DELL 信赖性测试标准(译文)
信赖性测试标准.

3 耐药品性
※ 橡皮擦行程(Stroke) : 15mm, 甲醇投入量 1 ㎖/50 回当
※ 橡皮擦凸出量 : 从 JIG 末端 5mm
※ 使用未粘上酒精的橡皮擦来实验.(维持 RUBBER 硬度)
2)涂装(內裝) : 下涂, 上涂 → 设定厚度 SPEC(Min ~ Max)后 记录在 承认原上
▶ 实验设备/备品 : 刻刀(OLFA 社 Art Knife AF-1),OPP 透明粘合 TAPE(KSA-1514 彗星 TYPE 25mm)
▶ 实验方法
1)涂装(外裝), 印刷,RUBBER : 在部品上以 1mm 间距划棋格 → TAPE 粘贴后垂直方向强力拉 3 回
醇 99.3%, 绒布(suede)
▶ 实验方法
5
浸染
1)以 200g 荷重用 PEN 在实验试料上以 20mm 长度(2 条) 划线 → 在高温高湿 CHAMBER 内放置 1hr
→ 常温下放置 1hr → 以 2kg 荷重 往返 15 回擦拭
▶ 判定基准
1)不能有浸染 (如设有限度须在限度范围内)
▶ 实验条件 (KS D 9502 实验法)
a.NaCl(Sodium chloride) 99.5%, 三电纯药工业社
9
盐水喷雾
b.盐水浓度 : 5 % c.水 (Water) : 脱离子水 及 蒸馏水
d.实验温度 : 35℃±1℃
e.喷雾液 pH 值(35℃) : pH 6.5 ~ 7.2
f.喷雾压力 : 0.07-0.17 MPa (※ SEC 信赖性 : 0.098 ±0.01 MPa)
信赖性测试
1.Exterior Cosmetics Reliability Requirements1.1.ObjectiveThis document defines the reliability requirements for the Surface Hub product and stands exterior surfaces, excluding the stylus and display.1.2.ResponsibilityComponent suppliers, external labs, and contract manufacturers are responsible for following the requirements stated in this document. Only operators trained in conducting the specified tests according to the test plan outlined by Microsoft shall be used.零部件供应商、外部实验室和合同制造商负责本文档中所述的需求。
只有操作员培训进行指定的测试按照测试计划概述了由微软应使用。
1.3.Referenced Documents1.4.Sample SizeSample size shall be determined by Microsoft prior to starting the tests. However, this sample size can be increased or decreased at Microsoft’s discretion at any point during testing.样本大小由微软开始测试之前。
然而,这个样本大小可以在微软的增加或减少自由裁量权在任何时候在测试期间。
1.5.Sample IdentificationAll units under test shall be adequately labeled.At a minimum, these markings shall include serial and/or part numbers, the name of their test group, their respective identification number within their test group, and any other pertinent data that makes the configuration easily identifiable for Microsoft, operators, and inventory purposes. The test facility shall use printed labels for legibility.所有被测试单位应当充分标记。
信赖性试验(ORT)报告
5 .7
A . B .
5
L O G
¦ r
§ Î
O ¼ e
:
° ª
F utu
r a
1 4
M
b
: 5 Bt
¦ r ¼ Ð
Å é · Ç
/ ¤ ½ Â ¾
¦ â
¥ q » Î
/ ¬ õ Â Å
+
© m
+ ¦ a
¦ W § }
- ² Ê -¤
¶ Â ¶ Â
¦ â
M 1 0 0 Y1 0 0
¦ âC
1 0 0 M
产品规格
样品数
完成时间
检验判定标准
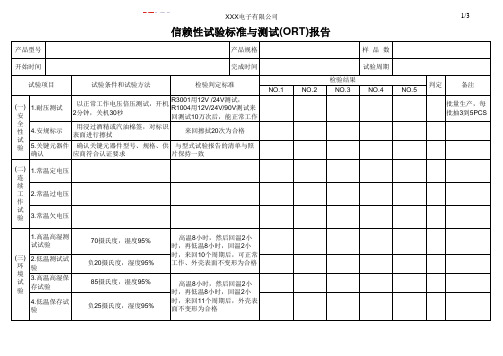
用最小包装好的产品, 以最小包装盒的1角3棱6面 做跌落,各作10次,产品不 跛损,产品能正常工作为合
NO.1
NO.2
试验周期 检验结果
NO.3 NO.4
NO.5
判定
2/3 备注
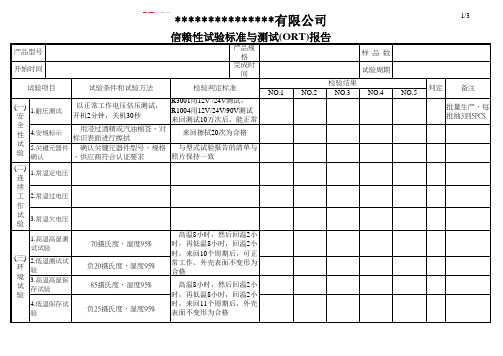
1.Burn In (五) Room 寿 命 试 验
2.ON/OFF试验
开关机10万次
开机2分钟,关机30秒,开 关机10万次工作正常为合格
(三) 2.低温测试试
环验
境 试
3.高温高湿保 存试验
验
4.低温保存试
验
70摄氏度,湿度95% 负20摄氏度,湿度95% 85摄氏度,湿度95% 负25摄氏度,湿度95%
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回10个周期后,可正 常工作、外壳表面不变形为 合格
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回11个周期后,外壳 表面不变形为合格
/ ¬ õ Â Å
+
信赖性测试操作指引

1.0目的建立此程序以保證産品在連續使用時的可靠性,並能提供最基本的使用壽命,另外從實驗結果我們可以得到一個可追溯的記錄,當有問題發生時能夠立刻採取相應的對策。
2.0應用範圍本程序適用於我司所有批量生產産品。
3.0責任3.1市場部3.1.1取得客戶之信賴性測試相關資料,作為公司實施信賴性測試之依據。
3.2工程開發處/生技課3.2.1提供/協助制訂相關之信賴性測試辦法與標準。
3.2.2異常狀況之分析與對策制定。
3.3品保處3.3.1品保處有責任按此程序執行。
3.3.2異常狀況之責任判定。
3.3.3異常之跟催及確認。
3.3.4品保處負責人須確保此程序得以貫徹執行。
3.4製造課3.4.1信賴性測試樣機之提供。
3.5相關單位3.5.1根據糾正預防措施做相關之異常糾正預防。
