DIN 6537-1993阶梯直柄硬质合金钻头尺寸
镍基高温合金(waspaloy加工工艺)
镍基高温合金(如In718、Waspaloy 等)具有热稳定性好、高温强度和硬度高、耐腐蚀、抗磨损等特点,是典型的难 加工材料,常用于制作涡轮盘等发动机关键部件。
由于涡轮盘是航空发动机的关键部件之一,在应力、温度和恶劣 的工作环境条件下容易产生疲劳失效,因此涡轮盘材料及制造技术是研制高性能航空发动机的关键。
由于涡轮盘上 的异形孔由若干圆弧和直线组成,形状复杂,加工时要求各组成段位置准确、过渡圆滑而不产生加工转折痕迹,表 面粗糙度符合工艺要求,因此该高温合金异形孔的加工是涡轮盘加工的难点。
目前,航空发动机制造商均采用电火 花加工方法加工镍铬耐热合金异形孔,但是电火花加工过程中产生的热影响层难以用普通的磨削、研磨方法去除, 往往需要用磨料射流等特殊工艺去除该变质层,加工效率低,生产成本高。
因此,对高效低成本的镍基高温合金异 形孔加工方法的研究越来越受到人们的高度重视。
本文通过钻削、铳削与磨削工艺的不同组合、选用新型涂层刀具及适当的加工参数加工镍基高温合金异形孔的工艺 试验,讨论了用铳削和磨削加工方法代替电火花方法加工镍基高温合金异形孔的可行性。
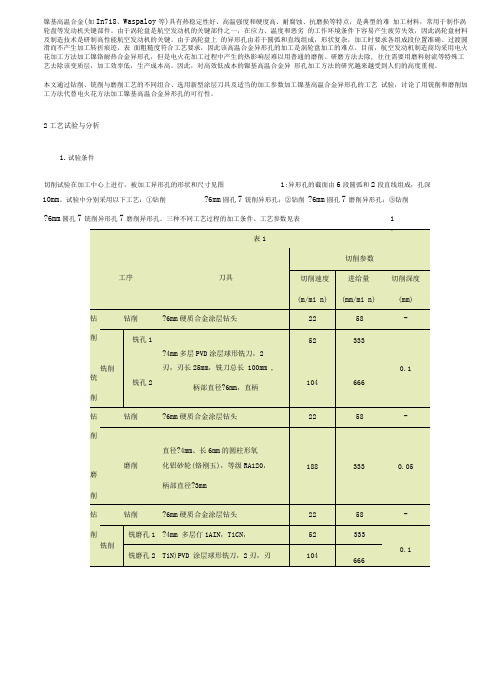
2工艺试验与分析1.试验条件10mm 。
试验中分别采用以下工艺:①钻削?6mm 圆孔7铳削异形孔;②钻削 ?6mm 圆孔7磨削异形孔;③钻削1切削试验在加工中心上进行,被加工异形孔的形状和尺寸见图1:异形孔的截面由6段圆弧和2段直线组成,孔深?6mm 圆孔7铳削异形孔7磨削异形孔。
三种不同工艺过程的加工条件、工艺参数见表精选文库铳削长25mm,铣刀总长100mm ,柄部直径?6mm,直柄磨磨削削直径?4mm、长6mm的圆柱形氧化铝砂轮(铬刚玉),等级RA120 ,柄部直径?3mm188 333 0.05工件材料:In718镍基高温合金冷却液:浓度为9%的乳化液,压力30Bar7铳削7磨削(钻削加工?6mm圆孔7低用量铳削加工异形孔7磨削异形孔小,而钻削7磨削(钻削加工?6mm圆孔7磨削异形孔)工艺所获得的异形孔表面粗糙度最大。
钻头基础介绍

D
S
B D
Type N – 圆柱柄
螺旋角 γ = 20°-30° 圆弧后刀面 顶角 σ = 118° 标准钻头,主要用来加工拉伸强度不超 过1200 N/mm²合金或非合金钢, 灰铸铁, 球墨铸铁 以及 粉末金属
339
317
D
D
DZ DZ DZ
235 236 237
D D D
The Tool Company Art.-Nr. 245
有倒角
ρby Xu_Hanguang
ρby Xu_Hanguang
Type N : 标准槽型
退刀次数 : 8
d
The Tool Company
TYPE GT
Type GT
10 x d
3xd
Type GT: 宽大的排屑槽,适宜加工孔深为 3 x D 以上的孔
1xd
ρby Xu_Hanguang
退刀次数 : 2
d
The Tool Company
FN FN FN
618 619
FN FN
S S S S
The Tool Company
抛物钻) 麻花钻 GT100(抛物钻 抛物钻
刃带氮化处理
TIN coated
FireX coated
ρby Xu_Hanguang
d
The Tool Company
TYPE N
Type N
5xd
1,5 x d 1,5 x d 1,5 x d 1xd 1xd 1xd 1xd 0,5 x d
DIN 最大钻深 338 DZ DZ DZ 340 DZ DZ DZ 1869 Series 1 Series 2 Series 3 Series 1 Series 2 DZ DZ DZ DZ DZ
硬质合金刀头型号

7 x/ @$ v4 K$ A$ L/ j& @5 b1 C+ ]YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有较高的耐磨性及韧性。
K15K20 YK15YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
K20 YG6三维网技术论坛' s/ ]; z: s& @% H' |YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
K20 , z# s9 F0 i) r1 C5 u* qYG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。
