1注塑行业术语
注塑专业术语

注塑专业术语
1. 注塑机:一种用于将熔融塑料注入模具,制造塑料制品的机器设备。
2. 模具:用于注塑加工的器具,通常由多个零部件组成。
3. 熔融温度:塑料在注塑加工时需要加热到的温度。
4. 热流道:用于将熔融的塑料从注塑机注入模具的管道系统。
5. 塑化机:用于将塑料加热并加压,使其熔化并成为可塑性物质的设备。
6. 冷却时间:塑料在注塑后需要停留在模具内冷却的时间。
7. 液态注塑:一种注塑加工方法,将液态的塑料注入模具。
8. 固态注塑:一种注塑加工方法,将固态的塑料通过加热软化后注入模具。
9. 循环时间:指注塑加工的一个完整循环所需的时间,包括注塑、冷却和取出成品等步骤。
10. 毛胚:初步成型但尚未加工出成品的塑料制品。
11. 预塑:已经切好的塑料颗粒,用于注塑加工前的预备操作。
12. 开模力:指需要用于打开模具的力量大小,通常由注塑机提供。
13. 喷嘴:连接注塑机和模具的部件,用于将熔融塑料进入模具。
14. 分模线:模具上分开两部分的线条,用于在注塑结束后拆卸成型品。
15. 操作平台:注塑工作区域内的设备,用于操作注塑机和模具。
16. 热流道控制器:控制热流道的温度和流量等参数的设备。
17. 模型设计:用CAD等软件进行注塑制品的设计和制造的过程。
18. 压力控制:控制注塑中使用的压力大小和变化的系统设备。
注塑术语
中文英文机工,机器加工 machining,machine workO环,O形封垫 O ring下料模,切料模 blanking die寸进,寸动 inching工程塑胶 engineering plastics工模,夹具,支架 jig干胶,粘著剂,动物胶 glue干燥时间 drying time干燥剂 drier dryer不划一颜色,颜色深浅不均 color non-uniformity 中心浇口 center gate内衬,衬套,衬蛰 liner公差,容差 tolerance分模线,合模线,模缝痕 parting line切口,缺口 notch切口,缺料 notch切边(n) shear edge化学腐蚀 chemical atching化学腐蚀 chemical etching反射 reflection孔隙,空洞,气泡 void尺寸稳定性 dimensional sability手动压机 hand press支管形喷嘴 nozzle manifold比重 specific gravity比热 specific heat毛状裂痕 hair crack,hair cracking毛绒 fuzz毛边,凿纹 burr,flash,fin水道,水通路 water channel火花放电 spark discharge火焰处理 flame treatment,flame treating片材 sheet凹痕,缩痕 sink mark,shrink mark凹槽,内陷,凹陷 undercut加料,给料,供料 feed加热,加温 warming,warming up加热板,热板(盘) heating plate加热管套,加热缸 heating cylinder,heating barrel 加热炉 heating furnace功率,力率 power factor半透明 semitransparence,translucence打眼,钻孔 driling正余面,交叠,重叠 overlap永久变形 permanent set,residual strain白昙,雾状 haze立式射出成型机 vertical injection mo(u)lding machine光彩,光泽 gloss印刷 printing同轴往复螺杆式射出成型机 in-line screw(type)injecton mo(u)lding machine 合成树枝 synthetic resin合板,集成材 composite wood合模力,开模力 mo(u)ld clamping force,mo(u)ld locking force合模线,毛边线 flash line,parting line合模线,毛边线 spew line,spue line合模销,导销 leader pin合模销套,导销衬套 leader pin pushing合模机构,开模机构 mo(u)ld clamping mechanism后加工 post processing后加热 after baking后成型 postforming回程销,复归销 return pin安全系数 safety factor安全门 safety door成孔销,心型销,模蕊销 core pin成孔销托板,动或定模板 core pin plate成形 forming成形,模制 mo(u)iding,forming成形收缩率,模制收缩率 mo(u)ld shrikage,mo(u)lding shrikage成形指数 mo(u)lding index成形时间 mo(u)lding time,cycle time成形循环(周期) mo(u)lding cycle成形温度,模制温度 mo(u)lding temperature成形压力,模制压力 mo(u)lding pressure成型纹(缺陷) mo(u)ld mark成型销,心型销,模蕊销 core pin托板,模板,承装模穴(蕊)块之模板 retainer plate托板,模板,承装模穴(蕊)块的模板 retainer plate收缩 shrinkage有机溶胶 organosol污染 contamination自动顶出 automatic ejection自动浇口,剪切浇口 shear gate色片,色粒 color chip色相 hue色彩度 chroma行程,冲程 stroke伸长,变形 elongation,strain伸长计 extensomenter冷却水塔 cooling tower冷却套管 cooling sleeve冷料 cold slug吸水性 water absorption吸收 sbsorption吸附作用 adsorption含量(率) content扭力试验,扭曲试验 torsion test,torsional test,twist test 折曲加工 folding折射率,折光指数 refraction index沈陷式浇口,潜入式浇口 submarine gate沈积,淀积 sedimentation冲切 punching冲头 punch车削 turning供料段,加料段 feed zone,feed section刮伤,刺蚀,擦伤处 abrasion卷尺,胶带 tape卷转,翘曲 curling,curl固定侧,模穴侧 cavity side延伸,拉伸 drowing,orientation,stretching延性 ductility往复应力,振幅应力 alternating stress拉伸比,牵引比 draw ratio抽引,凸包 embossing放电加工 electro-discharge machining放电处理 electro-discharge treatment注道,竖流道,注道料 sprue注道冷料顶出 sprue ejection,sprue ejector注道冷料顶出销 sprue djector pin注道形浇口,直接浇口 suprue gate注道拉取器,浇口钩销 sprue puller注道衬套,浇口衬套 sprue bush,sprue bushing油漆 oil varnish泛白 blushing直接浇口 direct gate空气顶出 air ejection冲压模具英语冲压英语stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机feeder送料机rack, shelf, stack料架cylinder油缸robot机械手taker取料机conveyer belt输送带transmission rack输送架top stop上死点bottom stop下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块reset复位smoothly顺利dent压痕scratch刮伤deformation变形filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工delivery, to deliver 交货to return delivenry to.to send delinery backto retrn of goods退货registration登记registration card登记卡to control管制to put forward and hand in提报safe stock安全库存acceptance = receive验收to notice通知application form for purchase请购单consume, consumption消耗to fill in填写abrasion磨损reverse angle = chamfer倒角character die字模to collect, to gather收集failure, trouble故障statistics统计demand and supply需求career card履历卡to take apart a die卸下模具to load a die装上模具to tight a bolt拧紧螺栓to looser a bolt拧松螺栓to move away a die plate移走模板easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked 断裂to lubricate润滑common vocabulary for die engineering模具工程常用词汇die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die 连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓。
注塑行业通用术语
品质 quality 满足或高于消费者期望的产品综合质量公差 tolerance 保证质量前提下允许尺寸的波动范围不良标签 defective product label 表明制品,不良或不合格内容的小说明标示单 identifying sheet list 表明制品,物品,地点等特性或作用的小说明整理 Seiri 必要与不必要的物品分开处理整顿 Seiton 物品分门别类,按规定摆放并标识清扫 Seiketsu 去除赃污防止再次发生清洁 Seiso 将整理、整顿清扫制度化、标准化教养 Shitsuke 人人按照规定和制度行事,养成良好习惯安全 Safe 自身安全,他人安全和设备安全来料不良 deficient purchase 上一工序的产品质量不符合本工序质量要求刮伤 scratch 在制品表面因手或其它物体摩擦形成的影响制品外观质量的现象压痕 dents 由于重力或压力引起接触面的痕迹,可影响外观美观螺栓 bolt 起固定作用的栓件热注射成型 thermoplastic injection molding 通过加热使物料熔化在注射到模具内形成期望的制品控制面板 control plat 对设备参数控制的简易操作平台显示器 pro-face 显示设备必要信息的屏幕安全门 saft door 防止事故发生,增大安全系数的保护装置门注射座 enjection blend 注射成型机组成部件,支撑并协助注射的金属平台螺杆 screw 起旋转计量作用的螺纹状部件.是成型机的核心机械件料膛 fabbrel 树脂预塑的炮膛状部件,和螺杆配合俎件质量要求较高加热圈 heater 围绕在料膛周围,起迅速并均匀加热作用的片状加热器喷嘴 nozzle 连接注射成型机料筒与模具浇口套接触的像针头状的组件定模板 plam 可固定模具在成型机上的铁板,是成型机的一部分动模板 moving plam 成型机曲臂连接板,使模具固定在成型机上做开合模运动的动模板成型机顶杆 ejector pin 连接到模具上控制模具顶杆顶出或回退作用的连接杆手动操作 man 只能手动单一步骤状态操作半自动操作 sengle man 可半自动状态操作全自动操作 auto 根据设置的程序在全自动状态动作料膛清洗 purge 一般用PE料做射出动作来清除或淡化料膛内物料或颜色上料机 loader 在料杯树脂不足在传感器监控下吸取储备树脂的成型辅助设备温调机控制模具温度,保持在设定温度以内的温度控制设备参数监控画面对设备具体参数设定的画面,一般配有图表生产管理画面 product menut 在全自动生产状态下对产品质量和数量控制的页面模板控制画面 plam control 模板动作状态控制页面顶出控制画面 ejector control 顶出动作状态控制画面加热管理画面 heat control 材料加热控制画面注射速度画面 speed control 注射过程中对速度控制的画面注射压力画面 fulling pressure control 注射过程中注射压力控制画面保压控制画面 packing pressure control 注射后保持设定压力提高制品质量的控制画面计量控制画面 excit control 计量尺寸和相关参数控制画面报警显示画面 alarm view 设备动作异常或监控报警预览最大高度 maximum daylight 成型机模板打开的最大尺寸最小高度minimum daylight 能满足成型机性能的最小模具厚度锁模力 clamping force成型过程中为保证动,定模相互紧密配合而需施加的在模具上的力锁模系统 clamping system 模板控制系统,注塑机上系统的一部分控制系统 control system 计算机通过检测、处理信息并重新输入计算机进行控制相关参数抽芯距 core-pulling distance 将侧型心抽至不防碍制品脱落的滑块滑动的距离抽芯力 core-pulling force 从模内的成型塑件中,抽拔出侧型心所需要的力生产周期 Cycle time 生产每个制品的时间或是单位时间内生产制品的个数液压系统 hydraulic system 液压动力注射机上的压力系统短射 short shot 由于一次注射压力不足或速度偏低引起的浇不足现象喷射 jetting 材料水份超标,结构不良引起的表面气泡等不良现象白化制品破坏前变形引起的颜色差异缩痕 shrinkage 热熔体在收缩情况下表面会形成凸凹状现象的统称收缩差异 asymmetric shrinkage 制品厚度不均匀或分子排列不同引起的不均匀收缩熔接线 lines 两股或多股熔体结合位置形成的线状痕迹亮线 color change 一种有明亮痕迹的注塑成型缺陷,一般为线状少为带状冷熔接 Cold welding 低温区域的熔接,多见于冲填结束,不同塑料熔前交汇造成困气 air traps 又称包气,熔体流动将气体堵住或包住不能及时排出烧伤 burn 填充时模具内部气体不能迅速排出产生压缩高温,导致制品局部变色黑斑 black specks 注射成型过程中因高温或树脂分解等原因引起的黑色不良现象料纹 black streads 树脂在模具腔内流动时由于层流因素引起的外观不良现象烧焦 burn mark 因高温引起的成型缺陷的一种色差 discoloration 制品本身颜色有其他杂质颜色混入形成的不良现象脆化 brittleness 成型缺陷(因树脂性质发生变化引起的脆化或者破裂)蠕变Creep 高聚物在恒定温度和应力下,长度随时间延长而逐步深长的现象位移Displacement 熔体内部压力差引起高压部份向低压部分推移现象,可产生层次感分层表面剥离 delamination 同一树脂或不同树脂发生层流后产生的现象三角洲效应 delta effect 局部温度差方向收缩 diectional shrinkage 由大分子链排列引起的具有方向特性的收缩尺寸变化 dimensional variation 生产出的制品在不同的环境下都会产生尺寸的变化尺寸稳定性 dimensional stability 制品尺寸的稳定性和一致性密度 Density 单位体积的质量翘曲 warpag 有多种原因引起的变形现象,如收缩翘曲,配向翘曲等变形distortion产品在内应力或外力的作用下产生的尺寸变化以及形状变化迟滞 hesitation熔体的某一部份发生停止流动或极缓慢流动的现象垂直于流动方向的收缩 cross-flowshrinkage 发生在垂直于熔体流动方向上的收缩热变形温度 deflection temperature 热力的作用下,塑料可以发生变形的温度脱模demolding 保压后制品在模具内部成型完毕脱离模具的现象脱模斜度draft 方便成型制品脱离模具而设计的角度脱模困难ejection difficulties成型制品不容易脱离模具的现象内应力internal stress残留在制品内部因各种原因产生的应力长链高分子 long chain macromolecule很多小分子连接而成的具有较大质量的长分子连凝固层比例frozen layer fraction熔体在模具内冷却状态之一的数学表示方法取出removal成型后制品拿出的过程粗加工rough machining 毛坯加工或留有大量余量的待加工品伺服马达 servomotor配合CPU工作的马达工序workstage 完成一个组件或产品经过的步骤塑料件 plastic parts 以塑料为原料生产的制品注射模 injection mould 通过注射方式成型的模具斜销 angle pin / finger cam 倾斜于分型面、随模具的开闭产生相对运动的圆柱零件斜滑块 angled-lift / splits 斜向镶块或滑动的镶块悬臂搭扣连接 cantilever snap joints 组合方式之一模套chase / bolster / frame 使镶件或拼块定位并紧固在一起的框套形结构零件型芯 Core成型模具内表面突起的组件支架 ejector housing / mould base leg 使动模能固定在压机或注塑机上的L型垫块推块 ejector pad 在腔内起部分成型作用,并在开模时把塑件从型腔内推出的零件推杆 ejector pin 用于推出塑件或浇注系统凝料的杆件推板ejector plate 支撑推出和复位零件,直接传递机床推出力的板件复位杆 push-pack pin 借助模具的闭合动作,强制推出机构复位的杆件浇口尺寸 Gate dimensions(sizes) 浇口的相关尺寸直接浇口 direct gate;sprue gate熔融塑料经主流道直接进入型腔的进料方式盘式浇口 disk gate 沿塑料件内圆周扩展进料的浇口侧浇口 edge gate 设置在模具的分型处从塑件的内或外侧进料的方式扇形浇口 fan gate 从分流道道型腔方向的宽度逐渐增加的呈扇型的浇口浇口镶块 gating insert 浇口以镶块的形式存在圆柱头推杆 ejector pin with cylindrical head 推杆的一种,头部形状是圆柱型形扁顶杆 