PPS 材料射出知识
注塑培训PPS塑料的 性能和加工工艺

PPS基本資料英文全名:Polyphenylene fulfide中文名稱:聚硫化二甲苯特性:1.聚硫化二甲苯為熱可塑性樹脂。
2.無毒性、耐藥品性優。
3.耐高溫其熱變形溫度約260℃、且其電機實用性優。
4.機械性質優且於高溫時仍保持良好之機械性質。
5.成型收縮性小、耐磨耗及非黏著性優。
機械特性抗拉強度:134MPa衝擊強度(izod):76(J/m)拉伸彈性率:12GPa熱物性質熱膨脹係數:6~8e-005cm/cm℃^-1成形壓力:350-1,400(kg/cm^2)成形加工性黏度表現:黏度隨剪切速率增加而減少。
比重:1.75機械加工性:1.於切削工具加工時應注成形品之局部過熱情形。
2.於穿孔加工應參考鑽頭規格及其加工時之速度及進給速度。
用途說明機械方面:齒輪、軸承、接頭、管子及外殼等。
電機方面:連接器、線圈捲軸、開關、印刷基板等。
其他方面:汽車引勤擎電裝品之絕緣零件及點火器等相關產品。
食品機器:用於食品加工廠、食品容器。
加工問題處理方法成型品的黏膜1、增加脫模黏度。
2、整成型時間(降低模具溫度、延長冷卻時間、降低射出壓力、減短保壓時間等)。
收縮翹曲1、設計多點的料門。
2、模具溫度均一。
3、調整成型條件(提高樹指溫度、模具溫度、降低射出壓力)。
4、脫模頂出力要平均。
色斑1、顏料要充分混合(通過押出機等)。
2、料門變化,色斑位置也會變化。
3、改變顏料的配色。
參考文獻1.苯乙稀系樹脂,作者須本一郎2.射出成型模具設計-材料特性,作者張榮語3.實用塑膠學,作者伊保內賢。
PPS材料专利阅读
3. 此專利測試結果中沒有測試材料防火等級。 4. 玻璃纖維含量怎麼確定?短纖?
一种绝缘导热玻纤增强的PPS复合 材料及其制备方法
申請人:银禧工程塑料(东莞)有限公司 公開時間:2008-07-23 本專利特點:利用導熱填料和玻纖,提供絕 緣導熱、玻纖增強的,高耐熱物理性能的 PPS復合材料。
合物,纯PPS的相对密度为1.3g/cm3,PPS有吸水率极小,一般只有 0.03%左右;
PPS的阻燃性好,其氧指数高达44%以上;与其他塑料相比,它 在塑料中属于高阻燃材料(纯PVC的氧指数为47%、PSF为30%、 PA66为29%、MPPO为28%,PC为25%)。
(2)机械性能:纯PPS的机械性能不高,尤其冲击强度比较低,以玻 璃纤维增强后会大幅度提高冲击强度,由27J/m增大到76J/m,增大3 倍;拉伸强度由60Mpa增大到137Mpa,增大1倍。 PPS的刚性很高,在工程塑料中少见,纯PPS的弯曲模量可达 3.8Gpa,无机填充改性后可达到12.6Gpa,增大5倍之多。而以刚性着 称的PPO仅为2.55Gpa,PC仅为2.1Gpa。 PPS在负荷下的耐蠕变性好, 硬度高;耐磨性高,其1000转时的磨耗量仅为0.04g,填充F4及二硫化 钼后还会进一步得到改善。
目前PPS 樹脂絕大部分是與玻璃纖維、礦物填料、碳纖維、聚四氟乙烯等 混配成複合材料,改進提高這些材料的機械力學性能、耐熱性能和尺寸穩定 性。由於改性後的產品較脆,因此,今後PPS 的開發重點是在保留其原有的 特性前提下,通過提高其韌性,改善加工性能。
聚苯硫醚(PPS)的特点: (1)物理及阻燃性能:PPS为一种外观白色、高结晶度、硬而脆的聚
(5)环境性能:PPS的最大特点之一为耐化学腐蚀性好,其 化学稳定性能仅次于F4;PPS对大多酸、酯、酮、醛、酚 及脂肪烃、芳香烃、氯代烃等稳定,不耐氯代联苯及氧化 性酸、氧化剂、浓硫酸、浓硝酸、王水、过氧化氢及次氯 酸钠等。PPS的耐辐射性好。
pps是什么材料

pps是什么材料
PPS是聚苯硫醚的简称,是一种高性能工程塑料材料。
它由苯
环和硫醚键交替排列而成,具有一定的弹性和耐热性。
首先,PPS具有优良的耐化学性能。
它能够耐受酸、碱、有机
溶剂等多种化学物质的侵蚀,在广泛的酸碱环境中保持其稳定性。
这使得PPS在化学工业、电子工业等领域得到广泛应用。
其次,PPS具有优异的耐热性能。
它的熔点高达285℃,在高
温环境下表现出良好的稳定性和刚性。
因此,PPS常常被用作
高温工作条件下的零部件材料,如汽车引擎部件、电器元件等。
此外,PPS还具有良好的机械性能。
它具有一定的弹性,能够
在受力后迅速恢复原状,不易变形。
这使得它在某些需要具备高强度和耐磨性的应用中得到了广泛运用,如制造机械零件、模具等。
同时,PPS还具有优良的电绝缘性能。
它的表面电阻较高,介
电常数较低,因此具备良好的绝缘性能。
这使得PPS在电子
领域中成为一种重要的绝缘材料,应用于电子元器件的绝缘保护领域。
此外,PPS还具备一定的阻燃性能。
它受到高温时会发生炭化
反应,形成炭化膜,从而有效阻止火焰的蔓延。
这使得PPS
在一些对阻燃性要求较高的领域得到广泛运用,如电子电器、航天航空等。
总的来说,PPS作为一种高性能工程塑料材料,具有耐化学性能、耐热性能、机械性能、电绝缘性能以及阻燃性能等多种优点,因此被广泛应用于化工、电子、机械等各个领域。
PPS注塑资料解析
PPS材料简单介绍
PPS(聚苯硫/Polyphenylene Sulfide)特点如下:
聚苯硫醚是一种结晶性的聚合物。未经拉伸的纤维具有较大的无定形区(结晶 度约为5%),在125℃时发生结晶放热,玻璃化温度为93℃;熔点281℃。拉伸 纤维在拉伸过程中产生了部分结晶,(增加至30%),如在130—230℃温度下对拉 伸纤维进行热处理,可使结晶度增加到60—80%。因此,拉伸后的纤维没有明 显的玻璃化转变或结晶放热现象,其熔点为284℃。随着拉伸热定形后结晶度的 提高,纤维的密度也相应增大,由拉伸前的1.33g/cm3到拉伸后的1.34g/cm3, 经热处理后则可达1.38g/cm3。
如果料斗下料筒的温度设置过低,料筒及螺杆的摩损就会趋向增大。 如果流动性没有问题,则偏低的温度可减少滞留变色。特别是黑色之外 的其它颜色成型品,建议您设定为300~320℃。 2.3.2 模具温度
需要长时间停机时,务请全部排放出料筒内树脂后,将温度设定在280℃以 下。