4.0定義無5.0信賴性測試內容序號實驗項目實驗儀器範圍1 IP防護測試噴水機防護等級:IP44/65/46/682 燒機測試AC變頻電源電壓頻率:0~300V/50~400HZ溫度範圍:-20℃~+100℃3 高/低溫操作實驗恒溫恒濕機濕度範圍:20%~98%4 高/低溫儲存實驗5 老化壽命測試AC變頻電源電壓頻率:0~300V/50~400HZ6 振動實驗機械振動臺頻率:2-60HZ 方向:X/Y/Z軸向時間:60min 振幅:2mm~5mm7 跌落實驗機械跌落臺參見5.1.75.1信賴性測試標準要求(若無其他特殊要求或標準,則按此標準及要求執行)5.1.1 IP防護測試(每LOT10PCSIP44:水流量10L/min,在距樣品0.3~0.5m高度之間從各個方向向樣品濺水5min。
IP65:水流量12.5L/min,在距樣品 2.5~3m高度之間使用噴水口內徑為 6.3mm 的噴嘴從各個方向向樣品噴水5min。
IP46:水流量100L/min,在距樣品 2.5~3m高度之間使用噴水口內徑為12.5mm的噴嘴從各個方向向樣品噴水5min。
信赖性测试报告
信赖性测试报告1. 引言本文档旨在汇报系统信赖性测试的过程和结果。
信赖性是评估系统可靠性和稳定性的重要指标。
通过对系统进行信赖性测试,可以发现潜在的问题和瓶颈,并采取相应的措施来提高系统的可靠性。
2. 测试目标本次信赖性测试的目标是评估系统在长时间运行和大负载情况下的表现。
具体的测试目标如下:1.确保系统能够在24小时连续运行的情况下保持稳定性。
2.模拟并测试系统在高并发情况下的响应能力和稳定性。
3.检查系统在异常情况下的恢复能力和可靠性。
3. 测试环境本次测试使用的环境如下:•操作系统:Windows 10•浏览器:Google Chrome 90.0.4430.212•测试工具:JMeter 5.4.1•测试硬件:****************************,16GBRAM4. 测试过程本次信赖性测试主要包括以下几个方面的测试:4.1 24小时连续运行测试在此测试中,我们将系统连续运行24小时,监测系统是否能够保持稳定,并记录系统在运行过程中出现的任何问题和异常。
测试过程中,我们将执行一系列常见的操作,并观察系统是否正常响应和处理。
4.2 高并发测试在此测试中,我们通过使用JMeter工具模拟大量并发用户访问系统,以测试系统在高并发情况下的性能和稳定性。
我们将逐渐增加并发用户数量,并记录系统的响应时间、吞吐量和错误率等指标,以评估系统在高负载情况下的表现。
4.3 异常恢复测试在此测试中,我们模拟系统遇到异常情况(如服务器宕机、数据库故障等)后的恢复能力和可靠性。
通过模拟这些异常情况,我们将评估系统的容错性和恢复能力,以及数据的一致性和完整性。
5. 测试结果5.1 24小时连续运行测试结果经过24小时的连续运行测试,系统表现出良好的稳定性。
在整个测试过程中,系统没有出现任何崩溃或重大故障,并且能够正常响应用户的请求。
然而,我们还是发现了少数非关键性的问题,包括界面上的一些显示问题和用户操作流程上的一些不便之处。
信赖性试验报告范文
信赖性试验报告范文试验目的:本次试验的目的是评估一台新型电脑的可靠性,通过测量该电脑在一定时间内出现故障的频率,以确定其在正常使用情况下的可靠性水平。
试验方案:1.样本选择:从一家电脑制造商中随机选择了100台该新型电脑作为样本,以充分代表整个批次电脑的特性。
2.试验时间:将这100台电脑开始连续运行,观察并记录故障发生的时间。
3.试验期限:试验持续了300小时,即每台电脑的运行时间为300小时。
4.故障记录:每当一台电脑遇到故障,我们记录下故障的具体时间和故障类型。
5.数据分析:通过统计分析故障数据,计算可靠性指标,并进行可靠性分析。
试验结果:在试验期限内,共有17台电脑出现了故障,其他83台电脑运行正常。
故障的类型主要分为硬件故障和软件故障两类,其中硬件故障占80%,软件故障占20%。
根据上述结果,计算得出以下可靠性指标:1.故障率:在300小时的运行时间内,整体故障率为17%。
2.平均无故障时间(MTBF):将300小时除以17台故障电脑的数量,得到了每台电脑的平均无故障时间为17.65小时。
3.平均修复时间(MTTR):将故障的总时间除以17个故障事件,得到了平均修复时间为1.47小时。
4.可靠性函数:通过绘制故障时间的累积分布函数(CDF),可以得到该电脑的可靠性函数曲线。
可靠性评估:根据以上数据分析和指标计算,我们可以得出该新型电脑在试验期限内的可靠性水平较高。
故障率为17%相对较低,平均无故障时间为17.65小时表明在正常使用情况下能够长时间稳定运行。
平均修复时间为1.47小时则意味着当电脑出现故障时,维修时间较短,用户能够迅速得到恢复。
然而,考虑到这只是一个小样本的试验结果,并且试验时间相对较短,仍然需要进一步的长时间监测和大规模数据收集来验证这些可靠性指标的稳定性和准确性。
结论:本次试验评估了一台新型电脑的可靠性水平,并得出了故障率、平均无故障时间、平均修复时间等可靠性指标。
根据结果分析,该电脑在试验期限内表现出了较高的可靠性,但由于样本量和试验时间的限制,结果还需要进一步的验证和分析。
DELL基准(中国语版)

无铅产品铅产品信赖性信赖性信赖性鉴定要求鉴定要求编号:D4559 版次:A02工程师/业主:戴尔信赖性组织这个项目是得克萨斯州奥斯汀Dell 公司的财产,并包含商业机密的信息。
这个项目不是从戴尔计算机公司那进行转移的,并且它只能通过有限目的的借贷方式。
它必须不得进行全部或部分的复制,而且必须归还给戴尔电脑公司。
在整个借贷的过程中,无论这个项目还是这里包含的信息都不能传播给那些与此事不相关的人。
没有与戴尔电脑公司有过书面同意的人,也无权使用。
目录1.0修订历史 (3)2.0介绍 (4)2.1目的 (4)2.2范围 (4)2.3证实资料 (4)2.4程序 (5)3.0一级的资格要求 (6)3.1使用材料 (6)3.2工艺信息 (6)3.3元件信息 (7)3.3.1耐热性 (7)3.3.2潮湿灵敏度............................................. .. (7)3.3.3镀铅 (8)3.4样本分布............................................... (10)3.5 装配和检验(这一步是不需要4.1介绍的2级和3级产品) (10)4.0二级的资格要求 (11)4.1前提 (11)4.2振动和冲击 (12)4.3热循环 (12)4.4高加速寿命测试(HALT) (12)5.0三级的资格要求 (14)5.1 (14)5.2扭转试验(仅用于笔记本电脑) (14)5.3 BGA共面封装.............................................. . (15)6.0附录:无铅风险........................................... .. (16)6.1附录:测试流的例子 (17)7.0 参照 (18)1.0修订历史修订ECOECO 描述认证日期A00 155640 初始发行A00 - 00 Ed Tinsley 2003/12/17 A01 161025 阐明工艺相关的信赖性范围、Ed Tinsley 2004/4/28概述失效方式、删除可焊性要求、要求组成表删除、新增Sn结晶表、阐明元件分层标准J- STD - 020B、降低预处理和装配的要求、移除ImAg的迁移测试A02 171570 针对FFC / FPC指定的Sn结Ed Tinsley 2004/4/28晶的要求。
信赖性试验(ORT)报告
次年更新时间为上一年报告 更新日期之前为合格
审核
编制
表格编号:
检验判定标准
(一) 1.耐压测试 安