flat ejector pin 工作截面为矩形的顶杆连接推杆ejector tie rod 连接推件板与推杆固定板,传递推力的杆件导套 guide bush 与导柱相配合,用于初步确定模具导柱 guide pillar 起导向作用的部件,一般为圆柱体浇口 gate 连接分流道合型腔的进料通道浇口长度 gate length 浇口的长度浇口位置 Gate location 树脂流入模腔的点相对整体模腔的位置嵌件 insert 成型中埋入或随后压入塑件中的金属或其他材料的部件楔紧块 heel lock 带有楔角,用于合模时楔紧滑块的零件凹模cavity plate 成型塑件外表面的凹壮零件(包括零件的内腔和实体两部分)凹模拼块 cavity splits 母模中的镶件拼块定模座板 fixed clamp plate 使定模固定在注塑机的固定工作台面上的板件是模具的基座顶出系统设计 ejection system design 顶出制品机构的类型,布置方式的设计包括模具和成型机两部分顶出时间 ejection time 制品脱离模具可安全取出的时间推板导套 ejector bushing 与导柱滑配合,用于推出机构导向的圆柱形零件推板导柱 ejector guide pillar 与推板导柱滑配合,用于推出机构导向的圆柱形零件冷料穴 cold-slug well 在浇口流道末端用于储藏低温熔体的槽公模面 male mold face指凸模面或是动模面模具温度 mold temperature 注射成型使用的模具的实际温度或设置温度支撑板backing plate /support plate 支撑模具芯体和其它运动结构的板状模块隔板baffle 为改变蒸汽或冷却水的流向而在模具内部设置的金属条或板掏空 core out 将制品的一部分设计成掏空的部分型心拼块 core splits 凸模中的镶拼件,一般成型出制品内表面的某个部分强度设计 Design for strength 对应制品使用环境要求而设计的强度型芯固定板 core-retainer plate 用于固定型心的板状零件斜度 draft angle 为了方便出型或脱模设计的斜度母模面 Famale mold face 指凹模面也叫定模动模面 dynnamic mold face 指凸模面也叫公模斜槽导板 finger guide plate 具有斜导槽,用以使滑块随槽动作抽芯合复位动作的板状零件推杆固定板 ejector retainer plate 用于固定推杆位置,使其不发生位置变化的压板弹性模量 elastic modulus 衡量材料产生弹性变形难易程度的指标模具的弹性变形 elastic deformation of tool 模具在行腔压力下发生的弹性变形加热圈 heater 用于加热使用的环行加热部件定距拉板 puller plate; limit plate 在开模时限定某一板动作距离的板件热流道板 hot-runner manifold 为开设分流道设置的加热元件,保持融料的温度水平分型面 horizontal parting line 立式成型机中,模具天地开模(上下),分型面为水平状态热流道模具hot runner mould 也称无流道,浇口料在模具内部保持熔融状态的模具热塑性塑料注射模 injection mold for thermoplastics 热塑性材料使用的注射成型模具垫片 gasket 调整高度使用的薄金属片拼块 splits (of a mould) 按设计和工艺要求,用以拼合模具型腔或型芯的零件限位块 stop block 限制活动范围的零件限位丁 stop pin 限制位置的丁状零件浇口镶块gating insert 以浇口形式存在的镶块钩型拉料杆 sprue puller,z-shaped 形状像钩子,起拉料作用球头拉料杆sprue puller, ball headed 拉料部位呈圆型的零件但不是规范的圆形标准模架 standard mould bases 通用并具有互换性的模架滑块 cam slide 可以滑动,带动侧型心完成出型,抽芯和复位动作的零件推件板 stripper plate 直接推出塑件的板壮零件推件环(盘) stripper ring 起局部或整体推出塑件作用的环行或盘型零件潜伏浇口 submarine gate 位置不明显,一般可自动剪切的浇口支撑柱 support pillar 为增强动模的钢度设在动模支撑板和动模座板之间的支撑零件镶件 mould insert 在工艺上便于加工或修理与主体部件分开制造的局部零件煤油 kerosene 石油提炼出的油脂,一般在模具行业中清洗附着的分解物或异物定位 locate 固定在要求位置工作台machine table 操作或加工的区域,可能是安全区域也可能是非接触区域.车间machine shop 工作的场合,一般指一线工作人员的工作区域而非文件处理办公室故障 malfunction 影响机械设备正常工作的现象低碳钢low carbon steel含碳量在0.10%至0.30%之间,也称为软钢修正 modification 一般指在接近标准的基础上进行小尺寸的修改以达到更高的要求包装pack为了美观或防止潮湿,灰尘,碰伤等采取的保护措施面板panel 多指可视或裸露在外面的并起到遮盖作用的部件等离子plasma 物质原子内的电子在高温下脱离原子核的吸引,使物质呈为正负带电粒子状态存在绘图机 plotter 可联网专用于绘制图纸的机械装模工press setter 组装并研磨模具的工人花键splin齿轮状起到连接固定作用的部件条形码 barcode 用于储存部件相关信息的条状代码操作员 operator 使用或控制机械设备人员课长supervisor外来语,日本,韩国称为课长,中国一般称科长外观检查cosmetic inspect对制品外观质量目视或测量的过程内部检查inner parts inspect对制品内部质量目视或测量的过程前面板front plate组件前部或正对着使用者方向的部件后面板rear plate组件后部或背向使用者方向的部件电源按键power button控制电源开启或关闭的按键工作间work cell小型工作车间或有几个人协作完成的一道工序的线体品质管理部门QC Section品质控制和管理的部门,国际上多与生产分开管理机械手robot代替操作人员手动工作的半自动或自动机械设备车床lathe用车刀对对旋转的工件进行车削加工的机床工业酒精iudustrial alcohol可以导致人体中毒的甲醇生锈rust模具因潮湿和空气中的氧气发生的一种化学反应成红赫色物质换模die change 换模就是切换其它模具,将原来的模具卸下换上另一副装模to fix a die开机生产前将模具使用手动或机械自动夹持在成型机上修模to repair a die一种对模具非正常状态进行处理并修理到正常状态的过程到角reverse angle = chamfer为了防止金属锐利的角划伤或使外形美观将锐角去处的一种方法淬火quenching提高钢强度和硬度的一种工艺方法回火tempering 淬火后一般都经过回火,可提高组织稳定性退火annealing生产中常用的预备热处理工艺套筒sleave中空的小管,和套筒芯组成组件形成孔,顶出时只有套筒动作无流道Runner less 即热流道,熔体不形成冷却废弃的材料,在模具内保持熔体状态首件确认FAA first article assurance 对生产的第一个制品进行外观检查或组装等实验,确保可继续生产特采L/N Lot Number 特在不防止阻碍制品正常应用的条件下被允许生产的托词电极copper electrode铜制品,在电加工上对坯放电造型稳定性好good staility质量在允许范围内波动气阀valves控制气体的阀斜顶angle from pin与推板动作方向不一直的顶杆锁模块lock plate防止模具在运输过程中打开的锁紧件压条plate固定相关组件的条状零件二板模2-plate mold无中间板的模具,看模后只见两个板三板模3-plate mold有中间板的模具,可见三个板热嘴hot sprue可加热的端口区域探针thermocouples快接头jiffy quick connector plug实现快速连接的接头扭距torque扭转变形时,内力偶距称为扭距样品sample可代表综合质量的个别产品原因分析cause analysis通常采用人,机,料,法,环来剖析问题的过程良品good product符合质量规定的产品不良品defective product不符合质量规定的产品飞边flash在模具缝隙中形成的不良现象,片状的称为飞边喷射jetting树脂熔体形成泉流后在制品表面形成的不良现象变形distortion由于收缩和其它原因引起的形状变化疲劳fatigue 高聚物材料在长期应用情况下所表现出来的特性延展性ductile可锤炼可压延的程度,材料特性之一翘曲Warpage由于非均匀收缩或分子排列等引起的抽曲熔接线weld line 熔体相遇后在连接位置形成的不良现象脱模困难ejection difficulties制品脱落时发生的困难扭曲torsion一种载荷类型留痕flow marks注塑成型缺陷的一种包括料留痕,气留痕和型腔结构留痕鱼眼fish eyes注射成型缺陷的一种,表面有颗粒状物质疲劳fatigue 高聚物材料在长期应用情况下所表现出来的特性龟裂现象environmental stress crackresistance 由于内应力的存在发生的制品段列,裂纹现象缩痕 sink marks 熔体遇冷后产生的收缩现象冻结 freeze 大分子链停止运动,熔体开始凝固浇口固化gate freeze-off 浇口中的熔体由流动到冷却静止的过程喷泉流动 Fountain Flow 像泉水涌出,中间层熔体向两侧翻出的现象自由收缩 free shrinkage 在常温常压以及不受载荷时发生的自由收缩现象中心趋向 core orientation 注塑成型工艺中的有一个重要参数热熔接 hot welding 熔体分流后再次融合的一起的现象平均温度 Average Temperature 不同测控点的温度平均值平均速度 average velocity 熔体在流动时候速度的平均值回流 back flow 由于不同区域压力差引起的熔体倒流现象计量背压 back pressure 树脂在计量时候形成推动螺杆向后移动的压力料筒 barrel 树脂计量时的外部部件,与螺杆配合进行计量溢料 bleeding 融体在充填或保压时刻发生熔体溢出的现象共混 blend 聚合物该性方法的一种凸台Bosses 呈突起状区域,具体作用与设计相关分流道 Branched runners 流道系统的一部分,与主流道相连的小流道分支计算机辅助工程 CAE(computer aid engineering) 计算机模拟流动,保压,变形,气辅等模拟手段充填基本流动方式 Basic Flow Pattern in Filling 融体在充填时流动的基本模式悬臂式卡扣 Cantilever snap (hook) 类是于“ 7 ” 型的钩子妆连接方式毛细管流变仪 Capillary viscometer 测量流体黏度的测量仪器型腔压力 Cavity pressure 熔体填充到模具内部时,模具内的压力型腔压力曲线 cavity pressure profile 以曲线的形式描绘出腔内随时间,速度变化的压力曲线中心温度 Center Temperature 制品中心层处的温度热膨胀系数 coefficient of thermal expansion 单位长度的材料温度每升一度的伸长量位移分布 displacement distribution 制品各个部分尺寸的线形伸长或缩短的分布情况可压缩 compressible 塑料在不同的温度下体积发生变化的现象冷却效率 cooling efficiency 单位时间内带走热量多少的度量冷却过程 cooling process 塑料冷却的全过程冷却速率 cooling rate 熔体冷却的速度冷却速度 cooling rate 塑件冷却的速度冷却阶段 Cooling stage 成型周期的一部分,制品冷却直至可安全取出冷却系统 cooling system 用于冷却塑件的系列冷却装置以及布置方式冷却时间 cooling time 塑件从保压开始一直到顶出的一段时间冷却水管 cooling channel 用于冷却塑件分布在模具外部的水路锥板式流变仪 cone-and-plate viscometer 一种流体的黏度测试仪器冷却模拟 cool simulation CAE 辅助分析的一种,用于模拟冷却过程冷却通道 cooling channel / cooling line 设计在模具内部的冷却液通道,用以控制所要求的模温模面温度差分布 distribution of mold temperature difference 制品的两个和模具接触表面的温度差分布情况缓冲量 cushion 保压后螺杆所剩余的计量长度壁厚变化 wall thickness variation 塑料制品壁部的厚度变化截面 section 断开的端面孔 aperture 起到组装或固定作用的孔(不一定是圆形)作用力 applied loads 实际载荷或受力弧 arc 直线的过度联系常使用的弧,可以起到加强或美观的作用制品产品 article 物品,制造生产的部件轴 axis 应用在不同环境下的轴,可起到对称基准或连接等作用钳工工作 bench-work 研磨,组装,修理模具等工作坯料 blank 没有进行细致加工的原材料黄铜 brass 由铜和锌组成的合金毛刺 burr 尖锐的比较小的突出部分铸钢 cast steel 用于浇注铸件的钢压板 clamp 用于固定模具的夹具轮廓 contour 造型艺术术语,指界定表现对象形体范围的边缘线制图 drawing 给予说明加工尺寸或外观图纸制作过程点火花加工 electrochemical machining 一种采用高压放电对金属部件加工的工艺电极 electrode 铜材料,用于放电加工的阴模,放电加工完毕后被加工部件形成阳模套管 ferrule 筒装管子装配工 fitter 组装研磨工人磨光 grinding 研磨抛光硬度 hardness材料局部抵抗硬物压入其表面的能力应力集中 Stress concentration 在应力的情况下出现在应力聚集的现象应力断裂 stress cracking 在应力的情况下发生断裂应力松弛 stress relaxation 在恒温和应变情况下应力随时间延长而减小的情况应力集中源 stress risers 产生应力集中的区域应力应变特性 Stress-strain behavior 应力发生变化的特点浇注系统 feed system 由喷嘴到型腔之间的进料通道组成包括主,分,浇口合冷料穴纤维增强性材料 fiber-filled polymers 为了提高或降低某中特性在塑料材料中添加了其它成分纤维fibers 高分子材料的一种添加剂 filler 添加到高分子内部改善塑料有关性能的成分流动充填方式 filling pattern 填充过程熔体流动的各种形式充填过程 filling process 熔体填充到模具的整个过程充填速率 filling rate单位时间内添入模腔的熔体量充填阶段 filling stage 熔体填充到模具阶段充填时间 filling time 熔料充满型腔所用的时间严格上讲包括保压填充时间注射力 ejection force 熔体从料膛注入模具内所需要的力体积 free volume 一定量的熔体材料占据空间的部分弯曲 Flexural 一种可发生弯曲的载荷类型流动平衡 flow balance 熔体填充到模具内流动均匀性的一种表现形式流动控制flow control 螺杆速度及压力控制模具腔内熔体的体积流量形式流动长度 flow length 熔体流过的长度流长比 flow length to thickness 壁厚与熔体流动距离的比流动趋向 flow orientation 塑料在流动或冷却的过程呢中,发生在分子链定向的一种行为流动模拟flow simulation ;CAE辅助分析虚拟流动的一种方式圆形流道Full-round runner截面为圆形的流道三角筋 Gussets 三角形状起到加强或者支撑作用的筋等半圆形流道 Halforound runner 截面的形状为半圆形的流道热传导系数 heat transfer coefficient 将热量从热的地方向冷的地方传导速度的量度热传控制 heat transfer control 控制热量传导的仪器设备热传导速率heat transfer rate 单位时间内热能传递的量度冷却水管配置方式 layout of cooling channels 冷却水管在墨菊内部布置和排列的方式玻璃化转变温度 Glass Transition Temperature,Tg 粘流态树脂冷却成玻璃态时刻的温度静置段 holding stage ;Pack结束后,螺杆基本静止不动而维持压力不便的阶段保压时间 holding time 填补收缩时保持设置压力的时间料斗 hopper 盛放待加工树脂塑料的容器冲击强度 Impact strength 高聚物材料抵抗外来冲击的能力,一般通过摆锤实验来测定模内收缩 in mold shrinkage 制品在墨菊内部的收缩流动方向的收缩率 in-flow shrinkage 发生在熔体流动方向的收缩率注射压力 injection pressure 注塑机使熔融树脂注入模具型腔时所需要的压力注射速度 injection speed 熔体注入模具是螺杆的速度注射系统 injection system 注塑机上完成注射,保压的一部分系统模内压力 intemal mould pressure/cavity pressure 在注射的条件下熔融树脂对模具表面的压力定压冷却阶段 isobaric cooling 压力达到一定数值维持不便的冷却过程各向同性 isotropic 指大分子链冻结后在不同方向所具有的共同性质坚韧 tough 高分子的物理性能指标之一指坚固和柔韧性能体积收缩率 volume shrinkage 测量制品收缩的一个参数体积特性 wolumetric Properties 塑料比体积,密度以及PVT的性质体积收缩率 volumetric shrindage 塑件体积的变化率是制品收缩的综合参数体积收缩率分布 volumetric shrindage distribution, 表征体积收缩在制品中不均匀的分布量度长径比 length-to-diameter ratio 制品长度与直径的比长度—厚度比 length-to-thickness 平板件的长度与厚度的比。
注塑模具专业术语

快速接头:jiffy quick connector plug/socker
缩呵:movable core,return core core puller
中托司:ejector guide bush
模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.
