------------------------------------------174、收缩-----------------------------------------------------------------------------------175、填写箱唛-----------------------------------------------------------------------------176、装箱-----------------------------------------------------------------------------------17计件标准一、印前1、切纸(1)二、印刷(2)3、凹版印刷(3)(4)三、印后3、裱纸(5)(7)四、整检(8)五、装订(9)(10)(11)(12)(13)(14)(15)六、包装。
半自动啤机工资计件
关于半自动机机长工资计件制方式
本着双方自愿的前提下,机长每啤一啤计件工资为0.008元,每天啤16000啤时,每月工资4000元,超出数量按每啤0.008元计算,每换一次版按1000啤计算,如机器有故障或货源跟不上由车间主任、主管、本人三方签字停机时间、来减相应产能,再来计算。
如每天全面正常的前提下,没有达到16000啤,按每啤0.008元递减、品质与废品率,按生产要求来制定废品率,如超出废品率,每超出一片按该片单价的50%承担责任。
(备注:废品率2‰)团队精神,如公司没有业务量时,公司按每天16000片的4000元每月工资发放,但必须服从车间主任和主管的安排,如有抵触,将一天按三天的产能的计算方式承担每天的工资,每年的工龄工资,不计录在产能工资内。
计数计量定额一拼每天按16000啤,二拼按每天12000啤计算,全面取消加班制。
签订人:
年月日。
木工车间计件参考价
减去8-12号大单的计件工资
小计 平板门外钉线(Y30/Y7) Y6压线及单园弧/子弹线 反边Y6压线及反边单园弧 12 5 10 19 120 14 元/扇 元/扇 元/扇 元/扇 元/套 元/扇 合计
弯 线 条 及 附
大扣线(各种大扣线) 弧型套(含铣型,组装) 中纤板椭圆 2012
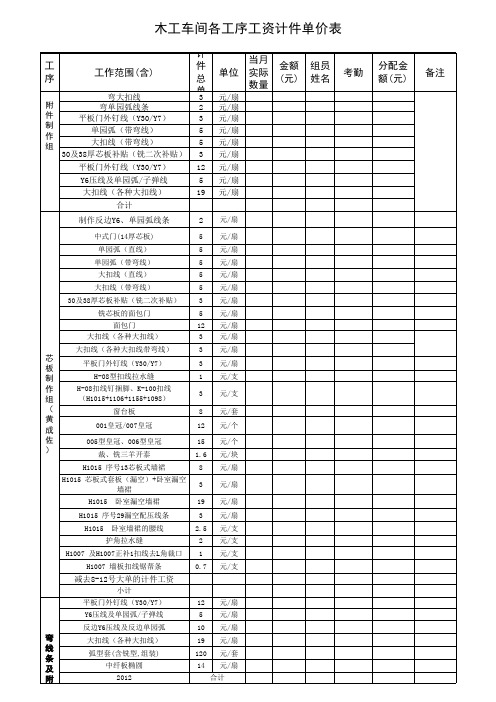
木工车间各工序工资计件单价表
工 序
附 件 制 作 组
工作范围(含)
弯大扣线 弯单园弧线条 平板门外钉线(Y30/Y7) 单园弧(带弯线) 大扣线(带弯线) 30及38厚芯板补贴(铣二次补贴) 平板门外钉线(Y30/Y7) Y6压线及单园弧/子弹线 大扣线(各种大扣线) 合计 制作反边Y6、单园弧线条
中式门(14厚芯板) 单园弧(直线) 单园弧(带弯线) 大扣线(直线) 大扣线(带弯线) 30及38厚芯板补贴(铣二次补贴) 铣芯板的面包门 面包门 大扣线(各种大扣线) 大扣线(各种大扣线带弯线)
计 件 总 单 3
2 3 5 5 3 12 5 19 2
5 5 5 5 5 3 5 12 3 3 3 1 3 8 12 15 1.6 8 3 19 3实际 数量
元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇
元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/扇 元/支 元/支 元/套 元/个 元/个 元/块 元/扇 元/扇 元/扇 元/扇 元/支 元/支 元/支 元/支
