2150卸卷小车的设计
搬运小车方案模板
搬运小车方案模板1. 引言本文档为搬运小车方案模板,旨在为设计工程师提供一个全面的搬运小车设计方案,并包含详细的实施步骤和所需材料清单。
请按照本文档的步骤进行设计和实施。
2. 设计要求搬运小车的设计要求如下:•最大搬运重量:100kg•最大搬运速度:1m/s•可适应不同地面环境•自动避障功能•可远程操作3. 设计方案3.1 小车结构搬运小车的结构设计如下:•载重平台:由坚固的金属板材制成,可承受100kg的重量。
•轮子:由耐磨橡胶材料制成的四个大型轮子,可在不同地面环境下顺利行驶。
•电池:高容量的锂电池,可提供足够长时间的工作时间。
•控制系统:使用单片机或树莓派等嵌入式系统作为控制中心,实现各种功能。
3.2 传感器和避障系统为了实现自动避障功能,搬运小车需要安装以下传感器和避障系统:•超声波传感器:用于探测前方障碍物,并根据探测结果调整行驶方向。
•红外线传感器:用于探测周围环境,以便在必要时进行避障操作。
•编码器:用于测量小车轮子的转动角度和速度,以便实现精确的运动控制。
3.3 远程操作系统为了实现远程操作功能,搬运小车需要以下组件:•无线通信模块:如Wi-Fi或蓝牙模块,用于与遥控器或基站进行通信。
•遥控器或基站:用于发送命令和接收传感器数据,以实现远程操作和监控功能。
4. 设计实施步骤下面是设计和实施搬运小车方案的步骤:4.1 设计载重平台根据要求的最大搬运重量,设计并制作一个坚固的载重平台。
4.2 安装轮子和电池将四个大型轮子安装在底部,并安装高容量的锂电池以提供电力。
4.3 安装传感器和避障系统根据设计方案,安装超声波传感器、红外线传感器和编码器。
4.4 添加控制系统将单片机或树莓派等嵌入式系统安装在适当位置,并与传感器和轮子连接。
4.5 安装无线通信模块和遥控器将无线通信模块(如Wi-Fi或蓝牙模块)和遥控器或基站安装在搬运小车上,以实现远程操作功能。
4.6 测试和调试在设计和实施完成后,对搬运小车进行测试和调试,确保它能够按照要求运行并具备自动避障和远程操作功能。
卸卷小车液压系统设计
卸卷小车液压系统设计摘要卸卷小车是热带钢连轧机的重要配套设备,位于卷取机的侧面,用来将卷取的钢卷从卷筒上卸下,并运送到打捆台架上或步进梁式运输机的固定台架上。
轧钢生产实践证明,卸卷小车的工作状态直接影响着热连轧机生产力的发挥。
本文对卸卷小车的技术参数、工作流程、液压站、机械结构,电气控制等进行了全面的介绍。
另外,通过对电液开关控制、电液比例控制、电液伺服控制等液压控制方案的对比,决定卸卷小车液压系统采用电液比例控制技术控制。
这样,不仅使得卸卷小车的液压系统得以简化,而且避免了由于钢卷质量大,且质量不确定,出现钢卷从小车上跌落的安全隐患,也使得升降液压缸和行走液压缸的速度控制更加容易、平稳,工作效率更高。
卸卷小车的液压系统采用了集成块的集成方式。
对集成块和液压站的设计采用了Pro/E软件的三维建模方法,使得建模过程更加直观、准确、高效,更改更加容易。
关键词:卸卷小车;液压系统;比例控制;三维建模Hydraulic System Design of Coil Stripper CarAbstractThe coil stripper car is an important facility of the Hot Strip Mill. It is usually located at the coiler side. It is used to offload the steel coil and send them to the saddle or the walking-beam coil conveyer. The production practices of the rolled steel have shown that the working state of the coil stripper car directly influence the productivity of the hot strip mill. This article presents the coil stripper car's technical parameters, work flow, liquid pressure station, mechanical structure and electrical control. What‘s more, after the anal yses of electro-hydraulic hydraulic control technologies of the on-off control, the proportional control and the servo control, the coil stripper car's hydraulic system is selected to be controlled by the electro-hydraulic proportional control technology. Thus, it not only simplifies the hydraulic system, but also avoids the safety of the coil falling off the car because of the coil’s big and spotty quality. In a addition, The cylinders velocity can be controlled more easily, more stably and more efficiently.The coil stripper car's hydraulic system is integrated by the manifold block. And its manifold block and hydraulic station is designed in three dimensional model by use of Pro/E software, which makes the design more clear, more accurate and more efficient, and makes the modification more easily.Key Words: Coil stripper car;Hydraulic System;Proportional Control;3 Dimensional Model1绪论1.1课题背景概述在冶金工业的生产过程中要使用大量具有大型、重载、连续生产等特点的机械和设备,其工作环境多数是高温、多尘的恶劣条件。