K30 YG8NYG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30 YG8YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。
K35 YG10XYS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。
K30 YS2TYL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
K15-K25 YL10.1三维网技术论坛6 a+ m* d* _3 C* I# ^YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生产挤压棒材,制作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具和耐磨零件。
K25-K35 $ n2 y& o7 [9 ^ YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的顶锻、穿孔及冲压工具。
硬质合金钻头规格 硬质合金钻头种类
硬质合金钻头规格硬质合金钻头种类内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展硬质合金钻头规格硬质合金钻头种类硬质合金钻头可分为整体硬质合金钻头、焊接式硬质合金钻头、硬质可换刀片式钻头、硬质可换齿冠钻头整体式硬质合金钻头一般即麻花钻头,不过整个钻头材质为硬质合金材料,这种钻头精度较高,可带内冷却孔,钻头直径一般在20mm以内,在进口钻头品牌中很常见。
焊接式硬质合金钻头,钻头头部为硬质合金材料,通过焊接方式与钻体连接起来,采用内冷却方式,加工精度及光洁度较高,一般应用在模具加工行业,例如枪钻。
硬质合金可换刀片式钻头,这种钻头头部呈错位形式安装2片或4片刀片,可换刀片来延长钻头使用寿命,钻孔效率特别高,加工孔径较广,也是采用内冷却方式,简称“U钻”、“浅孔钻”,在机械加工行业应用较广泛。
硬质可换齿冠钻头属于一种新型钻头,钻头头部切削部分安装一片可换硬质合金刀片,市场用这种钻头较小,刀片通用性不高,价格较贵。
乳化油主要起冷却和润滑作用,同时还起到一定的防锈作用,但对铸铁类材料的防锈效果一般,同时容易变质,成本相对较低,一般应用一些低成本加工行业。
U钻材质一般为高强度钢材,同时表面采用涂层处理,对乳化油、切削油、切削液均适用,只是冷却效果不一样,通常来说切削液各种性能均好于乳化油,在加工行业中应用特别广泛,针对U钻钻孔用乳化油对U钻影响不大,只需考虑U钻钻头对冷却液流量与压力、材料防锈效果等。
U钻刀片市场上常用的有W型刀片和S型刀片两种W型刀片属于一种等边不等角的六边形刀片,简称“桃形刀片”,S型刀片属于一种四边相等的“菱形刀片”W型刀片可加工的刃数为三刃,而S型刀片可加工的刃为四刃S型刀片相对W型刀片在U钻打孔后,盲孔底面形状较平,W型刀片盲孔底面凹凸明显S型刀片推出市场较晚,U钻钻头通用性不强,价格较贵,而W型刀片基本通用各种U钻钻头,价格较便宜总之,在购买合适的U钻刀片,先确认U钻钻头是否通用市场上的W型刀片或者S 型刀片,同时还需考虑U钻刀片成本问题而U钻加工专用设备近几年才出来,市场还未普遍被打开,这种机床由普通数控钻床升级而成,主轴转速、电机功率等参数提高很多,同时针对U钻内冷方式增加了主轴内出水功能,从而适用U钻切削打孔加工,但这种设备针对产品有一定的局限性,同时只能用U钻钻孔加工,也可以简单的叫U钻加工专用设备。
整体硬质合金钻头

图标说明 Icon Explain图标Icon说明Explanation图标Icon说明Explanation圆柱平头立铣刀刀尖Tool nose of cylindrical flattened end mill 18°螺旋角Helix angle 18°圆弧头立铣刀刀尖Toric end mill nose 25°螺旋角Helix angle 25°球头立铣刀Ball nose end mills 28°螺旋角Helix angle 28°两齿铣刀中心铣削一齿过中心2-tooth mill with one teeth overpass the center 35°螺旋角Helix angle 35°两齿铣刀中心铣削2-tooth mill for center milling 30°螺旋角Helix angle 30°三齿铣刀中心铣削一齿过中心3-tooth mill with one teeth overpass the center 40°螺旋角Helix angle 40°三齿铣刀齿不过中心3-tooth