检验卡片
进料检验流程图
《检验委托单》
《生产验证单》
《质检报告》
《不合格单》
《质量统计表》
《检验作业指导书》
《进料检验控制计划》
பைடு நூலகம்《检验规范》
《作业指导书》
《工序品质管理表》
《检验卡片》
样品
《技术通知单》
德国XX分公司
汽车部件有限公司
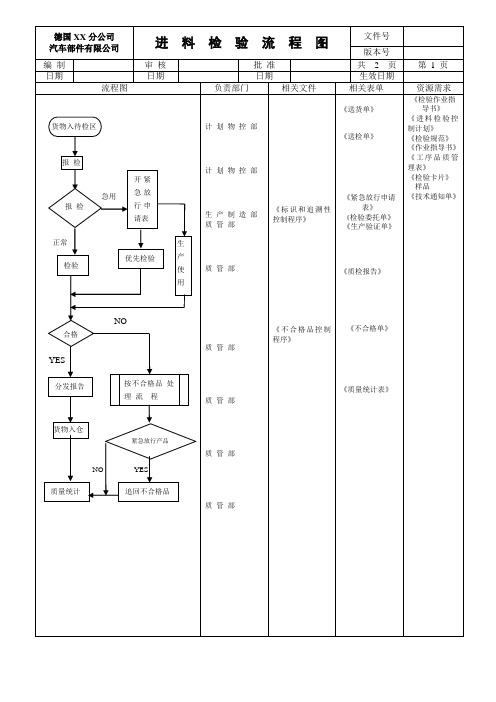
进 料 检 验流程图
文件号
版本号
编制
审核
批准
共2页
第1页
日期
日期
日期
生效日期
流程图
负责部门
相关文件
相关表单
资源需求
急用
正常
NO
YES
NOYES
计划物控部
计划物控部
生产制造部
质管部
质管部
质管部
质管部
质管部
质管部
《标识和追溯性控制程序》
《不合格品控制程序》
《送货单》
《送检单》
卡片检验标准-201312

dilone苏州工业园区迪隆科技发展有限公司各类卡片的检验规范各类卡片的检验规范包括:普卡、磁卡、带触点的集成电路卡、无触点的集成电路卡等的检验规范。
1、目的:为了便于本公司检验人员检验,特制定检验标准作业规范。
2、引用标准1)GB/T14443-1:2000识别卡无触点集成电路卡接近式卡第一部分物理特性2)GB/T15120.1-1994 识别卡记录技术第1部分:凸印(idt ISO 7811-1:1985)3)GB/T15120.2-1994 识别卡记录技术第2部分:磁条(idt ISO 7811-2:1985)4)GB/T15120.3-1994 识别卡记录技术第3部分:ID-1 型卡上凸印字符的位置(idt ISO 7811-3:1985)5)GB/T15120.4-1994 识别卡记录技术第4部分:只读磁道的第1磁道和第2磁道的位置(idt ISO 7811-4:1985)6)GB/T15120.5-1994 识别卡记录技术第5部分:读写磁道的第3磁道的位置(idt ISO 7811-5:1985)7)GB/T 16649.1-2006 识别卡带触点的集成电路卡第1部分:物理特性8)GB/T 16649.2-2006 识别卡带触点的集成电路卡第2部分:触点的尺寸和位置9)GB/T 16649.3-2006 识别卡带触点的集成电路卡第3部分:电信号和传输协议10)GB/T 17554.3-2006 识别卡测试方法第1部分:一般特性测试3、条件:(a) 灯光光度600 LM(明),检卡的角度160∠(度)(b) 距离眼睛30cm工具:白手套、手指套、游标卡尺、千分尺、数卡机(JC-1100B)、酒精。
4、方法i.目测,必要时用标准参照物比照目测ii.相应读卡机读卡iii.标准尺寸检验。
每批(1000片)抽2-4张卡片作宽度、高度(用游标卡尺)及厚度(千分卡尺)的测量。
标准为:宽度:85.47mm--85.72mm(标准)高度:53.92mm--54.03mm(标准)卡片四角圆角半径:3.18mm厚度:(1)根据客户要求(2)普通卡:0.76mm±0.03mm;0.4mm±0.02mm;0.3mm±0.02mm(3)磁卡:0.76mm±0.08mm;(4)带触点的集成电路卡:0.82mm±0.02mm;(5)无触点的集成电路卡:0.92mm±0.04mm;注意:进行标准尺寸检查时,只要发现≥1张不规格,则判该批为不合格。
关键元器件和材料的检验、验证、定期确认控制程序
关键元器件和材料的检验/验证、定期确认控制程序
1.目的
对关键元器件和材料特性进行监视和测量,以检验/验证关键元器件和材料符合要求。
2. 范围
对外协外购的关键元器件和材料的检验/验证进行控制。
3. 职责
3.1技术质检科负责关键元器件和材料的检验/验证的控制。
3.2生产供应科负责送检和检验合格后关键元器件和材料的保管并负责制定《原材料检验规范》或《检验卡片》。
4. 程序
4.1元器件和材料的分类
公司将原材料、外购件、外协件,按重要性分为A、B、C三类,即:
A类:直接影响最终产品使用或安全性能的物资(关键元器件和材料);
B类:不影响产品使用性能或稍有影响但可以补救的物资;
C类:包装及辅助材料等起辅助作用的物资。
4.2 关键元器件和材料的识别、确定
生产供应科根据认证实施细则,结合产品特点,编制《关键零部件和材料明细表》,经质量负责人审核后实施。
4.3关键元器件和材料的进厂检验/验证
4.3.1 生产供应科采购回关键元器件和材料,将元器件和材料放于“待检”区域,并及时报检。
由仓库保管员填写《送检单》,报技术质检科检验员进行检验。
4.3.2 技术质检科检验员接到《送检单》后,核对送检产品及数量,按照《原材料检验卡片》进行检验/验证。
检验卡应规定:检验项目、检验标准、检验器具、检查水平、合格质量水平、抽样数、允收数和拒收数及验收准则等。
4.3.3检验合格的元器件和材料,由零件仓库保管员根据《关检单》中检验员签字确定合格后方可检收入库。
对进货验证的材料和元器件由供方提供质检报告,其内容包括化学成份、机械性、电性能等。
4.3.4不合格品的处理。
过程检验卡片

123过程检验报告单
MZ/QP1001-01
车间名称:生产批号: 当班产量: 检验日期:对于重大质量事件(针对现场的改进措施)质量部应组织相关部门的人员进行原因分析并制定纠正措施以防止再发,质量部负责确认责任部门的改进措施实施效果.