在提供粒料、驱动螺杆之前,务请对料筒给予充分的加热时间,使之至少 达到300℃。
务请作业者佩带防护眼镜(特别是置换时)。另外,装卸热模具等部件时, 务请佩带防护手套。成型中止期间,务请后退注射组件,以免喷嘴因与模具 接触而固化。
PPS成型工艺
2 成型条件的选定
2.1 标准成型条件 PPS的成型条件范围如图 2-1所示。要减少毛刺,就要偏高设定料筒温度,降低注射
力,这样才能取得好效果。 如果外观良好,那么,将注射速度控制在低速,可减少其对毛刺的影响。
表2-1 BF1140 的标准注射成型条件
项目
条件预备干燥
140 ℃×3小时
PPS成型安全注意事项
1 安全 1.1 安全注意事项
pps是什么材料

pps是什么材料
Pps是什么材料。
Pps是聚苯硫醚的缩写,是一种高性能工程塑料,具有优异的耐热性、耐化学
腐蚀性、机械强度和绝缘性能。
Pps材料广泛应用于电子电器、汽车、航空航天、
化工等领域,成为一种备受青睐的工程塑料材料。
首先,Pps材料具有出色的耐热性能。
它的热变形温度高达280℃以上,长期
使用温度可达240℃,短期使用温度更可达280℃。
因此,Pps材料在高温环境下
依然能保持其优异的性能,不易软化变形,具有很好的稳定性。
其次,Pps材料具有优异的耐化学腐蚀性能。
它能够抵抗酸、碱、酚、醇、醚、酮等化学品的侵蚀,因此在化工领域得到广泛应用。
Pps材料还具有较好的耐放射
线性能,能够抵抗辐射性能的侵蚀,因此在核工业领域也有一定的应用。
此外,Pps材料还具有优异的机械强度和刚性,具有较好的耐磨性和耐疲劳性。
因此,它在汽车领域的应用也日渐广泛,可以用于制造汽车零部件,如发动机零部件、传动系统零部件等。
最后,Pps材料具有良好的绝缘性能,低介电常数和介电损耗,使其成为电子
电器领域的理想材料。
Pps材料还具有良好的耐燃性,能够满足电子电器产品的阻
燃要求。
总的来说,Pps材料是一种高性能工程塑料,具有出色的耐热性、耐化学腐蚀性、机械强度和绝缘性能,适用于电子电器、汽车、航空航天、化工等领域。
随着技术的不断进步,Pps材料的应用领域还将不断扩大,为各个领域的发展提供更多
可能性。
PPS材料性能
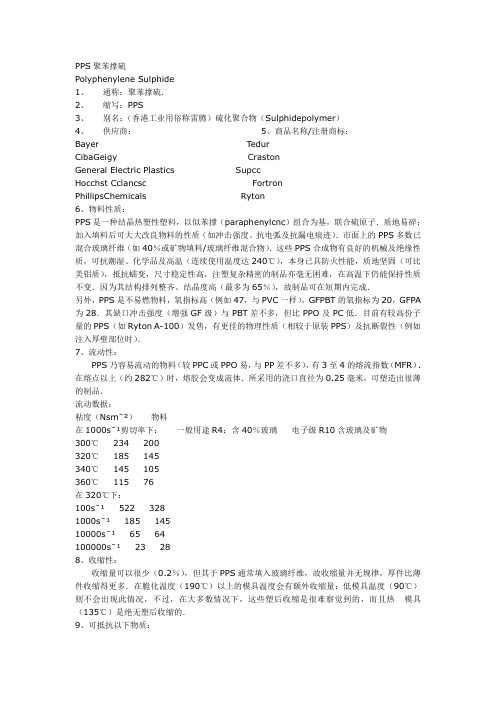
PPS聚苯撑硫Polyphenylene Sulphide1、通称:聚苯撑硫.2、缩写:PPS3、别名:(香港工业用俗称雷腾)硫化聚合物(Sulphidepolymer)4、供应商:5、商品名称/注册商标:Bayer TedurCibaGeigy CrastonGeneral Electric Plastics SupccHocchst Cclancsc FortronPhillipsChemicals Ryton6、物料性质:PPS是一种结晶热塑性塑料,以似苯撑(paraphenylcnc)组合为基,联合硫原子.质地易碎;加入填料后可大大改良物料的性质(如冲击强度、抗电弧及抗漏电痕迹).市面上的PPS多数已混合玻璃纤维(如40%或矿物填料/玻璃纤维混合物).这些PPS合成物有良好的机械及绝缘性质,可抗潮湿、化学品及高温(连续使用温度达240℃),本身已具防火性能,质地坚固(可比美铝质),抵抗蠕变,尺寸稳定性高,注塑复杂精密的制品亦毫无困难,在高温下仍能保持性质不变.因为其结构排列整齐、结晶度高(最多为65%),故制品可在短期内完成.另外,PPS是不易燃物料,氧指标高(例如47,与PVC一样),GFPBT的氧指标为20,GFPA 为28.其缺口冲击强度(增强GF级)与PBT差不多,但比PPO及PC低.目前有较高份子量的PPS(如Ryton A-100)发售,有更佳的物理性质(相较于原装PPS)及抗断裂性(例如注入厚壁部位时).7、流动性:PPS乃容易流动的物料(较PPC或PPO易,与PP差不多),有3至4的熔流指数(MFR).在熔点以上(约282℃)时,熔胶会变成流体.所采用的浇口直径为0.25毫米,可塑造出很薄的制品.流动数据:粘度(Nsmˉ²)物料在1000sˉ¹剪切率下:一般用途R4:含40%玻璃电子级R10含玻璃及矿物300℃234 200320℃185 145340℃145 105360℃115 76在320℃下:100sˉ¹522 3281000sˉ¹185 14510000sˉ¹65 64100000sˉ¹23 288、收缩性:收缩量可以很少(0.2%),但其于PPS通常填入玻璃纤维,故收缩量并无规律,厚件比薄件收缩得更多.在脆化温度(190℃)以上的模具温度会有额外收缩量;低模具温度(90℃)则不会出现此情况,不过,在大多数情况下,这些塑后收缩是很难察觉到的,而且热模具(135℃)是绝无塑后收缩的.9、可抵抗以下物质:在200℃以下不溶于任何已知的溶剂.其抗化池能力仅次于PTFE.加外,可抵抗油、汽油、清洁剂、大多数的酸和碱、碳甲及氯化碳氲.在高温下除可抵抗化学品外,亦可抗水解,且尺寸稳定性良好.即使在200℃以上,物料性质仍可维持不变.在室温下,含40%GF的PPS比ABS 更加坚硬.10、不能抵抗以下物质:热浓氧化酸(如硫酸)、某些胺(amines)、苯醛(benzaldchyde)、氮甲烷(niromethane)及一些卤化(halogenated)混合物.11、塑料测试或鉴定法:未增强的PPS密度为 1.4gcmˉ³,帮会迅速沉于水,而慢慢沉于饱和的氯化镁溶液(密度为1.34).制品主要以填充物料制成,因为密度较高;含40%GF的PPS密度为1.6gcmˉ³.纤维含量可达45%.一并使用矿物填料及玻璃纤维时,总填料量更可达65%(以重量计).12、着色:底色为深褐钯,故染色范围有限.PPS制品可在一些恶劣的情况下使用(例如高温),而这些情况亦制到颜色的范围.13、塑料及制品的处理:吸水量少(0.05%,但矿物填料级的吸水量或会增加.尽管如此,加热有香于加工,故应烘干所有物料.最好用抽湿干燥机(温度可达175℃)以150℃烘3小时――普通焗炉甚至须要6小时.退火(通常以225℃烘2至4小时)可以达到最佳的尺寸稳定性、遇热稳定性、坚固性、结晶程度及260℃以上的热变形温度(HDT).