SiC涂层碳纤维增强铝复合丝的机械性能及其界面特性
SiC增强铝基复合材料 (2)

碳化硅增强铝基复合材料专业班级:国教材料102姓名:秦振国学号:201006374223指导老师:张小立目录摘要-------------------------------------------------31.引言-----------------------------------------------42.碳化硅增强铝基复合材料的制备-----------------------42.1粉末冶金法-------------------------------------42.2搅拌铸造法-------------------------------------42.3 压力铸造法------------------------------------62.4 无压渗透法------------------------------------62.5 喷射沉积法------------------------------------72.6 离心铸造法------------------------------------73.碳化硅铝基复合材料性能的相关研究-------------------8 3.1 SiC铝基复合材料的拉伸性能----------------------8 3.2 SiC铝基复合材料的超塑性------------------------9 3.3 SiC增强陆基复合材料的热性能研究----------------93.3.1 导热性------------------------------------103.3.2 热膨胀性----------------------------------103.3.3 热稳定性----------------------------------114.碳化硅铝基复合材料细观损伤的温度效应---------------125. 碳化硅铝基复合材料断裂韧度的研究------------------136.碳化硅铝基复合材料的现状与未来---------------------14 参考文献---------------------------------------------15碳化硅增强铝基复合材料的研究摘要:碳化硅铝基复合材料充分结合了碳化硅陶瓷和金属铝的不同优势,具有高导热性、与芯片相匹配的热膨胀系数、密度小、重量轻,以及高硬度和高抗弯强度,是新一代电子封装材料中的佼佼者,满足了封装的轻便化、高密度化等要求,适于应用航空、航天、高铁及微波等领域,是解决热学管理问题的首选材料。
碳纳米管增强铝基复合材料的界面特性及增强机理研究进展

! " " # & N = : : A : K? @ J > I ' @ A 1& N ' > 2 N > @ 2 LO 2 ' 2 > > I ' 2 & : E J = Q > 1 J ` ' @ : J : 2 2 ' M > I 1 ' J ( = > 2 L E/ ! " " + ! ; ; ;8 G ; " # $ 1 9 * 0 ) ( * ' J =E 2 ' E > 1 J I E N J E I > @ 2 L > X N > A A > 2 J > I K : I S @ 2 N > N @ I H : 22 @ 2 : J E H > 1! ( P ) 1 @ I > N : 2 1 ' L > I > L J :H > J = > ""Y V U ' L > @ A I > ' 2 K : I N > S > 2 J K : I N : S : 1 ' J > 1 ) = >> 2 = @ 2 N > S > 2 J> K K > N J: K N @ I H : 22 @ 2 : J E H > 1 ' 1L > N ' L > LH @ 2 @ N J : I 11 E N =@ 1 U GS GK " J @ J E 1 : K ' 2 J > I K @ N ' @ A H : 2 L ' 2 ' J = J = >S @ J I ' X * @ 1 > L: 2 I > 1 > @ I N = > 1 : K I > @ I @ J ' : 2 @ 2 L J = > K E 2 % L ' 1 > I 1 ' : 2 ' 2 J = >S @ J I ' X1 ;Q U U U " L @ S > 2 J @ A I : > I J K @ A E S ' 2 E SS @ J I ' X N : S : 1 ' J > I > ' 2 K : I N > LH P ) 1 I > 1 > 2 J 1 ' J E @ J ' : 2: K N @ I H : 22 @ 2 : J E H > 1 I > ' 2 K : I N > L U U G: U G( U @ A E S ' 2 E SS @ J I ' XN : S : 1 ' J > 1 @ I > 1 E S S @ I ' < > L K I : S' 2 J > I K @ N >H : 2 L ' 2 K K > N J : 2J = >H @ 1 ' NU I : > I J ' > 1: K N : S : 1 ' J >S @ J > % U ;> U U " I ' @ A 1 = : QJ : ' S I : M > J = > ' 2 J > I K @ N >H : 2 L ' 2 2 L J = > 1 J I > 2 J = > 2 ' 2 > N = @ 2 ' 1 S: K N @ I H : 22 @ 2 : J E H > 1 U ;@ ; ;S " " " : 3 + 0 2 9 A E S ' 2 E SS @ J I ' XN : S : 1 ' J > 1 N @ I H : 22 @ 2 : J E H > 1 ' 2 J > I K @ N >N = @ I @ N J > I ' 1 J ' N 1 1 J I > 2 J = > 2 ' 2 > N = @ % ""@ U ; ;S ;< 2 ' 1 S
《SiC_p增强2024铝基复合材料薄板的制备、显微组织与力学性能研究》

《SiC_p增强2024铝基复合材料薄板的制备、显微组织与力学性能研究》篇一一、引言随着科技的发展,铝基复合材料以其轻质、高强度、优异的加工性能和良好的抗腐蚀性等特性,在航空、汽车、电子等领域得到了广泛的应用。
近年来,SiC_p(硅碳复合材料)增强铝基复合材料因其出色的力学性能和物理性能,成为了研究的热点。
本文将重点研究SiC_p增强2024铝基复合材料薄板的制备工艺、显微组织及力学性能,为该类型材料的进一步应用提供理论支持。
二、材料制备1. 材料选择本文选择2024铝合金作为基体材料,SiC_p作为增强材料。
SiC_p具有高强度、高硬度、热稳定性好等优点,能够显著提高铝基复合材料的力学性能。
2. 制备工艺采用搅拌铸造法结合热压工艺制备SiC_p增强2024铝基复合材料薄板。
首先,将SiC_p颗粒与2024铝合金熔液进行搅拌铸造,使颗粒均匀分布在熔液中。
然后,将熔液进行热压处理,使颗粒与基体紧密结合,形成复合材料薄板。
三、显微组织研究1. 显微组织观察采用光学显微镜和扫描电子显微镜对复合材料薄板的显微组织进行观察。
结果表明,SiC_p颗粒在铝基体中分布均匀,颗粒与基体之间结合紧密,无明显缺陷。
2. 物相分析通过X射线衍射技术对复合材料薄板进行物相分析。
结果表明,复合材料主要由α-Al基体和SiC_p增强相组成,无其他杂质相。
四、力学性能研究1. 硬度测试对复合材料薄板进行硬度测试,结果显示其硬度较未增强的2024铝合金有了显著提高。
这主要是由于SiC_p的高硬度特性及其与基体的良好结合。
2. 拉伸性能测试对复合材料薄板进行拉伸性能测试,结果显示其抗拉强度、屈服强度和延伸率均有所提高。
这表明SiC_p的加入不仅提高了材料的硬度,还改善了材料的塑性和韧性。
3. 疲劳性能测试对复合材料薄板进行疲劳性能测试,结果显示其具有较好的抗疲劳性能,能够承受多次循环加载而不发生明显损伤。
这归因于SiC_p的加入提高了材料的耐磨性和抗裂纹扩展能力。
碳化硅增强铝基复合材料界面改善对力学性能的影响

碳化硅增强铝基复合材料界面改善对力学性能的影响3徐金城1,邓小燕1,2,张成良1,田亮亮1(1 兰州大学物理科学与技术学院,兰州730000;2 西北民族大学电气工程学院电子材料实验室,兰州730030)摘要 用粉末冶金法制备了致密度较好的镀铜碳化硅增强铝基复合材料,并对碳化硅的表面化学镀工艺进行了分析。
通过化学镀前后复合材料力学性能的对比研究表明,碳化硅表面镀铜较好地解决了碳化硅与基体的相容性问题,使复合材料的力学性能得到明显提高。
关键词 粉末冶金法 碳化硅 复合材料 化学镀E ffect of Improved Interface on Mechanic Properties of SiC Particles R einforcedAluminum Matrix CompositesXU Jincheng 1,D EN G Xiaoyan 1,2,ZHAN G Chengliang 1,TIAN Liangliang 1(1 School of Physical Science and Technology ,Lanzhou University ,Lanzhou 730000;2 Key Laboratory for Electronic Materials ,College of Electrical Engineering ,Northwest University for Nationality ,Lanzhou 730030)Abstract The SiC particles reinforced aluminum matrix composite is prepared by powder metallurgy.And the technology of electroless plating copper on SiC surfaces is investigated.The comparison of mechanic properties of com 2posites reinforced by coated and uncoated SiC particles indicates that the copper coating on SiC particles preferably im 2proves the compatibility between SiC particles and aluminum matrix and improves the mechanic properties of the com 2posite.K ey w ords powder metallurgy ,SiC particles ,composite ,electroless plating 3甘肃省自然科学基金资助项目(3ZS0512A252048) 徐金城:男,1945年生,教授,目前主要从事金属材料、金属基复合材料及环境材料方面的研究 邓小燕:女,通讯作者,博士生,讲师,研究方向为金属材料、金属基复合材料 E 2mail :dengxy02@0 引言碳化硅颗粒增强铝基复合材料是金属基复合材料(MMC )中最具应用前景的一种新型高技术材料。
SiC增强铝基复合材料的力学性能

SiC增强铝基复合材料的力学性能惠鹏飞;刘慧玲;李靖;王景升【摘要】采用半固态搅拌铸造法制备了SiC颗粒增强铝基复合材料,研究了加入不同质量分数SiC和Mg的(Al基体、Al-4 wt.%SiC、Al-4 wt.%高温氧化SiC,Mg 的质量分数从0~4 wt.%以1wt.%的含量递增)铝基复合材料的微观结构和力学性能,研究结果表明:经过高温氧化的SiC颗粒能够防止铝液对SiC颗粒的侵蚀,SiC颗粒表面没有发现孔洞.在Al-4 wt.%高温氧化SiC-3 wt.%Mg铝基复合材料中形成了Si和MgAl2O4,其屈服强度、抗拉伸强度和硬度最大,但当Mg的质量分数超过3 wt.%时,其屈服强度和抗拉伸强度降低,这主要是由于过量Mg的加入,会使复合材料中SiC颗粒表面的SiO2与Mg反应后继续与铝液进行反应,这将削弱SiC颗粒与基体的界面结合强度.【期刊名称】《甘肃科学学报》【年(卷),期】2014(026)006【总页数】4页(P82-85)【关键词】铝基复合材料;界面反应;显微组织;力学性能【作者】惠鹏飞;刘慧玲;李靖;王景升【作者单位】兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州 730050;兰州理工大学理学院,甘肃兰州 730050;兰州理工大学理学院,甘肃兰州 730050;兰州理工大学理学院,甘肃兰州 730050;兰州理工大学理学院,甘肃兰州 730050【正文语种】中文【中图分类】TG115.5铝基复合材料被广泛应用于航空航天和汽车制造等行业,其中含有增强相的铝基复合材料因其在力学和摩擦等性能方面优于基体合金而体现出了巨大的工业价值[1-4].在不同类型的铝基复合材料之中,颗粒增强铝基复合材料的工业成本远低于其他类型,另外,颗粒增强铝基复合材料的物理性能一般各向同性,用铸造法制备的颗粒增强铝基复合材料不仅成本最低,并且有优异的摩擦性能[5-8].复合材料的硬度和韧性主要取决于基体合金的结构以及增强相颗粒的尺寸、分布情况和界面结合强度[9],此外,铸造缺陷可能会加剧增强体颗粒的团聚现象[10],Tan等[11]的研究表明,SiC 颗粒增强铝基复合材料的强度和韧性等多个力学性能高于Al2O3颗粒增强的铝基复合材料.SiC颗粒增强铝基复合材料的一个困难是SiC颗粒与熔融态的铝液之间不能进行很好的润湿,SiC颗粒常常与铝液发生反应,降低复合材料的力学性能.研究在铝液中加入Mg和经高温处理的SiC颗粒,改善两相的润湿性,可有效抑制有害界面反应的发生,提高界面结合强度,增强复合材料的硬度﹑抗拉强度和屈服强度.1 实验方案1.1 材料的制备以纯铝作为基体,金属镁为活性元素,SiC颗粒作为增强体,采用半固态搅拌铸造法制备铝基复合材料,三组复合材料是:(1)纯铝+ (0,1,2,3,4) wt.%镁(A组:记为试样A1,A2,A3,A4,A5);(2)纯铝+4wt.% SiC(26μm) +(0,1,2,3,4) wt.%镁(B组:记为试样B1,B2,B3,B4,B5);(3)纯铝+4wt.% 高温氧化SiC(26 μm) +(0,1,2,3,4) wt.%镁(C组:记为试样C1,C2,C3,C4,C5).