整体硬质合金钻头
钻头基础介绍

by Xu_Hanguang
The Tool Company
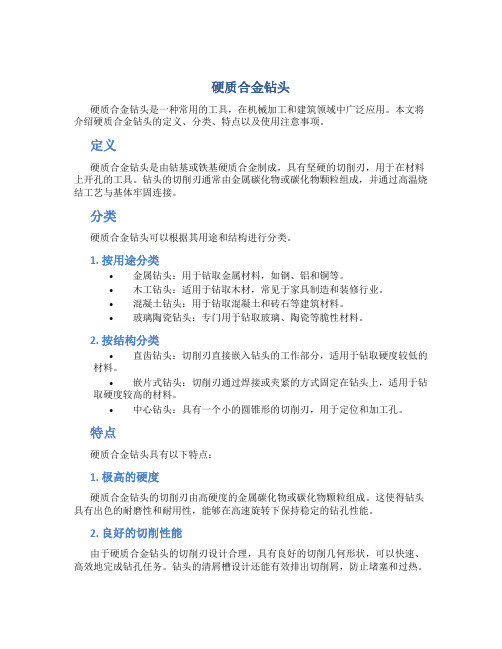
D型
小横刃 带倒角
适用于:
• 铸铁, 可锻铸铁 • 铸钢
优点: • 钻头受力均匀,抗冲击性能好 • 散热性好
缺点: • 修磨量增加
by Xu_Hanguang
The Tool Company
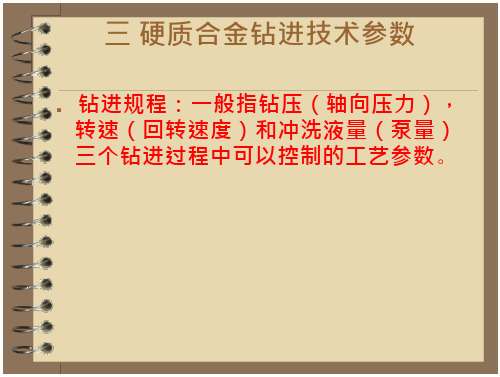
E型
带自定心钻尖
适用于:
• 加工金属薄板件 • 质地较软的有色金属 • 预铸孔的加工
The Tool Company
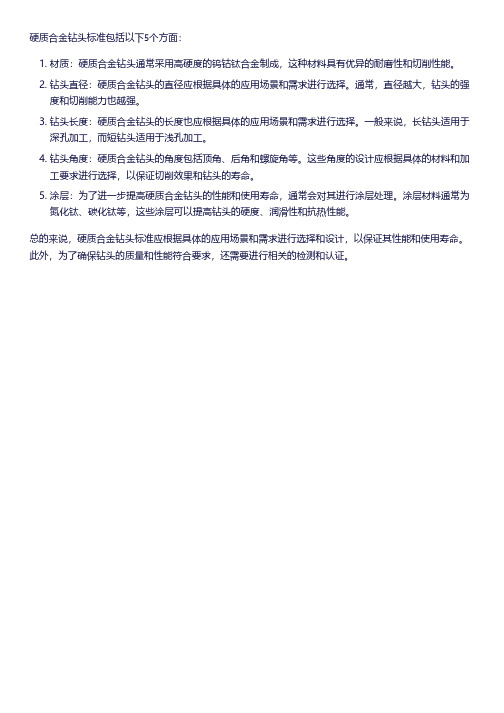
GT 500
代码 长度规格 槽长 刀具材料 涂层 钻尖 钻芯 槽型度 钻芯锥度 柄部形式 Ø 范围 mm #513 #515 5xd 3xd DIN338 DIN1897 PM-HSS-E Fire 圆弧后刀面,顶角 130° mod. FormA/B NP109 NP116 30% 20% DIN 1835A 圆柱柄 2,0-13,0 2,0-13,0
Type GT
10 x d
3xd
Type GT: 宽大的排屑槽,适宜加工孔深为 3 x D 以上的孔
1xd
by Xu_Hanguang
退刀次数 : 2
d
The Tool Company
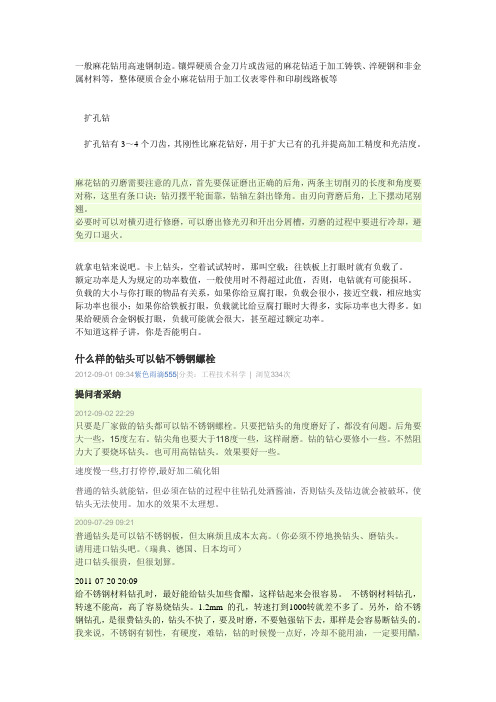
Type GT
Type N
5xd
10 x d
1,5 x d 1,5 x d
1,5 x d
1xd 3xd 1xd 1xd 加工同样的孔深 GT 100型钻头的退刀次数 明显要少
by Xu_Hanguang
(5xD)
S S F F
FN
S S F F
FN
S S F F
502 503 504 670 671
孔加工(中文)

页码 规格 切削参数
型号
钻头外形
P
软钢 普通钢
M K N S H
不锈钢 铸铁 有色金属 耐热合金 高硬度钢
1534SU03 1534SU03C 1734SU03C 通用加工 麻花钻 1536SU05 1536SU05C 1736SU05C
外冷 内冷 内冷 外冷 内冷 内冷 内冷 外冷 内冷 内冷 内冷 内冷 外冷 外冷 外冷 外冷 内冷 外冷 外冷
2 C
孔加工刀具
钻削刀具
钻削刀具一览表 整体硬质合金钻头
整体硬质合金钻头牌号介绍 整体硬质合金钻头命名规则 整体硬质合金钻头明细表 整体硬质合金钻头推荐切削参数 整体硬质合金钻头技术信息 整体硬质合金钻头非标订制
C4 C5-C94
C5 C6 C7-C71 C72-C82 C83-C89 C90-C94
l3
14 23 23 14 23 23 14 23 23 14 23 23 14 23 23 14 23 23 14 23 23 14 23 23
l4
36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36 36
KDG303
Mechanial Units
2000 1500 1000 500 0 -500
冷却方式:乳化液(内冷)
SU切削力测试图
SU系列麻花钻与国外A公司同类产品的应用情况对比
1250 1000
刀 具 型 号 :1534SU03-1000 尺 寸:Ø10mm 被加工材料:42CrMo(HRC35) 切 削 速 度 :100m/min 转 速:3200r/min 每转进给量:0.20mm/r 进 给 速 度 :640mm/min 钻 削 深 度 :30mm(L/D=3) 冷 却 方 式 :水溶性冷却液(外冷) 加 工 机 床 :Mikron UCP 1000
硬质合金钻头
硬质合金钻头硬质合金钻头是一种常用的工具,在机械加工和建筑领域中广泛应用。
本文将介绍硬质合金钻头的定义、分类、特点以及使用注意事项。
定义硬质合金钻头是由钴基或铁基硬质合金制成,具有坚硬的切削刃,用于在材料上开孔的工具。
钻头的切削刃通常由金属碳化物或碳化物颗粒组成,并通过高温烧结工艺与基体牢固连接。
分类硬质合金钻头可以根据其用途和结构进行分类。
1. 按用途分类•金属钻头:用于钻取金属材料,如钢、铝和铜等。
•木工钻头:适用于钻取木材,常见于家具制造和装修行业。
•混凝土钻头:用于钻取混凝土和砖石等建筑材料。
•玻璃陶瓷钻头:专门用于钻取玻璃、陶瓷等脆性材料。
2. 按结构分类•直齿钻头:切削刃直接嵌入钻头的工作部分,适用于钻取硬度较低的材料。