金额 (元)
组员 姓名
考勤
分配金 额(元)
备注
芯 板 制 作 组 ( 黄 成 佐 )
平板门外钉线(Y30/Y7) H-08型扣线拉水缝 H-08扣线钉捆脚、K-100扣线 (H1015+1106+1155+1098) 窗台板 001皇冠/007皇冠 005型皇冠、006型皇冠 裁、铣三羊开泰 H1015 序号13芯板式墙裙 H1015 芯板式套板(漏空)+卧室漏空 墙裙 H1015 卧室漏空墙裙 H1015 序号29漏空配压线条 H1015 卧室墙裙的腰线 护角拉水缝 H1007 及H1007正补1扣线去L角裁口 H1007 墙板扣线锯帮条
计件薪资方案

1.本方案自发布之日起实施。
2.本方案解释权归公司所有。
3.公司可根据实际情况调整本方案,调整后的方案应及时通知员工。
4.本方案的修改、废止,不影响公司与员工之间已签订劳动合同的履行。
第2篇
计件薪资方案
一、引言
为优化生产作业流程,激发员工工作潜能,确保生产效率与质量,依据《中华人民共和国劳动法》及相关政策法规,结合公司运营实际,特制定本计件薪资方案。
计件薪资方案
第1篇
计件薪资方案
一、方案背景
为提高员工工作积极性,提升工作效率,确保公司生产目标的达成,根据《中华人民共和国劳动法》及相关法律法规,结合公司实际情况,制定本计件薪资方案。
二、适用范围
1.本方案适用于公司内从事生产、加工等计件工作的员工。
2.非计件岗位的员工,如有特殊需求,经公司批准后可参照本方案执行。
4.本方案的修改、废止,不影响公司与员工已签订劳动合同的履行。
4.员工违反公司规定,造成经济损失的,应承担相应责任。
九、争议处理
1.员工对计件薪资方案有异议的,可向人力资源部门提出。
2.人力资源部门应在收到异议后5个工作日内给予答复。
3.如双方无法达成一致,可向当地劳动争议仲裁委员会申请仲裁。
十、附则
1.本方案自发布之日起实施。
2.本方案解释权归公司所有。
3.公司可根据经营状况和法律法规调整本方案,并及时通知员工。
六、福利待遇
1.公司依法为员工缴纳养老保险、医疗保险、失业保险、工伤保险和生育保险。
2.员工享有国家法定节假日、年假、病假、产假、婚假等休假待遇。
3.公司提供住宿、餐饮等生活设施,员工按照公司规定承担相应费用。
4.员工享有年终奖、优秀员工奖等福利待遇。
后工车间啤机组工资暂行方案
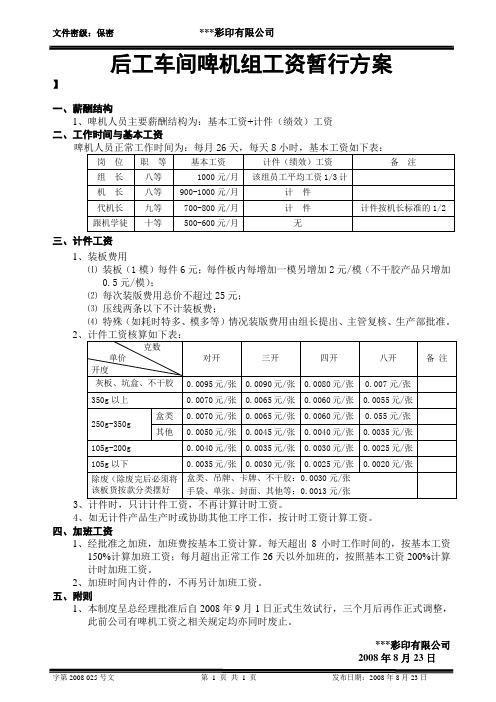
文件密级:保密***彩印有限公司
后工车间啤机组工资暂行方案
】
一、薪酬结构
1、啤机人员主要薪酬结构为:基本工资+计件(绩效)工资
二、工作时间与基本工资
三、计件工资
1、装板费用
⑴装板(1模)每件6元;每件板内每增加一模另增加2元/模(不干胶产品只增加
0.5元/模);
⑵每次装版费用总价不超过25元;
⑶压线两条以下不计装板费;
⑷特殊(如耗时特多、模多等)情况装版费用由组长提出、主管复核、生产部批准。
2
3
4、如无计件产品生产时或协助其他工序工作,按计时工资计算工资。
四、加班工资
1、经批准之加班,加班费按基本工资计算。
每天超出8小时工作时间的,按基本工资
150%计算加班工资;每月超出正常工作26天以外加班的,按照基本工资200%计算计时加班工资。
2、加班时间内计件的,不再另计加班工资。
五、附则