回针碰料位:return pin and cavity interference
稳定性好:good stability,stable
公差:tolorance
唧嘴直流: direct sprue gate
中托边L:guide pin
压条:plate
斜顶:angle from pin
强度不够:insufficient rigidity
水口大小:gate size
四、模具零件:mold components
扣机(尼龙拉勾):nylon latch lock
中托边:ejector guide pin
不准用镶件:Do not use (core/cavity) insert
转水口:switching runner/gate
三板模:3-plate mold
动模:movable mould moving half
热嘴:hot sprue
开模槽:ply bar scot
定位圈:locating ring
喉塞: pipe plug
上模座板:upper clamping plate
热流道板:hot manifold
内模管位:core/cavity inter-lock
模具英语专业术语
注塑及材料行业术语

注塑及材料行业术语1.注塑:注塑是一种加工工艺,通过将加热熔融的塑料挤压进模具中,再快速冷却、凝固和固化,在模具中形成所需的产品形状。
2.塑料:塑料是一种由高分子化合物组成的材料,可以通过热塑性或热固性加工工艺制成各种形状的产品。
3.熔体温度:熔体温度指的是塑料在加热时达到熔化状态所需要的温度。
4.熔体指数:熔体指数是衡量塑料流动性的指标,通常使用克/10分钟来表示。
5.熔化温度:熔化温度是指塑料从固态转变为熔态所需要的温度。
6.粘度:粘度是指塑料流动时的阻力,通常使用牛顿(N)来表示。
7.流动性:流动性是指塑料在注塑工艺中的可塑性和流动性能,是一个衡量塑料可加工性的指标。
8.成型周期:成型周期是指一个完整的注塑过程所需要的时间,包括注射、冷却、开模和取出等步骤。
9.材料损耗率:材料损耗率是指注塑过程中的材料浪费比例,通常与模具设计、工艺参数和设备性能有关。
10.模具:模具是注塑加工中用来制造产品形状的具体工具,由模具芯和模具腔组成。
11.模具温度控制:模具温度控制是指通过加热或冷却装置来控制模具的温度,以保证塑料成型的质量和效率。
12.注射压力:注射压力是指注塑机在注射过程中对塑料进行压力施加的力量。
13.射胶量:射胶量是指每次注射过程中注塑机向模腔中注射的塑料量。
14.冷却时间:冷却时间是指塑料制品在模具中冷却和凝固需要的时间。
15.收缩率:收缩率是指塑料制品在冷却后尺寸缩小的比例。
16.流道:流道是将熔融塑料从注射机输送到模腔的管道系统。
17.益处:益处是指注塑产品中的一种缺陷,通常是由于模具设计不当或制造过程中的问题导致的。
18.电晕:电晕是指注塑制品表面有薄薄的电晕层,通常是由于电场强度过高导致的。
19.花纹:花纹是指注塑制品表面呈现出的纹理。
20.退模剂:退模剂是一种常用的润滑剂,用于减少注塑制品与模具腔壁之间的粘附力。
这些术语是注塑及材料行业中常用的,了解并熟悉这些术语对于从事这个行业的人员来说非常重要,可以帮助他们更好地理解和应用相关知识。
注塑行业英语词汇
注塑词汇Injection machine 啤机Shot size(weight)实际射胶量 injection volume 理论射胶量 min mold height 最小容模厚度Max mold height 最大容模厚度 Tie bar clearance 拉杆间距 Die plate size 模板尺寸 Ejector stroke 顶出行程 barrel 炮筒,机筒 clamp force 锁模力 non-return valve 止回阀shear 剪切 opening 开模行程Injection pressure 射胶压力back pressure 背压 nozzle size 射咀尺寸Cycle time 循环周期down time 停机时间 hopper 料筒Mold release 脱模剂lubrication 润滑 work horse 主力,主要设备Reserve pressure / packing pressure保压mold trial 试模 shot (一)啤Decompress 减压oven 烤炉,烘灶 shrinkage rate 收缩率Residence time 滞留时间injection speed 注射速度 booster time 增压时间Compression ratio 压缩比 mold close time 合模时间Resin 胶料Plastification 塑化,增塑viscosity 粘性,粘度contamination 污染,杂物Thermoplastic 热塑性塑料thermosetting plastics 热固性塑料Booster time 增压时间 feed 喂料,填充purge 净化Flame retardant 阻燃 degradation 降解,软化 regrind 再粉碎Water absorption 吸水reinforce 增强,加固 specific gravity 比重Elongation 延伸率 density 密度 melting point 熔点Polystyrene 聚苯乙烯(PS) Styrene 苯乙烯Acrylonitrile 丙烯腈Polypropylene 聚丙烯(PP) Polyethylene 聚乙烯 glass fiber 玻纤Condensation 凝固,浓缩 crystalline resin 结晶形塑料compre sion molding 压缩成型flash mold 溢流式模具plsitive mold 挤压式模具split mold分割式模具cavity 型控母模core 模心公模taper 锥拔leather cloak 仿皮革shiver 饰纹flow mark 流痕welding mark 溶合痕post screw insert 螺纹套筒埋值self tapping screw 自攻螺丝striper plate 脱料板piston 活塞cylinder 汽缸套chip 细碎物handle mold 手持式模具(移转成型用模具)encapsulation molding 低压封装成型(射出成型用模具)two plate 两极式(模具)well type 蓄料井insulated runner 绝缘浇道方式hot runner 热浇道runner plat 浇道模块valve gate 阀门浇口band heater 环带状的电热器spindle 阀针spear head 刨尖头slag well 冷料井cold slag 冷料渣air vent 排气道welding line 熔合痕eject pin 顶出针knock pin 顶出销return pin 回位销反顶针sleave 套筒stripper plate 脱料板insert core 放置入子nner stripper plate 浇道脱料板guide pin 导销eject rod (bar)(成型机)顶业捧subzero 深冷处理three plate 三极式模具runner system 浇道系统stress crack 应力电裂orientation 定向sprue gate 射料浇口,直浇口nozzle 射嘴sprue lock pin 料头钩销(拉料杆) slag well 冷料井side gate 侧浇口edge gate 侧缘浇口tab gate 搭接浇口film gate 薄膜浇口flash gate 闸门浇口slit gate 缝隙浇口fan gate 扇形浇口dish gate 因盘形浇口diaphragm gate 隔膜浇口ring gate 环形浇口subarine gate 潜入式浇口tunnel gate 隧道式浇口pin gate 针点浇口Runner less 无浇道(sprue less) 无射料管方式long nozzle 延长喷嘴方式sprue 浇口;溶渣入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate 细水口: pin-point gate 水口大小:gate size 转水口:switching runner/gate 唧嘴口径:sprue diameter 流道: runner 热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate 圆形流道:round(full/half runner 流道电脑分析:mold flow analysis 流道平衡:runner balance 热嘴:hot sprue 热流道板:hot manifold 发热管:cartridge heater 探针: thermocouples 插头:connector plug 插座: connector socket 密封/封料: seal 三、运水:water line 喉塞:line lpug 喉管:tube 塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker 四、模具零件:mold components 三板模:3-plate mold 二板模:2-plate mold 边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing 中托司:shoulder guide bushing 中托边L:guide pin 顶针板:ejector retainner plate 托板:support plate 螺丝: screw 管钉:dowel pin 开模槽:ply bar scot 内模管位:core/cavity inter-lock 顶针:ejector pin 司筒:ejector sleeve 司筒针:ejector pin 推板:stripper plate 缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock 斜顶:lifter 模胚(架): mold base 上内模:cavity insert 下内模:core insert 行位(滑块): slide 镶件:insert 压座/斜鸡:wedge 耐磨板/油板:wedge wear plate 压条:plate 撑头: support pillar 唧嘴: sprue bushing 挡板:stop plate 定位圈:locating ring 锁扣:latch 扣鸡:parting lock set 推杆:push bar 栓打螺丝:S.H.S.B 顶板:eracuretun 活动臂:lever arm 分流锥:spure sperader 水口司:bush 垃圾钉:stop pin 隔片:buffle 弹弓柱:spring rod 弹弓:die spring 中托司:ejector guide bush 中托边:ejector guide pin 镶针:pin 销子:dowel pin 波子弹弓:ball catch 喉塞: pipe plug 锁模块:lock plate 斜顶:angle from pin 斜顶杆:angle ejector rod 尼龙拉勾:parting locks 活动臂:lever arm 复位键、提前回杆:early return bar 气阀:valves 斜导边:angle pin 术语:terms 承压平面平衡:parting surface support balance 模排气:parting line venting 回针碰料位:return pin and cavity interference 模总高超出啤机规格:mold base shut hight 顶针碰运水:water line interferes withejector pin 料位出上/下模:part from cavith (core) side 模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate. 不准用镶件: Do not use (core/cavity) insert 用铍铜做镶件: use beryllium copper insert 初步(正式)模图设计:preliinary (final) mold design 反呵:reverse core 弹弓压缩量:spring compressed length 稳定性好:good stability,stable 强度不够:insufficient rigidity 均匀冷却:even cooling 扣模:sticking 热膨胀:thero expansion 公差:tolorance 铜公(电极):copper electrode塑料成形模具 mould for plastics 热塑性塑料模 mould for thermoplastics 热固性塑料模 mould for thermosets 压缩模 compression mould 压注模、传递模 transfer mould 注射模 injection mould 热塑性塑料注射模 injection mould for thermoplastics 热固性塑料注射模 injection mould for thermoses 定模 stationary mould fixed half 动模 movable mould moving half 定模座板 fixed clamp plate, top clamping plate. top plate 动模座板 moving clamp plate. bottom clamping plate. bottom plate 上模座板 upper clamping plate 下模座板 lower clamping plate 凹模固定板 cavity-retainer plate 型芯固定板 core-retainer plate 凸模固定板 punch-retainer plate 模套 chase. bolster. frame 支承板 backing plate. supprr plate 垫块 spacer parallel 支架 ejector housing. mould base leg abrasive grinding 强力injection mould 注塑模injection 注射in-line-of-draw 直接脱模insert 嵌件inserted die 嵌入式凹模inspection检查,监督installation安装Surface Appearance 外观Glossiness/gloss finish 光洁度Matt finish/matt surface 毛面Glass fiber richsurface/glass emergence on the surface 玻纤外露Blooming/surface blooming 表面析出White patches on surface 表面白斑Silver marks/silver streak 银纹Splay mark 水纹Flow mark 流纹Weld line 溶结纹Brittle/brittleness 脆Bubbles/trapped gas 气泡V oid 孔Burn marks 烧伤FR failed 阻燃不合格Flame rating V-2 阻燃V-2 Poor dispersion 分散不好FR/PTFE …agglomerates etc 阻燃剂/PTFE…结块Pellet porous 粒子不密/蜜蜂窝Low impact/tensile etc 物理性能低High flow/filler content etc 流动性/填充…过高Longs/fines/doubles 长粒/碎屑/连粒Poor cut 粒形不好Bristle/voids 表面有小气泡/孔Glass bundles 玻纤结团Product was rejected due to 产品不能接受因为… High moisture level 高水分Warpage/warped 翘曲Shrinkage/shrink 收缩Sink marks 缩影Short shot/short molding 打不满Distortion 变形Over dimension 尺寸过大Under dimension 尺寸过小Flashing 飞边Discoloration 变色Off color 颜色差异Flow rate 流动率Viscous 粘High flow 高流动Low flow 低流动Sticky 粘Mold release 脱模Antioxidant 抗氧剂Flame retardant agent 阻燃剂Heat stabilizer 热稳定剂Chopped glass fiber 短切玻纤Roving glass fiber 粗纱/长玻纤Glass beads 玻璃微珠Milled fiber 碾磨纤Molybdenum disulfide/moly/MoS2 二硫化钼Colorant 着色剂Pigment 颜料Dye 染料Accepted product specification 接受产品规格Approved our product 认可我们的产品Re-set spec 重新定标准Add in extra … 添加多一点… Reduced … content 减少…含量Dropped/redu ced … by x%减少…含量…%Confirmed color standard 确认颜色标准Approved color standard 认可颜色标准Re-confirmed color standard 重新确认颜色标准Qualified our product 认可我们的产品Undergoing heat aging test 在做热老化实验Product is under testing 产品在测试当中Received first order 接了第一个定单Expected to finish by … 预计在…完成Expected order is xMT 预计定单量…吨Estimated annual/monthly consumption 预计年/月用量SPC statistic process control 品管保证Quality Assurance 品管控制Quality control 来料检验IQC Incoming quality control 巡检IPQC In-process quality control 校对calibration 动态试验dynamic test 环境试验Environmental test 非破坏性试验non-destructive test 光泽gloss 击穿电压(dielectric) breakdown voltage 拉伸强度tensile strength 冷热骤变试验thermal shock test 环境试验炉Environmental chamber 盐雾实验salt spray test 绝缘电阻测试验仪Insulating resistance meter 内应力internal stress 疲劳fatigue 蠕变creep 试样specimen 撕裂强度tear strength 缩痕shrink mark, sink mark 耐久性durability 抽样sampling 样品数量sample size AQL Acceptable Quality level 批量lot size 抽样计划sampling plan OC曲线operation curve 试验顺序sequence of tests 环境温度ambient temperature 可焊性solderability 阻燃性flame resistance XX电子有限公司XX Electronics CO., Ltd 总经理办公室General manager’s office 企管部Enterprise management department (EM) 行政部Administration department (AD) 销售部Sales department (SD) 财务部Financial department (FD) 技术部Technology department (TD) 物控部Production material control department (PMC) 生产部Production department(PD) 模具部Mold manufacturing department, Tooling manufacturing department (TM) 品管部Quality Assurance department (QA) 冲压车间Stamp workshop, press workshop 注塑车间injection workshop 装配车间Assembly workshop 模具装配车间Mold and die Assembly workshop 金属加工车间metal machine workshop 电脉冲车间Electric discharge process workshop 线切割车间wire cutting process workshop 工磨车间Grinding workshop 总经理General manager (GM) 副总经理Vice-general manager 经理manager 董事长president 副董事长Vice-president XX部门经理Manager of XX department 主任、主管supervisor 拉长Line leader 组长Foreman, forelady 秘书secretary 文员clerk 操作员operator 助理assistant。
注塑专业术语