检验员签名(日期): 车间主管签名(日期): 质连部主管签名(日期):填表说明:
负责质量的人员(检验员或班组长)应严格按本卡片要求实施过程检验并记录,发现导常情况应按反应计划规定采取措施;对特殊性项目采用控制图进行现场质量控制;负责质量的人员应记录过程中发生的故障并作出评审处置意见,如不能确定应通知质技部主管一起处置(必要时可召集客户部共同作出评审处置意见;。
五金车间制程检验作业流程管理卡

五金车间制程检验作业流程管理卡一、制程检验作业流程管理卡的设计要点1.标题:设计卡片的标题,以清晰明确的方式表达卡片的用途和功能,例如“五金车间制程检验作业流程管理卡”。
2.作业流程图:绘制制程检验作业的流程图,包括每个环节的操作步骤和顺序,以便操作人员清楚了解整个作业流程。
3.关键环节标识:在流程图上标注出关键环节,以便操作人员在执行作业时,特别重视和把握这些环节。
4.操作规范:针对每个操作环节,详细描述操作方法和注意事项,以确保操作人员按照规定的操作流程进行作业。
5.质量要求:在操作规范的基础上,标明每个操作环节对产品质量的要求,以便操作人员在作业过程中加强质量控制。
6.考核评价:制定考核评价标准,对操作人员的作业质量进行评估和考核,以激励操作人员严格按照作业规范进行作业。
二、制程检验作业流程管理卡的使用方法1.提前准备:在作业开始之前,检查并准备好所需的检验仪器、工具和材料,确保能够顺利进行作业。
2.按照作业流程图进行作业:根据制程检验作业流程管理卡上的流程图,按照操作规范依次执行每个操作环节,确保作业的准确性和规范性。
3.加强质量控制:在每个操作环节中,严格按照质量要求进行作业,确保产品质量的稳定性和一致性。
4.记录和汇报:在每个操作环节完成后,及时记录相关数据和结果,并向上级主管汇报作业情况,以便及时调整和改进作业流程。
5.考核和评价:根据制定的考核评价标准,对操作人员的作业质量进行评估和考核,及时给予奖惩措施,以确保作业质量的提高。
6.持续改进:定期对作业流程进行评估和改进,及时调整和完善制程检验作业流程管理卡,以适应工作需求的变化和提高管理效能。
通过使用制程检验作业流程管理卡,可以规范五金车间制程检验作业流程,提高作业效率和产品质量。
同时,可以加强质量控制,及时纠正错误和问题。
制程检验作业流程管理卡还可以作为培训和考核的基础,帮助操作人员提高作业技能和质量意识。
最终,通过持续改进和优化作业流程,实现工作效能和质量的提升。
检验名词解释
检验名词解释1、验证——指通过提供客观证据对规定要求已得到满足的认定。
2、产品验证——对生产各阶段形成的有形产品和无形产品,通过物理的、化学的和其他科学技术手段和方法进行观察、、试验、测量后所提供的客观证据,证实规定要求已得到满足。
它是一种管理性的检查活动。
3、质量检验——对产品的一个和多个质量特性进行观察、试验、测量,并将结果和规定的质量要求进行比较,以确定每项质量特性合格情况的技术性检查活动。
4、质量检验的几个阶段:1、熟悉规定要求,选择检验方法,制定检验规程;2、观察、测量和试验;3、记录4、比较和判定5、确认和处置5、质量检验计划——对检验涉及的活动、过程和资源作出规范化的书面规定,用于指导检验活动正确、有序、协调的进行。
6、编制质量检验计划的目的在于使分散的检验人员了解基本情况和要求;使相关部门、人员、过程协同配合,有序衔接。
7、编制质量检验计划应考虑的原则1)充分体现检验的目的2)对检验活动能起到指导作用3)关键质量应优先保证4)进货检验应在采购合同的附件中作说明5)综合考虑检验成本8、检验流程图的编制过程1)熟悉和了解有关产品技术标准及设计技术文件、图样和质量特性分析2)熟悉产品工艺文件,了解产品工艺流程3)根据工艺流程、工艺规程,设计检验工序的检验点4)确定检验工序和生产工序的衔接点及主要检验工作内容,绘制检验流程图5)评审检验流程图9、检验站的设置原则1)要终点考虑设在质量控制的关键部位和控制点2)能满足生产过程的需要,并和生产节拍同步和衔接3)要有适宜的工作环境4)要、考虑节约检验成本10、检验站的设置种类:进货检验站、工序检验站、完工检验站。
11、开环分类式检验站——只把合格品与不合格品分开。
12、开环处理式检验站——对于一次性检查后被拒收的不良品还应进行重新审查,审查后能代用的代用,能返修的进行返修,返修后在进行重新检验,并作出拒收或接收的决定。
13、闭环处理式——对一次性检测的拒收品,要进行认真的原因分析,查出不合格原因,这种分析不仅要决定是否可进行返修处理,而且要分析标准的合理性,分析加工中存在的问题等。
检验卡片

四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 1 页曲轴粗车大端外圆,小端面过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 大端面外圆Ф810-0.160游标卡尺(0.02)用游标卡尺卡在曲轴大端面外圆上进行测量(见图1)每班首检过程检验每小时1件粗车大端面粗糙度6.3粗糙度样板(Ra6.3)目测比对总长尺寸505.3±0.5数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸半精车大端面32±0.5游标卡尺(0.02)用游标卡尺放在大端面进行测量半精车大端面表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对半精车大端面外圆Ф80.50-0.160游标卡尺(0.02)用游标卡尺卡在曲轴大端面外圆上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片过程检验规范产品名称工艺名称检验性质共27 页第 3 页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第三主轴颈宽度31.7+0.300游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量每班首检过程检验每小时1件第三主轴颈长度153.90-0.290游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量粗车第五主轴颈外圆Ф44.10-0.350游标卡尺(0.02)用游标卡尺卡在主轴颈外圆上进行测量过程检验每小时1件主轴颈与轴线的圆跳动圆跳动值0.030百分表(0.02)在水平台上用百分表与被测表面接触第五主轴颈粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对粗车第一主轴颈Ф44.10-0.350游标卡尺(0.02)用游标卡尺卡在主轴颈外圆上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 2 页曲轴钻中心孔,车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 粗车第三主轴颈Ф44.10-0.350游标卡尺(0.02)用游标卡尺卡在主轴颈外圆上进行测量每班首检过程检验每小时1件第三主轴颈宽度32.7+0.300游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量保证尺寸154.90-0.520游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量第三主轴颈粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对主轴颈与曲轴轴线圆跳动0.03百分表(0.01)在水平面上将百分表与被测表面接触半精车第三主轴颈Ф42.90-0.140千分尺(0.02)用千分尺卡在主轴颈外圆上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第4 