1、本制度呈总经理批准后自2008年9月1日正式生效试行,三个月后再作正式调整,
此前公司有啤机工资之相关规定均亦同时废止。
***彩印有限公司
2008年8月23日
字第2008 025号文第1 页共1 页发布日期:2008年8月23日。
_工人计件工资标准
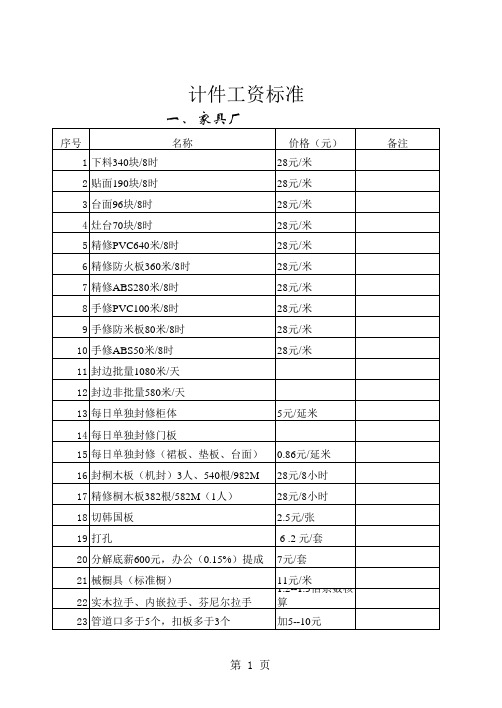
一、家具厂
序号 1 下料340块/8时 2 贴面190块/8时 3 台面96块/8时 4 灶台70块/8时 5 精修PVC640米/8时 6 精修防火板360米/8时 7 精修ABS280米/8时 8 手修PVC100米/8时 9 手修防米板80米/8时 10 手修ABS50米/8时 11 封边批量1080米/天 12 封边非批量580米/天 13 每日单独封修柜体 14 每日单独封修门板 15 每日单独封修(裙板、垫板、台面) 16 封桐木板(机封)3人、540根/982M 17 精修桐木板382根/582M(1人) 18 切韩国板 19 打孔 20 分解底薪600元,办公(0.15%)提成 21 械橱具(标准橱) 22 实木拉手、内嵌拉手、芬尼尔拉手 23 管道口多于5个,扣板多于3个 0.86元/延米 28元/8小时 28元/8小时 2.5元/张 6 .2 元/套 7元/套 11元/米 1.2--1.3倍系数核算 加5--10元 5元/延米 名称 价格(元) 28元/米 28元/米 28元/米 28元/米 28元/米 28元/米 28元/米 28元/米 28元/米 28元/米 备注
第 1 页
24 书架:高1000MM以内,宽900MM以内 15元/件 高1000MM—1500MM 大于1500MM 25 日式炉架IOP IPTDO IOT 包装费 16元/件 18元/件 12元/件 14元/件 16元/件 1.6元件
二、欣欣门厂
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 格子门镂空 免漆板模压门 涂胶机压门 组装芯格 组装边格 上格子包装 封边 双裁口封边 打锁孔、合页 清理门皮、垫板 挤出PVC 切膜 组装门骨架 打磨门脸线 打磨门套板 打磨扣板 打磨踢脚线 名称 价格(元) 0.3元/扇 3元/扇 1.5元/扇 2.2元/个 0.5元/个 0.9元/扇 2.5元/扇 3.57元/扇 1元/扇 4元/次 0.72元/张 0.01元/米 1.2元/扇 0.14元/支 0.14元/支 0.14元/支 0.16元/支 备注
4S店喷漆车间实行计件工资方案
喷漆车间集体计件工资方案一、目的:为充分体现同工同酬、多劳多得、公平合理的工资分配原则,特制定本工资方案。
二、适用范围:油漆车间做底工序,磨中涂工序,贴护工序,喷漆工序,抛光工序。
三、权责:本计件工资方案由售后服务部及人力资源中心制订、完善,并监督实施。
四、内容:1、计提标准油漆车间实行集体计件按17年12月至18年4月平均产值折算。
如因公司台次不足等原因造成车间生产无法达到产值目标,公司将按本地区最低保障工资作为员工的保底工资。
2、计提办法2.1、编制:小工3 人,中工1 人,大工2人。
2.2、基本公式及比率:工时提成按计件模式核算,每月信息员按车间主管提供各技师实际维修板件统计表与系统对碰核算,返修不重复计算并扣除相应提成。