•嵌片式钻头:切削刃通过焊接或夹紧的方式固定在钻头上,适用于钻取硬度较高的材料。
•中心钻头:具有一个小的圆锥形的切削刃,用于定位和加工孔。
特点硬质合金钻头具有以下特点:1. 极高的硬度硬质合金钻头的切削刃由高硬度的金属碳化物或碳化物颗粒组成。
这使得钻头具有出色的耐磨性和耐用性,能够在高速旋转下保持稳定的钻孔性能。
2. 良好的切削性能由于硬质合金钻头的切削刃设计合理,具有良好的切削几何形状,可以快速、高效地完成钻孔任务。
钻头的清屑槽设计还能有效排出切削屑,防止堵塞和过热。
3. 广泛的应用领域硬质合金钻头适用于多种材料的钻孔,包括金属、木材、砖石和陶瓷等。
不同类型的钻头可以根据具体材料的硬度和特性选择,以提高钻孔的效率和质量。
4. 长寿命和经济性由于硬质合金钻头具有优异的硬度和切削性能,使其能够经受长时间的使用而几乎不会磨损。
这不仅延长了钻头的使用寿命,还降低了钻孔成本和频繁更换钻头的需要。
使用注意事项在使用硬质合金钻头时,有一些注意事项需要遵守:1.选择合适的钻头类型:根据所要钻取的材料类型和硬度,选择适合的硬质合金钻头类型,以确保钻孔效果和使用寿命。
2.控制钻孔速度:过高的转速会导致钻头过热和切削刃损坏,而过低的转速则可能导致钻头打滑和效率低下。
硬质合金钻进技术参数
■ 一般情况下, 在软岩石或采用小口径钻进时, 可用高转速;当钻进研 磨性大的岩石或深孔钻进, 以及大口径钻进时, 应适当降低转速。
三、冲洗液量
■ 冲洗液量是指钻进时送入孔内的冲洗液的量, 有时也称为送水量或泵量。
■ 硬质合金钻进时, 衡量冲洗液量的指标有: ■ 总泵量Q—指送入孔内的总流量L/min。 ■ 单位泵量q—指每单位钻头直径的泵量L/s·m
。 岩粉量来确定;同时, 还应考虑到冲洗 液的质量。这对钻进效率有很大影响。
■ (一)冲洗液量对钻进的影响 ■ 从理论上看, 增大冲洗液量, 对提高
钻速有一定好处;当冲洗液量不足时, 孔 底颗粒大的岩粉不能被冲起, 从而造成 孔底重复破碎量的增大, 使破碎效率下 降;同时, 过多的岩粉堆积, 也造成合 金散热不好, 使温度增高, 耐磨性降低; 有时还易引起堵水、憋泵的现象。但过 大的泵量会冲毁岩心或孔壁, 并使钻压 下降, 使钻速降低。当采用大泵量时, 则必须给予一定的重视。
■ 在实际生产中, 经常采用两次加压法。两次加压法是在回次初期一个 较短的时 间内, 以不大的钻压钻进, 待合金消除 镶焊质量造成的出刃误 差而适应了孔底 的条件后, 再加全压(额定钻压)钻进。这种加压方 法, 获得了较好的效果。通 常以YG8合金镶焊的钻头, 在初期加压阶段 可采用额定钻压的3/5左右钻进20~ 30min;对YG4C合金钻头, 则初期 加压 钻进约40min。
三 硬质合金钻进技术参数
■ 钻进规程:一般指钻压(轴向压力), 转速(回转速度)和冲洗液量(泵量) 三个钻进过程中可以控制的工艺参数。
一、钻压
■ 钻压也称轴向压力。硬质合金钻进表示钻压的方式有: ■ 单位钻压或单位压力: 表示每颗(或每组)合金上应加的钻压(压
硬质合金钻头断裂分析

文章编号:10081690(2018)04005203
AnalysisonCementedCarbideDrillFracturing
LUHongmei,ZHUXinfa
(ShanghaiToolWorksCo.,Ltd.,Shanghai200093,China)
Abstract:CementedcarbideisoneofthemajormaterialsusedforNCcuttingtools.Abatchofcementedcarbide
图 1表明,钻头断裂在刃部。跟踪检查发现,该 批硬质合金钻头的原材料为 A单位供应的含 10% Co、晶粒度为 0.6~0.8μm的亚细晶粒硬质合金,
收稿日期:20180514 作者简介:陆红妹(1983),女,上海人,主要从事金属材料、硬质合金材料检测分析及材料热处理技术工作。
联系电话:02135090427 基金项目:“十三五”国家重点研发计划课题(课题编号:2016YFB0300403)
钻头断裂的原因。分析结果表明:断裂钻头的磁饱和值偏低,并有脱碳,是导致钻头磨削时断裂的
主要原因。硬质合金脱碳将会导致硬度偏高和断裂韧度明显降低。建议加强对用于制作钻头等刀
具的硬质合金原材料的检测,以避免刀具在制造过程中报废。
关键词:硬质合金;钻头;断裂;脱碳
中图分类号:TH142.2 文献标识码:B
櫡櫡櫡櫡櫡櫡櫡櫡 ~测试与分析 ~
櫡櫡櫡櫡櫡櫡櫡櫡
硬质合金钻头断裂分析
陆红妹,祝新发
(上海工具厂有限公司,上海 200093)
