川崎码垛机器人码垛包IO表
川崎机器人常用指令表

川崎常用指令表川崎常用指令表1.运动指令1.1 直线运动指令1.1.1 LIN 命令说明:该指令用于让执行直线运动,并可指定目标点、速度和加速度等参数。
语法:LIN X,Y,Z,A,B,C,V,ACC示例:LIN 1000,500,300,0,0,0,100,1000参数说明:- X, Y, Z:目标点在 X、Y、Z 轴上的坐标值;- A, B, C:目标点的姿态(欧拉角);- V:运动速度;- ACC:加速度。
1.1.2 PTPL 命令说明:该指令用于让执行直线运动,并可指定目标点、速度和加速度等参数,但姿态保持不变。
语法:PTPL X,Y,Z,V,ACC示例:PTPL 1000,500,300,100,1000参数说明:- X, Y, Z:目标点在 X、Y、Z 轴上的坐标值;- V:运动速度;- ACC:加速度。
1.2 旋转运动指令1.2.1 CIR 命令说明:该指令用于让按照圆弧路径执行旋转运动,并可指定圆心坐标、目标点坐标、速度和加速度等参数。
语法:CIR Xc,Yc,Zc,Xe,Ye,Ze,V,ACC示例:CIR 1000,500,300,2000,1000,500,100,1000参数说明:- Xc, Yc, Zc:圆心坐标;- Xe, Ye, Ze:目标点坐标;- V:运动速度;- ACC:加速度。
1.2.2 PTPR 命令说明:该指令用于让按照旋转角度执行旋转运动,并可指定旋转轴、旋转角度、速度和加速度等参数。
语法:PTPR A,VR,ACC示例:PTPR 90,100,1000参数说明:- A:旋转角度;- VR:旋转速度;- ACC:加速度。
2.控制指令2.1 停止指令2.1.1 STOP 命令说明:该指令用于让停止当前运动。
语法:STOP示例:STOP2.1.2 HALT 命令说明:该指令用于紧急停止,立即停止当前运动,并关闭系统。
语法:HALT示例:HALT2.2 IO 控制指令2.2.1 DO 命令说明:该指令用于控制数字输出口,可设置开关状态为开或关。
川崎机器人常用指令表

川崎常用指令表川崎常用指令表一、基本指令1、START:启动的运行。
2、STOP:停止的运行。
3、RESET:重置的状态。
4、PAUSE:暂停的运行。
5、RESUME:恢复的运行。
二、坐标系设置1、BASE:设置的基坐标系。
2、TOOL:设置的工具坐标系。
3、USER:设置的用户坐标系。
三、运动指令1、MOVJ:关节运动指令,以关节角度为运动参数。
2、MOVL:直线运动指令,以目标位置坐标为运动参数。
3、MOVC:圆弧运动指令,以目标位置坐标和插补半径为运动参数。
4、MOVT:工具坐标系下的运动指令,以工具坐标系的目标位置坐标为运动参数。
5、MOVLINC:增量直线运动指令,以增量位置坐标为运动参数。
6、MOVCINC:增量圆弧运动指令,以增量位置坐标和插补半径为运动参数。
7、MOVTINC:工具坐标系下的增量运动指令,以增量位置坐标为运动参数。
四、速度控制指令1、SPEED:设置的运动速度。
2、ACCEL:设置的加速度。
3、DECEL:设置的减速度。
五、力控制指令1、FORCE:设置的力控制模式及参数。
2、NOFORCE:取消的力控制模式。
六、输入输出指令1、DI:读取数字输入信号的状态。
2、DO:控制数字输出信号的状态。
3、:读取模拟输入信号的数值。
4、AO:控制模拟输出信号的数值。
七、数据传输指令1、WT:等待指定条件满足。
2、SIGNAL:发送信号。
3、RECEIVE:接收信号。
八、其他指令1、MESSAGE:显示提示信息。
2、CALL:调用子程序。
3、RET:返回主程序。
4、COMMENT:添加注释。
5、JUMP:无条件跳转到指定位置。
6、IF:条件判断语句。
附件:此处可以添加川崎常用指令的实际示例。
法律名词及注释:1、:根据国家法律法规和标准,指能自动执行工作的多自由度机械装置,具有感知、决策和执行功能。
2、关节角度:各个关节的转动角度。
3、目标位置坐标:执行运动的目标位置的坐标值。
川崎工业机器人操作课件

(总电源、变压器箱电源、控制器电源、机器人气泵)。 注:机器人气泵电源在S7-200PLC 安装板上
⑵ 【A】+【运行】 右上角[RUN]灯亮 按【暂停】, [RUN] -> [HOLD]灯亮 。
⑶ 【A】+【马达开】 右上角[MOTOR]灯亮。
