卡片检验标准-201312
彩盒彩卡通用检验标准
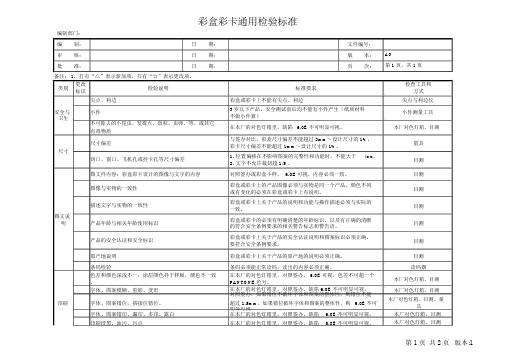
彩盒彩卡通用检验标准编制部门:编 制: 日 期: 审核: 日 期:批 准: 日期:备注: 1. 打有“△”表示新加项,打有“☆”表示更改项。
类别更改检验说明标识尖点、利边 安全与 小件卫生不可除去的小昆虫、发霉点、饭粒、虫卵、等,或其它 有毒物质尺寸偏差尺寸切口、窗口、飞机孔或挂卡孔等尺寸偏差图文件内容:彩盒彩卡设计的图像与文字的内容图像与实物的一致性描述文字与实物的一致性图文说明产品年龄与相关年龄使用标识产品的安全认证和安全标识 原产地说明 条码检验色差和颜色深浅不一:涂层颜色异于样板,颜色不一致 。
字体、图案模糊、重影、变形文件编号:版本:页次:标准要求彩盒或彩卡上不能有尖点、利边3岁以下产品,安全测试前后均不能有小件产生(纸质材料不做小件算)在本厂的对色灯箱里,缺陷 6.0E 不可明显可视。
与签办对比,彩盒尺寸偏差不能超过 2mm ~设计尺寸的 1%,彩卡尺寸偏差不能超过 1mm ~设计尺寸的 1%。
1. 位置偏移在不影响图案的完整性和功能时,不能大于 4mm 。
2. 文字不允许裁切超 1/5 。
对照签办或彩盒小样, 6.0E 可视,内容必须一致。
彩盒或彩卡上的产品图像必须与实物是同一个产品。
颜色不同或有变化的必须在彩盒或彩卡上有说明。
彩盒或彩卡上关于产品的说明和功能与操作描述必须与实际的一致。
彩盒或彩卡的必须有明确清楚的年龄标识,以及有正确的清晰的符合安全条例要求的相关警告标志和警告语。
彩盒或彩卡上关于产品的安全认证说明和图案标识必须正确。
要符合安全条例要求。
彩盒或彩卡上关于产品的原产地的说明必须正确。
条码必须能正常读码,读出的内容必须正确。
在本厂的对色灯箱里,对照签办, 6.0E 可视,色差不可超一个PANTONE 色号。
在本厂的对色灯箱里,对照签办,缺陷 6.0E 不可明显可视。
对照签办,如果错位不破坏字体和图案的整体性,则错位不能A0第1页,共 1页检查工具和方式 尖点与利边仪 小件测量工具本厂对色灯箱、目测量具 目测 目测 目测 目测 目测 目测 目测读码器本厂对色灯箱、目测本厂对色灯箱、目测印刷字体、图案错位,搭接位错位。
标签类检验标准
标签类检验标准(包括不干胶)1、目的:确保公司因生产需要而购进的包装材料符合规定的要求。
2、适用范围:适用于本公司采购的各种标签类装潢印刷品。
3、质量标准和检验方法:3.1各种标签应符合我司的样品(包括双方确认的材质)或设计稿,并达到相应规格要求及配合尺寸。
3.2 外观要求与检验方法:3.2.1 表面:标贴表面轻度刮伤(不影响印刷面)宽≤0.1mm,长≤10mm的允许有少于2条;无明显变形和残缺等异常现象;卷状标贴卷面应平整,机器贴标的卷状标贴底纸不得出现连续断裂现象;表面气泡≤0.5mm。
3.2.2 文字图案:要求与公司样稿相符,文字、图案必须清晰、正确,无缺印、缺字、笔划不全的情形,小于5号字不误字意;无明显位置偏移、歪斜、重影;无明显印刷套色不准、模糊等缺陷;烫印文字和图案不花白,不变色,不脱落。
3.2.3 色泽:必须符合确认的标准样品,并在封样的上限/标准/下限范围内。
3.2.4 洁净度:标贴外观整洁,无明显色条、斑点、脏污等异物沾染,点的直径≤0.2mm,黑点不得超过1个,其它白点不得超过2个(不在同一区域内),污点面积≤0.2mm2,且每张不超过1个。
3.2.5 松紧度:成卷标签松紧适中,不得出现膜间滑动。
3.2.6 烫印:烫印砂眼面积≤0.1mm2且每张不超过1个;平整度不能有明显锯齿或毛边,套印允许有≤0.2mm的误差。
3.2.7外包装:外装纸箱不得脏及破损并内衬塑料袋用胶带“工”字形封箱,并附出厂检验报告单。
外观检验以目测为主,于正常光源下,30cm距离处正视观察。
3.3功能(物理机械性能)要求与检测方法:3.3.1 粘离试验:透明(或表面上光油)标签印刷部位不得有粘离脱落现象。
检验方法: 以3M600履盖印刷(烫色)部位,抚平,来回压抚10次使履盖部位无气泡,然后以45度角瞬间撕去,无印刷(烫色)脱落现象。
轻微脱落不影响整体识别可接受。
(烫金银处要缓慢撕开)3.3.2耐产品试验:内容物涂抹后不得有脱落现象。
标签、贴纸类材料检验标准
4.9异色点(斑点):产品表面出现的异色点。
5.作业內容:
5.1 抽检检验方案
5.1.1本标准适用与GB/T2828.1-2003一般检验水平II正常一次抽样方案,允许水准
(AQL):CRI:0.01,MAJ:0.25,MIN:1.0进行抽样检验,进料数量在20PCS
5.5.1 每批抽检材料测量常规和重要尺寸数量不小于20PCS;
5.5.2用游标卡尺测试长宽高是否符合标准要求;
5.6粘性检查(首样确认时必须抽测)
5.6.1将材料平贴于对应产品上,检测是否容易脱落。