页曲轴过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第一主轴颈宽度29.8+0.300游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量每班首检过程检验每小时1件保证尺寸340.9±0.4数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对粗车第二主轴颈Ф44.10-0.350游标卡尺(0.02)用游标卡尺卡在主轴颈外圆上进行测量表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对轴颈宽度28.8+0.3000游标卡尺(0.02)用游标卡尺卡在主轴颈上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第5 页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 保证尺寸249.40-0.630游标卡尺(0.02)用游标卡尺放在主轴颈上进行测量每班首检过程检验每小时1件粗车第四主轴颈Ф44.10-0.350千分尺(0.01)用千分尺卡在主轴颈外圆上进行测量第四主轴颈宽度28.8+0.300游标卡尺(0.02)用游标卡尺放在主轴颈上进行测量保证尺寸63.40-0.400游标卡尺(0.02)用游标卡尺放在主轴颈上进行测量表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对第四主轴颈全跳动0.03百分表(0.01)将百分表放在被测表面上制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共27 页第6 页曲轴车阶梯轴过程检验序号检测项目技术要求检验工具检测方法检测频次照片30小头阶梯轴Ф23.60-0.250外径千分尺(0.01)将外径千分尺卡在轴上进行测量每班首检过程检验每小时1件保证尺寸63.5±0.5游标卡尺(0.02)用游标卡尺放在阶梯轴上进行测量粗车大头轴肩Ф56±0.5外径千分尺(0.01)将外径千分尺卡在轴肩上进行测量大头轴颈13±0.5游标卡尺(0.02)用游标卡尺放在轴颈上进行测量轴颈保证尺寸3.9±0.3游标卡尺(0.02)用游标卡尺放在轴颈上进行测量大头轴颈右侧面9.8±0.4游标卡尺(0.02)用游标卡尺放在轴颈右侧面上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 7 页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 大头轴颈右侧面Ф56±0.5外径千分尺(0.01)将外径千分尺卡在轴颈右侧面上进行测量每班首检过程检验每小时1件半精车第五主轴颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在主轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对第五主轴颈宽42.3+0.190游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量第五主轴颈保证尺寸432.70-0.560数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸半精车第一主轴颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在主轴颈上进行测量制定校对审核会签标准批准过程检验规范产品名称工艺名称检验性质共 27 页第 8页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第一主轴颈宽30.3+0.190游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量每班首检过程检验每小时1件第一主轴颈保证尺寸339.90-0.500数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对半精车第四主轴颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在主轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对第四主轴颈宽29.8+0.190游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量制定校对审核会签标准批准过程检验规范产品名称工艺名称检验性质共27页第 9 页曲轴车主轴颈,阶梯轴过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第四主轴颈保证尺寸62.40-0.500游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量每班首检过程检验每小时1件半精车第二主轴颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在主轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对第二主轴颈宽29.8+0.190游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量保证尺寸248.40-0.400数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸小头阶梯轴Ф19.40-0.100外径千分尺(0.01)将外径千分尺卡在小头阶梯轴上进行测量四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 10 页曲轴车大头轴及右侧面过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 半精车大头轴肩Ф550-0.460外径千分尺(0.01)将外径千分尺卡在大头轴上进行测量每班首检过程检验每小时1件大头轴颈14.2±0.7游标卡尺(0.02)将游标卡尺放在大头轴颈上进行测量大头轴颈直径Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在大头轴颈上进行测量大头轴颈右侧面9±0.4游标卡尺(0.02)将游标卡尺放在大头轴颈右侧面上进行测量大头轴颈右侧面Ф55外径千分尺(0.01)将外径千分尺放在大头轴颈右侧面上进行测量定位面平面度平面度0.15数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的平面度四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第11 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 粗车第一连杆颈Ф44.10-0.350外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量每班首检过程检验每小时1件第一连杆轴颈宽30.6+0.300游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对第一连杆颈保证尺寸294.50-0.700数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸连杆颈的圆柱度0.007 