以正常工作电压倍压测试,开机 2分钟,关机30秒
R3001用12V /24V测试, R1004用12V/24V/90V测试来 回测试10万次后,能正常工作
全 性 4.安规标示
试
验 5.关键元器件 确认关键元器件型号、规格、供 与型式试验报告的清单与照
(六) 1.MOS温升 温 升 试 验 2.CASE温升
产品型号
开始时间
试验项目
(七) 效 率 整机效率测试 试 验
5.7 A.
B.
试验条件和试验方法
5
LOGO 寬 : 高 14:5
字形
Futura
Mb
Bt
字體公 /+- 司姓名粗黑 職 +- 銜地址中黑
標準色紅 / M 色 100Y100 藍 C1 色 00M100Y10
XXX电子有限公司
信赖性试验标准与测试(ORT)报告
产品规格
样品数
完成时间
检验判定标准
NO.1
NO.2
试验周期
检验结果 NO.3
NO.4
NO.5
判定
3/3 备注
1.OCP保护点
(八) 保 护 2.OVP保护点 试 验
3.SHORT TEST
(九)
RoH 验证有害物质
S 验
的含量
证
核准
供应来料附ROHS报告
85摄氏度,湿度95% 负25摄氏度,湿度95%
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回10个周期后,可正常 工作、外壳表面不变形为合格
信赖性试验标准规范(A0)

一.目的针对本公司产品制定信赖性试验规范,有利于品质保证制度之推行,促使可靠性测试标准化。
二.适用范围本规范适用于公司所有原材料与产品信赖性测试实验时的操作作业.1.新批次PET或新批次胶水第一次做产品时, 必须做高温高湿试验.2.新产品开发时做信耐性测试。
三.定义可靠性:制品的动作或性能时间稳定性的程度或性质。
四.权责4.1 生产部: 信赖性测试用成品的提供;4.2 品质部: 信赖性计划的制定与实施;五.检验数量每个项目要取不少于8pcs约5*8cm大小的扩散膜做此可靠性测试实验.六.实验项目6.1高溫实验试验目的: 检验产品在高温环境条件下贮存的适用性试验设备: 恒温恒湿试验箱实验条件:在85℃存放120小时后, 在正常温度(25℃)下放置30分钟, 然后测试其功能实验方法: 取功能及外观合格的成品,放置于恒温恒湿箱內,机器通电运行120H后,取出在正常温度(25℃)下放置30分钟检查无性能不良.6.2 低温实验试验目的: 检验产品在低温环境条件下贮存的适用性试验设备: 恒温恒湿试验箱实验条件: 在-30℃存放12小时后, 在正常温度(25℃)下放置30分钟, 然后测试其功能。
实验方法:被测产品正常位置放入恒温恒湿箱内, 使试验箱温度达到-30±2℃, 温度稳定后持续12H后, 在正常温度(25℃)下放置30分钟检查无性能不良.6.3高温高湿实验:试验目的: 检验产品在高温高湿环境条件下贮存的适用性试验设备: 恒温恒湿试验箱.实验条件.温度为60℃±2℃,湿度90%RH存放120小时.实验方法: 取功能及外观合格的成品,放置于恒温恒湿箱內,机器通电运行120H后,取出在正常温度(25℃)下放置30分钟检查无性能不良.6.4 冷热冲击试验试验目的: 检验产品经受环境温度讯速变化的能力试验设备: 恒温恒湿试验箱实验条件: 在-30℃存放30分钟, 然后再存储在85℃30分钟, 循环20次,实验方法:取功能及外观合格的成品,放置于恒温恒湿箱內,高温升温时间为1.5H,低温降温时间2.5H,循环次数20次, 取出检测无性能不良.。
信赖性测试条件

Item 項目Performance 標準 Test condition 測試條件Operating EBMS / ACMS / BCMS/ECMS/ BCAS series: temperature -55 ~ +125℃rangeFor EBLS / HBLS /BHLS series: 操作溫度範圍-40 ~ +85℃Storage EBMS / ACMS / BCMS series: temperature -10~40℃, 70 %RH max and humidity For EBLS / HBLS series: range-10~40℃, 70 %RH max 儲存溫度及濕 度範圍Soldering The chips must have no cracks. Preheat: 100~150℃, 60 seconds heatMore than 90% of the terminal Solder: Sn-3Ag-0.5Curesistance electrode must be covered with Solder temperature: 265±3℃ new solder. Flux: RosinImpedance: within ± 30% of initial value Dip time: 6±1 secondsInductance: within ± 20% of initial value銲錫熱阻抗 晶片必須沒有裂痕,外電極銀端所 預熱 : 攝氏100~150度 , 60秒 覆蓋的錫必須超過 90% 錫膏 : Sn-3Ag-0.5Cu 阻抗值:變異性在初始值30%以內 銲錫溫度 : 265 ±3℃ 電感值:變異性在初始值20%以內 助鎔劑 : 松香參考標準MIL-STD-202 Method210浸泡時間 : 6±1 秒Solderability More than 95% of the terminal Preheat: 150℃, 60 seconds electrode must be covered with Solder: Sn-3Ag-0.5Cu new solder. Solder temperature: 240 ± 5℃ Flux: RosinDip time: 3 ± 1 second銲錫性測試 外電極銀端所覆蓋的錫必須超過 95% 預熱 : 攝氏150度 , 60秒 參考標準 J-STD-002 錫膏 : Sn-3Ag-0.5Cu 銲錫溫度 : 240 ±5℃ 助鎔劑 : 松香浸泡時間 : 3 ± 1 秒Terminal The terminal electrode and the After soldering a lead wire to a strength ferrite must not be damaged by terminal electrode, apply a load the force applied on the right power in the arrow direction.conditions.銀端強度 銀端電極不能被在正當的方式下所施 銲一條鉛絲於銀端電極後,依箭頭方加的外力所破壞向載入力量For EBMS 、ACMS 、BCMS 、EBLS 、HBLS :For ECMS3216 Series :S IZ E FO R C E ( kg f )T i m e (se c)S IZ E FO R C E ( kg f )T i m e (se c) 1005 0.3 32160.5>251608 0.4 2012 0.6 2520 0.8 3216 1.0 3225 1.0 4516 1.045321.5>25Item 項目Performance 標準Test condition 測試條件Substrate The terminal electrode and the After soldering a chip to a testbending ferrite must not be damaged by substrate, bend the substrate bytest the force applied on the right 3m/m[0.118 inches] and for 10sec then return.conditions. Soldering shall be done inaccordance with therecommended PC board patternand reflow soldering彎曲強度銀端電極不能被在正當的方式下所施將晶片銲錫於測試板上後, 使板子彎曲至加的外力所破壞3m/m[0.118英吋]10秒, 然後再回復.