加工钛合金整体硬质合金数控立铣刀专利
硬质合金铣刀在铣削钛合金过程中的磨损实验研究

硬质合金铣刀在铣削钛合金过程中的磨损实验研究
卞航涛;方从富;林海洋
【期刊名称】《农业装备与车辆工程》
【年(卷),期】2024(62)3
【摘要】针对硬质合金刀具在铣削钛合金过程中容易失效而导致平均寿命低的问题,开发了0.5μm WC颗粒和12%Co配比的新型硬质合金材料刀具,与市场上2种主流刀具进行钛合金湿式铣削磨损对比实验。
根据拍摄的刀具前后刀面磨损形貌,
分析了3种刀具的失效形式及磨损机理。
结果表明,在铣削前期新型刀具圆周后刀
面呈现出均匀的磨损带,磨损以粘结磨损和磨粒磨损为主,在铣削后期出现裂纹、崩
缺等不均匀磨损;整个磨损过程主要经历初期磨损、稳定磨损和急剧磨损3个阶段。
与对比刀具相比,新型材料刀具平均寿命更高、抗崩性能更好、更利于钛合金的加工。
【总页数】5页(P131-135)
【作者】卞航涛;方从富;林海洋
【作者单位】华侨大学机电及自动化学院;厦门慧至拓数字制造技术研究院
【正文语种】中文
【中图分类】TG54
【相关文献】
1.TiAlN涂层硬质合金可转位刀具快速铣削钛合金刀片磨损研究
2.高效铣削钛合金涂层硬质合金刀具优选及磨损试验研究
3.TC18钛合金铣削加工专用硬质合金平底
立铣刀参数化设计4.铣削覆膜砂用微型硬质合金铣刀磨损规律的研究5.高速干铣削钛合金时涂层硬质合金刀具磨损机理研究
因版权原因,仅展示原文概要,查看原文内容请购买。
AlTiN涂层刀具精铣TC4钛合金工艺参数的影响与优化

XZSH^TechnotogyandMan^________________________________________________________2021年第1期AITiN涂层刀具精铳TC4钛合金工艺参数的影响与优化王胜①周明妥①魏小华①余文利①②郑丽文®®(①衢州职业技术学院机电工程学院,浙江衢州324000;②浙江大学机械工程学院,浙江杭州310027)摘要:采用AITiN涂层4刃010nun硬质合金立铳刀,在VMC850立式加工中心上对TC4钛合金进行铳削精加工试验。
利用高精密数字化检测设备,对加工成形的TC4钛合金试件表面粗糙度、平面度、平行度、表面形貌、残余应力及显微硬度测量。
分析AITiN涂层刀具在设定不同工艺参数条件下TC4钛合金的整体加工质量和表面形貌变化规律。
结果表明:在主轴转速"=8000r/min、每齿进给量£=0.04mm/z、切削深度AJ=0.5mm的最优精铳工艺参数下,TC4钛合金工件的加工质量和表面形貌好,刀具寿命长,其平面度为0.39Jim,平行度为0.33jun,表面粗糙度为0.70呻,表面残余应力为-175MPa,表面显微硬度为269HV。
,实现了TC4钛合金的高质量高效率的精铳加工。
关键词:TC4钛合金;AITiN刀具;加工精度;表面形貌;残余应力;显微硬度中图分类号:G71,TG547,TQ163文献标识码:ADOI:10.19287/ki.1005-2402.2021.01.012Influence and optimization of technological parameters in highspeed milling TC4titanium alloy with AITiN coated cutterWANG Sheng®,ZHOU Mingan®,WEI Xiaohua®,YU Wenli®®,ZHENG Liwen®®(①The Faculty of Mechanical and Electrical Engineering,Quzhou College of Technology,Quzhou324000,CHN;②School of Mechanical Engineering,Zhejiang University,Hangzhou310027,CHN)Abstract:Using AITiN coated4-edge</>10mm carbide end milling cutter,the milling finishing experiment of TC4 titanium alloy was carried out on