⑷ 按【手动速度】选择2或3。 速度1-2-3-4-5-1切换。
川崎工业机器人操作
川崎工业机器人
⑺ 修改延时时间:面板上键入延时序号(0-9)
川崎工业机器人操作
川崎工业机器人
⑺ 修改延时时间:【菜单】-【键盘】-【辅助功能】
川崎工业机器人操作
川崎工业机器人
⑺ 修改延时时间:选择【简易示教设定】
川崎工业机器人操作
川崎工业机器人
⑺ 修改延时时间:选择【计时器】
川崎工业机器人操作
川崎工业机器人
• ⑸ 坐标系选择 关节/基坐标/工具:JOINT/BASE/TOOL/ 分别试验3个坐标,并记录运行方式。
⑹ 握杆轻握 听到“咔”声响,表示握杆成功。
• ⑺ 机器人移动 X-/X+、Y-/Y+ 、Z-/Z+ 、 RX-/RX+、RY-/RY+ 、RZ-/RZ+ 坐标系变换,再执行上述操作 共18种操作,笔记本记录运行情况。
注:C1MOVE:圆弧插补移动,运动到中间点
⑹ 按[文字输入],输入#C2,按两次“↙”键
#号开头,表示是变量,后续还需要进行位置示教
⑺ 按[动作辅助],选择[C2MOVE]
注:C2MOVE:圆弧插补移动,运动到第3点
川崎工业机器人操作
川崎工业机器人
• ⑻ 按[文字输入],输入#C3,按两次“↙”键 ⑼ 按【I】键,选择[位置示教画面] ⑽ 再选择[位置直接示教] 注:通过【↑】【↓】键选择 ⑾ 选择[变量],回车 注:通过【→】键选择 ⑿ 输入 #C2,回车 ⒀ 手动示教第2个位置C2,然后按【记录】
机器人现场编程-川崎机器人IO信号的连接 共19页
2. 外部马达电源ON 1)使用“外部马达电源 ON”时的连接 短接 1TR 板端子块连接器 X9 的引脚 5-6,开启马达电源至 ON。在连
接器 X9 上的引脚 5和 6 之间连接一个开关或继电器触点。须使用脉冲信号, 不允许一直闭合。
(2)安全围栏输入(仅在再现模式下有效) 1) 使用“安全围栏输入”(使用2 个安全回路时) 将 1TR 板的端子块连接器 X8 的引脚 1-2 和 3-4 上的跳线去除,按下
图所示连接安全围栏的开关触点。
2)不使用“安全围栏输入”时的连接 将1TR 板的端子块连接器 X8 的引脚 1-2,3-4跳线。
电路数量 输入类型 输入电压 输入电流 连接器类型
32
晶体管输出
Hale Waihona Puke DC24 V±10 %
0.1A或以下
37 针 D 型连接器
二、软件专用信号的编号
信号编 号 软件专用外部输出信号 软件专用外部输入信号
标准范围 1-32
1001-1032
最大范围 1-960
1001-1960
物料搬运软件专用信号(标准设置)
川崎工业机器人I/O信号的连接
一、I/O信号的连接
川崎RS10L工业机器人的硬件专用信号连接
到E20控制器的1TR 板的端子块上(X7、
X8、X9连接器)。
川崎RS10L工业机器人的通用信号(包括软 件专用信号)连接到E20的由控制器中的
1TW 板处的连接器上(CN2、CN4连
接头)。
E20控制器内部结构
外部暂停触点。此触点开路时,机器人将暂停。
2)不使用“外部暂停” 在 1TR 板的端子块连接器 X9 连接器上,将引脚 7-8 跳接。
川崎机器人拆跺码垛程序

.PROGRAM p1_lin()@17/04/18 09:32 #12;子程序p1奇数抓取放料程序LMOVE #f.1_sPOINT f.2 = SHIFT(f.1 BY 0,0,(j+1)*z)LMOVE f.2BREAKSIGNAL -6TWAIT 0.5LMOVE #f.1_sj = j+1RETURN.END.PROGRAM p2_lin()@17/04/18 09:33 #12;子程序p2偶数抓取放料程序LMOVE #h.1_sPOINT h.2 = SHIFT(h.1 BY ,,(h+1)*z)LMOVE h.2BREAKSIGNAL -6TWAIT 0.5LMOVE #h.1_sh = h+1RETURN.END.PROGRAM p3_lin()@17/04/18 09:33 #12;子程序p3实数函数定义z = 12 ;物料厚度h = -1j = -1RETURN.END.PROGRAM zhu_lin()@17/04/18 09:38 #2;主程序CALL p3_lin ;调用实数函数定义程序p3JMOVE #safe.1FOR a = 1 TO 10JMOVE #q.1_sLMOVE q.1DRAW ,,-z*(a-1),,,,1000 MM/SSIGNAL 6LMOVE #q.1_sk = (a+2) MOD 2;区分取料奇偶层IF k==1 THENCALL p1_lin;调用子程序p1ELSECALL p2_lin;调用子程序p2ENDEND.END.PROGRAM p4_lin()@17/04/18 09:33 #12;子程序p4位姿变量示教程序JMOVE #safe.1 ;安全待加工起始点JMOVE #q.1_s ;取料点上方位置点LMOVE q.1 ;第一次取料位置点LMOVE #f.1_s ;奇数次取料时放料点上方位置点LMOVE f.1 ;奇数次取料时第一次放料位置点LMOVE #h.1_s ;偶数次取料时放料点上方位置点LMOVE h.1 ;偶数次取料时第一次放料位置点.END.PROGRAM jiagkongcx() #1;监控程序1-我们只运行一个循环监控周期就好了100if a<9 then;我们只抓取8次就让机器人停止运行goto 100elsemc hold;停止程序执行循环SIG(2); 蜂鸣器报警twait 5signal -2end.END。
川崎机器人常用指令表

川 崎 机 器 OVE LMOVE DELAY JAPPRO LAPPRO JDEPART LDEPART 运动指令 HOME DRIVE DRAW ALIGN HMOVE C1MOVE C2MOVE SPEED ACCURACY 监控指令 BREAK BRAKE OPENI 夹具指令 CLOSEI GOTO IF CALL RETURN WAIT TWAIT RESET SIGNAL PULSE SWAIT HERE POINT 格式 JMOVE 位姿 LMOVE 位姿 DELAY 时间 JAPPRO 位姿,移动量 LAPPRO 位姿,移动量 JDEPART 移动量 LDEPART 移动量 HOME DRIVE 关节编号,角度值,速度 DRAW X平移量,Y平移量,Z平移量,O旋转量,A旋转量,T旋转量 ALIGN HMOVE 位姿 C1MOVE 位姿 C2MOVE 位姿 SPEED 数值 ACCURACY 数值 BREAK BRAKE OPENI 夹具编号(可省略) CLOSEI 夹具编号(可省略) GOTO 编号 IF 条件 GOTO 编号 CALL 程序名 RETURN WAIT 条件 TWAIT 时间 RESET SIGNAL 信号状态编号,信号状态编号 PULSE 信号编号,时间 SWAIT 信号编号 HERE 位姿 POINT 位姿B=位姿A(或者计算公式等) 示例 JMOVE p1 LMOVE p1 DELAY 2 JAPPRO p1,20 LAPPRO p1,20 JDEPART 200 LDEPART 200 HOME DRIVE 3,50,80 DRAW 10,-5,,20,10,5 ALIGN HMOVE p1 两个指令配合使用 SPEED 50 ACCURACY 100 BREAK BRAKE OPENI CLOSEI GOTO 10 IF SIG(1002) GOTO 10 CALL pg1 RETURN WAIT num=5 TWAIT 2 RESET SIGNAL 10,-13,2010 PULSE 9,2 SWAIT 1002,-1014 HERE p1 POINT p2=p1 作用 各轴移动 直线移动 停止运动制定时长 各轴移动到目标上方/下方 直线移动到目标上方/下方 各轴移动离开当前位置 直线移动离开当前位置 各轴移动到原点 单根轴旋转指定的角度和速度 沿基础坐标系平移运动 将工具和基础坐标对齐 混合移动 圆弧运动 定义运动速度 定义精度 中断程序运行直到到达目标位置 停止当前运动并向下一点运动 打开夹紧信号 关闭夹紧信号 跳转到指定标签位置 判断条件并跳转 调用执行子程序 返回主程序 等待条件满足 停止程序执行指定的时间 关闭所有输出信号 打开/关闭指定的输出信号 输出指定时长的脉冲信号 等待指定的信号条件满足 保存当前位置数据 将等号后面的位置数据保存到前面的位姿
川崎机器人码垛包K-SPARC教育资料(2014_01_22)c-1 1
13
7.抓手尺寸的输入(1/2)
抓手关系的设定输入
© 2013 Kawasaki Heavy Industries, Ltd. All Rights Reserved
14
7. 抓手尺寸的输入(2/2) • • 抓手形状 : 双抓, 双抓(抓取2个), 吸盘 尺寸