摘 要:硬质合金是制造数控刀具的主要材料之一。一批 12mm的硬质合金钻头在磨削过程中发生断
裂。对断裂的硬质合金钻头进行了金相、硬度、密度、磁饱和及矫顽磁力等有关性能的检测,以弄清
5个硬质合金钻头标准
硬质合金钻头标准包括以下5个方面:
1. 材质:硬质合金钻头通常采用高硬度的钨钴钛合金制成,这种材料具有优异的耐磨性和切削性能。
2. 钻头直径:硬质合金钻头的直径应根据具体的应用场景和需求进行选择。
通常,直径越大,钻头的强
度和切削能力也越强。
3. 钻头长度:硬质合金钻头的长度也应根据具体的应用场景和需求进行选择。
一般来说,长钻头适用于
深孔加工,而短钻头适用于浅孔加工。
4. 钻头角度:硬质合金钻头的角度包括顶角、后角和螺旋角等。
这些角度的设计应根据具体的材料和加
工要求进行选择,以保证切削效果和钻头的寿命。
5. 涂层:为了进一步提高硬质合金钻头的性能和使用寿命,通常会对其进行涂层处理。
涂层材料通常为
氮化钛、碳化钛等,这些涂层可以提高钻头的硬度、润滑性和抗热性能。
总的来说,硬质合金钻头标准应根据具体的应用场景和需求进行选择和设计,以保证其性能和使用寿命。
此外,为了确保钻头的质量和性能符合要求,还需要进行相关的检测和认证。
钻头说明
一般麻花钻用高速钢制造。
镶焊硬质合金刀片或齿冠的麻花钻适于加工铸铁、淬硬钢和非金属材料等,整体硬质合金小麻花钻用于加工仪表零件和印刷线路板等扩孔钻扩孔钻有3~4个刀齿,其刚性比麻花钻好,用于扩大已有的孔并提高加工精度和光洁度。
麻花钻的刃磨需要注意的几点,首先要保证磨出正确的后角,两条主切削刃的长度和角度要对称,这里有条口诀:钻刃摆平轮面靠,钻轴左斜出锋角。
由刃向背磨后角,上下摆动尾别翘。
必要时可以对横刃进行修磨,可以磨出修光刃和开出分屑槽,刃磨的过程中要进行冷却,避免刃口退火。
就拿电钻来说吧。
卡上钻头,空着试试转时,那叫空载;往铁板上打眼时就有负载了。
额定功率是人为规定的功率数值,一般使用时不得超过此值,否则,电钻就有可能损坏。
负载的大小与你打眼的物品有关系,如果你给豆腐打眼,负载会很小,接近空载,相应地实际功率也很小;如果你给铁板打眼,负载就比给豆腐打眼时大得多,实际功率也大得多。
如果给硬质合金钢板打眼,负载可能就会很大,甚至超过额定功率。
不知道这样子讲,你是否能明白。
什么样的钻头可以钻不锈钢螺栓2012-09-01 09:34紫色雨滴555|分类:工程技术科学| 浏览334次提问者采纳2012-09-02 22:29只要是厂家做的钻头都可以钻不锈钢螺栓。
只要把钻头的角度磨好了,都没有问题。
后角要大一些,15度左右。
钻尖角也要大于118度一些,这样耐磨。
钻的钻心要修小一些。
不然阻力大了要烧坏钻头。
也可用高钴钻头。
效果要好一些。
速度慢一些,打打停停,最好加二硫化钼普通的钻头就能钻,但必须在钻的过程中往钻孔处洒酱油,否则钻头及钻边就会被破坏,使钻头无法使用。
加水的效果不太理想。
2009-07-29 09:21普通钻头是可以钻不锈钢板,但太麻烦且成本太高。
(你必须不停地换钻头、磨钻头。
请用进口钻头吧。
(瑞典、德国、日本均可)进口钻头很贵,但很划算。
2011-07-20 20:09给不锈钢材料钻孔时,最好能给钻头加些食醋,这样钻起来会很容易。
钻削参数

典型应用 • 小直径 • 紧密或精密公差孔
• 比深孔短
铜焊刀尖,硬质合金钻头,Coromant Delta,是对于 CoroDrill Delta-C的补充选择。可重新磨削。
典型应用
作为对于较大直径整体硬质合金的补充或当加 工稳定性不良时 – 钻头的钢制刀体能够提供 韧性
G
H
I
E5
材料
刀柄/机床
信息/索引
当使用可转位刀片钻头CoroDrill 880钻通孔时,在钻头钻出时形成一个在高速下可能弹 出的圆片。建议 – 封闭卡盘或机床。
刀柄/机床
H
旋转止动块必须用于旋转钻头。带有切屑的冷却液可能导致狭窄的座卡滞、壳体旋转和供液管围
绕壳体被拉动 – 可能导致严重的事故。如果旋转插头有一段时间没有使用,在启动机床主轴之
0.02
铣削
E
CoroDrill 880
0.03
钻削
F
钻头跳动和对准对于成功钻削极为重要。
刀具跳动
最小刀具跳动对于成功钻削是必要的。 跳动不应超过图中的数值,对准必须平行,以便得到: • 紧密的孔公差和直线度 • 良好的表面光洁度 • 一致长的刀具寿命 参见非回转钻削,第E 42页。
0.02
镗削
G 安全防护措施 – 危险点
工方法。同一切削刀具和适配器可用于不同的用途和机床。这使得对于整个机床车间 可以通过一个刀具系统标准化。 适用于CoroDrill Delta-C的高精度夹头为CoroGrip和HydroGrip。参见刀具夹紧/机 床,第G章。