VMC850vertical machining center.The surface roughness,flatness,parallelism,surface morphology,residual stress and microhardness of the machined TC4titanium alloyspecimen were measured by using high precision digital testing equipment.T he overall machining qualityand surface morphology of TC4titanium alloy with AITiN coated tool under difierent process parameterswere analyzed.The results show that under the optimal finishing process parameters of spindle speed n=8000i/min,feed per tooth£=0.04mm/z,and cutting depth=0.5mm,TC4titanium alloy workpiece has good machining quality and surface morphology,long tool life,flatness of0.39|xm,parallelismof0.33|xm,surface roughness of0.70|xm,surface residual stress of-175MPa,and surface microhardness of269HV02,thus realizing high-quality and high-efficiency finishing of TC4titanium alloy.Keywords:TC4titanium alloy;AITiN tool;machining accuracy;surface topography;residual stress;microhardnessTC4钛合金具有优良的耐腐蚀性能,其拥有密度小、强度高、韧性强的优良性能,被广泛用于高端精密及航空航天等较为重要的零部件上⑴。
整体硬质合金立铣刀槽形设计和生产
…
(a) 日期 :2005.Il-02
。
作者简 介:徐其军 (1972一),男 ,江西南 昌人 ,技师 ,从 事机械加 工工作 。
维普资讯
第 26卷第 4期
徐其军 ,等 :整体硬质合金立铣刀槽 形设计和生产
·l5 ·
时 ,一般 槽深 选择 较 深 。 在较 大 的径 向切 深 切 削 的 时候 ,能获得 更大 的容 屑 空 间 ,使 切 屑顺 利 排 出 ,减 少切 屑在容 屑槽 的停 留 时 间 ,这 样 可 以使 切 屑尽 快
的带走切热量 ,达到延长刀具寿命的效果 。
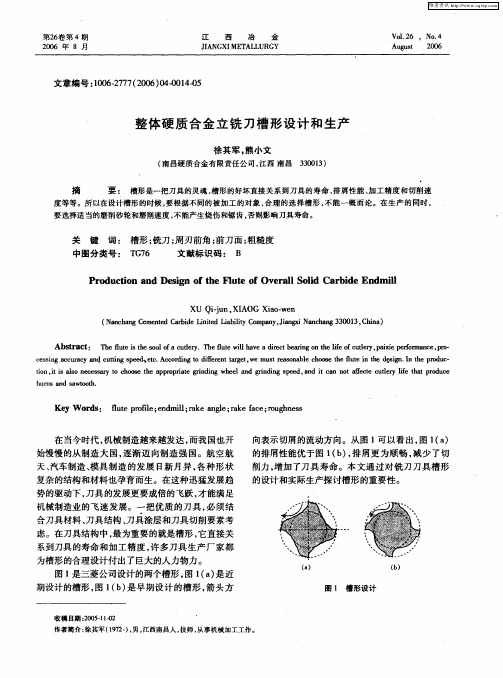
图 1是三菱 公 司设计 的两个槽 形 ,图 1(a)是 近 期设 计 的槽形 ,图 1(b)是早 期 设 计 的槽 形 ,箭 头 方
向表示 切屑 的流 动方 向。从 图 1可 以看 出 ,图 1(a) 的排 屑性能 优于 图 l(b),排 屑更 为顺 畅 ,减 少 了切 削力 ,增 加 了刀具 寿 命 。本 文 通 过 对铣 刀 刀 具槽 形 的设计 和实 际生产 探讨槽 形 的重要 性 。
cessing accuracy a n,t cutting speed,etc.According to diferent target,we must reasonable choose the flute in the d ̄sigu .In the produe-
tion,it is also necessary to choose the appropriate grinding wheel and grind ing speed,a n d it Ca n not afeete cutler y life that produce bums a n d sawtooth.
