光选择性活化无电解电镀在ABS树脂上沉积金属铜线路
材料表面处理-工程

材料表面处理-工程表面处理这里从类同与电镀的一些工艺作分析介绍,以下的一些工艺都是在与我们电镀相关的一些工艺过程,通过这样的介绍给大家对这些工艺有一个感性的认识,。
化学镀(自催化镀)autocalytic plating在经活化处理的基体表面上,镀液中金属离子被催化还原形成金属镀层的过程。
这是在我们的工艺过程中大多都要涉及到的一个工艺工程,通过这样的过程才能进行后期电镀等处理,多作为塑件的前处理过程。
电镀electroplating利用电解在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程,这种工艺过程比较烦杂,但是其具有很多优点,例如沉积的金属类型较多,可以得到的颜色多样,相比类同工艺较而言价格比较低廉。
电铸electroforming通过电解使金属沉积在铸模上制造或复制金属制品(能将铸模和金属沉积物分开)的过程。
这种处理方式是我们在要求最后的制件有特殊表面效果如清晰明显的抛光与蚀纹分隔线或特殊的锐角等情况下使用,一般采用铜材质作一个部件的形状后,通过电镀的工艺手段将合金沉积在其表面上,通常沉积厚度达到几十毫米,之后将形腔切开,分别镶拼到模具的形腔中,注射塑件,通过这样处理的制件在棱角和几个面的界限上会有特殊的效果,满足设计的需要,通常我们看到好多电镀后高光和蚀纹电镀效果界限分明的塑胶件质量要求较高的通常都采用这样的手段作设计。
如下图所见的棱角分明的按键板在制造上采用电铸工艺的话,会达到良好的外观效果。
真空镀vacuum plating真空镀主要包括真空蒸镀、溅射镀和离子镀几种类型,它们都是采用在真空条件下,通过蒸馏或溅射等方式在塑件表面沉积各种金属和非金属薄膜,通过这样的方式可以得到非常薄的表面镀层,同时具有速度快附着力好的突出优点,但是价格也较高,可以进行操作的金属类型较少,一般用来作较高档产品的功能性镀层,例如作为内部屏蔽层使用。
塑料电镀塑料电镀的特点塑料电镀制品具有塑料和金属两者的特性。
塑料电镀工艺简介

3. 关于局部防镀:
有些产品要求局部防镀,一般采取喷/涂绝缘漆的方法。
4. 六价铬问题:
理论上,电镀最表面的金属铬是“铬原子”,既不是六价铬也不是三价铬 。所以,成品上面不应该有“六价铬”的存在。电镀过程中的六价铬,通过很多 道水洗,都被清洗掉了。但由于受RoHS的影响,大家一听“六价铬”还是很担心 。 由于过程中使用了CrO3,所以,电镀过程是不环保的。
2. 硬度:
铅笔硬度计,Mitsubishi铅笔,一般要求2H(六价铬)、1H(三价铬) 影响硬度的主要因素: ---素材本身的硬度 ---镀层的厚度(硫酸铜比较软,焦磷酸铜比较硬,铬层最硬)
3. 耐磨擦:
RCA试验机,175g,300次。如果铬层膜厚达到0.1um以上,耐磨擦几乎 不会有问题。
5. 气仓(料没有烘干)
电镀后起泡,而且附着力较差,甚至可能会掉皮
6. 凸点
因为存在“尖端放电”现象,凸点会变得更大
7. 凹点
一般情况下,凹点在电镀后会变小一些,但看起来可能更明显
8. 异色点
基本上没有影响,除非是材质发生了改变
一般电镀件的功能测试要求
1. 附着力:
常用百格测试法,一般要求在4B(边角脱落5%以内),最低3B(边角脱落 15%以内,且没有整格脱落) 影响附着力的主要因素: ---料温:一般规律,ABS在料温250℃左右的附着力最佳。 ---压力/速度:内应力明显的位置,附着力比较差 ---油污:表面最好不要有油,最好不要用脱模剂 ---电镀粗化:温度偏低或粗化时间过短,粗化时间过长也不行 ---化学镀镍后放在空气中时间较长,化学镍被氧化,导致铜层附着不良 ---敏化/活化不良:会导致化学镀镍不良
塑胶件品质对电镀品质的影响
电镀工艺简介
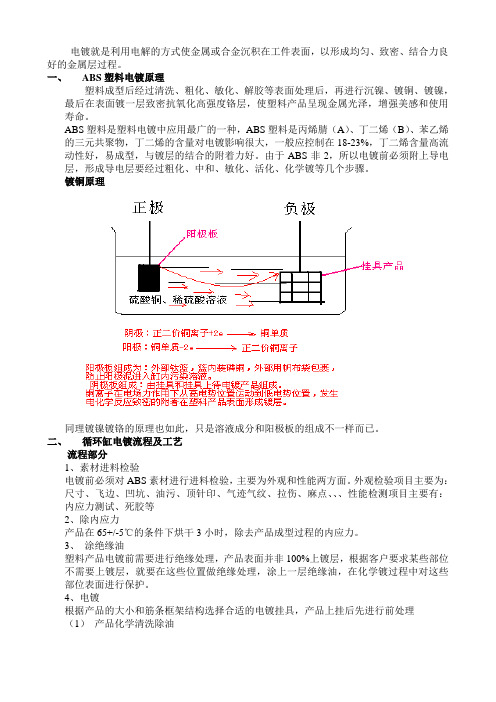
电镀就是利用电解的方式使金属或合金沉积在工件表面,以形成均匀、致密、结合力良好的金属层过程。
一、ABS塑料电镀原理塑料成型后经过清洗、粗化、敏化、解胶等表面处理后,再进行沉镍、镀铜、镀镍,最后在表面镀一层致密抗氧化高强度铬层,使塑料产品呈现金属光泽,增强美感和使用寿命。
ABS塑料是塑料电镀中应用最广的一种,ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯的三元共聚物,丁二烯的含量对电镀影响很大,一般应控制在18-23%,丁二烯含量高流动性好,易成型,与镀层的结合的附着力好。
由于ABS非2,所以电镀前必须附上导电层,形成导电层要经过粗化、中和、敏化、活化、化学镀等几个步骤。
镀铜原理同理镀镍镀铬的原理也如此,只是溶液成分和阳极板的组成不一样而已。
二、循环缸电镀流程及工艺流程部分1、素材进料检验电镀前必须对ABS素材进行进料检验,主要为外观和性能两方面。
外观检验项目主要为:尺寸、飞边、凹坑、油污、顶针印、气迹气纹、拉伤、麻点、、、性能检测项目主要有:内应力测试、死胶等2、除内应力产品在65+/-5℃的条件下烘干3小时,除去产品成型过程的内应力。
3、涂绝缘油塑料产品电镀前需要进行绝缘处理,产品表面并非100%上镀层,根据客户要求某些部位不需要上镀层,就要在这些位置做绝缘处理,涂上一层绝缘油,在化学镀过程中对这些部位表面进行保护。