间距space额定电压 rated voltage额定电流 rated current接触电阻contact resistance绝缘电阻insulation resistance超声波焊接ultrasonic welding耐压withstand voltage针pin物料编号part number导线wire基体金属Base meta l电缆夹cable clamp倒角chamfer接触面积contact area接触件安装孔contact cavity接触长度contact length接触件电镀层contact plating接触压力contact pressure接触件中心距contact space接触簧片contact spring插孔socket contact法兰、凸缘Flange界面间隙interfacial gap键Key键槽keyway过渡段ramp屏蔽套shielding定位基准Datum reference扁平电缆flat cable ,Ribbon cable柔性印刷电线Flexible printed wiring多层印制电路Multilayer printed circuit焊盘pad图形pattern间距pitch负极Negative pole正极positive pole回流Reflow原理图Schematic diagram单面板single sided board双面板Two-sided board,Double-sided board 表面安装surface Mounting翘曲warp, bow波峰焊wave soldering编织层braid同轴电缆coaxial cable电介质dielectric电缆中导线的头数ends外部干扰external interference填充物filler护套jacket比重specific gravity电阻的温度系数Temperature coefficient of resistance 三、模具塑料模具mould of plastics注塑模具injection mould冲压模具die模架mould base定模座板Top clamping plateTop plateFixed clamp plate水口推板stripper plateA板A plateB板B plate支承板 support plate方铁 spacer plate底针板 ejector plate面针板 ejector retainer plate回针 Return pin导柱 Guide pin有托导套 Shoulder Guide bush直导套 Straight Guide bush动模座板Bottom clamp plateMoving clamp plate基准线datum line基准面datum plan型芯固定板core-retainer plate凸模固定板punch-retainer plate顶针ejector pin单腔模具single cavity mould多腔模具multi-cavity mould多浇口multi-gating浇口gate缺料starving排气breathing光泽gloss合模力mould clamping force锁模力mould locking force挤出extrusion开裂crack循环时间cycle time老化aging螺杆screw麻点pit嵌件insert活动镶件movable insert起垩chalking浇注系统feed system主流道 sprue分流道runner浇口gate直浇口direct gate , sprue gate轮辐浇口spoke gate , spider gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate , tunnel gate 料穴cold-slug well浇口套sprue bush流道板runner plate排飞槽vent分型线(面)parting line定模stationary mould,Fixed mould动模movable mould, movable half上模upper mould, upper half下模lower mould, lower half型腔cavity凹模cavity plate,cavity block拼块split定位销dowel定位销孔dowel hole型芯core斜销angle pin, finger cam滑块slide滑块导板slide guide strip楔紧块heel block, wedge lock拉料杆sprue puller定位环locating ring冷却通cooling channel脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mould绝热流道模insulated runner mould异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。
注塑行业英语术语

发白 white mark
烧焦 burn marks
刮花/刮痕 scratch mark
擦痕/擦伤 rub-mark/brush-burn
裂缝 cracking
直司 straight guide bush(导柱)
回针 return pin(回程杆)
细水口边钉 support pin(副导柱)
蓝弹簧 blue spring(回程弹簧)
面板 top clamp plate(定模底板)
顶针 ejector pin(顶杆)
直边钉 guide pin (导柱)
托司 shoulder guide bush(导套)
零件污糟 dirty mark on part
顶白 stress mark/ejector mark
屈曲 bent
夹模线移位 part line misalignment
die clamper 夹模器 die fastener 模具固定用零件
die holder 母模固定板 die lip 模唇
die plate 冲模板 die set 冲压模座
die approach 模头料道 die bed 型底
die block 块形模体 die body 铸模座
die bush 合模衬套 die button 冲模母模
浇不足/欠铸 under-founding
多料 superfluities/superfluous material(alloy)
顶针痕 ejector (pins) mark
花纹 flow mark/flow line
霜纹 splay mark
夹水纹 silver streaks/flow line/weld line
注塑用语

气辅注塑的专用术语blister 气泡:由于熔体温度太高或气体压力过大在零件表面所造成的可见的泡。
blow out 泡破裂(爆破):当气体从零件的壁里跑出时,造成零件内气体总体压力降低,这个现象通常是由于缺注或气体压力太高造成的。
blowing agent 发泡剂:在塑料中能够作为成核剂产生泡沫的物质,该物质既可单独使用,也可与其他物质共同使用(也见化学发泡剂)。
boss 凸起或凸台:在塑料表面加长的部分,它用于安装时的定位或用来起固定作用。
burned 焦烧:通过塑料制品表面出现的色变、畸形或局部破坏反映出来的热分解现象。
cavity 型腔或阴模:模具的一部分,通常由该部分形成成型零件的外表面。
根据这种凹陷的数量,模具可设计成单腔或多腔。
chemical blowing agent (CBA) 化学发泡剂:根据产生气泡的要求,按比例以气体、液体或颗粒状形式分散在树脂中的物质。
化学发泡剂在塑化过程中分解释放惰性气体。
在机筒中该气体与熔融的树脂混合在一起,保压直到注射。
clamping force 锁模力:在注射成型或传递成型中,作用于模具上使其关闭的压力,以抵消在模腔内和流道系统内被压缩的流体的压力。
coefficient of expansion 共注射:两种材料从两个塑化机筒注射进一个模具的技术,该注射可以同时也可以顺序进行。
contained-channel parts 包含通道的零件:该零件气体的穿透被通道或管的壁阻挡住,气体流到是单方向的。
cooling channels 冷却通道:保压后当螺杆向前移动停止时,在注射成型机的筒中存留的定量材料。
cycle 周期、循环:在一个加工中完整的、重复的操作顺序。
在模塑成型中,周期是指在一个循环的某一点到下一循环的相同点所需要的时间。
Diaphragm gate 隔膜浇口:模具浇口形成一个坚固的网横穿于制品的开口处,保障制品形状,尺寸精度满足设计、构造或成本的要求。
注塑方面英语术语

注塑方面英语术语压铸die-cast压炼injection铸件casting/cast/founding起泡/气泡bubble/blister/air bubble缺料shor-shots/undershot浇不足/*铸under-founding多料superfluities/superfluous material(alloy)顶针痕ejector (pins) mark花纹flow mark/flow line冷纹cold mark/cold streak油纹oil streak走水纹splash mark银纹silver streaks霜纹splay mark夹水纹silver streaks/flow line/weld line 扣模/粘模sprue sticking砂眼/气眼air hole(塑胶件)弯曲/变形warping/warpage变形deformation扭曲twist翅曲warp/warped材料错误using wrong plastic material 凸痕convex mark凹位/凹陷sink mark/dent mark披锋flashing批损pare-mark/cut mark批凹pare off锉纹trim-mark/file-mark锉损excessive trim mark黑点/黑纹black spots/black streak发白white mark烧焦burn marks刮花/刮痕scratch mark擦痕/擦伤rub-mark/brush-burn裂缝cracking裂纹craking line碰损stress mark起皮chip错位(合模线)part line misaling ment孔位尺寸改变dimension various哑色dull color表面变光滑(喷油面)glossy finishing表面sruface/outside镶件insert/insert word缩水/收缩sink mark/shrinkage/shrink mark 偏差color deviation色粉colourment颜色colour/color零件污糟dirty mark on part顶白stress mark/ejector mark屈曲bent夹模线移位part line misalignment胶件料厚不均uneven wall thickness水口料degraded material凹印sink mark擦花abrasion mark混色contamination mark热点不良poor heat sticking定位圈locating ring唧嘴sprue bush (浇口套)A板 A plate (定模板)B板 B plate(动模板)方铁spacer block (垫铁)底板bottom clamp plate(动模底板)面板top clamp plate(定模底板)顶针ejector pin(顶杆)直边钉guide pin (导柱)托司shoulder guide bush(导套)直司straight guide bush(导柱)回针return pin(回程杆)细水口边钉support pin(副导柱)蓝弹簧blue spring(回程弹簧)水口推板runner stripper plate(卸流道板)中边钉ejector guide pin (顶板导柱)顶针板ejector retainer plate(顶杆固定板)顶针底板ejector plate(顶杆垫板)撑头support pollar(支撑柱)垃圾钉stop pin (限位钉)呵core (后模肉内镶件)后模肉back mold body(后模镶件)前模肉cavity(前模镶件)扣鸡P-lockblister 起泡blooming 起霜blow hole 破孔blushing 泛白body wrinkle 侧壁皱纹breaking-in 冒口带肉bubble 膜泡burn mark 糊斑burr 毛边camber 翘曲cell 气泡center buckle 表面中部波皱check 细裂痕checking 龟裂chipping 修整表面缺陷clamp-off 铸件凹痕collapse 塌陷color mottle 色斑corrosion 腐蚀crack 裂痕crazing 碎裂crazing 龟裂deformation 变形edge 切边碎片edge crack 裂边fading 退色filler speak 填充料斑fissure 裂纹flange wrinkle 凸缘起皱flaw 刮伤flow mark 流痕galling 毛边glazing 光滑gloss 光泽grease pits 污斑grinding defect 磨痕haircrack 发裂haze 雾度incrustation 水锈indentation 压痕internal porosity 内部气孔mismatch 偏模mottle 斑点necking 缩颈nick 割痕orange peel 橘皮状表面缺陷overflow 溢流peeling 剥离pit 坑pitting corrosion 点状腐蚀plate mark 模板印痕pock 麻点pock mark 痘斑resin streak 树脂流纹resin wear 树脂脱落riding 凹陷sagging 松垂saponification 皂化scar 疤痕scrap 废料scrap jam 废料阻塞scratch 刮伤/划痕scuffing 深冲表面划伤seam 裂痕shock line 模口挤痕short shot 充填不足shrinkage pool 凹孔sink mark 凹痕skin inclusion 表皮折迭straightening 矫直streak 条状痕surface check 表面裂痕surface roughening 橘皮状表皮皱折surging 波动sweat out 冒汗torsion 扭曲warpage 翘曲waviness 波痕webbing 熔塌weld mark 焊痕whitening 白化wrinkle 皱纹missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小) cosmetic defect外观不良slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)毛边flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色scratch划伤实用标准文档(Flow Line)流痕(Weld Line) 熔接线Sink Mark凹陷Streak条纹Warpage翘曲文案大全。
注塑成型专业词汇

注塑成型专业词汇Injection machine 啤机Shot size(weight)实际射胶量injection volume 理论射胶量min mold height 最小容模厚度Max mold height 最大容模厚度Tie bar clearance 拉杆间距Die plate size 模板尺寸Ejector stroke 顶出行程barrel 炮筒,机筒clamp force 锁模力non-return valve 止回阀shear 剪切opening 开模行程Injection pressure 射胶压力back pressure 背压nozzle size 射咀尺寸Cycle time 循环周期down time 停机时间hopper 料筒Mold release 脱模剂lubrication 润滑work horse 主力,主要设备Reserve pressure / packing pressure保压mold trial 试模shot (一)啤Decompress 减压oven 烤炉,烘灶shrinkage rate 收缩率Residence time 滞留时间injection speed 注射速度booster time 增压时间Compression ratio 压缩比mold close time 合模时间Resin 胶料Plastification 塑化,增塑viscosity 粘性,粘度contamination 污染,杂物Thermoplastic 热塑性塑料thermosetting plastics 热固性塑料Booster time 增压时间feed 喂料,填充purge 净化Flame retardant 阻燃degradation 降解,软化regrind 再粉碎Water absorption 吸水reinforce 增强,加固specific gravity 比重Elongation 延伸率density 密度melting point 熔点Polystyrene 聚苯乙烯(PS).m,k.bn苯乙烯Acrylonitrile 丙烯腈Polypropylene 聚丙烯(PP)Polyethylene 聚乙烯glass fiber 玻纤Condensation 凝固,浓缩crystalline resin 结晶形塑料Mold materials 模具General-purpose steel 多用途钢tool steel 模具钢Free-cutting steel 高速切削钢case hardening steel 表面硬化钢Pre-hardened steel 预硬钢ball and roller bearing steel 滚珠轴承钢Nonferrous steel 非铁合金high speed steel 高速钢cast iron 铸铁Steel specification 钢材规格steel certification 钢材合格证明书Stainless steel 不锈钢nickel 镍chrome 铬aluminum 铝Copper 铜brass 黄铜bronze 青铜titanium 钛Processing 钢材的加工方法Harding / quench 淬火nitride 氮化temper 回火anneal 退火Roll 轧制abrasive 研磨,磨损的finish 精加工,抛光(polish)Case-hardening 表面硬化milling machine 铣(锣)床Lathe车床drill 钻床wire cut 线割NC(numerical control ) 数控材料EDM (Electrical discharge machine) 电火花加工Cut steel 开料Precision ground 精密研磨heat treatment 热处理tap 丝锥,攻牙Texture 蚀纹weld 焊接forge 锻压deformation 变形Spraying 喷涂die-cast 压铸Properties 性能Resistance 电阻,抵抗能力abrasion / wear磨损erode / corrode 腐蚀Toughness 韧性yield strength 屈服强度tensile strength 拉伸强度Fatigue strength 疲劳强度break 断裂stress 应力hardness 硬度Humidity / moisture 潮湿,湿气roughness 粗糙度parameter 参数Thermal conductivity 导热系数manufacture 制造,加工drawback 缺点Ductility 延展性grain 晶粒property 性能,财产brittleness 脆性GD&T (Geometric Dimensions and Tolerance )形位尺寸公差Flexural strength 挠曲强度impact 冲击conductivity 传导性、导电性Optical 光学的transparent 透明的insulation 绝缘Mechanical 机械的processability 可加工性能timeyield 蠕变Physical 物理的flow rate 流动速率compressive strength 压缩强度Adhesive 粘附的,胶合durability 耐用性Mold design 模具设计Tooling specification 模具规格mould flow 流动模拟sprue nozzle 唧咀孔Clearance 避空,间隙undercut 倒扣flush 插入,埋入legend 图例Groove 凹槽latch 插销class 类型,种类plan 平面图Orifice 孔,口column 柱位boss 凸台standard 标准,规格Rib 骨位tapered interlock 锥形管位块Bubbler 炮隆Bolt 螺钉,销顶identification mark 铭牌P/L strip 锁模片Overflow well / cold-slug well 冷料井Vent 排气pocket 槽Gate location 入水点full line 实线broken line 虚线Retainer 固定,支撑operator 操作者(啤工)receptacle 插座Lifting hole 吊令孔insulation plate 隔热板cavity number 型腔号Bolster 支撑,垫子vent channel 排气槽leak / filter 渗漏Leak test 试运水stamp / engrave 雕刻,印记(打字唛)Clamp slot 码模槽support button / pin 垃圾钉cut steel 开料Lodge 安装,放置inlay 镶嵌,插入cam / lifter 斜顶Stripper推方lifting bar 吊模方sprue 唧咀tolerance 公差Counter bore 沉孔slant 倾斜,斜面conical 圆锥的,圆锥形的Bolt 螺栓manifold 热流道板prototype tooling 原型试验Gusset 角撑reverse mold 倒装模constrain / restrict约束,限制Counter lock 反锁thermocouple 热电偶moldmaker 模具制造商Asset / property number 资产编号tool product destination 模具生产地点Accelerating ejection 加速顶出hydraulic 液压的pneumatic 气动的Trapezoid 梯形的semi-round 半圆形format 格式baffle 隔水片Electrode 电极,铜公spare part 配件gall 磨伤,插伤Cable 电缆,电线plating / coating (电)镀bonding / joint 接头Wall transition 壁厚过渡Product problem 产品问题Troubleshoot 故障处理reduce(add) plastic 减(加)胶Burr/flash披峰Burn mark 烧焦ejector mark 顶针印,顶白black specs 黑点,黑斑Discoloration 混色,污点gloss 光泽jetting/worming 走水纹Sink mark 缩水void / bubble 气泡,夹气distortion 变形Warpage 翘曲short molding / non-fill缺胶,未走齐Weld line / knit line 夹水线discarded as useless 报废Split line 夹线stick in sprue bushing / cavity / core 粘唧咀/前模/后模Break / crack 顶裂brittleness 脆性,易脆Others 其他Invoice 发票,清单vendor(er) 卖方vendee 买方guideline 方针,指导Intricate 复杂的confidential 机密的,不可外泄的proprietary 私有的Authorize 批准,授权recipient 接收者issue ①发布,提供;②问题Approve 确认,赞成requirement 需要,必需物const 常数,常量Regarding 关于,涉及opposite 相反的,对面的latitude 纬度,纵向的Version 版本definition 注释,解说transversal 横向的,截线Profile 轮廓,剖面eliminate / cancel 取消allow / permit 允许,许可Respective 各自的,分别的individual 单独的decrease 减少increase 增加Preliminary 初步的approximately 大约,近似estimate / valuate估计,预算Adjust 调整,校准application 应用,申请maintain 维持Accurate / precise 精确的smooth 光滑,顺畅的device 装置,设备Convenient 方便的deadline 截至日期available 有用的,有空的Shift 轮班,换班critical 关键的,临界的exceptional 异常的,优异的Exceed 超过layout 布局,方案loss 损失,消耗install 安装,安置Rotation 旋转item 条款,项目quotation 报价stabilize 稳定Quality 质量quantity 数量couple 连接,接合configuration 构造,外形Illustrate 图解说明simulation 模拟,仿真recommend 推荐使用。
注塑术语及基础知识

三、科学注塑的方法(2)
2、粘性测试 A、调整射胶速度及压力至最快最高,但注件不可有批峰,困 气,烧黑或对模具产生损害。 B、使用一压一速。 C、以螺杆位置为转压模式。 D、调整转压点,使模腔填满95%-98%。 E、连续注塑4啤,记录后两啤的填充时间,转压点压力即螺杆 位置,取其平均值。 F、逐渐降低射胶速度(每次降低约10%,但需保证螺杆能够 走到转压位置,否则需减少降低射胶速度的幅度),重复 第E点的工作,直到取到10点相关数值。 G、用上述数值作出粘度曲线图,找出粘度变化最小的范围, 此范围即为最佳充填速度范围。
分离型螺杆
计量段 螺杆位移
压缩段
加料段
计量段
压缩段
加料段
螺杆不断后退直到所设定的螺杆停止位置
背压
注射时,螺杆以设定的速度前进,止回阀关闭,熔体被注入模具型腔.
