任务7-1 拉环凸模线切割3B程序编写解析
线切割3B代码编程教程课件

绝对值大的坐标轴作为计数方向。 令x=|xe|,y=|ye|
B(xe , ye)
Y y<x
取G=Gx
A
J=x
X
Y
A J=y
X
y>x 取G=Gy
Y
Gx
Gy
Gy
Gx
Gx X
B(xe , ye)
(a)
(b)
(c)
y=x, 线段在一、三象限G=Gy 线线切割段3B在代码二编程、教四程 象限G=Gx
• (三)J的确定 ➢ J为计数长度,以微米为单位; ➢ J的大小: G=GX 将直线向X轴投影得到长度的绝对值 G=GY 将直线向Y轴投影得到长度的绝对值
•
故其3B程序为:
•
B40000 B30000 B170000 GX SR4
J2
J1 J4
Y
A(30 , 40)
X B(40 , - 30)
(a)
Y
J2
J1
A(30 , 40)
X
B(40 , - 30)
J3
J4
线切割3B代码编程教程 (b)
J3
3.圆弧3B代码编程举例 应用3B代码编制如图3-14所示图形的线切割程序 (不考虑间隙补偿)。
J
G
Z
分 隔 符 X 坐 标 值 分 隔 符 Y 坐 标 值 分 隔 符 计 数 长 度 计 数 方 向 加 工 指 令
问题: 1.X、Y怎样确定? 2.计数方向怎样确定? 3.计数长度怎样确定? 4.加工指令怎样确定?
线切割3B代码编程教程
直线的3B代码
B
X
B
Y
B
J
G
Z
分 隔 符 X 坐 标 值 分 隔 符 Y 坐 标 值 分 隔 符 计 数 长 度 计 数 方 向 加 工 指 令
线切割3B代码编程教程

根据对称原理可得F′的坐标为<-19.900,0.1>.
根据上述计算可知圆弧E′F′的终点坐标的Y的绝对值小,所 以计数方向为Y.
圆弧E′F′在第一、二、三、四象限分别向Y轴投影得到长 度的绝对值分别为0.1 mm、19.9 mm、19.9 mm、0.1 mm,故
J=40000.
圆弧E′F′首先在第一象限顺时针切割,故加工指令为 SR1.
〔4Z的确定
➢ 加工指令Z按照直线走向和终点的坐标不同可分为L1、L2、L3、 L4,如图〔a>;
➢ 与+X轴重合的直线算作L1,与-X轴重合的直线算作L3,与+Y轴重合 的直线算作L2,与-Y轴重合的直线算作L4.
Y
L2
L1
Y L2
X
L3
L4
(a)
L3
L1
X
L4 (b)
作业讲评: B0 B0 B3000 GY L2 B0 B0 B200000 GX L1 B1 B1 B200000 GX L2 B0 B0 B203000 GY L4
1
C′D′ B
0
B 40200 B 40200 G Y L
2
D′E′ B
0
B
0
B 20200 G X L
3
E′F′ B 19900 B 100 B 40000 G Y SR 1
F′G′ B 20200 B
0
B 20200 G X L
3
G′H′ B
0
B 40200 B 40200 G Y L
4
H′B′ B 40100 B
课题:加工样板零件
要求运用线切割机床加工如图所示样板零件,工件厚度为 2mm,加工表面粗糙度为Ra3.2 m,电极丝为 0.18mm的钼丝, 单边放电间隙为0.01mm,采用3B代码编程.