4、电镀根据产品的大小和筋条框架结构选择合适的电镀挂具,产品上挂后先进行前处理(1)产品化学清洗除油化学除油的原理为利用碱性溶液对油脂的皂化作用可除去皂化性油脂,利用表面活性剂的乳化作用除去非皂化性油脂。
清洗缸液主要为去污粉、10-20g/L氢氧化钠的水溶液,在打气的作用下,产品在60-68℃温度下,时间为1-5分钟对表面脱模剂、指纹、蜡质层等可见杂质进行清理。
皂化反应方程式是:(C17H35COO)3C3H5+3NaOH=3C17H35COONa+C3H5(OH)3(2)亲水浸泡亲水缸主要成分为稀硫酸(20-30ml/L)、亲水剂(5ml/L),在30-40℃温度下对产品清洗2-8分钟,目的是使后续处理过程中溶液能充分接触产品表面。
沉铜原理
化学镀铜(Eletcroless Plating Copper)通常也叫沉铜或孔化(PTH)是一种自身催化的氧化还原反应。
双面板以上完成钻孔后即进行TH(plated through hole 镀通孔)步骤。
首先用活化剂处理,使绝缘基材表面吸附上一层活性的粒子,通常用的是金属钯粒子,铜离子首先在这些活性的金属钯粒子上被还原,而这些被还原的金属铜晶核本身又成为铜离子的催化层,使铜的还原反应继续在这些新的铜晶核表面上进行。
PTH目的使孔壁上的非导体部分的树脂及玻璃束进行金属化,以进行后来的电镀铜制程 ,完成足够导电及焊接的金属孔壁.。
孔金属化工艺流程如下:磨板→上板→溶涨→去钻污→中和→整孔→微蚀→预浸→活化→解胶→沉铜→下板刷板目的:1 通过刷棍一定压力的磨刷去除孔口毛刺、粗化铜箔表面;2 通过循环水洗、高压水洗、市水洗冲洗清洁生产板;原理解释:钻孔后的覆铜箔板,其孔口部位不可避免的产生一些小的毛刺(1 未切断的铜丝2 未切断玻璃丝留 ,称为毛刺),这些毛刺因其要断不断,而且粗糙,若不将其除去,将会影响金属化孔的质量,可能造成通孔不良及孔小等。
最简单去毛刺的方法是用200~400号水砂纸将钻孔后的铜箔表面磨光。
机械化的去毛刺方法是采用去毛刺机。
去毛刺机的磨辊是采用含有碳化硅磨料的尼龙刷或毡。
一般的去毛刺机在去除毛刺时,在顺着板面移动方向有部分毛刺倒向孔口内壁,改进型的磨板机,具有双向转动带摆动尼龙刷辊,除了这种弊病。
失误对策:太轻的刷磨会使板材表面的杂质无法顺利的清除干净或者会造成不均匀的表面;太重的刷磨则会去除表面过多的铜层,或是造成一个粗糙的及不匀的表面。
太重或不当的刷磨也会使板材边缘产生流胶现象,或是使刷轮本身也会出现流胶现象。
此种流胶将使得化学镀铜及电镀镀铜制程产生严重的问题。
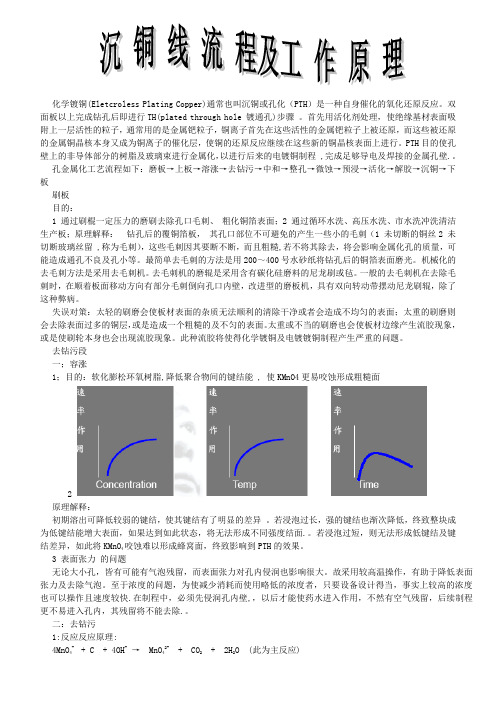
去钻污段一;容涨1;目的:软化膨松环氧树脂,降低聚合物间的键结能 , 使KMnO4更易咬蚀形成粗糙面2原理解释:初期溶出可降低较弱的键结,使其键结有了明显的差异。
ABS塑料直接电镀的前处理工艺

预浸蚀 由于工程塑料及超工程塑料耐化学 药品性能好,一般难以被化学药品浸蚀, 因此在浸蚀之前要进行预浸蚀。预浸蚀常 使用有机溶剂,利用有机溶剂使塑料表面 产生膨润。经过预浸蚀处理可提高浸蚀加 工效果。有的塑料较易被化学药品浸蚀, 则可省略预浸蚀步骤。
浸蚀
浸蚀是采用强氧化剂或强酸、强碱对塑料进行化学处理, 使塑料表面有选择性的溶解,产生凹凸不平的固定点—, 结果使电镀产生良好的外观并保证镀层附着性好。如ABS 塑料(苯乙烯-丁二烯-丙烯腈共聚物)采用铬酸和硫酸的混合 液做浸蚀剂,在强氧化性的铬酸作用下,塑料中的丁二烯 氧化形成羰基等极性基并在塑料表面产生固定点。这些固 定点是发生电镀的有利位置i又如工程塑料和超工程塑料经 预浸蚀处理后,再在铬酸作用下,膨润的表面层就会局部 产生氧化的固定点。而有无机物或玻璃纤维做填充剂的工 程塑料;在强氧化剂的浸蚀作用下,填充剂溶解脱落而在 塑料表面形成固定点。含有酯类结构的塑料在强酸、强碱 浸蚀下也会解离而形成活化的固定点。
采用甲醛作还原剂,对人体健康有较大危害。另外,此工
艺不适合自动化生产,很难适应高品质和大面积塑料件的 电镀要求。而目前的主流工艺——胶体钯-化学镀镍工艺较 硝酸银-化学铜工艺有了长足的进步,可用于自动线生产, 稳定性也有所提高,但仍存在化学镀镍成本高、易老化、
寿命短等缺点,同时该工艺经常产生令人头痛的挂具上镀
由于塑料制品表面常沾有指纹、油污等有 机物,以及靠静电作用而附着的灰尘等无 机物,这些污垢都应加以去除。常用于除 油的碱性试剂有硅酸盐和磷酸盐两类+其 中硅酸盐会在表面形成硅酸盐薄膜,对后 续浸蚀处理有影响,所以通常使用磷酸盐 除油剂。
2. 粗化
粗化是塑料电镀过程中很重要的一环,粗化的 好坏直接影响到镀层的结合力、光亮度及镀层的 完整性。通过粗化,ABS塑料表面的球状橡胶被 氧化溶解,镀 件表面具备了亲水性,同时表面形 成微孔状,以保证胶体钯的吸附和镀层的附着力。
ABS塑料电镀工艺课件tsu
Cl- 0.181 nm
Cl-
Cl-
Cl-
Pd 0.128 nm
- CCllSn2+
Sn2+ Sn2+ Sn2+
Cl-
Hale Waihona Puke Cl-Sn Sn2+ Pd
Pd
Sn Pd Sn2+
Cl-
Sn2+ 0.093 nm
Cl- Sn2+
Sn Pd Sn
Sn
Sn
Sn2+
Pd Pd
Sn Sn2+
Pd
Sn2+ Cl-
ClCl-
Cl- Sn2+ Sn2+ Sn2+ Sn2+ Cl-