C
机密
CoroGrip®
HydroGrip®
螺纹切削
D
CoroDrill Delta C
φ10硬质合金(YG6)钻头高速钻削灰铸铁(HT200)

另 外 ,硬 质 合 金(YG6)材 料 的 钻 头 切 削 速 度 比 高 速 钢 高 4 ~ 10 倍 ,耐 用 度 比 高 速 钢 高 几 倍 到 几 十 倍 ,但 硬 质 合 金 (YG6)材 料 的 钻 头 整 体 制 造 复 杂 ,故 在 高 速 钻 削 时 采 用 硬 质 合金(YG6)镶嵌式钻花。 1.2 灰铸铁(HT200)的加工性能
在高 速 钻 削 时 ,切 削力 主 要 与 切 削 速 度 、进 给 速 度 有 关 。
1.1 硬质合金(YG6)钻头的特性
切 削力 随 切 削速 度 的 增大 而 增 加 ,但 随 着 切 削 速 度 的 进 一 步
硬质合金(YG6)钻头硬度高(达90HRA,相当于72HRC), 提高(主轴转速达10 000 r/min以上),切削惯性力增大,其增
高速钻削是指在比常规钻削速度高出很多的情况下进行 的钻削加工[1]。钻削的切削速度(单位为m/min)可由以下公式 计算:
v=仔dn/60 式中,d为钻头直径(mm);n为主轴转速(r/min)。
钻头的直径为10 mm,切削速度由主轴的转速来决定。常 规钻削时,主轴转速要根据刀具磨损、工件材料、加工精度、润 滑等情况来确定,一般控制在100~1 000 r/min。对于高速钻 削,主轴转速在常规转速的10倍以上,就按10 000 r/min来分 析主轴转速。
2 影响准10硬质合金(YG6)钻头高速钻削灰铸铁工件 的因素
准10 硬 质 合 金(YG6)钻 头 高 速 钻 削 灰 铸 铁(HT200)工 件
时,切削力、切削温度及排屑等对钻头的耐用度及工件的加工
图1 零件图
1 刀具、工件的特性和高速钻削的转速
质量有影响。 2.1 高速钻削时切削力对钻头的影响
什么是硬质合金钻头
什么是硬质合金钻头硬质合金钻头通常情况下被认为是一种用于岩心钻探所的钻头。
简单来说,在进行岩心钻探所的工作的时候,硬质合金钻头是依靠钻压工艺与自身旋转所产生的冲击载荷破碎岩石的。
在整个凿岩钻进过程中,钻头会经常受到高频率的冲击载荷,而且受到扭转、弯曲、拉伸、压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩粉和矿水等工作介质的磨损与腐蚀。
硬质合金钻头的特点以及用途:1、能够适合较为复杂材质的钻孔,可以选择较高的切削速度。
2、精选合金钻头专用的高性能合金刀片,有效减少崩刀,保持良好的耐磨性。
3、多层几何切削端刃,提高排泄性能,保持较小的切削阻力。
4、除常用的直角柄外,备有多种柄型,适合多种钻机,钻床配用。
常见硬质合金钻头的分类和牌号:1、YG3X (K01):硬度≥91.5;在钨钴钛合金中耐磨性最好,但冲击韧性较差,适于铸铁,有色金属及其合金,碎火钢,合金钢小切面的高速精加工。
2、YG3 (K05):硬度≥90.5;耐磨性仅次于YG3X,对冲击和震动较敏感,适于铸铁,有色金属及其合金连续切削时的精车半精车,精车螺纹与扩孔。
3、YG6A(K10):硬度≥91.5;属细颗粒合金,耐磨性好,适于冷硬铸铁,有色金属及其合金的半精加工,亦适于碎火钢合金钢的半精加工及精加工。
4、YG6 (K15K20):硬度≥90;耐磨性较高,但低于YG3,抗冲击和震动比YG3X为好。
适于铸铁,有色金属及合金,非金属材料中等切削速度的半精加工和精加工。
5、YG8 (K30):硬度≥89.5;使用强度高,抗冲击,抗震性较YG6好,但耐磨性和允许的切削速度较低。
适于铸铁,有色金属及合金,非金属材料低速粗加工。
岩土钻掘工程硬合金钻进

Py/So≥ σ
式中: Py—一个切削具上的轴向压力;S0— 切削具与岩石的接触面积;σ—岩石的临界抗压入 强度(相当于在该条件下岩石的硬度)。
授课内容
概述 碎岩过程与钻头磨损 硬质合金钻头 硬质合金钻进规程
硬合金钻进
要求
要求:
了解钻探用硬合金的主要性能和类 型;熟悉硬合金钻头的主要类型、主 要结构参数及选择要领、适用性;掌 握各类硬合金钻头钻进时规程参数选 择的要领及各参数的配合,各类岩层 的硬合金钻进。
硬合金钻进
1.概述
第一节 概述 一、概念
一、硬质合金钻头钻进的孔底碎岩过程
1、塑性岩石中的碎岩过程 Py
钻进中钻头上的硬质合
金切削具主要受轴向压力
Py和水平回转力Px作用。
Px
回转运动时切削具前的岩