线切割3B代码介绍
线切割3B代码使用说明书3B代码是一种结构相对固定的控制格式,以代码中含有3个B代码而著称,它是以X向或Y向托板进给计数的方法决定是否到达终点,只适用于2X线加工。
一般使用:B B B GX Z或B B B GY Z,所有数值采用绝对值,单位为微米(um)。
B B B G Z分隔符X座标值分隔符Y坐标值分隔符计数长度计数方向加工指令下面简要介绍各代码的具体含义:B为分隔符,X、Y、J为数值,最多6位,J是计数长度,有时需要补前零,G为计数方向,有GX和GY两种,Z为加工指令,有12种,即L1、L2、L3、L4、NR1、NR2、NR3、NR4、SR1、SR2、SR3、SR4。
以上的X、Y 、J均取绝对值,加工直线时X、Y为相对与起点的终点坐标值;加工圆弧时X、Y为起点相对于圆心的坐标值。
3B代码的表示方法:1. 直线的表示方法:第一个B后的数值是直线终点相对起点的X值;第二个B后的数值是直线终点相对起点的Y值;第三个B后的数值是计数长度,其确定的方法:当计数方向确定后,计数长度取计数方向从起点到终点拖板移动的总距离,也就是计数方向坐标轴上投影长度的总和;G后面为计数方向,计数方向的确定:选择GX和GY中的一种,比较直线终点相对起点的X、Y值,选择值大者的方向;或者说终点接近X轴时应计X,终点接近Y时应计Y,如图所示G计数方向应选择GX。
最后为加工指令:加工指令为一些特殊字符,共有12种,分别为L1、L2、L3、L4、SR1、SR2、SR3、SR4、NR1、NR2、NR3、NR4,属于直线表示的有四种L1、L2、L3、L4。
L代表直线、数字代表象限,例如:L1代表终点在I象限的直线。
见下图:其中,对于直线L指令,终点在坐标轴X轴正方向、Y轴正方向、X轴负方向、Y轴负方向分别对应L1、L2、L3、L4;对于顺圆弧SR指令,起点在坐标轴X轴正方向、Y轴正方向、X轴负方向、Y轴负方向分别对应SR4、SR1、SR2、SR3;对于逆圆弧NR指令,起点在坐标轴X轴正方向、Y轴正方向、X轴负方向、Y轴负方向分别对应NR1、NR2、NR3、NR4。
3B代码程序

3B代码程序
一、实验目的
1、初步具备根据零件图计算编程数据能力;
2、初步具备数控线切割机床手工编程能力;
二、实验设备
线切割机床(DK7740)6台
三、实验内容
1、3B代码程序格式
3B代码程序格式是目前国产快走丝数控线切割机床采用最广泛的编程格式其一般格式为“BXBYBJGZ”,各项含义解释如下。
·B:分隔符,表示一段程序开始,并将X、Y、J的数值分隔开。
·X:X轴坐标值,以um为单位,um以下四舍五入。
·Y:Y轴坐标值,以um为单位,um以下四舍五入。
·J:记数长度,它等于加工线段在选定坐标轴上的投影长度。
·G:记数方向,有Gx和Gy两种,表示计数长度J是取X轴还是Y轴上的投影。
·Z:加工指令,包括直线、顺圆弧和逆圆弧各4种,共12种指令。
2. 线切割3B编程实例。
数控线切割3B代码程序编制-自学简化版知识讲解
计数长度为各象限中,圆弧段 在X 轴上投影长度的总和
即:J=Jx1+Jx2
例3. 加工图示圆弧,加工终点B( Xe,Ye),试确定G 和J
因为加工终点靠近X 轴, IXeI>IYeI, 计数方向取Gy;
计数长度为各象限中,圆 弧段在X 轴上投影长度的 总和 即:J=Jy1+Jy2+Jy3
1. 看是什么类型,直线还是圆弧?
圆弧
2.移动到圆心到原点。
圆心已经在原点
3.直线找终点,圆弧找起点。 圆弧起点的坐标为A(-5?不在阴影区,选谁? Gy
5. 判定计数长度JY投影-两象限 J Y =5+5=10mm(10000)
Jy1
Jy2 6.选择加工指令Z 顺时针圆弧 起点在第几象限?SR 2
需要! (1)对于简单的图形,自动化编程无意义。 (2)有些机床由于采购早,还不能自动编程。 (3)工作中需要我们有编程基础,应对程序修改等状况。
2. 3B代码针对对象、格式及编程约定
圆弧 直线
格式如何呢?
对象:圆弧、直线 (二维线切割机床)
对象有哪些?
线切割典型模仁零件
这些漂亮的图形怎样编制程序加工出来的呢?