(Pd)m 是胶核,m表示胶核中所含Pd的分子数,
Cl-
Cl-
Cl-
[(Pd)mnSn2+,2(n-x)Cl-]2x+是胶粒,n表示胶核所
胶体直径 :
三价铬含量:
随着粗化的进行,化学粗化液中的六价铬会被 还原为三价铬,当三价铬达到一定量时,粗化槽中 的有机杂质结到一定数量,粗化速度和效果显著下 降,造成镀层结合力下降,也即粗化液老化。
粗化液再生
隔膜电解:
隔膜电解实质上是电解和电渗的组合,借助隔
膜使电解槽分隔成阴极室和阳极室,在直流电场
的作用下,通过隔膜产生离子的迁移,同时在电
粗化
主要成分: 铬酸CrO3 380-420 g/L 硫酸H2SO4 380-420 g/L 雾化剂 适量
使用温度:65℃ 粗化是塑料电镀最关键的工序之一,它对镀层与塑料之
ABS塑料电镀问题的原因分析和解决方法

ABS塑料电镀问题的原因分析和解决方法1前言近年来,塑料电镀已被广泛应用在塑料零件的装饰性电镀上。
ABS塑料是塑料电镀中应用最广的一种。
ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯(S)的三元共聚物。
对电镀级ABS塑料来说,丁二烯的含量对电镀影响很大,一般应控制在18%~23%。
丁二烯含量高,流动性好,易成型,与镀层附着力好。
由于ABS是非导体,所以电镀前必须附上导电层。
形成导电层要经过粗化、中和、敏化、活化、化学镀等几个步骤,比金属电镀复杂,在生产中容易出现问题。
我们从ABS塑料电镀的工艺出发,分析原因并找出了解决的办法。
欢迎您访问中国树脂在线,如果有任何问题请发邮件至507213@2问题及解决方法2.1镀件易漂浮,与挂具接触的地方易被烧焦因为塑料的比重小,所以在溶液中易浮起。
灯罩外形就象一个小盘一样,内表面凹进去,边上有两个小孔,开始只用一根铜丝卡着两个小孔进行电镀。
由于电镀中气体的放出,灯罩易与铜丝脱离,加之铜丝也轻,不足以使灯罩浸入溶液里。
后来在铜丝上附上重物,解决了漂浮问题。
铜丝与灯罩的接触点被烧焦,并露出塑料,是因导电不良引起的。
为了解决工件漂浮与导电问题,我们设计了专门的夹具。
夹具有一定的重量,上灯罩后不再浮起,再用两个较宽的导电片卡在灯罩的孔上,使各处电流均匀,接触点就不会烧焦了。
2.2灯罩化学镀铜时出现气泡,电镀后气泡变大,并可以揭起塑料电镀的工艺流程为:除油→水洗→粗化→水洗→敏化→自来水洗→去离子水洗→活化→水洗→化学镀铜→水洗→电镀→水洗→干燥。
由以上可知,化学镀铜前的任何步骤出现问题都会导致鼓泡。
引起结合力不好的原因有很多,经常易出现问题的是除油过程和粗化过程。
除油不彻底,会引起掉皮、脱落。
灯罩采用的是化学除油(塑料件不适宜用有机溶剂除油),操作时,温度升高到65~70℃,不断地抖动工件,直到水洗后不挂水珠为止。
粗化是ABS塑料电镀中很重要的过程。
粗化不足,结合力下降;粗化过度,又会使孔变大变形,结合力也会降低。
电镀的基础知识
电镀的基础知识1. 1电镀定意电镀(electroplating)是⼀种电离⼦沉积过程(electrodepos- ition process),是利⽤电极(electrode)通过电流,使⾦属附着在物体表⾯上,其⽬的为改变物体表⾯的特性或尺⼨。
1. 2电镀⽬的是在基材上镀上⾦属镀层(deposit),改变基材表⾯性质或尺⼨。
例如赋予⾦属表⾯的光泽美观、物品防锈、防⽌磨耗;提⾼导电度、润滑性、强度、耐热性、耐候性;热处理的防渗碳、氮化;尺⼨或磨耗的零件修补。
1. 3各种镀⾦⽅法电镀法(electroplating) ⽆电镀法(electroless plating)热浸法(hot dip plating) 熔射喷镀法(spray plating)塑料电镀(plastic plating) 浸渍电镀(immersion plating)渗透镀⾦(diffusion plating) 阴极溅镀(cathode supptering)真空离⼦电镀(vacuum plating) 合⾦电镀(alloy plating)复合电镀(composite plating 局部电镀(selective plating)穿孔电镀(through-hole plating) 笔电镀(pen plating)电铸(electroforming)1.4 电镀基本知识电镀⼤部分是在液体(solution)下进⾏,⽽且⼤多是在⽔溶液(aqueous solution)中电镀,⼤约有30种的⾦属可由⽔溶液进⾏电镀,例如:铜Cu、镍Ni、铬Cr、锌Zn、镉Cd" 、铅Pb、⾦Au、银Ag、铂Pt、钴Co、锰Mn、锑Sb、铋Bi、汞Hg、镓Ga、铟In、铊、As、Se、T e、Pd、Mn、Re、Rh、Os、Ir、Nb、W等等。
有些⾦属必须由⾮⽔溶液进⾏电镀,例如:锂、钠、钾、铍、镁、钙、锶、钡、铝、La、Ti、Zr、Ge、Mo等等。
ABS 电镀
ABS树脂:丙烯腈-苯乙烯-丁二烯共聚物,英文Acrylonitrile Butadiene Styrene简称ABS。
是一种强度高、韧性好、易于加工成型的热塑型高分子材料。
ABS塑料具有优良的综合性能,用途十分广泛,且易于成形,表面易于浸蚀而获得较高的镀层结合力,所以目前在电镀中用得最多。
此外,通过红外光谱检测发现,化学粗化过的塑料表面存在活性基团如—COOH,—CHO,—OH,—SO3H等极性基团,这些极性基团能与金属镀层产生化学结合力,从而提高了镀层的结合强度。