首先,将纯铝和镁加入到经过预热的坩埚中并放入电阻炉中熔化,熔化温度为680 ℃,熔化后进行除渣,再将炉内温度降到600 ℃并保持10 min左右,使金属处于半固态,将增强相经过搅拌加入到其中,为了铝液与增强相更好的进行润湿,将温度缓慢上升到680 ℃,保温一段时间后,迅速在钢模中进行浇铸.1.2 材料的表征在光学显微镜上对铸态微观组织进行观察,用配备有能谱仪的QUANTA FEG450型扫描电镜分析铸态组织中的物相,D8ADVENCE型X射线衍射仪分析样品的物相组成,试样的硬度在布氏硬度计上检测,载荷为306 N,加载时间为30 s,拉伸测试在(AG-10TA) 试验机上进行,拉伸应变速度为1 mm·min-1.2 结果与分析2.1 显微组织分析图1为铸态复合材料C4的SEM像和EDX谱.由图1可以看出,试样C4铸态组织中SiC颗粒分布比较均匀,没有出现明显的团聚现象,说明SiC颗粒经高温氧化后表面生成的SiO2晶体与铝液中的Mg、Al元素发生界面反应,生成MgAl2O4和Si,这一反应促使了SiC颗粒与铝液的润湿,并提高了SiC颗粒的分散性,在两相区搅拌后使结晶面以枝晶界面向前推进,液相中的SiC颗粒被迅速包围或吞并,最终得到均匀组织.SiC颗粒是SiC结晶块经粉碎而得,其表面吸附空气中的众多微气泡,阻止SiC/Al液接触和润湿,显然,Mg与SiC表面吸附气体有强烈反应倾向,Mg偏聚在SiC/Al液相界,从而能有效破坏SiC颗粒面上微气泡,改善两相润湿性.SiC颗粒表面没有发现孔洞,说明高温氧化后的SiC颗粒能够防止铝液对SiC颗粒的侵蚀[7].大部分SiC颗粒呈沿晶界分布特征,少数颗粒分布于晶粒内部.凝固过程中,随着a(A1)枝晶的长大,大部分SiC颗粒被固/液界面推移至晶界,只有少数SiC颗粒在熔体中起到非自发生核质点的作用,在凝固过程中作为a(A1)枝晶的形核质点,呈晶内分布特征[12,13].图1 铸态复合材料C4的SEM像和EDX谱Fig.1 SEM micrographs and EDX spectra of the composite C4 in the as cast condition铸态复合材料C4的XRD谱如图2所示.图2 铸态复合材料C4的XRD谱 Fig.2 XRD pattern of the composite C4 in the as cast condition由图1(b)和图2可以看出,试样C4中存在Si和MgAl2O4相,这表明,在复合材料中,界面发生了化学反应:Mg+2Al+ 2SiO2MgAl2O4+2Si,它有助于SiC颗粒与铝合金的进一步润湿,从而形成最佳的界面结合,其中晶体结构的MgAl2O4在非晶氧化层表面形成,一直生长至内层SiC表面,但没有出现Al4C3和Si[14],说明SiC颗粒高温氧化后表面生成的稳定的较为致密的SiO2晶层能有效抑制铝合金熔液中的Al元素发生有害界面反应:4Al+3SiCAl4C3+3Si,由于Al4C3在潮湿环境中稳定性差,会使增强体表面受损伤,从而直接影响复合材料的力学性能.2.2 力学性能分析三组复合材料的硬度如图3所示.图3 A,B,C三组铸态材料的布氏硬度曲线Fig.3 Brinell hardness curves of the composites A,B,C in the as cast conditionB组和C组材料的硬度明显高于A组,在硬度试验中,SiC颗粒可以增加压头与基体接触的有效面积,并且SiCp /Al高强度的界面有力地支撑颗粒对压头的抵抗作用,所以 SiC颗粒的加入可提高复合材料的硬度.C组材料的硬度要大于B组的,随着Mg含量的增加,硬度先增加后减小,当Mg含量为3wt.%时,加入高温处理SiC的复合材料的硬度最大,因为高强度界面越多,硬度也就越高.图4为A,B,C三组材料的屈服强度和抗拉伸强度.由图4中可以看出,三组材料中,无论屈服强度还是抗拉伸强度,B组和C组材料都要明显高于A组.它说明颗粒与基体铝合金的热力学不协调性使得复合材料内部产生大量的位错,同时由于位错的缠结、割阶和增殖使得位错的密度大量增加,对外就表现为强度和硬度的增加.SiC颗粒的加入提高了复合材料的屈服强度和抗拉伸强度.当对B组和C组中含有相同质量分数Mg的试样进行比较发现,C组相比B组材料展示出了更好的力学性能.这是由于SiC颗粒高温氧化后表面生成的SiO2晶体与铝液中的Mg、Al元素发生界面反应,生成MgAl2O4和Si,促使SiC颗粒与铝液润湿,从而使合金的晶粒得到细化,提高界面结合力,并提高了SiC颗粒的分散性.图4 A,B,C三组铸态材料的强度曲线Fig.4 Strength of the composites A, B, Cin the as cast condition另外,从图4我们可以看到,随着基体合金中Mg的质量分数增加到3 wt.%时(即试样C4),铝基复合材料的屈服强度和抗拉伸强度都达到了最大值,但当C组中Mg的质量分数超过3 wt.%时,材料的屈服强度和抗拉伸强度都被降低.这说明在基体合金中Mg的质量分数合适时会强化SiC颗粒与基体的界面结合,使复合材料受力时SiC/Al界面能更有效进行载荷传递.但是如果将过度的Mg加入到复合材料中,一旦当氧化层被反应消耗后,SiC颗粒将继续与铝合金熔液中的Al元素反应.这可能降低SiC颗粒与基体合金的界面结合强度.MgAl2O4的数量和尺寸大小与基体合金中的Mg含量有关,调节SiC颗粒的氧化程度和基体合金中Mg的含量,可以在一定程度上对SiC/Al 基复合材料的界面反应和产物进行控制.3 结论采用半固态搅拌铸造法制备了SiC颗粒增强铝基复合材料,SiC颗粒在基体合金中分布比较均匀,SiC颗粒表面没有出现孔洞.高温氧化SiC颗粒后表面生成的SiO2晶层与Al反应生成的Si和MgAl2O4有助于SiC颗粒与铝合金的进一步润湿,从而形成最佳的界面结合,并且能有效抑制SiC颗粒与铝合金熔液中的Al元素发生的有害界面反应.在基体合金中加入适量的Mg能使复合材料的硬度、屈服强度和抗拉伸强度提高.参考文献:【相关文献】[1] Ravi K R,Pillai R M,Pai B C,et al.Separation of Matrix Alloy and Reinforcement from Aluminum Metal Matrix Composites Scrap by Salt Flux Addition[J].Indian Academy of Sciences,2007,30(4):393-398.[2] Qu J,Xu H B,Feng Z L,et al.Improving the Tribological Characteristics of Aluminum 6061 Alloy by Surface Compositing with Sub-micro-size Ceramic Particles Via Friction Stir Processing[J].Wear,2011,271:1 940-1 945.[3] Zhang H W,Kus J L,Kus A L.Improvement of the Bonding Interface in HybridFiber/particle Preform Reinforced Al Matrix Composite[J].Materials Letters,2009,63:310-312.[4] 赵阳,张耀鹏.Cr元素对块体纳米晶Fe3Al组织的影响[J].甘肃科学学报,2013,25(4):39-41.[5] Yan H,Hu X W,Nie Q,et al.Aging Behavior of Nano-SiCp Reinforced AZ61 Magnesium Matrix Composites[J].China Foundry,2011,8(3):269-273.[6] Abarghouie M S M R,Reihani S S M.Aging Behavior of a 2024 Al Alloy-SiCp Composite[J].Materials and Design,2010,31:2 368-2 374.[7] Jin P,Xiao B L,Wang Q,et al.Effect of Solution Temperature on Aging Behavior and Properties of SiCp/Al-Cu-Mg Composites[J].Materials Science and EngineeringA,2011,528:1 504-1 511.[8]Maleque M A,Karim M R.Wear Behavior of As-cast and Heat Treated Triple Particle Size SiC Reinforced Aluminum Metal Matrix Composites[J].Industrial Lubrication and Tribology,2009,61(2):78-83.[9] Deuis R L,Subramaniun C,Yellup J M.Abrasive Wear of Aluminium Composites-a Review[J].Wear,1996,201:132-144.[10] Alrubaie K S,Yoshimura H N,Mello J D B.Two-body Abrasive Wear of Al-SiC Composites[J].Wear,1999,233:444-454.[11] Tan M,Xin Q,Li Z,et al.Influence of SiC and Al2O3 Particulate Reinforcements and HeatTreatments on Mechanical Properties and Damage Evolution of Al-2618 Metal Matrix Composites[J].J.Mater.Sci,2001,36:2 045-2 053.[12] Sudarsha,Surappa M K.Synthesis of Fly Ash Particle Reinforced A356 Al Composites and Their Characterization[J].Mater Sci Eng A,2008,480(1/2):117-124.[13] Mazahery A,Abdizadeh H,Baharvandi H R.Development of High-performanceA356/nano-Al2O3 Composites[J].Mater Sci Eng A,2009,518(1/2):62-64.[14] Sritharan T,Chan L S,Tan L K,et al.A Feature of the Reaction between Al and SiC Particles in an MMC[J].Materials Characterization,2001,47:75-77.。
碳纤维增强铝基复合材料界面的研究

(3)复合材料具有可设计性。
可编辑ppt
3
1.2复合材料的基本结构
• 复合材料由基体和增强相两个组分组成。
• 复合材料结构通常一个相为连续相,称为基体;
• 另外一个相是以独立的形态分布在整个基体中的分散 相,这种分散相的性能优越,会使材料的性能显著改 善和增强,称为增强相(增强剂、增强体)。
强度不变) • ④与各种基体相容性好(金属基、陶瓷基、树脂基复
合材料)
可编辑ppt
7
2.3氧化铝纤维的性能:
①优异的高温力学性能 ②抗化学腐蚀 ③低的导热率
Al2O3纤维
Al2O3片
可编辑ppt
8
3.复合界面、铝基复合的特点
3.1复合材料界面 3.1.1复合材料界面的定义
复合材料的界面是指基体与增强相之间化学成分有显著变化 的、构成彼此结合的、能起载荷传递作用的微小区域。 复合材料中的界面并不是一个单纯的几何面,而是一个多层 结构的过渡区域,界面区是从与增强体内部性质不同的某一点 开始,直到与基体内部性质相一致的点间的区域。
5.1.3涂层改性碳纤维及其对复合材料界面的影响
为了在较低压力下金属基体与增强相复合良好,有效的 方法是在增强相表面涂覆与基体润湿较好的润湿涂层,一般 是金属涂层,常用的有Ni,Cu等。金属基体常与增强相发生反 应,这既损伤增强相,又产生一系列对界面性能不利的反应 产物,因此有必要在增强相表面涂覆阻挡反应涂层。陶瓷材 料耐高温,化学稳定性好,可有效阻止金属基体与增强相相 互反应,因而常被用作阻挡反应涂层.常用的碳化物、氧化物 和硼化物涂层SiC,TiC,A1203,Si02,TiB2等。
纳米SiC增强铝基复合材料
纳米SiC增强铝基复合材料Nano-SiCp ReinforcedAI Matrix Composite摘要:纳米SiC增强铝基复合材料能充分发挥纳米SiC颗粒和金属基体的各自优势,而且可以进行成分设计,与基体合金相比,具有优异的机械性能和物理性能、高的比强度和比模量、良好的抗疲劳性能、低的热膨胀系数和良好的热稳定性,是一种具有广阔应用前景的先进材料,自问世以来一直受到材料科学及工程应用领域极大的重视,正在部分取代传统的金属材料而应用在航空航天、汽车、电子封装和体育器械等对材料性能要求较高的领域。
本文介绍纳米复合材料的发展现状,重点介绍几种固态法制备纳米SiC颗粒增强铝基复合材料的工艺,极其断裂韧性的影响因素。
分析铝基复合材料的显微组织,综合评价纳米SiC颗粒增强铝基复合材料制备工艺中存在的几个重要问题,并提出解决方案。
在展望其应用前景基础上,指出制备技术未来的发展方向。
关键词:纳米SiC颗粒;铝基复合材料;研究方法;断裂韧性;影响因素引言近年来在金属基复合材料中,以颗粒、短纤维、晶须等非连续相增强的铝基复合材料因其良好的可再加工性和各向同性而倍受重视。
由于其具有高的比强度、比刚度、导热性, 优良的摩擦性能,与铝合金密度相当,以及可调配的热膨胀系数等优点而成为目前国内外专家学者研究的热点之一。
而纳米SiCp可以改善铝基或铝合金基体的高、低温强度,提高其弹性模量,增强其耐磨性能。
近30年来,世界各国竞相研究并开发金属基复合材料,从材料的基体、增强粒子、制备工艺、微观组织、力学性能与断裂韧性等角度进行了许多基础和应用性研究,取得了显著的成绩。
在美国国防部“T it le”项目支持下DWA复合材料公司与洛克希德·马丁公司以及空军进行合作,将粉末冶金法制备的碳化硅颗粒增强铝基复合材料用于F16战斗机的腹鳍,代替了原有2214铝合金蒙皮,不仅使刚度提高了50%,寿命也由数百小时提高到约8000h。
纤维增强复合材料的性能及机械加工技术
纤维增强复合材料的性能及机械加工技术纤维增强复合材料是由两种或多种成分相互作用形成的,其中一种成分是纤维,另一种成分是基体材料。
纤维增强复合材料具有良好的机械性能、耐磨性、耐腐蚀性、抗冲击性和轻质化等特点,广泛应用于航空航天、汽车、电子、建筑和体育器材等领域。
纤维增强复合材料具有高强度和高模量。