石在切向分力F作用下不
F
ho
断塑性流动并自由滑移 R
(切削作用)。Px大体不
N
变,切槽与刃宽基本吻合。
Py-轴
向压力; 剪
Px-水
切
平力;
面
一 二、硬质合金钻切头 削钻 具进 及的 磨孔 损底碎岩过程
1、硬质合金切削具的性能
单面锲形切 削具切入脆
性岩石
Px
Py-轴向压力;h0-切入深度;kok'-崩落岩穴
硬合金钻进
2.孔底碎岩过程
第二节 硬质合金钻进的碎岩过程与钻头磨损 一、硬质合金钻头钻进的孔底碎岩过程
(2)切削具刃前接 触岩石的部分面积很小, 对前方岩石产生较大的 挤压力,压碎刃前的岩 石,随着Px力的增大, 使岩石产生小的剪切破 碎;继续前进可能重复 产生若干次小的剪切体, 向自由面崩出。
复合材料、复合材料--金属结构组件钻孔和机加加工工具

4 机械加工碳纤维复合材料时,需使用真空吸尘器吸走粉尘。如下图
16
图1 碳纤维、玻璃纤维复合材料结构边缘磨削刀具
17
图2-1 锪窝头,三槽—硬质合金--130度
18
图2-1 锪窝头,三槽—硬质合金--130度
19
图2-2 锪窝头,三槽—硬质合金--90或100度
20
图2-3 锪窝头,两槽—聚合多晶金刚石头--90、100、130度
27
图3-3 台阶钻(单刃)——(整体)硬质合金
28
图3-3 台阶钻(单刃)——(整体)硬质合金
29
图3-4 台阶钻(双刃精度钻)——(整体)硬质合金——两段式——螺纹杆
30
图3-4 台阶钻(精度钻)——(整体)硬质合金——两段式——螺纹杆
31
图3-5 普通钻头——硬质合金头——螺纹杆
32
Tools Used to Machine and Drill
Composites and Composite-to-
Metal Assemblies 复合材料、复合材料--金属结构组件
钻孔和机加加工工具
申明
课件仅供培训使用; 课件内容不作为实际工作依据。 课件资料来源 SRM B787-A-51-23-02-02A-
纤维增强双马树脂基复合材料(BMI)
Fiber Reinforced Bismaleimide Matrix composites
4
二、概述
5
1. 碳纤维和玻璃纤维都是耐磨性很好的材料,能导致钻头和刀具迅速磨 损。只能选用干净的、锋利的工具和头型、钻型磨削合适的钻头。推 荐选用硬质合金或金刚石PCD(polycrystalline diamond)刀具。碳纤维 和玻璃纤维复合材料上不要选用高速钢或含钴的高速钢钻头,他们会 非常快地磨损变钝。变钝的工具或头型、钻型磨削不合适的钻头,所 钻出的孔是不合格的。
锑玛(苏州)精密工具有限公司
Technology Manual For Drilling
(3)DIN1412C
方法: 修横刃,成 X 形 目的: 横刃磨至 0,1 - 0,5 mm 由两条中心刃替代 第二后面角为 35°- 45° 轴向力减少约 60% 良好的定心精度 良好的断屑与排屑性能 用途: 用于碳钢、合金钢等材料,也可用于铸铁及有色金属 在此基础上又发展成为 S 形(通用形)
在钻铰刀基础开副 扩 槽,多刃设计,一般用于
铰 表面质量要求很高的情 况,切削速度快,效率高,
刀 比通常铰刀切削速度可
快 3 倍,进给量快 2-3 倍
Technology Manual For Drilling
图例
6
Technology Manual For Drilling
四、整体硬质合金钻头
(1)针对不同的加工材料和工艺状况选择合适的钻头(槽形,钻形) (2)尽可能提高加工工艺刚性
工件夹持可靠 钻头夹持可靠,如果钻头发生打滑现象,极可能导致崩刃断刀 (3)使用适当的切削液,并保证能够送达钻尖 (4)杜绝切屑堵塞排屑槽,当加工深度>3D 时,采用啄钻强制排屑是非 常必要的 (5)避免采用 2 刃钻头扩孔 (6)及时正确的修磨,可以充分保证钻头的经济性 (7)选择正确的切削参数,切削速度和进给量
1
一、钻头的基本结构
Technology Manual For Drilling
参数
作用
螺旋角
相当于刃倾角,影响排屑
高硬度材料‘ 螺旋角 ’低硬度材料
槽长
根据加工长度,修磨次数以及加工刚性来选择
顶角
相当与主偏角
软材料 ‘芯厚’ 高硬度材料,高效加工
钻头技术

可换硬质合金钻头 焊接硬质合金钻头
整体硬质合金三刃麻花钻 整体硬质合金直槽钻 整体硬质合金麻花钻
Version 2012
Dr. Yashi Ke: Drill Technology
可调式硬质合金刀片浅孔钻
调节x值即可改变孔径
Version 2012