ABS塑料中丁二烯含量越高,镀层的结合力越大。
电镀型ABS塑料中丁二烯含量达22%~24%,对电镀效果流动性好,易成型,与镀层附着力好。
试验表明,电镀型ABS树脂301M的镀层结合力比非电镀型ABS树脂PA-757的镀层结合力高1倍以上。
塑料电镀广泛用于电子工业、国防科研、家用电器及日用品上。
它能节省金属材料,简化加工工艺,减轻设备重量,改善零件外观,提高电热性能和材料的机械强度。
ABS的特点(1)工作压力高:在常温2OC情况下压力为1.OMpa。
(2)抗冲击性好:在遭受突然袭击时仅产生韧性变形。
(3)本产品化学性能稳定、无毒、无味。
(4)使用的温度范围为-2O℃~+70℃。
(5)使用寿命长:本产品在室内一般可用50年之久,如埋在地下或水中寿命会更长,且无明显腐蚀。
(6)重量轻。
ABS电镀:ABS塑料电镀:在ABS表面形成一多重金属层,形成导电介质于ABS的表面,接着以无电解电镀的方式,形成化学金属层(如化学铜层及化学镍层)于ABS的表面,然后调整ABS的表面的材料特性,接着以电解电镀的方式,形成电镀金属层(如电镀铜层、电镀镍层及电镀铬层)于化学金属层的表面。
因此,此ABS表面电镀制作工艺除可达到局部电镀的目的之外,其电镀金属层更具有高结构强度及高导电度,同时可使ABS能保留其材质的原有特性。
电镀的概念就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
ABS电镀资料

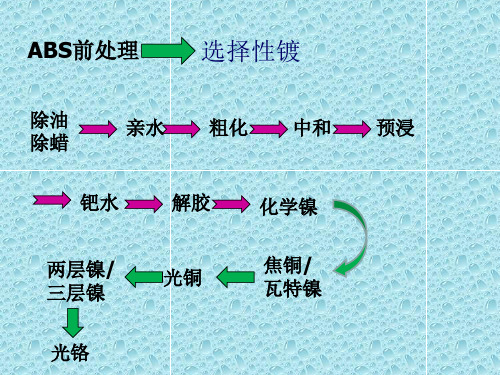
ABS电镀流程去应力——化学除油——亲水——化学粗化——回收——中和——预浸——胶体钯活化——回收——解胶——化学镍——活化(5%盐酸)——焦铜——酸铜——亮镍——铬哪些塑料最适合电镀?广泛应用于电镀的塑料是ABS。
ABS是丙烯腈(A),丁二烯(B)和苯乙烯(S)的三元共聚物,是由丙烯腈与苯乙烯形成的树脂相和苯乙烯与丁二烯形成的弹性体相(也称橡胶体相)组成的混合物。
在粗化过程中,橡胶粒子被溶去形成小坑,这是金属镀层抛锚的地方,是镀层结合力的基础。
橡胶粒子太少,粗化后小坑太少,结合力不好。
橡胶粒子太多,粗化后小坑连成大坑,结合力也不好。
因此,电镀用的ABS中,丁二烯(B)的含量要控制在18%——23%。
而且,ABS要接枝共聚的镀层结合力才会好。
符合这样要求的ABS,称电镀级ABS,最适合电镀。
后来,在ABS中加入PC(聚碳酸酯),以改善性能。
加入PC后粗化要难一些,PC加到40%- 45%(质量分数),还可以用ABS 的粗化溶液粗化,不需要用有机溶剂预粗化,只要在68度粗化15分钟即可。
PC再多,要用有机溶剂预粗化。
塑料件是否适合电镀还和塑料件的设计有关。
电镀用塑料件的设计要注意以下几点:1)有可能时用弧面代替大的平面2)避免深的不通孔。
槽和孔不要太近,边要倒圆。
3)不要太薄,厚度不要突变。
4)尽可能不用金属镶件。
5)考虑装挂点塑料镀的结合力由哪些因素决定?主要讨论ABS和ABS+PC的镀层结合力首先,一定要选取电镀级的塑料。
否则,即使一切都做得正确,镀层结合力也不好。
第二,要正确设计电镀用塑料件。
第三,要有正确的注塑工艺。
电镀人员首先要检查塑料件是否有应力集中,如果有要加以消除。
在采取了消除应力措施之后,还有明显的应力集中,就不要电镀。
第二要做好脱脂。
但是塑料表面是不能通过脱脂达到亲水的,因此严格遵照工艺要求就更显重要。
抛光后的零件不应存放,尽快脱脂为好,要用超声波强化脱脂效果。
第三,粗化是影响结合力的关键因素。
电镀工艺流程讲义

珍珠镍故障及其诊断
一般常见的不良现象和处理方法
不良现象
原因
n 哑度不足
沙镍剂不足
开缸剂不足
硫酸镍含量过低
有机杂质污染
n 光哑不均匀
走位剂不足 PH超出范围 阴极移动速度太快 过滤出水直接向工件
n 出现黑点
沙镍剂过量或 镀液被尘粒等污染 沙镍剂未经稀释 加入镀液中而产生
PPT文档演模板
处理方法
调整沙剂含量 补加开缸剂 提升硫酸镍含量 加活性碳过滤, 重调整添加剂含量
例如作为内部屏蔽层使用。
➢ 塑胶镀层/金属表面喷涂(喷漆、涂装)工艺
PPT文档演模板
电镀工艺流程讲义
•Runner的表面处理技术
这里从塑胶电镀的一些流程和工艺入手, 通过这样的 介绍使大家对表面电镀处理有一个感性的认识。
•电镀常见的工艺过程: 常见的塑胶包括热塑性和热固性的塑 料均可以进行电镀,但需要作不同的活化处理,同时后期的 表面质量也有较大差异,我们一般只电镀ABS或ABS+PC材 质的塑件,有时也利用不同塑胶料对电镀活化要求的不同先 进行双色注塑,之后进行电镀处理,这样由于一种塑胶料可 以活化,另一种无法活化导致局部塑料有电镀效果,达到设 计师的一些设计要求,下面我们主要就ABS材料电镀的一般 工艺过程对电镀的流程作一些介绍。
PPT文档演模板
电镀工艺流程讲义
塑胶电镀
➢ ABS即丙烯腈(acrylonitrile)、丁二烯 (butadiene)及苯乙烯(styrene)三种化合物 的共聚合物的简称。
➢ ABS塑胶比耐高冲击性的聚苯乙烯远为优良, 可以 承载重物, 並作为坚硬的建筑材料, 現在更作为 各种机件、冷冻及汽車工业用品。
• 结合强大的注塑生产能力及高标准、多样化的 表面处理技术。我们努力为提供客户更为增值的产 品。
