大连安迪伺服应用(201104)
伺服上位机配置设置软件(使用说明书)

伺服上位机配置设置软件(使用说明书)伺服上位机配置设置软件V1.0说明书目录一软件介绍 (1)二软件安装 (1)2.1运行环境 (1)2.2安装步骤 (1)三功能介绍 (2)3.1初始界面 (2)3.2参数界面 (6)3.3监控 (10)3.3.1速度图形监控界面 (10)3.3.2位置图形监控界面 (11)3.4辅助功能 (12)3.4.1系统信息界面 (12)3.4.2电机信息界面 (13)3.5系统设置 (14)3.5.1系统设置P06界面 (14)3.5.2采样数据界面 (15)3.5.3凸轮数据界面 (17)3.6帮助 (19)3.6.1驱动器说明书 (19)3.6.2关于 (20)3.7语言切换 (20)3.8退出 (20)一软件介绍伺服上位机配置设置软件是本公司(无锡创正科技有限公司)开发,其作用是方便快捷的操作本公司的伺服驱动器。
本说明书为指导使用者使用“伺服上位机配置设置软件”而编写,希望该手册使他们在使用软件的过程中能起到指导作用。
本手册介绍了如何通过软件对伺服驱动器一些参数的读取和写入以及伺服状态的监控和相关数据的分析。
二软件安装2.1运行环境系统要求:windows7及以上运行环境:NET Framework 3.52.2安装步骤1.伺服上位机配置设置软件安装包,双击setup.exe文件。
2.将会出现以下界面3.安装目录可以根据需要进行更改,建议安装在D盘,按照安装指引一步步进行下去,即可安装完成。
三功能介绍3.1初始界面打开软件后,会出现下面的初始界面,同时它也是主页面。
主界面中的主要对象包括3类:1菜单2工具条3消息提示框各类对象的使用方法介绍如下:1菜单1)图示:菜单的形式如下图所示:2)功能:菜单展示软件的全部功能。
菜单分为主菜单和子菜单,位于屏幕顶端的是主菜单,每一个菜单项具有系统的一大功能,点击某一菜单项可往下拉出另一菜单称为下拉子菜单。
它展示出子功能模块或功能程序。
ASDA伺服调试指南

ASDA伺服调试指南ASDA伺服是一种先进的控制系统,广泛用于工业自动化、机械加工和自动化设备等领域。
在使用ASDA伺服控制系统前,需要对其进行调试和优化,以确保其正常工作并达到最佳性能。
下面是ASDA伺服调试指南,帮助用户进行更有效的调试。
一、硬件连接1.确保所有的电缆和连接器都正确连接,并且没有松动或断裂。
2.检查电源供应是否稳定,电压波动范围在允许范围内。
3.确保伺服电机与伺服控制器之间的连接正确,并且电机型号与伺服控制器参数设置一致。
4.检查伺服控制器的安装位置是否合适,不受外部干扰和电磁干扰。
5.确保伺服系统的接地良好,减少影响信号传输和保护系统的外部干扰。
二、参数设置1.在开始调试前,需要将伺服控制器的相关参数设置为默认值,以避免出现误操作或误解。
2.根据实际应用需求,设置伺服控制器的运动参数,包括速度、加速度、减速度等。
3.设置伺服电机的PID参数,保证其在运动过程中的响应速度和控制精准度。
4.根据实际负载情况,设置伺服控制器的额定电流、电压和功率参数,以保证伺服系统的正常工作和运行稳定。
5.设置伺服系统的限位保护参数,保证在应用过程中不会出现超速、超载等异常情况。
三、调试步骤1.手动调试:首先进行手动调试,通过手动操作伺服电机,观察伺服系统的运动情况,包括速度、力矩、位置等。
2.自动校准:进行自动校准,让伺服系统自动检测和校准参数,以确保伺服系统的正常工作。
3.运动测试:进行运动测试,以验证伺服系统的运动性能和运行稳定性,包括速度、加速度、减速度等参数。
4.负载测试:进行负载测试,模拟实际负载情况,测试伺服系统的响应速度、控制精度和运行稳定性。
5.故障诊断:在调试过程中,如果出现异常情况或故障,需要及时进行故障诊断和处理,以确保伺服系统正常工作。
四、性能优化1.优化PID参数:根据实际应用需求和运动性能要求,调整伺服电机的PID参数,以提高运动响应速度、位置控制精度等。
2.优化运动参数:根据实际负载情况和运动速度要求,调整伺服系统的运动参数,包括速度、加速度、减速度等。
ASDA伺服调试指南

ASDA伺服调试指南引言:一、准备工作:在开始调试之前,确保您已经完成了以下准备工作:1.确认您已经正确安装了ASDA伺服系统,并检查所有连接是否牢固。
2.确定您已经正确设置了伺服驱动器的参数。
这包括了设定伺服驱动器的通讯地址、波特率以及其他必要的参数。
二、连接与通讯:1. 检查伺服驱动器与PLC或上位机之间的通讯连接。
确保连接的稳定性和正确性。
您可以使用RS485或EtherCAT等常见的通讯协议进行连接。
2.确认驱动器的通讯参数与PLC或上位机相匹配。
包括通讯地址、波特率、通讯协议等。
三、控制器设置与参数调整:1.确认控制器与伺服驱动器的通讯方式是否正确设置。
根据控制器的要求,选择正确的通讯方式,并设置相关的参数。
2.根据实际需求,调整基本的控制参数,如转速、加速度、减速度等。
四、调试过程:1.确认伺服驱动器的状态:在进行调试之前,首先需要确认伺服驱动器的状态是否正确。
检查运行指示灯、报警指示灯等,确保伺服驱动器正常工作。
2.进行位置校准:如果您需要对伺服系统进行位置控制,那么在调试之前,您需要进行位置校准。
使用合适的位置传感器或编码器对位置进行校准,并确保驱动器与实际位置的匹配。
3.进行速度控制调试:将伺服驱动器设置为速度控制模式,并根据需要设置速度参数。
通过逐步调整参数,并进行实际测试,逐渐优化速度控制性能。
4.进行力矩控制调试:将伺服驱动器设置为力矩控制模式,并根据需要设置力矩参数。
通过逐步调整参数,并进行实际测试,逐渐优化力矩控制性能。
5.进行位置控制调试:将伺服驱动器设置为位置控制模式,并根据需要设置位置参数。
通过逐步调整参数,并进行实际测试,逐渐优化位置控制性能。
五、调试验证与故障排除:1.进行实际测试,并验证伺服系统的性能。
确保伺服系统在不同负载下的运行能力,并检查其稳定性和精度。
2.如果在调试过程中发现了故障或问题,根据驱动器的报警代码和手册中提供的故障排除方法进行解决。
3.在调试完成后,对伺服系统进行最终的验证,确保其能够满足实际应用的需求。
ZSD-U1 系列 交流伺服用户手册说明书

3.2 端口名称及功能 ....................................................26 3.2.1 端口介绍 ......................................................26 3.2.2 端口详细说明 ..................................................27