5.6.2 将标签或贴纸平整的贴在对应产品表面,安排高温烘烤试验。试验条件:温度60℃,时间4H。待试验完毕后,检查标签是否是有变形、起泡、翘起及褶皱等。
5.7 耐酒精擦拭试验
用棉签攒取95%的酒精,来回擦拭标签或贴纸表面丝印的文字20次,结束后看丝印是否有脱落、模糊不清甚至消失。
5.9检验判定标准
类
别
项目
方法器具
判定标准
缺陷类别
CR
MA
MI
包装
包装一致
目视
外包破损,无产品标识和日期管控。
√
目视
产品与标示不一致,且出现混装,少装,数量与标识不符等。
√
7. 相关表单:
7.1 『进料检验报告』
7.2『进料异常回馈单』
产品防护
目视
产品无间隔保护,产品挤压。
√
出货报告
目视
来料无出货检验报告
√
外观
材质
目视
材质与样品不一致者的不可以。
√
目视
颜色或硬度与样品不一致者的不可以。
√
新VIP服务体系(201312)
1.零售客户评级
即时评级 1.即时评级由满足一定条件的优质客户申请,客户经理 在个人客户营销系统中受理。客户购买特定金融产品且在即 时评级期内日均余额达到标准,即时评级通过,将客户评为 所申请VIP级别。若达不到标准,即时评级不通过。 2.若即时评级通过,则评级成功当月不再对客户进行系 统评级,从下月开始,按系统评级规则对客户进行考核。 3.申请即时评级的客户须填写《中国邮政储蓄银行个人 客户即时评级申请单》,客户经理将信息录入个人客户营销 系统,提交支行长授权。
95580人工坐席界面
电视银行界面
客户在家登陆电视银行,选择业务信息栏, 直接能够看到VIP信息提醒,支持滚动信息 机顶盒的地区相关信息还能够在屏幕左下方 滚动提示
1.零售客户评级
• 零售客户降级
VIP客户评级不符合相应级别标准的,进入3个月延展期, 在延展期内暂时保留客户级别。 客户在延展期内任一次评级达到原VIP级别标准,则脱 离本次延展期恢复为正常状态。延展期内客户评级连续达不 到原VIP级别标准的,延展期过后对客户进行逐级降级。VIP 客户降级后,系统次月考核客户是否达到所降至的VIP级别 标准。若达不到标准,客户不能享受延展期,继续将客户降 级,直至降至与实际对应的等级。
重点单位高层管理人员申领VIP卡后,每月按零售客户 标准及重点单位高层管理人员标准进行评价。若两者都不符 合原级别标准,则进入3个月延展期,延展期及其他事项的 相关规定参照个人客户相关规定。
2.重点单位高管评级
• 重点单位高层管理人员降级流程
(三)客户服务
(1)为符合相应级别的VIP客户提供优先、优质、优惠的 金融及非金融服务。 (2)客户级别达到相应VIP标准,且已办理VIP卡(含绿卡 通VIP卡、绿卡贵宾金卡,下同)的客户,方可享受VIP服 务。客户级别等同或高于所持VIP卡的,按VIP卡级别享受 对应服务;客户级别低于所持VIP卡的,按客户级别享受对应 服务;客户达到VIP级别,但未申领VIP卡的,不享受VIP服 务。 (3)VIP卡使用对象仅限VIP客户本人,不得转借或出租他 人。VIP客户享受特定VIP服务时应事先出示VIP卡,如有需 要,还须出示有效实名证件。
检验卡片1
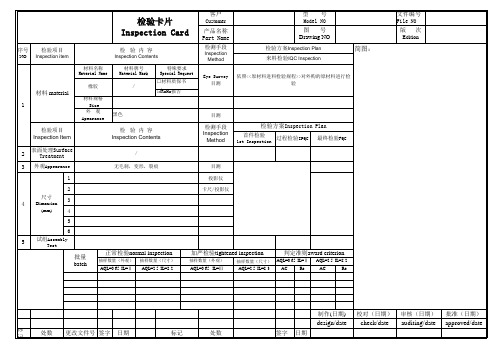
型 号 Model NO 图号 Drawing NO
检验方案Inspection Plan
来料检验IQC Inspection
简图:
Eye Survey 依照<<原材料进料检验规程>>对外购的原材料进行检
目测
验
目测
检测手段 Inspection
Method
检验方案Inspection Plan
检验卡片 Inspection Card
序号 检验项目 NO Inspection item
检 验内容 Inspection Contents
材料名称 Material Name
材料牌号 Material Mark
特殊要求 Special Request
材料 material 1
橡胶
材料规格 Size
标记
处数
签字 日期
制作(日期) design/date
校对(日期) 审核(日期) check/date auditing/date
批准(日期) approved/date
加严检验tightened inspection
抽样数量(外观)
抽样数量(尺寸)
AQL=0.65 IL=Ⅲ
AQL=2.5 IL=S-3
判定准则award criterion
AQL=0.65 IL=Ⅱ AQL=2.5 IL=S-2
ห้องสมุดไป่ตู้
AC
Re
AC
Re
文件编号 File NO
版次 Edition
标 记
处数 更改文件号 签字 日期
首件检验 1st Inspection
过程检验IPQC
最终检验FQC
人民银行(PBOC)IC卡卡片规范
⼈民银⾏(PBOC)IC卡卡⽚规范引⾔《中国⾦融集成电路(IC)卡规范》第1部分:卡⽚规范包括以下主要内容:──机电接⼝、逻辑接⼝和传输协议。