表示被加工的形状,所在象限和加工方位的信息。 如:直线加工指令L1,坐标轴上指令L4;顺时针圆弧指令SR2 和逆时针圆弧指令NR4
加工圆弧时,若被加工圆弧的加丁,起点分别在坐标系的四 个象限中,并按顺时针插补,如图C所示,加工指令分别用SR + 象限号表示 按逆时针方向插补时,分别用NR +象限号表示如图 d 所示。
☺ 回顾一下
数控线切割程序是如何编制的? 现状如何?是否和数控车、铣一样呢?
线切割3B代码编程

线切割加工的分类
1.高速走丝线切割:电极丝往复运动,运丝速度快, 电极丝震动幅度大,加工精度低。 2.低速走丝线切割:电极丝单向运动,运丝速度慢, 加工精度高,但成本很高。
发达国家主要采用慢走丝,而国内主要采用快走丝 。
5
影响加工速度的因素
1.电参数对加工速度的影响 2.工件材质对加工速度的影响 3.进给方式对加工速度的影响 4.电极丝张紧力对加工速度的影响
11
加工进给速度对切缝宽的影响规律
1.加工进给速度越大,切缝宽越小,切缝宽精 度越高 2.在不影响断丝的情况下,尽量提高进给速度
12
加工电压对切缝宽的影响规律
1.加工电压越大,切缝宽越大,切缝宽精度越 低。
13
电极丝半径与拐角半径的关系
1.满足关系式:拐角半径R≥电极丝半径+放电 间隙
14
加工穿丝孔的必要性
1
线切割加工的原理
3.电火花加工放电依靠电极丝与工件的“疏松接触” 击穿,如下图所示,图a接触间隙大,断路,不能击穿 ;图c电极丝与工件接触过于紧密,造成短路,不能放 电。
2
线切割加工的微观放电间隙
由图可见,线切割的切缝宽要大于电极丝直径,这是 因为放电间隙的存在造成的。
3
线切割加工的特点
1.以0.03mm-0.35mm的金属线为电极,无需制造特 定形状的电极。 2.除可以加工平面以外,还可以加工锥面、半球面等 复杂曲面。 3.轮廓加工时,需留的加工余量少,可节约贵重金属 材料 4.可以实现数字控制,加工灵活方便,尤其适合小批 量产品生产,或者产品试制
6
电参数对加工速度的影响规律
1.峰值电流、脉宽越大,加工速度越快。 2.脉间越小,加工速度越快,但脉宽小到一定 程度时,反而使加工速度变慢。
详细解释线切割3B编程

3.3 数控线切割编程
自动编程(CAD)
使用专门的数控语言及各种输入手段, 向计算机输入必要的形状和尺寸数据,利用 专门的应用软件求得个关键点坐标和编写数 控加工所需要的数据,再根据各数据计算机 自动编写数控加工代码(程序)。
3.3 数控线切割编程
二、手工编程
手工编程主要由3B、4B、5B、 ISO…,使用最多的是3B格式。为了 与国际接轨,目前有的厂家也使用 ISO代码。我们在这里主要介绍3B法。
3.3 数控线切割编程
手工编程
人采用各种数学方法,使用一般的计算工 具(包括电子计算器),对编程所需的数据进 行处理和运算。通常是把图形分割成直线段和 圆弧段并把每段曲线关键点(起点、终点、圆 心点等)的坐标一一定出,按这些曲线的关键 点坐标进行编程。当零件的形状复杂或非园曲 线时,手工编程的工作量大且容易出错。在手 工编程技术领域内,已出现了三角法、解析法、 增量法、表格法、六边形法、轨迹法、几何法 等多种方法。
3.3 数控线切割编程
1)3B程序格式切割直线
(2)计数方向G
有GX和GY两种,它的选取可按加工直线终点坐标 值的绝对值大小来选取。现以Xe、Ye分别表示X方向、 Y方向终点坐标。
①直线计数方向 加工直线时,终点靠近何轴,这计数方向取该轴, 若与坐标轴成45度,就要看在哪个象限。
3.3 数控线切割编程
第一象限
G
F
第二、三象限
第一、二、三、四象限
E
D
H
B
A
C
(a) 零 件 图
(b) 钼 丝 轨 迹 图