銲接須依據參考標準JIS-C-5101 推薦的PC板配置及reflow銲錫方式來進行.High Appearance :Ferrite shall not be Temperature: +125±2℃(for bead)damaged +85±2℃(for inductor) temperature Impedance: within ± 30% of initial value Applied current: Rated current (max.) resistance Inductance: within ± 20% of initial value Duration: 1008±12 hoursMeasurement: After placing for 24 hours min.高溫測試外觀: 氧化鐵不能被破壞溫度:: +125 ± 2℃(針對磁珠系列)+85 ± 2℃(針對電感系列)阻抗值:變異性在初始值30%以內適用電流: 最大的額定電流電感值:變異性在初始值20%以內測試時間: 1008±12 hours參考標準MIL-PRF-27 量測時間: 須放置至少24 小時後Humidity Appearance: Ferrite shall not be Humidity: 90 to 95%RHdamaged Temperature: 60 ± 2℃Resistance Impedance: within ± 30% of initial value Applied current: Rated current (max.)Inductance: within ± 20% of initial value Duration: 1008 ± 12 hoursMeasurement: After placing for 24 hours min 抗濕度測試外觀: 氧化鐵不能被破壞濕度: 90 至95%RH阻抗值:變異性在初始值30%以內溫度: 60 ± 2℃電感值:變異性在初始值20%以內應用電流: 最大的額定電流參考標準MIL-STD-202 Method103 測試時間: 1008 ± 12 hours量測時間: 至少放置24 小時後Low Appearance: Cracking ,chipping Temperature:- 55±2℃(for bead)-40±2℃(for inductor) temperature or any other defects harmful to Duration: 1008±12 hoursstorage life the characteristics shall not be allowed Measurement: After placing for 24 hours min. test Impedance: within ± 30% of initial valueInductance: within ± 20% of initial value低溫儲存有效期外觀: 特徵上不容許有斷裂,、缺角溫度: -55 ± 2℃(針對磁珠系列)-40 ± 2℃(針對電感系列)測試及其他會影響電氣特性的瑕疵測試時間: 1008±12 hours阻抗值:變異性在初始值30%以內量測時間: 至少放置24 小時後電感值:變異性在初始值20%以內Thermal Appearance: Cracking, chipping Temperature:-55℃, +125℃(for bead)-40℃, +85℃(for inductor)kept stabilized for 30 minutes eachshock or any other defects that are harmful Cycle: 100 cyclesto the characteristics shall not be allowed. Measurement: After placing for 24 hours min.Impedance: within ± 30% of initial valueInductance: within ± 20% of initial value冷熱衝擊測試外觀: 特徵上不容許有斷裂, 缺角及其溫度: -55℃, +125℃(針對磁珠系列)他會影像電氣特性的瑕疵-40℃, +85℃(針對磁珠系列)阻抗值:變異性在初始值30%以內保持穩定, 每次30 分鐘電感值:變異性在初始值20%以內週期次數: 100 次參考標準JESD22 Method JA104 量測時間: 須放置室溫24 小時後Vibration Appearance:no mechanical damage Waveform:Sine waveImpedance shall be within ±30﹪Frequency:10~55~10 Hzof the initial value Sweep time:1mintest Amplitude:1.5mm(peak-peak)Direction:X,Y,Z(3 axes)I Duration:2 hrs./axis, total 6 hrs.震動測試外觀: 沒有機械損害波形:正弦波阻抗值需在初始值之±30﹪以內頻率:10~55~10赫茲掃瞄時間:1分鐘震幅:1.5毫米(頂點-頂點)方向:X,Y,Z(3軸)持續期間:2小時/軸,合計6小時RECOMMENDED SOLDERING CONDITIONS 推薦的銲錫方式REFLOW SOLDERING 表面加熱焊錫IRON SOLDERING 鉻鐵銲錫Perform soldering at 255~260℃on 30W max. Within 10 seconds.在10秒內,以最高30瓦、溫度255~260℃銲錫,Please do not apply the tip of the soldering iron to the terminalelectrodes.請注意不要讓鉻鐵之尖端碰觸銀端電極◆And please contact us about peak temperature whenyou use lead-free paste.當你使用無鉛錫膏,有關端點的溫度請與我們聯繫FLUX AND CLEANING 助銲劑及清潔●Rosin-based flux is recommend推薦使用以松香為基材之助銲劑●Isopropyl Alcohol Cleaning agent is recommended推薦使用IPA為清潔劑●Soldering Flux should be compliant to RoHS regulation.