整体硬质合金螺旋木工立铣刀的设计及加工工艺
粗加丁相对精加工来说余量大 , 切削抗力 大。因此 在设 计粗加 工铣 削刀具 时应 主要考 虑刀具 的强度 、 容
屑空 间和排 屑 问题 。而设计 精加工铣 削刀具时考虑 的 重点则是加 1 后如何 获得光滑 的切 削表面质量和提 高 二 加二 效率的问题 。具体应注意以下几点 。 r
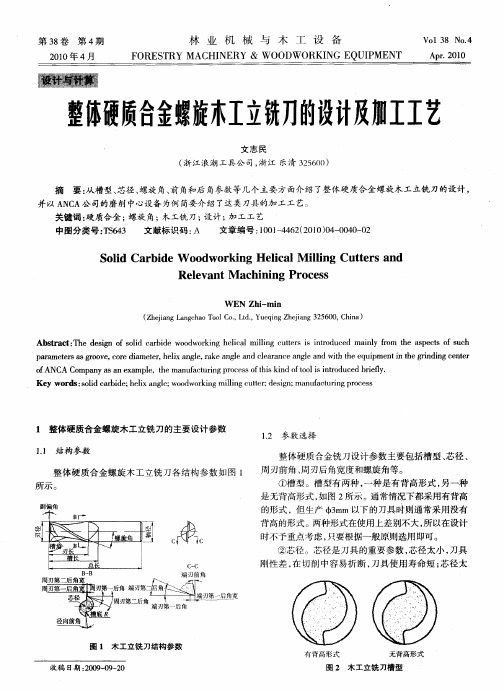
景 塞 B - B
篓 角蔗 =唇
◎ ◎
有背高形式 无背高形式
收 稿 日期 :0 9 0 — 0 20 — 9 2
图 2 木 工立 铣 刀 槽 型
第4 期
文志 民 : 整体硬质合金螺旋木工立铣 刀的设计及 加工丁艺
明等 , 柄部参数标注示例如 图 3 所示 。
1 精、 . 5 粗铣 刀 在 设 计 上 的 区别
度等影 响都非常大 ,因此 前角 的设计 是刀具设计 的重
要组成部 分之一 。木材是 属于材 质较 软和易 于切削材 料, 因此在设 计时应选择 比较大 的正前角 , 一般在 1 。 7~
2。 间选取 。 5之
①刀具的芯径直接影响刀具整体的刚性 , 在有足够
排 屑空 间 的前 提下 粗 铣 刀应 尽量 增加 刀 具芯 径 的尺
( hj n a g h o o l o Ld, u qn h j n 2 6 0 C ia Z e a gL n c a o C . t.Y e ig ei g3 5 0 , hn ) i T , Z a
Absr c : e d sg fs l abde wo d r ig h l a ln utr s ito u e an y fo te a p cs o u h t a t Th e in o oi c r i o wo kn ei lmi ig c t si nr d c d m il rm h s e t fs c d c l e
整体硬质合金钻头

图标说明 Icon Explain图标Icon说明Explanation图标Icon说明Explanation圆柱平头立铣刀刀尖Tool nose of cylindrical flattened end mill 18°螺旋角Helix angle 18°圆弧头立铣刀刀尖Toric end mill nose 25°螺旋角Helix angle 25°球头立铣刀Ball nose end mills 28°螺旋角Helix angle 28°两齿铣刀中心铣削一齿过中心2-tooth mill with one teeth overpass the center 35°螺旋角Helix angle 35°两齿铣刀中心铣削2-tooth mill for center milling 30°螺旋角Helix angle 30°三齿铣刀中心铣削一齿过中心3-tooth mill with one teeth overpass the center 40°螺旋角Helix angle 40°三齿铣刀齿不过中心3-tooth mill with teeth non-overpass the center 45°螺旋角Helix angle 45°四齿铣刀中心铣削4-tooth mill for center milling 50°螺旋角Helix angle 50°五齿及五齿以上铣刀非中心铣削Mills with 5 teeth or above not for center milling 钻孔深度为钻头直径的3倍The maximum depth of drilling is 3DDIN6535HA圆柱直柄DIN6535HA straight shank 钻孔深度为钻头直径的5倍The maximum depth of drilling is 5DDIN6535HB削平直柄DIN6535HB Weldon 小径多用途麻花钻Small diameter twist drillsDIN6535HE斜削直柄DIN6535HE whistle notch shank 小径多用途麻花钻Small diameter twist drills普通圆柱直柄Straight shank 普通麻花钻General twist drills方头直柄Square and straight shank 外冷多用途麻花钻Multi-purpose twist drill with outer cooling铰刀被加工孔精度等级Precision class for hole with reamers 内冷多用途麻花钻Multi-purpose twist drill with inner cooling铰刀被加工孔精度等级Precision class for hole with reamers 三刃钻3-lip drills钢Steel 内冷直槽钻Straight flute Drills with inner cooling不锈钢Stainless steel 丝锥切削锥长度Cutting length of the tap铸铁Cast iron 丝锥牙型角The tooth-like angle of tap非铁材料Non-ferrous materials 丝锥精度Tap precision高温合金,钛合金Superalloy and Titanium alloy.