某啤酒厂废水处理工艺设计-前期报告
毕业设计-啤酒厂废水处理工艺设计

摘要本文针对啤酒车间废水处理工艺进行初步设计。
啤酒废水含有许多有机的物质,这些有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。
啤酒废水中BOD5/COD cr值高,在50%及以上,非常有利于生化处理。
同时生化处理与物理法、化学法相比较;一是处理工艺比较成熟;二是处理效率高,COD cr、BOD5去除率高,一般可达80%~90%以上;三是处理成本低(运行费用省);经过对各种处理工艺的对比,最终选择水解酸化+生物接触氧化作为处理工艺。
本工艺流程设有格栅、调节池,对污水进行预处理,去除水中较大的悬浮颗粒和调节水质水量。
生化处理采用生物接触氧化法,可提高有机物去除效率。
沉淀池用来进行泥水分离。
本流程简单稳定,对水量、水质的变化有很强的适应能力,同时确保出水的COD、BOD和SS以及总氮,总磷指标达到标准。
通过初步预算,该工艺也将带来可观的经济效益和良好的环境效益。
本文对格栅、调节池、水解池、生物接触氧化池、沉淀池、污泥池等主要构筑物进行计算,编制设计说明书,并绘制工艺流程、构筑物平面及高程、主要构筑物共八张图纸。
关键词:啤酒废水;水解酸化;生物接触氧化;AbstractAccording to the beer effluent treatment plant preliminary design process. Beer wastewater containing many organic substances, these high organic concentration, although non-toxic, but easy to corruption, discharged into the water body will consume large amount of dissolved oxygen, causing serious pollution of water environment.The value of BOD5\CODcr of brewery wastewater is high, in the 50% and above, is very conducive to biochemical treatment. At the same time, biochemical treatment and physical method, chemical method are compared; one is processing technology more mature; two is the high treatment efficiency, high removal rate of CODcr, BOD5, generally up to 80%~90%; three is the low processing cost (cost); after comparing the various treatment processes, the final choice of hydrolytic acidification-biological contact as the process of oxidation.This process is arranged in the grid, regulation pool, pretreatment of wastewater, the removal of larger particles suspended in the water and water quality regulation. Biological treatment by biological contact oxidation method, can improve the removal efficiency of organic compounds. Sedimentation tank for slurry separation.This simple process stability, change of water flow, water quality has a strong ability to adapt, while ensuring that the effluent COD, BOD and SS as well as the total nitrogen, total phosphorus index reaches the standard. Through the preliminary budget, this process will bring considerable economic benefits and environmental benefits.Regulation pool, the grille, hydrolysis tank, biological contact oxidation tank, sedimentation tank, sludge tank main structures are calculated, prepare the design specification, and rendering process, structures plane and elevation, themain structures of eight drawings.Keywords:beer wastewater; hydrolytic acidification; biological contact oxidation;目录1绪论 (6)1.1工厂所在地概况 (6)1.2啤酒废水来源及特点 (7)1.3啤酒废水主要处理工艺 (7)1.3.1好氧工艺 (7)1.3.2厌氧工艺 (9)1.3.3厌氧-好氧工艺 (11)1.4处理工艺确定 (13)1.4.1设计任务及标准 (13)1.4.2处理工艺选择 (14)2水处理构筑物参数计算 (17)2.1格栅 (17)2.2调节池 (21)2.3水解池 (25)2.4接触氧化池 (28)2.5沉淀池 (31)3污泥处理系统 (35)4管道布置 (38)4.1污水管道 (38)4.2污泥管道 (39)4.3鼓风管道 (40)5平面及高程布置 (42)5.1平面布置 (42)5.2高程布置 (43)6工程预算 (45)6.1土建工程预算 (45)6.2设备及管材预算 (45)6.3其他费用 (46)6.4运行成本预算 (47)结论 (46)致谢 (47)参考文献: (50)1绪论1.1工厂所在地概况长春市是吉林省省会,东北亚区域国际化大都会,中国汽车工业、电影事业的摇篮,中国副省级城市,中国特大城市之一。
某啤酒厂废水处理站设计
某啤酒厂废水处理站设计某啤酒厂位于城市工业园区,拥有大量的啤酒生产线,每天生产的啤酒量大约在2000吨左右。
这也就意味着,该啤酒厂必须面对废水处理的问题。
废水的处理是啤酒厂必须要面对的主要问题之一。
因为啤酒生产涉及到大量的水,这些水在生产过程中会被污染,因此需要进行处理,以避免对环境造成污染。
废水的处理往往需要一系列的工艺流程如:沉淀、曝气、生物处理等。
而针对某啤酒厂的废水处理站设计中,主要需要关注以下几个方面:1. 工艺流程设计对于啤酒厂废水处理站来说,其工艺流程设计的目的是将生产废水进行有效的净化处理。
在设计过程中,需要考虑到废水的污染物种类和浓度,制定相应的净化技术,如曝气法、生化处理法等。