符合RoHS規範Reel and Carrier Diagram 捲軸及包裝帶圖解Carrier tape material: Polystyrene Cover tape material: Polystyrene 下封帶材質 : 聚苯乙稀 上封帶材質 : 聚苯乙稀Packaging 包裝Packaging Quantities 包裝數量 Reel Dimensions 捲軸尺寸Type 型號 T (Ø178mm) [7.008 inches] reel T (Ø330mm) [12.992 inches] reel060303 15000 pcs. / reel --------- 100505 10000 pcs. / reel ---------160808 4000 pcs. / reel 12000 pcs. / reel 201209 4000 pcs. / reel 12000 pcs. / reel 201212 3000 pcs. / reel 10000 pcs. / reel 321611 3000 pcs. / reel 10000 pcs. / reel 322513 2000 pcs. / reel10000 pcs. / reel 403022 -----2500 pcs. / reel 451616 2000 pcs. / reel 9000 pcs. / reel 453215 1000 pcs. / reel4000 pcs. / reel 453223 ----- 2500 pcs. / reel 565015 ----- 2000 pcs. / reel 565018 ----- 2000 pcs. / reel 565030 ----- 2000 pcs. / reel 565032 ----- 2000 pcs. / reel 853022-----2500 pcs. / reelCarrier TAPE DIMENSIONS 包裝帶尺寸(參考標準:ICE 60286-3)D i m e n s io n s i n m m[i n ch e s ]SymbolT (Ø178mm) [7.008 inches] reelT (Ø330mm [12. 992 inches]reel A Ø178 ± 2 [7.008 ± 0.079]Ø330 ± 2 [12.992 ± 0.079]B Ø60 ± 2 [2.362 ± 0.039] Ø100 ± 2 [3.937 ± 0.079]C Ø13 ± 0.8 [0.512 ± 0.031] Ø13 ± 0.8 [0.512 ± 0.031]D Ø21 ± 0.8 [0.827 ± 0.031] Ø21 ± 0.8 [0.827 ± 0.031]E 2 [0.079] 2[0.079] W8 [0.315] 10 ± 1.5 [0.394 ± 0.059] 10 ± 1.5 [0.394 ± 0.059] W12 [0.472]14.5 ± 1.5 [0.571 ± 0.059]14.5 ± 1.5 [0.571 ± 0.059]T 2 ± 0.5 [0.079 ± 0.020]2 ± 0.5 [0.079 ± 0.020]R1[0.039]1[0.039]TypeABFT tFig 100505 0.65[.026] 1.15[.045] 2.0[.079] 0.8[.031] 0.2[.008] 1 160808 1.1[.043] 1.9[.075] 4.0[.158] 1.1[.043] 0.2[.008] 1 201209 1.55[.061] 2.3[.091] 4.0[.158] 1.2[.047] 0.2[.008] 1 321611 1.9[.075] 3.5[.138] 4.0[.158] 1.4[.055] 0.2[.008] 1 322513 2.9[.114] 3.6[.142] 4.0[.158] 1.7[.067] 0.25[.010] 1 403022 3.3[.129] 4.39[.172] 4.0[.158] 2.68[.105] 0.305[.012] 2 451616 2.9[.114] 4.9[.193] 4.0[.158] 1.4[.055] 0.3[.012] 2 453215 3.6[.142] 4.9[.193] 4.0[.158] 2.05[.081] 0.3[.012] 2 453223 3.51[.138] 4.78[.188] 4.0[.158] 2.73[.107] 0.33[.012] 2 565015 5.4[.212] 5.95[.234] 4.0[.158] 2.28[.089] 0.33[.012] 2 565018 5.4[.212] 5.95[.234] 4.0[.158] 2.28[.089] 0.33[.012] 2 565030 5.4[.212] 5.95[.234] 4.0[.158] 3.42[.134] 0.33[.012] 2 565032 5.4[.212] 5.95[.234] 4.0[.158] 3.42[.134] 0.33[.012] 2 8530223.33[.131]8.92[.351]4.0[.158]2.77[.109] 0.36[.014]2。
信赖性测试报告

Contents一、常规(chángguī)测试External short-circuit (3)二、老化(lǎohuà) Aging (4)三、震动(zhèndòng) Vibration (5)四、跌落(diēluò) Drop (6)五、温度(wēndù)循环Temperature cycling (7)六、擦拭试验W i p e (8)七、折合试验E q u i v a l e n t (9)八、静电击穿E S D (10)九、盐雾实物S a l t S p r a y (11)十、热冲击H e a t i n g (12)十一、耐压试验withstand voltage (13)十二、百格测试H u n d r e d s (14)十三、热拔插H o t P l u g (15)1. Sampling plan/抽样方案(fāng àn):鉴定检验的样品由批量生产的产品(chǎnpǐn)中随机(suí jī)抽取或单独(dāndú)样机。
2. Criterion rule /判定规则:当所有(suǒyǒu)检验项目均满足标准时则判为鉴定检验合格。
(一)、Conclusion/测试结果(二)、experiment condition/试验(shìyàn)条件(三)、Fail-sample/不合格(hégé)图样跌落(diēluò) Drop 不良(bùliáng)样品(四)、improvement suggestions/改善(gǎishàn)建议内容总结(1)13十二、百格测试 Hundreds(2)14十三、热拔插 Hot Plug。
信赖性测试教材

2
二.信賴性測試: 信賴性測試:
百格測試(附著力測試) 百格測試(附著力測試) 耐磨測試 耐醇測試 硬度測試 抗溶解性測試 恆溫恆濕(環測) 恆溫恆濕(環測)
3
三.噴漆測試標准(a)
項 次 測試設備 項 目 檢驗方法 標 准
1
附著力
用百格刀在測試樣本表面劃100 用百格刀在測試樣本表面劃 個小方格(1mm*1mm),再用 , 個小方格 3M600#膠紙,牢牢貼於測試小百 膠紙, 膠紙 格,拿住膠紙倆端,在垂直方向迅 拿住膠紙倆端, 速扯下膠紙, 速扯下膠紙,同一位置二次相同測 試.