⽤于卡和终端间的信息交换。
本篇参照采⽤了ISO 7816第1⾄第3部分并与EMV’96-⽀付系统集成电路卡规范的第1部分等同。
──数据元和命令集。
定义了⾦融应⽤中所使⽤的⼀般数据元、命令集和对终端响应的基本要求。
⾦融应⽤中所需的专⽤命令在《中国⾦融集成电路(IC)卡规范》第2部分:应⽤规范中定义。
──应⽤选择。
定义了卡和终端完成应⽤选择的处理过程,并规定了与卡中此过程相关的数据⽂件的逻辑结构。
此部分与EMV’96-⽀付系统集成电路卡规范的第3部分等同。
──安全机制。
定义了⾦融应⽤中有关安全的总体要求、加密算法和安全机制。
应⽤安全特征和设备要求在《中国⾦融集成电路(IC)卡规范》第2部分:应⽤规范中定义。
1.范围《中国⾦融集成电路(IC)卡规范》第1部分:卡⽚规范适⽤于由银⾏发⾏或接受的⾦融IC卡。
其使⽤对象主要是与⾦融IC卡应⽤相关的卡⽚设计、制造、管理、发⾏、受理以及应⽤系统的研制、开发、集成和维护等部门(单位),也可以作为其它⾏业IC 卡应⽤的参考。
2.参考资料EMV’96:1996 ⽀付系统的集成电路卡规范EMV’96:1996 ⽀付系统的集成电路卡应⽤规范EMV’96:1996 ⽀付系统的集成电路卡终端规范FIPS Pub 180-1:1995 安全哈什标准IEC 512-2:1979 机电设备机电器件规范第2部分:触点电阻测试、绝缘测试和电压测试ISO 639:1988 名称及语⾔表⽰代码GB 2659:1994 世界各国和地区名称代码(ISO 3166:1993)GB/T 12406:1996 表⽰货币和资⾦的代码(ISO 4217:1995)GB/T 15120.1 识别卡记录技术第1部分:凸印 (ISO/IEC7811-1:1992)GB/T 15120.3 识别卡记录技术第3部分:ID-1型卡上凸印字符的位置 (ISO/IEC 7811-3:1992)SJ/S 9028 识别卡⾦融交易卡 ISO/IEC 7813:1990GB/T 16649.1:1996 识别卡带触点的集成电路卡第1部分:物理特性(ISO/IEC 7816-1:1987)GB/T 16649.2:1996 识别卡带触点的集成电路卡第2部分:触点的尺⼨和位置(ISO/IEC 7816-2:1988)GB/T 16649.3:1996 识别卡带触点的集成电路卡第3部分:电信号和传输协议(ISO/IEC 7816-3:1989)ISO/IEC 7816-3:1992 识别卡带触点的集成电路卡第3部分:电信号和传输协议修订稿1:T=1,异步半双⼯块传输协议ISO/IEC 7816-3:1994 识别卡带触点的集成电路卡第3部分:电信号和传输协议修订稿2:协议类型选择(国际标准草案) ISO/IEC 7816-4:1995 识别卡带触点的集成电路卡第4部分:⾏业间交换⽤命令ISO/IEC 7816-5:1994 识别卡带触点的集成电路卡第5部分:应⽤标识符的编号系统和注册程序ISO/IEC 7816-6:1995 识别卡带触点的集成电路卡第6部分:⾏业间数据元(国际标准草案)ISO 8731-1:1987 银⾏业务已批准的报⽂鉴别算法第1部分:DEA ISO 8372:1987 信息处理 64位块加密算法的运算⽅法GB/T 16263:1996 信息技术开放系统互联抽象语法表⽰1(ASN.1)的基本编码规则(ISO/IEC 8825:1990) GB/T 15150:1996 产⽣报⽂的银⾏卡交换报⽂规范⾦融交易内容(ISO 8583:1987)ISO 8583:1993 产⽣报⽂的银⾏卡交换报⽂规范⾦融交易内容GB/T 15273 信息处理⼋位单字节代码型图型字符集(ISO8859:1987)ISO/IEC 9796-2 信息技术安全技术报⽂恢复的数字签名⽅法第2部分:使⽤哈什函数的机制ISO/IEC 9797:1993 信息技术安全技术使⽤块加密算法进⾏加密检查的数据完整性机制ISO/IEC 10116:1993 信息技术 n位块加密算法的运算⽅法ISO/IEC 10118-3:1996 信息技术安全技术哈什函数第3部分:专⽤哈什函数ISO/IEC 10373:1993 识别卡测试⽅法中国⼈民银⾏《银⾏IC卡规范需求说明书》(1997.1)3.定义以下定义适⽤于本规范:3.1块 Block包含两个或三个域(头域、信息域、尾域)的字符组。
卡纸检验标准
與樣品比較,有明顯的色差
※
明顯的混點(含黑點、白點、雜點).
※
編制
審批
日期
日期
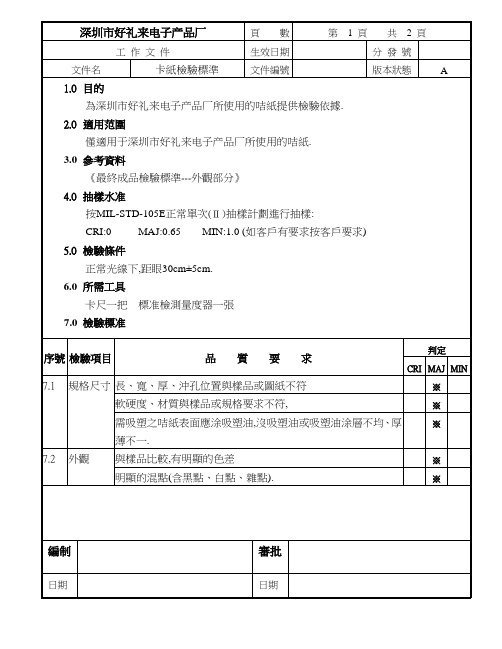
深圳市好礼来电子产品厂
頁數
第2頁共2頁
工作文件
生效日期
分發號
文件名
卡紙檢驗標準
文件編號
版本狀態
A
序號
檢驗項目
品質要求
判定
CRI
MAJ
MIN
7.2
外觀
Φ≦0.3mm不在字符上,只有一個可以接受.