专用工具用专用工具进行测量粗车第四连杆颈Ф44.10-0.350外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 12 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第四连杆颈30.6+0.500游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量每班首检过程检验每小时1件第四连杆颈保证尺寸170-0.250游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量粗车第二连杆颈Ф44.10-0.350外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量第二连杆颈30.6+0.500游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量保证尺寸2030-0.630游标卡尺(0.02)将游标卡尺放在连杆颈上测量粗车第三连杆颈Ф44.10-0.350外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第13 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第三连杆颈30.6+0.500游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量每班首检过程检验每小时1件第三连杆颈保证尺寸108.50-0.460游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量表面粗糙度粗糙度6.3粗糙度样板(Ra6.3)目测比对半精车第一连杆颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量第一连杆轴颈宽31.6+0.190游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量保证尺寸2940-0.440数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共27 页第 14 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 半精车后的第四连杆颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量每班首检过程检验每小时1件第四连杆颈31.6+0.190游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对半精车后的第二连杆颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对第二连杆颈31.6+0.190游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第15 页曲轴车连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 半精车后的第三连杆颈Ф42.90-0.140外径千分尺(0.01)将外径千分尺卡在连杆颈表面上进行测量每班首检过程检验每小时1件第三连杆颈31.6+0.190游标卡尺(0.02)将游标卡尺放在连杆轴颈上进行测量表面粗糙度粗糙度3.2粗糙度样板(Ra3.2)目测比对精车后的大端面28.2±0.5游标卡尺(0.02)将游标卡尺放在大端面上进行测量大端面外圆Ф800-0.04外径千分尺(0.01)将外径千分尺卡在大端面外圆表面上进行测量钻孔深度16.7深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量制定校对审核会签标准批准产品名称工艺名称检验性质共27页第 16 页曲轴钻孔过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 钻孔直径Ф14 游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量每班首检过程检验每小时1件钻孔深度16.7深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量钻孔直径Ф24 游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量钻孔深度16.7深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量钻孔直径Ф28游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量精车后的孔Ф31+0.014-0.032游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量制定校对审核会签标准批准产品名称工艺名称检验性质共 27页第 17 页曲轴钻孔过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 钻孔深度15深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量每班首检过程检验每小时1件车后孔的直径Ф45±0.15游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量钻孔深度 2.5深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量钻孔直径Ф7.2游标卡尺(0.02)将游标卡尺的外爪放进孔中进行测量钻孔深度30深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量螺纹M8×1.5-6H塞规将塞规放进螺纹孔内进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第18 页曲轴车大、小头轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 大头尺寸14.5+0.95-0.1游标卡尺(0.02)将游标卡尺放进大头端进行测量每班首检过程检验每小时1件保证尺寸 2.50-0.15游标卡尺(0.02)将游标卡尺放进大头端进行测量小头尺寸Ф22.5+0.034+0.009外径千分尺(0.01)将外径千分尺卡在小头轴上测量粗磨后第五主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量第五主轴颈宽30.4+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量粗磨后第一主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 19 