2. 设备的选型废水处理站需要选用合适的设备来进行污水净化。
针对某啤酒厂的废水处理站设计,其需要选用的设备包括混凝器、曝气器、生物膜反应器、污泥浓缩器等等。
3. 设计流程要素的优化废水处理站设计的大体要求是根据国家标准与科学化原则,合理化、规范化和标准化地布置整个处理站和相关的处理设备,选用先进高效的处理工艺,在工艺设计中优化低投入、小排泥的流程,保证了处理站的经济性和环保效益。
4. 运行稳定性的保障废水处理站不仅要设计好,还要保证其运行的稳定性。
这需要对设备进行定期维护和管理,同时也要加强污水监测,并及时处理异常情况。
在整个设计中,还需要考虑到废水的处理能力和对环境的影响。
在某啤酒厂废水处理站设计中,需要充分考虑厂家产能、废水排放量、污染物浓度、流量变化等因素,采用先进的治污技术和设备,确保对环境造成的影响降到最低。
总之,针对某啤酒厂废水处理站设计,需要考虑到工艺流程、设备选型、设计流程要素的优化和运行稳定性等因素。
只有充分考虑到这些方面,才能够有效地减少废水对环境的影响,同时确保生产和环保的协调发展。
啤酒厂废水处理工艺设计
啤酒厂废水处理工艺设计1. 简介随着啤酒工业的快速发展,啤酒厂废水处理成为一个重要的环境问题。
废水中含有高浓度的有机物、悬浮物、氮和磷等污染物,对环境造成严重影响。
为了保护水资源和保持生态平衡,啤酒厂废水处理工艺设计至关重要。
2. 原理2.1 生物处理工艺生物处理工艺是啤酒废水处理的核心步骤,包括生物降解、生物膜处理和生物吸附等。
通过生物降解,将废水中的有机物转化为微生物可利用的无机物。
生物膜处理利用生物膜对污染物进行吸附和降解,提高处理效果。
生物吸附则通过微生物对废水中的重金属等有毒物质进行吸附,净化废水。
2.2 物理处理工艺物理处理工艺主要包括初沉池、气浮池和过滤器等。
初沉池通过重力作用使废水中的悬浮物沉淀到池底,从而达到初步去除悬浮物的目的。
气浮池则通过注入细小气泡使废水中的悬浮物浮起,并通过刮板等设备集中去除。
过滤器将废水通过滤材进行过滤,去除小颗粒的悬浮物。
3. 工艺设计3.1 筛选工艺根据啤酒厂废水的特点和排放标准要求,选择合适的处理工艺。
常见的处理工艺包括活性污泥法、生物接触氧化法和MBR法等。
根据实际情况进行工艺筛选,考虑处理效果、投资成本和运行成本等因素。
3.2 工艺流程设计根据筛选出的处理工艺,设计相应的工艺流程。
一般情况下,工艺流程包括初沉池、生化池/接触氧化池、二沉池、消毒等。
根据废水的水质分析和处理要求,确定每个环节的处理方法和设备。
3.3 工艺参数设计根据废水的水质和处理要求,确定各个环节的工艺参数。
包括但不限于污泥浓度、接触时间、有机负荷和气泡大小等。
参数的合理设计对工艺的稳定运行和高效处理起着重要作用。
3.4 工艺设备选型根据工艺流程和参数设计,选择合适的设备。
设备选型需要考虑投资成本、运行成本和设备的耐久性等因素。
常见的设备包括曝气设备、搅拌设备和过滤设备等。
4. 运行与控制4.1 运行管理对废水处理工艺的运行进行管理,包括设备的检修和维护,污泥的处理和处置,以及运行记录的管理等。
啤酒厂废水处理毕业设计

2013年5月16日
烟台大学
某啤酒厂废水处理工程工艺设计
姓 名:刘会东
导师:赵鸣
2013年5月16日
烟台大学
摘 要
根据任务书的要求,本设计为某啤酒废水处理工程工艺设计,设计阶段为初步设计。含高有机污染物啤酒废水的存在,不仅导致环境污染,而且还会减少啤酒生产原材料的利用率。因此需要采用适当方法处理。啤酒废水水质的主要特点是含有大量的有机物,属高浓度有机废水,故其生化需氧量也较大。该啤酒废水处理厂的设计处理水量为7500m3/d,不考虑远期发展。原污水中各项指标为:BOD≤1500mg/L,COD≤2600mg/L,SS=332~450mg/L。因该废水BOD值较大,不经处理会对环境造成巨大污染,故要求处理后的出水水质为:BOD≤60mg/ L,COD≤100mg/ L,SS≤50mg/ L。
Keywords: brewery wastewater,process planning,anaerobic biological treatment, aerobic biological treatment method
1 设计总论
设计背景
啤酒是以优质的大麦和水为主要原料,以啤酒花为香料,经过麦芽制备、麦芽汁制备、发酵等工程而制成,含有丰富的营养物质以及二氧化碳等物质。改革开放以来,人民的生活水平明显得到大大的提高,我国的啤酒行业也快速发展,我国的啤酒年产量在连续九年名列世界第二后,2002年以万吨超过了美国的2200多万吨的产量,位居世界第一。但由于我国啤酒工业发展起步较晚,投资资费较低,对在生产中形成的废渣、废水的控制还不完善,由此而导致废水量较大。据有关部门测算,2002年全国啤酒废水排量高达亿立方米,年排放COD约为万吨;啤酒废水占全国废水排放总量的%,COD占全国工业废水中COD排放总量的%。虽然啤酒生产的废水属有害而无毒性的废水,但由于每年生产100t啤酒,排放废水中BOD量相当于万人的生活污水,生产每瓶啤酒排放的废水中BOD含量相当于1个人每天生活排放污水中BOD的量。
某啤酒厂污水处理站工艺设计书

某啤酒厂污水处理站工艺设计书任务设计书1.设计题目某啤酒厂废水处理站工艺设计2.设计资料(1)水量及水质设计水量4000m3/d设计水质设计水质见表1-1。
表1-1 要紧设计水质资料注:除pH值外,其余项目单位均为mg/L.(2)处理要求处理要求依照受纳水体的使用功能确定(3)厂区条件a.地势平坦b.气象条件最低气温-120C最高气温410C年平均气温150C多年平均降雨量560 mm/y主导风向SEc.工程地质土壤II级失陷性黄土地下水位-8m厂区平均海拔高程453m(4)进水条件来水水头无压来水管底标高450m(5)排水条件距离厂区围墙西侧300m有一河流,河流最大流量33m3/s;最小流量1.7m3/s;最高水位445m(50年一遇)。
使用功能要紧为一样工业用水及景观用水,属《地表水环境质量标准》GB3838-2002中IV类水域。
3.设计内容依据设计资料和设计要求,确定工艺流程,进行构筑物工艺谁及运算,在此基础上进行平面及高程布置,具体内容如下:(1)工艺流程选择A.论述现有有机废水处理的流程及各处理单元的功能及相互作用关系;B.依据设计资料,确定设计工艺工艺流程;C.运算和确定各处理单元的设计效率。
(2)构筑物工艺设计运算A.确定要紧构筑物(格栅、调剂池、UASB、接触氧化池、气浮池等)的形式、工艺尺寸;B.要紧配套设备能力运算机选型。
(3)水力运算系统水利运算(构筑物水力运算、构筑物连接管渠水力运算等)。
(4)平面及高程布置a.论述平面布置原则,在此基础上,依据厂区气象、工程地质、构筑物形式及相互连接等确定本设计的平面布置。
b.论述高程布置原则,在此基础上确定本设计的高程布置。
c.平面及高程布置应充分考虑工艺布置要求和工程实际可用地面积之间的关系,宜尽可能地紧凑,以节约用地。
4.设计成果A.运算说明书(设计内容的详细陈述、依据、运算过程、系统框图、构筑物单线图);B.处理厂平面图(1#)C.UASB或接触氧化池工艺图(1#)5.设计周期二周6.其他说明的问题A.本次课程设计设计的工艺装备,参照有关设计手册及产品说明书进行选型。
啤酒厂污水处理工艺流程设计(1)
啤酒厂污水处理工艺流程设计摘要啤酒工业在我国迅猛发展的同时,排出了大量的啤酒污水,给环境造成了极大的威胁。
啤酒污水处理厂的处理水量为5000dm/3,不考虑远期发展。