以一般情况而言,热模具(135℃以上)已可产生足够的结晶程度及上佳的表面.但如不要求制品定要耐热和稳定,便可采用冻模具(30-90℃).此类(低结晶度)制品的HDT可能只有230℃.部件的表面或者较差,但比(高结晶度)制品更为刚韧耐用.可以150℃把矿物填料级烘干3小时.14、模具及浇口设计:模具温度应为135℃.若熔胶温度为320℃,那么,每注一克料最多便须消耗385焦耳的热量.比热为2080j/kgK.由于填充聚合物有磨损的问题,太选择钢材时要特别小心:应选用含铬(chromium)/钽(molybdenum)/钒(vanadium)量高的碳钢.模具表面必须打磨平滑及经热处理加硬,才可造出平滑的制品表面,并使模具更加耐用.常用的防腐蚀方法乃镀上保护物质,如硬铬(hardchrome).模具可以用电加热(至140℃),通常会用盒式加热器,每公斤重量可用0.5kw.进料系统必须将纤维定向性所引致的焊接及翘曲可能性减至最你.所以最宜采用模模形及薄膜浇口.由于PPS没有其它热塑性塑料的过份饱压问题,故无须使用平衡流道系统;热流道的效果也不错.另处,PPS的收缩量少,故注口、模腔及模芯必须有足够的拔模斜角及打磨.15、流径:胶壁厚度比例:完全视乎等级、熔胶及模具温度而定,可达150:1(若壁厚1毫米以上),若可以用另一种物料(如PA66)填充模具,即使PPS须较高的填充压力,仍可使用.16、投影面积:如果锁模力不足,便会产生毛边,制品表面差劣.厚件制品(3毫米以上)应有2tsi(31MNmˉ²);薄件制品应有3tsi(47MNmˉ²).17、射料缸装备:射咀应配备关闭阀,以免物料溢出.开入式射咀(温度控制得宜)必须连同减压装置及冷料并使用,周期时间要短而一致才可被接受.螺丝应装配回流阀.由于熔胶有磨擦力,故必须定期维修料缸装备.18、螺丝垫料(srewcushion):3毫米19、射料量:20、熔胶温度:50至85%.由300至360℃不等,以320℃为佳.若某一等级的熔胶温度提升,粘度就会骤降,但不会对强度性质构成太大的影响.切勿超过370℃,否则会产生刺激性气体.21、机筒滞留时间:以高温加工时,必须确保物料在机筒内流动.但在305到320℃的平均模塑温度下是容许有短暂滞留的.22、温度调值:只有对于溶流的要求十分严谨时才可使用高溶胶温度,譬如,360℃比315℃的溶流多50%模具温度不应在90至135℃之间,如超过此范围,即使冷却程度有轻微的差别亦会使结晶程度(以及物质)大大不同.高模具温度可塑帛制出最高硬度(翘曲模数);低模具温度则使制品表面粗糙,有最大的冲击、弯曲及拉伸强度.135℃以上(甚至高达260℃)的温度可以令制品的尺寸稳定.若以低温模塑,仍然可保尺寸稳定,只要不超过此温度加热制品(因为结晶体会起变化).23、温度调值:℃地区编号位置高结晶度由-至-低结晶度由-至-1 机筒后方(料斗附近)280-300 280-3002 机筒290-310 290-3103 中间300-330 300-3304 机筒前方315-360 315-3605 射咀305-340 305-340模具135-160 30-8024、射料速度:极度高速会使制品燃烧.遇此情况应改善排气系统及减低速度.切勿超过50000sˉ¹(例数秒)的剪切率.25、射压:注塑机在首阶段所付出的压力最高可达1500bar•150MNmˉ²•21800psi;而在次阶段则可达1000bar•100MNmˉ²•14500psi.所用的压力应足以阻止毛边出现.26、螺丝转动速度(rpm):越低越好(100rpm以下)以免纤维降质.27、背压:最高为50 bar•5MNmˉ²•725psi.实际上只须少量(甚至无须)背压,故越低越好,与射料量一致.28、停机:若要长期停机,应空置机筒,把螺丝留在推前位置,停止加热.可用挤压级HDPE清洗机筒.29、再加工:将翻磨的物料贮存于密封的容器内,可免潮湿或污染.翻磨料必须烘干,使用量越少越好(最多为30%).许多聚合物会在PPS的熔胶温度下降质.应在使用PPS前后用流动性慢(低MFR)的HDPE清理.30、塑件修饰:浇口很易折断,尤其是附近有预早安排的缺口,可令进料容易拆除;或可用热切方法,只要整组设备可达到及维持于所须的高温.除了下班及矿物填料级外(因为塑胶成份少),其它制品可用超声波焊接塑件.31、典型制品:由于物料可耐高温而不变形,故适宜制造接驳器、电极板、插座、线圈模、线轴及机电器、抗电弧级可制造机电器底部、汽车外壳、灯架及电器开关掣、于气车制造业来说,PPS可替代金属品,造成化油器零件、点火板、电灯插座及加热系统的流动控制阀.因为石英卤素灯的用途日渐普遍,制品可达200℃以上――在这方面,PPS已取替陶器,在其它方面也可代替金属,例如制造散气控制阀时,3种PPS料已可取代14种钢质料,并且是以超声波焊接的.PPS适用于气车制造业的原因是:可抗高温及高热、有适当的机械性质、模塑精确、尺寸稳定、抗化学品.此外,由于街灯反射器须要抗热、高度光滑、精确及有足够的冲击强度,所以亦用PPS制造.还有用于PH测量器制品(不锈钢只可维持两个月,PPS在三年后仍有效).目前,新出的PPS有较高份子量,可免龟裂、而这问题会民生在某此旧款的PPS(指厚件而言),或壁厚剧变的制品身上.常见的新等级为RytonA10,虽然较贵,但延伸性质较佳(由1%增至21%),冲击强度也递增,不过,结晶时间较长,生产量自然少.PPS亦用作密封式(encapsulation)混合物,以取替环氧权脂,制造密封式电晶体及贮电箱等.32、PPS的主要性能耐热性能优异:其熔点超过280℃,热变形温度超过260℃,长期使用温度为220-240℃。
聚苯硫醚(PPS)树脂简介

聚苯硫醚中文名称:聚苯硫醚英文名称:Polyphenylene sulfide(PPS)CAS登录号:25212-74-2熔点:285~300℃密度:1.36g/cm3基本概况:PPS是一种综合性能优异的特种工程塑料。
PPS具有优良的耐高温、耐腐蚀、耐辐射、阻燃、均衡的物理机械性能和极好的尺寸稳定性以及优良的电性能等特点,被广泛用作结构性高分子材料,通过填充、改性后广泛用作特种工程塑料。