计量单位为幅数,以下计1个幅数:前保险杠、后保险杠、左前门、左后门、右前门、右后门、左前叶子板、左后叶子板、右前叶子板、右后叶子板、机舱盖、尾箱盖、车顶。
以下计0.5个幅数:左下群、右下群、、左A柱、右A柱、左B 柱、右B柱、左C柱、右C柱、轮毂/个、后备箱围板、半杠。
以下计0.2个幅数:左后视镜、右后视镜、各外饰板、各内饰板、各门拉手、各内铁件。
全喷车辆按每车13个幅数计算。
2.3、员工计件工资计算方法:个人分值=个人考核分数X个人出勤项目计提=个人计提-返工扣减-人均辅料成本应发工资=个人分值x项目计提做底工序每幅计提30元;磨中涂工序每幅计提5元;贴护工序每幅计提5元;喷漆工序每幅计提40元;抛光工序每幅计提20元;返工每幅扣罚100元。
2.4、员工绩效考核办法人力资源中心提供考核表,第一考核人为钣喷主管,第二考核人为前台主管,由售后经理批准考核分数,总经理对考核情况予以核准。
员工每月考核一次,考核项目分为五项:1.工作技能,2 工作积极性,3.工作协调性,4. 工作责任感,5.工作勤惰。
每个项目分值为20 分,总分为100 分,另加出勤、安全、奖惩为附加分。
详见附表:《******** 汽车销售服务有限公司员工考核表》。
服装厂各工序计件工资明细

0
0
0
0 0 0 0 0
模板开拉链窗
46
开剪拉链窗
47
落拉链于链窗间1/16止口线一周*1
48
走拉链定线 一周
49
走开窗条一周定线并修止口*1
50
模板运反面底上领*2
51
修间翻面面底、领底顶领1/顶4双止线口并*2走领脚实样定线
52
*2
53
包烫面、底上领下口*2
54
实样包烫面底下级领*2,并点位
221
整烫前幅间线缝×4
222
走前公主定线
223
拼前公主缝×2
224
平烫前公主缝×2
225
模板运反前装饰袋贴一周×2
226
整烫前装饰袋口贴缝×2
227
折烫前装饰代唇×4
228
走前装饰代唇实样宽线×4
229
落车前装饰代唇于代底贴走定线×2
230
间前代口1/16止口线一周×2,底落代
唇连底贴
231
实运样反扫前前外外层层门挂襟面连×前2下(脚本一色周灯×芯2布,并)
72
31
手工
30
32
平车
43
33
平车
121
34
中烫
50
35
拉筒车
104
36
中烫
20
37
刀车
261
38
中烫
258
39
双针
191
40
双针
237
41
平车
72
42
平车
8
43
平车
105
44
平车
58
45
计件价格明细(4)

15元/小时
备注
例:收拾猪蹄、猪头、猪耳、小鸡、酱卤产品卤制 等及其他计件工资中未涉及到的工作等(包含新品
实验、清池子等)
零工需要车间主任及以上人员签字 审批方可执行
工龄工资
技能补助 全勤奖
生日补贴
参照公司工龄计算标准计算
在公司工作满一年以上执行工龄工 资20元/年(前5年),5年以后10元
/年。150元封顶
关键岗位机手补助一级200元/月(打 卡机、杀菌锅、大封口机),耳机
150元/月(滚揉机、斩拌机、绞肉机 、搅拌机、灌装机、夹层锅、扎线
机),三级100元/月(小封口机、贴 标机、烟熏箱、喷码机等)
150元/月(请假1天的扣除全勤,原 则上车间停产放假不影响全勤工 资), 员工过生日当天补助53元,段长70 元,机修100元
Байду номын сангаас
技能补助跟出勤天数挂钩,后备机 手经车间主任鉴定能够独立顶岗操
作的给100元/月补助。
/
/
审批执行前,必须根据工作 量限定时间,不得超出
