污水处理厂污泥厌氧消化技术与设备
城市污泥厌氧消化处理技术

城市污泥厌氧消化处理技术彭光霞李彩斌王立宁张晓慧(北京中持绿色能源环境技术有限公司北京100192)摘要:随着我国城镇污水处理厂建设的推进,城市脱水污泥的处理处置问题越来越凸显出来。
目前我国多数城市污水处理厂多采用浓缩、脱水后外运填埋或作农肥。
城市污泥中的生物质能没得到充分利用,造成了资源、能源的浪费。
污泥厌氧消化技术作为污泥处理处置的处理工艺,可以实现减量化、稳定化、无害化和资源化,可与多种工艺相结合,为现有污水厂污泥处理处置提供了很好的方向。
关键词:污泥处理处置、厌氧消化、分级分相、土地利用、资源化1 概述污泥厌氧消化可以实现污泥处理的减量化、稳定化、无害化和资源化。
污泥经厌氧消化后,体积大大减少,脱水性能大大提高,可实现污泥的减量化和稳定化;污泥在消化过程中,产生的甲烷菌具有很强的抗菌作用,可杀死大部分病原菌以及其它有害微生物,使污泥卫生化。
同时,污泥厌氧消化产生大量的清洁能源--沼气,可用作锅炉燃料、直接驱动鼓风机、沼气发电提供污水处理厂的部分用电量、沼气提纯并网、沼气提纯用作汽车燃料等。
1.1 污泥厌氧处理技术原理厌氧消化是利用兼性菌和厌氧菌进行厌氧生化反应,分解污泥中有机物质的一种污泥处理工艺。
消化过程中可回收能源,但消化后的污泥含水率较高,仍需进一步脱水。
厌氧消化可以实现污泥处理的减量化、稳定化、无害化和资源化。
污泥厌氧消化是一个由多种细菌参与的多阶段生化反应过程,每一反应阶段都以某类细菌为主,其产物供下一阶段的细菌利用。
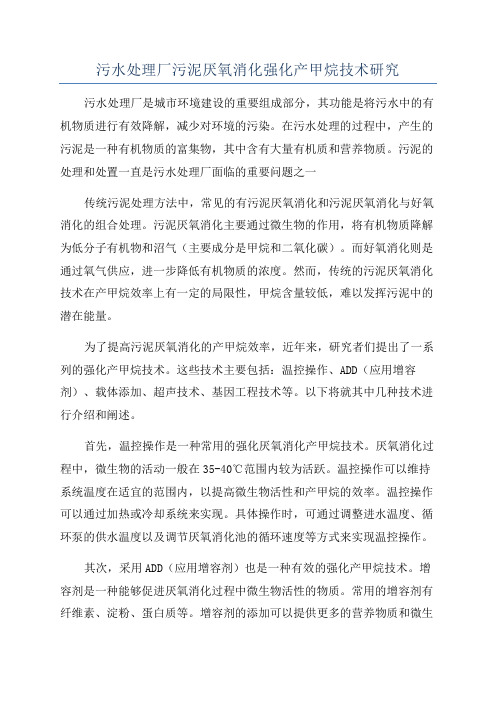
厌氧降解过程的化学、生物化学和微生物学相发复杂,但是可以综合三阶段理论[2]:1)水解阶段;2)产酸阶段;3)产甲烷阶段。
图1 厌氧消化三阶段理论1.2 污泥厌氧消化处理工艺的优点与特点2.2.1. 污泥厌氧消化工艺主要优点1)减少污泥体积:减少污泥中可降的有机物含量,使污泥的体积减少,与消化前相比,消化污泥的体积一般可减少1/2~1/3。
2)稳定污泥性质:减少污泥中可分解、易腐化物质的数量,使污泥性质稳定。
污水处理厂污泥厌氧消化强化产甲烷技术研究
污水处理厂污泥厌氧消化强化产甲烷技术研究污水处理厂是城市环境建设的重要组成部分,其功能是将污水中的有机物质进行有效降解,减少对环境的污染。
在污水处理的过程中,产生的污泥是一种有机物质的富集物,其中含有大量有机质和营养物质。
污泥的处理和处置一直是污水处理厂面临的重要问题之一传统污泥处理方法中,常见的有污泥厌氧消化和污泥厌氧消化与好氧消化的组合处理。
污泥厌氧消化主要通过微生物的作用,将有机物质降解为低分子有机物和沼气(主要成分是甲烷和二氧化碳)。
而好氧消化则是通过氧气供应,进一步降低有机物质的浓度。
然而,传统的污泥厌氧消化技术在产甲烷效率上有一定的局限性,甲烷含量较低,难以发挥污泥中的潜在能量。