同时,还可制成各种功能性的薄膜、涂层和复合材料,在电子电器、航空航天、汽车运输等领域获得成功应用。
国内企业积极研发,并初步形成了一定的生产能力,改变了以往完全依赖进口的状况。
但是,中国PPS技术还存在产品品种少、高功能产品少、产能急待扩大等问题,这些将是PPS下一步发展的重点。
PPS具有优异的耐热性、阻燃性、绝缘性,其强度和硬度均较高,可用多种方法成型加工,可精密成型,是迄今为止性价比最高的特种工程塑料。
分子结构与性能:聚苯硫醚PPS是一种白色、结晶度高的聚合物,PPS的分子主链由苯环和硫原子交替排列,链规整性很强。
苯环提供刚性,硫醚键提供柔顺性。
分子主链刚柔兼备,所以PPS易于结晶,结晶度可达75 %。
PPS分子结构中含有高度稳定的化学键,使其对热降解和化学反应均具有很高的分子稳定性。
同时,该聚合物的分子结构也易于形成一个具有热稳定性的晶体点阵,因此,PPS是一种结晶熔点高达285℃的半晶状聚合物。
由于其分子结构所呈现的特点,PPS在燃烧中往往会形成炭质残渣,使材料具有与生俱来的阻燃性能。
尚未发现PPS在低于200℃左右的温度下溶于任何溶剂。
机械性能:纯PPS力学性能不高,尤其是抗冲击强度比较低,以玻璃纤维(GF)增强后,抗冲击强度由27J/m提高到76J/m,拉伸强度由80MPa提高到150MPa。
聚苯硫醚的弯曲模量可达3.8GPa,无机填料填充改性后可达到13GPa,且在载荷下的耐蠕变性好,耐磨性好,还具有一定的自润滑性能,可代替部分金属使用。
PPS 材料射出知识
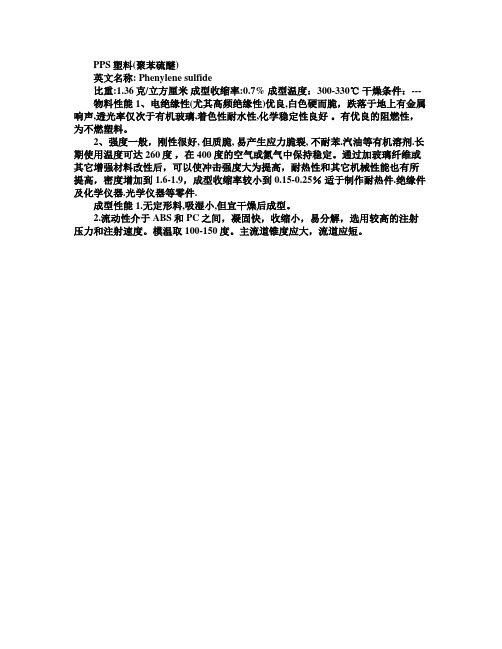
PPS塑料(聚苯硫醚)英文名称: Phenylene sulfide比重:1.36克/立方厘米成型收缩率:0.7% 成型温度:300-330℃干燥条件:--- 物料性能 1、电绝缘性(尤其高频绝缘性)优良,白色硬而脆,跌落于地上有金属响声,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好。
有优良的阻燃性,为不燃塑料。
2、强度一般,刚性很好, 但质脆, 易产生应力脆裂, 不耐苯.汽油等有机溶剂.长期使用温度可达260度,在400度的空气或氮气中保持稳定。
通过加玻璃纤维或其它增强材料改性后,可以使冲击强度大为提高,耐热性和其它机械性能也有所提高,密度增加到1.6-1.9,成型收缩率较小到0.15-0.25%适于制作耐热件.绝缘件及化学仪器.光学仪器等零件.成型性能 1.无定形料,吸湿小,但宜干燥后成型。
2.流动性介于ABS和PC之间,凝固快,收缩小,易分解,选用较高的注射压力和注射速度。
模温取100-150度。
主流道锥度应大,流道应短。
PPS-聚苯硫醚加工性能和成型工艺PPS-聚苯硫醚加工性能和成型工艺PPS的特性聚苯硫醚(PPS),全称为聚苯基硫醚。
它是一种综合性能优异的热塑性特种工程塑料,其突出的特点是耐高温,耐腐蚀和优越的机械性能。
PPS是含硫芳香族聚合物,线型PPS在350℃以上交联后成热固性塑料,支链型结构PPS为热塑性塑料。
(一)PPS的性能(1) PPS为塑性结晶性树脂,其结晶度约为65%,外观为白色或琥珀色。
纯PPS的密度为1.3~1.35g/cm3,但很少单独使用,应用的PPS多为改性品级,如玻璃纤维增强、无机填充和碳纤维增强度,改性后的密度增大为1.60~1.68 g/cm3.(2) PPS具有高强度、高刚性和尺寸稳定性,在高湿条件下刚性也良好,并具有突出的耐疲劳性能和抗蠕变性能:吸水性、吸油性、成型收缩性及线膨胀系数均很小。
(3) PPS的结构中含有硫原子,其含氧指数为46%~53%,在火焰上能燃烧,但不滴落,且离火自熄,有优异的阻烯性能。
塑胶射出简介(1)

螺桿往復式射出裝置
動作原理及優點近似於螺桿預塑式,是國內採 用最多的射出成形機型式。
射出成形原理(1)
由固體塑料至產品成形大致可分為四個階段: (1)固體塑料的塑化階段輸送,並累積於螺桿前端,所產生的熔膠壓力會將螺桿往後推, 因而在螺桿前形成熔膠室。塑化過程的目即在於獲得到高均質性 的熔膠並累積於熔膠室。 (2)模穴充填階段 螺桿不旋轉,以類似活塞狀前移,將熔膠以高速注入模穴並使其 填滿模穴各部份位置。
模具需具備之條件(動態方面)
在射出成形機鎖模壓力下,模具鋼材須有足夠的抗壓縮強度,不 會發生塑性變形或被壓碎裂的情形。 在射出成形機射出壓力下,模具鋼材在強性變形範圍內的變形量 須比樹脂的收縮量小。成品被頂出時,不會發生嵌口及表面刮傷 的情形。 在頂出壓力下,頂出銷截面積對頂出銷長度比不可過大,以防頂 出銷彎曲,可採用階段式頂出銷。頂出銷輿成品接觸的面積應儘 量大,以防成品有頂白的情形。 特殊結構體需堅固,動作行程需確實,以防撞壞模具本體,滑塊, 側蕊,壓板及旋退裝置。
塑膠的一般特性(缺點)
(1)耐熱性差-大部份的塑膠耐熱溫度約 在150℃以下。 (2)機械強度差-承受負荷,易生變形。 (3)低溫時易變脆性。 (4)大都為易燃物,且燃燒有毒性氣體產 生。
塑膠的分類
依溫度效應分類: (1)熱塑性塑膠-熱塑性塑膠在加熱時會隨溫度之升高而逐漸軟化, 但冷卻後則又固化稱之。屬於此類之塑膠有:PS、 ABS 、 AS 、 PC 、 PE 、 PP 、 PVC 、 PVDC、 PVAC、PVB、PA、POM 、 CA、CN、CAB、EC、PMMA、 PETP、PTFE、SI及氟素樹脂等。 (2)熱固性塑膠-熱固性塑膠在加熱之初被軟化而有可塑 性,再繼續加熱則成固化之物質稱之。 屬於此類之塑膠有:PF、UF,MF、PDAP 、UP 、 EP、PUR及伕楠樹脂等。
射出成型原理及塑料材料基础培训课程

主流道襯套
剝料板
3. 熱浇道模具
熱流道系統( )
= 260℃ 固定側模板 = 50℃
热浇道结构图
热流道板
热嘴
熱澆道系統:
熱澆道
導流板 感溫線
控制箱 集線盒 電力線
三、注塑成型過程
1. 概述
(1).射出前開模 (2).關模
(4).冷卻頂出 (3).射出
2. 射出成形動作解析:
1).閉模
圖1.臥式注塑機
射出機台簡稱: : 東芝 : 隆亨 :日鋼 :三菱 :超群
2.