原污水中各项指标为:BOD浓度为800mg/L ,COD浓度为1400mg/L ,SS浓度为350mg/L, Ph=6~10 。
因该污水BOD值较大,不经处理会对环境造成巨大污染,故要求处理后的排放水要严格达到国家二级排放标准,即:BOD ≤20mg/L ,COD ≤100 mg/L ,SS ≤70mg/L ,Ph=6~9。
本文分析了啤酒生产中污水产生的环节,污染物及主要污染来源,并从好氧、厌氧生物处理两方面来考虑了污水治理工艺,提出了UASB+CASS的组合工艺流程。
可将污水COD 由1400 mg/L降至50~100 mg/L ,BOD从800mg/L降至20 mg/L以下,SS由350 mg/L降到70 mg/L以下,出水符合标准。
本设计工艺流程为:啤酒污水→格栅→污水提升泵房→水力筛→调节池→UASB反应器→ CASS池→处理水该处理工艺具有结构紧凑简洁,运行控制灵活,抗冲击负荷,污泥量小等特点。
为啤酒工业污水处理提供了一条可行途径。
具有良好的经济效益、环境效益和社会效益。
关键词:啤酒污水UASB CA SSSewage Treatment Process Design of Beer FactoryAbstractWith the rapid development of brewery industry in China, more brewery wastewater is discharged, which endangers enviroment.The water which needs to treatment in the beer waste water treatment plant is 5000dm/3, regardless of the specified future development. Various target in the raw waste water is: the concentration of BOD is 800 mg/L , the concentration of COD is 1400 mg/L , the concentration of SS is 350 mg/L,and pH is 6~10 . For the beer waste water's BOD is high, it could pollute the environment if drained before treatment, so it request the beer waste water which drained must be strictly tre ated to the two effluence standard in the country, which is as following: BOD ≤ 20 mg/L , COD ≤ 100 mg/L , SS ≤ 70 mg/L ,pH = 6~9 .According to the product scale of beer brewery, the main standard of draining water\natural materials, and so on, the main process technology of the beer waste water disposal station is defined as UASB + CASS .Practice of project indicate, when COD of wastewater reduces from 1400mg/l to 50~100mg/l, BOD reduces from 800mg/l to 20mg/l, SS reduces from 350mg/l to 70mg/l, so that drains out can reaches the Standard.The technological process of this design is:Beer waste water → Screens → The sewage lift pump house → shuili shai → Regulates tank → Reaction tank of UASB → Tank of CASS → Treatment waterThis technology of wastewater treatment has many traits. Such as, well-knit structure, pithy quick control, lasting attacked, less sledge capacity. Practice indicates that the posed craft has reliable function, its investment is little, and its running and management is unplicated.Key words:beer waste water UASBCA SS目录摘要ⅠABSTRACTⅡ1前言11.1研究的意义及目的11.2研究目标和关键问题11.3研究现状和内容12工艺流程选择及说明22.1工程概况22.1.1工厂概况22.1.2设计依据 (2)2.1.3设计X围22.1.4设计原则22.2污水处理工艺流程22.2.1建设规模22.2.2设计原水水质指标32.2.3设计出水水质指标32.2.4处理工艺流程的选择32.2.5处理工艺路线的确定32.3主要处理构筑物设计及选型42.4污水处理站总体布置52.4.1布置原则52.4.2管线设计52.4.3布置特点62.4.4高程布置63工艺流程计算 (8)3.1啤酒污水处理构筑物设计与计算83.1.1格栅83.1.2集水池113.1.3泵房113.1.4水力筛123.1.5 酸化调节池133.1.6UASB反应池153.1.7CASS反应池243.2污泥部分各处理构筑物设计与计算333.2.1集泥井333.2.2污泥浓缩池343.2.3 污泥脱水间363.3构筑物高程计算383.3.1污水构筑物高程计算383.3.2污泥高程计算40参考文献42谢辞431 前言1.1研究的意义及目的鉴于啤酒污水自身的特性,啤酒污水不能直接排入水体,据统计,啤酒厂工业污水如不经处理,每生产100吨啤酒所排放出的BOD值相当于14000人生活污水的BOD值,悬浮固体SS值相当于8000人生活污水的SS,其污染程度是相当严重的,所以要对啤酒污水进行一定的处理。
啤酒废水处理工艺设计
啤酒废水处理工艺设计啤酒废水处理工艺设计是指设计一种用于处理啤酒生产过程中产生的废水的工艺流程。
一、废水特性分析:首先,需要对啤酒废水的特性进行分析,包括COD(化学需氧量)、BOD(生化需氧量)、SS(悬浮物)、氨氮等指标的含量和变化规律等。
二、预处理过程:啤酒废水通常会含有大量的悬浮物和油脂,因此需要进行沉淀、过滤等预处理过程。
可以采用物理方法,如格栅除渣和机械过滤等,以去除较大的悬浮物和固体颗粒;也可以采用化学方法,如加入絮凝剂,使悬浮物聚集成较大的颗粒,然后通过沉降除去。
三、生化处理过程:啤酒废水含有大量的有机物质,可以通过生化处理来降低COD和BOD的含量。
常用的生化处理方法包括活性污泥法、MBR(膜生物反应器)法、SBR(顺序批处理反应器)法等。
其中,活性污泥法是最常用的方法,通过将废水与含有细菌的活性污泥接触,细菌利用有机物质进行生长代谢,将有机物质降解为二氧化碳和水等无害物质。