0.5mm≧Φ>0.3mm同一面少于5個.
版本狀態
A
1.0目的
為深圳市好礼来电子产品厂所使用的咭紙提供檢驗依據.
2.0適用范圍
僅適用于深圳市好礼来电子产品厂所使用的咭紙.
3.0參考資料
《最終成品檢驗標準---外觀部分》
4.0抽樣水准
按MIL-STD-105E正常單次(Ⅱ)抽樣計劃進行抽樣:
CRI:0 MAJ:0.65 MIN:1.0 (如客戶有要求按客戶要求)
5.0檢驗條件
正常光線下,距眼30cm±5cm.
6.0所需工具
卡尺一把標准檢測量度器一張
7.0檢驗標准
序號
檢驗項目
品質要求
判定
CRI
MAJ
MIN
7.1
規格尺寸
長、寬、厚、沖孔位置與樣品或圖紙不符
※
軟硬度、材質與樣品或規格要求不符,
※
需吸塑之咭紙表面應涂吸塑油※
7.2
※
Φ>0.5mm.
※
吸塑后成品能蓋住的部位有混點可接受.
明顯的刮傷、刮痕、擦花.
※
Φ≦0.05mm L≦2cm只有一條可以接受.
卡片检验标准 201312
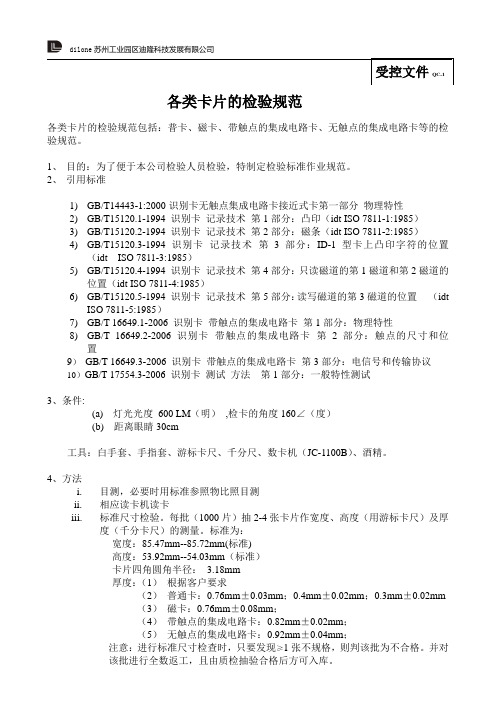
dilone苏州工业园区迪隆科技发展有限公司各类卡片的检验规范各类卡片的检验规范包括:普卡、磁卡、带触点的集成电路卡、无触点的集成电路卡等的检验规范。
1、目的:为了便于本公司检验人员检验,特制定检验标准作业规范。
2、引用标准1)GB/T14443-1:2000识别卡无触点集成电路卡接近式卡第一部分物理特性2)GB/T15120.1-1994 识别卡记录技术第1部分:凸印(idt ISO 7811-1:1985)3)GB/T15120.2-1994 识别卡记录技术第2部分:磁条(idt ISO 7811-2:1985)4)GB/T15120.3-1994 识别卡记录技术第3部分:ID-1 型卡上凸印字符的位置(idt ISO 7811-3:1985)5)GB/T15120.4-1994 识别卡记录技术第4部分:只读磁道的第1磁道和第2磁道的位置(idt ISO 7811-4:1985)6)GB/T15120.5-1994 识别卡记录技术第5部分:读写磁道的第3磁道的位置(idtISO 7811-5:1985)7)GB/T 16649.1-2006 识别卡带触点的集成电路卡第1部分:物理特性8)GB/T 16649.2-2006 识别卡带触点的集成电路卡第2部分:触点的尺寸和位置9)GB/T 16649.3-2006 识别卡带触点的集成电路卡第3部分:电信号和传输协议10)GB/T 17554.3-2006 识别卡测试方法第1部分:一般特性测试3、条件:(a) 灯光光度600 LM(明),检卡的角度160∠(度)(b) 距离眼睛30cm工具:白手套、手指套、游标卡尺、千分尺、数卡机(JC-1100B)、酒精。
4、方法i.目测,必要时用标准参照物比照目测ii.相应读卡机读卡iii.标准尺寸检验。
每批(1000片)抽2-4张卡片作宽度、高度(用游标卡尺)及厚度(千分卡尺)的测量。
标准为:宽度:85.47mm--85.72mm(标准)高度:53.92mm--54.03mm(标准)卡片四角圆角半径:3.18mm厚度:(1)根据客户要求(2)普通卡:0.76mm±0.03mm;0.4mm±0.02mm;0.3mm±0.02mm(3)磁卡:0.76mm±0.08mm;(4)带触点的集成电路卡:0.82mm±0.02mm;(5)无触点的集成电路卡:0.92mm±0.04mm;注意:进行标准尺寸检查时,只要发现≥1张不规格,则判该批为不合格。
卡片检验标准12
各类卡片的检验规范各类卡片的检验规范包括:普卡、磁卡、带触点的集成电路卡、无触点的集成电路卡等的检验规范。
1、目的:为了便于本公司检验人员检验,特制定检验标准作业规范。