圖 臥 式 注 塑 機
圖3. 射出成形機 A
F
E
D
C
B
G H
I
J
I
圖4.注塑機結構
二、模具基礎介紹
1. 二板模
固定側模板
主流道襯套
母 模
公模
導柱 支持板 / 背板
回位銷 間隔塊
前頂板 後頂板
2. 三板模
Top Clamping Plate "A" "X"
3-1.降低模温,成
即浸入冷水
3-2.延长冷却时
1-1.降低料温 1-2.降低模温 1-3.延长开模时
不良问题 5.熔解线不良
原因 1.塑料温度太低
性质最接近金属,一般称其为塑钢
缩水率:12~20/1000
四、塑胶原料的一些参数
1(或):熔体指数或熔体流动速率
2.流长比:熔体流动的长度与壁厚的比值 (薄壁成型:一般流长比>100)
394(
):电气、电子设备领域中塑膠材
料国际阻燃标准
五、塑胶原料的配色和着色剂
1.著色劑的分類 著色劑
PPS材料介绍范文

PPS材料介绍范文PPS是一种热塑性材料,全名聚苯硫醚。
它是由苯环和硫羰链交替排列构成的聚合物,具有优异的耐热性、耐化学腐蚀性和电绝缘性能。
首先,PPS具有出色的耐热性能。
它可以在高温下长时间工作,耐热温度可达220°C,同时可在常温下安全使用,耐低温性能较好。
这使得PPS成为一种重要的工程塑料,特别适用于需要耐热性能的汽车、电子和电器行业。
其次,PPS还具有极强的耐化学腐蚀性。
它能耐受大部分有机溶剂、强碱和酸的侵蚀,因此在化工、电子和电力行业中广泛应用。
PPS具有出色的抗酸、抗碱性能,使其在电池、容器和管道等领域中被广泛使用。
此外,PPS还具有良好的电绝缘性能。
它的表面绝缘性能优异,不易导电,可避免电流泄漏和电离现象。
这使得PPS成为一种理想的电子元器件和电线绝缘材料。
PPS还具有较低的介电常数和介电损耗,适合用于高频电路。
除了以上特点,PPS还具有其他一些优点。
首先,它有良好的机械性能,具有较高的抗拉强度和韧性。
其次,PPS具有较低的吸湿性,不易吸水,因此在湿气环境下的性能稳定性较好。
此外,它还具有一定的耐磨性,不易磨损,延长了其使用寿命。
然而,PPS也存在一些局限性。
首先,它的成本较高,相对于其他塑料来说,PPS的价格较高。
其次,在加工过程中,PPS对工艺控制和设备要求较高。
这使得PPS的成型过程相对较为复杂,需要采用特殊的加工方法和设备。
此外,PPS与一些溶剂和化学品的相容性较差,容易受到化学物质的侵蚀。
总结而言,PPS作为一种热塑性工程塑料,具有出色的耐热性、耐化学腐蚀性和电绝缘性能。
它广泛应用于汽车、电子、电器、航空航天等领域,成为一种重要的工程塑料。
随着科技的不断发展,PPS的应用领域还将继续扩大,为各行业带来更多的创新和发展机会。
PPS注塑资料

缺口侧
反缺口侧
100
100
103
99
97
100
99
95
90
97
色相变化 (ΔE)*
-
2.2
3.0
3.5
5.0
色相变化不用保持率,而用ΔE表示
表2-3 BF1140 3次使10%再生 材料时的物性保持率
项目 拉伸强度
保持率 (%) 粉碎 82 再生粒料 78
拉伸伸长
拉伸弹性率 弯曲强度 弯曲弹性率 悬臂梁 冲击强度 负荷松弛温度* 色相变化(ΔE)** 熔融指数 收缩率 (流动方向)
PPS成型工艺
2.3.3 注射压力 一般的注射压力最好设定为29~98MPa(300~1000kgf/cm2),希望 减少毛刺时,建议您采取低压成型。 2.3.4 注射速度 要得到良好的外观,就要采取高速注射,但成型品容易产生翘曲及烧 焦。所以一般而言,如果外观良好,则过高的注射速度没有意义。 2.3.5 背压 为了计量稳定化,建议背压设定为0~1.0Mpa(0~10 kgf/cm2)。背 压不稳定时,采取偏高的背压,一般为2.0~2.9 Mpa(20~30 kgf/cm2 2.3.6 螺杆转数 一般以40~100rpm -1(rpm)为宜。200min -1(rpm)以上的转数会 导致玻璃纤维的断裂或树脂的发热,不宜采用。 2.3.7 料筒内滞留 PPS即使长时间滞留在料筒内,其粘度也不会大幅度增加。因此,可 有效利用热流道。 2.4 再生材料的使用 可以使用再生材料。但如果使用100%的再生材料,就会因玻璃纤维的 切断而造成机械特性及耐热性的降低,色相也会产生变化。使用时,建议 采取一定的再生材料比例,不要超过25%。
3 成型加工特性
PPS塑料的有关知识
PPS塑料的有关知识什么是PPS塑料英文名称:Phenylene sulfide比重:克/立方厘米成型收缩率:% 成型温度:300-330℃。
它是一种综合性能优异的热塑性特种工程塑料,其突出的特点是耐高温,耐腐蚀和优越的机械性能。
PPS是含硫芳香族聚合物,线型PPS在350℃以上交联后成热固性塑料,支链型结构PPS 为热塑性塑料。
PPS是美国菲利普公司于1971年首先实现工业化生产的,专利到期后,日本的企业也开始研发和生产。
日企比较典型的有日本的东丽公司,现阶段日本的产量已大于美国的产量。
其他一些生产厂家也主要集中在美国和日本,西欧各国现在均不生产PPS。
我国的天津合成材料研究所、广州化学试剂二厂、四川自贡化学试剂厂、河北工学院化工系及广州化工研究所等单位曾有少量生产,目前国内PPS的代理商有上海联模化工等,到2000年,世界PPS的产量可达到5万t/a。
PPS的最大需求为日本占33%,北美占32%,西欧占19%,亚太占16%。
物料性能1、电绝缘性(尤其高频绝缘性)优良,白色硬而脆,跌落于地上有金属响声,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好。
有优良的阻燃性,为不燃塑料。
2、强度一般,刚性很好,但质脆,易产生应力脆裂,不耐苯.汽油等有机溶剂.长期使用温度可达260度,在400度的空气或氮气中保持稳定。
通过加玻璃纤维或其它增强材料改性后,可以使冲击强度大为提高,耐热性和其它机械性能也有所提高,密度增加到,成型收缩率较小到适于制作耐热件.绝缘件及化学仪器.光学仪器等零件。
成型性能1.无定形料,吸湿小,但宜干燥后成型。
2.流动性介于ABS和PC之间,凝固快,收缩小,易分解,选用较高的注射压力和注射速度。