丝锥精度Tap precision硬材料Hardened material 丝锥精度Tap precision抗拉强度、布氏硬度、洛氏硬度对照表FF抗拉强度、布氏硬度、洛氏硬度对照表Comparison Table for tensile strength, Vickers hardness, Brinell hardness and Rockwell hardnessN/mm 2HV10HB HRC 920287273289402932782997030228730995310295311020317301321050327311331080336319341110345328351140355337361170364346371200373354381230382363391260392372401260403383411330413393421360423402431400434413441440446424451480458435461530473449471570484460481620497472491680514488501730527501511790544517521845560632531910578549541980596567552050615584562140639607576556225867559698607206174562773638006482965864669006794068N/mm 2HV10HB HRC2407571255807627085812859086305959032010095335105100350110105370115109385120114400125119415130124430135128450140133465145138480150143495155147510160152530165157545170162560175166575180171595185176610190181625195185640200190660205195675210199690215204705220209720225214740230219755235223770240228785245233800250238228202552422383526024724860268255258702722582690028026627整体硬质合金钻头Solid carbide drills钻头目录 Content for drillD阶梯钻 Step drill直槽钻 Straight fluted drillD 1整体硬质合金钻头Solid carbide drillsD 2D整体硬质合金钻头编码规则Code rule of the solid carbide drillD-钻头 D-drill刀具大类Tool Type用途分组Application rangeM-不锈钢用 M-stainless steelK-铸铁用 K-Cast ironN-有色金属用 N-non-ferrous materialG-通用 G-generalD G-A T A03C-D20-M结构特性Point typeA-型 A-Type B-型 B-TypeC-型 C-Type E-型 E-TypeN-型 N-Type R-型 R-Type刀具类型Structural typeT-麻花钻 T-twist drillL-三刃钻 L-three cutting edges drillS-阶梯钻 S-step drillP-直槽钻 P-straight fluted drillC-NC中心钻 C-NC centre drillA-圆柱直柄 E-斜削柄 DIN6535HA/HED-普通直柄 D-common shankM-莫氏柄 M-mose shank柄部类型Shank type钻孔深度Depth of drilling03-3D 05-5D 08-8D 10-10D03-The depth of drilling is 3DNC中心钻表示顶角90-90°顶角 NC centre drill point angle120-120°顶角NC centre drill point angleC-内冷 C-inter coolant外冷-缺省 outer coolant default冷却方式基本型号 Basic Type附加部分 Additional PartDiameter identifierThe value of DiameterCoating Type B/C/M/N非涂层-缺省 Non-Coating defaultD 3DNC中心钻 NC centre drillDK-NCA9090°NC中心钻90°NC centre drill冷却方式Coolant type 外Outside 柄部型式Type of shank 直柄 d2Straight shank d2适应场合Application适合于在数控机床上打中心孔和倒角。
钛合金盒体的数控加工工艺研究
钛 合 金盒 体 的数 控加 工 工艺 研究
王再 尧 赵 永 红 张 宁键
( 中国电子科技 集 团公 司第三十八 研 究所 , 安徽 合 肥 2 0 8 ) 30 8 摘 要: 针对 钛合金 材料 的难加 工特性 、 以及数 控加 工参数 的选 择 等工 艺难 题 。 通过 反 复试 验 总 结对数 控 加 工参 数 、 数控 编程技 术 、 刀具材 料和参 数进行优 选 , 采用低 转速 、 速进给 、 快 小切 削量 和涂层 硬质合 金