mill with teeth non-overpass the center 45°螺旋角Helix angle 45°四齿铣刀中心铣削4-tooth mill for center milling 50°螺旋角Helix angle 50°五齿及五齿以上铣刀非中心铣削Mills with 5 teeth or above not for center milling 钻孔深度为钻头直径的3倍The maximum depth of drilling is 3DDIN6535HA圆柱直柄DIN6535HA straight shank 钻孔深度为钻头直径的5倍The maximum depth of drilling is 5DDIN6535HB削平直柄DIN6535HB Weldon 小径多用途麻花钻Small diameter twist drillsDIN6535HE斜削直柄DIN6535HE whistle notch shank 小径多用途麻花钻Small diameter twist drills普通圆柱直柄Straight shank 普通麻花钻General twist drills方头直柄Square and straight shank 外冷多用途麻花钻Multi-purpose twist drill with outer cooling铰刀被加工孔精度等级Precision class for hole with reamers 内冷多用途麻花钻Multi-purpose twist drill with inner cooling铰刀被加工孔精度等级Precision class for hole with reamers 三刃钻3-lip drills钢Steel 内冷直槽钻Straight flute Drills with inner cooling不锈钢Stainless steel 丝锥切削锥长度Cutting length of the tap铸铁Cast iron 丝锥牙型角The tooth-like angle of tap非铁材料Non-ferrous materials 丝锥精度Tap precision高温合金,钛合金Superalloy and Titanium alloy.丝锥精度Tap precision硬材料Hardened material 丝锥精度Tap precision抗拉强度、布氏硬度、洛氏硬度对照表FF抗拉强度、布氏硬度、洛氏硬度对照表Comparison Table for tensile strength, Vickers hardness, Brinell hardness and Rockwell hardnessN/mm 2HV10HB HRC 920287273289402932782997030228730995310295311020317301321050327311331080336319341110345328351140355337361170364346371200373354381230382363391260392372401260403383411330413393421360423402431400434413441440446424451480458435461530473449471570484460481620497472491680514488501730527501511790544517521845560632531910578549541980596567552050615584562140639607576556225867559698607206174562773638006482965864669006794068N/mm 2HV10HB HRC2407571255807627085812859086305959032010095335105100350110105370115109385120114400125119415130124430135128450140133465145138480150143495155147510160152530165157545170162560175166575180171595185176610190181625195185640200190660205195675210199690215204705220209720225214740230219755235223770240228785245233800250238228202552422383526024724860268255258702722582690028026627整体硬质合金钻头Solid