页曲轴车主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第一主轴颈宽30.4+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量每班首检过程检验每小时1件保证尺寸339.60-0.200数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸粗磨第四主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量第四主轴颈宽29.9+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量粗磨第二主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量第二主轴颈宽29.9+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共27页第 20 页曲轴粗磨主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 粗磨第三主轴颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在主轴颈轴上测量每班首检过程检验每小时1件第三主轴颈宽33+0.074游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量保证尺寸153.60-0.130游标卡尺(0.02)将游标卡尺放在主轴颈上进行测量粗磨第一连杆颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在第一连杆颈上测量第一连杆颈宽31.9+0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量第一连杆颈保证尺寸293.80-0.074数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 21 页曲轴粗磨连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 粗磨后第四连杆颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在第四连杆颈上测量每班首检过程检验每小时1件第四连杆颈宽31.9+0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量第四连杆颈保证尺寸16.30-0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量粗磨后第二连杆颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在第二连杆颈上测量第二连杆颈宽31.9+0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量第二连杆颈保证尺寸202.30-0.074数显高度尺(0.01)先将产品底面放于检测平台上用小千斤顶调平,然后用数显高度尺检测产品的尺寸制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共27 页第 22 页曲轴精磨主轴颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30粗磨后第三连杆颈Ф42.60-0.054外径千分尺(0.01)将外径千分尺卡在第三连杆颈上测量每班首检过程检验每小时1件第三连杆颈宽31.9+0.074游标卡尺(0.02)将游标卡尺放在连杆颈上进行测量精磨后第一主轴颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第一主轴颈上测量第一主轴颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第一主轴颈上进行测量表面粗糙度粗糙度1.25粗糙度样板(Ra1.25)目测比对精磨后第四主轴颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第一主轴颈上测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 23 页曲轴精磨主轴颈、连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30第四主轴颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第四主轴颈上进行测量每班首检过程检验每小时1件第四主轴颈保证尺寸62+0.35-0.65游标卡尺(0.02)将游标卡尺放在第四主轴颈上进行测量精磨后第二主轴颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第二主轴颈上测量第二主轴颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第二主轴颈上进行测量表面粗糙度粗糙度1.25粗糙度样板(Ra1.25)目测比对主轴颈圆柱度0.004 专用工具将专用工具放在主轴颈上进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27 页第 24 页曲轴精磨连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30精磨第三主轴颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第三主轴颈上测量每班首检过程检验每小时1件第三主轴颈宽33+0.35游标卡尺(0.02)将游标卡尺放在第三主轴颈上进行测量表面粗糙度粗糙度1.25粗糙度样板(Ra1.25)目测比对精磨后第一连杆颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第一连杆颈上测量第一连杆颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第一连杆颈上进行测量精磨后第四连杆颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第四连杆颈上测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 25 页曲轴精磨连杆颈过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第四连杆颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第四连杆颈上进行测量每班首检过程检验每小时1件精磨后第二连杆颈Ф42-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第二连杆颈上测量第二连杆颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第二连杆颈上进行测量精磨后第三连杆颈Ф42.6-0.08-0.10外径千分尺(0.01)将外径千分尺卡在第三连杆颈上测量第三连杆颈宽30+0.4游标卡尺(0.02)将游标卡尺放在第三连杆颈上进行测量表面粗糙度粗糙度1.25粗糙度样板(Ra1.25)目测比对制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片过程检验规范产品名称工艺名称检验性质共 27 页第 26 页曲轴钻油孔、铣键槽过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 