硬度計輪子
8
硬度測試圖: 硬度測試圖:
9
3.耐磨測試儀: 耐磨測試儀:
10
耐磨測試機功能鍵介紹: 耐磨測試機功能鍵介紹:
數字鍵
確認鍵 設定鍵 退出鍵 耐磨程序設置切換鍵 功能切換鍵
11
耐磨測試儀功能鍵介紹: 耐磨測試儀功能鍵介紹:
開始鍵 電源指示 燈 緊急停止 按鍵
電源開關
12
耐磨測試傳動裝置
2
耐磨力
橡皮
75100橡皮以500g的力擦燙金表面150次來回
不露底材
3
耐醇性
酒精
用95%的醫用酒精潤濕燙金表面后以500G/c㎡的力30次推擦
不露底材
6
五.測試設備使用: 測試設備使用:
1.百格刀(劃格器) : 1.百格刀 劃格器) 百格刀(
手柄 調節鈕
刀片
7
2.硬度計: 硬度計:
裝鉛筆孔
調節鉛ቤተ መጻሕፍቲ ባይዱ螺釘
信賴性測試訓練教材
(噴漆、印刷、燙金、電鍍) 噴漆、印刷、燙金、電鍍)
制作:李艷文 制作: 2005/12/04
DELL 信赖性测试标准(译文)
4.0 Finish Appearance Requirements最终表面要求4.1 Color (ASTM D1729)颜色(ASTM D1729)Color specifications will be defined by the Industrial Design team (or its approved agent). Color tolerances will be specified in the Dell Color document (example in addendum). Finish color shall be determined from the piece part drawing or other applicable documents, and conform to the following spec: Dell Corporate Cosmetic Specification, P/N 6724U, “SPEC,DELL,COSMETIC,CORP-STD”.颜色规格将由工业设计团队(或其认可的代理机构)定义。
色彩公差将在戴尔色彩文件(如附录)中指定。
最终颜色应由零件图纸或其他适用的文件确定,并符合以下规格:戴尔公司外观标准,P /N 6724U,“戴尔外观企业标准”。
Applicator shall measure L*, a* and b* at the locations specified on the piece-part drawing or other applicable document as stipulated in the Dell Corporate Cosmetic Specification, 6724U. If the location is not specified, the locations shall be approved by Dell Mechanical Engineer.检验员应按零件图或戴尔公司外观标准6724U中规定的其他适用指定位置的文件,测量L *、a *和b *。
信赖性测试报告中英文对照表单
2#
3#
4#
5#
結果 Result
規格 Standard
1#
2#
3#
4#
5#
結果 Result
項目Item 5.
內容Content N#
3#
4#
5#
結果 Result
項目 Item 6.
內容Content NO
規格 Standard
1#
2#
3#
4#
5#
結果 Result
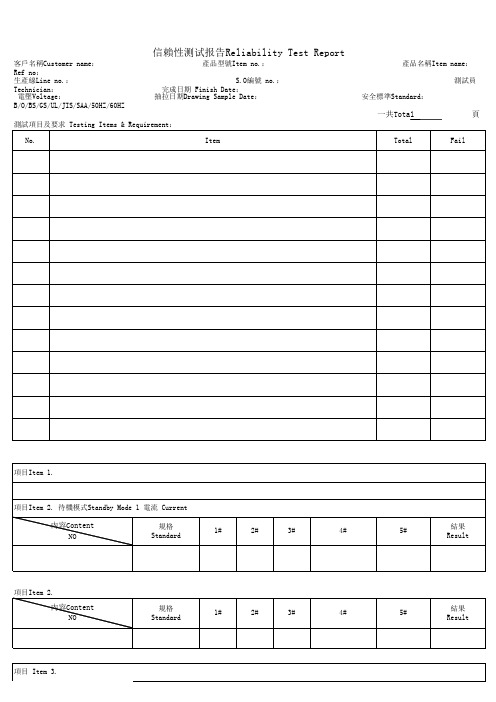
測試項目及要求 Testing Items & Requirement: No.
Item
產品名稱Item name:
測試員
安全標準Standard:
一共Total
頁
Total
Fail
項目Item 1.
項目Item 2. 待機模式Standby Mode 1 電流 Current
內容Content NO
項目 Item 7.
內容Content NO
規格 Standard
1#
2#
3#
4#
5#
結果 Result
項目 Item 8.
內容Content NO
規格 Standard
1#
2#
3#
4#
5#
結果 Result
結果 Result: FAIL □
測試員簽名 Checked by: Leader : QA主管簽名 Supervisor: QA Manager:
客戶名稱Customer name:
Ref no: 生產線Line no.:
Technician: 電壓Voltage:
B/O/BS/GS/UL/JIS/SAA/50HZ/60HZ
信赖性测试培训讲义
FOR RELIABILITY
铅笔硬度测试所用设备有:三菱铅笔﹑沙 道刮划试验中,找出涂层破坏二道以 上(包括二道)及未满二道的铅笔, 以后者的铅笔硬度标号作为涂层的 铅笔硬度
根据客户指定规格选择测试所需的铅笔型号&硬 度.
铅笔硬度
<三>铅笔硬度实验(1)
依客户要求于计数器上设 定好测试次数 并作好清零。
测试完成后检查样品表面是 否有被磨损﹐如有参照2.12处 理,如OK则继续测试。于工程 送样阶段,如在规格内合格,则 继续增加 20%之要求进行测 试,来作一安全规格.