2、引用标准1)GB/T14443-1:2000识别卡无触点集成电路卡接近式卡第一部分物理特性2)GB/T15120.1-1994 识别卡记录技术第1部分:凸印(idt ISO 7811-1:1985)3)GB/T15120.2-1994 识别卡记录技术第2部分:磁条(idt ISO 7811-2:1985)4)GB/T15120.3-1994 识别卡记录技术第3部分:ID-1 型卡上凸印字符的位置(idt ISO 7811-3:1985)5)GB/T15120.4-1994 识别卡记录技术第4部分:只读磁道的第1磁道和第2磁道的位置(idt ISO 7811-4:1985)6)GB/T15120.5-1994 识别卡记录技术第5部分:读写磁道的第3磁道的位置(idtISO 7811-5:1985)7)GB/T 16649.1-2006 识别卡带触点的集成电路卡第1部分:物理特性8)GB/T 16649.2-2006 识别卡带触点的集成电路卡第2部分:触点的尺寸和位置9)GB/T 16649.3-2006 识别卡带触点的集成电路卡第3部分:电信号和传输协议10)GB/T 17554.3-2006 识别卡测试方法第1部分:一般特性测试3、条件:(a) 灯光光度600 LM(明),检卡的角度160∠(度)(b) 距离眼睛30cm工具:白手套、手指套、游标卡尺、千分尺、数卡机(JC-1100B)、酒精。
4、方法i.目测,必要时用标准参照物比照目测ii.相应读卡机读卡iii.标准尺寸检验。
每批(1000片)抽2-4张卡片作宽度、高度(用游标卡尺)及厚度(千分卡尺)的测量。
标准为:宽度:85.47mm--85.72mm(标准)高度:53.92mm--54.03mm(标准)卡片四角圆角半径: 3.18mm厚度:(1)根据客户要求(2)普通卡:0.76mm±0.03mm;0.4mm±0.02mm;0.3mm±0.02mm(3)磁卡:0.76mm±0.08mm;(4)带触点的集成电路卡:0.82mm±0.02mm;(5)无触点的集成电路卡:0.92mm±0.04mm;注意:进行标准尺寸检查时,只要发现≥1张不规格,则判该批为不合格。
产品检验卡片
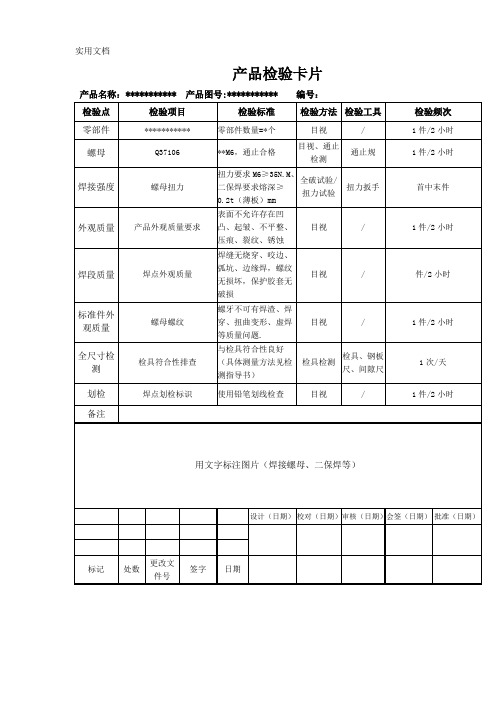
产品名称:*********** 产品图号:*********** 编号:
检验点
检验项目
检验标准
检验方法
检验工具
检验频次
零部件
***********
零部件数量=*个
目视
/
1件/2小时
螺母
Q37106
**M6,通止合格
目视、通止检测
通止规
1件/2小时
焊接强度
螺母扭力
扭力要求M6≥35N.M、二保焊要求熔深≥0.2t(薄板)mm
全尺寸检测
检具符合性排查
与检具符合性良好(具体测量方法见检测指导书)
检具检测
检具、钢板尺、间隙尺
1次/天
划检
焊点划检标识
使用铅笔划线检查
目视
/
1件/2小时
备注
用文字标注图片(焊接螺母、二保焊等)
设计(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
全破试验/扭力试验
扭力扳手
首中末件
外观质量
产品外观质量要求
表面不允许存在凹凸、起皱、不平整、压痕、裂纹、锈蚀
目视
/
1件/2小时
焊段质量
焊点外观质量ቤተ መጻሕፍቲ ባይዱ
焊缝无烧穿、咬边、弧坑、边缘焊,螺纹无损坏,保护胶套无破损
目视
/
件/2小时
标准件外观质量
螺母螺纹
螺牙不可有焊渣、焊穿、扭曲变形、虚焊等质量问题.
目视
/
1件/2小时
金银卡印刷品检验项目和检验规范文件
金银卡打印检查项目就像印刷界的夏洛克·福尔摩斯一样,执行一个任务,揭露这些闪闪发亮的金属卡片生产中的任何狡猾缺陷或错误。
这个项目不仅仅是一个运行的质量控制过程–这是一个细致的检查,它留下了一切。
我们的打印侦探团队将仔细检查每一个细节,以确保你的金银卡符合最高的精度和准确性标准。
我们来这是为了确保最终结果只是眩晕,因为你的卡片应该闪烁而不受任何打印打嗝的阻碍。
请放心,以我们对细节的敏锐眼光,你的金牌和银牌将完全完美!
