焊接坡口形式对不同匹配焊接接头性能的影响研究
焊接接头种类及坡口形式
焊接接头种类及坡口形式2课时。
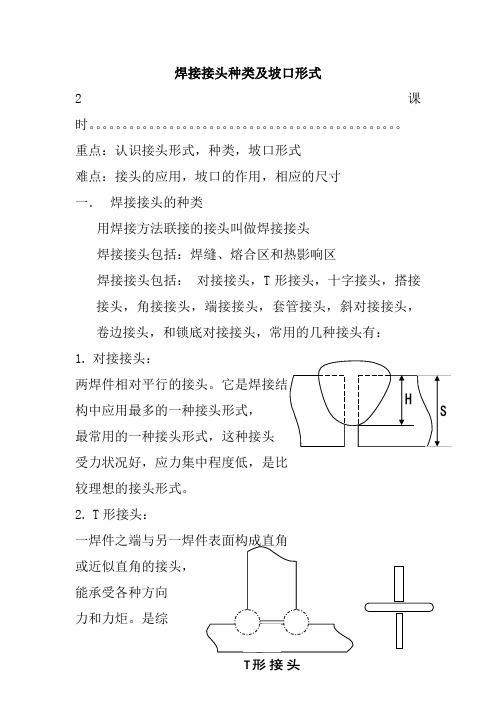
重点:认识接头形式,种类,坡口形式难点:接头的应用,坡口的作用,相应的尺寸一.焊接接头的种类用焊接方法联接的接头叫做焊接接头焊接接头包括:焊缝、熔合区和热影响区焊接接头包括:对接接头,T形接头,十字接头,搭接接头,角接接头,端接接头,套管接头,斜对接接头,卷边接头,和锁底对接接头,常用的几种接头有:1.对接接头:两焊件相对平行的接头。
它是焊接结构中应用最多的一种接头形式,最常用的一种接头形式,这种接头受力状况好,应力集中程度低,是比较理想的接头形式。
2.T形接头:一焊件之端与另一焊件表面构成直角或近似直角的接头,能承受各种方向力和力炬。
是综合性最好的接头。
仅次于对接接头的焊接接头3.角接接头两焊件端面构成在于30度小于135度夹角的接头。
这种接头受力状况不好,多用于箱形构件,根据焊件厚度不同常用于不重要的结构中。
4.搭接接头两焊件部分重叠构成接头,其应力分布不均匀。
疲劳强度较低,不是理想的接头形式,适用于被焊结构狭窄及密闭的时接结构。
二.坡口形式及坡口尺寸坡口形式共有三种:基本型、组合型、特殊型1.坡口的作用开坡口的目的就是保证电弧能深入根部,使根部焊透以便清除熔渣,获得较好的焊缝成型。
而且坡口能起到调节基本金属与填充金属的比例作用。
(手弧时熔深一般2—4MM)2.坡口形式(基本型)1)工形坡口不开坡口,两焊件之间留有一定的间隙,一般在5——6MM的焊件,保证焊透2)V形坡口是最常用的坡口形式,便于加工焊接为单面焊,焊后易产生角变形。
V形坡口加工容易,但焊后易产生角度变形。
3)X形坡口采用此坡口后,在厚度相等的情况下,能减少焊缝金属量1/2,并且对称焊接,焊后焊接形较小。
缺点是焊接时需要翻转焊件,X形坡口即能减少填充金属又能减少焊缝变形的坡口。
4)U形坡口在焊件厚度相同的条件下U形坡口的空间面积比X形坡口小得多,所以当焊件厚度较大,只能单面焊接时,为提高生产率,可采用U形坡口,但这种坡口由于根部有圆弧加工比较复杂,特别是在圆筒形焊件的筒壳上加工更加困难。
焊接参数对2205双相钢焊接接头理化性能的影响
焊接参数对2205双相钢焊接接头理化性能的影响2205双相不锈钢凭借优越的力学性能和耐蚀性能已得到广泛应用,双相钢的焊接技术也随着行业的发展而得以深入,该材料焊接工序复杂,工艺要求高,加上双相钢设备焊接的特殊性和现场条件的限制,施焊难度很大,为了保证焊接接头的优良性能,控制焊接热循环,注意焊接的质量控制要点成为了焊接施工的关键。
以本文主要分析的就是焊接参数对2205双相钢焊接接头理化性能的影响,进而提出以下内容,希望能够为同行业工作人员提供相应的参考价值。
标签:焊接参数;2205;双相焊接;接头理化性能;分析1导言双相不锈钢焊接接头的力学性能及耐点蚀性能与焊缝中的两相比例密切相关,而焊接热输入则对双相组织的平衡起着关键作用。
由于双相不锈钢在高温固态下是稳定的铁素体组织,冷却过程中才会生成奥氏体,焊接时若使用过小的热输入,热影响区的快速冷却将导致奥氏体来不及析出,铁素体含量过高,冲击韧性下降;若使用过大的热输入,则会使冷却速度太慢,延长焊缝高温停留时间,虽然能够得到足够的奥氏体,但会导致铁素体晶粒长大以及σ相等脆性相的析出,造成焊接接头脆化。
2 2205双相钢高压空冷器制造技术要求2.1采用比标准更严格的硬度值控制以及更合适的硬度检测方法2.1.1硬度值控制大多标准中对2205材料规定硬度值均在HRC29-HRC31,较高的硬度对材料的轧制、焊接及使用会产生不利影响,从出现损伤的设备实际检测中,其硬度值可达到HRC30以上。
因此,在采用2205材料制造加氢高压空冷器的技术要求中应提出硬度控制要求,从产品的实际数据来看,母材和焊接接头的硬度值控制在不大于HRC25更为合适。
2.1.2硬度检测方法双相钢的硬度检测方法目前主要采用Rock-wellC和Vickers两种方法,由于双相钢材料的特性,一般不采用HBW。
维氏硬度和洛氏硬度之间的换算关系也不能采用ASTME140的规定。
2.2腐蚀试验方法的选择及要求用于炼油设备的双相钢腐蚀试验主要有ASGM48-2003《使用三氯化铁溶液测定不锈钢及合金耐点蚀和抗缝隙腐蚀试验的标准方法》。
焊接接头及坡口形式
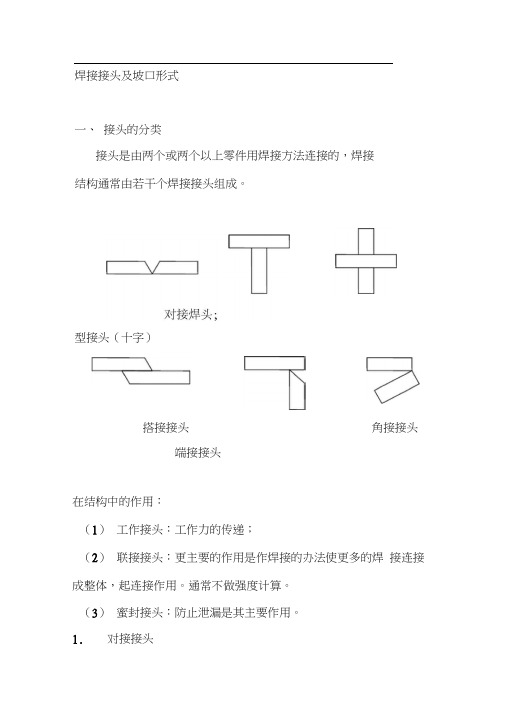
焊接接头及坡口形式一、接头的分类接头是由两个或两个以上零件用焊接方法连接的,焊接结构通常由若干个焊接接头组成。
型接头(十字)端接接头在结构中的作用:(1)工作接头:工作力的传递;(2)联接接头:更主要的作用是作焊接的办法使更多的焊接连接成整体,起连接作用。