6.1 伺服系统的 JOG 控制................................................ 61 6.2 伺服系统的位置控制................................................ 62 6.3 伺服系统的速度控制................................................ 62 6.4 伺服系统的转矩控制................................................ 63 6.5 伺服系统的内部速度控制............................................ 64 6.6 伺服系统的内部四段位置控制 ........................................ 64
第 5 章 参 数................................................................. 44
L7N使用手册中文
v
安全使用注意事项
接线注意事项
注意
▪ 伺服驱动器输入电源请使用 AC200-230[V]。 ▪ 确保伺服驱动器接地。 ▪ 请勿将常用电源直接,W 输出端。 ▪ 伺服驱动器的 U、V、W 输出端和伺服电机的电源输入端 U、V、W 直接接线,请勿在配线中间
1.2.1 伺服电机各部分名称............................................................................................................................ 1-3 1.2.2 伺服驱动器各部分名称 ........................................................................................................................ 1-4 1.3 连接器整体接线图............................................................................................................................................1-7
防止火灾注意事项
注意 ▪ 伺服驱动器、伺服电机、再生电阻请安装在阻燃物上。 ▪ 伺服驱动器发生故障时,请关闭电源。
iv
安全使用注意事项
安装注意事项
请在下列环境条件中保管及使用本产品。
环境 使用温度 保存温度 使用湿度 保存湿度
标高
安装间隔
其他
条件
伺服驱动器
伺服电机
0 ~ 50 ℃
交流伺服系统中DSP与上位机的通讯实现
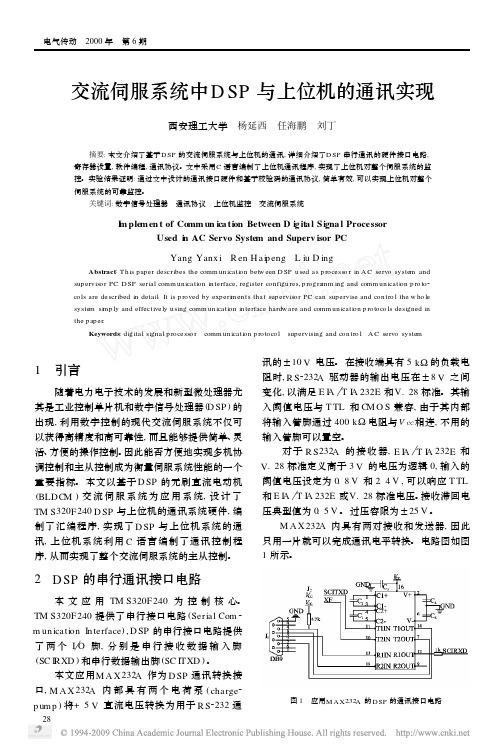
交流伺服系统中D SP与上位机的通讯实现西安理工大学 杨延西 任海鹏 刘丁 摘要:本文介绍了基于D SP的交流伺服系统与上位机的通讯,详细介绍了D SP串行通讯的硬件接口电路,寄存器设置,软件编程,通讯协议。
文中采用C语言编制了上位机通讯程序,实现了上位机对整个伺服系统的监控。
实验结果证明:通过文中设计的通讯接口硬件和基于校验码的通讯协议,简单有效,可以实现上位机对整个伺服系统的可靠监控。
关键词:数字信号处理器 通讯协议 上位机监控 交流伺服系统I m ple m en t of Comm un ica tion Between D ig ita l Signa l ProcessorUsed i n AC Servo Syste m and Superv isor PCYang Yanx i R en H ai peng L iu D ingAbstract:T h is paper describes the comm unicati on betw een D SP used as p rocesso r in A C servo system and superviso r PC.D SP serial comm unicati on interface,register configures,p rogramm ing and comm unicati on p ro to2 co ls are described in detail.It is p roved by experi m ents that superviso r PC can supervise and contro l the w ho le system si m p ly and effectively using comm unicati on interface hardw are and comm unicati on p ro toco ls designed in the paper.Keywords:digital signal p rocesso r comm unicati on p ro toco l supervising and contro l A C servo system1 引言随着电力电子技术的发展和新型微处理器尤其是工业控制单片机和数字信号处理器(D SP)的出现,利用数字控制的现代交流伺服系统不仅可以获得高精度和高可靠性,而且能够提供简单、灵活、方便的操作控制。
Kinco CD2(S)系列伺服驱动器使用手册20181224
目录
第一章 产品确认与型号说明..................................................................................................................................................... 4 1.1 产品确认................................................................................................................................................................................. 4
1.1.1 产品确认事项.................................................................................................................................................................. 4 1.1.2 伺服驱动器铭牌.............................................................................................................................................................. 4 1.1.3 伺服电机铭牌......................................................................