• • • • 宽度 长度 厚度 重量 抓住时 放置时
•
放置后离开的点
• 放置位置放置后向上移动的高度
© 2013 Kawasaki Heavy Industries, Ltd. All Rights Reserved
25
K-SPARCを使用したシステムアップまでの手順 K-SPARC
系统启动
1.机器人,工具,抓取位置,放置位置 等参数的设定
2.工具的设定,抓取位置, 放置位置,动作位子的设定 3.工件的尺寸,托盘的尺寸, 装载高度,装载参数的登录 品种目录的AS的生成 4.示教点的微调,品种的读取 动作的实行
•
一面开是量
• •
工件间的参数是 厚度+放置时单侧开启量的和
工件 间隔 工件
© 2013 Kawasaki Heavy Industries, Ltd. All Rights Reserved
15
8. 码垛数据的输入
最大托盘尺寸゙, 最大码垛高度的数据输入
© 2013 Kawasaki Heavy Industries, Ltd. All Rights Reserved
10
5. 抓取位置数据的输入(2/2) • 工件的尺寸不一样的时传送带上的移动方向上3点的坐标的输 入
第2点(X方向) 第3点(Y方向) 第一点(基准) +X
川崎码垛机器人自学笔记

CASE 索引变量 OF例:any表示其他值,可省略SIGNAL信号40 ON信号40 OFFSHIFT(变换值变量 BY X 平移量, Y 平移量, Z 平移量) SPEED 速度, 旋转速度, ALWAYSACCURACY 距离 ALWAYS FINEJMOVE 位姿变量, 夹紧编号LMOVE 位姿变量, 夹紧编号.PROGRAM pick_work(.pick_num,.put_num) #185978; DO程序命令UNTIL 逻辑表达式DECOMPOSEMOD ABS DEXT根据索引变量值决定执行哪个CASE 结构CASE X OFVALUE 1,2,3:POINT a = bVALUE 4,5,6:POINT a = cANY:POINT a = dend改变信号值SIGNAL 40SIGNAL -40返回将参数“变换值”描述的位姿沿着各基础坐标轴(X、Y、Z)平移指定的距离而得到的位姿的变换值如果变换值变量“x” 的变换值为 (200,150,100,10,20,30),那么POINT y=SHIFT(x BY 5, -5, 10)“x”按指定值平移到 (205,145,110,10,20,30),并且这些值被赋给变量 “y”。
指定程序速度。
通常以百分比用 0.01 至 100(%)之间的值指定。
绝对速度也可以通过用这些单位:MM/ 和 MM/MIN 来指定。
单位 S(秒)指运动时间。
如果单位被省略,则默认为百分比(%)ALWAYS 的中文意思是:始终;若本参数被输入,则此命令指定的速度值将保持有效,直到执行到下一 SPEED 命令。
若未输入,则该速度值仅对下一条运动命令有效。
机器人动作的实际速度,由监控速度和此命令指定的运动速度之乘积来决定(监控速度×程序速度)。
然而,在如下情况下不能保证全速:1. 当两个示教点之间的距离过近时。
2. 当示教的直线运动超出了轴的最大旋转速度时。
川崎机器人配置外部自动

川崎机器人配置外部自动
一、板卡介绍
川崎机器人板卡有PNP及NPN两种规格,打开控制柜的上盖,IO板卡侧面有标签!
以下为川崎机器人NPN的板卡接线图,对PNP输入输出请查询!
二、接线注意事项
1、需要外供24V电源!
2、输入信号18针脚为外供24V,1-16为外供输入0V,19针脚为外供24V,20-35针脚为外供0V(18为1-16的公共端,19为20-35的公共端)
3、同样输出信号按照接线图接输出信号即可!
4、多次确认无误再开机,进行IO测试!
三、川崎机器人最高权限为R9894
最高权限可以打开部分隐藏的功能。
四、选择辅助—输入/输出—专用输入信号
1、对外部马达电源ON、外部故障复位、外部循环启动、外部停止(EXT_IT)分别定
义信号;
2、定义信号后,A+左右按键,使其专用打钩确认;
3、外部停止(EXT_IT)为常闭信号,相当于暂停旋钮,当无此信号机器人处于暂停状
态;
五、运行程序
1、程序选择主程序,光标选中主程序第一行;
2、示教器及控制柜的钥匙打成自动;
3、确定好外部自动的速度,选择步骤连续,周期连续!