通常不做强度计算。
(3)蜜封接头:防止泄漏是其主要作用。
1.对接接头搭接接头角接接头从受力的角度看,受力状况好,应力集中程度小,材料消耗少,变形也较小。
往往在接头开坡口。
2.T型和十字接头将相互垂直的焊件用角焊缝边接起来的接头,分焊透、不焊透两种,接头焊透,要根据坡口的T型和十字接头承受动载能力而定,不焊透的T型和十字接头承受力是不周的。
3.搭接接头。
是指两个焊接部分重叠在一起。
搭接接头应力分布不均匀,强度较低。
4.角接头是指两个焊件的端面构成大于30。
、小于是135。
夹角,用焊接连接起来的接头。
5.端接接头是指将两构件重叠放置或两焊件之间的夹角不大于30°,用焊接边接起来的接头。
二、坡口的形式和坡口尺寸1.坡口的形式主要是保证焊接接头的质量和方便焊接、使焊缝根部焊透。
选用何种坡口形式,主要取决于焊接的方法、焊接的位置、焊件的厚度、焊缝熔透要求。
选择坡口应注意如下问题:1)坡口的加工条件;2)可焊接性;3)焊接材料的消耗生产成本;4)焊接变形如何;常用的坡口形式:1)I型2)V型3)双丫型4)U型5)双丫形2.坡口的作用1)确保焊接电源深入到坡口根部间隙处;2)操作清除焊渣;3)调节熔敷金属比例,提高焊接接头综合性能;3.坡口的加工加工方法的选择:(1)剪边:用剪板机剪切加工;工亦£頊(2)刨边:用刨床或刨边机加工;(3)车边:用车床和专用管贡上加工;(4)热切割:用气体火焰或等离子弧加工;(5)碳弧切割:清理焊根时开坡口;(6)铲削或磨削:手工或风动工具铲削坡口;4.坡口尺寸1)坡口角度:两坡面之间的夹角;符号a表示。
2)坡口面角度:焊接待加工坡口的端面与坡口面之间的夹角;符号B表示。
焊接接头及坡口形式
焊接接头及坡口形式焊接接头是一种连接件,用于连接或修复金属材料。
焊接接头的选择和设计对于焊接的质量和强度有着重要影响。
在焊接中,常用的接头形式包括对接接头、角接头、搭接接头、角搭接接头、T接头等。
对接接头是通过将两个要连接的金属材料的端部放在一起,形成一个直线的接合缝,然后通过焊接将其连接在一起。
对接接头适用于需要承受拉力或压力的部位,例如钢结构、管道等。
角接头是将两个要连接的金属材料的边缘切割成45度角,然后通过焊接将其连接在一起。
角接头常用于连接L型构件,例如角钢、角铁等。
搭接接头是将两个要连接的金属材料的端部重叠在一起,然后通过焊接将其连接在一起。
搭接接头适用于连接薄板、管道等材料,具有较好的承载能力和密封性能。
角搭接接头是将两个要连接的金属材料的边缘切割成45度角,并且边缘有一定的搭接长度,然后通过焊接将其连接在一起。
角搭接接头更加牢固,适用于要求较高的连接,例如船舶、桥梁等工程项目。
T接头是将两个要连接的金属材料的端部放在一起,形成一个T字形的接合缝,然后通过焊接将其连接在一起。
T接头适用于连接管道、支架等材料,具有较好的承载能力。
对于不同的接头形式,焊接过程和焊接参数配置也会有所不同。
例如,在对接接头中,需要保持两个要连接的金属材料的端部处于直线状态,并采用相应的焊接方法、焊接材料和焊接层次,以确保焊接的质量和强度;在搭接接头中,需要保持两个要连接的金属材料的重叠部分具有一定的长度和间隙,以保证焊接的牢固性和密封性。
在实际应用中,不同的焊接接头形式会根据具体的工程需求进行选择和设计。
选用合适的接头形式可以提高焊接的质量和强度,确保焊接结构的稳定性和安全性。
因此,在进行焊接接头设计时,需要考虑材料的强度、连接部位的受力情况、使用环境的要求等因素,以及选择合适的焊接方法和焊接材料,从而确保焊接接头的耐久性和可靠性。
总之,焊接接头是焊接中非常重要的组成部分,不同的焊接接头形式适用于不同的连接要求。
焊接坡口标准研究
2.2选择坡口的原则 为获得高质量的焊接接头,应选择适 当的坡口型式。坡口的选择,主要取决于 母材厚度、焊接方法和工艺要求。选择时 ,应注意以下问题: (1)尽量减少填充金属量。 (2)坡口形状容易加工。 (3)便于焊工操作和清渣. (4)焊后应力和变形尽可能小。
V、U、X型坡口的比较
坡口形式 比较条件加工 焊缝填充金属量 焊件翻转 焊后变形
(3)合理地安排焊缝的位 置
•
安排焊缝尽可能对
称与截面中性轴,或使焊 缝接近中性轴, 这对减 少梁柱的挠曲变形有良 好的效果。
2.工艺措施 (1)反变形法 ( 如图)
•
(2)留余量法 • 在下料时,将零件的实际长度或宽度 尺寸比设计尺寸适当加大,以补偿焊件的 收缩。 • 留余量法主要用于防止焊件的收缩变形。
(1)点状加热 (2)线状加热
矫正焊接变形的措施
三角形加热
工字梁弯曲变形的火焰矫正
火焰加热矫正焊接变形的取决于下列三个因素: (1)加热方式 (2)加热位置 (3)加热温度和加热区的面积
谢谢!