carbide drills钻头目录 Content for drillD阶梯钻 Step drill直槽钻 Straight fluted drillD 1整体硬质合金钻头Solid carbide drillsD 2D整体硬质合金钻头编码规则Code rule of the solid carbide drillD-钻头 D-drill刀具大类Tool Type用途分组Application rangeM-不锈钢用 M-stainless steelK-铸铁用 K-Cast ironN-有色金属用 N-non-ferrous materialG-通用 G-generalD G-A T A03C-D20-M结构特性Point typeA-型 A-Type B-型 B-TypeC-型 C-Type E-型 E-TypeN-型 N-Type R-型 R-Type刀具类型Structural typeT-麻花钻 T-twist drillL-三刃钻 L-three cutting edges drillS-阶梯钻 S-step drillP-直槽钻 P-straight fluted drillC-NC中心钻 C-NC centre drillA-圆柱直柄 E-斜削柄 DIN6535HA/HED-普通直柄 D-common shankM-莫氏柄 M-mose shank柄部类型Shank type钻孔深度Depth of drilling03-3D 05-5D 08-8D 10-10D03-The depth of drilling is 3DNC中心钻表示顶角90-90°顶角 NC centre drill point angle120-120°顶角NC centre drill point angleC-内冷 C-inter coolant外冷-缺省 outer coolant default冷却方式基本型号 Basic Type附加部分 Additional PartDiameter identifierThe value of DiameterCoating Type B/C/M/N非涂层-缺省 Non-Coating defaultD 3DNC中心钻 NC centre drillDK-NCA9090°NC中心钻90°NC centre drill冷却方式Coolant type 外Outside 柄部型式Type of shank 直柄 d2Straight shank d2适应场合Application适合于在数控机床上打中心孔和倒角。
变速器壳体立式加工中心技术要求

汽车股份有限公司变速器生产线变速器壳体立式加工中心机订货任务书(技术部分)项目:变速器项目联系人:电话:传真:地址:邮编:电子邮件:编制:校对:审核:批准:日期:立式加工中心招标规格及要求一、设备名称立式加工中心二、设备台数3台三、投标语言中文四、概述设备要有较强的通用性。
卖方可根据买方技术规格要求用本公司的相近设备进行投标。
该立式加工中心用于我公司变速器壳体(详见下表)的机加工,用于加工变速器壳体与离合器壳体连接面上各连接孔和内部一些平面、孔,与后盖连接面及各连接孔、叉轴孔、倒档锁轴孔等的粗、精加工内容及放油孔全部加工内容;年生产纲领:10万件/年;生产节拍:1.78分钟/件,含上、下料时间;零件装料高度:900-1100mm(脚踏板高度300mm)。
五、招标范围1、立式加工中心三台及相应的培训、安装、调试等技术服务;2、相应的夹具、刀具、辅具、专用装置等;3、投标厂商投标时应提供投标设备的主要配置及附件等的明细、数量、原产地及生产厂商、规格型号、精度等级、技术参数、功能等描述。
提供各部分分项报价,包括各主要配置分项报价清单、附件分项报价清单等;4、投标厂商投标时应提供工艺方案及刀具选配方案、夹具方案图,提供夹具部件分项报价清单、刀具分项报价清单等;5、投标厂商投标时,投标的设备若不采用本要求规定的几何精度检测标准,应提供其相应几何精度检测标准清单;6、如有招标文件未提及的事项,投标方应自行列明。
六、设备通用要求1、设备符合中国的劳动保护、环境保护、安全法规等法规要求;2、使用环境:温度5-45℃,相对湿度30-95%(无冷凝水);3、电源:三相交流电,380V±10%,50Hz;4、投标设备必须是全新设备(包括所有零部件、元器件、附件);5、操作面板侧面配有RS232接口及220V传输线接口,且带传输线及传输软件;6、操作面板上所有指示灯,要求有指示灯工作正常检测按钮,可以随时检测;7、操作面板可转到机床侧面或不能超过机床前面200mm;8、电器柜内安装照明灯,门开灯亮,门关灯灭;9、电器柜安装空调,带接水盒;10、电器柜要求密封、防尘;11、电器柜内有放机床说明书的装置;12、机床配备三色指示灯,正常工作时绿灯亮,正常停机时黄灯亮,异常停机时红灯亮,预报警时红灯闪烁。