射压
3.保压过程
保压时,螺杆以恒定的压力作用在熔体上. 当浇口冷却后,保压即结束. 从保压结束位置到螺杆前进到顶的位置之间的熔体我们称之为料垫.
唱片纹
表面粗糙
>
注射速度: 直接影响产品的表面质量
四、关于模温
2. 水管长而杂乱
比较 !!
可以
最理想
不合格
(2) 不平衡的冷却导致产品翘曲
较低的温度
底面收缩更大
较高的温度
模具温度的影响
80 °C 40 °C
40 °C 80 °C
warm warm kalt warm kalt
kalt warm kalt
第二部份
科学注塑理论
一、科学注塑的精神
1、科学注塑就是採用填充+补压+保压,其中保压是零射速, 这种注塑形式,即所谓的Ⅱ 1/2分段注塑。 2、科学注塑的填充速度,保压时间不是凭经验设定的,而是 通过粘性测试,封口测试得到的具体的量化数据,科学注 塑要求在生产过程中,实际的料温,模温,注塑压力,速 率,时间等工艺条件保持不变。 3、科学注塑能够保持生产的稳定性,提高生产效率和产品品 质。 4、科学注塑要求有合理的产品结构,优良的模具设计,精良 的模具制作和可靠的机器设备和原辅材料。
注塑及材料行业术语(一)
A001 氨基树脂amino resin:由含有氨基的化合物如脲或三聚氰胺与醛类或可生成醛的物质缩聚制得的聚合物002 氨基塑料aminoplastics:以氨基树脂为基材的塑料。
003 暗泡 bubble:塑料成型时,由于残留的空气或其他气体而在制品内部形成的气泡缺陷。
B004 板材plate:一般指厚度在2 毫米以上的软质平面材料和厚度在0.5 毫米以上的硬质平面材料。
005 瓣合式模具 split mould:由两个或多个元件组成模腔并用模套箍紧的一种压制模具。
006 半透明性 translucence:物体只能透过一部分可见光,但不能通过它清晰地观察其他物体的性质。
007 半溢料式模具 semi-flash mould:压缩模塑中只允许有限物料在闭模时溢出的模具。
008 半硬质塑料 semirigid plastics:按GB1040-79《塑料拉伸试验方法》测定,拉伸弹性模量在700~7000 公斤力/厘米2约70~700 108(帕)之间的塑料。
标准环境按照GB1039----79《塑料力学性能试验方法总则》的要求选取。
009 包封 encapsulation:用涂刷、浸涂、喷涂等方法将热塑料性或热固性树脂施加在制件上,并使其外表面全部被包覆而作为保护涂层或绝缘层的一种作业。
010 薄膜film:一般指厚度在0.25 毫米以下的平整而柔软的塑料制品。
011 爆破强度bursting strength:塑料容器、管材、薄膜等在爆破试验时所能受液体或空气对其连续施加的最大压力。
012 刨纹shecter lines 刨痕:切削操作过程中,在塑料片材料上所产生的大面积平行刮痕或沟纹状的缺陷。
013 保压时间hold up time(1)注射成型时,指在塑料充满模腔后对模内塑料保护规定压力实行补料的一段时间。
(2)压缩模塑时,指将物料压入模腔放气后压力升到预定值至开始解除压力的时间。
014 苯胺甲醛树脂aniline formaldehyde resim由苯胺与甲醛缩聚制得的一种氨基树脂。
注塑词汇
注塑专业术语1,注塑,吸塑,吹塑以及搪塑的区别注塑injection molding是一种工业产品生产造型的方法。
产品通常使用橡胶注塑和塑料注塑。
注塑还可分注塑成型模压法。
和压铸法。
注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
橡胶注塑:.橡胶注塑成型是一种将胶料直接从机筒注入模型硫化的生产方法。
橡胶注塑的优点是:虽属间歇操作,但成型周期短,生产效率高取消了胚料准备工序,劳动强度小,产品质量优异。
2.塑料注塑:.塑料注塑是塑料制品的一种方法,将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要各种塑料件。
有专门用于进行注塑的机械注塑机。
目前最常使用的塑料是聚苯乙烯。
所得的形状往往就是最后成品,在安装或作为最终成品使用之前不再需要其他的加工。
许多细部,诸如凸起部、肋、螺纹,都可以在注射模塑一步操作中成型出来。
吸塑:Blister molding一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。
吸塑包装的主要优点是,节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;能包装任何异形产品,装箱无需另加缓冲材料;被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。
【吸塑成型对材料的要求】:吸塑成型只能生产壁厚比较均匀的产品,(一般倒角处稍薄),不能制得壁厚相差悬殊的塑料制品吸塑成型的壁厚一般在1到2mm范围之内或更加薄(小包装用吸塑包装的片材最常用的厚度为0.15到0.25mm)吸塑成型制品的拉伸度受到一定的限制,吸塑成型的塑料容器直径深度比一般不超过1,极端情况下亦不得超过1.5.吸塑成型的尺寸精度差,其相对误差一般在百分之一以上。
吹塑:blow molding也称中空吹塑,一种发展迅速的塑料加工方法。
注塑行业专业词汇
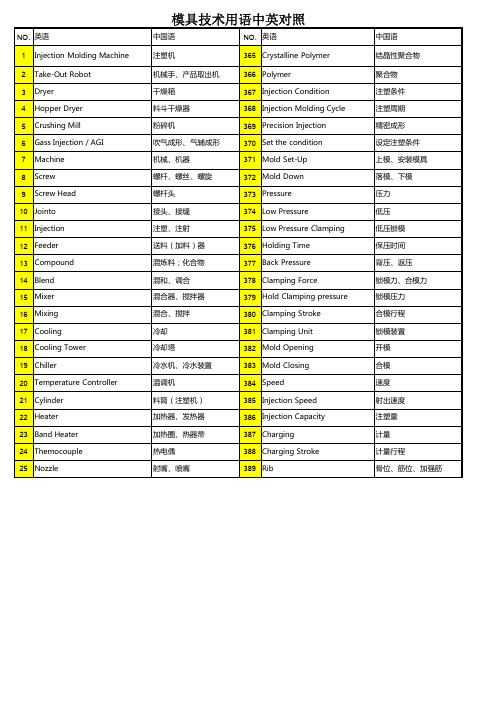
模具技术用语中英对照NO.英语中国语NO.英语中国语1Injection Molding Machine注塑机365Crystalline Polymer结晶性聚合物2Take-Out Robot机械手、产品取出机366Polymer聚合物3Dryer干燥箱367Injection Condition注塑条件4Hopper Dryer料斗干燥器368Injection Molding Cycle注塑周期5Crushing Mill粉碎机369Precision Injection精密成形6Gass Injection / AGI吹气成形、气辅成形370Set the condition设定注塑条件7Machine机械、机器371Mold Set-Up上模、安装模具8Screw螺杆、螺丝、螺旋372Mold Down 落模、下模9Screw Head 螺杆头373Pressure 压力10Jointo接头、接缝374Low Pressure低压11Injection注塑、注射375Low Pressure Clamping低压锁模12Feeder送料(加料)器376Holding Time保压时间13Compound混炼料;化合物377Back Pressure 背压、返压14Blend混和、调合378Clamping Force锁模力、合模力15Mixer混合器、搅拌器379Hold Clamping pressure锁模压力16Mixing混合、搅拌380Clamping Stroke合模行程17Cooling冷却381Clamping Unit锁模装置18Cooling Tower冷却塔382Mold Opening开模19Chiller冷水机、冷水装置383Mold Closing合模20Temperature Controller温调机384Speed速度21Cylinder料筒(注塑机)385Injection Speed射出速度22Heater加热器、发热器386Injection Capacity注塑量23Band Heater加热圈、热器带387Charging计量24Themocouple热电偶388Charging Stroke计量行程25Nozzle射嘴、喷嘴389Rib骨位、筋位、加强筋26Nozzle Head射嘴头、喷嘴头390Insert嵌件、嵌入27Tie Bar 、Tie rod拉杆、拉杠391Wall Thickness胶厚、壁厚28Distance Between Tie rods拉杆间隔392Plasticizing塑化29Limit Switch限位(限制)开关393Thermal Decomposition热分解30Operation Switch操作开关394Shrinkage收缩31Operation Guide操作指南395Resin树脂32Control Panel控制器、控制盘396Material原料、材料33Automatic 全自动397Plastics塑料、塑胶制品34Semi Auto半自动398Rubber橡胶35Hand手动399Master Batch色母36Handle手柄、把手、操纵400Powder色粉、粉、粉末37Extruder押出机、挤塑机401Dry Color色粉、干色料38Extrusion Molding挤塑402Pellte粒、塑胶粒39Blow Molding Machine吹塑机403Glass Fiber Fibrous Glass玻璃纤维40Blow Molding吹塑404Hose软管、管41Program Contorol程序控制405Over Packing过充填42Process工艺、工序、过程406Mold Mark模伤、模痕43Injectvisor注塑工艺程序控制装置407Shock冲击、打击44Injectrol注塑程序控制装置408Damage损坏、损伤45Cold Slug冷料、早凝料409Sink Mark缩水、收缩46Cold Slug Well冷料井410Short Shot充填不足、欠料47Freeze冷凝411Flash毛刺、披峰48Hydraulic液压、油压412Steing Flash胶丝49Hydraulic Ejector液压顶出、液压脱模413White Mark白化、顶白50Hydraulic Pump液压泵414Silver银白、银痕51Hudrulic Motor液压马达415Flow mark流纹52Air Compressor空器压缩机、空压机416Burm Mark烧黑、烧焦53Oil Leakage漏油417Black Spot异物、黑点54Oil tank 油箱、油槽418Sticking粘模55Pistor活塞419Weld溶接线、结合线56Air Cylinder气缸420Flash料花57Alarm报警421Oil Mark油污、油渍58Safety Gate安全门422Damage打痕、击伤59Emergency Stop紧急停止423Craking裂、开裂60Color Change换色424Jetting气纹61Purge Material清机塑料;过料425Deform变形62Resin Thermal胶料温度426Warping弯曲、翘曲、外倾63Mold Thermal模温427Bend弯曲64Heat Up升温、升热428Torsion扭曲65Air Shot空射胶、空打429Unever Color 颜色不均匀66Try试模430Eccentric Wall Theckness壁厚不均匀67Mold Release脱模431Boid、Cell气泡、空洞、空隙68Mold Release Agent脱模剂432Stripes条纹69Rust Preventatives防锈剂433Dirty污垢、污点、渗溢70Can’t Release(产品)无法脱模;粘模434Flaking脱落、剥落71Shot注、射、啤435Tear Off翻卷72Gate进点,浇口436Float浮起73Center Gate中心浇口437Screw Damage螺丝滑牙74Sprue Runner水口,注口、流道料438Shortage员数不足、欠品75Clearance间隔、余隔439Runout跳动度、偏心76Sprue主流道、注(塑)口440Contraction收缩77Runner流道、流道料441Assembly NG嵌合不良、装配不良78Air Vent散气孔、通风口442Stress应力79Breathing排气、散气443Intermal Stress内应力80Anneal热处理、退火444Preparation安排、准备81Mold 模具445Stopper挡块82Machining Center加工中心446Stripper推板、脱模板83Universal Milling Machine铣床、锣床447Spacer Plate垫板84Lather车床448Mould Base模胚85Surface Grinder平面磨床449Support Plate托板86Grinding Drilling钻床450Support Pillar撑头87Electric Discharge Machine火花机加工451Puller Lock拉塞88Wire EDM线切割452Puller Bolt拉杆89Mitrided Steel氮化钢453Top Plate工字板、水口板90Mitrogen氮气454Bottom Plate底板91Nitrize氮化处理455Retum回针92Titanium钛456Guider Pin导柱93Heat Treatment热处理457Guider Bush导套94Hardening淬火458Die模具、动模、移动模板95Temper回火459Die Plate模板、载模板96Annealing退火460Module 模块、模件、模数97Prehaden预加硬钢461Parts零件、模具零件98Hardness硬度462Eye Bolt吊环螺栓99Soft软、软的463Crane起重机、吊车、天车100Electrodes铜公464Hook勾、吊勾101Insert镶件465Wire钢丝、钢丝绳102Slide行位、滑块466File锉刀103Taper斜度467Oil Stone油石104Taper斜度、锥度、锥形的468Sand Paper砂纸105Draft脱模斜度469Mesh节号、目106Guide Pin导向柱470Engrave刻印107Sleeve Pin司筒针471Texture蚀纹108Squrae Pin扁顶针472EDM Texture火花纹109Angular Ejector斜顶针473Rough 粗的110Cavity模腔、前模、母模474Trifling细的、幼的111Core模心、后模、公模475Diamond Cut钻石纹112Mumber of Cavities取数、模腔数476Roulette滚花刀、刻痕113Rocket Ring定位环(圈)477Blast喷沙114O Ring O环;胶圈(模具水管478Hot Runner热流道处)115Wall Tickness肉厚、胶厚479Repair修理116Add Material加胶480Welding溶接、烧焊117Building加胶481Welder焊机、电焊机118Cut Material减胶482Welding Rod焊条、电焊条119Modity the tooling改模(因设变修理)483Argon Arc Welder氩弧焊120Repairing the tooling模具修理484Torch Bumer喷燃烧器、火焰燃烧器121Design设计485Ejector Pin顶出122Design Drawing设计图486Ejector Pin顶针123Design Change设计变更、设变487Gate Type水口方式124Designer设计者、设计人员488Tunner Gate遂道式浇口、潜水口125Designer设计者489Pin Point Gate针孔形浇口、细水口126Mold Design模具设计490Side Gate侧水口、大水口127Mold Specification模具制作仕样书491Direct Gate直接浇口128Specification规格492Multi Gate复式浇口129Mold Construction模具构造、模具结构493Fan Gate扇形浇口130Input输入494Film Gate扇形浇口131Programming编程495Jump Gate搭接浇口1323D Drawing3D图、3维图496Gate Balance浇口平衡1332D Drawing2D图、平面图497Undercut凹槽、倒扣134Front Elevation正面图498Cooling Line水管、运水135Plan平面图499散水136Cross-sectional Drawing剖面图500Cooling冷却回路、运水137CAD Date CAD数据501Modeling模型制造1382D Date平面图数据502Mock-up模型、原尺寸模型139Software软件、程序系统503Hand Made Sample手板、手工样品140Mold Drawing模具图504Module模数、模量;模件141Part Drawing零件图505Gear齿轮;传动装置142Diagrammatic Sketch草图506Helical Gear螺旋齿轮143Drawing画图507Solid整体的;固体144RevisedDrawing图订508Transformation变换、转换145Dimensioning记入尺寸509Floppy Disk磁盘、软盘146Out Mold Direction出模方向510Computer电脑、计算机147Draft出模斜度511Personal Computer私人电脑、手提电脑148Pitch间距;齿距512Version形式、种类149Angle角度513Reading读取150Projected Area投影面积514Readout读出151Taper锥度;斜度515Reading读数152Under cut倒扣516Compression压缩153 2 Plate两板模517Open打开;读出文件(软件)154 3 Plate三板模518Not Open打(解)不开、读不出155Offset偏置、偏移519Miss错误、失误156Mold Layout分模520Condition of the progress进度状况157Split Mold对开式模具521Finishing抛光、磨光158Slide Core滑动模芯522Polish研磨、打磨159Loose Core活动模芯523Target目标、目的、瞄准160Loose