检查标准文件为我们提供了所有需要检查的细节,即我们的指纹是顶尖的。
它告诉我们到底要寻找什么,比如确保颜色是斑点的,所有的东西都排得很整齐,图像是超清晰的。
它甚至告诉我们,如果事情不完美,我们有多大的空间。
它让我们低调地掌握了检查所需的工具和方法。
基本上,这是我们的指南确保我们的印刷到零。
金银卡印刷检查项目要求在评估印刷材料时采取细致和系统的办法。
检查员必须遵守《检查标准文件》中概述的准则,准确查明和纠正印刷过程中的任何异常情况,从而确保交付符合客户质量标准的最后产品。
该项目在保障总体客户满意度和维护印刷厂作为优质金银卡产品采购商的声誉方面发挥了关键作用。
智能射频识别卡片检验规范标准
在构造方面,卡抵御相邻层材料分离的能力。 3.6 耐化学性 resistance to chemicals
由于暴露在通常遇到的化学制品之下,卡抵御降低其性能和外观的能力。 3.7 尺寸稳定性 dimensional stabilty
当暴露在规定的湿度和湿度条件下,卡抵御尺寸变化的能力。 3.8 粘连或并块 adhesion or blocking
√√√√√
√
定性和翘曲
5.6 粘连和并块
√√√√√
√
白片检验标准
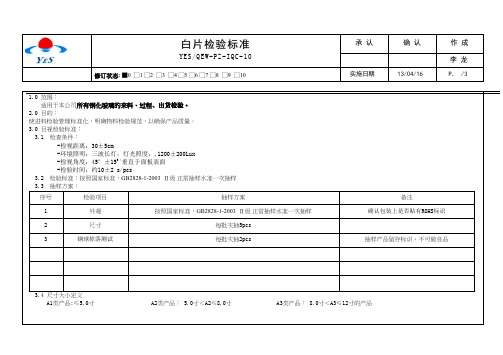
白片检验标准YES/QEW-PZ-IQC-10 承认确认作成李龙修订状态: ■0 □1 □2 □3 □4 □5 □6 □7 □8 □9 □10 实施日期13/04/16 P. /31.0 范围:适用于本公司所有钢化玻璃的来料、过程、出货检验。
2.0 目的:使进料检验管理标准化,明确物料检验规范,以确保产品质量。
3.0 目视检验标准:3.1 检查条件:-检视距离:30±5cm-环境照明:三波长灯,灯光照度:,1200±200Lux-检视角度:45°±150(垂直于面板表面-检验时间:约10±2 s/pcs3.2 检验标准:按照国家标准,GB2828-1-2003 Ⅱ级正常抽样水准一次抽样3.3 抽样方案:序号检验项目抽样方案备注1 外观按照国家标准,GB2828-1-2003 Ⅱ级正常抽样水准一次抽样确认包装上是否贴有ROHS标识2 尺寸每批次抽5pcs3 钢球掉落测试每批次抽2pcs 抽样产品留存标识、不可做良品3.4 尺寸大小定义A1类产品:≤5.0寸 A2类产品: 5.0寸<A2≤8.0寸 A3类产品: 8.0寸<A3≤12寸的产品白片检验标准YES/QEW-PZ-IQC-10 承认确认作成李龙修订状态: ■0 □1 □2 □3 □4 □5 □6 □7 □8 □9 □10 实施日期13/04/16 P. /31 检验方式眼睛与产品间保持30cm,透视光与反射光且在黑﹑白背景下90°±45°范围进行检查确认。
(参照下图)2 不良图示LW3 区域检验项目检验方式及工具性能测试标准判定标准A1 类A2类A3类尺寸规格外观尺寸游标卡尺、万能工具显微镜参照工程图纸尺寸4 性能测试标准落球测试跌落测试仪(具体测试条件参照图纸要求)线状不良裂痕不良注: 有裂痕既为不良注: W≥0.05时,按点缺陷处理锯齿不良白片检验标准YES/QEW-PZ-IQC-10 承认确认作成李龙修订状态: ■0 □1 □2 □3 □4 □5 □6 □7 □8 □9 □10 实施日期13/04/16 P. /35正反面区域脏污、黑点、异物目视、lens签样注: W≥0.05时,按点缺陷处理(可擦拭的除外)。
hemochron检测卡验收标准
hemochron检测卡验收标准一、准确性1. 必须符合国家相关法规标准,检测结果应准确可靠。
2. 与其他检测方法比较,检测结果应一致。
二、重复性1. 同一样本多次检测结果应一致,重复性误差应符合标准要求。
2. 对标准品进行检测,其结果应符合预期值,变异系数应小于10%。
三、线性范围1. 检测卡应对不同浓度的样本显示出线性关系,线性范围应符合标准要求。
2. 在临床可接受范围内,检测结果应与预期值相符。
四、特异性1. 检测卡应对特定目标物敏感,对其他物质不产生交叉反应。
2. 对干扰物质的抗干扰能力应符合标准要求。
五、稳定性1. 检测卡在规定储存条件下保存至有效期结束时,其性能应无明显变化。
2. 重复使用检测卡进行连续检测时,其检测结果应保持一致。
六、操作简便性1. 检测卡使用时应操作简单、快速,方便临床医生使用。
2. 不需要特殊设备或复杂的技术操作。
七、安全性1. 检测卡应无菌、无热源、无有害物质,对人体和环境无不良影响。
2. 使用过程中应避免直接接触检测卡上的样本和试剂部分。
八、耐用性1. 检测卡应能在正常条件下储存、运输和使用,且不易损坏。
2. 在有效期内,检测卡性能应保持稳定。
九、可追溯性1. 检测卡应有唯一标识码,以便于追踪和管理。