四、氨氮去除:啤酒废水通常含有较高的氨氮含量,需要进行氨氮的去除。
常用的方法有生物法和化学法。
生物法主要是通过硝化反应将氨氮氧化为硝酸盐氮,再经过反硝化反应将硝酸盐氮还原为氮气释放出去。
化学法则是通过加入一定的化学药剂来沉淀和去除氨氮。
五、二次沉淀过程:生化处理过程中所产生的污泥需要通过二次沉淀来进行固液分离。
可以采用沉淀池或沉淀池加离心机等设备进行。
六、消毒处理:对于啤酒废水中的微生物,需要进行消毒处理。
常用的消毒方法包括紫外线消毒和高氯消毒等。
七、深度处理:如果需要对废水进行深度处理,以达到更高的排放标准,还可以采用吸附剂吸附、膜过滤等技术进行进一步处理。
最后,为了确保废水处理工艺的稳定运行,还需要考虑工艺设备的选型、运行控制和监测等方面。
同时,根据啤酒厂的具体情况,还需结合当地环保标准和政策要求进行工艺设计。
某啤酒厂废水处理站工艺设计
某啤酒厂废水处理站工艺设计1. 引言随着工业化进程的加速,环境污染问题日益严重。
为了保护环境,各行业都面临着废水处理的挑战。
本文将介绍某啤酒厂废水处理站的工艺设计,包括废水的污染物特征分析、处理方案设计以及设备选型等内容。
2. 废水的污染物特征分析在某啤酒厂生产过程中,废水主要包含以下污染物:•有机物:啤酒厂生产过程中产生大量有机废水,包括淀粉、蛋白质、糖类等有机物。
•悬浮物:包括啤酒酒糟、酵母、麦芽残渣等。
•重金属离子:来自于原材料中的微量重金属成分,如铜、镉、铅等。
根据废水的具体特征,设计了以下废水处理工艺。
3. 废水处理方案设计3.1 初级处理工艺初级处理主要是对废水进行固液别离,主要包括以下工艺单元:•格栅:用于过滤掉废水中的大颗粒悬浮物,如酒糟、麦芽残渣等。
•预处理池:将废水暂时存储在预处理池中,以便进一步处理。
3.2 二级处理工艺二级处理主要是对初级处理后的废水进行生化降解,降解有机污染物,主要包括以下工艺单元:•好氧生化池:利用好氧微生物降解有机物,如淀粉、蛋白质、糖类等。
•沉淀池:将好氧生化池中的污泥与废水进行别离,污泥沉淀后进行污泥处理。
3.3 三级处理工艺三级处理主要是对二级处理后的废水进行深度处理,以去除残留的有机物和重金属离子,主要包括以下工艺单元:•吸附过滤:利用吸附剂去除废水中的有机物。
•高级氧化:采用高级氧化技术去除废水中的有机物和重金属离子。
•活性炭吸附:利用活性炭吸附重金属离子,使其含量降至标准限值以下。
4. 设备选型根据上述废水处理工艺设计,我们选择了以下设备来完成处理过程:•格栅:采用机械格栅,能够有效地过滤掉废水中的大颗粒悬浮物。
•好氧生化池:选用高效好氧生化池,具有较大的处理能力和良好的降解效果。
•沉淀池:采用倾斜板沉淀池,能够将污泥与水进行有效别离。
•吸附过滤:使用活性炭吸附过滤器,能够去除废水中的有机物。
•高级氧化:采用紫外光高级氧化设备,能够高效降解废水中的有机物和重金属离子。
某啤酒厂污水处理站工艺设计书

某啤酒厂污水处理站工艺设计书某啤酒厂位于山东省淄博市,是一家规模较大的啤酒酿造企业。
由于厂区生产过程中产生的大量废水,为了保护环境和满足国家环保法规的要求,啤酒厂决定建造一座污水处理站。
该文档是该污水处理站的工艺设计书,对污水处理站设计方案和工艺流程进行详细说明。
一、设计目的和依据1. 设计目的该污水处理站的建设,主要是为了达到以下目的:(1)减少污水对环境的影响,保护水资源。
(2)防止水污染,达到国家环保法规要求。
2. 依据标准该污水处理站的设计,主要依据以下标准:(1)国家环保部颁发的《城镇污水处理厂污染物排放标准》(GB 18918-2002)。
(2)国家环保部颁发的《城镇污水处理厂设计标准》(GB 50014-2006)。
二、处理工艺流程根据啤酒厂的排放水质情况、日处理能力和排水要求,我们设计了如下处理工艺流程:1. 滤格池厂区内生产废水,主要来自一次、二次、三次清洗、反冲与剩余物、洗花堆积等过程,其中悬浮固体较多,在处理过程中需要优先处理。
首先将废水通过提升泵送入滤格池,利用格栅滤除大块固体颗粒及悬浮物。
2. 中央除磷技术工艺去除废水中的磷是将来排放到环境中的主要问题之一。
为此,我们采用中央除磷技术去除水中的磷。
该技术是由老庄技术、生化法、物化法组合而成的集成技术。
在生化法污泥吸收磷的同时,通过剩余水中营养物的减缓使生物细胞向有机磷碳酸酯磷代谢方式转变,最终在沉淀池中与污泥一并沉淀。
3. 活性污泥处理工艺为保持出水的质量,本污水处理站采用活性污泥处理工艺。
处理过程中,给予适宜的剧烈搅拌和通气,在污水中通过微生物的代谢作用使有机污染物被生物降解,然后在沉淀器中与污泥一并沉淀。
4. 溶气式浮选机将活性污泥处理的出水经过初沉池处理后,采用溶气式浮选机,分离污水中的悬浮物质和胶质物,从而达到更好的水质要求。
5. 消毒处理最后,针对出水中一些难以降解的细菌和病毒等微生物进行深度消毒处理,保证其达到国家相关的排放标准。
某啤酒厂生产废水设计

1.概述啤酒行业是食品工业中耗水量较大的行业,虽然各企业间有较大差别,一般来说每生产1t啤酒的耗水量从8~25t不等。
以生产1t啤酒产生20m3废水计算,我国啤酒工业每年排放的废水量达3.72亿m3,而多数啤酒厂尚未进行综合利用和废水处理,因而给环境造成严重污染。
啤酒废水属于中等浓度有机废水。
一般COD为1500~3000mg/L,BOD5为1000~1500mg/L,BOD5/COD的比值为0.5~0.6,表明其可生化性较好,污染物中的有机物容易降解。
啤酒生产工艺的每道工序都产生固体废弃物和废水。
其生产工艺与主要污染源见图1.1。
图1.1 啤酒生产工艺与主要污染源流程某啤酒厂生产废水设计第 2 页共 44 页啤酒厂废水的主要来源有麦芽生产过程的洗麦水、浸麦水、发芽降温喷雾水、麦糟水、洗涤水、凝固物洗涤水;麦汁制备过程的糖化、过滤洗涤水;发酵过程的发酵罐洗涤、过滤洗涤水;罐装过程的洗瓶、灭菌、破瓶啤酒及冷却水和成品车间洗涤水;另外还有办公楼、食堂、宿舍和浴室的生活污水。
麦芽制备工段产生的废水主要来自浸麦、洗麦工序。
浸麦即用水浸渍大麦,其目的在于使麦粒吸水和吸氧、洗涤尘土、除杂以及除微生物,并将麦皮内的部分有害成分浸出,为发芽提供条件。
整个浸渍周期一般为2~3d,每浸渍1t大麦大约耗水18~60m3,浸渍废水中主要含有大麦粒、瘪大麦、麦芒、麦皮和泥砂等悬浮固体,以及浸渍过程中大麦内溶出的如单宁、矿物质、蛋白质、苦味质等。
约5~6kg。
每制成1t 每浸渍1t大麦产生COD约10~12kg或BOD5成品酒,产生COD约2kg或BOD约1kg。
5在麦汁制备即糖化过程中,排出的废水主要为麦汁冷却水、糖化锅洗涤水、麦糟、热凝固物和酒花糟。
在麦汁制备工段,每制成1t成品酒,产生COD约7.24kg或BOD约3.77kg。
5发酵工段除产生大量的冷却水外,还有发酵罐洗涤水、废消毒液、酵母漂洗水和冷凝固物。
在发酵工段,每制成1t成品酒,COD约5kg。
某啤酒厂废水处理工程工艺设计

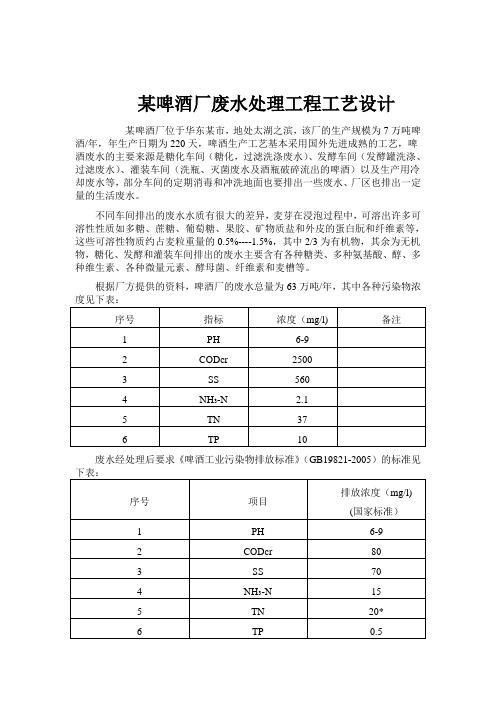
某啤酒厂废水处理工程工艺设计某啤酒厂位于华东某市,地处太湖之滨,该厂的生产规模为7万吨啤酒/年,年生产日期为220天,啤酒生产工艺基本采用国外先进成熟的工艺,啤酒废水的主要来源是糖化车间(糖化,过滤洗涤废水)、发酵车间(发酵罐洗涤、过滤废水)、灌装车间(洗瓶、灭菌废水及酒瓶破碎流出的啤酒)以及生产用冷却废水等,部分车间的定期消毒和冲洗地面也要排出一些废水、厂区也排出一定量的生活废水。