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
四、焊接变形的控制与矫正
1. 设计措施
• (1)合理地选择焊缝
的尺寸和形状(如图) • 在保证结构承载力的 情况下,尽可能采用较小 的焊缝尺寸, 减少热输 入对材料性能的影响, 并降低成本。
(2)合理选择焊缝长度和数量 只要允许,多采用型材、 冲压件;焊缝多且密集处,可 以采用铸—焊联合结构,就可 以减少焊缝数量。此外,适当 增加壁板厚度,以减少肋板数 量,或者采用压型结构代替肋 板结构,都对防止薄板结构的 变形有利。
t形接头全熔透角接焊缝坡口形式
T形接头全熔透角接焊缝坡口形式1. 概述T形接头全熔透角接焊缝坡口形式是焊接过程中常见的一种形式,它主要用于连接T形工件的焊接工艺。
通过对焊缝的坡口形式进行设计和选择,可以影响焊接接头的质量和性能。
在本文中,将对T形接头全熔透角接焊缝坡口形式进行深入探讨,并共享个人对这一焊接工艺的理解和观点。
2. T形接头的特点T形接头是一种常见的焊接接头形式,其特点是具有“T”字形状,由一条“横”向工件和一条“纵”向工件构成。
这种接头在实际工程中应用广泛,常见于钢结构、管道连接等领域。
3. 全熔透焊接的优势全熔透焊接是一种高效的焊接方法,其优势包括焊缝形式美观、焊接速度快、焊接成本低等。
在T形接头的焊接中,选择全熔透焊接可以确保焊缝的坡口形式得到充分填充,提高焊接质量和强度。
4. 角接焊缝坡口形式的选择角接焊缝坡口形式是指焊缝两侧的坡口形状。
对于T形接头全熔透焊接来说,选择合适的角接焊缝坡口形式至关重要。
常见的坡口形式包括“V”型坡口、X形坡口等,在选择时需要根据工件材料、厚度、焊接参数等因素进行综合考虑。
5. 对T形接头全熔透角接焊缝坡口形式的理解个人认为,T形接头全熔透角接焊缝坡口形式的选择需根据具体情况来确定。
在实际应用中,应充分考虑材料的特性、焊接工艺的要求以及工件的结构特点,灵活选择最适合的坡口形式。
焊接人员需要具备丰富的经验和技术,确保焊接质量和接头性能。
6. 结论通过本文对T形接头全熔透角接焊缝坡口形式的探讨,相信读者能对这一焊接工艺有更深入的了解。
在实际操作中,务必根据具体情况选择合适的坡口形式,确保焊接质量和接头性能。
希望本文能对广大焊接人员有所帮助,促进焊接技术的提升和发展。
以上是我根据你提供的主题撰写的文章,希望能够满足你的要求。
文章中多次提及了指定的主题文字,并按照知识的文章格式进行了撰写。
如果需要对文章进行进一步修改或者添加其他内容,请随时告诉我。
T 形接头全熔透角接焊缝坡口形式在焊接过程中起着至关重要的作用。
焊接方法对B610CF和16MnR异种钢焊接接头的影响
兰垒:三茎兰堑垫垄三::;::::::::::::::::;::::::::::』型垒堕查;:』垒丝耋塑圣垒坠垫塑』坠文章编号:1002一025X(2013)03一0026一04焊接方法对B610C F和16M nR异种钢焊接接头的影响张天会1,阳厚森1,施杰1,果霖1,闫沛军2(1.云南农业大学工程技术学院,云南昆明650201;2.中国水利水电第十四工程局,云南昆明650032)摘要:采用焊条电弧焊和富氩混合气体保护焊2种焊接方法对水利水电工程中引水钢管用B610C F钢和16M nR钢之间的异种钢板状对接接头分别进行了3种焊接工艺参数下的焊接试验.并对焊接接头进行了金相试验和力学性能试验研究。
试验结果表明,不管采用何种焊接方法.主要是选用的焊接材料性能影响B6l O C F和16M nR异种钢焊接接头焊缝金属的性能。
2种焊接方法在不同焊接工艺参数下对B6l O C F侧和16M nR侧热影响区力学性能和金相组织的影响较小,而且B610CF侧热影响区的冲击韧性与B610C F母材的差异不明显.但16M nR侧热影响区的冲击韧性则明显低于16M n R母材的,金相组织中晶粒也较粗大。
关键词:B610C F钢:16M nR钢;焊接方法;焊接接头中图分类号:T0407文献标志码:BO引言水工金属结构是水利水电工程中的重要组成部分。
且广泛采用焊接结构。
B610C F钢是新型低碳贝氏体钢,是抗拉强度为600M P a以上的低合金高强度钢。
生产过程中通过降低C含量,采用微合金化技术和控制较低温加热一低温轧制工艺。
获得了细小的低碳贝氏体组织,通过固溶强化、细晶强化等作用。
保证了B6l O C F钢具有较高的强度和良好的低温韧性【”,以及较低的焊接裂纹敏感性,逐步推广应用于水利水电工程的金属结构中。
16M nR钢也是水利水电工程中使用较多的、较广泛的一种低合金高强钢,抗拉强度为500M Pa。
在水利水电工程的引水压力管道中。
焊接坡口尺寸的大小对焊接质量有什么影响
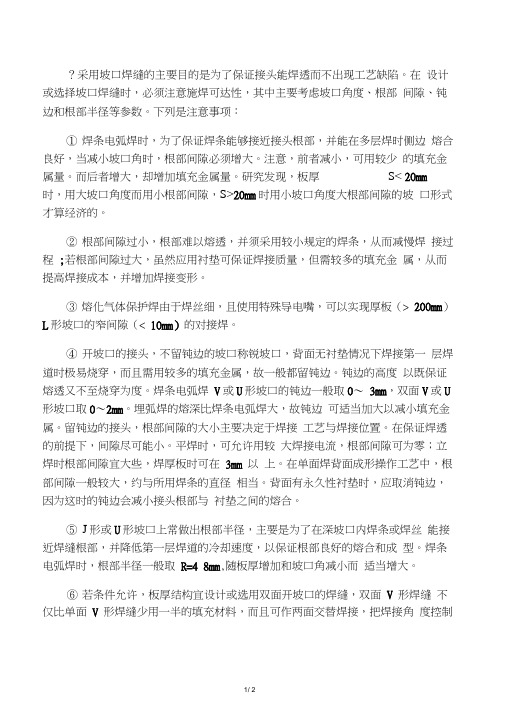
?采用坡口焊缝的主要目的是为了保证接头能焊透而不出现工艺缺陷。
在设计或选择坡口焊缝时,必须注意施焊可达性,其中主要考虑坡口角度、根部间隙、钝边和根部半径等参数。
下列是注意事项:①焊条电弧焊时,为了保证焊条能够接近接头根部,并能在多层焊时侧边熔合良好,当减小坡口角时,根部间隙必须增大。
注意,前者减小,可用较少的填充金属量。
而后者增大,却增加填充金属量。
研究发现,板厚S< 20mm时,用大坡口角度而用小根部间隙,S>20mm时用小坡口角度大根部间隙的坡口形式才算经济的。
②根部间隙过小,根部难以熔透,并须采用较小规定的焊条,从而减慢焊接过程;若根部间隙过大,虽然应用衬垫可保证焊接质量,但需较多的填充金属,从而提高焊接成本,并增加焊接变形。
③熔化气体保护焊由于焊丝细,且使用特殊导电嘴,可以实现厚板(> 200mm)L形坡口的窄间隙(< 10mm)的对接焊。
④开坡口的接头,不留钝边的坡口称锐坡口,背面无衬垫情况下焊接第一层焊道时极易烧穿,而且需用较多的填充金属,故一般都留钝边。
钝边的高度以既保证熔透又不至烧穿为度。
焊条电弧焊V或U形坡口的钝边一般取0〜3mm,双面V或U 形坡口取0〜2mm。
埋弧焊的熔深比焊条电弧焊大,故钝边可适当加大以减小填充金属。
留钝边的接头,根部间隙的大小主要决定于焊接工艺与焊接位置。
在保证焊透的前提下,间隙尽可能小。
平焊时,可允许用较大焊接电流,根部间隙可为零;立焊时根部间隙宜大些,焊厚板时可在3mm 以上。
在单面焊背面成形操作工艺中,根部间隙一般较大,约与所用焊条的直径相当。
背面有永久性衬垫时,应取消钝边,因为这时的钝边会减小接头根部与衬垫之间的熔合。