2. 应对生产批次、生产日期、有效期等信息进行记录,以保证产品质量控制。
十、符合伦理要求1. 检测卡应符合医学伦理和生物安全要求,确保患者隐私和信息安全。
2. 在进行临床试验时,应遵循伦理委员会的审查和批准程序,并按照规定进行知情同意告知。
十一、合规性1. 检测卡应获得国家相关监管部门的认证和审批,以确保其合规性和合法性。
2. 应定期对检测卡进行质量检查和评估,以确保其持续符合相关法规和标准。
十二、性价比1. 检测卡的定价应合理,同时应考虑到产品的成本、质量、性能和市场需求等因素。
2. 检测卡应具有较高的性价比,以满足临床医生和患者的需求。
综上所述,验收hemochron检测卡时,应全面考虑其准确性、重复性、线性范围、特异性、稳定性、操作简便性、安全性、耐用性、可追溯性、符合伦理要求、合规性和性价比等方面是否达到标准要求。
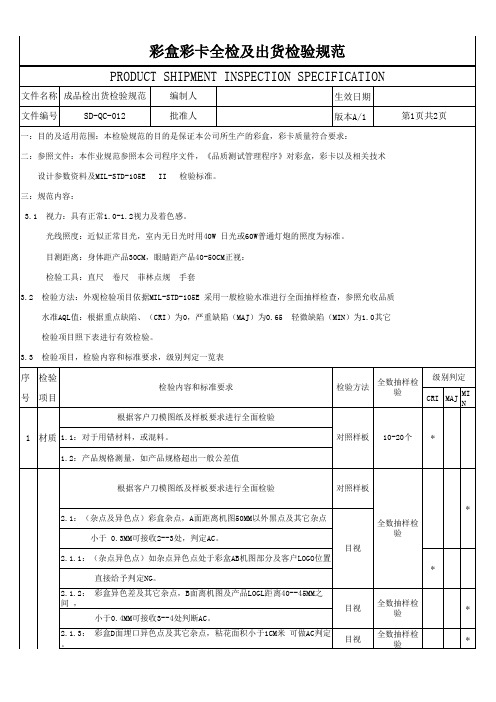
挂咭验收标准
挂咭验收标准
文件编号
版本
A
制定部门
品质部
制定日期
页次
1/1
序
号
检验项目
检验内容和标准要求
检验方法
抽样数量
判定等级
视严重程度
CR
MAJ
MIN
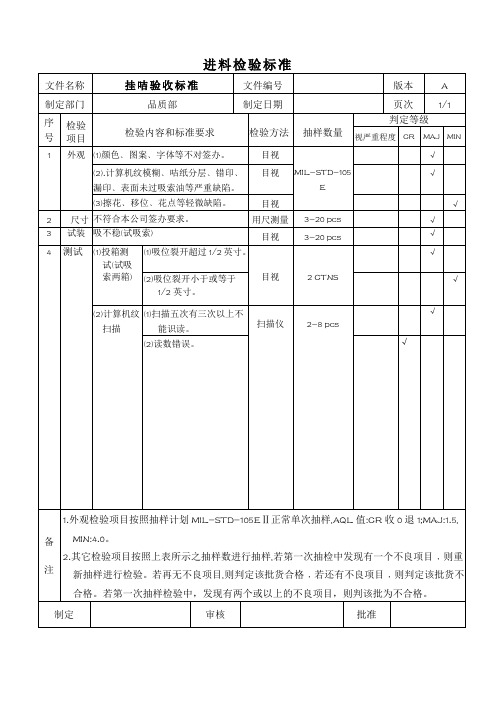
1
外观
(1)颜色﹑图案﹑字体等不对签办。
目视
MIL-STD-105E
√
(2).计算机纹模糊﹑咭纸分层﹑错印﹑漏印﹑表面未过吸索油等严重缺陷。
目视
√
(3)擦花﹑移位﹑花点等轻微缺陷。
目视
√
2
尺寸Байду номын сангаас
不符合本公司签办要求。
用尺测量
3-20 pcs
√
3
试装
吸不稳(试吸索)
目视
3-20 pcs
√
4
测试
(1)投箱测试(试吸索两箱)
(1)吸位裂开超过1/2英寸。
目视
2 CTNS
√
(2)吸位裂开小于或等于1/2英寸。
√
(2)计算机纹扫描
(1)扫描五次有三次以上不能识读。
扫描仪
2-8 pcs
√
(2)读数错误。
制定
审核
批准
√
备
注
1.外观检验项目按照抽样计划MIL-STD-105EⅡ正常单次抽样,AQL值:CR收0退1;MAJ:1.5, MIN:4.0。
2.其它检验项目按照上表所示之抽样数进行抽样,若第一次抽检中发现有一个不良项目﹐则重新抽样进行检验。若再无不良项目,则判定该批货合格﹐若还有不良项目﹐则判定该批货不合格。若第一次抽样检验中,发现有两个或以上的不良项目,则判该批为不合格。
彩盒彩卡全检及出货检验规范
目视全数抽样检验*目视全数抽样检验*目测目视全数抽样检验*目视全数抽样检验*5-10个备注**********全数抽样检验3-5个5-10个5-10个全数抽样检验全数抽样检验目测目测目测试验目测目视目视3:如果彩盒及彩卡,客户有说明检验项目,则按客户相关说明检验。
4:产品包装按彩盒及彩卡规格及面积情况而定.23外观测试面(彩盒应保持不动),并在小纸片上加大500g的砝码.来回均匀地拉小纸片磨 擦彩盒表面50次后, 印刷图案无露底现象则示为OK,如出现露底将示为NG。
1:标有*项示为目视情况选择判定检验项目。
2:根据客户签样,(产品着色及其它外观)不良缺陷示为参考检验项目。
目测试验 一端顺延粘贴,用力顺向推致胶带平整,用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行3次相同试验, 无脱落或粉状脱落。
示为OK:如有任何形状的块状脱落。
则示为NG3.4(彩盒耐磨性测试)在彩盒上剪一块状10cm*10cm 的小纸片,呈于彩盒表3.2(彩盒粘力牢固性测试)产品在后道工序生产时将彩盒按工艺要求用胶水驳接, 压后对己粘好彩盒接口处撕开查看内层低纸有无撕离连接面纸底层,及胶水 附着粘贴面纸面积长度的2/3示为OK,如粘层小于面积长度的2/3示为NG。
3.3:(彩盒油墨附着力测试)将彩盒着色部分使用3M胶带610P覆盖于彩盒高墨位2.6(盖线离线)彩盒粘位离线及盖线小于2MM以内可AC,大于者则判定NG。
2.7(粘花皱折)彩盒AB面出现粘花及皱折面积大于2CM不可修复者直接判定NG。
3.1:(彩盒可靠性爆列及爆色测试)彩盒印刷后道工序生产时,相关检验人员针对彩盒某一处进行对折180度折动3次,查看有无爆裂及爆色。
2.4:(脏污)全检OK的彩盒整个面积不可出现胶水及其它脏污,如有。
2.5:(色差)彩盒印刷内容与客户样板轻微偏深或偏浅1.0—2.0个△E可接收2.5.1 同批彩盒色差检验视觉判定,将彩盒1次排列10至15个与客供样板,标准颜色对比判定。
金属件检验卡片A2
1.目的为金属件和喷塑件提供检验的依据和工作程序,在执行本操作规程时,须遵循《进货检验和试验作业指导》。