Dr. Yashi Ke: Drill Technology
麻花钻的概念
6 - 主切削刃
它们形成顶角
7 - 主后面
位于端面并往后磨落,形成后角
8 - 横刃
连接主切削刃。因前角为负,切削时发生挤压,产生 约50%的总轴向力
9 - 背面 10- 排屑槽
把切屑从孔中排出,其形状使顶角为118°时主切削刃 为直线
Version 2012
Dr. Yashi Ke: Drill Technology
Version 2012
Dr. Yashi Ke: Drill Technology
不同加工方法所能达到的孔精度
加工方法
HSS钻 HSS钻、扩 HM麻花钻 HSS钻、铰 HM直槽钻(钻铰刀) HSS钻、扩、铰 HSS钻、扩、粗铰、精铰 枪钻(单刃) 挤光 滚压
孔径精度
IT11-13 IT10-12 IT7-9 IT8-11 IT7-8 IT6-8 IT6-8 IT6-8 IT5-6 IT6-8
深孔加工中不同钻头的扭矩比较
普通麻花钻
深孔钻(抛物线钻头)
Version 2012
Dr. Yashi Ke: Drill Technology
排屑槽与孔加工刀具
• 在强度足够的前提下,排屑槽尽可能大。 • 刀具越精密,切削余量越小,排屑槽数可越多。 钻头: 2-3 槽 扩孔钻:3 槽 铰刀: 4-6槽
硬质合金钻进工艺

四、P、n、Q参数间的合理配合
在实际钻进中P、n、Q都不是单独起作用,存在交互影响。 1.软岩研磨性小易切入,应重视及时排粉延长钻头寿命,应取 高转速、低钻压、大泵量的参数配合; 2.研磨性较强的中硬及部分硬岩,为防止切削具早期磨钝保持 较高钻速,应取大钻压、较低转速、中等泵量; 3.中等研磨性中软岩,应取两者参数配合的中间状态。 定性分析的原则是:钻进Ⅳ-Ⅴ级及以下岩层,以较高转速为主 ;钻进Ⅴ-Ⅵ级及以上岩层,应以较大的钻压为主。
以允许的最大初始钻压钻进。等切削具磨钝后,再增大钻压也不可能获得好 的钻效。 从两个方面分析增加钻压的意义: 岩石方面——钻压是产生体积破碎的决定性因素,尤其在中硬岩层中增 加钻压对提高钻速更为有效; 切削具方面——初始钻压应取合理的最大值,以充分发挥切削具初刃的 优势。随着切削具被磨钝,应逐渐补充钻压。 但在钻进过程中频繁调整钻压可能导致岩心堵塞及钻孔弯曲。同时,由 于孔内钻柱的振动等原因,钻头上的实际瞬时钻压值与地表的测量值有较大 差距。
一、钻头压力的选择
不同岩石钻压增大一倍时钻速增长率是不同的。
1.Ⅵ-Ⅶ级岩石最敏感,也就是说,这类岩石增大钻压最有效; 2.Ⅳ-Ⅴ级岩石钻压过大时,孔底排粉冷却条件恶化,阻碍钻速成比例上升 ; 3.Ⅷ-Ⅸ级岩石不适用硬质合金钻进,在钻杆强度范围内钻压不能使钻速直 线增长。
Байду номын сангаас
一、钻头压力的选择
应充分发挥切削具初刃的切入优势。硬质合金钻进开始时就应
五、最优回次钻程时间的确定
作图法确定最优回次钻程时间
利用瞬时钻速vm-t和vR-t两曲 线的交点来确定t0在钻进中,随时 计算vm=△H/△tvR=H/(t+T)。当 两者相等时,此时间即为最优钻程 时间t0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图标说明 Icon Explain图标Icon说明Explanation图标Icon说明Explanation圆柱平头立铣刀刀尖Tool nose of cylindrical flattened end mill 18°螺旋角Helix angle 18°圆弧头立铣刀刀尖Toric end mill nose 25°螺旋角Helix angle 25°球头立铣刀Ball nose end mills 28°螺旋角Helix angle 28°两齿铣刀中心铣削一齿过中心2-tooth mill with one teeth overpass the center 35°螺旋角Helix angle 35°两齿铣刀中心铣削2-tooth mill for center milling 30°螺旋角Helix angle 30°三齿铣刀中心铣削一齿过中心3-tooth mill with one teeth overpass the center 40°螺旋角Helix angle 40°三齿铣刀齿不过中心3-tooth mill with teeth non-overpass the center 45°螺旋角Helix angle 45°四齿铣刀中心铣削4-tooth mill for center milling 50°螺旋角Helix angle 