不同车间排出的废水水质有很大的差异,麦芽在浸泡过程中,可溶出许多可溶性性质如多糖、蔗糖、葡萄糖、果胶、矿物质盐和外皮的蛋白朊和纤维素等,这些可溶性物质约占麦粒重量的0.5%----1.5%,其中2/3为有机物,其余为无机物,糖化、发酵和灌装车间排出的废水主要含有各种糖类、多种氨基酸、醇、多种维生素、各种微量元素、酵母菌、纤维素和麦槽等。
根据厂方提供的资料,啤酒厂的废水总量为63万吨/年,其中各种污染物浓废水经处理后要求《啤酒工业污染物排放标准》(GB19821-2005)的标准见说明:*TN:20mg/l为江苏省地方标准。
建设单位提供场地基本平坦,设计范围70*80米。
污水自场地西北角流入,流入点标高为-1.2m(±0.00m以生产车间室内地坪为准)。
处理后污水要求由场地东南角排出,排出点标高在-0.6米。
该厂所在区域的电费为1.2元/KWh。
人员工资按1200元/人计,计算折旧时按照直线折旧法,折旧年限为20年。
蒸汽为140元/吨,年维修费为1.3万元。
要求根据上述条件,设计一座废水处理站,通过方案比较选出合理的水处理工艺流程,绘出废水处理站工艺流程图,总平面位置图,工艺高程图(可与工艺流程图合并)及各水处理构筑物平剖面、配管管径、坡度、设备型号及安装位置,并应有详尽计算书及主要材料设备表、人员编制、技术经济指标等。
要求主要处理构筑物能接近施工设计要求。
污水处理站采用国内较成熟的工艺和性能可靠的设备,处理站设计时应该考虑节约运行费用、节约能源、减少噪声、避免产生二次污染和便于管理,减轻劳动强度等。
某啤酒厂废水处理工艺设计-前期报告

河北工业大学本科毕业设计(论文)前期报告毕业设计(论文)题目:我国工业水污染现状及某啤酒厂废水处理工艺设计专业(方向):环境工程学生信息:学号:090561姓名:路宗逆班级:环境091指导教师信息:教师号:姓名:齐旭东职称:报告提交日期:2013年3月20号一、任务书要求1.我国工业水污染现状简介中国正处在经济快速增长期,工业的迅速发展是经济快速增长的保证,但同时在工业生产中也排出大量的废水。
工业废水具有污染物种类多、成份复杂、COD(化学需氧量)浓度高、可生化性差、毒害性大等特点。
如果不对其进行有效的综合治理,必将造成严重的环境污染与生态破坏,危害人们身体健康。
[1]现下,我国工业废水污染现象十分严重,目前在全国范围内500多条主要河流中,所有河流或多或少地受到污染,这主要是由于工业废水的超标或不合理的排放造成的。
流经全国40多个大城市的河流,有90%以上受到污染,对生态环境和居民身体健康产生了较大的影响。
我国流域水资源基本分为长江、黄河、海河、松花江、淮河、珠江和辽河七大水系,这些流域集中了全国80%以上的城市及乡镇,是全国流域污染治理最突出的重点区域[2]。
2.啤酒厂废水污染简介啤酒是世界通用性饮料,是酒类中酒精含量最低的饮料酒,而且营养丰富。
它以优质大麦和水为主要原料,啤酒花为香料,经过麦芽制备、麦芽汁制备、酿造或发酵等工序制成,富含营养物质和二氧化碳。
我国的啤酒行业是国民经济的重要产业,发展迅速,啤酒产量较过去有了大幅度提高,我国已成为世界主要啤酒生产国之一。
在整个一年内,啤酒啤酒酿造行业使用大量的水和排放大量的污水,这属于高污染行业[3]。
啤酒工业在生产啤酒过程中耗水量相当大,吨酒耗水量约为6~10 t,其产生的废水含有较高浓度的有机物,未经处理的废水若直接排入自然水体,易消耗水体中的溶解氧并造成水体缺氧,最终导致水质退化,严重污染水体环境[4]。
随着啤酒生产的日益集中化、大规模化,啤酒废水污染环境的状况严重,环境污染问题越来越不容忽视了,所以对啤酒废水的治理也是迫在眉睫。
某啤酒废水处理方案设计
某啤酒废水处理方案设计阿城啤酒厂废水处理项目方案设计XX大学环保科技股份有限公司二OO二年四月编制单位:XX大学环保科技股份有限公司法定人代表:总经理:技术总顾问:项目负责人:技术负责人:设计人:校对:审核:编制日期:2002年4月目录1. 概况 (7)1.1生产工艺 (7)1.2废水概况 (7)1.3工程简介 (7)2. 设计基础 (8)2.1设计原则 (8)2.2设计依据 (8)2.3污水水量水质 (9)2.4排放标准 (9)3. 工艺流程 (10)3.1工艺流程确定原则 (10)3.2废水性质分析 (10)3.3工艺流程选择 (10)3.4工艺流程描述 (11)3.5主要技术介绍 (12)3.6去除率预测 (13)4. 工艺设计 (16)4.1构筑物及建筑物 (16)4.2设备选型 (18)5 建筑与结构设计 (20)5.1设计规范、设计依据 (20)5.2结构设计 (20)5.3建筑设计 (20)6 电气设计 (21)6.1设计依据 (21)6.2设计范围 (21)6.3供配电系统 (21)6.4电缆敷设 (21)6.5供电负荷的计算 (22)6.6其它要求 (23)7 防腐及保温 (25)7.1防腐 (25)7.2保温 (25)8 给排水设计 (26)8.1给水设计 (26)8.2排水设计 (27)9. 工程投资估算 (28)9.1土建投资估算 (28)9.2设备投资估算 (30)9.2.2电气与仪表投资估算 (32)9.3间接费用投资估算 (33)9.3工程总投资 (34)10. 运行费用 (35)10.1计费标准 (35)10.2运行费用 (35)1. 概况1.1 生产工艺啤酒生产首先由大麦生产麦芽。
将麦牙粉碎与湖化的大米用温水混合进行糖化,糖化结束后立即过滤,除去麦糟,麦汁经煮沸定型后除去酒花糟,澄清冷却后充氧,然后进入锥形发酵罐发酵,分离出酵母后,通过硅藻土过滤生成啤酒,装入清酒罐,经管道输送到罐装车间,杀菌后装瓶出售。
8500立方米每天啤酒厂废水处理工艺设计
8500立方米每天啤酒厂废水处理工艺设计8500立方米每天啤酒厂废水处理工艺设计一、废水特性分析啤酒厂废水的主要特性包括高浓度的有机物、悬浮物和氮、磷等营养物质。
根据对废水的分析,可以确定适用于该啤酒厂的废水处理工艺。
二、初级处理工艺设计1. 粗格栅将进入废水处理系统的原始废水通过粗格栅进行初步过滤,去除大颗粒悬浮物和固体杂质。
2. 中格栅经过粗格栅过滤后的废水进一步通过中格栅进行细致过滤,去除较小颗粒悬浮物和固体杂质。
3. 沉淀池经过中格栅过滤后的废水进入沉淀池,在静置的条件下,悬浮物沉降到池底形成污泥层,净化后的上层清水流出。
4. 调节池为了稳定进入生化处理系统的水质,设置调节池用于调节进流量和平衡COD/COD比例。
在调节池中,有机物会逐渐被分解,以减少对后续处理工艺的影响。
三、生化处理工艺设计1. 好氧生物处理经过初级处理后的废水进入好氧生物处理系统。
在好氧条件下,废水中的有机物被微生物降解为二氧化碳和水,并产生微生物体积增加。
2. 好氧池设置好氧池用于提供适宜的环境条件,包括适当的温度、pH值和溶解氧浓度,以支持微生物的活动和有机物的降解。
3. 混合液回流将部分好氧池出流液回流到进水口,以提高微生物浓度和增加废水中有机物的去除效率。
4. 次级沉淀池经过好氧生物处理后的废水进入次级沉淀池。
在此处,微生物体积增加并形成较大颗粒状,随着重力作用向下沉降形成污泥层。
5. 污泥回流将次级沉淀池中产生的部分污泥回流到好氧池,以保持适宜的菌群浓度和提高有机物去除效率。
四、深度处理工艺设计1. 厌氧生物处理经过生化处理后的废水进入厌氧生物处理系统。
在无氧条件下,厌氧微生物降解有机物,产生甲烷和二氧化碳。
2. 厌氧池设置厌氧池用于提供适宜的环境条件,包括适当的温度、pH值和缺氧状态,以支持厌氧微生物的活动和有机物的降解。
3. 混合液回流将部分厌氧池出流液回流到进水口,以提高微生物浓度和增加废水中有机物的去除效率。