2.适用范围本操作规程适用于金属件以及喷塑件的进货验收,凡产品图样或有关技术文件无特殊或无明确细化要求者,均应符合本操作规程之规定。
3.职责3.1进货检验组负责制定、改进和实施本操作规程。
3.2质量部经理审核、批准本操作规程。
4.工作程序4.1金属件验收项目4.1.1化学成分和机械性能;4.1.2尺寸精度;4.1.3外观质量。
4.2化学成分和机械性能检验金属件的化学成分应符合图样中指定材料的有关参数,凡图纸上有要求的,供方必须提供有关的质量保证书,对供应商的金属材料随机抽查委托送检每年不少于一次。
4.3尺寸精度的检验4.3.1关键尺寸或相关装配尺寸应按图样技术要求或实际的装配要求检验。
4.3.2非关键并无装配相关尺寸偏差可按GB/T1804—92即下表C级检验:4.3.3 对开模制作的INTERGY大系统整流器托架和INTERGY整流器架底盘每月应对尺寸做一次全面检查,并做好记录,以保证供应商模具尺寸的精度;对小系统整流器托架侧板也应对其尺寸做每月一次的全面检查。
4.4外观质量的检验4.4.1金属件铜排类外表面应符合图样中的技术要求,无其它细化明确要求的技术条例可按以下规定检验。
4.4.2 铜排双面均不允许有露铜,划伤等缺陷,侧面亦不允许露铜。
a)单面100cm2的面积内存在三处3mm2以上凹坑,则判为不合格。
b)单面100cm2的面积内存在一处5mm2以上凹坑,亦判为不合格。
c)单面不允许有明显的水迹存在,覆盖面不得超过10mm2,数目不超过2处。
4.4.3金属件表面喷塑无细化明确要求的技术条例可按以下规定检验:a)每单面大件(机架)正面:不允许有肉眼能见的色斑、喷塑不匀、颗粒、划伤、凹坑等缺陷。
b)两侧面:400cm2 的面积内允许少量直径2mm以内的颗粒存在,但不得超过3颗;一旦有2mm以上的颗粒应判为不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
dilone苏州工业园区迪隆科技发展有限公司
各类卡片的检验规范
各类卡片的检验规范包括:普卡、磁卡、带触点的集成电路卡、无触点的集成电路卡等的检验规范。
1、目的:为了便于本公司检验人员检验,特制定检验标准作业规范。
2、引用标准
1)GB/T14443-1:2000识别卡无触点集成电路卡接近式卡第一部分物理特性
2)GB/T15120.1-1994 识别卡记录技术第1部分:凸印(idt ISO 7811-1:1985)
3)GB/T15120.2-1994 识别卡记录技术第2部分:磁条(idt ISO 7811-2:1985)
4)GB/T15120.3-1994 识别卡记录技术第3部分:ID-1 型卡上凸印字符的位置
(idt ISO 7811-3:1985)
5)GB/T15120.4-1994 识别卡记录技术第4部分:只读磁道的第1磁道和第2磁
道的位置(idt ISO 7811-4:1985)
6)GB/T15120.5-1994 识别卡记录技术第5部分:读写磁道的第3磁道的位置
(idt ISO 7811-5:1985)
7)GB/T 16649.1-2006 识别卡带触点的集成电路卡第1部分:物理特性
8)GB/T 16649.2-2006 识别卡带触点的集成电路卡第2部分:触点的尺寸和位
置
9)GB/T 16649.3-2006 识别卡带触点的集成电路卡第3部分:电信号和传输协议10)GB/T 17554.3-2006 识别卡测试方法第1部分:一般特性测试
3、条件:
(a) 灯光光度600 LM(明),检卡的角度160∠(度)
(b) 距离眼睛30cm
工具:白手套、手指套、游标卡尺、千分尺、数卡机(JC-1100B)、酒精。
4、方法
i.目测,必要时用标准参照物比照目测
ii.相应读卡机读卡
iii.标准尺寸检验。
每批(1000片)抽2-4张卡片作宽度、高度(用游标卡尺)及厚度(千分卡尺)的测量。
标准为:
宽度:85.47mm--85.72mm(标准)
高度:53.92mm--54.03mm(标准)
卡片四角圆角半径:3.18mm
厚度:(1)根据客户要求
(2)普通卡:0.76mm±0.03mm;0.4mm±0.02mm;0.3mm±
0.02mm
(3)磁卡:0.76mm±0.08mm;
(4)带触点的集成电路卡:0.82mm±0.02mm;
(5)无触点的集成电路卡:0.92mm±0.04mm;
注意:进行标准尺寸检查时,只要发现≥1张不规格,则判该批为不合格。
并对
该批进行全数返工,且由质检抽验合格后方可入库。
外观检验:
●IC卡、MI卡、CPU卡、磁条卡检验标准:
●普卡检验标准:
编制___________ 审核___________
批准___________。