机加工钻头规格尺寸【大全】
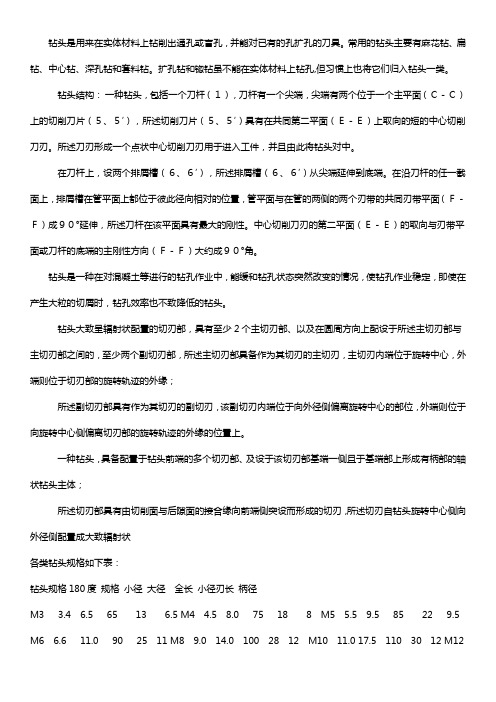
钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。
扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。
所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。
在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。
在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。
中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。
钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘;所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。
一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体;所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状各类钻头规格如下表:钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8 M5 5.5 9.5 85 22 9.514.0 20.0 115 32 12 1/4 6.85 11.0 90 25 11 5/16 8.55 14.0 100 28 12 3/8 10.115.0 110 30 12 1/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头规格180度规格小径大径全长小径刃长柄径M3 3.4 6.5 65 13 6.5M4 4.5 8.0 75 18 8M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0钻头外径钻头长度钻头外径钻头长度φ20mm 350mm φ102mm 350mm/420mm φ22mm 350mm φ108mm 350mm/420mm φ24mm 350mm φ110mm 350mm/420mm φ26mm 350mm/420mm φ114mm 350mm/420mm φ28mm 350mm/420mm φ120mm 350mm/420mm φ30mm 350mm/420mm φ127mm 350mm/420mm φ32mm 350mm/420mm φ132mm 350mm/420mm φ38mm 350mm/420mm φ150mm 350mm/420mm φ40mm 350mm/420mm φ159mm 350mm/420mm φ44mm 350mm/420mm φ166mm 350mm/420mm φ50mm 350mm/420mm φ180mm 350mm/420mm φ57mm 350mm/420mm φ200mm 350mm/420mm φ63mm 350mm/420mm φ220mm 350mm/420mm φ76mm 350mm/420mm φ250mm 350mm/420mm φ83mm 350mm/420mm φ275mm 350mm/420mm φ89mm 350mm/420mm φ300mm 350mm/420mm 钻头规格180度M5 5.5 9.5 85 22 9.5M6 6.6 11.0 90 25 11M8 9.0 14.0 100 28 12M10 11.0 17.5 110 30 12M12 14.0 20.0 115 32 121/4 6.85 11.0 90 25 115/16 8.55 14.0 100 28 123/8 10.1 15.0 110 30 121/2 13.5 20.0 115 32 12钻头规格90 度规格小径大径全长小径刃长柄径M3 3.4 6.4 65 35 6.4M4 4.5 8.4 75 42 8.4M5 5.5 10.4 85 50 10.4M6 6.6 12.5 90 53 12.0M8 9.0 16.5 100 53 12.0中心钻头规格表刃径(d) 刃径公差刃长(L2) 柄径(D) 