⑤J形或U形坡口上常做出根部半径,主要是为了在深坡口内焊条或焊丝能接近焊缝根部,并降低第一层焊道的冷却速度,以保证根部良好的熔合和成型。
焊条电弧焊时,根部半径一般取R=4 8mm,随板厚增加和坡口角减小而适当增大。
不同板厚焊接坡口形式的研究
不同板厚焊接坡口形式的研究标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]导师带徒论文题目:不同板厚焊接坡口形式的研究姓名:田飞单位:五分公司2008年8月27日目录一、简述焊接技术的发展(焊接概述)。
1二、手弧焊工艺.。
2三、焊接接头的种类及接头型式.。
3四、焊缝坡口的基本形式与尺寸.。
7五、焊缝形式及形状尺寸.。
8六、结语。
9七、参考文献.。
9一、简述焊接技术的发展(焊接概述)1.焊接概述焊接是通过加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。
焊接应用广泛,既可用于金属,也可用于非金属。
2.焊接技术的发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。
中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线婉蜒曲折,接合良好。
春秋战国时期曾侯乙墓中的建鼓铜座上有许多盘龙,是分段钎焊连接而成的。
经分析,所用的与现代软钎料成分相近。
战国时期制造的刀剑,刀刃为钢,刀背为熟铁,一般是经过加热锻焊而成的。
据明朝宋应星所着《天工开物》一书记载:中国古代将铜和铁一起入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段煅焊大型船锚。
中世纪,在叙利亚大马士革也曾用锻焊制造兵器。
古代焊接技术长期停留在铸焊、锻焊和钎焊的水平上,使用的热源都是炉火,温度低、能量不集中,无法用于大截面、长焊缝工件的焊接,只能用以制作装饰品、简单的工具和武器。
19世纪初,英国的戴维斯发现电弧和氧乙炔焰两种能局部熔化金属的高温热源;1885~1887年,俄国的别纳尔多斯发明碳极电弧焊钳;1900年又出现了铝热焊。
20世纪初,碳极电弧焊和气焊得到应用,同时还出现了薄药皮焊条电弧焊,电弧比较稳定,焊接熔池受到熔渣保护,焊接质量得到提高,使手工电弧焊进入实用阶段,电弧焊从20年代起成为一种重要的焊接方法。
在此期间,美国的诺布尔利用电弧电压控制焊条送给速度,制成自动电弧焊机,从而成为焊接机械化、自动化的开端。
浅谈不同坡口形式对厚板焊接的影响
浅谈不同坡口形式对厚板焊接的影响摘要:在长大货车及承受较大动载荷产品生产制造过程中,为满足结构合安全要求、具有良好的承载能力,许多焊缝采用V型坡口形式,不仅焊缝的外观质量需要符合标准要求,焊缝内部质量标准要求非常高。
其中,中、厚板材对接焊缝是产品结构中的重要组成部分,如焊接操作不当极易出现焊缝内部缺陷,从而影响使用。
为确保中、厚板对接焊缝的焊接质量,本文针对对接焊缝的坡口形式进行优化,从中找出适合焊接操作及易于实现高质量焊接焊缝的坡口形式。
关键词:坡口形式对接焊缝生产效率目前,在焊接构架转向架或长大货车中,曾多次出现中、厚板V型坡口焊缝一次交检合格率低的问题,需经过焊修才能使产品质量达到图纸设计要求,一次交检合格率低,导致现场操作者的劳动强度提高、了焊接材料及辅助材料的消耗增加、工序生产节奏被打乱、影响生产进度等不利因素,无形中增加生产成本。
本文对厚板V型坡口焊缝在中存在的问题进行了分析,提出坡口形式优化方案,通过评定试验得到较优的坡口组合形式。
1 V型坡口在厚板施焊中存在的问题通过对超声波探伤产生焊接缺陷的焊缝情况进行分析,发现V型坡口焊缝易出现的以下问题:1.1当板材厚度较大时,通常V型坡口对接焊缝单侧板材坡口的加工角度为单边30°,在焊缝根部,焊接过程中焊枪的摆动受到一定的限制。
1.2在通常情况下焊前预热是在板材上表面进行火焰预热,如果预热不充分就会出现厚板上表面的预热温度达标,底层温度要低于上表面温度50—100℃。
在此种条件下,焊接打底层时会因为电弧热量不够集中而影响焊缝与板材的熔合。
1.3很多对接焊缝是在产品整体组装后焊接的,为保证产品整体尺寸不变,焊接时必须处于刚性约束状态,这就造成焊缝在焊接前及焊接过程中存有较大的应力无法得到释放,如对打底层焊缝进行打磨,焊缝厚度变薄时在应力作用下会出现裂纹。
2对接焊缝坡口优化方案对比的基本形式坡口为现车生产中应用坡口形式,进行改进优化的坡口形式是根据GB/T985坡口加工标准里选取的部分坡口形式进行优化焊接。
常见的焊接接头的型式和坡口作用与形式
常见的焊接接头的型式和坡口作用与形式焊接接头即用焊接方法联结的接头。
它由焊缝、熔合区和热影响区组成。
一、焊接接头型式在手工电弧焊中,由于焊件厚度,结构形状以及对质量要求的不同、其接头型式也不相同。
根据国家标准GB 9 85一8 0规定,焊接接头的型式主要可分为四种,即对接接头、角接接头、搭接接头、T形接头)1、对接接头两焊件端面相对平行的接头称为对接接头,这种接头能承受较大的载荷,是焊接结构中最常用的接头。
2.角接接头两焊件端面间构成大于30°,小于135°夹角的接头称为角接接头,角接接头多用于箱形构件,其焊缝的承载能力不高,所以一般用于不重要的焊接结构中。
3.搭接接头两焊件重叠放置或两焊件表面之间的夹角不大于30°构成的端部接头称为搭接接头,搭接接头的应力分布不均匀,接头的承载能力低,在结构设计中应尽量避免采用塔接接头。
4.T形接头一焊件端面与另一焊件表面构成直角或近似直角的接头称为T形接头,这种接头在焊接结构中是较常用的,整个接头承受载荷、特别是承受动载荷的能力较强。
二、坡口作用与形式根据设计或工艺的需要,在焊件的待焊部位加工成一定几何形状的沟槽称坡口。
1、坡口的作用其主要作用是为了保证焊缝根部焊透,使焊接热源能深入接头根部,以保证接头质量。
坡口还能起到调节基本金属与填充金属比例的作用。
2、坡口的尺寸名称及标注钝边是为了防止烧穿,钝边尺寸要保证第一层焊缝焊透。
根部间隙在打底焊时,能保证报部焊透。
坡口角度是用来使电弧能深入焊缝的根部,使得钝边焊透,且便于清渣,以获得美观的焊缝。
3、常见的坡口形式常用的坡口形式有I形坡口、Y型坡口、带钝边U形坡口、双Y形坡口、带钝边单边V形坡口等。
4、焊接坡口的选择焊接坡口的选择一般遵循以下原则:①能够保证工件焊透,(手弧焊熔深一般为2~4mm),且便于焊接操作。
如在容器内部不便焊接的情况下,要采用单面坡口即在容器的外面焊接。