Mold活动模具524Schedule日程表161Press冲压、压床、压525Mainteance维护、保养162Press Machine冲床526Did Casting压铸163Progressive级进527Sintering烧结164Single单冲528Monkey活动扳手165Packing Plate垫板529Clamp夹具(固定模具用)166Punch冲头、凸模、冲床530Scrap废铁;废料、废渣167Punch Press冲孔机531Rust生锈168Die下模532Rust Indhibitor防锈剂169Die Set模座、模架533Washing Agent清洗剂170Press Mold冲压模、五金模534Ultrasonic Cleaning超音波清洗171Leveler整平滚;矫平机535塌边、塌角172Feeder送料机;加料机536Braa反边、毛刺173Drawing拉伸537Thinner天纳水;稀薄剂174Burring去毛刺538Triclene三氯乙烯脱脂剂175Blank复合539Trivalent Chromium六价铬176Cutting]落料、冲孔540Hexavalent Chromium六价铬177Bending折弯541Degreasing脱脂、去油178Bend折弯、弯曲542Harmful Metal有害物179Box-Bending箱弯曲543Cut切割180L-Bending L拆弯544Press;Sheet Metal板金181V-Bending V折弯545Cut切断、割断182Punching冲孔、钻孔546Iron Plate铁板183Punching冲孔、钻孔547SECC镀锌板184Cutting冲压、抽去548Silver Top镀锌板185Shirk避空549Stainless不锈钢186Calking铆接550Copper铜187Tap丝锥551Brass黄铜188Dies板牙552Steel钢189Reamer铰孔553Aluminium铝190Reamer铰刀;扩孔器554Width宽度191End Mill铣刀555Thickness板厚192Grinder砂轮机、磨床556Density密度193Barrel滚筒557Coil卷材194Barrel Tumbing滚(桶抛)光558Width Cut片材195electroplate电镀559Nut螺母、螺帽196Electroplaing Vacumn真空电镀560Bolt螺栓、螺杆197Electroplaing Vacumn真空电镀561Spot Welding点溶接、点焊198Chromeplating镀铬562Jip夹具199Galvanization镀锌563Clearance间隙200Shave切、削564Matching接口201Assembly装配、组装567Counter计数器202Assembly Unit装配组件568Count Method计数法203Assembly Time装配工数569Timer定时器204Line生产线、拉线570Digital数字(的)、数码205Self单人装配571Digital Camera数码照相机206Conveyer传送带572Concent插座、插口207U Line U形生产线573Plug插头、塞子208Capacitor电容器574Lamp灯209Resistor电阻器575Lighting点灯、灯亮210Diode二极管576Fuse保险丝211LED发光二极管577Power Code电源线212Transistor晶体管578Wire Hamess电线导线213IC集成电路579Bar Code条纹码214LCD液晶显示器580Vinyl Tape绝缘带215Sensor传感器581Noise 杂音、噪音216Relay继电器582Decibel分贝(声强单位)217Connector连结器583Instruction Sheet作业指导书218Transformer变压器584Access Platform作业台219Breaker断路器585Series串联220Buzzer蜂鸣器586Parallel并联221Printed Circuit Buard/PCB印刷电路板587Clutch连轴器、离合器222Driver螺丝刀、起子588Solenoid Coil电磁线圈223Driver十字批(起)589Coil线圈224Driver一字批(起)590Static Electricity静电225Erictric Driver电动螺丝刀、电批591Prevent Electricity防静电226Torque扭矩、转矩592Fan Moter风扇马达227Screw螺丝593Grease润滑油228Washer垫圈(片)594Apply涂油229E-Ring卡环595Block Copy底板、草图230Solder焊锡、软钎料596Film菲林、胶片231Solering iron烙铁597Silk Print丝印232Tin锡598Pat Print移印233Earth接地、地线599Hot Stamp烫印234Alcohol酒精、乙醇600Ink印字油墨235Foot Switch脚踏开关601Colour Sample色板236Terminal端子602Print NG印刷不良237Terminal Block端子板603Bleeding渗溢、飞油238Label标贴、标签604Stamp捺印239Bar Code条纹码、条码605Spray涂装、喷涂240Mile胶片;聚酯树脂606Wood Graining木纹加工241Qualiy Control品质管理607Sample样品、样本、样板242Inspection检查608Boundary Sample限度样板243I Q C验收、受入检查609Approval Sample承认样板244O Q C出货检查610Tolerance公差245P Q C工程检查611Plus正、加号246Sampling抽检612Minus负、减号247Total Inspection全检613Disperse不稳定、波动248Visual Inspection目视检查614Unstable不稳定249Appearance Check外观检查615Balance平衡、均衡250Patrol巡检616Process Capability/CP工程能力251Measurement测量仪617Detection检测252Measurement测量、测定618Check Point检验(重)点253Measuring Method测量方法619No Check漏检254Clogging刻度、分度620Specal Adoption Application特采申请255Memoy存储、记忆621Provisional Countermeasure暂定对策256Three-Dimensional Measuring Machine三次元测量仪622Pemanent Countermeasure恒久对策257Microscope工具显微镜623Claim投诉、报怨、索赔258Profile Projector投影机624Appraisal评价259Slide Callipers游标卡尺625Decide判定260Micrometer千分尺626Check Stardard检查基准261Lever Type Dial Test百分表627Inspection Sheet检查基准表262Torquc Gauge扭力计628QC Flow Chart QC工程表263Scale刻度尺629Speclar Face镜面264Square直角尺630Mirror Face光面、光泽面265Steel Tate卷尺631Texture Face蚀纹面266Height Gauge高度尺632First the face一级面267Pin Gauge柱规633Appearance 外观面268Thickness Gauge塞片634Appearance Part外观产品269Protractor角度仪635Function Part机能部品270Tension Gauge张力计636Slide滑动面271Indicator千分表637Flatness平面度272Hardness Testar硬度计638Reform矫正273Multitester万用表639Check Jig检查用治具274Surface Plate平台、平板640Feed Back反馈275V Blok V形块641Communication信息、报怨、276Gauge Blok方块规642Manual指南、手册277Dial Gauge千分表、百分表643Flow Chart流程图278Data数据644Process Inspection工程监查279Data Sheet数据单645Qualification认定280Parameter参数646Graph图表、曲线图281Warehouse仓库649Customhous海关282Pallet卡板650Customs Clearance报关、通关285Corrugated Fiberboard纸箱651Customs Clearance报关手续286Partition刀卡652Eleclronic Data Interchange电子报关287Recycle Box周转箱653Container货柜车288Plastics Box折叠式周转箱654Foot英尺289Container塑料周转箱655Packing List装箱单290Polybag胶袋656List清单291Tape封箱胶纸657Declaration申报292Rope绳子、线658Import进口293First in First out先入先出659Export出口294Fork Lift叉车660Fumigation Certificate薰蒸证明书295Hand Lift手推叉车661No Wood Packing Certificate无木质包装证明书296Bogie台车662Wooden box木箱297Truck卡车663商检局298Shelf货架664License批文、许可299Stock在库数665License Document转厂300Shelf盘点666Limits指标、配额指标301Dead Stock死库存、积压品667Import Limits进口指标302Purchasing采购668Unbalance数量不平衡303Supply Parts支给品669Contract合同304Purchase Parts采购品670Contract手册305Lead Time交货期、订货期671关封306Order Placement发订单672Transfer;Carry Over转余料、拔余料307Pay有偿673Erase核消308Free of Charge无偿674Provision of Information加签309Vender供应商675Submit Document递单310Quotation报价单676Brand Name商品名称311Invoice发票、请款单677Doods No商品编码312Deposit订金、保证金678Foreign Enterprise外资企业313Payment付款679Owned Enterprise独资企业314Payment Condition付款680Partnership Enterprise合资工场315Month Payment月结681Processing来料加工316Over Time加班(正常工作日加班)682Bailment Processing委托加工317Over Time Fee加班费683Labor Cost人件费318Holiday Work加班(节假日上班)684Amortization折旧费319Two shift两班制685Hour Charge加工费;工时费320Day Shift白班686Exchange Rate汇率321Night Shift夜班687Material Certificate材料证明书322Rest Time休息时间688 type机种。
注塑专业术语
以下是一些常见的注塑专业术语:
注塑(Injection Molding):一种将熔化的塑料材料注入模具中,通过冷却和固化得到成型产品的加工方法。
模具(Mold):用于注塑成型的工具,包括上模和下模,具有所需产品的空腔和形状。
熔融温度(Melt Temperature):塑料原料在注塑机中加热到达的熔融状态的温度。
注射速度(Injection Speed):注塑机注入塑料材料的速度,通常根据产品和模具要求进行调整。
射嘴(Nozzle):注塑机上连接模具和注塑缸的部件,用于将熔化的塑料注入模具。
射胶量(Shot Size):每次注塑循环中注射的塑料材料的量。
冷却时间(Cooling Time):注塑成型后,产品在模具中冷却固化的时间。
模具温度控制(Mold Temperature Control):通过控制模具的温度,以确保塑料成型过程中的合适冷却和固化。
射出压力(Injection Pressure):注塑机将熔化的塑料材料注入模具所施加的压力。
拉伸强度(Tensile Strength):塑料制品在拉伸过程中承受的最大力量,用于评估其强度和耐久性。
这些术语涵盖了注塑过程中的一些关键概念和操作,帮助描述和理解注塑领域的工作和技术。
第4节 注塑成型的100个相关术语

第四节注塑加工的100个相关术语1.塑化:塑料在一定成型温度与背压下,经螺杆旋转剪切,达到熔融状态并具有良好的可塑性的过程。
2.热稳定性:塑料热稳定性是指塑料在爱热时性能上发生变化时的耐热程度,主要取决于材料的组成基结合键能的大小,以及流动温度与分解温度范围的宽窄。
体现热稳定性的温度有:软化点、热变形温度HDT、熔化温度(Tm)、粘流态温度(Tf)、分解温度(Td)、玻璃化温度(Tg)、脆化温度(Tx)是指线型非结晶聚合物由玻璃态(硬脆状态)向高弹态(橡胶弹性态)转变的温度。
3.热变形温度HDT:(Heat deflection temperature)塑料耐热的一种量度值。
是将塑料试样浸在一种等温适宜传热介介质中,在简支梁式的静弯曲负荷作用下,测试样弯变达到规定值时的温度,用℃表示;热变形温度显示塑胶材料在高温且受压力下,能否保持不变的外形,一般以热变形温度来表示塑胶的短期耐热性。
若考虑安全系数,短期使用之最高温度应保持低于热变形温度10℃左右,以确保不致因温度而使材料变形。
最常用的热变形测定法为ASTM D648试验法(在一标准试片的中心,例如:127×13×3mm,置放455kPa 或1820kPa负载、以2℃/min条件升温直到变形量为0.25mm时的温度)。
对非结晶塑料,HDT比Tg小10~20℃;对结晶塑料,HDT则接近于Tm。
通常加入纤维补强后,塑料的HDT会上升,因为纤维补强可以大幅提升塑料的机械强度,以致在升温的耐挠曲测试时,会呈现HDT急剧升高的现象。
1820kPa下的HDT结晶性非结晶性塑料名称HDT (℃) 塑料名称HDT (℃) 塑料名称HDT (℃) 塑料名称HDT (℃) 聚乙烯(PE) 29~126 PA-6 63~80 硬质PVC 54~79 PAR 175HDPE 43~49 PA66 62~261 聚苯乙烯(PS) 63~112 PES 205MDPE 32~41 PA610 57 ABS 66~107 GPPS 96LDPE 32 PA612 60 压克力(PMMA) 68~99 HIPS 96聚丙烯(PP) 40~152 PA11 55 PPO 100~128 PS+20~30%GF 103 均聚POM 125~136 PA12 55 聚碳酸酯(PC) 39~148 AS 88~104 共聚POM 110 PBT 60~65 H-PVC 54~74 Poly (vinyl 60~76 PI 315~360 PET 80~100 PSF 175 Polysulfone 146~2734.软化点:在塑料试样上以一定形式施以一定负荷,并按规定升温速率加热至试样变形达到规定值的温度,用℃表示。
注塑行业通用术语