全长(L) 0.4 0.05 -0.05 0.5 3.0 31 0.5 0.05 -0.05 0.6 3.0 31 0.6 0.05 -0.05 0.7 3.5 360.8 0.05 -0.05 0.9 4.0 360.9 0.05 -0.05 1.0 4.0 361.0 0.05 -0.05 1.2 4.0 36 1.2 4.0 1001.2 0.05 -0.05 1.4 5.0 42 1.5 0.05 -0.05 1.8 5.0 42 1.8 5.0 1001.8 5.0 1501.8 5.0 2002.0 0.08 -0.08 2.4 5.0 42 2.4 6.0 1002.4 6.0 1502.4 6.0 2002.5 0.08 -0.083.0 6.0 473.0 8.0 1003.0 8.0 1503.0 8.0 2003.0 0.08 -0.08 3.6 7.7 57 3.6 10.0 1003.6 10.0 1503.6 10.0 2003.2 0.08 -0.08 3.8 7.7 574.0 0.08 -0.08 4.8 10.0 694.8 10.0 1504.8 10.0 2005.0 0.12 -0.126.0 11.0 696.0 12.0 1006.0 12.0 1506.0 12.0 2006.0 0.12 -0.12 8.0 16.0 908.0 0.12 -0.12 10.0 18.0 10010.0 0.12 -0.12 12.0 18.0 10012.0 0.12 -0.12 15.0 22.0 110高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。
钻头基础介绍

螺旋角 = 38° 圆弧后刀面 顶角 = 130° 钻芯: Form A 芯厚: 比标准的大 主要用来加工拉伸强度不超过1000 N/mm²合金或非合金钢 灰铸铁
DIN
最大钻深
338
DZ
(5xD) DZ
DZ
340
DZ
DZ
DZ
1869 Series 1 DZ Series 2 DZ Series 3 DZ Series 1 DZ Series 2 DZ
DZ
(5xD)
340
DZ
345 MK
Type H HSS
224
B
206
B218B Nhomakorabea246
B
Art.-Nr. 207
Type W DIN 338
Type W
螺旋角 = 30°- 40° 圆弧后刀面 顶角 = 130°-140° 主要用来加工质地较软 切屑较长的 材料例如铝铝合金铝镁合金 和 铜
DIN
Type N
d
5xd
15 x d 15 x d 15 x d 1xd 1xd 1xd 1xd 05 x d
TYPE N
Type N : 标准槽型
退刀次数 : 8
d 10 x d
TYPE GT
Type GT
3xd 1xd
Type GT: 宽大的排屑槽适宜加工孔深为 3 x D 以上的孔
退刀次数 : 2
DIN drilling depth
6537 K DZ (3xD)
RT 100 G carbide
1798 B
6537 L DZ (5xD)
1799 B
RT150 GG – 适合加工短屑材料
钻具常用接头尺寸

7-5/8”
REG正规型
660.4mm(26“)钻头,
731*730
7-5/8”
REG正规型
444.5mm(17-1/2”)钻头, 228.6mm(9”)钻铤
731*730
7-5/8”
REG正规型
346.1mm(13-5/8“)钻头, 210mm动力钻具
631*630
6-5/8”
REG正规型
331*330
3-1/2”
REG正规型
241.3mm(9-1/2”)钻头
631*630
210mm锻铣器
4A11*4A10
431*430
203mm磨鞋
431*430
165mm钻铤
4A11*4A10
165mm MWD无磁短节
411*410
121mmMWD短节
2A11*2A10
731*730
310mm扶正器
731*730
214mm扶正器
4A11*4A10
411*410
4A11*4A10
203mm随钻震击器
631*630
罕见组合:
444.5mmBIT +
SUB(730*730)
444mmSST+
SUB(731*630)
311.1mmBIT +
SUB(630*730)
241.3mmBIT+
SUB(630*410)
311.15mm(12-1/4”)钻头, 203.2mm(8”)钻铤
631*630
6-5/8”
REG正规型
196.85mm(7-3/4”)动力钻具
531*530
171.45mm(6-3/4”)动力钻具, 215.9mm(8-1/2”)钻头