(2) 计算并编制圆弧E′F′的3B代码。在图(b)中,最难编制 的是圆弧E′F′,其具体计算过程如下:
以圆弧E′F′的圆心为坐标原点,建立直角坐标系,则E′点 的坐标为:YE = 0.1mm XE = (20 0.1)2 0.12 19.900。mm
数控线切割3B加工指令的图形化自动编程
数控线切割3B加工指令的图形化自动编程摘要以Auto CAD为平台,开发了针对数控线切割3B加工指令的图形化自动编程系统,它采用AutoLisp语言读取图形实体的组码数据,加工处理为3B代码,实践证明该方法直观精确、效率高、操作简单。
关键词图形实体线切割实体组码数控线切割机床是利用上下移动的钼丝,对金属进行电火花切割的机床。
几十年来,全世界出现了许多系列的线切割机床,其相应的加工指令也有了国际ISO和EIA标准。
国产线切割机床因为价格便宜、维修方便、可靠性好、熟练操作人员多而在全国各地有广泛的用户。
然而,国产机床广泛采用的是3B格式的加工指令。
一般的图形化编程系统(如UGⅡ、MasterCAM等)仅能生成符合ISO和EIA标准的加工代码,对于3B格式代码无能为力。
近年来Auto CAD在国内机械行业得到了广泛应用。
本文在Auto CAD上开发了一个3B指令图形化自动编程系统,它采用AutoLisp语言读取实体组码数据来转化成3B加工代码,实践证明其精确、实用、效率高。
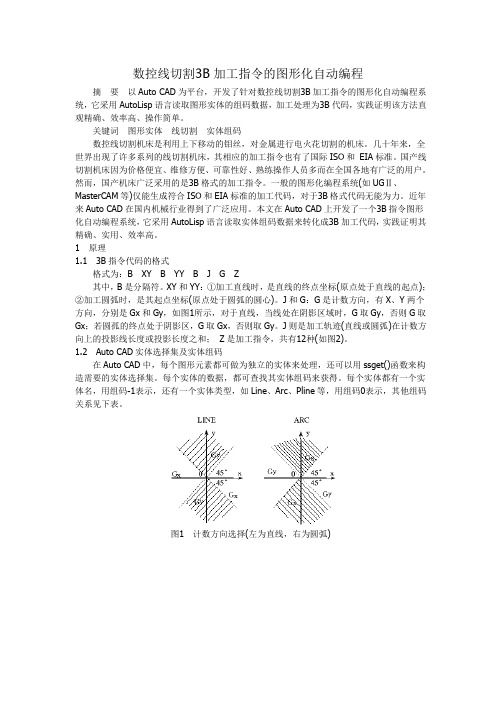
1原理1.13B指令代码的格式格式为:B XY B YY B J G Z其中,B是分隔符。
XY和YY:①加工直线时,是直线的终点坐标(原点处于直线的起点);②加工圆弧时,是其起点坐标(原点处于圆弧的圆心)。
J和G:G是计数方向,有X、Y两个方向,分别是Gx和Gy,如图1所示,对于直线,当线处在阴影区域时,G取Gy,否则G取Gx;若圆孤的终点处于阴影区,G取Gx,否则取Gy。
J则是加工轨迹(直线或圆弧)在计数方向上的投影线长度或投影长度之和;Z是加工指令,共有12种(如图2)。
1.2Auto CAD实体选择集及实体组码在Auto CAD中,每个图形元素都可做为独立的实体来处理,还可以用ssget()函数来构造需要的实体选择集。
每个实体的数据,都可查找其实体组码来获得。
每个实体都有一个实体名,用组码-1表示,还有一个实体类型,如Line、Arc、Pline等,用组码0表示,其他组码关系见下表。
线切割3B代码编程教程

X
y> x 取 G= Gy
Gx
Gy
Gy
Gx
Gx X
Gy
B(xe , ye)
(a)
(b)
(c)
y=x, 线段在一、三象限G=Gy 线段在二、四象限G=Gx
(三)J的确定 ➢ J为计数长度,以微米为单位; ➢ J的大小: G=GX 将直线向X轴投影得到长度的绝对值 G=GY 将直线向Y轴投影得到长度的绝对值
J=J1+J2+J3+J4=10000+50000+50000+20000=130000 故其3B程序为:
B30000 B40000 B130000 GY NR1 对图(b),起点为B,终点为A,
J=J1+J2+J3+J4=40000+50000+50000+30000=170000 故其3B程序为:
O→A A→B B→C C→D D→E E→F F→G G→H H→A A→O
课堂练习 用3B代码编程,不考虑间隙补偿
20±0.02
例6.2 用3B代码编制加工图6-8(a)所示的线切割加工 程序。已知线切割加工用的电极丝直径为0.18 mm,单 边放电间隙为0.01 mm,图中A点为穿丝孔,加工方向沿 A—B—C—D—E—F—G—H—A进行。
以圆弧E′F′的圆心为坐标原点,建立直角坐标系,则E′点
的坐标为: = 0Y.1Emm
= X E