asda系列伺服系统应用范洌手册
ASDA系列伺服系统是一种广泛应用于工业自动化控制领域的高性能伺服系统,其功能强大、稳定可靠,深受用户信赖。
本手册旨在为广大用户提供ASDA系列伺服系统的应用范例,帮助用户更好地理解和使用ASDA系列伺服系统,提高其在实际应用中的效率和性能。
一、ASDA系列伺服系统概述ASDA系列伺服系统是由台湾德马科技(Delta)生产的一种高性能伺服系统,具有速度响应快、定位精度高、控制精度高等特点,广泛应用于机械加工、印刷包装、电子设备等领域。
ASDA系列伺服系统包括伺服驱动器、伺服电机和控制器等组成,可根据实际需要选用不同规格和型号的产品,满足不同应用场景的需求。
二、ASDA系列伺服系统的应用范例1. 机床加工领域在数控机床中,ASDA系列伺服系统通常用于驱动主轴、进给轴和刀库等部件,实现高速、高精度的加工操作。
通过ASDA系列伺服系统,可以实现机床的精密切削、高速进给、自动换刀等功能,提高加工效率和加工质量。
2. 包装印刷领域在包装印刷设备中,ASDA系列伺服系统通常用于控制输纸、印刷、模切等运动部件,实现快速、稳定的生产。
通过ASDA系列伺服系统,可以实现印刷对位精度高、印刷速度快、自动调整等功能,提高生产效率和产品质量。
3. 电子设备领域在电子设备中,ASDA系列伺服系统通常用于控制输送、装配、检测等运动部件,实现高速、精密的生产。
通过ASDA系列伺服系统,可以实现设备运行稳定、生产效率高、产品质量可靠等功能,提高生产线的整体性能。
三、ASDA系列伺服系统的优势技术1. 高性能的磁编码器反馈技术ASDA系列伺服系统采用高性能的磁编码器反馈技术,具有高分辨率、高精度、低延迟等特点,可以实现对电机位置、速度、加速度等参数的实时精确控制,保证系统的稳定性和可靠性。
2. 快速的闭环控制算法ASDA系列伺服系统采用快速的闭环控制算法,具有响应速度快、控制精度高、稳定性好等特点,能够迅速响应外部指令,准确控制电机的运动状态,满足复杂工况下的运动控制需求。
ServoC系列伺服软件应用

ServoC系列伺服软件应用郭广东2008-07-10一:速度模式1.1:模拟量给定速度。
21.2:内部固定速度列表给定速度。
81.3:脉冲给定速度。
10二:力矩模式2.1:模拟量给定力矩。
12三:位置模式3.1:内部表格定位。
143.2:内部PLC定位。
183.3:脉冲给定定位。
193.4:两轴位置同步定位。
20四:通讯4.1:RS485通讯。
224.2:Canopen通讯。
28-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处路斯特ServoC 系列驱动器可以灵活运行在多种模式下,速度模式,力矩模式,位置模式.DriveManager 软件功能强大,很多参数的调节及硬件接口的定义都是开放的.这里讲一些常用的基本功能.以下的例程以端子给定命令通道,即给伺服使能为例.有关ServoC 硬件接口及用操作面板设置参数请参考操作手册。
一:速度模式 1.1:模拟量给定 (1):选择模式(2):选择相应的电机型号(3):选择电机编码器类型 以1对极旋变为例.-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处(4):定义输入输出IO 点以下是默认的IO 设置,可以根据需要重新设定.-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处(5):模拟量电压和速度关系, 模拟量漂移补偿.(6):加减速度和加速曲线类型(7):转矩和速度限制(8):闭环参数-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处(9):现在接好线,给上ENPO 信号,再给正转或反转信号,给出模拟量电压,电机就会以电压对应的速度运行. 注意,请先闭合ISD04,ISD05,ISD06,因为定义它们是常闭的,否则将报警AL38.说明:可以进行多种速度给定叠加或者切换功能. 下面是两路模拟量的速度给定叠加功能:-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处下面是两路模拟量的速度给定切换功能:-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处1.2:内部表格给定(固定速度列表)(1):选择模式 (这种模式类似于变频器的多段速功能)(2):选择相应的电机型号 请参考模拟量给定的速度模式下的设置 (3):选择电机编码器类型 请参考模拟量给定的速度模式下的设置 (4):定义输入输出IO 点(5):写固定速度列表的速度值(6):加减速度和加速曲线类型请参考模拟量给定的速度模式下的设置(7):转矩和速度限制请参考模拟量给定的速度模式下的设置(8):闭环参数请参考模拟量给定的速度模式下的设置(9):现在接好线,给上ENPO信号,再给START信号,电机就会以”二进制选择位”对应的速度运行.-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处1.3:脉冲给定 (1):选择模式(2):选择脉冲类型,输入电子齿轮比.(3):选择相应的电机型号 请参考模拟量给定的速度模式下的设置 (4):选择电机编码器类型 请参考模拟量给定的速度模式下的设置 (5):定义输入输出IO 点 请参考模拟量给定的速度模式下的设置 (6):加减速度和加速曲线类型 请参考模拟量给定的速度模式下的设置 (7):转矩和速度限制 请参考模拟量给定的速度模式下的设置 (8):闭环参数 请参考模拟量给定的速度模式下的设置(9):现在接好线,给上ENPO 信号,再给START 信号,再给出脉冲,电机就会以对应的速度运行.