硬质合金旋转锉规格型号
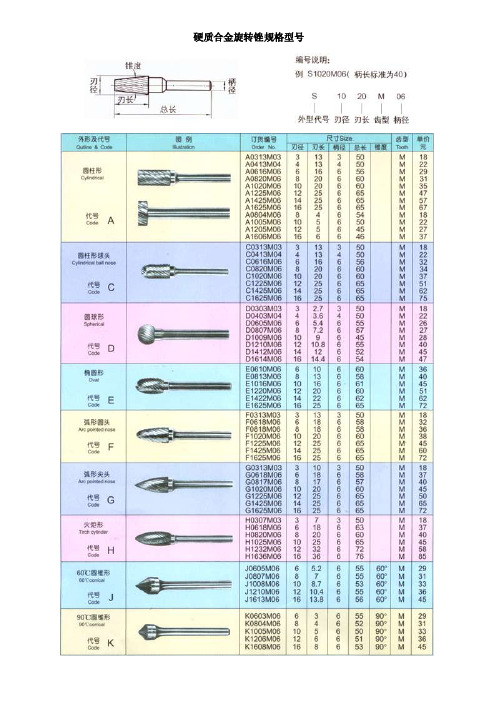
硬质合金旋转锉规格型号A型A型C型C型D型D型(Φ3以下不带分屑槽)E型E型F型F型G型G型H型M型N型L型M型N型下半球型D下上半球型D上P型(不带分屑槽)文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
在中国古代,文案亦作" 文按"。
公文案卷。
《北堂书钞》卷六八引《汉杂事》:"先是公府掾多不视事,但以文案为务。
"《晋书·桓温传》:"机务不可停废,常行文按宜为限日。
" 唐戴叔伦《答崔载华》诗:"文案日成堆,愁眉拽不开。
"《资治通鉴·晋孝武帝太元十四年》:"诸曹皆得良吏以掌文按。
"《花月痕》第五一回:" 荷生觉得自己是替他掌文案。
"旧时衙门里草拟文牍、掌管档案的幕僚,其地位比一般属吏高。
《老残游记》第四回:"像你老这样抚台央出文案老爷来请进去谈谈,这面子有多大!"夏衍《秋瑾传》序幕:"将这阮财富带回衙门去,要文案给他补一份状子。
"文案音译文案英文:copywriter、copy、copywriting文案拼音:wén àn现代文案的概念:文案来源于广告行业,是"广告文案"的简称,由copy writer翻译而来。
钻头基础知识

The Tool Company
DIN drilling depth
1897 DZ (3xD)
338
DZ
(5xD)
340
DZ
345 MK
Type H HSS
224
B
206
B
218
B
246
B
Art.-Nr. 207
Type W DIN 338
Type W
螺旋角 = 30°- 40° 圆弧后刀面 顶角 = 130°-140° 主要用来加工质地较软 切屑较长的 材料,例如铝,铝合金,铝镁合金 和 铜。
缺点: • 磨削困难, 只能机床磨
D型
小横刃 带倒角
The Tool Company
适用于:
• 铸铁, 可锻铸铁 • 铸钢
优点: • 钻头受力均匀,抗冲击性能好 • 散热性好
by Xu_Hanguang
缺点: • 修磨量增加
E型
带自定心钻尖
优点: • 定位好 • 加工精度高 • 孔口无毛刺
The Tool Company
by Xu_Hanguang
GT 500
代码 长度规格 槽长 刀具材料 涂层 钻尖 钻芯 槽型度 钻芯锥度 柄部形式 Ø范围 mm
by Xu_Hanguang
The Tool Company
#513
#515
5xd
3xd
DIN338
DIN1897
PM-HSS-E
The Tool Company
直柄麻花钻 Type VA (V2A/V4A)
圆弧后刀面 顶角: 130 度 螺旋角: 比标准的(30度)大 钻芯锥度: 标准 直径公差 Ø : h 8
地质岩心钻探规程
前言本规程包括了岩心钻探工程设计的编制、钻探方法和设备选择、通用的工艺方法、冲洗介质及施工守则、钻孔质量保证、钻探施工的人身健康、安全、环境保护和生产管理等方面的内容,是不同领域岩心钻探工程及各种专项钻探工艺技术方法的基础性规程。
本规程是地质岩心钻探工程设计、施工、管理和检查验收等各项工作的重要依据和准则。
对于不同的勘查对象、勘查阶段、勘查目的而有所变更的一些特殊要求和技术指标,应符合相关的规程、规范或通过协议、合同做出明确规定。
本规程是遵循GB/T 1.1—2009的起草规则,首次以技术标准形式发布。
本规程由中国地质调查局提出。
本规程由国土资源部归口。
本规程起草单位:中国地质科学院勘探技术研究所。
本规程主要起草人:王达、赵国隆、肖亚民、陈星庆、汤松然、孙建华、张林霞、刘秀美、戴智长。
本规程由国土资源部负责解释。
地质岩心钻探规程1 范围本规程规定了钻探施工过程所有工序的技术要求及相关管理规定。
本规程中对“岩心”的界定是广义的,指能采集到的各类岩石样品,即除圆柱状的岩心外,也包括各种岩块、岩样和岩屑,故各种反循环连续取心也被纳入岩心钻探的范围。
本规程主要适用于地质岩心钻探,工程勘察、工程施工、水文水井钻探和油气井钻探的小口径钻孔施工,可参照本规程。