<二>耐磨擦實驗(1)
FOR RELIABILITY
RCA紙帶耐磨擦
客户 要求 酷比 比亚迪 金立
客戶信賴性項目測試標准一覽表
华为
欧珀
龙康
天朗
测试纸带
Norman公司 Norman公司 Norman公司 Norman公司11/16" 11/16"寬 11/16"寬 ,8- Norman公司11/16"寬 ,8orman公司11/16"寬 ,8- orman公司11/16"寬 11/16"寬 ,8寬 ,8-inch 直徑 ,8-inch 直 inch 直徑 on inch 直徑 on a 2 inch inch 直徑 on a 2 inch ,8-inch 直徑 on a inch 直徑 on a on a 2 inch 徑 on a 2 a 2 inch core) core) 3 inch core) 2 inch core) core) inch core) core) 17cycles/min 1,橡胶漆70个 循环,2,UV漆/ 水镀350个循环 3,真空镀300个 循环;4.PU漆 100个循环 175G 17cycles/mi 17cycles/min n 17cycles/min 17cycles/min 17cycles/min 17cycles/min
(DELL)中文版85FMR
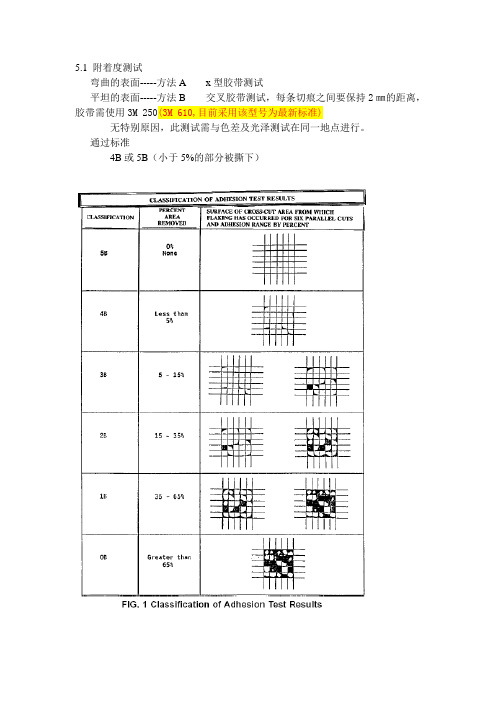
5.1 附着度测试弯曲的表面-----方法A x型胶带测试平坦的表面-----方法B 交叉胶带测试,每条切痕之间要保持2㎜的距离,胶带需使用3M 250(3M 610,目前采用该型号为最新标准)无特别原因,此测试需与色差及光泽测试在同一地点进行。
通过标准4B或5B(小于5%的部分被撕下)针对导电层的要求为了让导电漆达到UL要求,其必须经过以下四个过程后达到4B或5B的要求。
1 23℃,50%温湿度 40小时2温度循环(3次)a) 10C, 1hr; b) 23C/50% 湿度, 1hr; c) -29C, 1hr; d) 23C/50%湿度, 1hr;3 烤炉在高于塑胶常用使用温度10℃的条件下(一般70℃),加工14天。
4 湿度35℃ 90湿度5.2 硬度测试测试参数依ASTM D3363中的操作要求在无特别要求的条件下,此测试与色差及光泽测试的地点应相同。
5.3 耐溶剂测试测试参数用以下的溶剂进行50次摩擦(来回算一次)2K 溶剂型(聚氨酯橡胶)丁酮1 K高温丁酮粉体丁酮UV涂料丁酮镀金的/铬合金丁酮导电漆丁酮皮革漆丁酮1 K溶剂型(丙烯酸树脂)70% 异丙醇1 K 水型70% 异丙醇丝绢网印花法/ Pad Print: 70% 异丙醇除以上之外, 其它的溶剂测试必须遵循ASTM D4752的化学方法。
.1.人工汗液–碱性(8.8 pH)100ml 去离子水5g Na-Cl5g 磷酸钠加Na-OH 直到phH = 8.8 (大约0.5g)2.人工汗液–酸性(5.0 pH)同一上添加剂加80%醋酸直到pH = 5.0 (大约2ml)3.润滑油测试(无铅汽油)4.柠檬酸测试5.Windex (Ammonia)6.100%酒精测试7. 100%橄榄油测试通过标准:最好的涂料供应商必须检查在25C 存放了24小时的样品(100%橄榄油测试必须在45C 存放168小时). 工件上必须没有明显的裂纹并且硬度在测试后没有变化.5.4 耐磨耗测试(ASTM F2357)测试参数:测试时测试样品必须用175g的砝码来做指定次数的磨耗. 工件耐磨耗测试点的选择必须依靠工件的图纸确定. 如果测试点没有问题,那么其他测试比如色差光泽测试将在同一地点进行.通过条件:没有明显的外层油漆磨耗和底层或不同颜色的漆层在指定的磨耗次数后事完整的.UV 涂料150 cycles底漆150 cycles面漆150 cycles1K 高温漆50 cycles2K 底漆(Urethanes) 50 cycles镀金/ 铬50 cycles导电涂层50 cycles5.5 耐变形测试(ASTM D2794)测试参数:重锤尖的尺寸在0.500 in. (12.7mm) or 0.625 in. (15.9mm) 但是总的冲击重量不能超过100 in-lbs. 测试必须在一个平整的表面或金属板上.通过标准:在冲击后目视涂料不能破裂或者掉下.5.6 弯曲度测试(ASTM D522)*测试仅仅用在底漆工艺上.测试参数:底材必需是0.8mm (22 gage) 厚的冷轧钢. 1.0 mil 的涂层厚度是测试得最小要求厚度. 测试必须在一个平整的表面或金属板上.通过标准:目视表面没有裂纹.5.7 耐磨损(ASTM D4060)测试参数:1000次循环用一个CS-17 磨损轮,总重量为1000g 的4” x 4”的平板. 测试部分在测试前和测试后要测其重量, 单位精确到毫克.重量的差异将不会通过涂层得测试标准.通过标准:2K 溶剂型底漆(聚氨酯橡胶) 100 mg 损失or 少于1K 高温型溶剂底漆100 mg 损失or 少于底漆100 mg 损失or 少于UV Paint 100 mg 损失or 少于电镀层磨损100 mg 损失or 少于面漆100 mg 损失or 少于1K溶剂型底漆(丙烯酸树脂) 200 mg 磨损or 少于1K 水性底漆200 mg 磨损or 少于导电涂层200 mg 磨损or 少于5.8 表面导电率(ESD for Metallic Parts)测试参数:阳极和阴极将被强迫施加上15KV A 的电压. 测试必需在一个平整的表面或金属板上.通过标准:电试探器在涂层表面移动时两者之间没有变色或电火花现象.5.9 抗紫外线测试(ASTM D4674)测试参数:测试时将工件暴露在紫外线下100小时。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.0 Finish Appearance Requirements最终表面要求4.1 Color (ASTM D1729)颜色(ASTM D1729)Color specifications will be defined by the Industrial Design team (or its approved agent). Color tolerances will be specified in the Dell Color document (example in addendum). Finish color shall be determined from the piece part drawing or other applicable documents, and conform to the following spec: Dell Corporate Cosmetic Specification, P/N 6724U, “SPEC,DELL,COSMETIC,CORP-STD”.颜色规格将由工业设计团队(或其认可的代理机构)定义。
色彩公差将在戴尔色彩文件(如附录)中指定。
最终颜色应由零件图纸或其他适用的文件确定,并符合以下规格:戴尔公司外观标准,P /N 6724U,“戴尔外观企业标准”。
Applicator shall measure L*, a* and b* at the locations specified on the piece-part drawing or other applicable document as stipulated in the Dell Corporate Cosmetic Specification, 6724U. If the location is not specified, the locations shall be approved by Dell Mechanical Engineer.检验员应按零件图或戴尔公司外观标准6724U中规定的其他适用指定位置的文件,测量L *、a *和b *。
如果文件未指定,则应由戴尔机械工程师批准。