模温取100-150度。
主流道锥度应大,流道应短。
应用范围一般可应用于制造PPS管、PPS板材等材料,多用于建筑、家居方面。
特性和应用特性(1)一般性能: PPS为一种外观白色、高结晶度、硬而脆的聚合物,纯PPS的相对密度为,但改性后会增大。
PPS材料介绍
聚亚苯基硫醚PPS (GF40/30)产品简介聚苯硫醚,全称为聚亚苯基硫醚,英文名称为Polyphenylene sulfide,简称PPS(以下称聚苯硫醚或称PPS)。
PPS的分子结构比较简单,分子主链由苯环和硫原子交替排列,大量的苯环赋予PPS以刚性,大量的硫醚键又提供柔顺性。
分子结构对称,易于结晶,无极性,电性能好,不吸水。
PPS的突出性能有:良好的耐热性能,可在180~220℃温度范围内使用;耐腐蚀性接近聚四氟乙烯;电性能优异;机械性能优异;阻燃性能好。
应用的PPS多为其改性能品种。
具体有:40%玻璃纤维增强PPS,无机填充PPS等。
聚苯硫醚的特性与应用一、特性(1)一般性能:PPS为一种外观白色、高结晶度、硬而脆的聚合物,纯PPS的相对密度为,但改性后会增大。
PPS有吸水率极小,一般只有%左右。
PPS的阻燃性好,其氧指数高达44%以上;与其他塑料相比,它在塑料中属于高阻燃材料(纯PVC的氧指数为47%、PSF为30%、PA66为29%、MPPO为28%,PC为25%)。
(2)机械性能:纯PPS的机械性能不高,尤其冲击强度比较低。
以玻璃纤维增强后会大幅度提高冲击强度,由27J/m增大到76J/m,增大3倍;拉伸强度由6Mpa增大到137Mpa,增大1倍。
PPS的刚性很高,在工程塑料中少见。
纯PPS的弯曲模量可达,无机填充改性后可达到,增大5倍之多。
而以刚性着称的PPO仅为,PC仅为。
PPS在负荷下的耐蠕变性好,硬度高;耐磨性高,其1000转时的磨耗量仅为,填充F4及二硫化钼后还会进一步得到改善;PPS还具有一定的自润性。
PPS的机械性能对温度的敏感性能小。
(3)热学性能:PPS具有优异的热性能,短期可耐260℃,并可在200~240℃下长期使用;其耐热性与PI相当,仅次于F4塑料,这在热固性塑料中也不多见。
(4)电学性能:PPS的电性能十分突出,与其他工程塑料相比,其介电常数和介电损耗角正切值都比较低,并且在较大的频率、温度及温度范围内变化不大;PPS的耐电弧好,可与热固性塑料媲美。
导热PPS塑料(导热聚苯硫醚材料)基本知识概述

导热PPS塑料聚苯硫醚PPS 概述:聚苯硫醚英文简写为PPS,是一种新型高性能热塑性树脂,具有机械强度高、耐高温、耐化学药品性、难燃、热稳定性好、电性能优良等优点。
在电子、汽车、机械及化工领域均有广泛应用。
导热PPS塑料聚苯硫醚PPS综述:PPS是一种综合性能优异的特种工程塑料。
PPS具有优良的耐高温、耐腐蚀、耐辐射、阻燃、均衡的物理机械性能和极好的尺寸稳定性以及优良的电性能等特点,被广泛用作结构性高分子材料,通过填充、改性后广泛用作特种工程塑料。
同时,还可制成各种功能性的薄膜、涂层和复合材料,在电子电器、航空航天、汽车运输等领域获得成功应用(资料由优畅工程塑料有限公司提供)。
近年来,国内企业积极研发,并初步形成了一定的生产能力,改变了以往完全依赖进口的状况。
但是,中国PPS技术还存在产品品种少、高功能产品少、产能急待扩大等问题,这些将是PPS 下一步发展的重点。
导热PPS塑料聚苯硫醚PPS特点:pps具有机械强度高、耐高温、高阻燃、耐化学药品性能强等优点;具有硬而脆、结晶度高、难燃、热稳定性好、机械强度较高、电性能优良等优点。
PPS是工程塑料中耐热性最好的品种之一,热变形温度一般大于260度、抗化学性仅次于聚四氟乙烯,流动性仅次于尼龙。
此外,它还具有成型收缩率小(约0.8%),吸水率低(约0.02%),防火性好、耐震动疲乏性好等优点。
导热PPS塑料聚苯硫醚PPS性能:电绝缘性(尤其高频绝缘性)优良,白色硬而脆,跌落于地上有金属响声,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好。
有优良的阻燃性,为不燃塑料。
强度一般,刚性很好,但质脆,易产生应力脆裂,不耐苯.汽油等有机溶剂.长期使用温度可达260度,在400度的空气或氮气中保持稳定(资料由优畅工程塑料有限公司提供)。
通过加玻璃纤维或其它增强材料改性后,可以使冲击强度大为提高,耐热性和其它机械性能也有所提高,密度增加到1.6-1.9,成型收缩率较小到0.15-0.25%适于制作耐热件.绝缘件及化学仪器.光学仪器等零件。
PPS注塑资料解析

PPS成型安全注意事项
1.3 成型机的停机、开机与材料切换 1.3.1 成型机的停机 保持PPS成型时的料筒温度置换出之后,建议在PPS的成型温度下以 热稳定性好的树脂(例如,高密度聚乙烯系置换材料)进行置换。继续 进行PPS成型时,也可只进行PPS置换。 1.3.2 成型机的开机 如果料筒内的树脂在PPS成型温度范围是稳定的,则可直接升高到 PPS成型温度,用PPS进行置换。 当树脂的成型温度范围与PPS不同时,建议您先将料筒温度改为料筒 内树脂的成型温度,然后用可在PPS的成型温度和料筒内树脂的成型温 度下使用、且热稳定性好的树脂(例如,高密度聚乙烯等树脂)进行置 换,最后设定到PPS的成型温度进行置换。 料筒内树脂为PPS时,一般而言,可直接升高到PPS的成型温度进行 置换。 1.3.3 树脂的切换 以成型机的停机与开机方法为参考,当树脂可直接置换PPS时,务请 保持在料筒温度下,直接进行置换。 当树脂不可直接置换PPS时,建议您用可在PPS的成型温度和切换树 脂的成型温度下使用、且热稳定性好的树脂(例如,高密度聚乙烯等) 进行置换,然后将温度设定到成型温度。 1.3.4 其它 如果自然色品种的PPS长时间滞留在料筒内,有时会变色,此 时需要进行充分的置换。