本规程适用于孔深3000 m以内的钻孔施工。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 标准化工作导则第1部分:标准的结构和编写GB/T 3787手持武电动工具的管理、使用、检查和维修安全技术规程GB/T 5005钻井液材料规范GB 6722爆破安全规程GB/T 9151钻探工程名词术语GB 15848铀矿地质勘查辐射防护和环境保护规定GB/T 16950金刚石岩心钻探钻具设备GB/T 16951金刚石绳索取心钻探钻具设备GB/T 硬质合金牌号第二部分:地质、矿山工具用硬质合金牌号GB 50194建设工程施工现场供用电安全规范AQ 2004地质勘探安全规程DZ/T 0032--1992地质勘查钻探岩矿心管理通则DZ/T 0053液动冲击回转钻探技术规程DZ/T 0054定向钻进技术规范DZ/T 0078 固体矿产勘查原始地质编录规定DZ/T 0088地质钻探用钻塔系列3 基本规定钻孔口径系列地质岩心钻探口径系列是钻探工程最基础的规定,依照国际通用的标准采用R、E、A、B、N、H、P、S作为代号,规格代号及对应的公称口径见表1。
不同刃口形貌的S钻尖麻花钻钻削性能研究

不同刃口形貌的S钻尖麻花钻钻削性能研究曾腾辉(厦门金鹭特种合金有限公司,福建厦门361100)摘要:研究了相同规格的S钻尖麻花钻在相同切削参数的条件下,采用两种不同刃口形貌钻削Q345材料时的切削性能、断屑情况及耐用度。
实际试验结果表明,在正常的刃口几何参数条件下,在钻削Q345材料时,负倒棱刃口形貌较圆弧形刃口形貌在切削性能稳定性、耐用度、断屑能力等方面都具有更优异表现。
关键词:S钻尖;麻花钻;负倒棱刃口;圆弧刃口中图分类号:TG501文献标志码:A文章编号:1002-2333(2020)10-0031-04 Study on Drilling Performance of S Drill-point Twist Drill with Different Cutting Edge ShapesZENG Tenghui(Xiamen Golden Egret Special Alloy Co.,Ltd.,Xiamen361100,China)Abstract:This paper studies the cutting performance,chip breakage and durability of S drill-point when drilling Q345 with two different cutting edge morphologies under the same cutting parameters.The actual test results show that,under the condition of normal cutting edge geometry parameters,the shape of chamfered edge is better than rounded edge in cutting stability,durability and chip breakage while drilling Q345.Keywords:S drill-point;twist drill;chamfered edge;rounded edge0引言硬质合金钻头是一种用于高效钻削各类材料的孔加工刀具,在机械加工中具有广泛的应用[1],较传统的高速钢钻头具有效率高、精度高、刚性好等众多优点,但由于硬质合金本身的材料特性,锋利的刃口无法断屑且在密闭的加工环境中容易造成崩刃、断刀,影响硬质合金钻头的切削性能和耐用度,限制了应用推广。
钻具常用接头尺寸之欧阳美创编
创作:欧阳美
时间:
SUB(73(raO)
444mmSST+
SUB(731网
2032niniDC
311.1niriBir+
SUB(63(mO)
2413nniBrr+
SUBW410)
]77£mniDC
210mm锻铳器
43O*4A1O4A11M1O
203mm磨鞋
431*410
引
731吒30
2032mniDC
动力钻具
331*310〔上向接头〕
196&innX7・34洌力钻具
531*530
14021
]7L45mm©34渤力钻具,215・9nmK842‘僦头
431*430
也,
REG正施
]52.钿琐6胎头,12Q65inm(434'励力钻具
331*330
MIT
REG正施
2413mm (OPT)钻头
63氏30
210mm锻铳器
4A11*4A1O
431*430
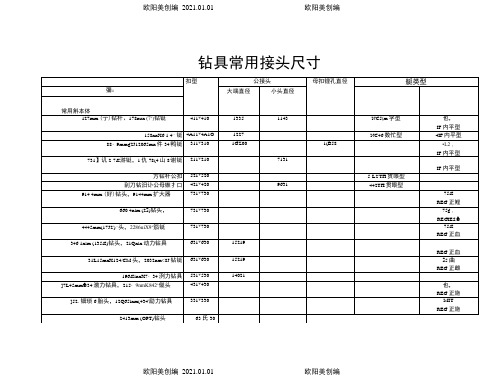
钻具常用接头尺寸
扣型
公接头
母扣锂孔直径
艇类型
彌:
大端直径
小头直径
常用斛本体
127mm(亍)钻杆、178nun(7‘)钻铤
411*410
1335
1143
NC5(m字型
也,
IF内平型
158nnX6.1.4^铤
4A11*4A1O
1227
NC46数忙型
4IF内平型
88・9mmg2J12065mn件34鸭铤
311*310
731*730
75g,
REGIES®
4445mm(17J2')^头,2286uiX9‘笳铤