电镀术语解释

电镀术语解释ABS塑料电镀plastic plating processpH计pH meter 测定溶液pH值的仪器。
螯合剂chelating agent 能与金属离子形成螯合物的物质。
半光亮镍电镀semi-bright nickel plating solution表面活性剂surface active agent(surfactant) 能显著降低界面张力的物质,常用作洗涤剂、乳化剂、润湿剂、分散剂、起泡剂等。
不连续水膜water break 制件表面因污染所引起的不均匀润湿性而使其水膜不连续的现象,这是一种检查清洗程度的方法。
超声波清洗ultrasonic cleaning 用超声波作用于清洗溶液,以更有效地除去制件表面油污及其他杂质的方法。
冲击镀strik plating 在特定的溶液中以高的电流密度,短时间电沉积出金属薄层,以改善随后沉积镀层与基体间结合力的方法。
除氢removal of hydrogen(de-embrittlement) 金属制件在一定温度下加热或采用其他处理方法以驱除金属内部吸收氢的过程。
粗化roughening 用机械法或化学法除去金属制件表面得到微观粗糙,使之由憎液性变为亲液性,以提高镀层与制件表面之间的结合力的一种非导电材料化学镀前处理工艺。
大气暴露试验atmospheric corrosion rest 在不同气候区的暴晒场按规定方法进行的一种检验镀层耐大气腐蚀性能的试验。
电镀electroplating 利用电解在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。
电镀用阳极anodes for plating电解浸蚀electrolytic pickling 金属制件作为阳极或阴极在电解质溶液中进行电解以清除制件表面氧化物和锈蚀物的过程。
电抛光electropolishing 金属制件在合适的溶液中进行阳极极化处理以使表面平滑、光亮的过程。
电铸electroforming 通过电解使金属沉积在铸模上制造或复制金属制品(能将铸模和金属沉积物分开)的过程。
铜电沉积阴阳极材料 -回复

铜电沉积阴阳极材料-回复铜电沉积是一种重要的电化学过程,常用于铜及其合金的电镀制备。
在这个过程中,铜阳极和铜阴极作为电沉积的两个极端起着至关重要的作用。
本文将详细介绍铜电沉积的过程以及其中的阴阳极材料的选择。
第一部分:铜电沉积的过程铜电沉积是一种电化学过程,通过在一个电解质中施加电压或电流将铜离子还原为固体铜,使其沉积在电极上。
这个过程通常由带有阳极和阴极的电解槽完成,阳极和阴极是电化学反应的两个重要组成部分。
第二部分:铜阳极材料的选择阳极在电沉积过程中起着主要的离子释放和电子流动的作用。
铜电沉积通常使用铜阳极,因为它可以在电解槽中释放铜离子,从而实现铜的电沉积。
在选择铜阳极材料时,需要考虑以下几个因素:1. 纯度:铜阳极的纯度非常重要,因为杂质的存在会对电沉积过程产生负面影响。
因此,高纯度的铜阳极通常被优选。
2. 寿命:阳极材料的寿命对电沉积过程的连续进行至关重要。
铜阳极应具有足够的耐腐蚀性和耐久性,以保证其长期稳定的性能。
3. 形状与尺寸:阳极材料的形状和尺寸应该适合于所使用的电解槽和工艺要求。
常见的形状包括板状、棒状、粉末状等。
第三部分:铜阴极材料的选择阴极在铜电沉积过程中扮演着收集电子和沉积铜的角色。
与阳极相比,阴极材料的选择要求相对较低。
一般情况下,阴极可采用普通的导电材料,如不锈钢、铜、镍等。
在选择阴极材料时,需要考虑以下几个因素:1. 导电性:阴极材料应具有良好的导电性能,以保证电流在电极之间的均匀分布。
2. 耐腐蚀性:阴极材料应具有良好的耐腐蚀性能,以避免在电沉积过程中发生不必要的化学反应。
3. 成本:阴极材料的选择还应考虑材料的成本。
通常情况下,价格较低且易获取的阴极材料更为受欢迎。
总结:铜电沉积是一种重要的电化学过程,通过选择合适的阴阳极材料来实现。
铜阳极在电解槽中起着释放铜离子的作用,因此其高纯度、寿命和形状尺寸等方面的优化非常重要。
而铜阴极相对来说要求较低,常用的导电材料即可满足要求。
钢铁件电镀锌工艺流程

(1)钢铁件电镀锌工艺流程┌酸性镀锌除油→ 除锈→ │ → 纯化→ 干燥└碱性镀锌(2)钢铁件常温发黑工艺流程┌ 浸脱水防锈油││ 烘干除油→除锈→常温发黑→│ 浸肥皂液——→ 浸锭子油或机油││└浸封闭剂(3)钢铁件磷化工艺流程除油→除锈→表调→磷化→涂装(4)ABS/PC塑料电镀工艺流程除油→ 亲水→ 预粗化(PC≥50%)→ 粗化→ 中和→ 整面→ 活化→ 解胶→ 化学沉镍→ 镀焦铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镀封→ 镀铬(5)PCB电镀工艺流程除油→ 粗化→ 预浸→ 活化→ 解胶→ 化学沉铜→ 镀铜→ 酸性除油→ 微蚀→ 镀低应力镍→ 镀亮镍→ 镀金→ 干燥(6)钢铁件多层电镀工艺流程除油→ 除锈→ 镀氰化铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镍封→ 镀铬(7)钢铁件前处理(打磨件、非打磨件)工艺流程1、打磨件→ 除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 