为了提高污泥厌氧消化的产甲烷效率,近年来,研究者们提出了一系列的强化产甲烷技术。
这些技术主要包括:温控操作、ADD(应用增容剂)、载体添加、超声技术、基因工程技术等。
以下将就其中几种技术进行介绍和阐述。
首先,温控操作是一种常用的强化厌氧消化产甲烷技术。
厌氧消化过程中,微生物的活动一般在35-40℃范围内较为活跃。
温控操作可以维持系统温度在适宜的范围内,以提高微生物活性和产甲烷的效率。
温控操作可以通过加热或冷却系统来实现。
具体操作时,可通过调整进水温度、循环泵的供水温度以及调节厌氧消化池的循环速度等方式来实现温控操作。
其次,采用ADD(应用增容剂)也是一种有效的强化产甲烷技术。
增容剂是一种能够促进厌氧消化过程中微生物活性的物质。
常用的增容剂有纤维素、淀粉、蛋白质等。
增容剂的添加可以提供更多的营养物质和微生物活动所需的能量,从而提高产甲烷效率。
通过添加适量的增容剂,可显著增强厌氧消化过程中的甲烷气体生成。
此外,载体添加也是一种常用的增强厌氧消化产甲烷的技术。
传统的厌氧消化过程中,微生物的活性主要依赖于污泥颗粒自身。
但是,由于污泥颗粒的聚集性较差,导致微生物的附着和生长难度较大,从而限制了产甲烷的效率。
因此,在厌氧消化过程中,添加一定的载体材料(如介孔二氧化硅、聚合物微球等)可以促进微生物的附着和生长,提高产甲烷效率。
污水处理厂污泥的处理方法
污水处理厂污泥的处理方法污水处理厂是用于处理城市生活污水和工业废水的设施,而污泥则是处理过程中产生的固体废物。
污泥的处理是污水处理厂运行的重要环节,它的合理处理能够减少对环境的污染,并能够回收利用其中的有价值物质。
本文将详细介绍污水处理厂污泥的处理方法。
一、污泥的分类污水处理厂产生的污泥主要分为两类:生化污泥和浓缩污泥。
1. 生化污泥:生化污泥是在生化处理过程中,通过微生物的作用将有机物质转化为无机物质而产生的污泥。
生化污泥的含水率较高,通常为80%以上,含有大量的微生物和有机物质。
2. 浓缩污泥:浓缩污泥是对生化污泥进行脱水处理后得到的固体物质。
经过脱水处理后,浓缩污泥的含水率大大降低,一般在60%以下,固体含量增加,体积减小。
二、污泥处理方法1. 厌氧消化厌氧消化是将污泥置于密闭的容器中,在无氧条件下进行微生物分解的过程。
这个过程中产生的沼气可用于发电或供热,从而实现能源的回收利用。
厌氧消化能够降低污泥的体积和含水率,减少对土地的占用和减少运输成本。
此外,厌氧消化还能够使污泥中的有机物质进一步分解,减少有机物的含量,降低后续处理过程中的负荷。
2. 氧化消化氧化消化是将污泥暴露在氧气的环境中,通过微生物的作用将有机物质氧化分解为二氧化碳和水的过程。
这个过程中产生的热量可用于加热污水或供热,实现能源的回收利用。
氧化消化能够有效降解污泥中的有机物质,减少其对环境的污染。