与传统的金属材料相比,纤维增强复合材料的强度可以达到或超过金属材料,同时还具有较低的密度。
这使得纤维增强复合材料成为设计轻量化结构的理想选择。
纤维增强复合材料的模量高,具有良好的刚度,能够抵抗变形和挠曲。
纤维增强复合材料具有良好的疲劳性能。
由于纤维增强复合材料的结构均匀,其弹性恢复性能优于金属材料,能够更好地抵抗疲劳破坏。
这使得纤维增强复合材料能够在长期使用和恶劣环境下保持其性能。
纤维增强复合材料还具有良好的耐腐蚀性。
由于纤维增强复合材料中的纤维和基体材料可以互补地提供耐腐蚀性,使得复合材料具有出色的耐腐蚀性能。
这使得纤维增强复合材料特别适用于潮湿、腐蚀或高温环境下的应用。
关于纤维增强复合材料的机械加工技术,首先需要选择适当的纤维和基体材料。
常见的纤维包括碳纤维、玻璃纤维和芳纶纤维等。
基体材料可以选择塑料、金属或陶瓷等材料。
选择合适的纤维和基体材料可以提高复合材料的性能。
纤维增强复合材料的加工过程一般包括层压、固化和后处理等步骤。
层压是将纤维和基体材料按照一定的层次、顺序和布局进行堆叠。
固化是通过热固化或化学固化等方法将纤维和基体材料协同反应形成复合材料。
后处理包括剪裁、打磨和表面处理等工艺,以进一步提高复合材料的性能和外观。
在纤维增强复合材料的机械加工中,常用的方法有手工复合和自动化复合。
手工复合是通过手工操作将纤维和基体材料进行堆叠和固化,适用于小批量生产和特殊形状的加工。
自动化复合是采用机器或机器人进行控制的复合加工方法,适用于大批量生产和简单形状的加工。
纤维增强复合材料具有良好的性能和机械加工技术。
碳化硅增强铝基复合材料的界面结合机理
碳化硅增强铝基复合材料的界面结合机理引言碳化硅增强铝基复合材料 (SiCp/Al) 以其高强度、高刚性、低密度等优良性能在航空、航天、汽车等行业得到广泛应用。
而其中,界面结合机理是该复合材料的关键因素之一。
本文将深入探讨碳化硅增强铝基复合材料的界面结合机理。
二级标题1:碳化硅增强铝基复合材料的制备方法碳化硅增强铝基复合材料的制备方法多种多样,包括粉末冶金法、熔体浸渍法、等离子体喷涂法等。
不同的制备方法对于界面结合机理的影响有所不同。
以下是几种常见的制备方法:粉末冶金法1.将铝粉末与碳化硅颗粒按一定比例混合。
2.将混合粉末放入模具中,并施加适当的压力。
3.将模具放入高温炉中进行烧结,使铝和碳化硅颗粒结合。
熔体浸渍法1.将铝熔体浸渍进预先制备好的碳化硅颗粒床中。
2.在一定的温度和压力下进行保温处理,使铝和碳化硅颗粒相互结合。
等离子体喷涂法1.利用等离子体喷涂设备将铝和碳化硅粉末同时喷涂到基底上。
2.在高温下进行退火处理,使铝和碳化硅颗粒形成结合。
二级标题2:碳化硅增强铝基复合材料的界面结构碳化硅增强铝基复合材料的界面结构是指铝基体与碳化硅颗粒之间的结合形式。
根据界面结构的不同,可以分为以下几种情况:无结合层界面在某些情况下,铝基体与碳化硅颗粒之间没有明显的结合层,仅靠机械力硬性固定。
化学结合层界面铝基体与碳化硅颗粒之间形成了化学结合层。
在熔体浸渍法和等离子体喷涂法中,由于高温、高压的作用,铝和碳化硅颗粒发生化学反应,形成化学键。
机械结合层界面铝基体与碳化硅颗粒之间形成了机械结合层。
在粉末冶金法中,通过适当的压力,使铝和碳化硅颗粒之间产生摩擦、挤压和冷焊现象。
渗透结合层界面铝基体与碳化硅颗粒之间形成了渗透结合层。
在熔体浸渍法中,铝熔体通过碳化硅颗粒的细孔结构进入其内部,形成渗透结合。
二级标题3:碳化硅增强铝基复合材料的界面结合机理碳化硅增强铝基复合材料的界面结合机理是指铝基体与碳化硅颗粒之间的结合机制。
SiC纤维表面碳涂层及其SiCf/SiC复合材料性能研究

积法( V 、 C D) 溶胶一 胶法 和 聚合物 先驱 体转 化法 等[ 。sC/ 凝 3 ] |』 SC复合 材料 的工 艺主要有 先驱 体转化法 ( I) 化学气 相ห้องสมุดไป่ตู้ 透 i PP 、 法( VI、 C )反应烧结法 ( s 、 R ) 泥浆一 热压法 ( ) 4。本 文采用 HP 等E ]
干, 沥青基碳涂层需要在空气 中预 氧化 , 管示炉 中于 Nz 护 在 保
下裂解 。
( ) ifsc复合 材料 制备 2 SC / i
用 P S 二 甲苯和 SC微粉配制浆料 ; C、 i 采用泥浆浸渍缠绕法 将涂层后碳化硅 纤维 制成 无纬 布 , 干后切 片装 模 , 晾 进行 热模 压 , 到生坯 ; 得 采用 慢 速升 温制 度 在 N z保 护下 对 坯体 进 行裂
维普资讯
SC 纤维表 面碳 涂层 及 其 SC/ i 复合 材料 性 能研 究/ ̄ 峰 等 i ifSC 5伟 i ,
・2 7 ・ 3
SC纤 维 表面 碳 涂层 及 其 SC / i i i,SC复 合材 料 性 能研 究
刘 伟峰 , 亦菲 , 王 叶 飞
o ab n c aigwa tde ; eitra eo h rae i fb rh v e na ay e y S fc r o o t ssu id Th efc ftete tdSC ie a eb e n ls d b EM n h eg to h n n a d t e h ih ft e cr o o tn stse . em eh nc l r p riso h C f e ( o a b nc aig wa etd Th c a ia o ete fteSi i r c mmo n o t iig au iu ) ra e t p b n a d c nann lm n m te tdwi h
碳纤维增强铝基复合材料的微观组织结构与高温力学性能
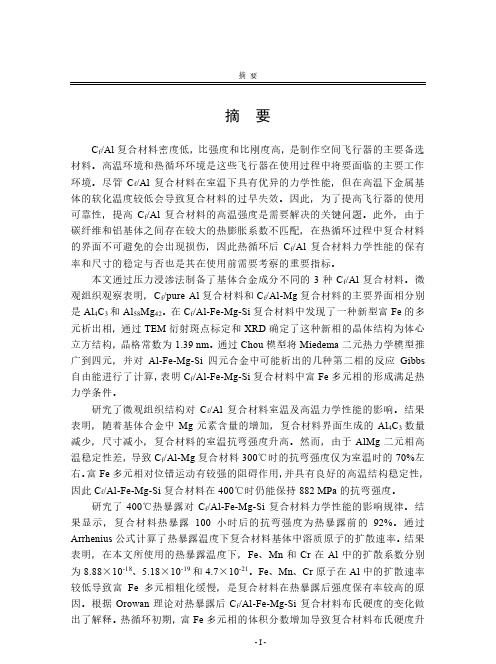
摘要C f/Al复合材料密度低,比强度和比刚度高,是制作空间飞行器的主要备选材料。
高温环境和热循环环境是这些飞行器在使用过程中将要面临的主要工作环境。
尽管C f/Al复合材料在室温下具有优异的力学性能,但在高温下金属基体的软化温度较低会导致复合材料的过早失效。
因此,为了提高飞行器的使用可靠性,提高C f/Al复合材料的高温强度是需要解决的关键问题。
此外,由于碳纤维和铝基体之间存在较大的热膨胀系数不匹配,在热循环过程中复合材料的界面不可避免的会出现损伤,因此热循环后C f/Al复合材料力学性能的保有率和尺寸的稳定与否也是其在使用前需要考察的重要指标。
本文通过压力浸渗法制备了基体合金成分不同的3种C f/Al复合材料。
微观组织观察表明,C f/pure Al复合材料和C f/Al-Mg复合材料的主要界面相分别是Al4C3和Al58Mg42。
在C f/Al-Fe-Mg-Si复合材料中发现了一种新型富Fe的多元析出相,通过TEM衍射斑点标定和XRD确定了这种新相的晶体结构为体心立方结构,晶格常数为1.39 nm。
通过Chou模型将Miedema二元热力学模型推广到四元,并对Al-Fe-Mg-Si四元合金中可能析出的几种第二相的反应Gibbs 自由能进行了计算,表明C f/Al-Fe-Mg-Si复合材料中富Fe多元相的形成满足热力学条件。
研究了微观组织结构对C f/Al复合材料室温及高温力学性能的影响。
结果表明,随着基体合金中Mg元素含量的增加,复合材料界面生成的Al4C3数量减少,尺寸减小,复合材料的室温抗弯强度升高。
然而,由于AlMg二元相高温稳定性差,导致C f/Al-Mg复合材料300℃时的抗弯强度仅为室温时的70%左右。
富Fe多元相对位错运动有较强的阻碍作用,并具有良好的高温结构稳定性,因此C f/Al-Fe-Mg-Si复合材料在400℃时仍能保持882 MPa的抗弯强度。
研究了400℃热暴露对C f/Al-Fe-Mg-Si复合材料力学性能的影响规律。
SiC颗粒增强铝基复合材料的制备及性能

SiC颗粒增强铝基复合材料的制备及性能SiC颗粒增强铝基复合材料具有良好的性能,其制备过程是通过将SiC颗粒加入铝基合金中,并在高温下进行加热、烧结和冷却等过程得到的。
在制备过程中,需要考虑材料选择、成分配比、加热温度和时间等因素。
首先,选择合适的铝基合金是制备SiC颗粒增强铝基复合材料的重要一步。
通常选择含有硅、铜、镁等元素的铝合金作为基体材料,因为这些元素可以提高铝合金的强度和硬度,使其更适合作为复合材料的基体。
其次,粒径和配比也是影响制备SiC颗粒增强铝基复合材料的因素之一。
通常,SiC颗粒的粒径应控制在10-50μm之间,同时需要适当调整其添加量,以达到复合材料的最佳性能。
在制备过程中,需要对复合材料进行高温加热,以实现SiC颗粒与铝基合金的结合。
通常可以通过烧结或热压等方法进行加热处理。
在加热过程中,需要控制加热温度和时间,以避免过度烧结或热压,导致复合材料的性能下降。
最后,制备好的SiC颗粒增强铝基复合材料具有优异的机械性能和耐磨性能。
其强度和硬度比普通铝合金要高,而且耐磨性能也较好,可用于制作各种机械零件和工具等。
总之,制备SiC颗粒增强铝基复合材料是一项复杂而有挑战性的工作。
只有深入了解其成分和加工工艺,才能制备出优质的复合材料。
SiC颗粒增强铝基复合材料的关键性能指标主要包括强度、硬度、耐磨性能等。
下面将针对目前文献报道的数据进行分析,并探讨其可能的影响因素。
首先是复合材料的强度。
根据文献报道,SiC颗粒增强铝基复合材料的强度通常高于单纯的铝合金,其中最高的强度值可以达到1100MPa。
这是由于SiC颗粒的加入增加了复合材料的晶间模量,从而提高了材料的强度。
此外,当SiC颗粒的大小适中时,其与铝基合金的界面结合更紧密,对于强度的提升也有一定的贡献。
其次是复合材料的硬度。
SiC颗粒的硬度高于铝合金,加入后可以明显提高复合材料的硬度。
根据文献报道,复合材料的硬度通常在100~200Hv之间,其中SiC颗粒的含量和均匀性是影响硬度的主要因素。
sic纳米线增强纯铝复合材料的强化行为
Strengthening behavior in Si C nanowires reinforced pure Al compositeLing Xina, Wenshu Yanga, *, Qiqi Zhaosic纳米线增强纯铝复合材料的强化行为摘要:最近研究表明sic纳米线在Al基体上有着重要的强化效应。
在考虑宽高比增强材料性能的情况下,用剪切滞后模式解释了加固行为。
然而,目前对加入金属元素的影响还不清楚。
更多的是,sic纳米颗粒加到微米级粒子上的强化效应还没通过修正的剪切滞后模型被解释清楚。
因此,纯的AL基复合材料加强sic纳米线,可以降低金属的强化效果。
sic纳米线/Al(体积百分比分别为15/20和25%)通过压力渗透法来制备。
屈服强度由于sic纳米线的量增加而增加。
剪切滞后模式考虑表面到体积比例加强的影响。
它已考虑最初的有效原子参与界面转移负载,并最终增强铝加强sic型复合材料强化行为进行了探讨。
在此基础上,重点研究讨论Si C纳米线的强化作用。
1.引言一维纳米材料(线、管和纤维)增强在Al基体中的复合材料被认为是有潜力的复合材料,因为它们有高的机械性能和超常热物理性能。
碳纳米管是一维纳米材料中最使用最多的。
然而,由于它们极端的高强度,(>30GP),碳纳米管的临界长度大于1μm,比正常的碳纳米管要长。
并且,由于致密性差和Al4C3的脆性,CNTS在CNTs/Al复合材料的质量分数通常<2%,因此碳纳米管的加强效果没有完全显示出来。
基于对一维纳米线的广泛研究,发现sic纳米线引起很大的关注,它们有着很好的性能,比如高机械性能,高热导率和宽带隙。
最近,sic纳米线被作为聚合物基和陶瓷基复合材料的增强体。
然而,sic纳米线作为增强体加入到金属基复合材料中的报道比较少。
举例,sic 纳米线作为增强体加入到AL基体中,没有使用热加压技术,sic纳米线的体积分数增加到15%(怎么测:用阿基米德排水发,从密度到体积分数)。
SiC增强铝基复合材料
碳化硅增强铝基复合材料班级:gj材料102姓名:陈琨指导老师:张小立2012年6月6日SiC增强铝基复合材料摘要:SiC增强铝基复合材料能充分发挥SiC颗粒和金属基体的各自优势,而且可以进行成分设计,与基体合金相比,具有优异的机械性能和物理性能、高的比强度和比模量、良好的抗疲劳性能、低的热膨胀系数和良好的热稳定性,而且材料各向异性小,成本低廉,是一种具有广阔应用前景的先进材料,自问世以来一直受到材料科学及工程应用领域极大的重视,正在部分取代传统的金属材料而应用在航空航天、汽车、电子封装和体育器械等对材料性能要求较高的领域。
本文将综合介绍和分析影响其导热性能、热膨胀系数及热稳定性的主要因素;SiC增强铝基复合材料的研究和进展,并比较了几种该复合材料的制备工艺,包括搅拌铸造法、压力铸造法、无压渗透法、喷雾沉积法、离心铸造法和粉末冶金法等;SiC增强铝基复合材料断裂韧性的影响因素,其影响因素有增强相的尺寸、形状以及含量,热处理工艺,基体与增强相具有不同的膨胀系数,金属基体的化学成分等,并在前人研究的基础上提出了几点设想。
关键词:SiC 颗粒;铝基复合材料;研究方法;导热性;热膨胀性;断裂韧性;影响因素前言近年来在金属基复合材料中,以颗粒、短纤维、晶须等非连续相增强的铝基复合材料(SiC Reinforced Aluminium Matrix Composite)因其良好的可再加工性和各向同性而倍受重视。
由于其具有高的比强度、比刚度、导热性, 优良的摩擦性能,与铝合金密度相当,以及可调配的热膨胀系数等优点而成为目前国内外专家学者研究的热点之一。
而SiCp 价格低廉,来源广泛,用它作为增强相,可以改善铝基或铝合金基体的高、低温强度,提高其弹性模量,增强其耐磨性能。
所以铝基复合材料受到人们越来越广泛的关注, 国内外已对其进行了大量的研究报道。
1.SiC增强铝基复合材料的制备工艺【1】目前生产SiCp增强铝基复合材料的方法主要有搅拌铸造法、压力铸造法、无压渗透法、喷雾沉积法、离心铸造法和粉末冶金法等。
sic界面涂层对碳纤维针刺毡增强al2o3复合材料力学性能的影响