50°五齿及五齿以上铣刀非中心铣削Mills with 5 teeth or above not for center milling 钻孔深度为钻头直径的3倍The maximum depth of drilling is 3DDIN6535HA圆柱直柄DIN6535HA straight shank 钻孔深度为钻头直径的5倍The maximum depth of drilling is 5DDIN6535HB削平直柄DIN6535HB Weldon 小径多用途麻花钻Small diameter twist drillsDIN6535HE斜削直柄DIN6535HE whistle notch shank 小径多用途麻花钻Small diameter twist drills普通圆柱直柄Straight shank 普通麻花钻General twist drills方头直柄Square and straight shank 外冷多用途麻花钻Multi-purpose twist drill with outer cooling铰刀被加工孔精度等级Precision class for hole with reamers 内冷多用途麻花钻Multi-purpose twist drill with inner cooling铰刀被加工孔精度等级Precision class for hole with reamers 三刃钻3-lip drills钢Steel 内冷直槽钻Straight flute Drills with inner cooling不锈钢Stainless steel 丝锥切削锥长度Cutting length of the tap铸铁Cast iron 丝锥牙型角The tooth-like angle of tap非铁材料Non-ferrous materials 丝锥精度Tap precision高温合金,钛合金Superalloy and Titanium alloy.丝锥精度Tap precision硬材料Hardened material 丝锥精度Tap precision抗拉强度、布氏硬度、洛氏硬度对照表FF抗拉强度、布氏硬度、洛氏硬度对照表Comparison Table for tensile strength, Vickers hardness, Brinell hardness and Rockwell hardnessN/mm 2HV10HB HRC 920287273289402932782997030228730995310295311020317301321050327311331080336319341110345328351140355337361170364346371200373354381230382363391260392372401260403383411330413393421360423402431400434413441440446424451480458435461530473449471570484460481620497472491680514488501730527501511790544517521845560632531910578549541980596567552050615584562140639607576556225867559698607206174562773638006482965864669006794068N/mm 2HV10HB HRC2407571255807627085812859086305959032010095335105100350110105370115109385120114400125119415130124430135128450140133465145138480150143495155147510160152530165157545170162560175166575180171595185176610190181625195185640200190660205195675210199690215204705220209720225214740230219755235223770240228785245233800250238228202552422383526024724860268255258702722582690028026627整体硬质合金钻头Solid carbide drills钻头目录 Content for drillD阶梯钻 Step drill直槽钻 Straight fluted drillD 1整体硬质合金钻头Solid