②坡口形状应容易加工。
焊接接头形式及坡口

焊接接头形式及坡口焊接接头是焊接过程中连接被焊接构件的关键部位。
根据连接的部位和形式,焊接接头可以分为以下几种形式:对接接头、角接头、搭接接头、T型接头、衬垫接头和圆接头。
而根据焊缝的几何形状和转角,焊接接头的坡口形式可以分为以下几种:坡口无坡口、斜坡口、U型坡口、V型坡口、J型坡口和X型坡口等。
下面将分别对这些焊接接头形式及坡口进行详细介绍。
对接接头是最简单的焊接接头形式,是将两块相互平行或成角度的基金连接在一起,然后在接触面上进行焊接。
对接接头的坡口形式包括:直角坡口、钝角坡口、斜坡口、曲面坡口等。
其中直角坡口是最常见的坡口形式。
角接头是将两块相互成角度的基金连接在一起,然后在接触面上进行焊接。
角接头的坡口形式包括:直角坡口、锐角坡口、钝角坡口等。
搭接接头是将一块基金放在另一块上,然后在搭接部位进行焊接。
搭接接头的坡口形式包括:单搭接和双搭接等。
T型接头是将一块基金放在另一块基金的正上方或正下方,形成一个T字形。
T型接头的坡口形式有:单边坡口和双边坡口等。
衬垫接头是将一块被焊接构件放在另一块基金上,然后在两者之间放置衬垫。
衬垫接头的坡口形式包括:单坡衬垫、双坡衬垫等。
圆接头是将两个相对靠近的圆柱体或圆锥体焊接在一起的接头形式。
圆接头的坡口形式包括:圆弧坡口、椭圆坡口等。
以上是常见的焊接接头形式及坡口形式的介绍,不同的接头形式和坡口形式适用于不同的焊接情况。
选择合适的焊接接头形式及坡口形式可以提高焊接接头的连接强度和质量,确保焊接接头的使用安全。
在进行焊接接头设计时,应根据工件材料、厚度、焊接方法、焊缝要求等因素,选择合适的接头形式和坡口形式,进行合理的设计和安排,以保证焊接接头的性能和质量。
不同焊接材料的接头组织及力学性能研究
不同焊接材料的接头组织及力学性能研究摘要:搅拌摩擦焊接依靠高速旋转的非消耗搅拌头与被焊工件摩擦产生热量,使金属达到塑性状态,随着搅拌头的运动,塑性材料从前进侧迁移到后退侧,同时搅拌头会在塑性金属上作用一定的顶锻力,使金属实现紧密可靠的连接。
搅拌摩擦焊接过程中,轴肩产热占据了焊接过程总产热的85%左右,足够的热输入可以有效保证充分的材料流动。
然而,在工件厚度方向上,轴肩的影响范围有限,搅拌针就成了决定工件下方材料流动好坏的关键。
因此,轴肩对焊接过程的主要贡献是产热,而搅拌针对焊接过程的主要贡献是促进材料流动。
从材料塑性流态决定最终焊缝成形角度来看,搅拌针是决定最终焊缝成形的关键因素。
关键词:熔化极气体保护焊;接头组织;力学性能;工艺试验引言高强度低合金(HSLA)钢的历史可以追溯到19世纪,首次将碳含量在0.64%~0.90%的低合金钢用于桥梁建造,在随后的1个多世纪里,研究人员持续对材料的化学成分和性能进行改进,降低碳含量,增加Cr、Mn、Nb、Ce等合金以提升强度、增加抗腐蚀性等,以更好地适应工业应用。
硫化氢腐蚀主要存在于深海生态系统、油气田环境和污水环境中,金属材料均易在湿硫化氢环境下发生不同类型的腐蚀。
由于硫化氢在金属表面的解离能垒通常很小,解离的S快速沉积在表面,从而引起H2S“中毒”。
此外,金属焊接接头处往往具有复杂的组织,存在应力和缺陷,更容易产生疲劳裂纹,而成为硫化氢腐蚀的重点区域。
统计数据表明,尽管焊接接头只占压力容器总体积的1%左右,却有约70%的腐蚀断裂是由它们引起的。
焊接接头在焊接过程中要经历高温、熔化、再冷却凝结的过程,其中的显微组织会发生很大变化。
焊接接头主要由焊缝区、熔合区、热影响区及其邻近的母材组成,是整个设备中质量最不容易控制的地方。
焊缝处强度增大,韧性降低,是整个容器受力情况最恶劣的地方,也是腐蚀情况最严重的部分,其应力腐蚀敏感性明显大于其他部位。
影响应力腐蚀开裂的因素有很多,诸如温度、pH值、材料本身等。
焊接接头和坡口形式符

焊接接头和坡口形式符一、焊接接头的分类:1.对接接头:又称直接对接接头,是由两个相互贴合的工件通过焊接连接得到的接头。
对接接头分为平口对接、V型对接、K型对接、U型对接等不同形式。
2.角接接头:由两个相互成直角的工件通过焊接连接得到的接头。
常见的角接接头有T型接头、角角接头、角棱接头等。
3.管接接头:用于连接管道的接头,包括管与管的接头、管与板的接头等。
常见的管接接头有承插焊接接头、承插螺纹接头、对焊接头等。
1.平口坡口:两工件的接触面切削成平面,焊接时可以实现平坦的整体连接。
适用于板材的对接接头,可以通过手工切割、机械切割或激光切割等方式制作。
2.V型坡口:将两工件的接触面切削成呈V形,使焊接芯部达到一定的宽度,增大焊缝的深度,更好地实现焊接强度。
适用于板材、角材的对接接头,常见的V型坡口有单V型坡口、双V型坡口、Y型坡口等。
3.水下坡口:主要针对管道等需要在水下进行焊接的情况,坡口形状为呈V形,通过涂覆特殊材料或采用特殊设备和工艺来实现水下焊接。
适用于水下管道的对接接头。
4.焊接环坡口:将工件的接触面进行环形切削,使焊接芯部形成环形,适用于圆筒体的连接。
5.特殊坡口:根据不同使用条件和工件形状,可以设计出一些特殊形状的焊接接头,如楔形坡口、曲线坡口等。
三、注意事项:1.焊接接头和坡口的选择需要根据具体的工作要求和材料特性来确定,需要考虑焊接强度、耐腐蚀性、使用环境等因素。
2.在制作接头和坡口时,需要严格按照规范和要求进行操作,保证加工质量和精度。
3.焊接接头的设计和制作需要考虑焊接变形和残余应力问题,可采用预制坡口、多次搭接焊接等方式来减小焊接变形。
4.在焊接过程中,需要选择合适的焊接方法和工艺参数,确保焊接质量和技术指标的达标。
总之,焊接接头和坡口形式的选择需要根据具体的工程要求和条件来确定,通过合理的设计和制作可以实现材料的有效连接,确保工程结构的稳定性和安全性。
A572与A514异种钢焊接工艺
图9 非等边焊缝通过对非等边焊缝和等边焊缝的试验研究发热加工2021年 第5期 热加工83表1 母材化学成分(质量分数) (%)材料C Mn Si P S Ni Cr Mo V Cu A5720.23 1.350.40.030.030.003~0.015——0.06—A5140.10~0.200.60~1.000.15~0.350.030.030.70~1.000.40~0.650.40~0.600.03~0.080.15~0.50注:表中单个值均为最大值。
表2 母材力学性能材料屈服强度/MPa抗拉强度/MPa伸长率(%)A57234545018A514690760~89518注:表中单个值均为最小值。