车间一共几名机手? 除正常休息和法定节日外, 均无全勤奖 生日福利全公司统一标准
各工序挡车工计件工资计算办法
各工序挡车工计件工资计算办法一工资计算公式当月实际工资(元/月)=个人当月实际产量*计件单价+满勤奖(200元/月)+安全奖(100元/月)二产量记录与统计⒈前纺当班个人机台产量由当班值班长在交接班时,与接班值班长一起当面记录;后纺当班个人机台产量由当班细纱和络筒组长在交接班时,与接班的组长一起当面记录。
⒉原始产量记录务必准确、清晰,严禁私自更改记录数据,确有记录错误需要纠正的,需经车间主任同意方可更改。
⒊车间值班长负责对本班挡车工个人产量进行按月汇总,报车间主任核对;由车间主任报生产厂长核准后送财务工薪员处进行工资核算。
⒋清梳联、并条机台产量记录以千米为单位;粗纱、细纱机台产量记录以百米为单位;络筒机台产量记录以公斤为单位。
所有产量记录均保留到整数位。
⒌清梳联以梳棉挡车工实际看台的梳棉产量计为个人产量,清花挡车工以两名梳棉挡车工产量之和的一半计为个人产量。
⒍粗纱落纱人员的个人产量按当班所有挡车工的平均个人产量计算,超过定编人数的人员不予结算。
⒎细纱落纱生头(兼机台清洁)人员和换粗纱人员的个人产量按分组区域内所有挡车工的平均个人产量计算,超过定编人数的人员不予结算。
⒏纱库式自动络筒机的个人产量按机台实际产量的2倍折算为托盘式自动络筒机产量,按同等单价计算。
三各工序计件单价的确定⒈清梳联工序⒉并条工序机器型号:JWF1310并条机机器型号:D45并条机⒊粗纱工序⒋细纱工序⒌络筒工序(托盘式自动络筒机)四关于满勤奖的规定满勤奖是公司为了鼓励员工因工作满勤而设定的奖励,标准为每人200元/月,按月发放。
规定如下:⒈当员工全月请假不超过1天者(含1天),按一半发放;超过一天者不得。
⒉不论何种原因,当全月实际工作日不足26天者,当月将不再发放满勤奖。
⒊员工当月存有任何劳动违纪之事实(如迟到、早退、中途脱岗以及旷工等),即取消其当月满勤奖。
五关于安全奖的规定安全奖的设定标准为每人100元/月,按月结算发放。
车间计件工资细则
计件薪资细则员工实际付出的劳动量,与收入直接挂钩,体现多劳多得,与公平性,特制定以下细则。
1计件测算基本方法操作步骤如下:1.1计件/月薪工资的计算。
1.1.1计件基本工资 = 计件产品件数X单价1.1.2加班补贴/工资 = 平日加班补贴/工资1.1.3绩效工资 = 绩效工资基数X绩效系数1.1.4应付计件工资 =计件基本工资+加班计件工资+绩效工资+奖罚金1.1.5应付月薪薪资 =月薪基本工资+加班工资+绩效工资+全勤+奖罚金1.1.6代扣款项 = 个税 +社保+其它代扣款1.1.7实付计件工资:A 应付计件工资 > 基本底薪实付计件工资=工龄工资+应付计件工资(含底薪)+职务+岗位津贴+技术津贴+奖罚金B 应付计件工资 < 基本底薪实付计件工资=工龄工资+基本底薪(底薪)+职务+岗位津贴-代扣款项+奖罚金(基本底薪+职务+岗位津贴 =保底工资)(按遵义960元/月)。
C实付月薪工资:应付月薪工资 = 工龄工资+基本工资+加班工资/补贴(元)+绩效工资+奖罚金实付月薪薪资 = 应付月薪薪资-代扣款项、计件工资补充说明:1实行计件工资制的计发1.1公司推行计件工资,具体计件方式如下:1.1.1在8小时工作时间内的计划工作量安排,(1)在8小时内完成工作量的,均计为正常计件工资。