某啤酒厂废水处理厂工艺设计

某啤酒厂污水处理厂工艺设计摘要本文根据前人的研究成果综述了啤酒废水的处理和利用现状,有针对性的对啤酒废水自身的特性,通过对酸化――SBR 处理啤酒废水,UASB +SBR 法处理啤酒废水,新型接触氧化法处理啤酒废水,生物接触氧化法处理啤酒废水,上流式厌氧污泥床(UASB )等处理啤酒废水的几种处理方法的详细分析,确定最佳方案即用UASB 。
UASB 的主要组成部分是反应器。
本文介绍了有关UASB 的处理流程和设计的计算,对格栅,调节池,UASB 池,气浮池,污泥浓缩池等进行了精细的设计和计算。
并对主要构筑物UASB 池,SBR池做了详细的说明。
UASB 处理高浓度有机废水,其关键是培养出沉降性能良好的厌氧颗粒污泥。
采用此工艺,不但使处理流程简洁,也节省了运行费用,在降低废水浓度的同时,还可以回收在处理过程中所产沼气作为能源的利用。
以便我为进一步探讨效益资源型处理技术提供借鉴。
关键字:啤酒工业废水处理UASB 反应器Wastewater Treatment of a Brewery ProcessDesignAbstractsince there is high organic content in the brewery wastewater ,if drain off the wastewater,it will not only pollute the environment but also reduce the raw material utilization of the beer industry,so there are many scholars and manufacturers research the beer wastewater treatment and utilization of technology ,based on previous research results in Chinabrewery wastewater handling and use of the status quo, targeted brewery wastewater characteristics, acidification - SBR treatment of brewery wastewater by UASB + SBR treatment of brewery wastewater, the new contact oxidation treatment of brewery wastewater, biological contact oxidationtreatment of brewery wastewater, several of the upflow anaerobic sludge blanket (UASB) treatment of brewery wastewater treatment methods detailed analysis to determine the best option with the UASB.The main part of UASBis the reactor. This article describes the calculation of the related processes and design of the UASB,and also makes a meticulous caculation of the grill, adjustment pool, the UASB pool, contact oxidation tank, flotation tank and sludge thickener pool. It also does a detailed description of the main structures the UASB pool and contact oxidation tank . For UASB treatment of high concentration organic wastewater, the key is to cultivate a good settling characteristics of anaerobic granular sludge. Adopt this technology not only make the treatment processes more simple ,savings in operating costs but also can retrieve the biogas that produced in the treatment for energy using while reducing wastewater concentration. So that can provide us references for further study of the effectiveness of resource-based processing technology.Key words:beer industry the treatment of wastewater UASB reactor目录1 绪论 (1)1.1概述 (1)1.1.1啤酒生产工艺 (1)1.1.2啤酒厂废水主要来源 (1)1.1.3啤酒生产废水特点 (2)1.2啤酒废水的处理与利用 (2)1.2.1好氧生物处理 (3)1.2.2厌氧生物处理 (4)1.3啤酒厂废水处理工艺组合 (5)1.3.1 酸化—SBR 法处理啤酒废水 (5)1.3.2 UASB—好氧接触氧化工艺处理啤酒废水 (6)1.3.3 UASB 反应器+氧化沟工艺处理啤酒废水 (6)2 设计水质水量及设计要求 (7)2.1设计任务 (7)2.1.1设计依据及范围 (7)2.2工艺流程选择 (8)2.2.1工艺确定 (8)2.2.2工艺流程图 (9)2.2.3主要构筑物作用 (9)3 主要构筑物计算 (11)3.1格栅 (11)3.1.1格栅的栅条间隙数 (11)3.1.2 栅槽宽度 B (11)3.1.3 通过格栅的水头损失 (11)3.1.4栅后槽总高度H (12)3.1.5栅槽总长度 L (12)3.1.6每日栅渣量 W (13)3.1.7格栅除污机选择 (13)3.2事故池 (13)3.2.1设计参数 (13)3.2.2设计计算 (13)3.3调节池 (14)3.3.1设计参数 (14)3.3.2设计计算 (14)3.4气浮池 (15)3.4.1设计参数 (15)3.4.2设计计算 (15)3.4.3设备选型 (17)3.5UASB反应器 (17)3.5.1设计说明 (17)3.5.2设计参数 (17)3.5.3设计计算 (18)3.6SBR池 (21)3.6.1参数选取 (21)3.6.2设计计算 (22)3.6.3设备选型 (25)3.7污泥浓缩池 (25)3.7.1设计参数 (25)3.7.2 设计计算 (25)3.8污泥脱水间 (28)3.8.1设计参数 (28)3.8.2设计计算 (28)3.8.3污泥脱水设备选型 (28)3.9清水池 (28)3.9.1 参数选择 (28)3.9.1平面尺寸计算 (28)4 平面及高程布置 (29)4.1平面布置 (29)4.2高程布置 (30)4.2.1高程布置原则如下: (30)4.2.2水头损失计算 (30)4.3高程计算 (34)5 部分设备的选择 (34)5.1泵的选择 (34)5.1.1选泵原则 (34)5.1.2计算选泵 (35)5.2风机的选择 (35)5.3脱水机的选择 (36)6 结论 (37)谢辞 (38)参考文献 (39)附录 (40)外文文献 (42)外文翻译 (49)1 绪论1.1 概述随着人们生活水平的不断提高,我国啤酒工业发展迅速,啤酒产量较过去有了大幅度提高,已成为世界五大啤酒生产国之一。