Trans.Nonferrous Met.Soc.China30(2020)463−471Effects of SiC interfacial coating on mechanical properties ofcarbon fiber needled felt reinforced sol-derived Al2O3compositesKuan-hong ZENG,Qing-song MA,Xing-yu GUScience and Technology on Advanced Ceramic Fibers&Composites Laboratory,National University of Defense Technology,Changsha410073,ChinaReceived2July2019;accepted5December2019Abstract:3D carbon fiber needled felt and polycarbosilane-derived SiC coating were selected as reinforcement and interfacial coating,respectively,and the sol−impregnation−drying−heating(SIDH)route was used to fabricate C/Al2O3 composites.The effects of SiC interfacial coating on the mechanical properties,oxidation resistance and thermal shock resistance of C/Al2O3composites were investigated.It is found that the fracture toughness of C/Al2O3composites was remarkably superior to that of monolithic Al2O3ceramics.The introduction of SiC interfacial coating obviously improved the strengths of C/Al2O3composites although the fracture work diminished to some extent.Owing to the tight bonding between SiC coating and carbon fiber,the C/SiC/Al2O3composites showed much better oxidation and thermal shock resistance over C/Al2O3composites under static air.Key words:alumina;carbon fiber reinforcement;interfacial coating;mechanical properties;oxidation resistance; thermal shock resistance1IntroductionOwing to high hardness,high strength and excellent thermal and chemical stabilities,alumina (Al2O3)ceramic is a desirable candidate for friction and wear applications under high velocity and heavy load conditions[1,2].Unfortunately,the brittle fracture behavior of monolithic Al2O3 ceramic is disadvantageous to the friction and wear properties.Therefore,it is necessary to enhance the fracture toughness of monolithic Al2O3ceramic.Continuous fibers have been considered as the best reinforcement for toughening monolithic ceramics.So far,much attention on oxide fiber reinforced Al2O3composites have been paid to[3−6]. On the contrary,the reports concerning SiC fiber or C fiber reinforced Al2O3composites were rarely found[7,8].In the study of COLOMBAN and WEY[8],three-dimensional(3D)carbon fiber needled felt reinforced Al2O3(C/Al2O3)composites were fabricated through slurry infiltration and heat treatment,followed by alkoxide solution infiltration and pyrolysis for further densification.However, the flexural strength was low(~120MPa).Further-more,this technique is not suitable to manufacture large-size components with complex shape because of the sedimentation of slurry.For the densification of3D fiber preforms like the3D fiber needled felt,vapor infiltration and liquid impregnation are preferable in order to achieve uniform distribution of matrix.If liquid impregnation is adopted,the choice of starting materials is important.The route from inorganic salt or alkoxide solution via sol−gel to Al2O3ceramics has very low fabrication efficiency.Recently,the sol−impregnation−drying−heating(SIDH)route using the sol with high solid content as raw material has been employed to fabricate3D fiber preform reinforced oxide ceramic composites[9−15].OwingCorresponding author:Qing-song MA;Tel:+86-731-87007601;Fax:+86-731-84576578;E-mail:nudtmqs1975@ DOI:10.1016/S1003-6326(20)65226-8Kuan-hong ZENG,et al/Trans.Nonferrous Met.Soc.China30(2020)463−471 464to the high solid content and the nano-sized colloidal particle,the SIDH route can improve fabrication efficiency of the route from solution via sol−gel to oxide ceramics and retain its advantages of low processing temperature and homogeneous distribution of oxide matrix.In previous studies,we fabricated3D carbon fiber preforms reinforced mullite[12,16],YAG (yttrium aluminum garnet,Y3Al5O12)[14,15] through the SIDH route.In addition,the Al2O3 composites reinforced with the laminated and stitched carbon fiber cloth were also prepared by the SIDH route[13].It was indicated that the characteristics of sol and the structure of fiber preform had great influence on the processing and mechanical properties of3D fiber composites. Therefore,the processing of SIDH route should not be simply copied for different3D fiber preform reinforced oxide composites.In addition to densification technologies, interface is very important for fiber reinforced ceramic matrix composites.For oxide fibers/Al2O3 composites,several kinds of interfacial coatings have been developed to avoid the formation of chemically bonded interface[3−6,9,10].For SiC/Al2O3composites,BN/SiC double-layer interfacial coating was prepared by chemical vapor deposition to protect SiC fiber from the oxidation[7]because the Al2O3matrix was obtained by the oxidation of liquid Al.However,the effects of interfacial coating on the performance of C/Al2O3composites were less investigated.Aiming at the friction and wear applications and from the experience of C/C,C/SiC or C/C−SiC brakes[17−19],3D carbon fiber needled felt reinforced Al2O3composites with SiC coating as interphase were fabricated through the SIDH route in this work.The processing and the effect of interfacial coating on mechanical properties of C/Al2O3composites under various environments were discussed.2Experimental2.1Materials and processingThe Al2O3sol used in this study was the same as that in previous work[13].The solid content,pH, colloid particle diameter and viscosity of Al2O3sol were30wt.%,2.7,20−30nm and12−13mPa·s, respectively.The thermal analysis,phase evolution and sintering shrinkage of the Al2O3gel powder were studied in our previous work[13].The3D carbon fiber needled felt consisted of T300carbon fiber plain cloth and T700short-cut carbon fiber web.One unit-layer was composed of a ply of0°plain cloth and a ply of short-cut fiber web,stacked with90°plain cloth ply and then another short-cut fiber web ply.After the desired thickness was reached,needling process was performed to keep adjacent units together with carbon fibers carried. The obtained3D carbon fiber needled felt had a fiber volume fraction of24%.Prior to the preparation of C/Al2O3composites, the3D carbon fiber needled felt was de-sized at 1400︒C[20].Then,the felt was impregnated with the Al2O3sol under vacuum.After being soaked in the sol for4h,the felt was dried at200︒C for4h in air,followed by heat treatment at1100︒C for1h under the protection of high purity Ar.The cycle of impregnation−drying−heat treatment was repeated 33times to obtain C/Al2O3composites.To study the effect of interfacial coating on properties of C/Al2O3composites,SiC coating was prepared on the surface of carbon fibers after de-sizing. Considering the homogeneousness and reliability of coating,especially in case of large-size component with complex shape,polycarbosilane(PCS) pyrolysis was employed to prepare SiC coating.The