19 9 9.
[ ] 几华 , 3徐 王珉 , 30 等.0 M钢制 内螺纹冷挤压研究[ ] 航空学报 ,93 J. 19
用 也越来越 多 , 而难加 工 的 特性 在 一定 程 度 上 又制 约 了其发展 , 特别是 对加工 刀具 提 出了非常苛 刻 的要 求 。
钛合金 材料 属不 易加工材 料 , 刀具 的选 用 、 路 刀具
径、 加工参 数 的匹配性 不 当 , 会 加剧 刀 具磨 损 , 生 就 产
4 1 /m 、 135gc 比强度 / o比合 金 钢高 。 同样载 荷 条 件下 , 比强 度高 的材 料可 以减 轻 产 品的 重量 。钛 合 金
r mee r pt z d by r p a e ras a tra e o i e e e td til .Patp o e sn e h c r qur me t r e l e y u i g t e mi r r c si g tc ni e ie n s ae r ai d b sn h z NC p o e sn t o fso r c s ig meh d o l w—s e d o e ou i n,r p d a p o c p e frv lto a i p r a h,mi i m ut n u p ta d c ae n mu c t g o t u n o t d i
整体硬质合金立铣刀高速加工钛合金振动分析
整体硬质合金立铣刀高速加工钛合金振动分析皇攀凌;李剑峰;孙杰;宋良煜【摘要】针对切削振动制约钛合金高速加工的问题,采用变齿距结构铣刀,在干切削条件下对TC4钛合金进行高速铣削加工,建立动态铣削力模型,利用MATLAB软件对其进行快速傅里叶变换(fast Fourier transform,FFT),得到动态铣削力的频谱图;基于该图分析切削速度对切削稳定性的影响,得到颤振发生的切削速度.试验结果表明颤振会急剧地增加切削力幅值,大大降低已加工表面质苣;根据频谱分析,在保证其它切削参数不变的条件下,最佳切削速度为160 m/min时,从而在保证刀具寿命和加工表面质量的前提下提高切削效率.【期刊名称】《粉末冶金材料科学与工程》【年(卷),期】2010(015)006【总页数】6页(P574-579)【关键词】钛合金;力频谱;颤振;变齿距【作者】皇攀凌;李剑峰;孙杰;宋良煜【作者单位】山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;山东大学,机械工程学院,济南,250061;山东大学,高效洁净机械制造教育部重点实验室,济南,250061;中航工业集团,成都飞机制造有限责任公司,成都,610092【正文语种】中文【中图分类】TG501.1钛及其合金因具有密度小、比强度高、热稳定性好、耐腐蚀及无磁性等优异性能,广泛应用在航空航天领域[1]。
但钛合金又是典型的难加工材料,具体表现为:1)热传导率低、刀尖易聚热;2)化学活性高,在高的切削温度下,易和空气发生化学反应。
由于和刀具材料化学亲和性强,造成刀具发生粘着磨损;3)弹性模量小,回弹效应可能造成高频颤振、擦痕和加工误差等问题[2-4]。
颤振是刀具与工件之间的1种十分强烈的相对振动,是影响加工表面质量、降低刀具寿命和限制切削效率的主要因素。
高速铣削钛合金Ti6A4V铣削力试验研究_罗汉兵

第5期2011年5月组合机床与自动化加工技术M odular M achine Tool&Auto m atic M anufact ur i n g TechniqueN o .5M ay .2011文章编号:1001-2265(2011)05-0018-03收稿日期:2010-11-02;修回日期:2010-11-25*基金项目:国家重点基础研究发展计划(973计划)资助项目(2009CB724402);山东大学优秀研究生科研创新基金资助项目(yyx10012)作者简介:罗汉兵(1985)),男,广东韶关人,山东大学机械工程学院硕士生,主要从事高效加工及数控刀具材料的研究,(E -m ail)b i ngl uoh an @163.co m 。
高速铣削钛合金T i 6A4V 铣削力试验研究*罗汉兵,赵 军,李安海,崔晓斌(山东大学机械工程学院高效洁净机械制造教育部重点实验室,济南 250061)摘要:采用涂层硬质合金刀具对钛合金T i6A l4V 进行了高速铣削试验。
通过分析正交试验直观图,研究了铣削参数的变化对铣削力的影响,为合理选择铣削参数提供了可靠的依据。
高速铣削试验表明:采用小的轴向切削深度和每齿进给量及较大的径向切削深度和切削速度有利于减小铣削力。
基于概率统计和回归分析原理,建立了铣削力回归方程,并对回归方程进行了显著性检验,检验结果表明:所建立的回归方程呈高度显著检验状态,与实际情况拟合的较好。