连续3日内 年月日 88. 08. 10 11 12 88. 11. 17 18 19 89. 02. 27 28 29 89. 05. 29 30 31 日内波动 平均 ≥ ≥ 0.027 ≥ ≥ χ (mm) 49.766 49.766 49.769 49.769 49.766 49.765 49.765 49.762 49.763 49.766 49.767 49.768 σ (mm) 0.004 0.003 0.004 0.004 0.004 0.004 0.006 0.007 0.004 0.005 0.004 0.005 3 σ /χ x 100 0.024 0.017 0.025 0.026 0.025 0.025 0.036 0.043 0.026 0.029 0.022 0.029 0.027 0.036 0.028 3 σ /χ x 100 0.030(%) 0.024 49.766∞0.015 3 σ /χ x 100 年数据 全年波动量
聚丙烯表面发射率

聚丙烯表面发射率
聚丙烯是一种广泛应用于塑料制品中的材料,其表面发射率对于塑料制品在太阳辐射下的使用具有重要影响。
表面发射率是指材料表面反射和吸收太阳辐射的能力,是一个介于0和1之间的值,值越接近1表示材料表面反射太阳辐射的能力越强,值越接近0表示材料表面吸收太阳辐射的能力越强。
聚丙烯的表面发射率与其成分、制造工艺、表面处理等因素有关。
一般来说,聚丙烯的表面发射率较低,约为0.2-0.4,这意味着其表面对太阳辐射的反射能力较弱,而对吸收能力较强。
因此,在使用聚丙烯制成的产品时,需要注意避免长时间暴露在强烈的太阳辐射下,以防止产品表面的温度升高过快。
为了提高聚丙烯表面的发射率,可以采取表面处理的方法,如增加表面的粗糙度、涂覆特殊的涂料等。
此外,也可以控制聚丙烯的成分和制造工艺,以获得更高的表面发射率。
这对于某些特定的应用场景,如太阳能电池板、太阳能热水器等,具有重要意义。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PPS塑料(聚苯硫醚)英文名称: Phenylene sulfide比重:1.36克/立方厘米成型收缩率:0.7% 成型温度:300-330℃干燥条件:--- 物料性能 1、电绝缘性(尤其高频绝缘性)优良,白色硬而脆,跌落于地上有金属响声,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好。
有优良的阻燃性,为不燃塑料。
2、强度一般,刚性很好, 但质脆, 易产生应力脆裂, 不耐苯.汽油等有机溶剂.长期使用温度可达260度,在400度的空气或氮气中保持稳定。
通过加玻璃纤维或其它增强材料改性后,可以使冲击强度大为提高,耐热性和其它机械性能也有所提高,密度增加到1.6-1.9,成型收缩率较小到0.15-0.25%适于制作耐热件.绝缘件及化学仪器.光学仪器等零件.成型性能 1.无定形料,吸湿小,但宜干燥后成型。
2.流动性介于ABS和PC之间,凝固快,收缩小,易分解,选用较高的注射压力和注射速度。
模温取100-150度。
主流道锥度应大,流道应短。
PPS-聚苯硫醚加工性能和成型工艺PPS-聚苯硫醚加工性能和成型工艺PPS的特性聚苯硫醚(PPS),全称为聚苯基硫醚。
它是一种综合性能优异的热塑性特种工程塑料,其突出的特点是耐高温,耐腐蚀和优越的机械性能。
PPS是含硫芳香族聚合物,线型PPS在350℃以上交联后成热固性塑料,支链型结构PPS为热塑性塑料。
(一)PPS的性能(1) PPS为塑性结晶性树脂,其结晶度约为65%,外观为白色或琥珀色。
纯PPS的密度为1.3~1.35g/cm3,但很少单独使用,应用的PPS多为改性品级,如玻璃纤维增强、无机填充和碳纤维增强度,改性后的密度增大为1.60~1.68 g/cm3.(2) PPS具有高强度、高刚性和尺寸稳定性,在高湿条件下刚性也良好,并具有突出的耐疲劳性能和抗蠕变性能:吸水性、吸油性、成型收缩性及线膨胀系数均很小。
(3) PPS的结构中含有硫原子,其含氧指数为46%~53%,在火焰上能燃烧,但不滴落,且离火自熄,有优异的阻烯性能。
(4) PPS的耐热性能优秀,熔点275~291 ℃,热变形温度为135℃,经玻璃纤维增强后可达到260℃,分解温度为400℃(5) PPS具有良好的高电阻率和低介电常数,其电绝缘性随温度变化较小,即使在高温、高湿下仍保持良好的电绝缘性能。
(6) PPS具有优异的耐化学稳定性,除了强氧化性酸,如浓硫酸、硝酸和“王水”外,能耐其他酸、碱、盐的腐蚀,且在200℃以下不溶于任何有机溶剂,其耐腐蚀性能几乎与聚四氟乙烯相当。
(7) PPS为惰性物质,口服无毒,但在加工时,若温度超过370℃,PPS会发生少量热分解,产生微量的SO 、COS、CO 、CS 等有害气体。
PPS的注塑成型工艺·料筒温度:为防止物料氧化变色,温度不宜过高,流动性以能满足顺利充满模腔即可,模温通常为310-340℃,大制件采用较低的料筒温度,小制件采用较高的料筒温度。
·料嘴温度:以保持物料良好的流动性而又不流延为宜。
·模具温度:通常以140-170℃为宜。
·注射压力:PPS制品以高注射压力为佳,特别是复杂、薄壁件,且注射压力的增加,对成型带来的负面影响较小。
注射压力通常为80-150Mpa。
·注射速度:注射速度越快,制品表面光泽越好,但容易发生产品翘曲、溢边和烧焦等现象,故一般使用中等注射速度。
·保压压力:为防止内应力产生,保压压力应尽量低,以制品不出现气泡、凹陷、缺料等缺陷为判断标准。
·背压:为获得品质稳定的制品,需一定的背压,通常为0.3-0.8MPa。
·螺杆转速:PPS注射成型时螺杆转速一般为40-110rPM,而高循环成型时虽可采用220rPM以上,但此时树脂因剪切易发热,故需同时降低料筒温度。
另外,高剪切速率将导致填充纤维断裂增加,对制品性能不利。
·成型周期:在厚壁成型时,为提高结晶度,获得好的力学性能,需适当延长冷却时间;薄壁成型的周期通常为20-30秒。
·制品脱模:PPS本身由于具有脱模性,通常不用或小用脱模剂,若用,可选择硬脂酸锌,氟系及有机硅类脱模剂。
·成型后的清洗:清洗通常使用低熔融指数(约0.2-0.5)的聚乙烯较为经济。
·再生料的使用:再生料使用比例依所要求成型制品性能而定,一般再生料的使用比例不超过30%。
·制品的退火处理:对于低温成型的制品为提高其性能,消除内应力以及保持产品性能及尺寸稳定性,可将制品进行退火处理,条件通常为200-240℃,2-4小时。