某啤酒厂废水处理工程工艺设计资料
某啤酒厂废水处理工程工艺设计某啤酒厂位于华东某市,地处太湖之滨,该厂的生产规模为7万吨啤酒/年,年生产日期为220天,啤酒生产工艺基本采用国外先进成熟的工艺,啤酒废水的主要来源是糖化车间(糖化,过滤洗涤废水)、发酵车间(发酵罐洗涤、过滤废水)、灌装车间(洗瓶、灭菌废水及酒瓶破碎流出的啤酒)以及生产用冷却废水等,部分车间的定期消毒和冲洗地面也要排出一些废水、厂区也排出一定量的生活废水。
不同车间排出的废水水质有很大的差异,麦芽在浸泡过程中,可溶出许多可溶性性质如多糖、蔗糖、葡萄糖、果胶、矿物质盐和外皮的蛋白朊和纤维素等,这些可溶性物质约占麦粒重量的0.5%----1.5%,其中2/3为有机物,其余为无机物,糖化、发酵和灌装车间排出的废水主要含有各种糖类、多种氨基酸、醇、多种维生素、各种微量元素、酵母菌、纤维素和麦槽等。
根据厂方提供的资料,啤酒厂的废水总量为63万吨/年,其中各种污染物浓废水经处理后要求《啤酒工业污染物排放标准》(GB19821-2005)的标准见说明:*TN:20mg/l为江苏省地方标准。
建设单位提供场地基本平坦,设计范围70*80米。
污水自场地西北角流入,流入点标高为-1.2m(±0.00m以生产车间室内地坪为准)。
处理后污水要求由场地东南角排出,排出点标高在-0.6米。
该厂所在区域的电费为1.2元/KWh。
人员工资按1200元/人计,计算折旧时按照直线折旧法,折旧年限为20年。
蒸汽为140元/吨,年维修费为1.3万元。
要求根据上述条件,设计一座废水处理站,通过方案比较选出合理的水处理工艺流程,绘出废水处理站工艺流程图,总平面位置图,工艺高程图(可与工艺流程图合并)及各水处理构筑物平剖面、配管管径、坡度、设备型号及安装位置,并应有详尽计算书及主要材料设备表、人员编制、技术经济指标等。
要求主要处理构筑物能接近施工设计要求。
污水处理站采用国内较成熟的工艺和性能可靠的设备,处理站设计时应该考虑节约运行费用、节约能源、减少噪声、避免产生二次污染和便于管理,减轻劳动强度等。
啤酒厂生产废水处理工程设计
啤酒厂生产废水处理工程设计1. 引言啤酒厂是一种对环境影响较大的工业场所,生产过程中会产生大量的废水。
啤酒厂废水中含有高浓度的有机物质、悬浮物以及氮、磷等营养物质,如果不经过有效的处理,将对周围环境及生态系统造成严重的影响。
因此,对于啤酒厂废水进行合理的处理和处理工程设计显得至关重要。
本文将介绍一种针对啤酒厂生产废水的处理工程设计方案,旨在最大程度地减少废水对周围环境的影响,同时实现废水的回收和再利用。
2. 废水特性分析在进行废水处理工程设计时,首先要对啤酒厂生产废水的特性进行分析。
根据现有的研究和实验结果,啤酒厂废水的主要特性包括以下几个方面:•高浓度的有机物质:啤酒生产过程中会产生大量的淀粉、蛋白质等有机物质,这些物质在废水中的浓度较高,对自然环境造成的污染较为严重。
•大量的悬浮物:啤酒厂废水中常常含有大量的悬浮物,这些悬浮物会直接影响废水的污染程度及后续处理工艺的选择。
•氮、磷等营养物质:废水中含有一定浓度的氮、磷等营养物质,如果未经处理直接排放到环境中,可能会引发水体富营养化等问题。
3. 废水处理工程设计方案基于对啤酒厂生产废水特性的分析,我们提出以下处理工程设计方案,以实现废水的高效处理和再利用:3.1 废水预处理废水预处理是整个废水处理过程中的重要环节。
在啤酒厂废水处理工程中,废水预处理主要包括以下几个步骤:•去除悬浮物:通过物理方法,如沉淀、过滤等,去除废水中的悬浮物,以减少后续处理工艺的难度和能耗。
•调整废水的pH值:根据废水的具体情况,采取相应的方法调整废水的pH值,为后续处理工艺提供适宜的环境条件。
3.2 生物处理基于生物处理技术是啤酒厂废水处理的关键环节之一。
生物处理过程中利用微生物降解废水中的有机物质,将其转化为较为稳定的无机物。
在啤酒厂生产废水处理过程中,生物处理可以采用活性污泥法、生物膜法等工艺。
根据实际情况选择合适的工艺,以最大程度地降解废水中的有机物质。
3.3 深度处理生物处理后的废水仍然含有一定浓度的氮、磷等营养物质,需要进行深度处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
河北工业大学本科毕业设计(论文)前期报告毕业设计(论文)题目:我国工业水污染现状及某啤酒厂废水处理工艺设计专业(方向):环境工程学生信息:学号:090561姓名:路宗逆班级:环境091指导教师信息:教师号:姓名:齐旭东职称:报告提交日期:2013年3月20号一、任务书要求1.我国工业水污染现状简介中国正处在经济快速增长期,工业的迅速发展是经济快速增长的保证,但同时在工业生产中也排出大量的废水。
工业废水具有污染物种类多、成份复杂、COD(化学需氧量)浓度高、可生化性差、毒害性大等特点。
如果不对其进行有效的综合治理,必将造成严重的环境污染与生态破坏,危害人们身体健康。
[1]现下,我国工业废水污染现象十分严重,目前在全国范围内500多条主要河流中,所有河流或多或少地受到污染,这主要是由于工业废水的超标或不合理的排放造成的。
流经全国40多个大城市的河流,有90%以上受到污染,对生态环境和居民身体健康产生了较大的影响。
我国流域水资源基本分为长江、黄河、海河、松花江、淮河、珠江和辽河七大水系,这些流域集中了全国80%以上的城市及乡镇,是全国流域污染治理最突出的重点区域[2]。
2.啤酒厂废水污染简介啤酒是世界通用性饮料,是酒类中酒精含量最低的饮料酒,而且营养丰富。
它以优质大麦和水为主要原料,啤酒花为香料,经过麦芽制备、麦芽汁制备、酿造或发酵等工序制成,富含营养物质和二氧化碳。
我国的啤酒行业是国民经济的重要产业,发展迅速,啤酒产量较过去有了大幅度提高,我国已成为世界主要啤酒生产国之一。
在整个一年内,啤酒啤酒酿造行业使用大量的水和排放大量的污水,这属于高污染行业[3]。
啤酒工业在生产啤酒过程中耗水量相当大,吨酒耗水量约为6~10 t,其产生的废水含有较高浓度的有机物,未经处理的废水若直接排入自然水体,易消耗水体中的溶解氧并造成水体缺氧,最终导致水质退化,严重污染水体环境[4]。
随着啤酒生产的日益集中化、大规模化,啤酒废水污染环境的状况严重,环境污染问题越来越不容忽视了,所以对啤酒废水的治理也是迫在眉睫。
本毕业设计课题是围绕啤酒厂废水的设计与计算而进行的,是对大学四年来主要专业知识的一次大检验,学生不但可以复习和巩固以前所学的基本知识和理论,而且还能够掌握工程设计的基础知识和技能,为以后顺利走上工作岗位或继续深造打下良好的基础。
按照啤酒厂提供的设计资料和要求,本次设计主要范围包括:废水站平面图布置、废水站设计、废水站各构筑物间高程布置和工程概预算(选作)等。
二、过程要求任务书: 2013-2-20到2013-3-18前期报告与外文翻译:2013-3-19到2013-3-26调查报告: 2013-3-20到2013-4-15中期报告:2013-3-27到2013-4-15设计说明书编制:设计和计算,主要处理设备的工艺计算和选型、高程设计计算、管路设计计算如水头损失及泵的选择等 2013-3-到2013-5-17制图:首页图、平面图、高程图(立面图)、带控制点的工艺流程图、2个主要设备(或构筑物)图,主要设备一览表和主要材料表,2013-5-18到2013-5-27检查与修改,完成论文和图纸:2013-5-28到2013-6-7答辩阶段:2013-6-09到2013-6-15三、内容1、前言(1)啤酒废水的来源及特点[5]啤酒是以大麦和水为主要原料,大米或谷物、酒花为辅料,经过唐华和发酵制成的富含营养物质和二氧化碳的饮料酒,酒精含量为3%—6%。