4、先给外部马达电源ON(脉冲)
5、外部故障复位(脉冲)
6、外部循环启动(脉冲)
7、机器人即运动起来!。
码垛机器人PPT
由于我国人口结构的变化,导致劳动力市场每年新增劳动力绝对数逐年递减,今后我国劳动力短缺的趋势不可避免;从当前务工人数来看,能够到大城市从事制造业和服务业的基本都是年轻人,而农村人口的日益老龄化很难为以后提供更多年轻劳动力;制造业工人工资不断增长,增长率达到15%以上,农民工工资增长率也超过12%,这就意味着企业要支付更高的劳动工资。
请看1组国家统计局于2011年5月公布的数据2010年分区域的城镇私营单位就业人员年平均工资单位:元,%2010年分行业的私营单位就业人员年平均工资单位:元,%1.专业性:积累了20多年的专业码垛经验,拥有世界上最多的码垛机器人实绩和市场份额。
2.适用性:圆筒坐标型多关节机器人的直线式运动轨迹更适合于码垛作业,传动效率高、运动轨迹明了清晰。
3.操作简便性:只需设定抓取点与托盘位置,每一步的空间轨迹与放置位置由机器人自动计算形成。
对实际码垛位置的修改调整也可以在触摸显示屏简单实现。
4.灵活多变性:有多种码垛形式和多种抓手形式可供选择,适用于不同的产品特性。
5.可靠节能性:机器人的大部分零部件均集中在本体底座上,手臂结构轻盈结实,在高速运行情况下能耗低,整体可靠性高。
6.维护方便性:大量使用标准部件,在2年内无需更换部件(非正常使用除外)。
通常情况下,1条饲料成品包装线需当班工人4名,其中套袋灌包1人,标签封口1人,码垛2人,每小时包装码垛能力为300~400包(40~50公斤/包)。
如果使用码垛机,则每条包装线至少可节约码垛工人2名。
1.根据现场位置、包装物特性、码垛能力等实际因素,因地制宜,量身定制,设计最科学合理的方案。
2.集成机器人、抓手和周边设备,提供方案设计、设备制作、现场安装调试培训等一条龙交钥匙服务。
3.集雄厚的实践经验积累和强大的技术力量于一身,为客户提供及时、周全的服务。
码垛机系统基本功能包括:倒袋、拍平整形、待抓输送、四自由度的机械手臂及气动叉形抓手、叉车托板定位机构、护栏和自动控制操作系统。
川崎机器人案例码垛程序说明
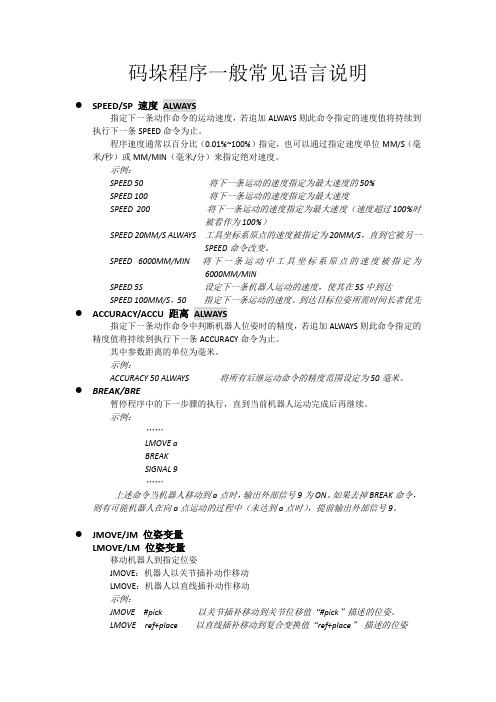
码垛程序一般常见语言说明●SPEED/SP 速度ALWAYS指定下一条动作命令的运动速度,若追加ALWAYS则此命令指定的速度值将持续到执行下一条SPEED命令为止。
程序速度通常以百分比(0.01%~100%)指定,也可以通过指定速度单位MM/S(毫米/秒)或MM/MIN(毫米/分)来指定绝对速度。
示例:SPEED 50 将下一条运动的速度指定为最大速度的50%SPEED 100 将下一条运动的速度指定为最大速度SPEED 200 将下一条运动的速度指定为最大速度(速度超过100%时被看作为100%)SPEED 20MM/S ALWAYS 工具坐标系原点的速度被指定为20MM/S,直到它被另一SPEED命令改变。
SPEED 6000MM/MIN 将下一条运动中工具坐标系原点的速度被指定为6000MM/MINSPEED 5S 设定下一条机器人运动的速度,使其在5S中到达SPEED 100MM/S,50 指定下一条运动的速度。
到达目标位姿所需时间长者优先●ACCURACY/ACCU 距离ALWAYS指定下一条动作命令中判断机器人位姿时的精度,若追加ALWAYS则此命令指定的精度值将持续到执行下一条ACCURACY命令为止。
其中参数距离的单位为毫米。
示例:ACCURACY 50 ALWAYS 将所有后继运动命令的精度范围设定为50毫米。
●BREAK/BRE暂停程序中的下一步骤的执行,直到当前机器人运动完成后再继续。
示例:……LMOVE aBREAKSIGNAL 9……上述命令当机器人移动到a点时,输出外部信号9为ON。
如果去掉BREAK命令,则有可能机器人在向a点运动的过程中(未达到a点时),提前输出外部信号9。