4.2 Gloss (ASTM D523)光泽度(ASTM D523)Gloss specifications will be defined by the Industrial Design team (or its approved agent). Gloss tolerance will be specified in the Dell Color document (example in addendum). Finish gloss shall be determined from the piece part drawing or other applicable documents, and conform to the following spec: Dell Corporate Cosmetic Specification, P/N 6724U, “SPEC,DELL,COSMETIC,CORP-STD”.光泽度规格由工业设计团队(或其认可的代理机构)定义。
戴尔的颜色文件中(如附录)中指定了光泽度公差。
最终光泽度应由零件图纸或其他适用文件确定,并符合以下规格:戴尔公司外观标准,P /N 6724U,“戴尔外观企业标准”。
Applicator shall measure the gloss at the locations specified on the piece-part drawing or other applicable document. If the location is not specified, the locations shall be approved by Dell Mechanical Engineer.检验员应测量在零件图或其他适用文件上注明的光泽度。
如果位置未指定,则位置应由戴尔机械工程师批准。
4.3 Texture or Roughness, (R a, R z, R pc)纹理或粗糙度(Ra,Rz,Rpc)Texture or roughness will be defined by the Industrial Design Team (or its approved agent). Applicator shall measure the texture or roughness at the locations specified on the piece-part drawing. If the location is not specified, the locations shall be approved by Dell Mechanical Engineer. R a, R z, & R pc must all be reported.纹理或粗糙度由工业设计团队(或其认可的代理机构)定义。
检验员应测量在零件图上指定位置的纹理或粗糙度。
如果位置未指定,则应由戴尔机械工程师批准。
Ra,Rz,和Rpc都必须报告。
4.4 Oxide, (ASTM B244), or Dry Film Thickness氧化物(ASTM B244),或干膜厚度A wide variety of measurement equipment and techniques are available based upon film or finish type. These can include the following:基于膜厚或成品,广泛的测量工具和技术都适用。
如下:1.Cross section2.Scribe3.Tape test (using micrometer)4.Acoustic reflection5.Electromagnetic Conductance6.ProfilometerAny equipment used for thickness measurement shall be calibrated and traceable to NIST (National Institute of Standards and Technology) and comply with ISO (International Organization for Standardization) requirements.用于厚度量测的任何仪器均要可校正和可追溯(国家标准技术局),符合ISO要求。
The master standard plaque and the applicable Dell Color document (examples in addendum) shall define the minimum dry film or oxide thickness in microns to achieve the appearance and performance requirements. It is the finish applicator’s responsibility to ensure that all coatings on the piece part meet the appearance and performance requirements as prescribed in this specification and in the applicable Dell Color Standard document.主标准板和适合的Dell颜色文件(如附件)需用微米级定义最小的膜厚或氧化层厚度。
检验员要确保零件上的所有涂层符合本规范以及适用的戴尔颜色标准文件中规定的外观和性能要求。
Soft touch DFT is to be measured using only cross section or tape method. Other methods are not permitted for soft touch DFT measurement.5.0 Finish Performance Requirements最终性能要求5.1 Adhesion (ASTM D3359)附着力测试(ASTM D3359)For all coatings EXCEPT Conductive Coatings:除了导电涂层以外的所有涂层:Test Parameters: 测试参数:测量参数Curved surfaces or surfaces too small (with one dimension less than 10mm) for Cross-cut – use Method A, “X-cut Tape Test” – Permacell, 3M 250 tape, (or equivalent) shall be used for testing purposes.弯面或太小的表面 (有一尺寸小于10mm)要用交叉切割的方法测试的话,使用方法A,“x – cut胶带测试”- 应使用3M 250胶带 (或同等的胶带)用于测试。
Flat surfaces – where possible, use Method B, “Cross-cut Tape Test,” – Permacell, 3M 250 tape (or equivalent) shall be used for testing purposes.平面-在可行的位置,使用方法B,“交叉切割胶带测试”- 应使用3M 250胶带(或同等的胶带)用于测试。
For DFT < 50 μm, make 1mm spaced cuts. For 50 μm to 125 μm, make 2mm spaced cuts. For DFT > 125 μm, use X-cut method.膜厚< 50 μm,做1毫米空间的切割。
50 至125μm,做2毫米空间的切割。
对于膜厚 > 125μm,使用x 切割的方法。
Piece part test location for adhesion test shall be determined by the piece part drawing. If the specific test location is not called out, test will be performed in the same area as color and gloss measurements.零件附着力测试位置应由零件图确定。