(2)在8小时外加班时间内完成的数量计相应工资,需按要求完成工作量。
1.1.2因公司生产需要,安排加班生产完成的的其它增加量,圴计计件工资。
2特殊情况:计件工资与计时工资。
2.1.当日生产,换料/换产品次数在4次以内(含4次),按正常计件计算.2.2.若提前完成产量, 将视情况予以奖励。
.2.3.个人主观原因未能达到额定产量的,超时生产所用时间,不计加班补贴/工资,按生产量计件.,若有超出计划量的,纳入平日计件工资。
2.4. 不良折扣:能查出个人的,扣个人奖金;查不出扣车间全体。
产出不良品造成的浪费,以不良品数量从良品件数中按不良品数50%的扣除相应的损耗.(设备异常及非人力所以掌控情况造成的不良除外)不良品界定:A下一工序剔除的;B下一工段退货的;C生产失误的D批量不良另案规定处理.2.5异常工作、补时工资:2.5.1在当日生产计划中主要生产任务不足支持正常工作时间,当班人员分配到其它工作岗位予以补充的,由主管以上级干部签名确认,计算异常与补时后的计件工资.2.5.2因机械故障或其它因素影响到生产停滞1小时以上,作业人员接受其它工作安排的,可计算异常、补时工资。
[管理]纸箱厂如何实施计件工资?
![[管理]纸箱厂如何实施计件工资?](https://img.taocdn.com/s3/m/7a3b48e6fbb069dc5022aaea998fcc22bcd14320.png)
[管理]纸箱厂如何实施计件工资?最有效的提高产能的方法就是施行计件制,计件制就是施行按劳分配、多劳多得的一种计算劳动报酬的方法。
一般来说这种计算劳动报酬的方法适应于一个货源充足的工厂,这种方式即可让员工靠自己的辛勤劳动获取更多的、且合理的劳动报酬,又可让工厂交货快捷、运作通畅,实现公司和员工的双赢。
计件成功的标志:1、出货准时率大幅提升;2、生产人员明显减少;3、全员薪金不得超过计时时的全员总体的1.05倍;4、和计时制相比废次品率和客户投诉没有明显的增加; 能达到这四个标准可视为计件成功。
计件又可分为几种形式:超额累进计件、直接无限计件、超定额计件等。
在实际生产经营中,要实行计件工资制,企业生产需具备相应的客观条件,如需要有明确的方法以计量产品的数量,需要有明确的标准以确认产品的质量,并需制定合理的劳动定额标准和相应的统计制度等,在这个方面一般工厂的做法是聘请专业的PE工程师来进行计件制的核算、评估和实施。
什么是累进计件工资制累进计件工资制是指在完成合格产品的条件下,定额以内部分产品按正常计件单价计算工资,超额部分按照一种或几种在原计件单价基础上递增的计件单价计算工资。
例如:某纸箱厂模切累进计件工资制的计算公式:实得计件工资= (定额内部分产品×一般计件单价)+(超定额部分×累进计件单价)+换模一块6元,一台模切机的定额为7000啤/天,调机换一块模6元,计件单价为0.02,超额完成1%~10%部分累进计件单价0.03元,超额完成11%~20%部分,累进计件单价0.04元,超额完成21%以上部分累进计件单价0.05元计算,工人甲当天实际完成产量8000啤,求其实得计件工资。
根据公式,则为:当天实得计件工资=(8000×0.02)+(700×0.03)+(300×0.04)+6= 199(元)。
累进计件工资制的评价累进计件工资制可直接累进,也可分段累进。
啤烫计件方案