●JMOVE/JM 位姿变量LMOVE/LM 位姿变量移动机器人到指定位姿JMOVE:机器人以关节插补动作移动LMOVE:机器人以直线插补动作移动示例:JMOVE #pick 以关节插补移动到关节位移值“#pick”描述的位姿。
川崎机器人码垛包K-SPARC教育资料(2014_01_22)c-11讲解

© 2013 Kawasaki Heavy Industries, Ltd. All Rights Reserved
20
动作设定(2/6)
• 抓取位置基准 • 基准 : 左下, 下, 右下, 左, 中央, 右, 左上, 上, 右上中选择
• 以工件的基准位置的情况选择 •例 )
下
右上
中央
© 2013 Kawasaki Heavy Industries, Ltd. All Rights Reserved
• 当前的放置位的移动时通过点
• 去, 回的经过路线
• 抓取途径点
• 抓取位置上待机时的高度
• 放置途径点
• 向放置位置移动是经由的点
• X, Y, Z的量指定
• 放置后离开的点
• 放置位置放置后向上移动的高度
© 2013 Kawasaki Heavy Industries, Ltd. All Rights Reserved
38
实机运行的顺序手册
1. 基本程序的录入。 ( 只需第1回 ) 2. 原点的登录。(只需第1回) 3. 进行示教点位置的微调。(只需第1回) 4. 品种数据的录入。 ( 品种追加的情况 ) 5. 对进行使用的品种数据进行选择。 ( 品种变更的情况 ) 6. 抓取位置和放置位置关系的设定。 7. 运行。
1.机器人,工具,抓取位置,放置位置 等参数的设定
2.工具的设定,抓取位置, 放置位置,动作位子的设定
3.工件的尺寸,托盘的尺寸, 装载高度,装载参数的登录
品种目录的AS的生成
4.示教点的微调,品种的读取 动作的实行
© 2013 Kawasaki Heavy Industries, Ltd. All Rights Reserved
川崎搬运机器人BX165LFE标准规格书说明书

标准规格书BX165LFE020012018年09月28日 川崎重工业株式会社 机器人事业中心 书籍编号:90101-2323DC B 川崎公司保留未经预先通知而变更、修订或更新本手册的权利〔2〕控制部规格1.控制柜型号 E022.构造 全封闭间接冷却方式3.构成及尺寸 参照附图4.控制的轴数 最大9轴(标准7轴,选装2轴)5.驱动方式 全数字伺服方式6.动作方式 示教模式各轴独立、基础坐标系、工具坐标系、 固定工具坐标系(选件) 循环模式各轴/直线、圆弧插补动作(选件)7.示教方法 简易示教或AS语言编程8.存储器容量 8 MB 9.外部操作信号10.IO 插槽数11.操作面板示教/再现切换开关、紧急停止开关、电源灯12.接口以太网(100BASE-TX)、USB、RS-232C 各2端口(操作面板1端口,控制盘内部1端口)13.重量参照附图14.电源要求AC200 - AC220 V±10%, 50/60 Hz, 3相 最大7.5 kVA 15.接地D种接地(机器人专用接地)、漏电电流 最大100 mA 16.环境温度 0~45 ℃17.相对湿度 35~85%(无结露现象)18.涂装色 Munsell 10GY9/1 等效19.示教器 配有5.7英寸TFT彩色液晶触摸屏 紧急停止开关、示教锁定开关、使能开关20.安全回路 PL e、类别4(EN ISO13849-1)注121.标准选装通用IO信号 输入32点/输出32点、NPN(sink)型或 PNP(source)型TP语言 可选择日文、英文、中文输入输出信号连接器 D-SUB 37针(公/母) 付保护罩分离线缆 5m、10 m、15 m示教器线缆 5m、10 m、15 m变压器单元 AC380V-415V/ AC440V-480V(规格切换)22.其他选装通用IO板卡 输入64点/96点、输出64点/96点、NPN(sink)型或 PNP(source)型马达制动解除装置 手动抱闸解除开关RS-232C线缆 1.5 m、3 m外部轴控制 追加外部轴放大器以及线缆安全功能扩展 Cubic-S(空间监视功能、轴监视功能、速度监视功能等)示教器选装 短路连接器快速示教检查 快速检查模式开关其他 现场总线、软件PLC、模拟输入输出、传送带同步板卡23.其他 有关维护,维修零件请另行商谈。