品质 quality 满足或高于消费者期望的产品综合质量公差 tolerance 保证质量前提下允许尺寸的波动范围不良标签 defective product label 表明制品,不良或不合格内容的小说明标示单 identifying sheet list 表明制品,物品,地点等特性或作用的小说明整理 Seiri 必要与不必要的物品分开处理整顿 Seiton 物品分门别类,按规定摆放并标识清扫 Seiketsu 去除赃污防止再次发生清洁 Seiso 将整理、整顿清扫制度化、标准化教养 Shitsuke 人人按照规定和制度行事,养成良好习惯安全 Safe 自身安全,他人安全和设备安全来料不良 deficient purchase 上一工序的产品质量不符合本工序质量要求刮伤 scratch 在制品表面因手或其它物体摩擦形成的影响制品外观质量的现象压痕 dents 由于重力或压力引起接触面的痕迹,可影响外观美观螺栓 bolt 起固定作用的栓件热注射成型 thermoplastic injection molding 通过加热使物料熔化在注射到模具内形成期望的制品控制面板 control plat 对设备参数控制的简易操作平台显示器 pro-face 显示设备必要信息的屏幕安全门 saft door 防止事故发生,增大安全系数的保护装置门注射座 enjection blend 注射成型机组成部件,支撑并协助注射的金属平台螺杆 screw 起旋转计量作用的螺纹状部件.是成型机的核心机械件料膛 fabbrel 树脂预塑的炮膛状部件,和螺杆配合俎件质量要求较高加热圈 heater 围绕在料膛周围,起迅速并均匀加热作用的片状加热器喷嘴 nozzle 连接注射成型机料筒与模具浇口套接触的像针头状的组件定模板 plam 可固定模具在成型机上的铁板,是成型机的一部分动模板 moving plam 成型机曲臂连接板,使模具固定在成型机上做开合模运动的动模板成型机顶杆 ejector pin 连接到模具上控制模具顶杆顶出或回退作用的连接杆手动操作 man 只能手动单一步骤状态操作半自动操作 sengle man 可半自动状态操作全自动操作 auto 根据设置的程序在全自动状态动作料膛清洗 purge 一般用PE料做射出动作来清除或淡化料膛内物料或颜色上料机 loader 在料杯树脂不足在传感器监控下吸取储备树脂的成型辅助设备温调机控制模具温度,保持在设定温度以内的温度控制设备参数监控画面对设备具体参数设定的画面,一般配有图表生产管理画面 product menut 在全自动生产状态下对产品质量和数量控制的页面模板控制画面 plam control 模板动作状态控制页面顶出控制画面 ejector control 顶出动作状态控制画面加热管理画面 heat control 材料加热控制画面注射速度画面 speed control 注射过程中对速度控制的画面注射压力画面 fulling pressure control 注射过程中注射压力控制画面保压控制画面 packing pressure control 注射后保持设定压力提高制品质量的控制画面计量控制画面 excit control 计量尺寸和相关参数控制画面报警显示画面 alarm view 设备动作异常或监控报警预览最大高度 maximum daylight 成型机模板打开的最大尺寸最小高度minimum daylight 能满足成型机性能的最小模具厚度锁模力 clamping force成型过程中为保证动,定模相互紧密配合而需施加的在模具上的力锁模系统 clamping system 模板控制系统,注塑机上系统的一部分控制系统 control system 计算机通过检测、处理信息并重新输入计算机进行控制相关参数抽芯距 core-pulling distance 将侧型心抽至不防碍制品脱落的滑块滑动的距离抽芯力 core-pulling force 从模内的成型塑件中,抽拔出侧型心所需要的力生产周期 Cycle time 生产每个制品的时间或是单位时间内生产制品的个数液压系统 hydraulic system 液压动力注射机上的压力系统短射 short shot 由于一次注射压力不足或速度偏低引起的浇不足现象喷射 jetting 材料水份超标,结构不良引起的表面气泡等不良现象白化制品破坏前变形引起的颜色差异缩痕 shrinkage 热熔体在收缩情况下表面会形成凸凹状现象的统称收缩差异 asymmetric shrinkage 制品厚度不均匀或分子排列不同引起的不均匀收缩熔接线 lines 两股或多股熔体结合位置形成的线状痕迹亮线 color change 一种有明亮痕迹的注塑成型缺陷,一般为线状少为带状冷熔接 Cold welding 低温区域的熔接,多见于冲填结束,不同塑料熔前交汇造成困气 air traps 又称包气,熔体流动将气体堵住或包住不能及时排出烧伤 burn 填充时模具内部气体不能迅速排出产生压缩高温,导致制品局部变色黑斑 black specks 注射成型过程中因高温或树脂分解等原因引起的黑色不良现象料纹 black streads 树脂在模具腔内流动时由于层流因素引起的外观不良现象烧焦 burn mark 因高温引起的成型缺陷的一种色差 discoloration 制品本身颜色有其他杂质颜色混入形成的不良现象脆化 brittleness 成型缺陷(因树脂性质发生变化引起的脆化或者破裂)蠕变Creep 高聚物在恒定温度和应力下,长度随时间延长而逐步深长的现象位移Displacement 熔体内部压力差引起高压部份向低压部分推移现象,可产生层次感分层表面剥离 delamination 同一树脂或不同树脂发生层流后产生的现象三角洲效应 delta effect 局部温度差方向收缩 diectional shrinkage 由大分子链排列引起的具有方向特性的收缩尺寸变化 dimensional variation 生产出的制品在不同的环境下都会产生尺寸的变化尺寸稳定性 dimensional stability 制品尺寸的稳定性和一致性密度 Density 单位体积的质量翘曲 warpag 有多种原因引起的变形现象,如收缩翘曲,配向翘曲等变形distortion产品在内应力或外力的作用下产生的尺寸变化以及形状变化迟滞 hesitation熔体的某一部份发生停止流动或极缓慢流动的现象垂直于流动方向的收缩 cross-flowshrinkage 发生在垂直于熔体流动方向上的收缩热变形温度 deflection temperature 热力的作用下,塑料可以发生变形的温度脱模demolding 保压后制品在模具内部成型完毕脱离模具的现象脱模斜度draft 方便成型制品脱离模具而设计的角度脱模困难ejection difficulties成型制品不容易脱离模具的现象内应力internal stress残留在制品内部因各种原因产生的应力长链高分子 long chain macromolecule很多小分子连接而成的具有较大质量的长分子连凝固层比例frozen layer fraction熔体在模具内冷却状态之一的数学表示方法取出removal成型后制品拿出的过程粗加工rough machining 毛坯加工或留有大量余量的待加工品伺服马达 servomotor配合CPU工作的马达工序workstage 完成一个组件或产品经过的步骤塑料件 plastic parts 以塑料为原料生产的制品注射模 injection mould 通过注射方式成型的模具斜销 angle pin / finger cam 倾斜于分型面、随模具的开闭产生相对运动的圆柱零件斜滑块 angled-lift / splits 斜向镶块或滑动的镶块悬臂搭扣连接 cantilever snap joints 组合方式之一模套chase / bolster / frame 使镶件或拼块定位并紧固在一起的框套形结构零件型芯 Core成型模具内表面突起的组件支架 ejector housing / mould base leg 使动模能固定在压机或注塑机上的L型垫块推块 ejector pad 在腔内起部分成型作用,并在开模时把塑件从型腔内推出的零件推杆 ejector pin 用于推出塑件或浇注系统凝料的杆件推板ejector plate 支撑推出和复位零件,直接传递机床推出力的板件复位杆 push-pack pin 借助模具的闭合动作,强制推出机构复位的杆件浇口尺寸 Gate dimensions(sizes) 浇口的相关尺寸直接浇口 direct gate;sprue gate熔融塑料经主流道直接进入型腔的进料方式盘式浇口 disk gate 沿塑料件内圆周扩展进料的浇口侧浇口 edge gate 设置在模具的分型处从塑件的内或外侧进料的方式扇形浇口 fan gate 从分流道道型腔方向的宽度逐渐增加的呈扇型的浇口浇口镶块 gating insert 浇口以镶块的形式存在圆柱头推杆 ejector pin with cylindrical head 推杆的一种,头部形状是圆柱型形扁顶杆 flat ejector pin 工作截面为矩形的顶杆连接推杆ejector tie rod 连接推件板与推杆固定板,传递推力的杆件导套 guide bush 与导柱相配合,用于初步确定模具导柱 guide pillar 起导向作用的部件,一般为圆柱体浇口 gate 连接分流道合型腔的进料通道浇口长度 gate length 浇口的长度浇口位置 Gate location 树脂流入模腔的点相对整体模腔的位置嵌件 insert 成型中埋入或随后压入塑件中的金属或其他材料的部件楔紧块 heel lock 带有楔角,用于合模时楔紧滑块的零件凹模cavity plate 成型塑件外表面的凹壮零件(包括零件的内腔和实体两部分)凹模拼块 cavity splits 母模中的镶件拼块定模座板 fixed clamp plate 使定模固定在注塑机的固定工作台面上的板件是模具的基座顶出系统设计 ejection system design 顶出制品机构的类型,布置方式的设计包括模具和成型机两部分顶出时间 ejection time 制品脱离模具可安全取出的时间推板导套 ejector bushing 与导柱滑配合,用于推出机构导向的圆柱形零件推板导柱 ejector guide pillar 与推板导柱滑配合,用于推出机构导向的圆柱形零件冷料穴 cold-slug well 在浇口流道末端用于储藏低温熔体的槽公模面 male mold face指凸模面或是动模面模具温度 mold temperature 注射成型使用的模具的实际温度或设置温度支撑板backing plate /support plate 支撑模具芯体和其它运动结构的板状模块隔板baffle 为改变蒸汽或冷却水的流向而在模具内部设置的金属条或板掏空 core out 将制品的一部分设计成掏空的部分型心拼块 core splits 凸模中的镶拼件,一般成型出制品内表面的某个部分强度设计 Design for strength 对应制品使用环境要求而设计的强度型芯固定板 core-retainer plate 用于固定型心的板状零件斜度 draft angle 为了方便出型或脱模设计的斜度母模面 Famale mold face 指凹模面也叫定模动模面 dynnamic mold face 指凸模面也叫公模斜槽导板 finger guide plate 具有斜导槽,用以使滑块随槽动作抽芯合复位动作的板状零件推杆固定板 ejector retainer plate 用于固定推杆位置,使其不发生位置变化的压板弹性模量 elastic modulus 衡量材料产生弹性变形难易程度的指标模具的弹性变形 elastic deformation of tool 模具在行腔压力下发生的弹性变形加热圈 heater 用于加热使用的环行加热部件定距拉板 puller plate; limit plate 在开模时限定某一板动作距离的板件热流道板 hot-runner manifold 为开设分流道设置的加热元件,保持融料的温度水平分型面 horizontal parting line 立式成型机中,模具天地开模(上下),分型面为水平状态热流道模具hot runner mould 也称无流道,浇口料在模具内部保持熔融状态的模具热塑性塑料注射模 injection mold for thermoplastics 热塑性材料使用的注射成型模具垫片 gasket 调整高度使用的薄金属片拼块 splits (of a mould) 按设计和工艺要求,用以拼合模具型腔或型芯的零件限位块 stop block 限制活动范围的零件限位丁 stop pin 限制位置的丁状零件浇口镶块gating insert 以浇口形式存在的镶块钩型拉料杆 sprue puller,z-shaped 形状像钩子,起拉料作用球头拉料杆sprue puller, ball headed 拉料部位呈圆型的零件但不是规范的圆形标准模架 standard mould bases 通用并具有互换性的模架滑块 cam slide 可以滑动,带动侧型心完成出型,抽芯和复位动作的零件推件板 stripper plate 直接推出塑件的板壮零件推件环(盘) stripper ring 起局部或整体推出塑件作用的环行或盘型零件潜伏浇口 submarine gate 位置不明显,一般可自动剪切的浇口支撑柱 support pillar 为增强动模的钢度设在动模支撑板和动模座板之间的支撑零件镶件 mould insert 在工艺上便于加工或修理与主体部件分开制造的局部零件煤油 kerosene 石油提炼出的油脂,一般在模具行业中清洗附着的分解物或异物定位 locate 固定在要求位置工作台machine table 操作或加工的区域,可能是安全区域也可能是非接触区域.车间machine shop 工作的场合,一般指一线工作人员的工作区域而非文件处理办公室故障 malfunction 影响机械设备正常工作的现象低碳钢low carbon steel含碳量在0.10%至0.30%之间,也称为软钢修正 modification 一般指在接近标准的基础上进行小尺寸的修改以达到更高的要求包装pack为了美观或防止潮湿,灰尘,碰伤等采取的保护措施面板panel 多指可视或裸露在外面的并起到遮盖作用的部件等离子plasma 物质原子内的电子在高温下脱离原子核的吸引,使物质呈为正负带电粒子状态存在绘图机 plotter 可联网专用于绘制图纸的机械装模工press setter 组装并研磨模具的工人花键splin齿轮状起到连接固定作用的部件条形码 barcode 用于储存部件相关信息的条状代码操作员 operator 使用或控制机械设备人员课长supervisor外来语,日本,韩国称为课长,中国一般称科长外观检查cosmetic inspect对制品外观质量目视或测量的过程内部检查inner parts inspect对制品内部质量目视或测量的过程前面板front plate组件前部或正对着使用者方向的部件后面板rear plate组件后部或背向使用者方向的部件电源按键power button控制电源开启或关闭的按键工作间work cell小型工作车间或有几个人协作完成的一道工序的线体品质管理部门QC Section品质控制和管理的部门,国际上多与生产分开管理机械手robot代替操作人员手动工作的半自动或自动机械设备车床lathe用车刀对对旋转的工件进行车削加工的机床工业酒精iudustrial alcohol可以导致人体中毒的甲醇生锈rust模具因潮湿和空气中的氧气发生的一种化学反应成红赫色物质换模die change 换模就是切换其它模具,将原来的模具卸下换上另一副装模to fix a die开机生产前将模具使用手动或机械自动夹持在成型机上修模to repair a die一种对模具非正常状态进行处理并修理到正常状态的过程到角reverse angle = chamfer为了防止金属锐利的角划伤或使外形美观将锐角去处的一种方法淬火quenching提高钢强度和硬度的一种工艺方法回火tempering 淬火后一般都经过回火,可提高组织稳定性退火annealing生产中常用的预备热处理工艺套筒sleave中空的小管,和套筒芯组成组件形成孔,顶出时只有套筒动作无流道Runner less 即热流道,熔体不形成冷却废弃的材料,在模具内保持熔体状态首件确认FAA first article assurance 对生产的第一个制品进行外观检查或组装等实验,确保可继续生产特采L/N Lot Number 特在不防止阻碍制品正常应用的条件下被允许生产的托词电极copper electrode铜制品,在电加工上对坯放电造型稳定性好good staility质量在允许范围内波动气阀valves控制气体的阀斜顶angle from pin与推板动作方向不一直的顶杆锁模块lock plate防止模具在运输过程中打开的锁紧件压条plate固定相关组件的条状零件二板模2-plate mold无中间板的模具,看模后只见两个板三板模3-plate mold有中间板的模具,可见三个板热嘴hot sprue可加热的端口区域探针thermocouples快接头jiffy quick connector plug实现快速连接的接头扭距torque扭转变形时,内力偶距称为扭距样品sample可代表综合质量的个别产品原因分析cause analysis通常采用人,机,料,法,环来剖析问题的过程良品good product符合质量规定的产品不良品defective product不符合质量规定的产品飞边flash在模具缝隙中形成的不良现象,片状的称为飞边喷射jetting树脂熔体形成泉流后在制品表面形成的不良现象变形distortion由于收缩和其它原因引起的形状变化疲劳fatigue 高聚物材料在长期应用情况下所表现出来的特性延展性ductile可锤炼可压延的程度,材料特性之一翘曲Warpage由于非均匀收缩或分子排列等引起的抽曲熔接线weld line 熔体相遇后在连接位置形成的不良现象脱模困难ejection difficulties制品脱落时发生的困难扭曲torsion一种载荷类型留痕flow marks注塑成型缺陷的一种包括料留痕,气留痕和型腔结构留痕鱼眼fish eyes注射成型缺陷的一种,表面有颗粒状物质疲劳fatigue 高聚物材料在长期应用情况下所表现出来的特性龟裂现象environmental stress crackresistance 由于内应力的存在发生的制品段列,裂纹现象缩痕 sink marks 熔体遇冷后产生的收缩现象冻结 freeze 大分子链停止运动,熔体开始凝固浇口固化gate freeze-off 浇口中的熔体由流动到冷却静止的过程喷泉流动 Fountain Flow 像泉水涌出,中间层熔体向两侧翻出的现象自由收缩 free shrinkage 在常温常压以及不受载荷时发生的自由收缩现象中心趋向 core orientation 注塑成型工艺中的有一个重要参数热熔接 hot welding 熔体分流后再次融合的一起的现象平均温度 Average Temperature 不同测控点的温度平均值平均速度 average velocity 熔体在流动时候速度的平均值回流 back flow 由于不同区域压力差引起的熔体倒流现象计量背压 back pressure 树脂在计量时候形成推动螺杆向后移动的压力料筒 barrel 树脂计量时的外部部件,与螺杆配合进行计量溢料 bleeding 融体在充填或保压时刻发生熔体溢出的现象共混 blend 聚合物该性方法的一种凸台Bosses 呈突起状区域,具体作用与设计相关分流道 Branched runners 流道系统的一部分,与主流道相连的小流道分支计算机辅助工程 CAE(computer aid engineering) 计算机模拟流动,保压,变形,气辅等模拟手段充填基本流动方式 Basic Flow Pattern in Filling 融体在充填时流动的基本模式悬臂式卡扣 Cantilever snap (hook) 类是于“ 7 ” 型的钩子妆连接方式毛细管流变仪 Capillary viscometer 测量流体黏度的测量仪器型腔压力 Cavity pressure 熔体填充到模具内部时,模具内的压力型腔压力曲线 cavity pressure profile 以曲线的形式描绘出腔内随时间,速度变化的压力曲线中心温度 