啤烫计件方案1.目的通过实施计件考核方案,来调动作业者的工作主动性和工作责任感,从而使得综合能力好的员工能够获得更好的报酬2.范围适用于啤烫车间员工计件工资的核算3.定义装版:指从装版开始一直到首件样OK并进入正常生产状态为止的全部过程慢车:是指对不能正常连续作业,而只能做做停停的产品所采取的生产方式大废品:是指不借助于其它工具,一拿到手用眼睛就可以很容易分辨出来的废品4.职责机长:负责确认本机台的《产品完工单》和《一月计件数据汇总表》。
主管:负责对机长填写的《产品完工单》及《月计件数据汇总表》进行审核行政统计:负责输入《产品完工单》的信息和核算成计件工资生产调度:负责慢车的判定啤烫PQC:负责对废品数、《损耗减免申请单》和《大废品申报表》的确认行政经理、生产经理、常务副总:负责审核员工工资总经理:负责批准员工工资的发放5.内容:5.1机组人员的工资结构:保底工资(基本工资+岗位工资)+计件效益工资+全勤奖+工龄工资+奖罚+伙食补贴5.1.1计件效益工资:是指机台员工根据本机组所创造出的产值效益而所获得的一定比例的报酬,其计算方式为:、A:机台员工计件效益工资=【(当日的实际产量+装版转换的产量)×印张计件单价+设备保养补贴-机组人员的日保底工资总和)】×在机组中的报酬比例B:领料员的计件效益工资=车间的平均计件效益工资×6S评分/90×(1-3倍车间损失总金额/车间加工总产值)×1.2×个人表现综合评分/100×出勤天数/28C:辅助工的计件效益工资=车间的平均计件效益工资×0.8×6S评分/90×(1-3倍车间总损失金额/车间加工总产值)×个人表现综合评分/100×出勤天数/28D:技术员的计件效益工资=车间的平均计件效益工资×1.5×6S评分/90×(1-3倍车间总损失金额/车间加工总产值)×个人表现综合评分/100×出勤天数/28E:领班的计件效益工资=车间的平均计件效益工资×2.0×6S评分/90×(1-3倍车间总损失金额/车间加工总产值)×个人表现综合评分/100×出勤天数/28F:主管的计件效益工资=车间的平均计件效益工资×2.5×6S评分/90×(1-3倍车间总损失金额/手工加工总产值)×个人表现综合评分/100×出勤天数/28备注:个人综合评分的判定:个人综合评分基数分为100分,其中70分用于行政和本职工作方面的考核评分;15分用于直接领导对其表现的考核评分;15分用于简介领导对其表现的考核评分,具体的考核按《绩效考核评分判定标准》执行5.1.1.3烫金、击凸、模切装版折合产量表(张/套)装版类型折合产量烫金(击凸)模切正常难(500㎡以上)简单正常难半自动机250 800 300 800 1500 自动机500 1500 1000 2000 4000 备注:1.简单的模切装版:三条以内的压线或单个灰板产品模切以及模切磁铁孔正常的模切装版:包边纸、卡盒、坑盒、其它产品拼10联以内的难的模切装版:卡盒、坑盒拼6个以上,其它产品拼11联以上的2.因自身原因造成装版后又落版的不给装版产量;非自身原因造成装版后落版的,在生产调度确认后按正常装版的60%折合产量计算3.机长必须在《产品完工单》上将装版类型注明清楚,如不清楚的一律按最低的装版产量计算5.1.1.2烫金、击凸、模切计件单价(元/千张)装版类型折合产量烫金(击凸)模切正常慢车快车慢车2~5张半自动机9 13 9 15 7 自动机 6 6备注:1.生产调度在下生产计划时就能判定是开慢车的产品,需在生产进度单上注明:如是在生产中才能判定开慢车的,需在《产品完工单》上按如下程序申请:机长提出——主管/领班和PQC确认——生产调度审批3.机长必须在《产品完工单》中将参与作业人员注明清楚4.如因产品质量出现质量事故而又不能特采的,除按公司的《质量奖惩管理条例》处罚外,同时会双倍扣除该计件产量5.机台如在填报产量、工艺难度等项目上弄虚作假,一经发现,将给以虚报项目得到工资10倍的扣款,同时对负有责任的主管或领班处以100元以内的罚款。