此外,氧化消化还能够杀灭病原微生物,减少对环境和人体的危害。
3. 压滤脱水压滤脱水是将浓缩污泥通过压滤机进行脱水处理的方法。
在压滤机的作用下,污泥中的水分被迅速排出,固体物质被压缩成固态块状物。
压滤脱水能够大幅度降低污泥的含水率,减少污泥的体积,便于后续处理和处置。
此外,压滤脱水还能够提高污泥的稳定性,减少气味和有害物质的释放。
4. 热解处理热解处理是将污泥置于高温环境中进行热解分解的过程。
在高温下,污泥中的有机物质被分解为气体、液体和固体三种形态的产物。
污水处理厂污泥厌氧消化工艺选择与设计要点概要
污水处理厂污泥厌氧消化工艺选择与设计要点概要污水处理厂是处理城市污水的重要设施,在处理过程中产生的污泥是不可避免的副产品。
污泥处理的关键是通过适当的处理工艺将其稳定化,减少体积,降低有机物含量,最终达到无害化处理的要求。
厌氧消化是一种常见的处理污泥的方法,本文将详细介绍污泥厌氧消化工艺的选择与设计要点。
一、污泥厌氧消化工艺选择污泥厌氧消化是将污泥暴露于缺氧条件下,通过厌氧消化菌群的作用,将有机物分解为甲烷和二氧化碳等气体。
具体的工艺选择可考虑以下几个因素:1.污泥特性:包括含水率、固体含量、有机物含量等。
不同特性的污泥适合不同的厌氧消化工艺。
对于具有较高含水率的污泥,可选择高固体含量的高干物含量厌氧消化工艺;对于有机物含量较高的污泥,则可选择高有机负荷的高负荷厌氧消化工艺。
2.处理效果要求:厌氧消化工艺的选择也要考虑处理效果的要求。
例如,如果目标是达到更高的甲烷产量,可以选择温度控制的高温厌氧消化工艺。
3.资源利用:厌氧消化过程中产生的甲烷是可再生能源,可用于发电、热能供应等方面。
因此,工艺选择时也要考虑是否有资源利用的需求。
二、污泥厌氧消化工艺设计要点在进行污泥厌氧消化工艺设计时,需要考虑以下几个要点:1.厌氧消化温度:厌氧消化适宜的温度是其正常运作的关键。
通常,选择35-55摄氏度的中温厌氧消化工艺,可以在较短的时间内达到稳定处理效果。
对于高温厌氧消化,温度一般需要控制在50-65摄氏度。
2.反应器类型选择:常见的厌氧消化反应器类型包括连续搅拌反应器(CSTR)、上升流式厌氧消化反应器(UASB)等。
CSTR适用于处理污泥浓度较低、泥量较多的情况;UASB适用于处理污泥浓度较高、泥量较少的情况。
3.进气与搅拌:在厌氧消化过程中,需要保证反应器内的气体和污泥充分混合。
可以通过进气系统和搅拌系统来实现。
进气可采用自然通气或机械通气,搅拌可采用机械搅拌或气泡搅拌等方式。
4.pH控制:厌氧消化过程中,pH值的控制对于菌群的生长和产气有重要影响。
污泥厌氧消化处置技术简介
污泥厌氧消化处置技术简介
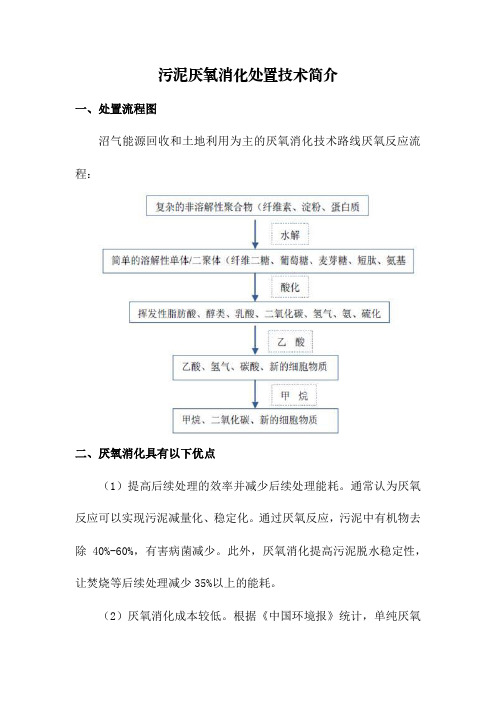
一、处置流程图
沼气能源回收和土地利用为主的厌氧消化技术路线厌氧反应流程:
二、厌氧消化具有以下优点
(1)提高后续处理的效率并减少后续处理能耗。
通常认为厌氧反应可以实现污泥减量化、稳定化。
通过厌氧反应,污泥中有机物去除40%-60%,有害病菌减少。
此外,厌氧消化提高污泥脱水稳定性,让焚烧等后续处理减少35%以上的能耗。
(2)厌氧消化成本较低。
根据《中国环境报》统计,单纯厌氧
消化投资成本约为20-40万元/(吨/日),由于不用鼓风曝气等,节约了成本,单纯厌氧消化运行费用约为60-120 元/吨(含水率80%,不包括浓缩和脱水),而好氧发酵运行费用为120-160 元/吨。
欧美50%以上的污泥采用厌氧消化处理,产生的沼气转化为电能可满足污水厂所需电力的33%-100%。
但污泥厌氧消化在我国应用的并不顺畅。
我国建设的约50 座污泥厌氧消化设施中,可以稳定运营的只有20 余座。
主要原因是由我国污泥泥质差、处理厂运行管理水平低。
我国污泥含砂量较高、有机物含量较低、污泥可生化性差,消化设备运行的稳定性和产沼气率等指标普遍未达到国外标准。
此外,我国缺乏沼气利用的激励机制,设备的投资费用高,系统运行较为复杂不易掌握。
不过采用碱解处理、热处理、超声波处理、微波处理等方法对污泥进行预处理,可以提高污泥水解速率,改善污泥厌氧消化性能。
并通过项目经验的积累,企业也逐步掌握了较为全面的操作技能。
污泥厌氧消化技术会是未来的一个主流方向。
国内污泥处理处置的几种常用技术路线
土地利用技术
土地利用是一种将稳定化处理的污泥用于土地改良、土 壤修复和园林绿化等用途的过程。
土地利用技术适用于处理经过稳定化处理的污泥,如城 市污水处理厂的剩余污泥。
土地利用技术具有投资少、能耗低、资源化效果好等优 点。
土地利用技术需要控制污泥中的重金属、病原菌和其他 有毒有害物质的含量,以确保安全使用。
06
土地利用技术
土地利用原理
土地利用是指将经过处理的污 泥用于土地改良、土壤修复和 园林绿化等,实现污泥的资源 化利用。
原理基于污泥中的有机物质和 营养元素,能够改善土壤结构 和肥力,促进植物生长。
同时,污泥中的重金属和有害 物质需达到相关标准,以确保 安全利用。
土地利用工艺流程
预处理
对污泥进行脱水、稳定化等预处理,提高其 利用价值。
经过腐熟阶段后,物料 中的有机物已经基本稳 定,此时可以进行稳定 化处理。
好氧发酵技术优缺点
优点
好氧发酵技术具有处理效率高、能耗低、操作简单、设备投资少等优点。同时,好氧发酵过程中产生的热量可以 用于发电或供热,实现能源的回收利用。
缺点
好氧发酵技术的缺点是占地面积大、周期较长、对水分和温度的控制要求较高。此外,好氧发酵过程中会产生一 定的臭气和温室气体排放,需要采取相应的措施进行控制和处理。
国内污泥处理处置的几种 常用技术路线
• 引言 • 污泥处理处置技术路线概述 • 厌氧消化技术 • 好氧发酵技术 • 污泥焚烧技术 • 土地利用技术 • 技术路线比较与选择