非它电镀2、非打磨件→ 热浸除油→ 电解除油→ 酸蚀→ 其它电镀(8)锌合金件镀前处理工艺流程除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 镀碱铜→ 镀酸铜或焦磷酸铜→ 其它电镀(9)铝及其合金镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→ 浸酸→ 二次沉新→ 镀碱铜或镍→ 其它电镀除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→ 干燥→ 喷沫或喷粉→ 烘干或粗化→ 成品除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→ 染色→ 封闭→ 干燥→ 成品(10)铁件镀铬工艺流程:除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 预镀碱铜→ 酸性光亮铜(选择)→ 光亮镍→ 镀铬或其它除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 半光亮镍→ 高硫镍→ 光亮镍→ 镍封(选择)→ 镀铬(11)锌合金镀铬工艺流程除蜡→ 热浸除油→ 阴极电解除油→ 浸酸→ 碱性光亮铜→ 焦磷酸铜(选择性)→ 酸性光亮铜(选择性)→ 光亮镍→镀铬(12)电叻架及染色工艺流程前处理或电镀→ 纯水洗(2-3次)→预浸→ 电叻架→ 回收→ 纯水洗(2-3次)→ 烘干→ 成电镀工艺简介东方郭发表于 2006-9-6 19:20:00推荐一.电镀工艺的分类:酸性光亮铜电镀电镀镍/金电镀锡二.工艺流程:浸酸→全板电镀铜→图形转移→酸性除油→二级逆流漂洗→微蚀→二级→浸酸→镀锡→二级逆流漂洗逆流漂洗→浸酸→图形电镀铜→二级逆流漂洗→镀镍→二级水洗→浸柠檬酸→镀金→回收→2-3级纯水洗→烘干三.流程说明:(一)浸酸① 作用与目的:除去板面氧化物,活化板面,一般浓度在5%,有的保持在10%左右,主要是防止水分带入造成槽液硫酸含量不稳定;② 酸浸时间不宜太长,防止板面氧化;在使用一段时间后,酸液出现浑浊或铜含量太高时应及时更换,防止污染电镀铜缸和板件表面;③ 此处应使用C.P级硫酸;(二)全板电镀铜:又叫一次铜,板电,Panel-plating① 作用与目的:保护刚刚沉积的薄薄的化学铜,防止化学铜氧化后被酸浸蚀掉,通过电镀将其加后到一定程度② 全板电镀铜相关工艺参数:槽液主要成分有硫酸铜和硫酸,采用高酸低铜配方,保证电镀时板面厚度分布的均匀性和对深孔小孔的深镀能力;硫酸含量多在180克/升,多者达到240克/升;硫酸铜含量一般在75克/升左右,另槽液中添加有微量的氯离子,作为辅助光泽剂和铜光剂共同发挥光泽效果;铜光剂的添加量或开缸量一般在3-5ml/L,铜光剂的添加一般按照千安小时的方法来补充或者根据实际生产板效果;全板电镀的电流计算一般按2安/平方分米乘以板上可电镀面积,对全板电来说,以即板长dm×板宽dm×2×2A/ DM2;铜缸温度维持在室温状态,一般温度不超过32度,多控制在22度,因此在夏季因温度太高,铜缸建议加装冷却温控系统;③ 工艺维护:每日根据千安小时来及时补充铜光剂,按100-150ml/KAH补充添加;检查过滤泵是否工作正常,有无漏气现象;每隔2-3小时应用干净的湿抹布将阴极导电杆擦洗干净;每周要定期分析铜缸硫酸铜(1次/周),硫酸(1次/周),氯离子(2次/周)含量,并通过霍尔槽试验来调整光剂含量,并及时补充相关原料;每周要清洗阳极导电杆,槽体两端电接头,及时补充钛篮中的阳极铜球,用低电流0。
汽车行业电镀工艺技术介绍

电镀流程—10、半光亮镍
作用 零件外观呈半光亮状所以称为半
光亮镍,该镀层具有良好的延展性 及整平性,半光亮镍层基本上不含 硫(<0.005%),电位较光亮镍镀 层高,零件在铜层上继续镀上一层 半光镍和光亮镍组合,使零件同时 具有良好的机械性能和耐腐蚀性能。
镀好半光亮镍的VW标牌
电镀流程—11、光亮镍
3.模具设计与制造 为了确保塑料镀件表面无缺陷、无明显的定向组织结构与内
应力,在设计与制造模具时应满足下面要求。
(1) 模具材料不要用铍青铜合金,宜用高质量真空铸钢制造, 型腔表面应沿出模方向抛光到镜面光亮,不平度小于0.2 m, 表面最好镀硬铬。
(2) 塑件表面如实反映模腔表面,因此电镀塑件的模腔应十 分光洁,模腔表面粗糙度应比制件表面表面粗糙度高1~2级。 (3) 分型面、熔接线和型芯镶嵌线不能设计在电镀面上。 (4) 浇口应设计在制件最厚的部位。为防止熔料充填模腔时 冷却过快,浇口应尽量大(约比普通注射模大1O%),最好采 用圆形截面的浇口和浇道,浇道长度宜短一些。
作用 使零件外观具有镜面光亮效果,颜色
白中偏黄,在零件遭受腐蚀介质产生 腐蚀时,由于光亮镍镀层中含硫 (0.06%~0.08%)电位较半光亮镍低, 作为阳极性镀层优先腐蚀,并且腐蚀 方向由纵向变成横向,避免了大而纵 深的腐蚀结果,从而大大延缓了零件 腐蚀的速率。
镀好光亮镍的VW标牌
电镀流程—12、镍封(微孔镍)
最终目的:增加镀层与零件表面的结合力。
粗化前产品表面光滑 发生镜面反射
粗化后产品表面粗糙发生漫反 射
电镀流程—3、粗化
原理