-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处主令脉冲输入X7接口:二:力矩模式2.1:模拟量给定力矩(1):选择模式(2):转矩限制和转矩给定(3):选择相应的电机型号请参考模拟量给定的速度模式下的设置(4):选择电机编码器类型请参考模拟量给定的速度模式下的设置(5):定义输入输出IO点请参考模拟量给定的速度模式下的设置(6):转矩和速度限制请参考模拟量给定的速度模式下的设置(7):闭环参数请参考模拟量给定的速度模式下的设置(8):模拟量电压和转矩关系, 模拟量漂移补偿.-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处(9):现在接好线,给上ENPO 信号,再给START 信号,再给出模拟量,电机就会以对应的速度运行.-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处三:位置模式3.1:内部表格定位 (1):选择模式(2):定义单位标准化此例程度为单位,定义电机轴一转相当于360度.-----------------------------------------------------------------------------------------------------------------------------------------------------LUST Drive Systems (Shanghai) Co., Ltd.Guangzhou Office路斯特传动系统(上海)有限公司广州办事处(3):填表格,设置定位的位置,模式,速度,加减速度等. 1800度/秒,相当于5转/秒,相当于300转/分。
大连安迪ADSDS交流伺服系统在水切割机上应用

二.控制原理
可以对任何材料进行任意曲线的一次性切割加工;切割时不产生热量和有害物质,材料无热效应(冷态切割),切割后不需要或易于二次加工,安全、环保,成本低、速度快、效率高,可实现任意曲线的切割加工,方便灵,用途广泛。
整个设备生产工艺过程:由恒高压喷射水流为水刀;X Y轴进给,带动水刀来做任意曲线的切割加工。恒高水压由普传科技变频器驱动变频电机控制;X Y轴由同步伺服驱动器控制伺服电机带动滚珠丝杠做进给控制。PLC做为核心程序的载体,负责发送脉冲信号及各种控制信号的转化与传递,最终由工业PC机控制各执行机构的运行与协调。另,工业PC机做为上位机可作参数设置及整台机器运行状况监控,通过上位机还可以调整切割速度、空刀速度、回零点、暂停、模拟加工等操作。
机械参数:
机械传动减速比1:1(直连)
丝杠螺距:5mm
精度要求:玻璃尺寸误差小于1mm,伺服电机编码器脉冲数为2500P/R,通过四倍频转换后,分辨精度达到10000p/r,即V伺服电机=360°/10000=0.036°。
六.总结
该水切割机是在传统老式设备的基础上运用安迪伺服控制系统改造而成,具有提高效率;降低能耗;提高成品率;提高切割精度;调试方便;运行过程平稳;简化机械结构等特点,具有更高的技术含量和更优良的性价比,为企业创造更多的效益。
大连安迪ADSD-S交流伺服系统在水切割机上的应用
一.前言
大连安迪数控技术有限公司针对国内水切割机现状推出了专用伺服控制解决方案,在国内某公司水切割设备成功应用并成功推广,该方案采用了ADSD-S交流同步伺服驱动器、ADSM-S交流永磁同步伺服电机、工业PC机、PLC、变频器、变频电机等主要元器件;根据设备工艺要求选择了低惯量高转速的ADSM-S伺服电机作为主要运动机构,保证了水切割机在XY平面做直线、圆弧差补动作的平稳性与快速响应性。同时简化了机械机构,解决了原机械设备效率低、定位精度低、能耗大、自动化水平低等缺点。
DANAHER S300 S600伺服驱动器 说明书

Helping you build a better machine, fasterS300 & S600 伺服驱动器新形象,老品牌Danaher Motion以其丰富的运动控制系统和零部件产品,为客户提供了独一无二的解决方案甄选机会,以满足其特定的应用需求。
六十多年来,通过诸如 Dover、Kollmorgen、Pacific Scientific、Portescap 及 Thomson 等一直得到客户信赖的品牌,在半导体、航空和国防、非公路用机动设备、包装、医疗和机器人技术等各种领域,我们的产品创新始终不断地改善着复杂制造过程的效率和生产力。
另外,Danaher Motion 通过 Motion Engineering(MEI),以其业内领先的多轴运动平台和用于超可靠机器性能的 SynqNet 通讯网络,提供强大的集成运动控制解决方案。
从软件到控制器,从通讯网络到驱动器和I/O设备,从机械产品到机电一体化产品,Danaher Motion 始终不断地挑战着自己,设计出或标准的、或定制的解决方案,以满足最苛刻的应用需求。
我们先进的运动控制产品家族和专门应用技术只是我们的优势的一部分。
通过全球服务和支持体系,我们的现场服务工程师和支持团队可以在任何需要的时候提供帮助。
这也是 Danaher公司从不放弃的以客户为中心的政策的一部分。
正因为如此,越来越多的设计工程师开始使用 Danaher Motion 的产品,来满足他们在运动控制方面的要求。
Danaher Motion 的价值理念• 专业应用技能• 广泛和创新的运动控制产品和系统• 以客户为中心• 量身定做的产品和服务• 在全球范围始终站在运动控制的最前列• 出色的运营管理Danaher Motion介绍S300 & S600 伺服驱动器持续改善 - Danaher 的方针在美国丹纳赫集团(Danaher Corporation ),我们充满热情地持续改进我们的工作,以便为我们的客户带来持续增长的价值。
伺服放大器原理及功能介绍
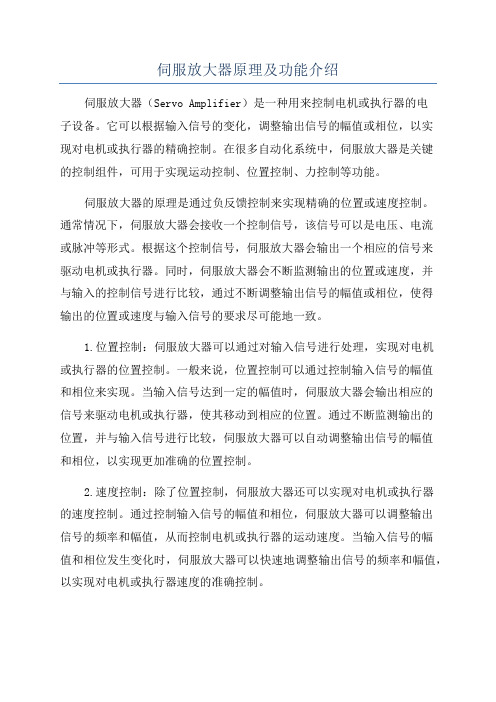