de-sized carbon fiber needled felt was impregnated with PCS/xylene solution under vacuum.The mass fraction of PCS in solution was5%.After being soaked in PCS/xylene solution for4h,the felt was taken out and dried at80︒C for4h in air,followed by pyrolysis at1600︒C for1h under the protection of high purity Ar.The cycle of PCS solution impregnation and pyrolysis was repeated3times to obtain SiC coating.Then,the Al2O3matrix was introduced by the above-mentioned SIDH procedure.The obtained composites were named C/SiC/Al2O3composites.The as-fabricated C/Al2O3and C/SiC/Al2O3 composites were oxidized and thermally shocked under static air.The oxidation was carried out at 400,600,800and1000︒C for30min,respectively. The thermal shock was performed from400,600, 800and1000︒C to room temperature,respectively.Kuan-hong ZENG,et al/Trans.Nonferrous Met.Soc.China30(2020)463−471465The muffle was heated to preset temperature.Then, the sample was put into muffle.After being soaked for10min,the sample was moved out of muffle. After being cooled to room temperature,the sample was put into muffle again.The thermal shock was repeated10times.2.2Characterization methodsAccording to the density mixing law,the theoretic density(ρT)of C/Al2O3composites was calculated from the equation ofρT=V f·ρf+V m·ρm, where V f and V m are the volume fractions of fiber (24%)and matrix(76%),andρf andρm are the true densities of fiber(1.76g/cm3)and Al2O3matrix (3.90g/cm3),respectively.The apparent density(ρa) was obtained from the mass-to-volume ratio.Thus, total porosity was equal to1−(ρa/ρT).The as-fabricated composites were cut into the samples with a size of70mm(length)×5mm (width)×4mm(height)for the flexural strength test.The flexural strength was measured by three-point bending test with a cross-head speed of 0.5mm/min and a span-to-height ratio of15:1. Fracture work was calculated from the formula of W=A C/(B·H)[21],where A C is the characteristic area of fracture curve,which refers to the area under load–displacement curve above90%stress;H and B are the thickness and width of the sample, respectively.The samples for interlaminar shear strength test had the size of30mm(length)×5mm (width)×4mm(height).Short beam method was employed to measure interlaminar shear strength with a cross-head speed of0.5mm/min and a span-to-height ratio of5:1.The samples with a size of12mm×4mm×4mm were cut from the as-prepared composites for the compressive strength test.The compressive strength test was carried out on Z direction of sample.The Z direction was perpendicular to carbon fiber cloth. The composites were machined into dog-bone shaped samples for tensile strength test.Five specimens were tested to obtain average strength.Mass loss andflexural strength retention after oxidation and thermal shock were recorded to characterize the oxidation resistance and thermal shock resistance of the composites.Scanning electron microscopy(SEM,Quanta FEG250)was employed to observe the microstructure of the composites.3Results and discussion3.1Effects of SiC interfacial coating onmechanical properties of C/Al2O3compositesThe apparent density of C/Al2O3composites was measured to be2.68g/cm3from the mass-to-volume ratio.According to the density mixing law, the theoretical density was computed to be 3.39g/cm3.Thus,the total porosity is calculated to be20.8%.Figure1shows the cross-sections of C/Al2O3composites and Al2O3matrix.As shown in Fig.1(a),carbon fiber preform was well filledbyFig.1Cross-sectional morphologies of C/Al2O3 composites(a,b)and Al2O3matrix(c)Kuan-hong ZENG,et al/Trans.Nonferrous Met.Soc.China30(2020)463−471 466Al2O3matrix,and the cross-section was relatively dense except several large pores.Due to the low viscosity and the nano-sized colloid particles,it is easy for Al2O3sol to diffuse into carbon fiber needled felt in early cycles.With the increase of density,the diffusion channels became narrow and wandering.Thus,some voids were not occupied by Al2O3matrix.When the diffusion channels were completely clogged,the closed pores formed. Besides the large closed pores,as shown in Figs.1(b)and(c),the composites contained some small pores and some microcracks.The microcracks resulted from the under-sintering of Al2O3matrix at1100︒C and the thermal mismatch between carbon fiber and Al2O3matrix.The small pores inside fiber bundle could also be attributed to the diffusion of sol.In comparison with the carbon fiber needled felt reinforced YAG(C/YAG)composites[15] which were also fabricated by SIDH route,the vertical cracks in fiber web and the gaps between fiber cloth and fiber web were not observed in this study.This phenomenon is related with the state of thermal stress.On one hand,the discrepancy of thermal expansion coefficients between carbon fiber and Al2O3is less than that between carbon fiber and YAG.On the other hand,the heat treatment was carried out at1100︒C in this study whereas the highest temperature of heat treatment was1600︒C for the fabrication of C/YAG composites.At1100︒C,the Al2O3matrix exhibited a sintering linear shrinkage of~13%[13].The linear shrinkage of YAG at1600︒C was~23%[14]. Due to the smaller thermal mismatch between carbon fiber and Al2O3matrix and the lower linear shrinkage,the thermal stress in C/Al2O3composites was lower than that in C/YAG composites.Table1lists the mechanical properties of C/Al2O3and C/SiC/Al2O3composites.The flexural strength,fracture work and compressive strength of C/Al2O3composites were155.9MPa,6772.2J/m2 and274.2MPa,respectively,which could meet the demands of brake application.Moreover, considering the high total porosity of20.8%,the mechanical properties of C/Al2O3composites are favorable.Figures2and3show the fracture surface and the stress−strain curve of C/Al2O3composites, respectively.Extensive fiber pull-out and long pull-out length were observed clearly.The flexural strain was as high as2.5%.These results indicated that the C/Al2O3composites exhibited non-catastrophic fracture behavior and the fracture toughness of monolithic Al2O3ceramics was enhanced notably.Table1Mechanical properties of C/Al2O3and C/SiC/ Al2O3compositesProperty C/Al2O3compositeC/SiC/Al2O3composite Apparent density/(g·cm−3) 2.68 2.91 Total porosity/%20.814.2 Flexural strength/MPa155.9168.1 Fracture work/(J·m−2)6772.24828.3Interlaminar shearstrength/MPa10.921.2 Compressive