carbide drillsD 2D整体硬质合金钻头编码规则Code rule of the solid carbide drillD-钻头 D-drill刀具大类Tool Type用途分组Application rangeM-不锈钢用 M-stainless steelK-铸铁用 K-Cast ironN-有色金属用 N-non-ferrous materialG-通用 G-generalD G-A T A03C-D20-M结构特性Point typeA-型 A-Type B-型 B-TypeC-型 C-Type E-型 E-TypeN-型 N-Type R-型 R-Type刀具类型Structural typeT-麻花钻 T-twist drillL-三刃钻 L-three cutting edges drillS-阶梯钻 S-step drillP-直槽钻 P-straight fluted drillC-NC中心钻 C-NC centre drillA-圆柱直柄 E-斜削柄 DIN6535HA/HED-普通直柄 D-common shankM-莫氏柄 M-mose shank柄部类型Shank type钻孔深度Depth of drilling03-3D 05-5D 08-8D 10-10D03-The depth of drilling is 3DNC中心钻表示顶角90-90°顶角 NC centre drill point angle120-120°顶角NC centre drill point angleC-内冷 C-inter coolant外冷-缺省 outer coolant default冷却方式基本型号 Basic Type附加部分 Additional PartDiameter identifierThe value of DiameterCoating Type B/C/M/N非涂层-缺省 Non-Coating defaultD 3DNC中心钻 NC centre drillDK-NCA9090°NC中心钻90°NC centre drill冷却方式Coolant type 外Outside 柄部型式Type of shank 直柄 d2Straight shank d2适应场合Application适合于在数控机床上打中心孔和倒角。
Suitable for drilling the center holeand chamfer订货示例: DK-NCA 90-D 14Ordering guide: DK-NCA 90-D 14推荐切削用量见D 38页。
The page D 38 for the recommendable cutting date.●:表示有库存DNC中心钻 NC centre drill订货示例: DK-NCA120-D14Ordering guide: DK-NCA120-D14推荐切削用量见D38页。
The page D38 for the recommendable cutting date.●:表示有库存DK-NCA120120°NC中心钻90°NC centre drill冷却方式Coolant type外Outside柄部型式Type of shank直柄 d2Straight shank d2适应场合Application适合于在数控机床上打中心孔和倒角。
Suitable for drilling the center holeand chamferD 4D 5D三刃钻 Three cutting edges drill订货示例: DK-CLA 03-D 9Ordering guide: DK-CLA 03-D 9推荐切削用量见D 38页。
The page D 38 for the recommendable cutting date.●:表示有库存DK-CLA03加工铸铁用三刃钻Three cutting edge drill for cast iron钻孔深度The depth of drilling (2-3)×D(2-3)times diameter 冷却方式Coolant type 外Outside柄部型式Type of shank 普通直柄 d2Straight shank d2适应场合Application适用于铸铁钻孔Suitable for drilling cast iron.DD 6三刃钻 Three cutting edges drill订货示例: DK-CLA 03-D 9Ordering guide: DK-CLA 03-D 9推荐切削用量见D 38页。