伺服放大器原理及功能介绍伺服放大器(Servo Amplifier)是一种用来控制电机或执行器的电子设备。
它可以根据输入信号的变化,调整输出信号的幅值或相位,以实现对电机或执行器的精确控制。
在很多自动化系统中,伺服放大器是关键的控制组件,可用于实现运动控制、位置控制、力控制等功能。
伺服放大器的原理是通过负反馈控制来实现精确的位置或速度控制。
通常情况下,伺服放大器会接收一个控制信号,该信号可以是电压、电流或脉冲等形式。
根据这个控制信号,伺服放大器会输出一个相应的信号来驱动电机或执行器。
同时,伺服放大器会不断监测输出的位置或速度,并与输入的控制信号进行比较,通过不断调整输出信号的幅值或相位,使得输出的位置或速度与输入信号的要求尽可能地一致。
1.位置控制:伺服放大器可以通过对输入信号进行处理,实现对电机或执行器的位置控制。
一般来说,位置控制可以通过控制输入信号的幅值和相位来实现。
当输入信号达到一定的幅值时,伺服放大器会输出相应的信号来驱动电机或执行器,使其移动到相应的位置。
通过不断监测输出的位置,并与输入信号进行比较,伺服放大器可以自动调整输出信号的幅值和相位,以实现更加准确的位置控制。
2.速度控制:除了位置控制,伺服放大器还可以实现对电机或执行器的速度控制。
通过控制输入信号的幅值和相位,伺服放大器可以调整输出信号的频率和幅值,从而控制电机或执行器的运动速度。
当输入信号的幅值和相位发生变化时,伺服放大器可以快速地调整输出信号的频率和幅值,以实现对电机或执行器速度的准确控制。
3.力控制:对一些应用来说,精确控制电机或执行器的力量是非常重要的。
伺服放大器可以通过调整输出信号的幅值和相位,实现对电机或执行器的力量控制。
当输入信号的幅值发生变化时,伺服放大器会自动调整输出信号的幅值和相位,以匹配输入信号的变化,从而实现对电机或执行器力量的准确控制。
4.压力控制:在一些应用中,需要对电机或执行器的输出压力进行控制。
伺服放大器工作原理
伺服放大器工作原理:
伺服放大器也叫伺服驱动器,是用来控制伺服电机的一种控制器,其作用类似于变频器作用于普通交流马达。
下面讲下怎样利用DCS实现伺服放大器功能
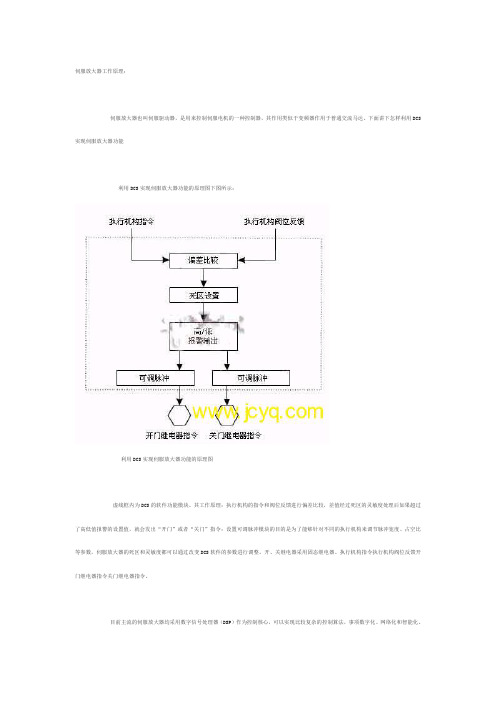
利用DCS实现伺服放大器功能的原理图下图所示:
利用DCS实现伺服放大器功能的原理图
虚线框内为DCS的软件功能模块。
其工作原理:执行机构的指令和阀位反馈进行偏差比较,差值经过死区的灵敏度处理后如果超过了高低值报警的设置值,就会发出“开门”或者“关门”指令:设置可调脉冲模块的目的是为了能够针对不同的执行机构来调节脉冲宽度、占空比等参数,伺服放大器的死区和灵敏度都可以通过改变DCS软件的参数进行调整。
开、关继电器采用固态继电器。
执行机构指令执行机构阀位反馈开门继电器指令关门继电器指令。
目前主流的伺服放大器均采用数字信号处理器(DSP)作为控制核心,可以实现比较复杂的控制算法,事项数字化、网络化和智能化。
功率
器件普遍采用以智能功率模块(IPM)为核心设计的驱动电路,IPM内部集成了驱动电路,同时具有过电压、过电流、过热、欠压等故障检测保护电路,在主回路中还加入软启动电路,以减小启动过程对驱动器的冲击。
功率驱动单元首先通过三相全桥整流电路对输入的三相电或者市电进行整流,得到相应的直流电。
经过整流好的三相电或市电,再通过三相正弦PWM电压型逆变器变频来驱动三相永磁式同步交流伺服电机。
功率驱动单元的整个过程可以简单的说就是AC-DC-AC的过程。
整流单元(AC-DC)主要的拓扑电路是三相全桥不控整流电路。
大连安迪伺服应用(201104)

A&D大 连 安迪 数 控 技术 有限 公 司DALIAN A&D N UMERICAL CONTROL TECHNOLOGY CO., L TD.安迪2011年4月2011年4月29日1A&DA&D典型应用案例解析 安迪伺服的卖点 2010年获得的荣誉及使用评价 2011年新品发布 伺服应用时间记录Perfection in Motion2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.2A&D序号 名称 序号 名称 序号 名称1 2 3 4 5 6 7 8A&D数控雕铣机 绕线机 固晶机9 数控镗床 全机能数控车 10 水切割机 11 Perfection in Motion 12 数控加工中心 13 凸轮车 14 15 16热封切制袋机 17 袜子点胶机 冲床送料机 分切机 丝网印刷机 复卷机 开平机 钢板剪切机 18 19 20 21 22 23 24翻料设备 超声波设备 裁线机 计量泵 反应釜 油石成型机 深孔钻 电脑横机关键词:多轴联动关键词:定长定位红字为伺服响应高的应用2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.3A&D雕铣机1. 用于模具加工,对动态响应,定位精度要求较高 2. 三轴插补控制;精度要求:重复定位±5μm;定位精度±8μm; 3. 行业内品牌:安川、三洋、台达(手板雕铣机—打样、样品用)2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.4A&D水切割机1.激光切割、水切割等设备。
IMS-A系列伺服控制器使用说明书(详细)
前言欢迎使用时光科技有限公司的产品IMS-A系列伺服控制器。
IMS-A系列伺服控制器能灵活地实现对交流异步电动机的高性能控制。
本使用说明书叙述了IMS-A系列伺服控制器(0.2kW~160kW)的安装、配线、运行、维护、保养及检查等内容。
使用前,请认真阅读本使用说明书,特别请熟知本产品的安全注意事项。
本使用说明书的示图,仅用于事例说明,与供货产品可能会有所不同。
因产品改进,规格、编写版本的变更等原因,本使用说明书会有适当的改动。