strength/MPa274.2468.8Tensile strength/MPa63.490.2Fig.2Morphologies of fracture surfaces for C/Al2O3 compositesFiber reinforced ceramic matrix composites are often fabricated at high temperature.Sometimes, high pressure is also required.Therefore,it is very likely to form strong interfacial bonding.Once theKuan-hong ZENG,et al/Trans.Nonferrous Met.Soc.China30(2020)463−471467 Fig.3Stress−strain curves of C/Al2O3and C/SiC/Al2O3compositesstrong interfacial bonding belongs to the chemicalbonding,the mechanical properties of compositesare affirmatively low because fibers are destroyedby chemical reaction.In this study,the heattreatment during fabrication of C/Al2O3compositeswas performed at1100︒C without pressure.In thiscase,the formation of strong chemical bonding wasimpossible.As mentioned above,the Al2O3matrix was porous and under-sintered.The thermal stress derived from the mismatch of thermal expansion between carbon fiber and Al2O3matrix could be released.Thus,strong physical bonding was also difficult to create.As a result,C/Al2O3composites showed high fracture work and flexural strain.In our previous study[13],the laminated and stitched carbon fiber cloth reinforced Al2O3composites were fabricated at1400︒C and had a total porosity of15.5%.Due to the higher processing temperature and lower total porosity,the interfacial bonding was relatively strong,resulting in lower flexural strain and fracture work(3259.6J/m2).The morphology of SiC coating is shown in Fig.4.It is shown that carbon fiber was well coated by SiC.The SiC coating was dense and smooth,and its thickness was about250nm.The microstructure of C/SiC/Al2O3composites is displayed in Fig.5.In comparison with C/Al2O3composites(Fig.1),the quantity and size of pores in C/SiC/Al2O3 composites obviously decreased.Thus,it is found from Table1that the C/SiC/Al2O3composites had lower total porosity.By comparing Fig.5(b)with Fig.1(b),it is evident that the intra-bundle density of C/SiC/Al2O3composites was higher than that of C/Al2O3composites.As compared with the water-Fig.4SEM images of surface(a)and cross-section(b)of SiC-coated carbonfiberFig.5SEM images of cross-section of C/SiC/Al2O3 compositesKuan-hong ZENG,et al/Trans.Nonferrous Met.Soc.China 30(2020)463−471468based Al 2O 3sol,it is easier for the PCS/xylene solution to diffuse into intra-bundle space.In addition,SiC coating has a thermal expansion coefficient between that of carbon fiber and Al 2O 3.As a result,the interfacial microcracks were reduced.Due to the good affinity between PCS and carbon fiber and the relatively smaller thermal expansion discrepancy between SiC and carbon fiber,stronger interfacial bonding was created for C/SiC/Al 2O 3composites.In Fig.6,fiber pull-out was not as extensive as that of C/Al 2O 3composites.And the surface of pull-out fibers was smoother,which was due to the debonding from the SiC/Al 2O 3interface.Accordingly,as listed in Table 1,the fracture work of C/SiC/Al 2O 3composites was lower than that of C/Al 2O 3composites.At the same time,it is found from Fig.3that the flexural strain of C/SiC/Al 2O 3composites was about 1.5%,which was less than that of C/Al 2O 3composites.However,the strong interfacial bonding still belonged to physical bonding.In this situation,the fiber strength was not obviously impaired.Moreover,the strong interfacial bonding is beneficial to theload-transferFig.6Morphologies of fracture surfaces for C/SiC/Al 2O 3compositesfrom matrix to carbon fibers.Consequently,the flexural strength,interlaminar shear strength,compressive strength and tensile strength were promoted owing to the high strength of carbon fibers.Especially,the interlaminar shear strength,compressive strength and tensile strength were increased to a great extent.3.2Effects of SiC interfacial coating on oxidation and thermal shock resistance of C/Al 2O 3compositesThe mass loss and flexural strength retention ratio of C/Al 2O 3and C/SiC/Al 2O 3composites after oxidation and thermal shock are presented in Tables 2and 3,respectively.For the C/Al 2O 3composites,mass loss and flexural strength loss were detected from 400︒C because of their porous microstructure (Fig.1).With the elevation of temperature,mass loss and flexural strength loss increased.Since the Al 2O 3matrix is immune to oxidation,the mass loss can be ascribed to the oxidation of carbon fibers.As shown in Fig.7(a),the interface gaps resulting from the oxidation of carbon fibers were visible.AfterTable 2Oxidation resistance of C/Al 2O 3and C/SiC/Al 2O 3compositesOxidation temperature/︒CC/Al 2O 3compositeC/SiC/Al 2O 3composite Mass loss/%Flexural strength retention ratio/%Mass loss/%Flexural strength retention ratio/%4000.295.3−−600 1.145.2−−800 1.951.2 1.099.710002.457.72.0100Table 3Thermal shock resistance of C/Al 2O 3and C/SiC/Al 2O 3composites Thermal shocktemperature/︒C C/Al 2O 3compositeC/SiC/Al 2O 3composite Massloss/%Flexural strength retention ratio/%Mass loss/%Flexural strength retention ratio/%4000.466.7——6003.418.2——800 5.021.7 2.697.410005.828.33.883.1Kuan-hong ZENG,et al/Trans.Nonferrous Met.Soc.China30(2020)463−471469Fig.7SEM image of cross-section of C/Al2O3 composites after oxidation at1000︒C(a)and optical images of side faces of C/Al2O3(b)and C/SiC/Al2O3(c) composites after oxidationoxidation,the sample was cut.Figure7(b)shows the optical image of the side face.The surface of sample was white and the interior was black, indicating that the oxidation occurred from surface to interior.In addition,the white layer thickened from800to1000︒C,implying that the oxidation depth increased with the elevation of temperature.It is noticed that the mass loss and flexural strength loss after thermal shock were much higher than those after oxidation.Firstly,10times of thermal shock in air corresponded to static oxidation for100min,whereas the static oxidation was carried out only for30min.Secondly,the thermal stress was enlarged during thermal shock, creating more diffusion channels for oxygen and impairing the load-bearing capacity of matrix.By comparing Figs.7(a,b)with Figs.8(a,b),the severer oxidation of carbon fibers during thermal shock was veryapparent.Fig.8SEM image of cross-section of C/Al2O3 composites after thermal shock at1000︒C(a)and optical images of side faces of C/Al2O3(b)and C/SiC/Al2O3(c) composites after thermal shockIn addition,it