(20 0.1)2 0.12。 19.900
根据对称原理可得F′的坐标为(-19.900,0.1)。
根据上述计算可知圆弧E′F′的终点坐标的Y的绝对值小, 所以计数方向为Y。
圆弧E′F′在第一、二、三、四象限分别向Y轴投影得到长 度的绝对值分别为0.1 mm、19.9 mm、19.9 mm、0.1 mm,故 J=40000。
线切割圆弧3b代码编程

线切割圆弧3b代码编程
切割圆弧是一项常见的工艺,在制造和建筑领域中经常使用。
下面是一个用3b代码编程实现切割圆弧的例子,希望能够以人类的视角进行描述,并保持文章的流畅度。
我们需要定义一个圆弧的起点、终点和半径。
这些参数将决定圆弧的形状和大小。
然后,我们可以使用数学公式来计算出圆弧上的各个点的坐标。
接下来,我们使用一条线来切割圆弧。
这条线的起点和终点将决定切割的方向和长度。
我们可以通过计算线与圆弧的交点来确定切割的起点和终点。
然后,我们需要将切割线与圆弧进行相交运算。
这可以通过计算线与圆弧的交点来实现。
交点将决定切割线与圆弧的切点,从而确定切割的位置和角度。
我们可以将切割线应用于圆弧上,从而实现切割操作。
这可以通过将切割线的起点和终点与圆弧的起点和终点连接起来来实现。
在绘制切割线的同时,我们还可以绘制切割线与圆弧的交点,以便在实际操作中进行参考。
通过以上步骤,我们就可以使用3b代码来编程实现切割圆弧的操作。
这种方法可以确保切割的准确性和精度。
同时,我们还可以根据需要进行调整和优化,以实现更高效和精确的切割操作。
切割圆弧是一项常见的工艺,通过使用3b代码编程可以实现。
我们可以根据圆弧的起点、终点和半径来计算切割线的起点和终点,然后通过计算切割线和圆弧的交点来确定切割线和圆弧的切点。
最后,我们可以将切割线应用于圆弧上,从而实现切割操作。
这种方法可以保证切割的准确性和精度,同时也可以根据需要进行调整和优化。
详细解释线切割3B编程共61页

35、不要以为自己成功一次就可以了 ,也不 要以为 过去的 光荣可 以被永 远肯定 。
详细解释线切割3B编程
31、别人笑我太疯癫,我笑他人看不 穿。(名 言网) 32、我不想听失意者的哭泣,抱怨者 的牢骚 ,这是 羊群中 的瘟疫 ,我不 能被它 传染。 我要尽 量避免 绝望, 辛勤耕 耘,忍 受苦楚 。我一 试再试 ,争取 每天的 成功, 避免以 失败收 常在别 人停滞 不前时 ,我继 续拼搏 。
25、学习是劳动,是充满思想的要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
线切割手工编程3B

电火花快走丝机床
目录
1 手工编程3B 2 自动编程AUTOP 3 自动编程HL 4 自动编程YCUT 5 自动编程CAXA
手工编程3B
2、 直线的3B代码编程 1) x,y值的确定
(1) 以直线的起点为原点,建立正常的直角坐标系, x,y表示直线终点的坐标绝对值,单位为μ m。
(2) 在直线3B代码中,x,y值主要是确定该直线的斜 率,所以可将直线终点坐标的绝对值除以它们的最大公约
数作为x,y的值,以简化数值。
(3) 若直线与X或Y轴重合,为区别一般直线,x,y均 可写作0也可以不写。
以圆弧的圆心为原点,பைடு நூலகம்立正常的直角坐标系, x,y表示圆弧起点坐标的绝对值,单位为μ m。如在 图8-4(a)中,x=30000,y=40000;在图8-4(b)中, x=40000,y=30000。
手工编程3B
图8-4 圆弧轨迹
手工编程3B
2) G的确定 G用来确定加工时的计数方向,分Gx和Gy。圆弧编程的计数方
加工指令Z按照第一步进入的象限可分为R1、R2、R3、R4; 按切割的走向可分为顺圆S和逆圆N,于是共有8种指令:SR1、 SR2、SR3、SR4、NR1、NR2、NR3、NR4,具体可参考图8-5。