2.2 焊接性焊接性指金属是否适应焊接加工而形成完整的、具备一定使用性能的焊接接头的特性。
钢材的化学成分对焊接HAZ 的淬硬及冷裂有直接影响,C 对冷裂敏感性影响最显著,可以将各种元素都按相当于若干C 含量折合叠加起来求得碳当量,进而估计材料冷裂倾向的大小。
采用国际焊接学会推荐的碳当量计算公式,得出A572的最大碳当量为0.48%;A514的最大碳当量为0.73%。
一般认为碳当量≤0.4%时,钢材在焊接时无淬硬倾向,焊接性良好。
当碳当量为0.4%~0.6%时,钢的淬硬倾向逐步增加。
故A572有一定淬硬倾向,而A514碳当量远高于焊接性良好的判定标准。
综上可知,A572与A514异种钢熔焊焊接性较差。
对于正火钢与高强度调质钢的焊接,主要存在以下问题。
(1)冷裂倾向 A572为低合金高强钢,热处理状态为正火。
其C 含量较低,而Mn 含量较高,Mn/S 高,具有较好的抗热裂性能,正常情况下焊缝中不会出现热裂纹。
因为A572最大碳当量不超过0.5%,所以淬硬倾向不严重,焊接性尚可,但随板厚增加往往需要采取预热措施。
A514为低碳调质钢,其C 含量较低,Mn 含量较高,而且对S 、P 杂质的控制也较严,因此热裂倾向较小。
焊接坡口形式选用规定和焊脚高度的课件

坡口形式选择原则
01
02
03
04
根据母材材质和厚度选择适当 的坡口形式,以确保焊缝强度
和融合良好。
根据焊接方法的特点选择适合 的坡口形式,以充分利用焊接
方法的优势。
根据施工条件和焊接设备能力 选择适当的坡口形式,以确保
施工方便和安全。
在满足上述条件下,应尽量减 少坡口截面积,以减少焊接变
形和残余应力。
焊脚高度的控制方法
使用焊接规范
在焊接过程中,应遵循预定的焊接规范,其中包括了焊脚 高度的控制要求。
选用合适的坡口形式
不同的坡口形式对焊脚高度有影响。例如,V形坡口和U 形坡口的焊脚高度易于控制,而J形坡口则较难控制。
采用夹具固定
在焊接过程中,使用夹具可以固定待焊接的工件,确保在 焊接过程中不会发生移动,有利于控制焊脚高度。
操作技巧
焊接工人的技能和经验对焊脚高度的控制有很大影响。熟 练的工人能够准确控制焊接参数,从而保证焊脚高度的准 确性。
05
CATALOGUE
焊脚高度与焊接质量的关系
焊脚高度对焊接强度的影响
总结词:焊脚高度是影响焊接强度的重要因素。
详细描述:适当的焊脚高度能够提高焊接接头的承载能力 ,确保焊接结构的稳定性。
THANKS
感谢观看
焊接坡口形式选用规定和 焊脚高度的课件
CATALOGUE
目 录
• 焊接坡口形式选用规定 • 焊脚高度规定 • 焊接坡口形式选用实例 • 焊脚高度的测量与控制方法 • 焊脚高度与焊接质量的关系 • 焊接坡口形式选用与焊脚高度控制
的实际应用案例
01
CATALOGUE
焊接坡口形式选用规定
概述
• 焊接坡口形式选用规定是焊接工艺中的重要组成部分,它规定 了在进行焊接操作时,如何选择合适的坡口形式以确保焊接质 量和安全性。
焊接接头的性能及其影响因素
在多层多道焊接中,层间温度一般等于或略 高于预热温度,控制层间温度的目的在于降低 焊接接头在低温时的冷却速度,有利于焊接热 循环的作用。
二、焊缝金属的二次结晶
焊缝熔池金属一次结晶后的组织基本是 柱状奥氏体,在冷却至室温的过程中, 焊缝金属还会发生组织转变,这就是焊 缝金属的二次结晶。。
1.低碳钢的焊缝组织
低碳钢的焊缝组织含碳量低,组织一般 为粗大的柱状铁素体和少量珠光体,如 果高温停留时间过长(如气焊、电渣焊) 焊缝还会出现魏氏组织。多层多道焊时, 后一层焊道对前一层焊道有热处理作用, 部分柱状晶可转化为细小的等轴晶,其 金属组织为细小的铁素体和少量的珠光 体。
2.氮的影响
氮在高温时与液态金属接触,一方面以 原子状态直接溶解到液态金属中;另一 方面与氧生成氧化氮(NO)被溶解到焊 缝中,当氮量过多时,容易产生N2气孔。 凝固时,氮的溶解度急剧降低,析出氮 气,来不及逸出熔池表面便形成气孔。
主要来源是空气变脆,塑 性和韧性变劣。
2.热影响区
受焊接热循环作用,组织和性能 发生变化的基本金属部分。 热影响区的宽度主要取决于焊接 线能量的大小。
3.熔合区
熔合区是焊缝区和热影响区的交 界处,在焊接过程中,处于固、 液状态的半熔化区。
熔合区一般很窄,约有 0.1~0.4mm宽,常称熔合线,在 合金钢焊接接头中很难区分出熔 合区。
3)抗裂性 铁素体加珠光体和奥氏体抗裂性 能好,奥氏体加少量铁素体的双向组织比单 向奥氏体具有更好的抗裂性。贝氏体加马氏 体和马氏体对冷裂纹的敏感性最大。
焊接接头与坡口形式
焊接接头和坡口形式焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。
一、对接接头将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。
对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。
为了保证焊接质量,必须在焊接接头处开适当的坡口。
坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。
坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。
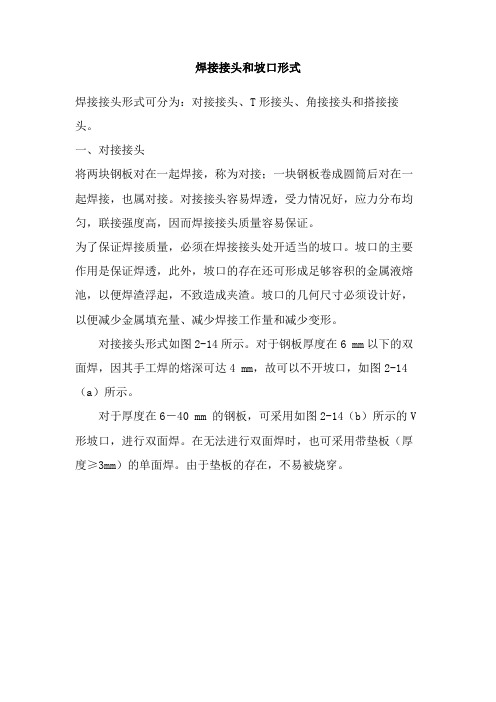
对接接头形式如图2-14所示。
对于钢板厚度在6 mm以下的双面焊,因其手工焊的熔深可达4 mm,故可以不开坡口,如图2-14(a)所示。
对于厚度在6-40 mm 的钢板,可采用如图2-14(b)所示的V 形坡口,进行双面焊。
在无法进行双面焊时,也可采用带垫板(厚度≥3mm)的单面焊。
由于垫板的存在,不易被烧穿。
当板厚为12-60mm时,可采用如图2-14(c)示的X形坡口。
在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形要求较小的工件。
X形坡口有对称的;还有不对称的,即一侧深另一侧浅。
较浅的一侧焊接工作量小些图2-14(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。
当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2-15所示的厚度过渡开坡口的形式。
在考虑焊接接头时采用等厚度焊接是一条很重要的原则。