与安全有关的符号说明本说明书中与安全有关的内容,使用了下述符号。
标注了安全符号的语句,所叙述的都是重要的内容,请一定要遵守。
重要!!某些虽不属于「危险」「注意」的范围,但要求用户遵守的事项时,使用该标注。
表示禁止的事项时,使用该标注。
禁止所叙述的内容在使用中发生错误时会引起危险、可能会造成人员轻度或中度的伤害和设备损坏时,使用该标注。
虽是注意的事项,由于情况不同,也可能造成重大事故。
所叙述的内容在使用中发生错误时会引起危险、可能会造成人身伤亡时,使用该标注。
! 危险安全注意事项●开箱检查●安装●配线●配线●运行保养与检查目录第1章概要 (9)1.1产品的技术特点 (9)1.2产品型号 (9)1.3伺服控制器标准规格 (10)1.4制动电阻规格 (12)1.5伺服控制器各部分名称 (14)1.6关于数字操作器 (15)1.7关于键盘显示器 (15)第2章外形与安装 (16)2.1开箱检查 (16)2.1.1铭牌说明 (16)2.1.2铭牌举例 (16)2.2IMS-A系列控制器外形与安装尺寸 (17)2.3安装场所的要求 (21)2.3.1安装场所 (21)2.3.2环境温度 (21)2.3.3环境湿度 (21)2.3.4振动 (21)2.3.5安装时防止异物落入 (21)2.4安装方向与空间 (22)2.5数字操作器(DOPE-43型)的外形与安装尺寸 (25)第3章配线 (26)3.1与周边设备的连接 (27)3.2主回路端子 (28)3.2.1主回路端子台的构成 (28)3.2.2主回路端子的功能 (29)3.2.3电线线径与压线端子 (29)表3.2 圆形压线端子的尺寸 (29)3.3主回路接线 (31)3.3.1主回路构成 (31)3.3.2标准接线图 (35)3.3.3主回路的接线方法 (36)3.4控制回路端子 (42)3.4.1I/O接口端子及压线端子说明 (42)3.4.2双码盘控制板接口分布及端子定义 (43)3.4.3单码盘控制板接口分布及端子定义 (44)3.4.4接口定义 (46)3.4.4.1输入接口 (46)3.4.4.2输出接口 (47)3.4.4.3编码器信号 (48)3.4.4.4单向脉冲列信号 (48)3.4.4.5模拟量信号 (49)3.4.4.6通讯信号 (49)3.5控制板上的跳线,拨码开关和接口 (51)3.5.1各个跳线、拨码开关和接口在控制板上的分布 (51)3.5.2跳线说明 (52)3.5.2.1JP1、JP2跳线说明 (52)3.5.2.2SW1跳线说明 (52)3.5.2.3SW2跳线说明 (53)3.5.2.4SW3跳线说明 (53)3.6J232通讯接口说明 (53)3.6.1J232接口定义 (54)3.6.2操作器延长线制作方法 (54)3.6.3PC通讯线制作方法 (54)第4章数字操作器(DOPE-43型)的使用 (55)4.1面板说明 (55)4.2操作键说明 (56)4.3显示模式的种类 (57)4.4显示模式的切换 (57)4.5运行状态监视模式下监视项的切换 (58)4.5.1监视项Fr说明 (59)4.5.2监视项U1说明 (60)4.5.3监视项U2说明 (60)4.5.4监视项C1说明 (60)4.6指示灯说明 (61)4.6.1SEVCC(电机通断电指示灯) (61)4.6.2CCW(输出频率为正方向指示灯) (61)4.6.3CW(输出频率为反方向指示灯) (61)4.6.4ALM(报警指示灯) (61)4.6.5USER(用户参数编辑指示灯) (61)4.6.6SYS(系统参数编辑指示灯) (61)4.6.7RUN、STOP、CMD、Hz、F1、JOG、CCW/CW指示灯 (62)4.7参数编辑模式下的参数修改与设定 (62)4.7.1系统参数No.0~No.3(4字节)的显示说明 (64)4.7.2故障历史信息的查询 (64)4.8操作器故障报警信息与复位 (65)第5章运行 (66)5.1IMS-A系列伺服控制器的程序 (67)5.1.1QMCL程序的编制 (67)5.1.1.1IMS-A系列伺服控制器通用标准程序 (67)5.1.1.2IMS-A系列伺服控制器非通用标准程序 (68)5.1.2QMCL程序的写入 (68)5.1.3QMCL程序与参数的调出与固化 (69)5.1.3.1ROM中QMCL程序或参数调出到RAM中的方法 (69)5.1.3.2RAM中QMCL程序或参数固化到ROM中的方法 (72)5.1.4QMCL程序的运行选择 (72)5.1.5QMCL程序运行的起动 (73)5.2IMS-A系列伺服控制器的运行 (74)5.2.1电机运行前的注意事项 (74)5.2.1.1编码器(PG)的输入脉冲确认 (74)5.2.1.2确认控制器输出与电机的接线相序 (75)5.2.2试运行 (75)5.2.3控制器程序运行时的注意事项 (76)第6章故障分析 (77)6.1控制器故障时的显示 (77)6.2常见故障内容、原因和对策 (77)6.3故障复位 (79)6.4故障分析 (79)6.5故障的防止及安全 (83)6.5.1故障的防止 (83)6.5.2关于安全 (84)第7章故障与检查 (86)7.1RAM的掉电保护电池 (87)7.2保养与检查 (87)7.2.1日常检查 (87)7.2.2定期检查 (88)7.2.3部件的定期保养 (89)第1章概要IMS-A系列伺服控制器是时光科技有限公司最新推出的全数字化交流异步电动机伺服控制器,具有结构紧凑、使用方便、可靠性高的优点,适用于各种高精度控制的场合。
基于xPC的电液位置伺服系统快速控制原型设计