手工编程3B
图8-5 Z的确定
手工编程3B
例1 请写出图8-6所示轨迹的3B程
手工编程3B
解 对图8-6(a),起点为A,终点为B, J=J1+J2+J3+J4=10000+50000+50000+20000=130000 故其3B程序为: B30000 B40000 B130000 GY NR1 对图8-6(b),起点为B,终点为A, J=J1+J2+J3+J4=40000+50000+50000+30000=170000 故其3B程序为: 40000 B30000 B170000 GX SR4
掌握电火花线切割3B代码程序编制

G用来确定加工时的计数方向,分Gx和Gy。直线的计数方向取直线的终点坐标值中较大值的方向,即当直线终点坐标值X>Y时,取G=GX;当直线终点坐标值X<Y时,取G=GY;当直线终点坐标值X=Y时,直线在一、三象限时:取G=GY,二、四象限取G=GX。G的确定如图3.29所示。
图3.29 G的确定
例2.不考虑工艺,编制图3.34所示圆弧的程序
(A→B) B9800 B2000 B29800 GX NR1
(B→A) B0 B10000 B28000 GY SR3
三、课堂总结:(3~5分钟)
四、课后作业:(2分钟)
1、试讲述3B指令程序的格式?
2、使用3B程序编制P98_3_4图样的程序?
复习提问(3~5分钟)提问学生让学生归纳
3) J的确定
由计数方向G确定投影方向,若G=Gx,则将圆弧向X轴投影;若G=Gy,则将圆弧向Y轴投影。J值为各个象限圆弧投影长度绝对值的和。如在图3.10(a)、(b)中,J1、J2、J3大小分别如图中所示,J=|J1|+|J2|+|J3|。
4)Z的确定
由圆弧起点所在象限和圆弧加工走向确定。按切割的走向可分为顺圆S和逆圆N,于是共有8种指令:SR1、SR2、SR3、SR4、NR1、NR2、NR3、NR4,具体可参考表3-4和图3单位。
J的取值方法为:由计数方向G确定投影方向,若G=Gx,则将直线向X轴投影得到长度的绝对值即为J的值;若G=Gy,则将直线向Y轴投影得到长度的绝对值即为J的值。
直线编程,可直接取直线终点坐标值中的大值。即:X>Y,J=X;X<Y,J=Y,X=Y,J=X=Y。
4) Z的确定
科目
模具设计与制造工艺
第三章第三节
线切割直线3B编程讲课稿
电火花线切割编程讲课稿各位领导,各位老师:大家早上好!今天我的讲课内容是电火花线切割3B手工编程方法。
在讲编程之前,我们先来了解一下为什么要学习电火花线切割机床及它有什么特点。
(1) 和电火花成形机床不同,线切割是利用线电极来进行加工的。
(2) 加工时切缝较小,可以对工件进行套裁,有效地利用工件材料,特别适合模具加工。
(3) 线切割加工主要是对通孔加工,较适合于冷冲模;(4) 对粗、中、精加工,只需调整电参数即可,操作方便、自动化程度高。
它在加工上的优势有:大、中、小型以及普通直壁切割型与锥度切割型,还有切割上下异形的线切割机床等。
了解的目的,是告诉大家我们为什么要学习线切割机床操作。
下面我们正式进入编程方法的讲解。
目前生产的线切割加工机床都有计算机自动编程功能,它可以将线切割加工的轨迹图形自动生成机床能够识别的程序。
例如我们前两天学习到的CAXA软件和YH软件。
在手工编程方面,线切割程序的特点是:程序普遍较短,容易读懂。
程序格式上可以分为3B(个别扩充为4B或5B)格式和ISO格式。
讲到这里,可能你们会想,既然自动编程那么方便,那为什么我们还要学习手工编程呢?其实,如果是加工复杂的零件,当然用自动编程更方便些,但如果只是加工一些形状较简单的,那完全可以使用手工编程更快些。