关键词:钛合金;高速铣削;铣削力;回归方程中图分类号:TG506.1 文献标识码:AA n Experi m ent St udy onM illi n g Forces i n H igh Speed M illing Titaniu m A lloyLUO H an-b i n g ,Z HAO Jun,LI An -ha,i C U I X iao -b i n(Key Laborato r y o fH i g h E fficiency and C leanM echan icalM anufacture ofMOE ,School ofM echan ica lEn -g ineeri n g ,Shandong Un i v ersity ,Ji n an 250061,Ch i n a)Abst ract :H igh speed m illi n g experi m en ts on titan i u m a ll o y were carried ou tw ith coated ce m ented carb i d e too ls .Based on intuiti o nistic analysis of orthogonal experi m en,t the effect ofm illi n g para m eters on m illi n g forces w as researched ,wh ich m ay prov ide rea listic gu i d ance for choosi n g reasonable m illing para m eters .It is found that i n the conditi o n of s m aller ax ia l depth and feed per tooth and greater radia l depth ,by increas -i n g m illi n g speed is pr opitious to decreasi n g m illi n g forces .On the basis of Probability and Statistics and Regressi o n analyzed princi p le ,regressi o n equa ti o ns for m illi n g forces w ere estab li s hed .S i g nifican t test o f the regressi o n equations w as proceed ;the resu lts i n dica te that the equations present high ly si g nifican t state and it fits practicality w el.lK ey w ords :titaniu m a ll o y ;h i g h speed m illi n g ;m illing force ;regressi o n equation0 引言钛是20世纪50年代发展起来的一种重要的结构金属。
北京理工大学《制造技术基础训练》2021-2022学年第一学期期末试卷
北京理工大学《制造技术基础训练》2021-2022学年第一学期期末试卷课程名称:制造技术基础训练专业:机械工程班级:机械工程2021级考试形式:闭卷考试满分:100分---注意事项:1. 本试卷共四部分,总分100分。
考试时间为120分钟。
2. 请将答案写在答题纸上,写在试卷上的答案无效。
3. 所有题目必须回答,选择题请将正确答案的字母填在答题纸上,其余题目请将答案写清楚。
---第一部分选择题(共20题,每题2分,共40分)1. 下列哪种加工方法属于特种加工?()A. 车削B. 铣削C. 电火花加工D. 磨削2. 机械制造中常用的毛坯料是()A. 板材B. 型材C. 铸件D. 以上都是3. 下列哪项不属于机械加工的特点?()A. 通用性强B. 精度高C. 材料利用率低D. 生产效率低4. 以下哪种切削运动不属于主运动?()A. 旋转运动B. 往复运动C. 进给运动D. 插入运动5. 金属切削时,刀具材料必须具备的性能是()A. 硬度高B. 耐磨性好C. 耐热性好D. 以上都是6. 在机械加工中,提高生产效率的主要途径是()A. 提高切削速度B. 增大进给量C. 减小切削深度D. 以上都是7. 影响加工表面粗糙度的主要因素是()A. 切削速度B. 进给量C. 切削深度D. 刀具几何参数8. 以下哪种加工方式的材料去除率最高?()A. 车削B. 磨削C. 铣削D. 钻削9. 机械加工误差的主要来源是()A. 机床误差B. 刀具误差C. 工件误差D. 以上都是10. 下列哪项不属于数控加工的优点?()A. 加工精度高B. 生产效率高C. 加工范围广D. 操作简单11. 以下哪种加工方法适合加工内螺纹?()A. 铣削B. 磨削C. 攻丝D. 插削12. 在金属切削中,切削温度过高会导致()A. 刀具磨损加剧B. 工件表面质量下降C. 工件尺寸精度降低D. 以上都是13. 下列哪项是提高金属切削加工表面质量的有效措施?()A. 选用合适的切削用量B. 使用锋利的刀具C. 提高工件的刚性D. 以上都是14. 在机械加工中,补偿加工余量的目的是()A. 提高生产效率B. 保证加工精度C. 延长刀具寿命D. 改善表面质量15. 下列哪种加工方法的加工精度最高?()A. 粗车B. 半精车C. 精车D. 过盈配合车削16. 以下哪项是数控编程的关键内容?()A. 刀具选择B. 切削参数选择C. 刀具轨迹规划D. 工件装夹17. 在机械加工中,常用的冷却润滑方式是()A. 干式切削B. 最小量润滑C. 水基切削液D. 油基切削液18. 下列哪项不属于切削加工的基本要素?()A. 刀具B. 工件C. 切屑D. 机床19. 以下哪种加工方法属于高能束加工?()A. 等离子弧切割B. 水射流切割C. 激光加工D. 电化学加工20. 在金属切削中,影响切削力大小的主要因素是()A. 切削速度B. 进给量C. 切削深度D. 以上都是---第二部分填空题(共10题,每题2分,共20分)1. 机械制造的基本方法包括 ______、______、______ 和装配。