利用粗化液的强酸性溶解ABS塑料 中的B(丁二烯)成分,使零件表面 形成微观粗糙的“燕尾状”小孔增 加了电镀面与零件的接触面积。并 且在零件表面产生一些-OH,-SO3H, ﹥C=0等极性亲水基团,使零件表面 具有亲水性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1001-9731(2000)01-0095-03光选择性活化无电解电镀在ABS 树脂上沉积金属铜线路Ξ路庆华1,王宗光1,朱子康1,H.H iraoka 2(1.上海交通大学化学化工学院,上海200240;2.香港科技大学化学系,九龙清水湾,香港)摘 要: 在绝缘材料表面涂布活化催化膜,通过光选择性活化,然后在无电解电镀溶液中沉积金属电路是高密度封装和3-维MI D (mould interconnection device s )内联最理想的方法之一,但目前所采用的光源多为激光束,使用波长均在300nm 以下,大规模实用有一定困难。
本工作选择了3种Pd 盐作为活性催化剂,研究使用紫外光i -线和g -线在ABS 树脂上沉积铜线路的方法。
实验结果表明,PdI 2具有对紫外光敏感性,单独用作活化催化剂时可在ABS 上沉积负性金属铜图形,当它和SnCl 2复合使用时可沉积正性金属线路。
另外两种钯盐PdCl 2和Pd (Ac )2对所用光源没有光选择性活化特性。
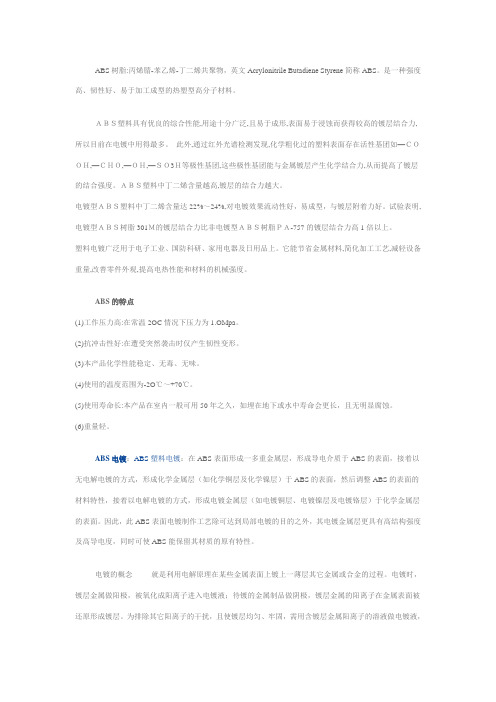
关键词: 光选择性活化;无电解电镀;PdI 2;金属沉积中图分类号: TQ153.141 引 言光选择性活化与无电解电镀的组合(以下称光选择无电解电镀)是陶瓷或绝缘材料表面选择性金属化最有效的方法之一,在高密度封装和3-维MI Ds (mould interconnection device s )内连等方面有着广阔的应用前景,光选择活化无电解电镀与传统的电镀/光刻胶工艺方法相比有以下优点:(1)容易实现三维空间布线,(2)只是在需要的区域通过光选择性活化沉积金属,而后者需要借助光刻胶刻蚀掉大量的多余铜,因而光选择无电解电镀方法有成本上的优势,(3)工艺步骤简单,制造周期短。
图1是两种工艺过程的比较示意图。
光选择性无电解电镀的基本原理是通过光诱导使绝缘基片表面催化膜发生光化学反应或物理变化从而在绝缘基片上形成活性中心,然后通过无电解电镀使金属沉积于被活化区域。
目前已有不少文献报道了通过光选择性活化无电解电镀在不同绝缘基材表面沉积多种金属的研究[1~8],文献中选用的光活化膜一般为含所沉积金属的金属有机化合物或对无电解电镀有催化作用的钯、铂等贵重金属的金属有机化合物、有机盐或无机化合物。
到目前为止,在该研究领域所使用的光源多为功率大、成本高的激光系统,选用光波波长多在200nm 以下,因而光选择活化无电解电镀技术迈向实用有一定的困难。
本项研究是从实用化角度出发,选择了工业上常用的紫外光i -线和g -线(波长分别为365nm 和436nm )作为催化活化光源,以常用的工程塑料ABS 树脂为绝缘基材,对3种钯盐作为光活化催化膜剂的催化效果进行了研究。
2 实验方法ABS 树脂片在重铬酸钾溶液中加热处理数分钟后用蒸馏水清洗,然后分别在表2的实验方案中所列的一种或多种催化活化液中浸泡数分钟,经压缩空气吹干后,在紫外光下曝光30min ,然后尽快将样品置于无电解电镀液中,在50~60℃下搅拌5min 使金属铜沉积于ABS 基片上。
催化液是把0.04g 三种钯盐分别溶解于5ml 的浓氨水中制得,SnCl 2溶液是将3gSnCl 2・2H 2O 溶解于25ml 浓盐酸得到。
图1 光选择性催化沉积工艺(a )和光刻胶工艺(b )比较Fig 1Proce ss of two methods (a )photoselective catalyst deposi 2tion (b )photore sist etching XPS 分析使用仪器型号为SSX -100model 05spectrome 2ter ,曝光机是MI B 实验室用曝光机,经测试在365nm 和436nm 波长处光强分别为18mJ /cm 2和24mJ /cm 2。
实验使用的主要化学药品来自Aldrich chemical Co 。
3 结果与讨论3.1 活化催化液溶剂选择在ABS 树脂基片上涂布光活化催化膜的质量直接影响到以后沉积金属膜的致密性,而成膜性的好坏在很大程度上又与活化催化液的溶剂有关,ABS 是耐溶剂性能差的树脂,因而选择溶剂的范围大大缩小。
表1是3种钯化合物的溶解情况比较,从表可知浓氨水或浓盐酸是比较合适的溶剂,浓氨水和盐酸能溶解钯盐是由于形成络合物的缘故。
分别把PdI 2浓氨水溶液和浓盐酸溶液晾干,然后再加四氢呋喃溶解,并涂布在石英玻片上,测试紫外吸收发现来源于浓氨水溶液的PdI 2在350~360nm 有一个紫外吸收峰(图2),所以选用浓氨水作溶剂比较合适。
Ξ收稿日期:1998-09-29表1 3种钯盐及ABS 溶解性比较Table 1The solubility of three kinds of palladium salts and ABSCHCl 3乙酰丙酮C 2H 5OHConc.HCl Conc.NH 3H 2OK l/H 2O PdCl 2+P -+++PdI 2-P --++Pa (Ac )2++P +++ABS ++----薄膜质量不好好好好好不好 +:soluble ,-:insolvable ,P :part soluble3.2 光活化催化效果3.2.1 PdI 2/NH 3H 2O 体系表2是3种钯盐光活化催化实验结果比较。