况且自动编程的软件都非常昂贵,对于那些中小型的企业,加工的成本就会提高很多,是不划算的。
在我国,因为企业里大多数是使用快走丝机床,所以最常用的手工编程方法就是3B,而ISO 指令主要是针对慢走丝机床的。
在价格上,慢走丝机床是快走丝机床的几倍,所以快走丝机床的使用范围会更广泛一些,这也是为什么我们要专门学习3B手工编程。
现在我们就来看一下3B代码程序格式。
线切割加工轨迹图形是由直线和圆弧组成的,我们这节课重点是要介绍一下直线编程方法。
如表所示,3B编程就如同它的名字一样,首先由3个大写字母B组成,那这3 个B并没有实质上的意义,它的作用仅仅是作为分隔符例如逗号一样,是将X、Y、J数字区分开来的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原来的 Fi=xeyi-xiye 新的 Fi+1=xeyi+1-xi+1ye 当 Fi ≥ 0时, Xi+1= Xi +1 Yi+1 = Yi Fi+1=Xe Yi+1 -Xi+1 Ye =Xe Yi -(Xi +1)Ye =Xe Yi -Xi Ye - Ye =Fi - Ye 当 Fi < 0时, Xi+1= Xi Yi+1 = Yi+1 Fi+1=Xe Yi+1 -Xi+1 Ye =Xe(Yi+1)- Xi+1Ye =Xe Yi +Xe - XiYe =Fi +Xe
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
①直线插补
偏差判别 Pi点在直线上 yi/xi=ye/xe xeyi-xiye=0 Pi点在直线上方 yi/xi>ye/xe xeyi-xiye>0 Pi点在直线下方 yi/xi<ye/xe xeyi-xiye<0
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
设偏差函数为 Fi= xeyi-xiye 则当 Fi=0时,Pi点在直线上; Fi>0时,Pi点在直线上方; Fi<0时,Pi点在直线下方。
进给 Fi=0时,刀具向+X方向前进一步; Fi>0时,刀具向+X方向前进一步; Fi<0时,刀具向+Y方向前进一步。
上一页
下一页
首页
任务7-1
偏差计算
拉环凸模线切割3B程序编写
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
当Fi< 0时,加工动点向Y的正方向移动到Pi+1(Xi+1、 Yi+1)点,Pi+1点的坐标为
Xi+1= Xi Yi+1 = Yi+1
Fi+1=Xi2 +(Yi+1)2–(X02 +Y02 )= Fi +2 Yi +1
上一页
下一页
首页
任务7-1
设偏差函数为 Fi= Xi2 +Yi2–R2=(Xi2 +Yi2)–(X02 +Y02 ) 当Fi =0时,点Pi(Xi、Yi)在圆弧AB上; 当Fi>0时,点Pi(Xi、Yi)在圆弧AB外侧; 当Fi<0时,点Pi(Xi、Yi)在圆弧AB内侧。。
(2)坐标进给 Fi=0时,刀具向-X方向前进一步; Fi>0时,刀具向-X方向前进一步; Fi<0时,刀具向+Y方向前进一步。
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
•偏差计算 当 Fi>0时,加工动点向 X负方向进给一步,即由Pi( Xi、 Yi )点沿 X 负方向移动到 Pi+1 ( Xi+1 、 Yi+1 )点, Pi+1 点的坐标 为
Xi+1= Xi–1 Yi+1 = Yi
Fi+1=(Xi–1)2 +Yi2–R2 =(Xi–1)2 +Yi2–(X02 +Y02 )= Fi –2Xi +1