基于UG的整体硬质合金立铣刀数字化建模
ZHANG a — ng,JANG ha —in Xio do I Z o la g,CHEN Lu l —u
( c o l fMe h nc l gn eig h n o gUnv ri ,Jn n 2 0 6 S h o c a ia ie r ,S a d n ies y ia 5 0 1,C ia o En n t hn )
摘 要 : 对 高速 铣 削 对 刀 具 高 准 确 度 的 要 求 , 立 了 整 体 硬 质 合 金 立 铣 刀 的 数 学 模 型 。 基 于 U i 针 建 n—
ga hc 软 件 和 S LS re 数据 库 开发 了整 体硬 质合 金 立铣 刀的 数 字化 设计 系统 , rp is Q evr 实现 了参 数检 查 、
第 9期
21 0 1年 9月
组 合 机 床 与 自 动 化 加 工 技 术
M o dul r M a h ne To l& A ut m a i a a c i o o tc M nuf c ur n c i e a t i g Te hn qu
NO. 9
S p. 2 1 e 01
文 章 编 号 :0 1—2 6 2 1 ) 9—0 0 10 2 5( 0 1 0 0 4—0 4
硬质合金球头铣刀加工钛合金的切削参数

硬质合金球头铣刀加工钛合金的切削参数1. 硬质合金球头铣刀简介硬质合金球头铣刀是一种常用于钢材、铸造件和不锈钢等材料的切削工具。
它由硬质合金材料制成,具有高硬度、耐磨性和抗冲击性能。
球头设计使其能够在曲线表面进行加工,适用于复杂形状的零件加工。
2. 钛合金的特性钛合金是一种轻量化高强度材料,具有优异的耐腐蚀性、高温性能和生物相容性。
它广泛应用于航空航天、医疗器械和汽车等领域。
然而,由于其低导热性和高化学活性,加工难度较大。
3. 硬质合金球头铣刀加工钛合金的挑战加工钛合金时,需要面对以下挑战: - 钛合金具有较低的导热系数,容易引起局部过热。
- 钛合金易产生严重的切削力和摩擦,导致刀具磨损严重。
- 钛合金化学活性高,易与切削液发生反应,影响切削润滑效果。
4. 切削参数的选择为了克服上述挑战,需要选择合适的切削参数。
以下是一些常用的切削参数及其影响:4.1 切削速度切削速度是指单位时间内工件表面被铣削的长度。
对于硬质合金球头铣刀加工钛合金,较高的切削速度有助于减少局部过热和延长刀具寿命。
然而,过高的切削速度可能导致表面粗糙度增加和材料变形。
因此,需要根据具体情况选择适当的切削速度。
4.2 进给量进给量是指单位时间内工件相对于球头铣刀的移动距离。
适当的进给量能够控制加工表面质量和加工效率。
对于硬质合金球头铣刀加工钛合金,较小的进给量可以减小摩擦力和热量积聚,提高表面质量。
然而,过小的进给量会降低加工效率。
因此,需要综合考虑加工要求和切削润滑效果选择适当的进给量。
4.3 切削深度切削深度是指球头铣刀在一次切削中所铣削的最大深度。
较小的切削深度有助于减小切削力和热量积聚,提高表面质量。
然而,过小的切削深度会降低加工效率。
对于硬质合金球头铣刀加工钛合金,需要根据具体情况选择适当的切削深度。
4.4 冷却润滑钛合金易产生严重的摩擦和高温,因此冷却润滑非常重要。
常用的冷却润滑方式包括干式加工、气体冷却和液体冷却等。
数控加工钛合金TC18的铣削参数优化研究

i 己为
、 : 。
12 . 目标 函 数
而 且 大 大 降 低 了 数 控 加 工 的 效 率 , 接 影 响 了企 业 的 直
效益。
优 化 切 削 参 数 , 为 了在 保 证 加 工 质 量 的 前 提 下 , 是
提 高 加 工 效 率 。 面 粗 糙 度 是 衡 量 表 面 质 量 的 一 个 重 表 要 指 标 。 材 料 去 除 率 常 用 来 作 为 衡 量 加 工 效 率 的 标 而 准 。 此 , 出 了 以 表 面 粗 糙 度 总 和 材 料 去 除 率 p 作 因 提
钛 合 金 被 称 为 继 铁 、 之 后 的 第 三 金 属 材 料 , 航 铝 在 空 航 天 、 工 业 、 油 5 业 等 领 域 被 广 泛 地 使 用 。 是 核 石 1 2 但 其 硬 度 高 、 性 模 量 低 、 热 性 差 等 特 点 使 铣 削 加 工 质 弹 导 量差 、 率 低 。 效
( )=R ) ( / +1 z ) /[ Q( ] ( 5)
收 期五 1 月 一 、 稿日 00 ~ 年3
温 度 研究 [】机 械 科 学 与技 术 ,0 6 2 ( )3 9— 3 . J. 20 ,5 7 :2 3 2
技术[】航空制造技术 ,0 7 7 :6— 8 J. 2 0 ( )4 4 . [ ] 韩荣第 , 4 张悦. 采用气体射流冷却润滑绿色切削技术的研
佳 平衡 关 系。
关键 词 : 面 粗 糙 度 材 料 去 除 率 铣 削 参数 优 化 加 工 质 量 加 工 效 率 表 中 图 分 类 号 :H1 1T 5 7 T 6 ;G 4 文 献标 识 码 : A 文章 编 号 :0 0— 9 8 2 1 )8— 0 5— 2 10 4 9 (0 0 0 0 5 0