啤酒生产中主要利用粮食中的淀粉,而大部分蛋白质等其他物质则残留在麦槽及凝固物中,同时还排出酵母等副产物。
啤酒厂生产啤酒过程用水量很大,特别是酿造、灌装工艺过程大量使用新鲜水,相应产生大量废水。
啤酒的生产工序较多,不同啤酒厂生产过程中吨酒耗水量和水质相差较大。
管理和技术水平较高的啤酒厂耗水量为8~12t/t,我国啤酒厂的吨酒耗水量一般大于该参数[4]。
国内啤酒从糖化到灌装总耗水10~20m3/t。
啤酒废水主要来自麦芽车间(浸麦废水),糖化车间(糖化,过滤洗涤废水),发酵车间(发酵罐洗涤,过滤洗涤废水),灌装车间(洗瓶,灭菌废水及瓶子破碎流出的啤酒)以及生产用冷却废水等。
酿造啤酒消耗的大量水除一部分转入产品外,绝大部分作为工业废水排入环境。
啤酒废水水量、水质常依生产周期波动很大,其BOD/COD,较高,为0.4~0.6,可生化性好。
因此,对啤酒废水采用合适的工艺进行处理非常必要[6]。
啤酒工业废水主要含糖类,醇类等有机物,有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。
国内啤酒厂废水中CODcr含量为:1000~2500mg/L,BOD5含量为600~1500 mg/L,可生化性强。
且含有一定量的凯氏氮和磷,会导致水体严重富营养化,破坏水体的生态平衡,对环境造成严重污染,所以啤酒废水的处理势在必行。
(2)啤酒废水的处理方法啤酒废水具有良好的生物可降解性,处理方法主要以生物法为主。
由于废水中含有大量的悬浮物,进入生物处理单元之前需要进行预处理,如格栅、沉砂、沉淀及调节等工序。
鉴于啤酒废水中COD,BOD,SS 等含量较高,目前常依据BOD5/CODcr的比值来判断废水的可生化性,即当BOD5/CODcr>0.3时易生化处理,当BOD5/CODcr<0.25时难于生化处理。
而啤酒废水的BOD5/CODcr>0.3,所以一般多采用好氧生化处理,为了降低污染负荷,一般先采用厌氧处理,再用好氧生物处理。
啤酒废水属中高浓度有机废水,有很好的可生化性。
厌氧生物处理适用于高浓度有机废水,它是在无氧条件下,靠厌气细菌的作用分解有机物.在这一过程中,参加生物降解的有机基质有50%~90%转化为沼气(甲烷),而发酵后的剩余物又可作为优质肥料和饲料,因此,啤酒废水的厌氧生物处理受到了越来越多的关注。
目前,啤酒废水的生物处理方法主要有接触氧化法、SBR法及其改进工艺、厌氧-好养联合处理技术。
啤酒废水中含有大量有机碳而氮源含量较少,在进行传统的生化处理中,其含氮量远远低于BOD:N=100:5(质量比)的要求,致使有些啤酒厂采用传统方法处理的情况下效果一般比较差,甚至无法运行[6]。
为了既获得更好的处理效果,又可以降低处理成本,并且使能源得到合理有效地利用,废水的处理往往采用多种方法相结合的工艺,目前大多选择厌氧—好氧串联法处理,这是解决啤酒废水污染问题的根本出路。
1)接触氧化法接触氧化法又称为淹没式生物滤池,是一种介于活性污泥法与生物滤池之间的生物处理技术,是20世纪80年代国内处理啤酒废水的主要工艺,由于进水的COD浓度比较高,一般采用两级接触氧化工艺。
[5]生物接触氧化池是在微生物固着生长的同时,加以人工曝气.这种方法可以得到很高的生物固体浓度和较高的有机负荷,因此处理效率高,占地面积也小于活性污泥法。
采用接触氧化法可以有效的防止高糖含量废水引起污泥膨胀的现象,并且不用配投N、P营养物质及污泥回流。
生物接触氧化法的主要特征有:处理效率较高,节省占地面积;不需要专门培养菌种,挂膜方便,可以间歇运行;操作简单、运行方便、易于维护;污泥产生量少,污泥颗粒较大,易于沉淀;对冲击负荷有较强的适应能力,在间歇运行条件下仍能够保持良好的处理效果,对排水不均匀的企业更具有实际意义[7]。
2)SBR法SBR法运行方式灵活,可以根据水质水量的变化调整一个周期的各个工段的运行时间。
与连续的活性污泥法相比,序批式活性污泥法(即SBR)的处理效率高,但在实际运行中有很大的困难。
由于整个处理过程中缺氧、充氧交替发生,限制了丝状菌过度繁殖,同时采用限制曝气方式,增大反应过程中的传质梯度,故处理效果较为理想。
SBR工艺有如下特点:1、运行方式灵活,脱氮、除磷效果好;2、工艺简单,自动化程度高,节省费用;3、反应推动力大;4、能有效防止丝状菌的膨胀。
本设计就采用UASB+SBR组合工艺来进行处理。
3)酸化-SBR工艺水解酸化生物处理工艺较其它厌氧工艺对环境条件要求低,废水的可生化性和降解速度大幅度提高,经水解反应后溶解性COD比例有所增加,有利于微生物对基质的摄取,使后续的好氧生物处理可在较短的水力停留时间内达到较高的COD去除率。
酸化-SBR法处理啤酒废水受进水碱度和反应温度的影响,最佳温mg/。
酸化-SBR法处理高浓度啤酒废水时,去除率可以达到度为24摄氏度,最佳碱度范围是500-750l95%以上,最高可达99%。
酸化-SBR法处理中高浓度啤酒废水时,前置酸化工艺至关重要,酸化效果直接影响SBR反应器的处理效果,而有机物的去除主要在SBR反应器中进行。
采取酸化-SBR工艺处理啤酒废水时,厌氧反应放弃反应时间长、控制条件要求高的甲烷发酵阶段,将反应控制在酸化阶段,故水解池体积较小,不需要手机产生的沼气,简化了构造,降低了造价,便于维护,且产生的剩余污泥量少[8]。
4)UASB-好养接触氧化工艺[7]厌氧生物处理包括多种方法,但以升流式厌氧污泥床(UASB)技术在啤酒废水的治理方面应用最为成熟。
UASB的主要组成部分是反应器,其底部为絮凝和沉淀性能良好的厌氧污泥构成的污泥床,上部设置了一个专用的气-液-固分离系统(三相分离室)。
UASB反应器对啤酒废水CODcr的去除率为60%~70%。
实践证明,UASB成功处理高浓度啤酒废水的关键是培养出沉降性能良好的厌氧颗粒污泥[9]。
UASB具有效能高、处理费用低、电耗省、投资少、占地面积小等一系列优点,完全适用于高浓度啤酒废水的治理。
其不足之处是出水CODcr的浓度仍达500 mg/L左右,需进行再处理或与好氧处理串联才能达标排放,故在治理时常常将UASB与好养接触氧化工艺两个单元结合。
上流式厌氧污泥床有效地降低了好养生化单元的处理负荷且好养接触氧化对废水中SS和COD均有较高的去除率。
因为废水经过厌氧处理后仍然含有许多易生物降解的有机物。
UASB与好养接触氧化池相串联的废水处理工艺特有的优点有处理效率高、运行稳定、耗能低、容易调试和易于重新启动等。
在整个工艺处理后,对COD的去除效率可达95%以上,对悬浮物的去除率可达97%以上。
5)内循环UASB反应器+氧化沟工艺UASB反应器的介绍如上面所说,出水水质一般比较稳定,通过内循环回流能提高UASB反应器对进水水质、pH值和COD浓度的适应能力。
而氧化沟是一种完全混合,并不需要初沉池的延时曝气活性污泥工艺。
其结构形式一般采用环形沟渠,混合液在氧化沟曝气器的推动下做水平流动[10]。
氧化沟与活性污泥相比的主要优点是废水处理过程与污泥稳定化阶段的相结合,并简化了运行操作。
经过内循环UASB反应器处理后,后续的氧化沟可以得到优良的水质,因此这一组合工艺适合对处理水质要求高的场合。