seems strange that the flexural strength retention ratio was increased with the elevation of temperature from600to1000︒C, whereas the mass loss was on the contrary.In our previous studies[15,22],this phenomenon was considered to be related with the state of microcracks during static oxidation and thermal shock.The C/Al2O3composites were fabricated at 1100︒C and had some microcracks when theKuan-hong ZENG,et al/Trans.Nonferrous Met.Soc.China30(2020)463−471 470composites were cooled to room temperature due to the thermal mismatch between carbon fiber and Al2O3matrix.When static oxidation and thermal shock were performed at1000︒C,these micro-cracks could be better healed.The closure of microcracks could enhance the load-bearing capacity of matrix to a certain extent,which was responsible for the higher flexural strength retention ratio at1000︒C.Of course,the microcracks could not be entirely closed.With the elevation of temperature,the oxidation of carbon fibers became serious.Therefore,the mass loss still increased from600to1000︒C.By comparison,the positive effects of SiC interfacial coating on the oxidation and thermal shock resistance of C/Al2O3composites are significant.After static oxidation at800and 1000︒C,no flexural strength degradation was observed for the C/SiC/Al2O3composites.After thermal shock at800and1000︒C,the flexural strength ratios were above80%.In Figs.7and8,it is clear that the oxidation degrees of C/SiC/Al2O3 composites were much lower than those of C/Al2O3 composites.As mentioned above,SiC coating was tightly bonded to carbon fibers.Thus,carbon fibers can be effectively protected by the viscous SiO2 derived from the oxidation of SiC coating during static oxidation and thermal shock.However,there is thermal mismatch between carbon fiber and SiC coating.Microcracks were probable to form at fiber/coating interface during thermal shock, leading to larger mass loss than that during static oxidation.With regard to the mass loss under static oxidation,it may be caused by the attack of oxygen from the end of carbon fiber.This oxidation mode exhibited the characteristics of large range and low ly,many carbon fibers were oxidized to a very low degree.As a result,the flexural strength almost did not decrease.4Conclusions(1)3D carbon fiber needled felt reinforced Al2O3composites have been fabricated through the SIDH route using the Al2O3sol with a high solid content as raw materials.Thanks to the reinforcement of3D carbon fiber needled felt,the fracture work of C/Al2O3composites was as high as 6772.2J/m2which was much higher than that of monolithic Al2O3ceramics.Although the total porosity reached20.8%,the C/Al2O3composites showed favorable strengths.(2)The fracture work decreased to4828.3J/m2 by introducing polycarbosilane-derived SiC interfacial coating,but the flexural strength, interlaminar shear strength,compressive strength and tensile strength were increased to168.1,21.2, 468.8and90.2MPa,by94.5%,71.0%and42.3%, respectively.(3)Due to the protection of SiC coating,the oxidation and thermal shock resistance of C/Al2O3 composites were enhanced notably.The flexural strength of C/SiC/Al2O3composites kept unchanged after oxidation at1000︒C for30min. After10times of thermal shock from1000︒C to room temperature under static air,the C/SiC/Al2O3 composites retained83.1%of original flexural strength.In all,C/SiC/Al2O3composites are promising candidates for friction and wear applications.References[1]WU Ting-ting,ZHOU Jian,WU Bo-lin,XIONG Yuan.Effect of Y2O3additives on the wet abrasion resistance of an alumina-based grinding medium[J].Wear,2016,356−357: 9−16.[2]YAZDANI A,ISFAHANI T.A facile method for fabricationof nano-structured Ni−Al2O3graded coatings:Structural characterization[J].Transactions of Nonferrous Metals Society of China,2018,28:77−87.[3]POGES S,MONTELEONE C,PETROSKI K,RICHARDSG,SUIB S L.Preparation and characterization of an oxide-oxide continuous fiber reinforced ceramic matrix composite with a zinc oxide interphase[J].Ceramics International,2017,43:17121−17127.[4]CHEN Z C,TAMACHI T,KULKARNI R,CHAWLA K K,KOOPMAN M.Interfacial reaction behavior and thermal stability of barium zirconate-coated alumina fiber/alumina matrix composites[J].Journal of the European Ceramic Society,2018,28:1149−1160.[5]LICCIULLI A,CHIECHI A,FERSINI M,SANOSH K P.Influence of zirconia interfacial coating on alumina fiber-reinforced alumina matrix composites[J].International Journal of Applied Ceramic Technology,2013,10(2): 251−256.[6]JACKSON P R,RUGGLES-WRENN M B,BAEK S S,KELLER K pressive creep behavior of an oxide–oxide ceramic composite with monazite fiber coating at elevated temperatures[J].Materials Science and Engineering A,2007,454−455:590−601.[7]WILSHIRE B,CARREÑO F.Deformation and damageprocesses during tensile creep of ceramic-fibre-reinforced ceramic-matrix composites[J].Journal of the European Ceramic Society,2000,20:463−472.Kuan-hong ZENG,et al/Trans.Nonferrous Met.Soc.China30(2020)463−471471[8]COLOMBAN Ph,WEY M.Sol−gel control of matrixnet-shape sintering in3D fibre reinforced ceramic matrix composites[J].Journal of the European Ceramic Society, 1997,17:1475−1483.[9]WANG Yi,LIU Hai-tao,CHENG Hai-feng,WANG Jun.Effective fugitive carbon coatings for the strength improvement of3D Nextel TM440/aluminosilicate composites[J].Materials Letters,2014,126:236−239. [10]WANG Yi,CHENG Hai-feng,WANG Jun.Effects of thesingle layer CVD SiC interphases on mechanical properties of mullite fiber-reinforced mullite matrix composites fabricated via a sol−gel process[J].Ceramics International, 2014,40(3):4707−4715.[11]WANG Qing,CAO Feng,XIANG Yang,PENG Zhi-hang.Effects of ZrO2coating on the strength improvement of2.5D SiC f/SiO2composites[J].Ceramics International,2017, 43(1):884−889.[12]ZHANG Wei,MA Qing-song,DAI Ke-wei,MAO Wei-guo.Preparation of three-dimensional braided carbon fiber reinforced mullite composites from a sol with high solid content[J].Transactions of Nonferrous Metals Society of China,2018,28:2248−2254.[13]FAN Chao-yang,MA Qing-song,ZENG Kuan-hong.Thermal stability and oxidation resistance of C/Al2O3 composites fabricated from a sol with high solid content[J].Ceramics International,2017,43(14):10983−10990. [14]SHAN Bo-rong,MA Qing-song,ZENG Kuan-hong.Fabrication of three-dimensional carbon fiber preform reinforced YAG composites from a sol with high solid content[J].Ceramics International,2018,44(4):4478−4482.