钻第一主轴颈油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量每班首检过程检验每小时1件第一曲柄斜油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量第一曲柄斜角度30°专用量具用专用量具进行测量第二曲柄斜油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量第二曲柄斜角度30°专用量具用专用量具进行测量第三曲柄斜油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量制定校对审核会签标准批准四缸发动机曲轴加工过程检验卡片OMS检验规范过程检验规范产品名称工艺名称检验性质共 27页第 27 页进气歧管钻油孔、孔过程检验序号检测项目技术要求检验工具检测方法检测频次照片30 第三、四曲柄斜角度30°专用量具用专用量具进行测量每班首检过程检验每小时1件第四曲柄斜油孔Ф4游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量钻孔深度9深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量钻孔直径Ф7.6游标卡尺(0.02)将游标卡尺的外爪放在孔内进行测量钻孔深度9深度尺(0.01)将测量基面立放在平台上,移动尺框,使测针端面与测量基面平齐,按清零键清零,即可进行正常测量)。
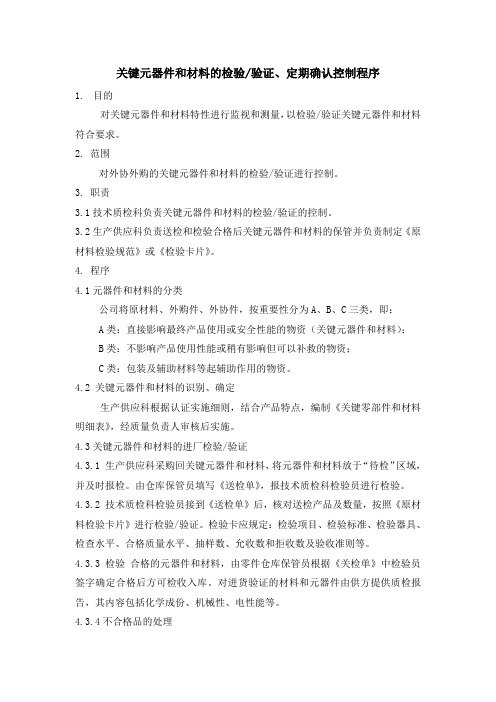
检验卡片1
型 号 Model NO 图号 Drawing NO
检验方案Inspection Plan
来料检验IQC Inspection
简图:
Eye Survey 依照<<原材料进料检验规程>>对外购的原材料进行检
目测
验
目测
检测手段 Inspection
Method
检验方案Inspection Plan
检验卡片 Inspection Card
序号 检验项目 NO Inspection item
检 验内容 Inspection Contents
材料名称 Material Name
材料牌号 Material Mark
特殊要求 Special Request
材料 material 1
橡胶
材料规格 Size
标记
处数
签字 日期
制作(日期) design/date
校对(日期) 审核(日期) check/date auditing/date
批准(日期) approved/date
加严检验tightened inspection
抽样数量(外观)
抽样数量(尺寸)
AQL=0.65 IL=Ⅲ
AQL=2.5 IL=S-3
判定准则award criterion
AQL=0.65 IL=Ⅱ AQL=2.5 IL=S-2
ห้องสมุดไป่ตู้
AC
Re
AC
Re
文件编号 File NO
版次 Edition
标 记
处数 更改文件号 签字 日期
首件检验 1st Inspection
过程检验IPQC
最终检验FQC
电机检测标准

高低温测试 台 兆欧表
按每批次3%不足 100台按照3台检测
将电机在常温下测试一次,在规定的高 低温状态下各测试一次,试验结果必须
达到技术要求。
绝缘介电强度
电机绕组A、B、C相对电机机壳之 间应能承受50HZ、电压为500VAC、历 时1min的绝缘介电强度试验,绕组的漏 电电流不得大于5mA(峰值),试验过
介点强度试验为合格。
电机正常运行后空载电流不应大于 1.2A
测功机 测试台 电源
按每批次3%不足 100台按照3台检测
将目前我公司相应匹配的控制器在测功 机上测试电机,从开始到结束,电机效
率不得低于82%,
周期性检测每月不 在试验过程中,密切注意电机有无异
得少于一次
常,且正确读数。
按每批次3%不足 100台按照3台检测
形,但不允许断裂现象发生
自由落体
周期性检测每季度 不得少于一次
此检测项目让电机厂家每周期提供报告
霍尔检测报告
电机厂家定期提供美国霍利威尔厂 家试验报告
委外
周期性检测每半年 不得少于一次
此检测项目让电机厂家每周期提供报告
防水试验
让电机负载运行,使电机温度达到 65±5℃(可以用恒温箱加热)运 行6小时以上,取出放入水中浸泡 10分钟以上,取出放入低温箱以- 25℃温度冷冻8小时以上,然后在 低温状态下启动电机,电机无异
共页
第页
检验操作要求
1.第一项检测:将电机以轴向水平位置 牢固安放,千分表测量头置于轴伸顶
端,沿着轴线施加100N推力在轴上,先 向一个方向,然后在向反方向,千分表
二次读数不得大于0.5mm。 2.第二项检测:将一体轮轮毂电机轴固 定,缓慢转动外壳,用千分表在轮辋外 缘端面沿径向测取三个跳动值,其最大
检验工艺卡片

检验工艺卡片《检验工艺卡片》1. 工艺的历史:追溯根源1.1 工艺的起源其实啊,很多工艺都有着非常有趣的起源故事,就像我们今天要说的这种工艺,它诞生于人们对某种产品质量的追求。
很久以前,当人们开始制作手工制品的时候,比如说简单的陶器。
那时候,大家只是凭借着经验和肉眼来判断陶器有没有裂缝或者制作得是否规整。
但是随着生产规模的慢慢扩大,光靠这种简单的方法就不行啦。
就好像你要从一大筐苹果里找出坏苹果,如果一个一个拿起来看,很慢而且可能还会有遗漏。
于是,为了能够更准确、更高效地判断产品是否合格,这种工艺就逐渐开始发展起来了。
1.2 早期的发展历程在早期,这个工艺还很简陋。
还是拿陶器来说,可能工匠们会制作一个简单的模具,然后把陶器放在上面比对,看看形状是否符合要求。
这就像是我们小时候用剪纸模型去剪一样的剪纸,照着模型的样子来剪,这样剪出来的剪纸形状就比较统一。
随着时间的推移,人们对产品的要求越来越高,这个工艺也变得越来越复杂。
从单纯的形状检验,到开始关注陶器的质地、颜色等更多方面的质量因素。
这就好比我们挑选水果,一开始只看有没有烂的,后来还要看新鲜不新鲜,甜不甜之类的。
而且,不同地区的人们根据自己的需求和当地的文化特色,对这个工艺进行了各种改进,逐渐形成了现在我们看到的这种工艺的雏形。
2. 制作过程:层层把关2.1 第一步:准备工作说白了就是要先把检验的场地和工具都准备好。
这就像我们做饭之前要把厨房收拾干净,把锅碗瓢盆都准备齐全一样。
对于这个工艺来说,场地要足够宽敞明亮,这样才能看得清楚产品的各个细节。
工具方面呢,可能会有各种各样的测量仪器,比如说尺子,这就像是我们量身高用的尺子一样,用来测量产品的尺寸是否符合标准。
还有一些特殊的工具,用来检测产品的内部结构或者其他特殊性能的。
就像医生给病人看病,除了用听诊器听心跳,还会用X光机来看身体内部的情况一样。
2.2 第二步:初步检查这一步就像是我们挑选东西时的第一眼印象。
外协检验卡片

冷插金属套¢12.5*¢9.3*¢17 mm
节气门密封垫宽6.5*厚3.5mm*内径62mm
缸盖法兰密封垫宽6.5*厚3.5mm
卷尺0-3000mm
包装箱730*580*190 mm
泡沫袋1500*500 mm
3
材质
目测
热插螺母HPB60/2铜
查看供应商自检报告
文件编号
版本号
A
生效日期
页次
5/13
名称
弹簧圈
规格牌号
/
序号
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
色泽均匀,无飞边毛刺
10件/批
2
高度
游标卡尺0-150mm
4.0±0.02
10件/批
3
厚度
游标卡尺0-150mm
1.0±0.05
10件/批
4
外径
游标卡尺0-150mm
大号11.8±0.05
10件/批
文件编号:
第三层次文件
外购外协检验卡片
编制:
审核:
批准:
分发号:02
文件编号
版本号
A
外购外协检验卡片
生效日期
页次
1/13
1目的:
为了为生产提供合格的原材料、外协件,为顾客提供合格的产品,规范本公司生产所需原材料的检验,特编制本检验卡片。
2职责:
质量部负责所有进厂原材料的检验
3程序:
3.1采购人员将采购的原材料、外协件填写报检单,交质检员检验;
文件编号
版本号
A
生效日期
页次
4/13
外协检验卡片
小号8.8±0.05
5
内径
游标卡尺0-150mm
大号
10件/批
中号
小号
6
材质
目测
65Mn
查看供应商自检报告
7
盐雾
目测
≥200H
查看供应商自检报告
说明:1、对本公司部具备检测手段的可采用验证供应商自检报告的方法进行。
2、零件接收的准则为零缺陷。
文件编号
版本号
A
生效日期
页次
6/13
2
尺寸
游标卡尺0-150mm
GB2828/S
3
外观
目测
色泽均匀,无飞边毛刺
GB2828/S
文件编号
版本号
A
生效日期
页次
10/13
名称
泡沫毛毡
规格牌号
/
序号
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
产品无破损,标识正确
GB2828/S-2
2
尺寸
游标卡尺0-150mm
卷尺0-3000mm
BX30(30*30*20,15*15)
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
产品无破损,标识正确
GB2828/S-2
2
尺寸
游标卡尺0-150mm
E50 50*30*5
GB2828/S-2
T63毛毡65*40*1
123#泡沫123*50*5
174#泡沫174*150*5
206毛毡20*20*1
B53泡沫35*25*25
N23毛毡40*15*1
卡片检验标准 201312
dilone苏州工业园区迪隆科技发展有限公司各类卡片的检验规范各类卡片的检验规范包括:普卡、磁卡、带触点的集成电路卡、无触点的集成电路卡等的检验规范。
1、目的:为了便于本公司检验人员检验,特制定检验标准作业规范。
2、引用标准1)GB/T14443-1:2000识别卡无触点集成电路卡接近式卡第一部分物理特性2)GB/T15120.1-1994 识别卡记录技术第1部分:凸印(idt ISO 7811-1:1985)3)GB/T15120.2-1994 识别卡记录技术第2部分:磁条(idt ISO 7811-2:1985)4)GB/T15120.3-1994 识别卡记录技术第3部分:ID-1 型卡上凸印字符的位置(idt ISO 7811-3:1985)5)GB/T15120.4-1994 识别卡记录技术第4部分:只读磁道的第1磁道和第2磁道的位置(idt ISO 7811-4:1985)6)GB/T15120.5-1994 识别卡记录技术第5部分:读写磁道的第3磁道的位置(idtISO 7811-5:1985)7)GB/T 16649.1-2006 识别卡带触点的集成电路卡第1部分:物理特性8)GB/T 16649.2-2006 识别卡带触点的集成电路卡第2部分:触点的尺寸和位置9)GB/T 16649.3-2006 识别卡带触点的集成电路卡第3部分:电信号和传输协议10)GB/T 17554.3-2006 识别卡测试方法第1部分:一般特性测试3、条件:(a) 灯光光度600 LM(明),检卡的角度160∠(度)(b) 距离眼睛30cm工具:白手套、手指套、游标卡尺、千分尺、数卡机(JC-1100B)、酒精。
4、方法i.目测,必要时用标准参照物比照目测ii.相应读卡机读卡iii.标准尺寸检验。
每批(1000片)抽2-4张卡片作宽度、高度(用游标卡尺)及厚度(千分卡尺)的测量。
标准为:宽度:85.47mm--85.72mm(标准)高度:53.92mm--54.03mm(标准)卡片四角圆角半径:3.18mm厚度:(1)根据客户要求(2)普通卡:0.76mm±0.03mm;0.4mm±0.02mm;0.3mm±0.02mm(3)磁卡:0.76mm±0.08mm;(4)带触点的集成电路卡:0.82mm±0.02mm;(5)无触点的集成电路卡:0.92mm±0.04mm;注意:进行标准尺寸检查时,只要发现≥1张不规格,则判该批为不合格。
箱体发泡检验卡片(06.3)
检验卡片
文件编号:B-03
检验点名称箱体发泡检验岗位名称箱体发泡检验检验点编号JY- 06 检验卡片编号JY- 06
合肥美菱股份有限公司
2006 年3月
检验工艺卡片说明
1、本版检验工艺卡片是各生产线检验站BC、BD、BCD系列冰箱冷柜通用检验卡片。
2、检验工艺卡片根据工序重要特性,分A、B、C三个质量等级,“A”为重要等级,检查人员要严格控制。
3、适用范围:本检验指导书是合肥美菱股份有限公司有关冰箱箱体发泡的检查规定。
附图一:电冰箱箱体部位分区图
附图二:磕碰划分级表(比例:1:1)
箱体正面 箱体侧帮 箱体背面
A 区
B 区
C 区。
卡片检验标准12
各类卡片的检验规范各类卡片的检验规范包括:普卡、磁卡、带触点的集成电路卡、无触点的集成电路卡等的检验规范。
1、目的:为了便于本公司检验人员检验,特制定检验标准作业规范。
2、引用标准1)GB/T14443-1:2000识别卡无触点集成电路卡接近式卡第一部分物理特性2)GB/T15120.1-1994 识别卡记录技术第1部分:凸印(idt ISO 7811-1:1985)3)GB/T15120.2-1994 识别卡记录技术第2部分:磁条(idt ISO 7811-2:1985)4)GB/T15120.3-1994 识别卡记录技术第3部分:ID-1 型卡上凸印字符的位置(idt ISO 7811-3:1985)5)GB/T15120.4-1994 识别卡记录技术第4部分:只读磁道的第1磁道和第2磁道的位置(idt ISO 7811-4:1985)6)GB/T15120.5-1994 识别卡记录技术第5部分:读写磁道的第3磁道的位置(idtISO 7811-5:1985)7)GB/T 16649.1-2006 识别卡带触点的集成电路卡第1部分:物理特性8)GB/T 16649.2-2006 识别卡带触点的集成电路卡第2部分:触点的尺寸和位置9)GB/T 16649.3-2006 识别卡带触点的集成电路卡第3部分:电信号和传输协议10)GB/T 17554.3-2006 识别卡测试方法第1部分:一般特性测试3、条件:(a) 灯光光度600 LM(明),检卡的角度160∠(度)(b) 距离眼睛30cm工具:白手套、手指套、游标卡尺、千分尺、数卡机(JC-1100B)、酒精。
4、方法i.目测,必要时用标准参照物比照目测ii.相应读卡机读卡iii.标准尺寸检验。
每批(1000片)抽2-4张卡片作宽度、高度(用游标卡尺)及厚度(千分卡尺)的测量。
标准为:宽度:85.47mm--85.72mm(标准)高度:53.92mm--54.03mm(标准)卡片四角圆角半径: 3.18mm厚度:(1)根据客户要求(2)普通卡:0.76mm±0.03mm;0.4mm±0.02mm;0.3mm±0.02mm(3)磁卡:0.76mm±0.08mm;(4)带触点的集成电路卡:0.82mm±0.02mm;(5)无触点的集成电路卡:0.92mm±0.04mm;注意:进行标准尺寸检查时,只要发现≥1张不规格,则判该批为不合格。
质量检验名词解释

1、验证——指通过提供客观证据对规定要求已得到满足的认定。
2、产品验证——对生产各阶段形成的有形产品和无形产品,通过物理的、化学的和其他科学技术手段和方法进行观察、试验、测量后所提供的客观证据,证实规定要求已得到满足。它是一种管理性的检查活动。
3、质量检验——对产品的一个和多个质量特性进行观察、试验、测量,并将结果和规定的质量要求进行比较,以确定每项质量特性合格情况的技术性检查活动。