01
引言
污泥处理处置的重要性
环境保护
污泥中含有大量的有机物、重金 属和病原体,如果不进行适当的 处理处置,会对环境造成严重污 染。
污泥焚烧技术
污水处理工艺流程之生化处理好氧与厌氧处理
污水处理工艺流程之生化处理好氧与厌氧处理在污水处理工艺中,生化处理是一种常见且有效的处理方法。
生化处理将有机物质在微生物的作用下转化为无机物质,达到净化水质的目的。
在生化处理中,又包括了好氧处理和厌氧处理两种不同的工艺流程。
1. 好氧处理好氧处理是指在富氧条件下进行生物降解的过程。
工艺流程如下:(1)进水调节:首先需要对进水进行调节,包括调节 pH 值、温度等。
(2)初级处理:通过格栅、沉砂池等设备将较大的悬浮物和沉淀物去除,进一步净化水质。
(3)曝气池:将初级处理后的污水引入曝气池,通过机械曝气或其他方式向污水中注入空气,提供氧气供微生物进行生物降解反应。
在曝气池中,微生物利用有机物进行生长和繁殖,降解污水中的有机物质。
(4)二沉池:曝气池处理后的污水进入二沉池,通过净水板或斜板等装置将浮性悬浮物和生物絮凝物与水进行分离,产生污泥。
(5)污泥处理:从二沉池中获得的污泥,经过浓缩、脱水等处理措施,得到污泥饼或污泥液体,进一步处理。
2. 厌氧处理厌氧处理是指在无氧或缺氧条件下进行生物降解的过程。
工艺流程如下:(1)进水调节:同样需要对进水进行调节,以适应厌氧处理的环境要求。
(2)厌氧池:将进入的污水引入厌氧池,通过提供适宜的温度、容器内部的混合等条件,为厌氧微生物提供合适的生存环境。
在厌氧池中,厌氧微生物通过厌氧降解有机物质,产生甲烷等有价值的产物。
(3)沉淀池:经过厌氧处理的污水进入沉淀池,通过沉淀和分离,将产生的污泥与水进行分离,进一步净化水质。
(4)厌氧消化池:从沉淀池中获得的污泥,进一步经过厌氧消化池的处理,将污泥中的有机物质进行分解,释放出可再生的有机产物。
综上所述,生化处理中的好氧处理和厌氧处理是常见的工艺流程。
好氧处理适用于需要大量氧气供应的环境,能够有效地降解有机物质;而厌氧处理则适用于无氧或缺氧环境下的处理,能够产生有价值的产物。
无论是好氧处理还是厌氧处理,都需要合理调节进水的水质和控制处理过程中的条件,以保证处理效果的达到。
污水处理厂污泥厌氧消化工艺选择与设计要点
污水处理厂污泥厌氧消化工艺选择与设计要点1.工艺选择要考虑的因素:-厌氧消化工艺的适用性:不同类型的污泥适用不同的厌氧消化工艺,如原理、操作条件等需要综合考虑。
-处理效果:选择高效的厌氧消化工艺可以提高处理效果,减少残留污泥的量。
-经济性:选择成本低、能源回收高的厌氧消化工艺可以提高经济效益。
-系统可靠性:选择经久耐用、操作简单、维护方便的厌氧消化工艺可以提高系统的可靠性。
-环保要求:选择符合环保要求的厌氧消化工艺可以降低对环境的影响。