需注意退火会造成制品因结晶化而导致的再收缩并造成产品尺寸变化。
·干燥条件:建议的干燥温度为150-160°C,为期2-3小时·成型收缩率:0.7%加工工艺对性能的影响:注射速度不同,产品的表面光这度就不一样,注射速度越快,表面光泽越好,但容易发生产品翘曲,烧焦,对此必须注意。
一般使用中等注射速度,较高注射压力条件成型。
由于PPS树脂是结晶性树脂,在厚壁成型时,通常为提高结晶度,必须拉长冷却时间,而在薄壁成型时,即使一次成型个数很多,每一循环10-30秒就已足够。
成型时的螺杆转速一般为40-100RPM,而高循环成型时虽可采用200RPM以上,但此时树脂易发热,必须将机筒温度设定较低些。
成形收缩PPS树脂是结晶性的树脂,在成型时,其结晶度随模具温度而变化,因此收缩率就随模具温度而变化。
成型收缩率与模具温度的关系(R-4)成形条件因成型品的形状不同而有所不同,成型收缩率就随之变化。
模槽(CAVITY)的浓度越深脱模锥(TAPER)度应越大(1°-3°)。
结晶化导致的最大影响为:因残留应力所造成凹陷的岫、翘曲,应力开裂及强度下降等问题。
在设计时,除厚壁成型用品种之外,其它各种的最大壁厚应不超出7-10mm,并厚度均为宜。
至于壁厚时,请使用A-100,A-200。
成型收缩率温度的关系(R-4) 成型品壁厚与成型收缩率成型后的清洗通常大件成型时,每一循环的时间变长,在机筒内树脂的滞留时间也随着增长,而在高温中滞留过久者,树脂的颜色会呈较黑色及流动性略降现象,但对树脂的特性没有太长的影响。
通常对于大件的成型,机筒应采用较低的温度,而小件的成型别采用较高的机筒温度。
为防成型品的重量每次变动不一,加上若干背压(5kgs/cm°左右)对于获得品质稳定的成型品有所助益。
但是,如果在机筒内长期放置树脂时,有可能在机筒内硬化,一定要避免这种现象发生,又成型终了后一定要把树脂清洗出来。
成型的清洗通常使用低熔融指数(约为0.2-0.5 左右)的聚乙烯,而为缩短清洗的时间,使用成型温度高的聚砜,聚碳酸酯(最好是玻纤增强的)等为有效,且即使采用其再生品也有充分的效果。
用玻纤增强树脂清洗后,为了保证成型机的机筒及螺杆,最后应当用不含填充的树脂进行清洗。
干燥建议的干燥温度为150-160°C,为期2-3小时。
若使用热风干燥机,置于盘中之原料高度不应高于50mm。
若使用除湿干燥机,其入口温度为-40°C露点。
机筒、螺杆的损耗机筒、螺杆的损耗可分化学性及物理性。
PPS并不存在化学性之腐蚀。
物理性方面,因其内含之玻纤(与其它含玻纤之工程塑料一样)对普通机筒及螺杆造成损耗,故此须采用成型机厂家推荐之耐磨损机筒及螺杆,而该种机筒及螺杆是专门为加工玻纤工程料而设计的。
又料斗下的机筒温度过者,将易导致机筒及螺杆磨损的增加。
PPS的模具设计要点1.钢材的选择及处理PPS是玻纤增强树脂,因此与其它玻纤增强工程塑料一样需要考虑磨损的问题。
此外PPS大部分在高温下成型,故模具的材质应以模温 140-150°C为基准,考虑模具应大量生产时的寿命问题,选用诸如SK、SKS、SKD、SKH(AISI D-2、A2、420;ASSAB XW-41、XW-10、STAVAX-136)等材料为宜。
模具的热硬化处理希望用HRC-60-65整体热硬化处理。
表面光洁度在10S以下时对模具的磨损降低有好处。
此外,电镀处理可以提高使用寿命,以NYE CARB(镍、矽、碳化物)及无电解镀加工为宜。
2.流道(SPRUE-RUNNER)流道形状以圆形、梯形为宜,流道锥度为2°-3°,在流道的下部要设有冷胶井(COLD SLUG WELL)。
图一隐形浇口设计例3.浇口设计(GATE DESIGN)1)针形(PIN POINT):最小直径为0.6φ。
2)圆盘形(DISK):小型圆状物成型3)薄片形(TAB)4)输辐状(SPOKE):大型圆状物成型5)侧入口(SIDE)6)直接形(DIRECT):大型成型7)潜伏式(SUBMARINE):从PPS树脂的刚性及伸长率来看,潜伏式浇口并不太宜,但在高循环成形(FAST CYCLE)成形时仍有使用,但进入角应大些,浇口直径也应大些。
PPS成型材料有很多品种,一般以玻纤增强(有些以玻纤及无机材料填充强化),因此一定要注意,因方向性引起的尺寸变化及强度变化,以及因接合线(WELD LINE)所造成的强度降低,而必须在模具设计时考虑到浇口形状及位置。
沿树脂流动方向及其垂直方向其强度不同,因此,在设计时也应充分考虑及此。
(垂直方向的强度大约为流动方向的50-60%)。
方向成型收缩率(cm/cm)流动方向低温 1/1000-3/1000垂直于流动方向低温 4/1000-8/1000对于难免发生接合线的制品,在模具的接合线发生处设置溢流区(FLOW TAB),藉著改变树脂的流动方向改善接合线的强度。
4.排气孔(GAS VENT)如果在PPS树脂的制品内有气泡将使其特性明显地下降,而且由于排气不良所导致的烧焦关系,使成型品发生部分变色和表面粗糙,因此为了得到良好的产品必须设有排气孔。
PPS成型时的排气孔尺寸通常为高0.015-0.02mm,宽2mm以上。
利用脱模面及脱鞘作排气孔也可以,而为了得到更好的制品也可使用真空排气孔。
5.脱模鞘(EJECTOR PIN)必须注意脱模鞘的位置及其均衡,均衡性不佳的脱模鞘位置将使产品发生局部残留应力,以致引起成品裂纹、尺寸精度不一等问题。
因此在设计时必须使脱模时抗力均衡,考虑脱模鞘的直径、数目及位置。
特别是较深物品的成型时,因接触面大,其成型品底部的脱模鞘位置更是关键所在。
6.模具温度的控制试产用模具或可使用带式加热器(BAND HEATER)控制模温,但大量生产用的正式模具,通常都采用油式加热器或电热棒式加热器(CARTRIDGE HEATER)。
一般而言,最常用的是电热棒式加热器。
采用电热棒式加热器时,较大间隔地装置较大热能量的电热棒(注:电热棒数就少),还不如装置较小热能量但较多支的电热棒(注:间隔就较细密),以期较均匀有效的模具加温,而且模具的固定侧及可动侧两边都需均匀装配,以便因成型品构造关系难免发生翘曲现象时,有需在模具的固定侧及可动侧造成模温差距以改善之,对此若使用电棒式加热器就较为方便。