基于xPC的电液位置伺服系统快速控制原型设计魏列江;罗兰;王应周;王刚【摘要】通常电液位置伺服系统控制器的开发,需通过辨识被控对象数学模型来确定控制器参数.控制器的实现一般采用嵌入式系统,但是在控制器开发阶段直接采用嵌入式系统,存在辨识过程的实现和控制器参数确定困难,开发周期长等问题.基于xPC半实物仿真技术,提出直接将MATLAB/Simulink快速构建的控制算法转化为xPC目标机可运行的代码,并在目标机上通过数据采集卡获得控制对象的状态变量,上传至xPC宿主机;结合MATLAB中的系统辨识工具箱,辨识得到电液位置伺服系统的数学模型,从而确定复合控制器参数,实现了电液位置伺服系统快速控制原型设计.【期刊名称】《液压与气动》【年(卷),期】2018(000)007【总页数】5页(P24-28)【关键词】xPC半实物仿真技术;电液位置伺服系统;模型辨识;复合控制;快速原型设计【作者】魏列江;罗兰;王应周;王刚【作者单位】兰州理工大学能源与动力工程学院,甘肃兰州730050;兰州理工大学甘肃省流体机械及系统重点实验室,甘肃兰州730050;兰州理工大学能源与动力工程学院,甘肃兰州730050;兰州理工大学甘肃省流体机械及系统重点实验室,甘肃兰州730050;兰州理工大学能源与动力工程学院,甘肃兰州730050;兰州理工大学甘肃省流体机械及系统重点实验室,甘肃兰州730050;兰州理工大学能源与动力工程学院,甘肃兰州730050;兰州理工大学甘肃省流体机械及系统重点实验室,甘肃兰州730050【正文语种】中文【中图分类】TH137;TP271+.3引言针对电液位置伺服系统,若使用理论计算获取系统模型,计算数值与实际系统之间存在较大的偏差,所以在实际应用中多采用辨识的方法[1],其中电液位置伺服系统反馈控制器和前馈控制器的参数获取,需要结合辨识获得的数学模型和系统实物进行反复试验,从而获得良好的系统控制器参数[2]。
AB伺服软件使用方法

AB伺服软件使用方法1.软件的连接AB的伺服驱动器与电脑的连接线是RS232的通讯方式,即A2-B3、A3-B2、A5-A5、屏弊接外壳。
打开Ultraware软件,选择tools菜单(图一)下的Serial Port 选项进串口通讯的设置,如图二所示:图一图二串口通讯数据设置完成以后再次选择tools菜单,点击rescan选项,软件便会自动的连接伺服驱动器。
连接后会在On-Line Drives下面显示。
2. 伺服的参数设置:AB伺服驱动器与上位机连接好后的参数显示如图三所示:图三选择Analog选项,可以进入模拟量输入的选项栏,第一行为每伏对应的转数,电机的额定转数设定为1500转/分,对应的轴卡是10V的电压值。
第二行为模拟量的偏移量,以下介面的右侧会有一个Remove Velocity Input Offsetr 的选项,伺服使能后点击该选项软件就可以自动调节模拟量的偏移量。
接下来的三行为加减限制是否可用以及限制数值,我们没有使用。
如图四所示:图四选择motor选项,可以查看电机的参数,如电机的型号、额定转数、编码器的线数等。
右侧的选项娄别为测量编码器的精度、编码器的反馈信息的测试。
测试时设置好参数后点击Start test,测试完成后要点击Stop test。
图五选择Tuning选项图六,该项为对电机的速度环PID的调节,选择后软件窗口的右侧会出现如图七所示,第一行为自动调节,选择后会有正反向,正向和反向三种让电机旋转的方式,同时每一项都都对应的脉冲数值可以设定,设定完毕后点击Start Autoran即可,如图八所示。
经多次调节PID数值稳定后退出即可,生成的PID数值会自动保存到软件中。
以下的手动电压调节和手动位值调节同上。
此外,软件停留在Tuning窗口,在电机正常运转时还可以看到电机的实际速度。
图六图七图八选择Encoders选项如图九所示,此项为对电机的编码进行设置。
Motor Encoder Interpolation是对电机的编码器倍频数值,Output Signal是选择电机编码器的不做处理、分频和倍频,其中Divided比较特殊,是倍频和下面的分频共同作用的结果,需要注意。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A&D大 连 安迪 数 控 技术 有限 公 司DALIAN A&D N UMERICAL CONTROL TECHNOLOGY CO., L TD.安迪2011年4月2011年4月29日1A&DA&D典型应用案例解析 安迪伺服的卖点 2010年获得的荣誉及使用评价 2011年新品发布 伺服应用时间记录Perfection in Motion2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.2A&D序号 名称 序号 名称 序号 名称1 2 3 4 5 6 7 8A&D数控雕铣机 绕线机 固晶机9 数控镗床 全机能数控车 10 水切割机 11 Perfection in Motion 12 数控加工中心 13 凸轮车 14 15 16热封切制袋机 17 袜子点胶机 冲床送料机 分切机 丝网印刷机 复卷机 开平机 钢板剪切机 18 19 20 21 22 23 24翻料设备 超声波设备 裁线机 计量泵 反应釜 油石成型机 深孔钻 电脑横机关键词:多轴联动关键词:定长定位红字为伺服响应高的应用2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.3A&D雕铣机1. 用于模具加工,对动态响应,定位精度要求较高 2. 三轴插补控制;精度要求:重复定位±5μm;定位精度±8μm; 3. 行业内品牌:安川、三洋、台达(手板雕铣机—打样、样品用)2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.4A&D水切割机1.激光切割、水切割等设备。
一般为两轴或者三轴插补。
2.行内常用品牌:松下。