[15]SHAN Bo-rong,MA Qing-song,ZENG Kuan-hong.Microstructure and mechanical properties of carbon fiber needled felt reinforced sol-derived YAG composite[J].Journal of Alloys and Compounds,2019,772:381−387.[16]ZHANG Wei,MA Qing-song,ZENG Kuan-hong,LIANGSong-lin,MAO Wei-guo.Mechanical properties and thermal stability of carbon fiber cloth reinforced sol-derived mullite composites[J].Journal of Advanced Ceramics,2019,8(2): 218−227.[17]CHEN Guan-yi,LI Zhuan,XIAO Peng,OUYANG Xi,MAWen-jie,LI Peng-tao,LI Jin-wei,LI Yang.Tribological properties and thermal-stress analysis of C/C−SiC composites during braking[J].Transactions of Nonferrous Metals Society of China,2019,29:123−131.[18]GE Yi-cheng,YANG Ling-yun,WU Shuai,LI Chan,LUOJian,YI Mao-zhong.Influence of heat-treatment on oxidation-resistance of phosphate-coating for C/C composite [J].Transactions of Nonferrous Metals Society of China, 2014,24:455−461.[19]ZHANG Jian-xin,FAN Shang-wu,ZHANG Li-tong,CHENG Lai-fei,YANG Shang-jie,TIAN Guang-lai.Microstructure and frictional properties of3D needled C/SiC brake materials modified with graphite[J].Transactions of Nonferrous Metals Society of China,2010,20:2289−2293.[20]LIU H T,YANG L W,SUN X,CHENG H F,WANG C Y,MAO W G,MOLINA-ALDAREGUIA J M.Enhancing the fracture resistance of carbon fiber reinforced SiC matrix composites by interface modification through a simple fiber heat-treatment process[J].Carbon,2016,109:435−443. [21]LIU Yong-sheng,CHENG Lai-fei,ZHANG Li-tong,YANGWen-bin,ZHOU Sheng-tian,ZHANG Wei-hua.Fracture behavior and mechanism of2D C/SiC−BC x composite at room temperature[J].Materials Science and Engineering A, 2011,528:1436−1441.[22]SHAN Bo-rong,MA Qing-song,ZENG Kuan-hong.Thermal shock resistance of carbon fiber preform reinforced sol-derived YAG composites[J].Ceramics International, 2019,45(5):6560−6565.SiC界面涂层对碳纤维针刺毡增强Al2O3复合材料力学性能的影响曾宽宏,马青松,顾星宇国防科技大学新型陶瓷纤维及其复合材料重点实验室,长沙410073摘要:分别采用3D碳纤维针刺毡为增强体以及聚碳硅烷(PCS)衍生SiC涂层为界面相,通过溶胶−浸渍−干燥−热处理(SIDH)技术制备C/Al2O3复合材料,研究SiC界面涂层对C/Al2O3复合材料力学性能、抗氧化性能和抗热震性能的影响。
表面改性对SiC-,f-Al复合材料界面性能的影响

奎些查堂堡主堂垡笙兰—————————————i!—墨摘要本文主要研究复合材料制备工艺及纤维表面改性对SiCf/A1复合材料性能的影响。
利用声发射(AE)方法结合冷场发射扫描电镜(JSM一6301FE—SEM)对界面结构进行分析,并通过力学实验研究了材料性能。
f、表面经C涂层处理的SiC纤维增强铝基复合材料[SiCf(C)/A1】的性能主要受界面脆性产物的影响。
AE行为表明580℃热压温度下制得的试样在拉伸过程中,纤维断裂均匀分布于材料断裂的全过程,证明纤维能均匀承载。
断口分析表明:有一定数量的纤维拔出,且拔出长度很短,证明界面结合强度适宜。
所以材料的性能较好。
热压温度达到620℃时,界面处有较多的Al。
c3脆性相生成,界面结合强度过高,裂纹沿垂直纤维方向传播,材料不会发生界面脱粘,裂纹端部的应力集中无法缓解,使材料迅速断裂。
AE行为表明此材料在拉伸过程中纤维断裂集中分布于材料断裂的后期,且界面开裂次数减少,材料界面性能较差。
断口分析表明此材料断口平齐,没有纤维拔出,证明界面结合强度过高,材料抗拉强度较低,性能变差。
热压温度为640℃时,AE特征和断口分析都与620℃时相似,材料抗拉强度比620℃时略有下降,说明620℃以后,热压温度的提高对材料的性能影响不大。
表面经富Si02涂层处理的SiC纤维增强铝基复合材料[SiCt(Si02)/A1】的AE行为表明:580℃时,纤维断裂较均匀地分布于材料断裂全过程,界面开裂次数较多。
断口分析表明有大量纤维拔出,且拔出长度很大。
说明这一温度下,材料的界面结合很弱,界面容易受力开裂,而纤维承担载荷后也极易脱粘拔出,材料的抗拉强度较低,性能较差。
620℃时,纤维断裂也是较均匀地分布于材料断裂全过程,但界面开裂次数较少。
材料的断口上有一定数量的纤维拔出,拔出长度短,说明温度升高后,Al向si中扩散能力加强,界面结合程度加大,不易开裂,纤维能均匀地承担载荷,材I查韭奎堂堡主兰垡笙塞———————————————————————————j旦呈料抗拉强度提高,性能变好。
JaciyChenSiC纤维增强钛基复合材料的界面改性研究
4.结束语
综上所述,选择SiC纤维表面涂层要从保护纤维、阻挡界面 反应、改善界面结合、调和热残余应力等方面进行综合考 虑。单一的涂层通常难以实现以上所有功能,而双涂层或复 合涂层、功能梯度涂层则可同时满足较多的功能需求,是更 有发展前景的涂层。除了涂层的有效性之外,还要考虑到涂 层制备的可行性和经济性,尽量降低成本,减少制备难度和 环境污染。总体看来,在已有富C涂层基础上发展有惰性金 属的复合涂层是较为经济适用的方法如Ti/Y/Ti或Ti/Gd/Ti涂 层体系,通过高真空多靶磁控溅射技术制备复合涂层,彻底 解决Y或Gd的氧化问题,可用基体材料制备Ti层。总之,发展 涂层研究将极大地改善SiC/Ti界面相容性,进一步推进 TMMCs在宇航领域的发展和应用
11/12/2019 10:33:39 PM
1.1.1 复合材料的特点
11/12/2019 10:33:39 PM
1.1.2 复合材料的结构模式
复合材料由基体和增强相两个组分组成。 复合材料结构通常一个相为连续相,称为基体;
而另外一个相是以独立的形态分布在整个基体中的分 散相,这种分散相的性能优越,会使材料的性能显著 改善和增强,称为增强相(增强剂、增强体)。
3. 陈振中,金业壮,陈礼清.铝、钛基复合材料在航空发动机上的应用分 析[J].航空发动机,2019,32(4):40
4. 王玉敏,肖鹏,石南林,等. SiC纤维增强钛基复合材料界面研究及构件 研制[J].中国材料进展,2019,29(5):9
5. 杨延清,朱艳,马志军,等. SiC长纤维增强Ti基复合材料的制备[J].机械 科学与技术,2019,21(3):424
11/12/2019 10:33:39 PM
《热变形SiC_p增强2024铝基复合材料的显微组织与力学性能》范文

《热变形SiC_p增强2024铝基复合材料的显微组织与力学性能》篇一一、引言随着现代工业的快速发展,对于材料性能的要求越来越高。
在众多材料中,铝基复合材料因其优异的力学性能和良好的加工性能,得到了广泛的应用。
其中,SiC_p(硅碳化物颗粒)增强2024铝基复合材料因其高强度、高硬度、良好的耐热性和抗蠕变性等特性,在航空航天、汽车制造等领域具有广泛的应用前景。
本文将重点研究热变形SiC_p增强2024铝基复合材料的显微组织与力学性能。
二、材料制备与实验方法本实验采用热变形工艺制备SiC_p增强2024铝基复合材料。
首先,选用优质的2024铝合金作为基体,SiC颗粒作为增强相。
在熔炼过程中,将SiC颗粒均匀分布在铝合金中。
随后,经过铸造、轧制、热处理等工艺过程,得到所需尺寸和形状的复合材料。
为了研究其显微组织和力学性能,我们采用了光学显微镜(OM)、扫描电子显微镜(SEM)和透射电子显微镜(TEM)等手段进行观察和分析。
同时,通过拉伸试验、硬度测试和疲劳试验等方法,对材料的力学性能进行评估。
三、显微组织分析1. 显微组织结构通过OM和SEM观察,我们发现SiC_p增强2024铝基复合材料具有典型的金属基复合材料结构。
SiC颗粒均匀分布在铝合金基体中,两者之间结合紧密,无明显界面反应。
此外,铝基体中还存在一定数量的晶界和亚晶结构。
2. 晶粒形貌与分布通过TEM观察,我们可以更清晰地看到晶粒的形貌和分布情况。
SiC颗粒的加入使得晶粒尺寸减小,晶界更加清晰。
同时,SiC颗粒对晶粒的生长起到了阻碍作用,使得晶粒分布更加均匀。
四、力学性能分析1. 拉伸性能实验结果表明,SiC_p增强2024铝基复合材料具有较高的拉伸强度和延伸率。
这主要得益于SiC颗粒的加入使得材料在受力过程中能够更好地传递应力,从而提高材料的拉伸性能。
此外,热处理工艺也能显著提高材料的拉伸性能。
2. 硬度性能该复合材料的硬度明显高于纯2024铝合金。
CSiC基材表面特性与SiC涂层质量的相关性研究

C/SiC基材表面特性与SiC涂层质量的相关性研究C/SiC复合材料自身的优异性能使得其在航空航天发动机、高温热防护系统等领域具有广阔的应用前景。
然而,C/SiC复合材料存在高温抗氧化性能不足的问题,在C/SiC复合材料表面制备SiC涂层封填材料表面孔隙和裂纹,是提高C/SiC复合材料抗氧化性能的有效手段。
由于C/SiC复合材料表面存在多样性和复杂性,其表面特性对SiC涂层的界面结合强度、抗热震性能等都具有直接影响。
本文开展C/SiC复合材料表面特性与SiC涂层质量的相关性研究,重点研究纤维织构和表面磨削等因素对C/SiC基材表面特性以及SiC涂层界面结合强度和抗热震性能的影响。
此外,论文还从工程应用实际,分析了SiC涂层在C/SiC复合材料喷管中的服役特性,探讨了SiC涂层的失效机理。
采用相同的PIP工艺,制备得到针刺毡、碳布铺层缝合、三维四向编织(简称针刺毡,碳布铺层、三维四向)三种纤维织构C/SiC复合材料,基材开孔率分别为14.28%、15.81%、17.43%;弯曲强度分别为193MPa、236MPa、316MPa。
分析了纤维织构对基材表面特性的影响,三种基材表面全部由SiC陶瓷片层覆盖,表面形貌差异较小,具有明显的“皮-芯”结构;碳布铺层基材表面SiC片层尺寸更小,分布更均匀;针刺毡基材表面存在大量明显的针刺孔。
表征出基材表面主要由SiC微晶、游离碳和吸附氧组成,基材的表面组成与纤维织构无关。
针刺毡基材表面SiC涂层的沉积速率最高,碳布铺层基材次之,三维四向基材最小,与针刺毡基材表面大量针刺孔洞,以及碳布铺层基材表面小尺寸SiC片层,为SiC涂层沉积提供了更多的形核和生长点有关。
采用拉伸法测试了SiC涂层与针刺毡、碳布铺层、三维四向等三种基材的界面结合强度,强度值分别为11.87MPa、10.45MPa、10.13MPa,涂层剥离实际发生在基材“皮”层与“芯”层之间。
针刺毡基材最优的界面结合强度源于大量针刺孔洞形成的更大接触面积和钉扎效应。
碳纤维增强铝基复合材料PPT资料全面版

采用keller腐蚀剂:2ml HF43;190ml H2O
碳碳纤维和铝基合金牢固地结合在一起,显示了合
随着新工艺方法的不断开发,增强铝基复合材料将以其优良的特性在航空航海等高端领域发挥更加巨大的作用
熔点之上150-250◦C,
其结合了传统的加压模法,重力金属模铸法,锻造工艺的优点,主要优点是消除了气孔,从而使材料有良好的尺寸精度、耐磨性、耐蚀
第一部分:复合材料的介绍
和其他金属基复合材料相比,铝基复合 材料成本低,主要应用包括铝合金活塞发 动机,盘式制动器,微分插齿齿轮、铝制汽 车轮、钢和铸铁导弹等部件。
随着新工艺方法的不断开发,增强铝基 复合材料将以其优良的特性在航空航海等 高端领域发挥更加巨大的作用
第二部分:材料与发展
1. 碳纤维和金属基质 2. 挤压铸造法 3. 性能研究
+ 5ml 的内部。
出自期刊:材料加工技术
HNO3
+190ml
H2O
显微镜(SEM)进行组织观察
腐蚀时间:15 S 采用keller腐蚀剂:2ml HF (48%) +3ml HCl + 5ml HNO3 +190ml H2O
其结合了传统的加压模法,重力金属模铸法,锻造工艺的优点,主要优点是消除了气孔,从而使材料有良好的尺寸精度、耐磨性、耐蚀
文献工作报告
英文文献
论文题目:碳纤维增强铝基复合材料的性能与发展 文献 T. Shalu, E. Abhilash ., M.A. Joseph (印度卡
利卡特国家技术研究院,机械工程学系) 出自期刊:材料加工技术 发表时间: 年第209期 4809-4813页
摘要
随着材料加工技术的进步与发展产生了一些如金属复合材 料的新材料,并广泛应用于飞机和汽车技术。本文探讨了 用挤压铸造法对体积分数是20-25%的碳纤维增强的铝基复 合材料的发展。通过与一般的铝合金相比,碳纤维增强铝 基复合材料的抗拉强度减弱,硬度和韧性增大,并且碳纤 维能够均匀的分布在铝基复合材料的内部。