当薄板厚度≤10mm,两板厚度差≥3mm;或当薄板厚度>10mm而两板厚度差大于薄板厚度的30%,或超过5mm时,均应按图2-15的要求削薄厚度边缘。
焊接坡口知识试题

焊接坡口知识试题全文共四篇示例,供读者参考第一篇示例:焊接是一种常见的工艺,对于焊接工作者来说,了解焊接坡口知识是非常重要的。
坡口是为了焊接而准备的工件表面或边缘,其具有一定的形状和尺寸要求。
正确的坡口设计可以保证焊接接头的质量和强度,同时也可以提高焊接效率。
下面就让我们来做一份关于焊接坡口知识的试题吧。
一、选择题1、下列哪种坡口形式适用于对称板材的对接焊缝?A、Y型坡口B、V型坡口C、U型坡口D、J型坡口5、坡口角度可以根据板材的厚度和焊接材料的特性来确定,一般情况下,坡口角度为多少度?A、30°B、45°C、60°D、90°二、填空题1、坡口的设计要考虑到焊缝的_________和__________。
2、U型坡口适用于对接焊缝,可以减少焊缝产生的__________。
3、坡口的形状和尺寸应符合__________的要求。
5、正确的坡口设计可以保证焊接接头的质量和__________。
三、简答题1、请简要介绍一下Y型坡口的特点及适用范围。
2、为什么在焊接过程中需要设定合适的坡口角度?3、坡口设计的主要目的是什么?如何选择合适的坡口形式?5、在坡口设计中,为什么要考虑焊缝的位置和形状?以上就是关于焊接坡口知识的试题,希望能够帮助大家更好地了解焊接坡口知识,提高焊接技能水平。
焊接是一项需要技巧和经验的工艺,只有不断学习和积累经验,才能够在工作中取得更好的成绩。
祝大家在焊接工作中取得成功!第二篇示例:焊接是一项非常重要的制造工艺,而焊接坡口就是焊接前需要处理的工作之一。
掌握好焊接坡口知识对保证焊接质量和效率具有至关重要的作用。
下面将为大家介绍一份关于焊接坡口知识的试题,希望能够帮助大家加深对焊接坡口的理解。
一、选择题1. 焊接坡口是用来完成以下哪项工作的?A. 去除焊接件表面的污垢B. 确保焊接接头的质量C. 增加焊接接头的强度D. 以上都是2. 以下哪种焊接坡口形式对焊接接头的强度影响最大?A. V型坡口B. U型坡口C. J型坡口D. 鱼尾型坡口二、填空题1. 沿着焊缝的中心线设计的焊接坡口称为_____________。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第20卷第1期机 械 强 度V o l.20N o.1 1998年3月JOU RNAL O F M ECHAN I CAL STR EN GTH M arch1998焊接坡口形式对不同匹配焊接接头性能的影响研究ΞSTUDY ON THE EFFECT OF GROOVE SHAPES T O THE M ECHAN I CAL PROPERT IES OF D IFFERENT M ATCH ING W ELD ED JO INTS王诚英ΞΞ尚 军 张建勋 裴 怡(西安交通大学焊接研究所,西安710049)W a ng C he ngy ing S ha ng J un Zha ng J ia nxun P e i Yi(T he Institu te of W eld ing,X i′an J iaotong U niversity,X i′an710049)摘要 研究了X、V型两种不同的坡口形式对不同匹配的压力容器用钢16M nR对接接头的冲击韧度、硬度、抗拉强度等力学性能的影响。
引入匹配比的概念,提出了由匹配接头理论匹配比计算实际匹配比的简化计算公式以及接头实际匹配状态的判据,从而对上述影响规律予以定量化。
关键词 焊接接头 坡口形式 匹配接头 力学性能中图分类号 O346 T G404 T G407Abstract T h is paper p resents a tho rough study of the effect of groove shapes X&V on the m e2 chanical p roperties of the different m atch ing w elded j o ints,including i m pact toughness,hardness andtensile strength.A cco rding to the results of tests,a si m p lified fo r m ula is p ropo sed to esti m ate the con2 crete m atch ing rati o from the theo retical value.In additi on,the criteri on of actual m atch ing status ofj o ints is offered.Key words welded jo i n t,groove shape,match i ng welded jo i n t,m echan ical property1 引言在焊接结构的生产中,结构的承载能力是人们普遍关注的问题。
有许多因素均对结构的承载性能发生影响,焊缝坡口形式就是其中重要的工艺参数之一。
开坡口的目的在于使焊接生产顺利进行,确保焊接质量和接头的性能,减小焊接变形和焊接材料的消耗,带来良好的经济效益。
坡口形式的选择,不仅直接影响到焊接结构的生产成本,而且将直接影响到接头的化学成分、组织和力学性能。
因此,研究坡口形式对接头性能的影响规律,可以为正确选择坡口形式提供理论依据,这对保证焊接生产质量将具有重大的现实意义。
近些年,国内外许多专家学者一直致力于研究焊缝匹配对焊接构件强度的影响。
然而,他们往往只考虑焊条的选配以及制造工艺的处理方法等因素,对设计阶段坡口形式的选取这一环节没有针对性地进行研究,而试验结果表明,这一影响因素的作用是不容忽视的。
因此,本文重点研究了X、V型两种不同坡口形式对对接接头匹配状态的影响,以及其对接头各区域的组织及力学性能的影响,并对影响规律作了定量化的尝试。
Ξ19960825收到初稿,19961014收到修改稿。
ΞΞ王诚英,女,1972年12月生,汉族。
焊接工艺与设备专业在读硕士研究生。
从事焊接工艺计算机辅助设计系统、焊接结构以及表面改性的研究。
2 试验条件2.1焊接材料 母材为16M nR 钢,板厚14mm 。
为得到不同焊缝强度匹配的焊接接头,试验采用J 427、J 507、J 607三种不同强度等级的焊条,直径均为4mm 。