(安迪产品已成功替代,有成功案例)大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.2011年4月29日5A&DA&DPerfection in Motion1.数控车床、数控加工中心等数控机床系列 2.主要使用同步伺服(进给轴—定位精度在微米级)、异步伺服 (主轴—高速、启停迅速、主轴定位功能)2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.6A&DA&D攻丝专机Perfection in Motion专用组合机床机床,例如:汽车发动机缸体的专用盲孔攻丝机床: 使用三套5.5KW、7.5KW的异步伺服用于攻丝长度的位置控制(内部 位置功能)2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.7A&DA&D固晶机Perfection in Motion1.精度要求:±1μm;启停时间:140-170ms;动态响应要求极高; 2. 一台机器使用伺服数量6-9台;固晶机市场容量为每年5000-7000台 3.目前市场使用品牌:三菱2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.8本机适用于各类型高精度音圈 (跑道型,方型)、各类型粗 线自粘线圈(激光头线圈、硬 盘线圈、IC卡线圈、产品标 签线圈、读写卡线圈、传感器 线圈、振动马达线圈,太阳能 摇摆线圈、贴片型线圈,多线 并绕线圈及各种高精密异形线圈。
绕线机1.该绕线机采用全伺服马达及高精度直线导轨和滚珠丝杆控制,系统采用 众为兴CNC触膜屏全中文介面,要求精度高,响应快。
2. 每台设备使用3台同步伺服(绕线轴、尾座轴、排线轴),电机型号: ADSM-S60-013M30,驱动器型号:ADSD-S23-10A2011年4月29日9A&D制袋机1.目前安迪伺服能够达到的加工频率为160-200个/分钟 2.类似的还有冲床送料机等大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.2011年4月29日10复卷机,是一种造纸专用设备,其用途是将造纸机生产出来的纸卷(称为原纸卷)进 行依次复卷,纸张经过复卷后做成成品纸出厂。
伺服驱动器采用安迪ADSD-S23-50A同步伺服驱动器和ADSM-S150-150M25同步伺服 电机作为传动系统 ,该设备的调试重点是要求纸张的传送快速、平稳、定位准确,这 样才能够使纸张的收卷长度精确度高、收卷平整、加工效率高,在调试中重点调整伺 服的参数以达到最好的收卷效果。
类似设备还有收卷机等,可用于纸张、塑料薄膜、无纺布等材料的复卷和收卷。
2011年4月29日111、攒板机是木工行业专业的叠板机器,其用途是将生产出来的板材依次叠放,叠放到一定数量后打包、装运、出厂。
2、使用2台同步伺服电机,转矩4N.m,转速3000rpm,使用plc+触摸屏控制,要求plc控制2台伺服的动作同步,要求 伺服快速启停,以提高生产效率。
2011年4月29日12A&D小结: 1. 利用伺服电机进行固定长度(角度)定位的 场合非常多; 2. 一般采用PLC控制,使用触摸屏或者文本显 示器进行人机交互;2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.13安迪伺服的卖点通过与同行伺服比较,总结安迪伺服的卖点 1.响应快(固晶机、绕线机,可达到要求节拍); 2.控制方式的动态切换(分卷机—转矩和位置方式切换) 3.转台功能(加工中心转台控制和车床的刀塔控制) 4.具有同步/异步伺服生产的伺服厂家,功率范围广 (0.2KW~45KW) 5. 执行ISO9000的过程控制生产保证体系 6.提供优化的伺服应用解决方案 在某些应用上可替换三菱、松下、安川、富士等进口伺服 品牌。
2011年4月29日14A&D动态性能是安迪同步伺服的突出优势,尤其是在固晶机上的成功使用, 很好的体现出安迪伺服动态响应快的突出特点。
固晶机是一种要求高精度、高响应的设备,以前只能采用进口伺服控 制,国内其他品牌的伺服虽也有涉足,但是都达不到设备的要求。
安迪伺 服在固晶机上的成功使用,也标志安迪伺服在动态响应特性上在国内伺服 产品中已处于前列。
2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.15A&DA&DPerfection in Motion大连安迪数控技术有限公司的“ADSD-S系列全数字式交流永磁同步电机 伺服驱动器研发”项目在2008年荣获中国科技部中小企业技术创新项目。
该项目已经按照计划完成并于2010年10月25日顺利通过大连市专家组的 验收检查。
大 连安迪数 控技术有限公 司2011年4月29日DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.16A&DA&DPerfection in Motion大连安迪数控技术有限公司荣获: “2010 年度伺服与运动控制领域十大潜力品牌”、 “ADSD-S系列永磁同步伺服系统”荣获 “2010 年度伺服与运动控制领域十大创新产品”2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.17交流永磁同步大功率(380VAC),7.5KW18.5KW(模块75A 、 100A、150A) 异步伺服(PSD900)进行中,有总线通讯 功能,其他性能有待于验收测试确认2011年4月29日182009年安迪伺服走向市场,同步/异步伺服 稳定可靠性已经在客户现场应用得到充分验证。
异步:2009.9.24至今19个月正常运行; 同步:2009.5.12至今23个月正常运行; 同步(外销)澳大利亚(黄孙山经理的客户): 2009.7.22至今21个月正常运行;2011年4月29日19A&D2011年4月29日大 连安迪数 控技术有限公 司DALIAN A&D NUMERICAL CONTROL TECHNOLOGY CO., L TD.20。