Center Temperature 制品中心层处的温度热膨胀系数 coefficient of thermal expansion 单位长度的材料温度每升一度的伸长量位移分布 displacement distribution 制品各个部分尺寸的线形伸长或缩短的分布情况可压缩 compressible 塑料在不同的温度下体积发生变化的现象冷却效率 cooling efficiency 单位时间内带走热量多少的度量冷却过程 cooling process 塑料冷却的全过程冷却速率 cooling rate 熔体冷却的速度冷却速度 cooling rate 塑件冷却的速度冷却阶段 Cooling stage 成型周期的一部分,制品冷却直至可安全取出冷却系统 cooling system 用于冷却塑件的系列冷却装置以及布置方式冷却时间 cooling time 塑件从保压开始一直到顶出的一段时间冷却水管 cooling channel 用于冷却塑件分布在模具外部的水路锥板式流变仪 cone-and-plate viscometer 一种流体的黏度测试仪器冷却模拟 cool simulation CAE 辅助分析的一种,用于模拟冷却过程冷却通道 cooling channel / cooling line 设计在模具内部的冷却液通道,用以控制所要求的模温模面温度差分布 distribution of mold temperature difference 制品的两个和模具接触表面的温度差分布情况缓冲量 cushion 保压后螺杆所剩余的计量长度壁厚变化 wall thickness variation 塑料制品壁部的厚度变化截面 section 断开的端面孔 aperture 起到组装或固定作用的孔(不一定是圆形)作用力 applied loads 实际载荷或受力弧 arc 直线的过度联系常使用的弧,可以起到加强或美观的作用制品产品 article 物品,制造生产的部件轴 axis 应用在不同环境下的轴,可起到对称基准或连接等作用钳工工作 bench-work 研磨,组装,修理模具等工作坯料 blank 没有进行细致加工的原材料黄铜 brass 由铜和锌组成的合金毛刺 burr 尖锐的比较小的突出部分铸钢 cast steel 用于浇注铸件的钢压板 clamp 用于固定模具的夹具轮廓 contour 造型艺术术语,指界定表现对象形体范围的边缘线制图 drawing 给予说明加工尺寸或外观图纸制作过程点火花加工 electrochemical machining 一种采用高压放电对金属部件加工的工艺电极 electrode 铜材料,用于放电加工的阴模,放电加工完毕后被加工部件形成阳模套管 ferrule 筒装管子装配工 fitter 组装研磨工人磨光 grinding 研磨抛光硬度 hardness材料局部抵抗硬物压入其表面的能力应力集中 Stress concentration 在应力的情况下出现在应力聚集的现象应力断裂 stress cracking 在应力的情况下发生断裂应力松弛 stress relaxation 在恒温和应变情况下应力随时间延长而减小的情况应力集中源 stress risers 产生应力集中的区域应力应变特性 Stress-strain behavior 应力发生变化的特点浇注系统 feed system 由喷嘴到型腔之间的进料通道组成包括主,分,浇口合冷料穴纤维增强性材料 fiber-filled polymers 为了提高或降低某中特性在塑料材料中添加了其它成分纤维fibers 高分子材料的一种添加剂 filler 添加到高分子内部改善塑料有关性能的成分流动充填方式 filling pattern 填充过程熔体流动的各种形式充填过程 filling process 熔体填充到模具的整个过程充填速率 filling rate单位时间内添入模腔的熔体量充填阶段 filling stage 熔体填充到模具阶段充填时间 filling time 熔料充满型腔所用的时间严格上讲包括保压填充时间注射力 ejection force 熔体从料膛注入模具内所需要的力体积 free volume 一定量的熔体材料占据空间的部分弯曲 Flexural 一种可发生弯曲的载荷类型流动平衡 flow balance 熔体填充到模具内流动均匀性的一种表现形式流动控制flow control 螺杆速度及压力控制模具腔内熔体的体积流量形式流动长度 flow length 熔体流过的长度流长比 flow length to thickness 壁厚与熔体流动距离的比流动趋向 flow orientation 塑料在流动或冷却的过程呢中,发生在分子链定向的一种行为流动模拟flow simulation ;CAE辅助分析虚拟流动的一种方式圆形流道Full-round runner截面为圆形的流道三角筋 Gussets 三角形状起到加强或者支撑作用的筋等半圆形流道 Halforound runner 截面的形状为半圆形的流道热传导系数 heat transfer coefficient 将热量从热的地方向冷的地方传导速度的量度热传控制 heat transfer control 控制热量传导的仪器设备热传导速率heat transfer rate 单位时间内热能传递的量度冷却水管配置方式 layout of cooling channels 冷却水管在墨菊内部布置和排列的方式玻璃化转变温度 Glass Transition Temperature,Tg 粘流态树脂冷却成玻璃态时刻的温度静置段 holding stage ;Pack结束后,螺杆基本静止不动而维持压力不便的阶段保压时间 holding time 填补收缩时保持设置压力的时间料斗 hopper 盛放待加工树脂塑料的容器冲击强度 Impact strength 高聚物材料抵抗外来冲击的能力,一般通过摆锤实验来测定模内收缩 in mold shrinkage 制品在墨菊内部的收缩流动方向的收缩率 in-flow shrinkage 发生在熔体流动方向的收缩率注射压力 injection pressure 注塑机使熔融树脂注入模具型腔时所需要的压力注射速度 injection speed 熔体注入模具是螺杆的速度注射系统 injection system 注塑机上完成注射,保压的一部分系统模内压力 intemal mould pressure/cavity pressure 在注射的条件下熔融树脂对模具表面的压力定压冷却阶段 isobaric cooling 压力达到一定数值维持不便的冷却过程各向同性 isotropic 指大分子链冻结后在不同方向所具有的共同性质坚韧 tough 高分子的物理性能指标之一指坚固和柔韧性能体积收缩率 volume shrinkage 测量制品收缩的一个参数体积特性 wolumetric Properties 塑料比体积,密度以及PVT的性质体积收缩率 volumetric shrindage 塑件体积的变化率是制品收缩的综合参数体积收缩率分布 volumetric shrindage distribution, 表征体积收缩在制品中不均匀的分布量度长径比 length-to-diameter ratio 制品长度与直径的比长度—厚度比 length-to-thickness 平板件的长度与厚度的比。
注塑行业通用术语
注塑成型基本学习培训资料1 注塑成型基础2-1 塑料塑料是加热,加压后,就能够成型加工的高分子物质。
塑料为天然树脂与合成树脂,一般指出由石油而成的合成树脂。
塑料的特长之一为加热后会变形,所以对于各种各样的形状能极易批量生产。
塑料大概分为有热塑性树脂与热固化树脂,大部分的产品用此两种塑料来制造。
热塑性树脂的性质为加热后溶化,在模具内进行冷却,就会固化造成产品,再次加热,也会溶化的性质。
热固化树脂的性质为虽然与热塑性树脂一样加热后溶化,但再次加热后会固化,一旦形成为固化后,不再形成为溶化。
另外,最近开发出称为“super engineering plastic ”的与金属同样强度、抗热抗击的塑料及像皮肤一样的很软的塑料,利用于各种各样的领域。
2-2 注塑成型意味着把树脂在加热筒内进行加热溶化,接着把它射到模具内,然后把溶化树脂在模具内进行冷却。
通过此工程来制造产品。
2-3 进行注塑成型时所需的东西 1. 成型材料(树脂)2. 材料干燥机(热风式、除湿式、真空式)3. 注塑成形机4. 模具5. 模具温度调节器(媒体:水、油、加热器)6. 取出器7. 粉碎机8. 成形技术2-4 注塑成形条件的5个因素 1. 温度 2. 时间 3. 量(位置) 4. 速度 5. 压力成形条件应该确认5个因素怎样设定,得到怎样结果,并确认成形制品在设定范围及结果范围内可以得到良品。
根据5个因素的配合,就会成立成形条件。
成形条件表上所需的东西1.应该明确记载设定值范围及最终设定值。
2.应该明确记载结果范围及最终结果。
3.应该明确记载产品的不具产生部位。
2成形条件设定程序2-1 成形条件设定之前重要的是成形树脂、产品、模具使用什么样的。
1.确认树脂特性。
多少温度、多少时间、怎样方法来进行干燥若干燥不足,不仅产生成形不良,而且产生产品的物性降低。
树脂温度在多少温度范围内能够成形要理解多少温度时会溶化、多少温度时分解。
模具温度在多少温度范围内能够成形热变形温度为多少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热注射成型thermoplastic injection molding 通过加热使物料熔化在注射到模具内形成期望的制品控制面板control plat对设备参数控制的简易操作平台显示器pro-face显示设备必要信息的屏幕安全门saft door防止事故发生,增大安全系数的保护装置门注射座enjection blend注射成型机组成部件,支撑并协助注射的金属平台螺杆screw起旋转计量作用的螺纹状部件.是成型机的核心机械件料膛fabbrel树脂预塑的炮膛状部件,和螺杆配合俎件质量要求较高加热圈heater围绕在料膛周围,起迅速并均匀加热作用的片状加热器喷嘴nozzle连接注射成型机料筒与模具浇口套接触的像针头状的组件定模板plam可固定模具在成型机上的铁板,是成型机的一部分动模板moving plam成型机曲臂连接板,使模具固定在成型机上做开合模运动的动模板成型机顶杆ejector pin连接到模具上控制模具顶杆顶出或回退作用的连接杆手动操作man 只能手动单一步骤状态操作半自动操作sengle man可半自动状态操作全自动操作auto 根据设置的程序在全自动状态动作料膛清洗purge一般用PE料做射出动作来清除或淡化料膛内物料或颜色上料机loader在料杯树脂不足在传感器监控下吸取储备树脂的成型辅助设备温调机控制模具温度,保持在设定温度以内的温度控制设备参数监控画面对设备具体参数设定的画面,一般配有图表生产管理画面product menut在全自动生产状态下对产品质量和数量控制的页面模板控制画面plam control模板动作状态控制页面顶出控制画面ejector control顶出动作状态控制画面加热管理画面heat control材料加热控制画面注射速度画面speed control注射过程中对速度控制的画面注射压力画面fulling pressure control注射过程中注射压力控制画面保压控制画面packing pressure control注射后保持设定压力提高制品质量的控制画面计量控制画面excit control计量尺寸和相关参数控制画面报警显示画面alarm view设备动作异常或监控报警预览最大高度maximum daylight 成型机模板打开的最大尺寸最小高度minimum daylight 能满足成型机性能的最小模具厚度锁模力clampingforce成型过程中为保证动,定模相互紧密配合而需施加的在模具上的力锁模系统clamping system模板控制系统,注塑机上系统的一部分控制系统control system计算机通过检测、处理信息并重新输入计算机进行控制相关参数抽芯距core-pulling distance将侧型心抽至不防碍制品脱落的滑块滑动的距离抽芯力core-pulling force从模内的成型塑件中,抽拔出侧型心所需要的力生产周期Cycle time生产每个制品的时间或是单位时间内生产制品的个数液压系统hydraulic system液压动力注射机上的压力系统短射short shot由于一次注射压力不足或速度偏低引起的浇不足现象喷射jetting材料水份超标,结构不良引起的表面气泡等不良现象白化制品破坏前变形引起的颜色差异缩痕shrinkage热熔体在收缩情况下表面会形成凸凹状现象的统称收缩差异asymmetric shrinkage制品厚度不均匀或分子排列不同引起的不均匀收缩熔接线lines两股或多股熔体结合位置形成的线状痕迹亮线color change一种有明亮痕迹的注塑成型缺陷,一般为线状少为带状冷熔接Cold welding 低温区域的熔接,多见于冲填结束,不同塑料熔前交汇造成困气air traps又称包气,熔体流动将气体堵住或包住不能及时排出烧伤burn 填充时模具内部气体不能迅速排出产生压缩高温,导致制品局部变色黑斑black specks注射成型过程中因高温或树脂分解等原因引起的黑色不良现象料纹black streads树脂在模具腔内流动时由于层流因素引起的外观不良现象烧焦burn marks因高温引起的成型缺陷的一种色差discoloration制品本身颜色有其他杂质颜色混入形成的不良现象脆化brittleness成型缺陷(因树脂性质发生变化引起的脆化或者破裂)蠕变Creep高聚物在恒定温度和应力下,长度随时间延长而逐步深长的现象位移Displacement熔体内部压力差引起高压部份向低压部分推移现象,可产生层次感分层表面剥离delamination同一树脂或不同树脂发生层流后产生的现象三角洲效应delta effect局部温度差方向收缩diectional shrinkage由大分子链排列引起的具有方向特性的收缩尺寸变化dimensional variation生产出的制品在不同的环境下都会产生尺寸的变化尺寸稳定性dimensional stability制品尺寸的稳定性和一致性密度Density单位体积的质量翘曲warpage有多种原因引起的变形现象,如收缩翘曲,配向翘曲等变形distortion产品在内应力或外力的作用下产生的尺寸变化以及形状变化迟滞hesitation熔体的某一部份发生停止流动或极缓慢流动的现象垂直于流动方向的收缩cross-flowshrinkage发生在垂直于熔体流动方向上的收缩热变形温度deflection temperature热力的作用下,塑料可以发生变形的温度脱模demolding保压后制品在模具内部成型完毕脱离模具的现象脱模斜度draft方便成型制品脱离模具而设计的角度脱模困难ejection difficulties成型制品不容易脱离模具的现象内应力internal stress残留在制品内部因各种原因产生的应力长链高分子long chain macromolecules很多小分子连接而成的具有较大质量的长分子连凝固层比例frozen layer fraction熔体在模具内冷却状态之一的数学表示方法取出removal成型后制品拿出的过程粗加工rough machining毛坯加工或留有大量余量的待加工品伺服马达servomotor配合CPU工作的马达工序workstage完成一个组件或产品经过的步骤塑料件plastic parts以塑料为原料生产的制品注射模injection mould通过注射方式成型的模具斜销angle pin / finger cam倾斜于分型面、随模具的开闭产生相对运动的圆柱零件斜滑块angled-lift / splits斜向镶块或滑动的镶块悬臂搭扣连接cantilever snap joints组合方式之一模套chase / bolster / frame使镶件或拼块定位并紧固在一起的框套形结构零件型芯Core成型模具内表面突起的组件支架ejector housing / mould base leg使动模能固定在压机或注塑机上的L型垫块推块ejector pad在腔内起部分成型作用,并在开模时把塑件从型腔内推出的零件推杆ejector pin用于推出塑件或浇注系统凝料的杆件推板ejector plate支撑推出和复位零件,直接传递机床推出力的板件复位杆push-pack pin借助模具的闭合动作,强制推出机构复位的杆件浇口尺寸Gate dimensions(sizes)浇口的相关尺寸直接浇口directgate;sprue gate熔融塑料经主流道直接进入型腔的进料方式盘式浇口disk gate沿塑料件内圆周扩展进料的浇口侧浇口edge gate设置在模具的分型处从塑件的内或外侧进料的方式扇形浇口fan gate从分流道道型腔方向的宽度逐渐增加的呈扇型的浇口浇口镶块gating insert浇口以镶块的形式存在圆柱头推杆ejector pin with cylindrical head推杆的一种,头部形状是圆柱型形扁顶杆flat ejector pin工作截面为矩形的顶杆连接推杆ejector tie rod连接推件板与推杆固定板,传递推力的杆件导套guide bush与导柱相配合,用于初步确定模具导柱guide pillar起导向作用的部件,一般为圆柱体浇口gate连接分流道合型腔的进料通道浇口长度gate length浇口的长度浇口位置Gate location树脂流入模腔的点相对整体模腔的位置嵌件insert成型中埋入或随后压入塑件中的金属或其他材料的部件楔紧块heel lock带有楔角,用于合模时楔紧滑块的零件凹模cavity plate成型塑件外表面的凹壮零件(包括零件的内腔和实体两部分)凹模拼块cavity splits母模中的镶件拼块定模座板fixed clamp plate使定模固定在注塑机的固定工作台面上的板件是模具的基座顶出系统设计ejection system design顶出制品机构的类型,布置方式的设计包括模具和成型机两部分顶出时间ejection time制品脱离模具可安全取出的时间推板导套ejector bushing与导柱滑配合,用于推出机构导向的圆柱形零件。