整体立铣刀

半精加工刀具
倒角齿 铝 切透性更好 耐磨损性好
平浅齿 断屑槽齿 经过处理的钢,钛合金,不锈钢 不锈钢,铬镍铁合金 耐磨损性好 深槽铣 排屑性能好 使用寿命长
© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 12 of 50
前角的测量
图1是零度前角,图2是正前角。
© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 35
前角作用
软钢 铝 不锈钢
大的剪切角
切削力
小的接触区 正前角 切屑反作用力 – 产生拉应力 摩擦力 小的剪切角度
铣刀的相关条件
材料
机床
工件装夹
冷却
铣削刀具
刀具夹持
振动
刀具槽形
加工工艺
© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 9 of 50
基本立铣刀槽型
侧视图
主视图
径向前角 主后角
刀尖情况
轴向裂角 副后角 主后角
立铣刀齿数的确定
© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 16
立铣刀端面齿的形式
© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 17
钛合金TCl8铣削表面粗糙度预测模型的研究
707 1 0 2,C ia hn )
A b t a t:Ba e n t e u t f o t o o le pe i e n e r s in a ayss m e h d u fc o g n s sr c s d o he r s ls o rh g na x rm nta d r g e so n l i t o ,s ra e r u h e s
数的依据。 1 预 测 模 型 的线 性 变 换
切 削过 程 中对 表 面 粗 糙度 的影 响 因 素有 很 多 , 包 括 切削 参数 , 料性 能 , 夹 , 材 装 机床 刚 度 , 削液 , 工 切 加 环 境等 因素 。 在利 用数 控加 工 中心铣 削 时 , 要确 定 主 需 轴 转速 n 进给 量厂 轴 向切深 a , 向切深 a 等 铣削参 , , 。径 。 数。 参数 值 主要 根据 工件 的加 工 要 求 , 以及 刀 具 、 床 机 的性 能和 工件 的材 料性 质来 确定 。 因此 , 本文 根据 加工 中心实 际切削需 要 , 机 床特 征 和 刀 具 几 何参 数确 定 在
中 图 分 类 号 :G 4 . 2 T 5 0 1 文献标 识码 : A
Es a ls i e ci e M o lf r Su f c ug t b ih ng Pr ditv de o r a e Ro hne so iln t ni l y TC 8 s f M li g Tia um A l o 1 LI Xio z i U a -h ,TAO Hu a,LIM a - i o we
ru n s,h pn l s edad f drt a ehg i ic tif ec nsr c o gn s, n h x l o g es tes id p e n e aehv i s f a l n eo uf eru es adteai h e e h g in n u n a h a
ST20F硬质合金

一、简介ST20F硬质合金是一种精选0.6um超细晶粒度合金经采用粉末冶金方法制成的具有92.0HRA硬度和4000MPa抗弯强度的,适合制作用于钛合金、高温合金、PCB、Kevlar等材料的钻、铣加工的硬质合金刀片。
二、生产工艺配料→充分混合→粉碎→干燥→过筛后加入成型剂→再干燥→过筛制得混合料→把混合制粒→压制成型→→检验(无损超声波探伤检测)→毛坯尺寸精度检验。
三、技术参数1、WC及其它合金成分含量%:90.0。
2、CO含量%:10.0。
3、密度g/cm3:14.4。
4、硬度HRA:92.0。
5、晶粒度um:0.6。
6、抗弯强度MPa:4000。
7、弹性模量GPa:490。
8、热胀系数10-6/0C:5.4。
四、三鑫ST20F硬质合金产品特点毛坯尺寸精准,极小的加工余量有效地提高生产效率;晶粒分布均匀、致密性好、无孔隙无砂眼,具有高强度和高硬度性能,抛光性良好,质量稳定。
五、推荐用途1、适合用于钛合金、PCB 、Kevlar、冷硬铸铁、高温合金、淬硬钢、合金钢的钻、铣加工钻头和钨钢铣刀。
2、ST20F硬质合金还适合用于制作铁、铜基材料的整形芯棒、磁性材料初压成型的硬质合金模具。
六、ST20F硬质合金使用注意事项1、ST20F硬质合金因具有高硬度而有脆性,在加工时禁止敲打,以免出现裂开和崩角或塌边。
2、硬质合金在线切割时经常会产生裂开的现象,所以请在加工后确认加工面无缺陷后再进行下一道工序的加工,以保障产品质量无缺陷。
3、更多注意事项请参阅三鑫硬质合金站内文章《硬质合金加工注意事项》。
七、配置优势ST20F硬质合金有如下三大优势1、以优质碳化钨和进口钴粉为原料采用热等静压制备技术进行标准化生产,综合性能优异,堪比同类进口硬质合金。
2、高硬度与适中的强度和良好的抗耐磨性是制作硬质合金刀具、硬质合金刀片最理想的材料。
3、产品特点:优化材质牌号,硬质合金刀具专属配方;规格齐全,毛坯尺寸精准(减少加工量,提高生产效率)。