母材和焊条熔敷金属的化学成分及表1 母材及焊接材料的化学成分(重量%)与力学性能Tab.1Che m ical co mposition (wt %)and mechan ical properties of mater i als used 材料C Si M n P S Ρs M PaΡb M Pa∆5 %母材16M nR 0.170.421.430.0330.016323.4490.020.0焊条J 427≤0.12≤0.500.50~0.80≤0.040≤0.035408.7497.830.2焊条J 507≤0.12≤0.650.80~1.40≤0.040≤0.035444.9551.734.2焊条J 607≤0.120.30~0.701.00~1.60≤0.040≤0.035488.0619.427.6力学性能见表1。
2.2坡口形式 试验根据焊接方法和试验板厚,参照GB 985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式及尺寸》的规定,选择Y 型、双Y 型(本文分图3 硬度标线、平均硬度测试点位置F ig .3 H ardness m easurem ent lines and po ints (a )缺口开在熔合区 (b )缺口开在焊缝区(a )C rack po siti on (b )C rack po siti onin fusi on zone in w elded zone图2 冲击试样开缺口的位置F ig .2C rack po siti on of Charpy 2V speci m en(c )V 型坡口焊接顺序 (d )X 型坡口焊接顺序(c )W elding sequence (d )W elding sequencein V groove in X groove图1 坡口型式与尺寸、焊接顺序图F ig .1W eld groove and w elding sequence(a )V 型坡口形式与尺寸(b )X 型坡口形式与尺寸(a )V groove(b )X groove别称为V 型和X 型)两种坡口形式,坡口的尺寸如图1所示。
2.3 试样的制备与试验过程 选用两种坡口、三种焊条,故有6种不同组合的焊缝。
同时,为保证稳定的焊接温度场,采用7块尺寸为100mm ×14mm ×300mm 的试板。
试板采用手工电弧焊的方法焊接,焊接电流约为150A ,电弧电压在26V 左右。
焊道及焊接顺序见图1。
冲击试验采用夏比(Charp y )V 型缺口冲击试验,试验温度为0℃。
每种组合不同缺口位置各选用3个试样,试样缺口位置如图2所示。
硬度试验沿图3所示标线位置测量洛氏硬度,相邻两测点间距大于2mm ,每个试样共打约30个硬度点,得到图4、图5所示的硬度变化曲线。
此外,在母材、焊缝区及熔合线各打4个硬度点(打点位置见图3,以×表示),以求出各区域的平均硬度,并根据GB 1714-73《黑色金属硬度与抗拉强度转化表》将硬度值转换成相应的抗拉强度值(见图6),计算焊缝与母材的抗拉强度比作为接头的实际匹配比。
3 试验结果分析3.1 金相宏观观察结果分析金相宏观观察结果表明,各试样的焊缝基本保持了焊前的坡口形式,没有出现未熔合、裂纹等严重缺陷。
局部熔化的母材金属在焊缝金属中所占的比例常定义为熔合比[1]。
通过测量焊缝截面中母材与填充金属分别所占的面积并计算其比值,可粗略表示出各组合焊缝的熔合比(见表3),从而得到以下结论,①X 型坡口的熔合比大于V 型坡口的熔合比。
②对于同种形式的坡口、不同的焊材(即不同的理论强度匹13第20卷第1期王诚英等:焊接坡口形式对不同匹配焊接接头性能的影响研究配)对熔合比的影响无明显的规律。
3.2 坡口形式对硬度及抗拉强度的影响6种组合接头沿试样轴线方向的硬度分布曲线如图4、5所示,图中“0”点为焊缝位置。
由接头各区域维氏硬度平均值转换得到的抗拉强度值见图6。
图4 V 型坡口不同匹配接头的硬度曲线F ig .4H ardness of dis m atched w eldm entw ith V groove 图4和图5显示,除用J 607焊接的接头焊缝中间有硬度突增的现象外,接头热影响区硬度最高,硬度曲线呈明显的马鞍形。
这种硬度分布规律主要由接头温度场作用下热塑性变形形成的组织状态所决定[2]。
图6表明,除使用J 607外接头熔合区的抗拉强度均高于焊缝的抗拉强度。
使用J 607时出现焊缝区硬度突增而高于HA Z 最高硬度以及焊缝强度高于熔合区的现象,可能的原因是由于J 607的固溶强化合金元素M n 、Si 含量较高,易于在焊缝中形成较多高强度、高硬度的固溶强化质点。
采用同种焊条,无论焊缝还是熔合区,X 型坡口的接头硬度(抗拉强度)都比V 型坡口高。
首先,由于V 型坡口在一侧施焊,焊层不均匀,在先焊焊缝处有较大的应变,故焊缝生图5 X 型坡口不同匹配接头的硬度曲线F ig .5H ardness of dis m atched w eldm entw ith X groove成较多先共析铁素体和侧板条铁素体,而针状铁素体较少,同时奥氏体的晶粒细化,所以硬度较低;而X 型坡口在两侧交替施焊,焊层较均匀,故焊缝的应变小,导致较高的硬度。
其次,X 型坡口的冷却条件较V 型坡口的好,所以在熔合线附近的焊缝处,晶粒来不及细化而变得十分粗大,这也造成X 型坡口接头比V 型坡口接头的硬度高。
3.3 坡口形式对匹配比的影响3.3.1 匹配比概念的引入 匹配比定义为焊缝金属的抗拉强度同母材的抗拉强度之比值[3],用下式表示R =ΡWb ΡB b (1)式中 R ——匹配比ΡW b ,ΡBb ——焊缝金属的抗拉强度,母材的抗拉强度图6 各组合接头不同区域抗拉强度F ig .6T ensile strength in different regi onsof dis m atched w eldm ents接头设计中,在选用坡口形式、填充材料、焊接方法或焊接参数时应充分考虑熔入焊缝中的基本金属的稀释作用[1]。
各种焊接工艺参数如焊接方法、焊接规范、焊道数、母材的热物理性质、接头形式和坡口形式等都是影响熔合比的因素。
因为熔合比直接与焊缝的化学成分相关,而焊缝化学成分的改变必然导致接头组织形态乃至力学性能的改变,所以可以借助熔合比描述坡口形式对焊缝的化学成分、组织形态,乃至接头的力学性能的影响。
引入匹配比是因为与研究坡口形式对熔合比的影响一样,研究坡口形式对匹配比的影响最终可归结为坡口形式对接头组织和力学性能的影响,而且匹配比更为直接地反映了接头各区域的拘束情况。