14、质量特性分析表的编制依据的技术资料:
1)产品图纸; 2)工艺流程及工艺规程; 3)工序管理点明细表; 4)用户或下道工序要求变更的资料。
15、不合格分级的作用:
1)明确检验控制的重点;2)有利于选择更好的验收抽样方案;3)便于综合评价产品质量;4)便于发挥质量综合管理和质量检验职能。
16、不合格严重分级的原则
1)所规定的质量特性的重要程度;
2)对产品适用性的影响程度;
3)不合格严重性分级初考虑功能性质量特性外,还必须包括外观、包装等因素。
17、检验手册——是质量检验活动的管理规定和技术规范的文件集合。
18、检验指导书——又称检验规程或检验卡片,是产品在制造过程中由于指导检验人员正确实施产品和工序检查、测量、试验的技术文件。特点:表述明确,可操作性强;作用:使检验操作达到统一、规范。
7、编制质量检验计划应考虑的原则
1)充分体现检验的目的;2)对检验活动能起到指导作用;3)关键质量应优先保证; 4)进货检验应在采购合同的附件中作说明;5)综合考虑检验成本。
8、检验流程图的编制过程
1)熟悉和了解有关产品技术标准及设计技术文件、图样和质量特性分析;
2)熟悉产品工艺文件,了解产品工艺流程;
测量过程计量要求导出验证记录文本

JNP/JL-计量-36 NO: 01 测量过程名称焊丝重量测量测量参数焊丝重量顾客要求技术指标名称焊丝重量允许误差±0.20㎏环境要求常温依据文件《原材料检测技术要求》(编号:JNP/CX-计量-06-2011)导出过程1.测量设备配备原则为:最大允许误差应为被测指标最大允许误差的1/3;2.焊丝重量测量过程设计要求的技术指标允许误差:(0~+0.2)㎏3.根据测量要求,选取的测量设备最大允许误差应为(0~0.06)㎏,所以可以选取测量围为0~30kg的电子计价秤(准确度等级:Ⅲ级),其最大允许误差为±0.005㎏,能满足测量过程的要求。
导出计量要求测量设备名称电子计价秤测量围(0~30)kg准确度等级/最大允许误差准确度等级:Ⅲ级,最大允许误差:±0.005㎏结论根据设计要求的技术指标,配备的电子计价秤可以满足测量要求,对焊丝重量进行测量。
编制:审核:JNP/JL-计量-36 NO: 02 测量过程名称方向盘硬度测量测量参数方向盘硬度顾客要求技术指标名称方向盘硬度要求(60±1.0)°环境要求常温、常压依据文件《采购产品检验规程》(编号:JNP/CX–质检–06–2012)导出过程1.测量设备配备原则为:最大允许误差应为被测指标最大允许误差的1/3;2.方向盘硬度测量过程设计要求的技术指标允许误差:±10°3.根据测量要求,选取的测量设备最大允许误差应为±3.33°,所以可以选取测量围为(0~100)°的邵尔硬度计,其最大允许误差为±1.0°,能满足测量过程的要求。
导出计量要求测量设备名称邵尔硬度计测量围(0~100)°准确度等级/最大允许误差最大允许误差:±1.0°结论根据设计要求的技术指标,配备的邵尔硬度计可以满足测量要求,对方向盘硬度进行测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
60
车长头
金工
1.外径
a.后轴承档
b.长度
c.倒角
d.表面粗糙度
2.外径
a.换向器档
b.长度
c.粗糙度
3.外径
a.铁芯档
b.长度
c.粗糙度
φ8.50-0.1
7
1*450
3.2
φ10.50-0.1
153.5
25
φ8.50-0.1
100
25
0-150游标卡尺(0.02)
粗糙度对比块
0-150游标卡尺(0.02)目测Biblioteka 0-150游标卡尺(0.02)
目测
首、巡检3-5只
AQL=6.5
首、巡检3-5只
AQL=6.5
首、巡检3-5只
AQL=6.5
简图:
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标 记
处 数
更 改 文 件 号
签 字
日 期
检 验 卡 片
产品型号
零件图号
产品名称
角磨
零件名称
芯轴
共6 页
第3页
工序号
工序名称
首、巡检3-5只
AQL=6.5
首、巡检3-5只
AQL=6.5
首、巡检3-5只
AQL=6.5
简图:
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标 记
处 数
更 改 文 件 号
签 字
日 期
检 验 卡 片
产品型号
零件图号
产品名称
角磨
零件名称
芯轴
共6 页
第2页
工序号
工序名称
车间
检验项目
技术要求
检测手段
检验方案
任抽5-10只
AQL=2.5
简图:
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标 记
处 数
更 改 文 件 号
签 字
日 期
检 验 卡 片
产品型号
零件图号
产品名称
角磨
零件名称
芯轴
共6 页
第6页
工序号
工序名称
车间
检验项目
技术要求
检测手段
检验方案
检验操作要求
130
磨加工
金工
1.后轴承档
3.前轴承档
4.粗糙度
φ8.30-0.02
φ12.30-0.02
0.8
0-25外径千分尺(0.01)
0-25外径千分尺(0.01)
粗糙度对比块
首、巡检S-2
AQL=2.5
首、巡检S-2
AQL=2.5
首、巡检S-2
AQL=2.5
完工检
S-4
AQL=2.5
简图:
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标 记
处 数
更 改 文 件 号
签 字
日 期
S-2
AQL=2.5
简图:
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标 记
处 数
更 改 文 件 号
签 字
日 期
检 验 卡 片
产品型号
零件图号
产品名称
角磨
零件名称
芯轴
共6 页
第5页
工序号
工序名称
车间
检验项目
技术要求
检测手段
检验方案
检验操作要求
120
高频热处理
外协
前轴承档扁方硬度
HRC38-42
硬度计
车间
检验项目
技术要求
检测手段
检验方案
检验操作要求
70
割退刀槽
金工
退刀槽
1.前轴承档
2.长度
3.小齿轮档
4.长度
5.后轴承档
6.长度
1.2*0.4
43+0.150
1.2*0.4
130-0.1
1.2*0.4
1530-0.2
0-200游标卡尺(0.02)
首、巡检S-2
AQL=2.5
简图:
编制(日期)
审核(日期)
检 验 卡 片
产品型号
零件图号
产品名称
角磨
零件名称
芯轴
共6 页
第1页
工序号
工序名称
车间
检验项目
技术要求
检测手段
检验方案
检验操作要求
50
车短头
金工
1.外径
a.螺纹档
b.长度
c.倒角
d.表面粗糙度
2.外径
a.齿轮档
b.长度
c.粗糙度
3.外径
a.轴承档
b.长度
c.粗糙度
4.风叶档
a.外径
b.长度
c.粗糙度
φ7.15±0.05
13
1*450
3.2
φ9.3+0.10
17
3.2
φ12.50-0.1
13
3.2
φ14.6
11
3.2
0-150游标卡尺(0.02)
粗糙度对比块
0-150游标卡尺(0.02)
粗糙度对比块
0-150游标卡尺(0.02)
粗糙度对比块
0-150游标卡尺(0.02)
目测
首、巡检3-5只
AQL=6.5
会签(日期)
批准(日期)
标 记
处 数
更 改 文 件 号
签 字
日 期
检 验 卡 片
产品型号
零件图号
产品名称
角磨
零件名称
芯轴
共6 页
第4页
工序号
工序名称
车间
检验项目
技术要求
检测手段
检验方案
检验操作要求
110
铣扁方
外协
扁方
a.尺寸
b.长度
c.对称度
9.80-0.1
3.5
0.06
0-150游标卡尺(0.02)