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
终点判别
• 采用总步长法,设置一个终点计数器,存入从起点到终点的总插补 步数∑=|Xe–X0|+|Ye–Y0|,当X 方向或Y方向进给一步时,终点 计数器∑减1,∑减到0时,插补到达终点,停止插补。
例:加工第一象限直线OA,起点坐标为 O(0,0),终点坐标为A(4,3),取坐
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
逐点比较法圆弧插补实例
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
表2-3 圆弧插补运算过程
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
(1)逐点比较插补法
逐点比较法的基本原理:
在刀具按要求轨迹运动加工零件轮廓的过程中,不断比较刀具与被加 工零件轮廓之间的相对位置,并根据比较结果决定下一步的进给方向,使 刀具向减小偏差的方向进给。 ①偏差判别 根据刀具的实际位置,决定进给方向。 ②进给 沿减少偏差的方向前进一步。 ③偏差计算 计算进给后的偏差,作为下一步判别的依据。 ④终点判别 判断是否到达终点,若到达终点则停止插补, 否则再回到第一拍。
拉环凸模线切割3B程序编写
终点判别 圆弧插补的终点判别方法与直线插补的方法一样可采用总步长法。 设 置 一 个 终 点 计 数 器 , 存 入 从 起 点 到 终 点 的 总 插 补 步 数 ∑ =|Xe– X0|+|Ye–Y0|,当X 方向或Y方向进给一步时,终点计数器∑减1,∑减到
0时,插补到达终点,停止插补。
首页
任务7-1
拉环凸模线切割3B程序编写
②圆弧插补运算
•偏差判别 A( X0,Y0), B(Xe ,Ye) Pi(Xi ,Yi)点在圆弧上 Xi2 +Yi2–R2=0 Pi点在圆弧外侧 Xi2 +Yi2–R2>0 Pi点在圆弧内侧 Xi2 +Yi2–R2<0
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
当脉冲当量很小时,刀具走出的折线非常接近直线轨迹。逼近误差的大小与脉冲
当量的大小直接有关。
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
图 2-13 4个象限的直线插补流程图
上一页
下一页
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
例2:加工第一象限逆圆弧AB。
起点坐标为A(4,1),终点坐标为B(1,4),圆心在O点。试
用逐点比较法对该圆弧进行插补运算,并画出走步轨迹图。
插补总步数∑ =|1–4|+|4–1|=6 。整个插补运算过程见表 2-3 ,刀具
走步轨迹见图2-15
模具零件数控加工技术
项目七:齿轮落料凹模切割加工
滕宏春 教
南京工业职业技术学院
授
机3B程序编写
【任务要求】 线切割拉环凸模如图,材料Cr12MoV,热处理硬度HRC59-61。
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
一、线切割编程 1.插补原理
(
a.直线OA的插补过程 b.圆弧AB的插补过程
标值为脉冲当量,试用逐点比较法对该直线
进行插补运算,并画出走步轨迹图。
直线插补走步轨迹
上一页
下一页
首页
任务7-1
拉环凸模线切割3B程序编写
插补总步数∑=4+3=7,开始时,刀具对准直线起点,此时偏差F0=0,整个
插补运算过程见表,刀具走步轨迹见图。
通过逐点比较插补算法,控制刀具走出一条尽量接近零件轮廓直线的轨迹。