表2 3种钯盐催化效果实验结果T able 2T he effects of the palladium salts as photoselective activationProcess Exp.Num12345678910SnCl 2/HCl3 333PdI 2/NH 3H 2O 3 3 3PdCl 2/NH 3H 2O 3 3 3Pd (Ac )2/NH 3H 2 3 3 3Expo sure 333E lectroless plating3333333Resultsn n p n p -p p -p n p p pProcessExp.Num1112131415+16SnCl 2/HCl 333PdI 2/NH 3H 2O 3 3PdCl2/NH 3H 2O3 3Pd (Ac )2/NH 3H 2O 3 3Expo sure (mask )333333E lectroless plating 333333Results neg p n po spp n :no plating ,p :plating ,p -p :part plating ,neg :negative pattern ,pos :positive pattern 从实验2知PdI 2/NH 3H 2O 溶液涂布在ABS 表面直接无电解电镀时无金属铜沉积,但无电解电镀前经过紫外光照射(实验5)则金属铜沉积于树脂表面,可见PdI 2/NH 3H 2O 对紫外光敏感且能够形成下一步无电解电镀所需的催化活性中心(一般认为是金属钯),在无电解电镀开始时金属钯表面发生铜离子与甲醛的氧化还原反应,使金属铜沉积于其表面,之后的过程将是已沉积铜的作用,因而沉积速度会加快。
在无电解电镀铜过程中同时发现有部分催化层脱落,因而镀层不完整,这可能是由于形成的活化层Pd 与ABS 基片的粘接性能较差。
在实验11中附加了掩膜板曝光,我们得到了正性图形,即光照部分由于活性中心形成金属会沉积于基片而掩盖部分不发生沉积,但同样由于粘附性的原因,所得的图形质量有缺陷,为了改善催化活化中心钯与ABS 树脂的粘接作用,在涂布PdI 2/NH 3H 2O 前首先涂一层SnCl 2的浓盐酸溶液(实验14),这样得到的图形质量有所改善,但现象不同的是图形变为正性图,即光照部分不发生无电解电镀而遮掩部分发生化学沉积,为了解释这一现象我们又做了实验8~10,即锡盐和钯盐两层涂布后不曝光直接无电解电镀,发现金属铜也会发生沉积,所以我们认为在涂层中两价的Sn 2+已经把Pd 2+还原为低价或零价钯,图3是在两片硅片上分别涂布单层PdCl 2和复合层SnCl 2/PdCl 2的表面能谱图(XPS ),从图可知复合层中有零价钯存在。
图4分别是涂布单层PdCl 2和复合层SnCl 2/PdCl 2的扫描电镜图,从图也可以看出复合层中有金属Pd 颗粒,这就是实验14掩盖层能发生铜化学沉积的原因,至于曝光区失去金属沉积特性的理由可能与生成零价钯不稳定有关,这将通过进一步的实验得到证明。
图2 石英片上PdI 2/NH 3H 2O 图层的紫外吸收光谱Fig 2UV -spectrum of PdI 2/NH 3H 2O film on quarts图3 单层PdCl 2和复合层SnCl 2/PdCl 2的表面能谱图(XPS )Fig 3XPS spectra of PdCl 2and SnCl 2/PdCl 2layer on silicon图4 单层PdCl 2和复合层SnCl 2/PdCl 2的扫描电镜图Fig 4SE M image s of PdCl 2and SnCl 2/PdCl 2layer on silicon图5 PdI 2和SnCl 2复合光选择性活化无电解电镀所得到的图形(50×)Fig 5Photomicrograph of copper pattern on ABS using PdI 2/SnCl 2photoselective activation 3.2.2 Pd (Ac )2和PdCl 2体系从实验2~8知用单层PdCl 2涂布ABS ,然后在无电解电镀过程中会发生金属沉积,而PdI 2、Pd (Ac )2不能,这可能是由于PdCl 2容易被无电解电镀溶液中的甲醛还原,生成金属钯,起到催化作用,而另外两盐则不能;PdI 2对紫外光敏感,在紫外光作用下自身容易发生氧化还原反应,生成金属钯,从而能在无电解电镀过程中引起金属铜沉积。
三者中Pd(Ac)2惰性最强,对紫外光和无电解电镀中的甲醛均呈现惰性,因而在使用掩膜板曝光条件下Pd(Ac)2层上无铜沉积镀层,PdCl2层上有镀层但无图形,只有PdI2催化层上产生了负性图形(实验11~13)。
实验14~16表明如果采用SnCl2/HCl和钯盐双层复合膜催化时,除了PdI2盐能得到正性图形外,另外两盐均发生沉积金属膜但没有选择性,由此可知三盐中仅PdI2具有光选择性活化特性,且当使用单层PdI2催化时制得负性图形,当和SnCl2复合作用时得到正性图形。
图5是PdI2和SnCl2复合光选择性活化无电解电镀所得到的图形。
4 结 论通过对3种钯盐的紫外光活化实验比较得出如下结论:PdI2对紫外光敏感,可以实现光选择性活化,单一使用PdI2催化活化膜时所沉积金属图形为负性,而PdI2和SnCl2复合使用时得正性图形。