2.设计要点:-污泥进料和出料系统设计:确保污泥的稳定进料和处理后的可靠出料,避免污泥堵塞和破坏系统的情况发生。
-反应器的选择和设计:根据污泥的性质、产气量和处理量等因素选择合适的反应器类型(如完全混合式反应器、序贯反应器等)和尺寸,确保反应器的处理效果和稳定性。
-温度和pH控制:适宜的温度和pH可以提高厌氧消化反应的速率和稳定性,需要根据具体工艺选取合适的控制策略。
-搅拌和通气系统设计:搅拌和通气系统的设计对于提高厌氧消化效果和保持系统的稳定性至关重要,需要考虑均匀搅拌和适量通气,避免死区和过度通气。
-污泥气体处理:由于厌氧消化过程中会产生大量气体,特别是甲烷等温室气体,需要合理设计气体的收集、处理和利用系统,降低气体的排放风险和环境影响。
-污泥产物的处理和利用:厌氧消化后产生的污泥产物可以进一步处理和利用,如压缩、干化、焚烧等,从而实现资源化利用和减少对环境的污染。
总之,选择合适的污泥厌氧消化工艺和设计合理的工艺系统是保障污水处理厂污泥处理效果和运行稳定性的关键。
在设计过程中需要综合考虑不同因素并遵循环保要求,以达到经济高效和环保可持续的目标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
运输费用:3 元/吨公里,距离 20 公里 替代节俭燃料费用折算: 按替代节省每kWh热能省0.2元计算
讨论问题: 沼气的优化合理利用
⇒低成本(包含运行管理费用), 高效率
优化热电—热动联产组合方案, 以达到|“最高效”利用率
1. 优先使用沼气发动机直接驱动鼓风机(热动联产),可节省发电机损 耗(约3%至4%),如再考虑电动机有效率(按95%估算),则比发电效率提 高约9%!
污泥的稳定性和尽量减少最终处置时对环境的影响 (如:气味、排放、生化反应) 缩小体积 减少或杀死致病微生物 (农用时推荐考虑,并非在法律上有明确规定)
达到填埋要求
常用的污泥处理方法
择和运行
基本要求
1. 消化器内必须均匀、柔和的混合搅拌(为使产乙酸和产甲烷细菌以最大速度进 行新陈代谢,必须保证它们相依附生存)
c, d) ≈ 20 – 30 Wh/m³d
悬挂喷杆注射沼气搅拌
(效果图示)
*阴影部分搅拌效果比较佳
洛蒂格沼气搅拌方式的优越性
1. 适合任何池型. 2. 不受泥位高度的限制. 3. 运行时便于维护. 4. 可简单设置备用或互为备用. 5. 节省能耗. 6. 极少搅拌死区.
总处理费用 (消化 + 脱水 + 焚烧 + 沼气发电或动力综合利用)
必须在设计、建造、设备选择制造过程中重视每个环节! 必须在日常运行中严格按照操作规程执行!
注意事项:
安全规则及相关规范、安全保护设备、防爆防毒措施 材料配置、机械配套、防腐防渗措施 操作人员培训、维修保养
讨论问题: 消化系统的系统性
⇒设备配置的系统性是消化系统正常运行的关键! 大多数工艺故障都出在一些最不起眼的小设备上!