屠宰车间计件工资总方案

1、待宰圈:月工资 1200 元屠宰车间计件工资方案加 350 元满勤班长月工资另加 100 元班长绩效工资,夜班津贴每天10 元2、屠宰线:翻板箱 0.43 元/头结扎肛门及剥后腿 0.55 元/头敞胸预剥皮 0.43 元/头扒皮及拉牛皮 0.47 元*2/头二分体 0.42 元/头修整(下) 0.46 元/头入库及冲洗 0.42 元/头胴体前腿、颈部修整 0.38 元/头毛牛、胴体称重: 800 元/月+满勤奖3、屠宰鹿: 3 元/只屠宰羊 : 3 元/只4、副产班组:牛:3.6 元/头 (母牛: 2.8 元/头) 元/头毛牛提升转挂及剥后腿剥前腿、开胸出红、白内脏修整(上)二次修整卸头蹄0.4 元/头0.55 元/头0.46 元/头0.55 元/头0.5 元/头0.38 元/头0.41 元/头电刺激、食管拧扎 0.37 元/头屠宰去毛鹿 : 6.5 元/只羊; 3 元/头腰窝油;片脂肪油;0.055 元/KG0.35 元/KG修揣油; 0.22 元/KG鹿; 6.25、入速冻库:每月低温费 20 元,只限 1 人。
6、津贴:副产班组每人 20 元/月,红、白内脏:60 元/月1、牛四分体:0.75 元/头*2 鹿四分体: 0.7 元/头分割(10 元/头) :整前: 3 元/个整后腿: 2 元/个前腿: 0.57 元/个后腿: 1.15 元/个脖子: 0.58 元/个上脑、眼肉: 1.03元/个里外脊: 0.78 元/个美式眼肉: 0.8 元/个带骨外脊: 0.3 元/个出篦子骨外脊: 0.62 元/个出篦子骨和脊骨段外脊 0.32 元/个大小扇在加工肥牛原料大扇时 1.13 元/个、如不加工肥牛原料大扇时: 1.05 元/个分割四头牛以下按 10 元/头、四头牛以上 11 元/头、五头牛以上 11.5 元/头、六头牛以上 12 元/头、七头牛以上 13 元/头计算。
屠宰人员屠宰后剔骨一头牛以上 11 元/头、二头牛以上11.5 元/头、三头牛以上 12 元/头、四头牛以上 13 元/头计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制定
审核
批准
备注:点啤、特殊情况,按产品实际情况而定价。
烫金计件标准:
所有产品
单价
备注
任何产品
0.03元/次
特殊规格点烫
0.05元/次
调机费(打样费)
一块版12元起,每增加一块版,增加3元,25封顶。
啤、烫说明:
1、1人1机,工资=生产数量×标准工价+调机费
2、1机长和1帮手,建议分配比例:机长按照1.5-1.7个人计算,具体以双方协商而定后,提交公司备案、核算。
啤机计件标准:
调机费(打样费)
1模
2模
3模
4模
5模及以上
10元/次
15元/次
20元/次
25元/次
30元/次
项目
标准单价
备注
环村、内页压线
0.01元/张
护封、胶装封面、印刷品、卡纸、击凸)、啤形
0.03元/张
点啤、套位、击凸、压凹
0.09元
1个位
0.13元
2个位(含)以上