码垛机器人主要参数

码垛机器人主要参数
码垛机器人是一种能模拟人的手、臂的部分动作,按照预定的程序、轨迹及其他要求,实现抓取、搬运工件自动化装置,是很有发展前途的机电一体化产品,将在实现智能化、多功能化、柔性自动化生产、提高产品质量、代替人在恶劣环境条件下工作中发挥重大作用。
1.握取重量
即臂力,握取重量表明了码垛机器人的负荷能力。
这项参数与机器人的运动速度有关,通常指正常运行速度下所能握取的工件重量。
当机器人运行速度可调时,低速运行时所能握取工件的zui大重量比高速时为大。
为安全起见,也有将高速下所能握取的工件重量作为指标的情况,此时常指明运行速度。
2.运动速度
运动速度是反映机器人性能的一项重要技术参数。
它与机器人握取重量、定位精度等参数都有密切关系,同时也直接影响机器人的运动周期。
3.自由度
机器人自由度越多,其动作越灵活,适应性越强,但结构也相应越复杂。
一般具有4~6个自由度即可满足使用要求。
4.定位精度
定位精度即重复定位精度,是衡量机器人工作质量的又一项重要指标。
定位精度的高低取决于位置控制方式以及运动部件本身的制造
精度和刚度,与握取重量、运动速度等也有密切关系。
5.程序编制与储存容量
该技术参数是用来说明机器人的控制能力的,存储容量大,则适应性强、通用性好,从事复杂作业的能力强。
码垛机器人参数指标

码垛机器人参数指标在现代物流系统中,码垛机器人作为一项高效、智能化的装卸设备得到了广泛应用,尤其是在自动化仓库和分拣中心等领域。
码垛机器人的性能和指标对于其使用效果和维护保养都起到了关键的作用。
下面从不同的角度来介绍码垛机器人的参数指标。
一、运行性能码垛机器人的运行性能决定了其在装卸处理中所能承担的任务量和速度,是影响其工作效率的关键指标。
这些性能包括机器人的理论运行速度、最大承重能力、加减速度、精度等。
其中,最大承重能力和运行速度是非常重要的两个参数,它们直接影响到机器人的实际工作效果和效率。
一般来说,码垛机器人的理论运行速度应当达到50m/min 以上,同时应当能够承载200kg以上的货物。
二、视觉识别视觉识别是当前码垛机器人发展的重点方向之一。
这项技术可以实现机器人在复杂环境下对于箱子或者货物的识别、定位、抓取等动作。
码垛机器人的视觉识别能力决定了机器人的自动化程度和操作的灵活性。
视觉识别性能的评价包括:相机像素数、相机角度、抓取误差、拍摄范围等,相机像素数是高分辨率图像的基础,相机角度、抓取误差和拍摄范围等则是确定机器人视觉范围的重要参数。
三、运动控制运动控制是码垛机器人的核心技术之一,对于机器人的运行和定位有着至关重要的影响。
主要包括控制器、伺服电机和减速箱等部件。
控制器是长期运行的关键部件,伺服电机和减速箱则是机器人运动的核心。
性能指标主要包括控制精度、控制速度、加速度等,其中控制精度直接影响机器人抓取、放置的准确性。
四、安全性能安全性能是在码垛机器人运行过程中非常关键的指标之一,它必须严格遵守现有的安全标准标准。
比如,机器人在运行过程中应该具有声光警示装置,以便警示工作人员机器人运行的区域,同时应当有急停按钮和保护外壳等措施,以保障在任何情况下工作人员和操作环境的安全。
综上所述,码垛机器人的参数指标包括运行性能、视觉识别、运动控制和安全性能。
这些指标的优良与否直接影响到机器人的实际运行效果和使用寿命。
【干货】机器人码垛项目注意事项(二)

【干货】机器人码垛项目注意事项(二)
本篇为机器人码垛项目注意事项(二),本文将从生产速度、码垛形式两方面展开。
回顾机器人码垛项目注意事项(一)传送门!