总处理费用 (消化 + 脱水 + 干燥 + 沼气加热)
无污泥消化
污泥消化 (弱:35%)
干燥费用
元/日
116 636
92 143
+ 消化费用
元/日
0
16 471
- 沼气替代燃料效益 元/日
0
-19 656
+ 脱水费用
元/日
27 301
21 568
+ 运输费用
元/日
7 440
5 878
每天总费用
元/日
5 280
每天总费用
元/日
124 712
99 092
87 066
每年总费用
元/年 45 519 811
36 168 681
31 779 216
费用节省率
-21%
-30%
案例:城市污水厂,约300 000 m³/d,原污泥量100 吨干固体/天 运输费用:3 元/吨公里,距离 40 公里
污泥消化 (好:55%) 67 945 16 471 -32 947 18 292 5 280 75 040 27 389 750 -40%
做法: 合理选用主要机械与配套设备、合理选择自控程度、 回避组合连 带设备、 设计应尊重设备的检验维修方便性、 注意所选择设备自 身灵活性、 关注主要设备备用率并注意安全辅助设备的可靠性。
作用: 降低故障出现率。
Bülk, Germany Dubai, UAE
Hangzhou 杭州四堡污水处理厂 Ankara, Turkey
TECHNOLOGY AND EQUIPMENT FOR ANAEROBIC DIGESTION OF MUNICIPAL SLUDGE
城市污水处理厂污泥厌氧消化技术与设备
Dr. Jiansan Zhang 张建三博士
PASSAVANT-ROEDIGER GmbH 德国 帕萨旺-洛蒂格公司
污泥处理的主要目的
151 377
116 403
每年总费用
元/年 55 252 667
42 487 167
费用节省率
-23%
污泥消化 (中:45%) 85 144 16 471 -25 272 19 930 5 431 101 705 37 122 167 -33%
污泥消化 (好:55%) 78 146 16 471 -30 888 18 292 4 985 87 006 31 757 167 -43%
如果有机物降解率只提高 1%,则每日能多降解有机物 1吨 →增加沼气产量:约800m³/日 →增加发电量:约1800度/日 →减少絮凝剂用量:约8kg/日 →减少运泥量:约4吨/日 →减少污泥干燥时水蒸发量:约3吨/日(→减少耗热量:约2850度/日)
讨论问题: 消化系统的安全性
⇒运行安全是厌氧消化系统成功的前提!
Shijiazhuang Qiaodong WWTP石家庄桥东污水处理厂
Qingdao Licunhe STP青岛李村河污水处理厂
Nanchang Qingshanhu WWTP南昌青山湖污水处理厂
Jining WWTP济宁市污水处理厂
建筑形状
a)英—美形状 c)蛋形
b)传统的中欧形状 d)欧洲平底形
Dubai, VAE Saarbrücken
Bangkok, Thailand
Großostheim
Köln
München II
Duisburg Wiesbaden
Landshut
厌氧消化的工艺环节
—污泥进料和排出 —混合搅拌 —加热 —原污泥接种 —消除浮渣 —消化气收集和利用
主要设备
• 热交换器 • 高效污泥混合器 • 消化罐辅助设备 • 采气设备 • 混合搅拌设备 • 沼气利用设备
WWTP Duisburg, 1964
Volume 2 x 5,000 m3
混合搅拌
a)螺旋桨式搅拌 b)外置泵 c)通过消化罐内置的喷嘴注射沼气
d)通过灵活的悬挂喷杆注射沼气
搅拌能耗: b)> 100 Wh/m³d a)≈ 40 – 60 Wh/m³d
2. 原污泥尽量均匀但非连续性投入,并同时与消化污泥混合(接种) 3. 原污泥预加热,以保证最大限度避免温度的波动 4. 产生的沼气尽可能从消化污泥中输导出去 5. 最小的热辐射损失,通过减小容器的表面积和容量比及足够的隔热层来实现 6. 避免水力死角(避免沉积的危险) 7. 有良好的破坏浮渣层和清除浮渣的措施。
2. 次而利用沼气发电机发电(热电联产),驱动长开机械。 3. 最终热耗差额用锅炉补充。 4. 采用高效率沼气发动机。
讨论问题: 消化系统降解率
⇒降低运行成本的关键参数!
工艺优化,采用一级强化消化方案, 以提高降解率
做法:在最佳范围选用罐型、参数、配备、调控方式。 作用:将有机物降解率提高到50%以上。 例:某污水处理厂设计生污泥含有机固体量:约为 100吨/日
无污泥消化
污泥消化 (弱:35%)
污泥消化 (中:45%)
焚烧费用
元/日
92 131
76 740
72 342
+ 消化费用
元/日
0
16 471
16 471
- 沼气综合利用效益 元/日
0
-20 966
-26 957
+ 脱水费用
元/日
27 301
21 568
19 930
+ 运输费用
元/日
5 280
5 280