生产速度
(1)理论生产速度与实际生产速度差异:需反复与客户确定,并且留有余量。
(2)不同品牌机器人最快速度
•安川MPL160 900包/H单爪, 安川MPL3001500包/H双爪。
•川崎CP180900包/H单爪,CP300 1500包/H双爪。
•ABB IBR460 1200包/H单爪IBR660 1600包/H双爪。
•KUKAKR120 R3200700包/H单爪, KR180 R3200 1400包/H 双爪。
•不二输送机 EC1711400包/H 单爪。
(3)机器人最快速度的调整
•方案布局
•程序fine点越少越好可以不用
•机器人路径点调整
•机器人工具设置
码垛形式
(1)最常用垛型:五花垛、六花垛
(2)特殊垛型
•6*5+5*4五层六花四层五花;
•单独一层七花;
•八花十花交叉垛型等;
欢迎留言转发点赞!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 转OK的状态 马达电源ON中 自动运转中 机器人在第一原点上 控制器异常发生中 1循环停止中 工件把持时ON 工件1抓取后ON (1秒) 工件2抓取后ON (1秒) 托盘1全部放置完毕后ON (1秒) 托盘2全部放置完毕后ON (1秒)
数据传输1 数据传输2 数据传输3 数据传输4 数据传输5
输入信号(IN) 信号编号 IN1 Y20 1 IN2 Y21 2 IN3 Y22 3 IN4 Y23 4 IN5 Y24 5 IN6 Y25 6 IN7 Y26 7 IN8 Y27 8 IN9 Y30 9 IN10 Y31 10 IN11 Y32 11 IN12 Y33 12 IN13 Y34 13 IN14 Y35 14 IN15 Y36 15 IN16 Y37 16 IN17 Y40 17 IN18 Y41 18 IN19 Y42 19 IN20 Y43 20 IN21 Y44 21 IN22 Y45 22 IN23 Y46 23 IN24 Y47 24 IN25 Y50 25 IN26 Y51 26 IN27 Y52 27 IN28 Y53 28 IN29 Y54 29 IN30 Y55 30 IN31 Y56 31 IN32 Y57 32 信号名称 PG重置 外部马达ON 外部循环开始 原点复位 外部异常重置 启动 再启动 停止 工件1先到 工件2先到 工件1准备完毕 工件2准备完毕 托盘1-1准备完毕 托盘2-1准备完毕 托盘1强制排出 托盘2强制排出 可抓取信号 抓手打开信号 已放返回经过点信号 登录品种使能 数据传输标志位 数据传输1 数据传输2 数据传输3 数据传输4 数据传输5 数据传输6 数据传输7 数据传输8 数据传输9 数据传输10 解释 呼出PG0 马达电源ON(相对外部) 循环运转开始(相对外部) 原点复位(相对外部) 重置异常错误(相对外部) 启动(相对外部) 再启动(相对外部) 1周期停止(相对外部) 1号待码机的工件先到 2号待码机的工件先到 1号待码机的工件准备完毕 2号待码机的工件准备完毕 1号托盘位置有1个托盘 2号托盘位置有1个托盘 1号托盘位置强制排出 2号托盘位置强制排出 信号编号 OUT1 X20 1 OUT2 X21 2 OUT3 X22 3 OUT4 X23 4 OUT5 X24 5 OUT6 X25 6 OUT7 X26 7 OUT8 X27 8 OUT9 X30 9 OUT10 X31 10 OUT11 X32 11 OUT12 X33 12 OUT13 X34 13 OUT14 X35 14 OUT15 X36 15 OUT16 X37 16 OUT17 X40 17 OUT18 X41 18 OUT19 X42 19 OUT20 X43 20 OUT21 X44 21 OUT22 X45 22 OUT23 X46 23 OUT24 X47 24 OUT25 X50 25 OUT26 X51 26 OUT27 X52 27 OUT28 X53 28 OUT29 X54 29 OUT30 X55 30 OUT31 X56 31 OUT32 X57 32 信号名称 正常状态 马达ON中 外部循环运转中 第一原点 异常发生中 停止中 抓手信号1 工件1抓取完毕 工件2抓取完毕 托盘1放置完毕 托盘2放置完毕 到达放置位 品种登录已成功
33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64
OUT33 OUT34 OUT35 OUT36 OUT37 OUT38 OUT39 OUT40 OUT41 OUT42 OUT43 OUT44 OUT45 OUT46 OUT47 OUT48 OUT49 OUT50 OUT51 OUT52 OUT53 OUT54 OUT55 OUT56 OUT57 OUT58 OUT59 OUT60 OUT61 OUT62 OUT63 OUT64
IN33 IN34 IN35 IN36 IN37 IN38 IN39 IN40 IN41 IN42 IN43 IN44 IN45 IN46 IN47 IN48 IN49 IN50 IN51 IN52 IN53 IN54 IN55 IN56 IN57 IN58 IN59 IN60 IN61 IN62 IN63 IN64