某1450mm热连轧机卸卷小车升降结构部件改进设计

某1450mm热连轧机卸卷小车升降结构部件改进设计作者:杨斯淮李嘉牟来源:《科技创新与应用》2017年第13期摘要:文章介绍了某1450mm热连轧机卷取机区卸卷小车升降结构部件的改进设计。
关键词:卸卷小车;升降结构;球面杆结构卸卷小车是应用于带钢热连轧生产线的重要设备,因其工作状态直接影响着热连轧机生产力的发挥,所以卸卷小车的结构稳定性至关重要[1-3]。
本文以某1450mm热连轧机卸卷小车为例,介绍了卸卷小车的功能特点及其升降结构部件的改进设计。
1 卸卷小车的功能特点卸卷小车本体主要包括托辊、车轮、车架、抬升架体、升降液压缸等。
卸卷小车工作时,由升降液压缸、抬升架体和托辊等部件构成的升降装置将钢卷从卷筒移出,行走装置提供动力控制卸卷小车的水平运动,钢卷被运送至打捆机固定台架。
综上可以知道卸卷小车的执行功能包括升降功能和行走功能。
2 升降结构部件改进设计卸卷小车的抬升架体和升降液压缸活塞杆头之间采用销轴连接的结构这在以往项目的设计制造中得到了广泛应用,但现场用户反映曾出现过销轴断裂的情况,针对此问题,某1450mm 热连轧机卸卷小车对销轴结构进行了改进设计,采用球面杆结构替代销轴结构。
2.1 销轴结构销轴可以固定零件之间的相对位置并用于连接,具有拆装方便、定位准确、承载能力大等特点,鉴于以上特点,销轴结构被应用于卸卷小车抬升架体与升降液压缸活塞杆头的连接中,进而通过液压缸活塞杆的伸缩运动实现抬升架体竖直方向的升降动作。
销轴尾端由垫片套住,同时设计一通孔并贯穿安装长度大于尾端直径的销,销与垫片共同配合作用,防止销轴产生轴向窜动。
在一些项目中,销轴结构采用的是连接段等径销轴,但在实际使用中出现过设备维修拆卸困难、装配插入难以一次对正等问题。
为了解决上述问题,某1780mm热连轧机卸卷小车在设计升降结构的过程中借鉴了阶梯轴的特点,将杆头与抬升架体连接段设计加工为三段阶梯结构变径销轴,变径销轴连接结构架体如图1所示。
钢卷小车设计说明书

目录1.绪论 (1)1.1选题背景及目的 (1)1.2钢卷小车的国内外发展状况 (2)1.3钢卷小车的工艺过程 (3)1.4钢卷小车研究的内容和方法 (4)1.4.1设计方案选择及评述 (4)1.4.2钢卷小车及轨道的设计内容和方法 (6)2.升降装置 (7)2.1液压缸 (7)2.1.1液压缸主要参数的选定 (7)2.1.2液压缸主要零部件的设计 (8)2.2托架 (13)3.导向装置 (15)4.车体结构 (16)4.1车体钢板 (16)4.2联接 (18)4.2.1车体框架与车体联接螺栓 (18)4.2.2支座与车体框架联接螺栓 (20)4.3车体框架 (21)5.行走装置 (23)5.1轴的设计 (23)5.2车轮的设计 (25)5.2.1驱动侧车轮 (25)5.2.2从动侧车轮 (26)6.钢卷小车的自动控制 (27)6.1钢卷的垂直定位 (27)6.2钢卷的水平定位 (28)6.3钢卷的头部定位 (28)7.钢卷小车的液压系统 (29)7.1五机架冷连轧机组进料端钢卷运输车的液压系统 (29)7.2五机架冷连轧机组出料端钢卷运输车的液压系统 (29)7.3酸洗机组进料端钢卷运输车的液压系统 (30)8.小车轨道的设计 (31)8.1小车轨道的安装方式 (31)8.2小车轨道的啃轨现象 (33)8.3小车拖链的设计 (34)9.结束语 (36)参考文献 (37)致谢 (38)1 绪论1.1 选题背景及目的钢铁工业作为国民经济基础产业,在我国全面建设小康社会的发展过程中,如何更好地发挥作用、保持健康发展,是一个十分重要的课题。
保持钢铁工业适度、稳步发展,重点搞好结构调整、提高产品竞争力,是今后我国钢铁工业发展的主导方向。
钢卷,又称卷钢。
钢材热压、冷压成型为卷状。
为了方便储存和运输,方便进行各种加工(例如加工成为钢板、钢带等)。
成型卷主要是热轧卷和冷轧卷。
热轧卷是在钢坯再结晶前的加工产品。
一种卷取机用卸卷小车[实用新型专利]
![一种卷取机用卸卷小车[实用新型专利]](https://img.taocdn.com/s3/m/bd45aee47cd184254a353538.png)
专利名称:一种卷取机用卸卷小车专利类型:实用新型专利
发明人:吕福军
申请号:CN201620015676.2申请日:20160103
公开号:CN205274532U
公开日:
20160601
专利内容由知识产权出版社提供
摘要:本实用新型提供了一种卷取机用卸卷小车,包括车架、提升机构、行走机构、轨道、拖链,所述的车架上设置有提升机构、轨道,轨道上设置有拖链,拖链上设置有行走机构;所述的提升机构包括升降架、托辊、液压缸、升价滑道,所述的升降架固定于车架上,升降架上设置有升降滑道和若干的托辊,托辊位于升降滑道的内侧,升降架的下方设置有液压缸。
本实用新型所述的卷取机用卸卷小车设置有车轮、链轮、弹性垫片,链轮与拖链啮合,同时设置有弹性垫片,使行走机构与轨道的摩擦大大减小,从而保证了定位装置的准确定位,降低了生产的损失。
申请人:天津助友重工机器设备制造有限公司
地址:301600 天津市静海县开发新区金海道西
国籍:CN
更多信息请下载全文后查看。
某1450mm热连轧机卸卷小车升降结构部件改进设计
某1450mm热连轧机卸卷小车升降结构部件改进设计文章介绍了某1450mm热连轧机卷取机区卸卷小车升降结构部件的改进设计。
标签:卸卷小车;升降结构;球面杆结构卸卷小车是应用于带钢热连轧生产线的重要设备,因其工作状态直接影响着热连轧机生产力的发挥,所以卸卷小车的结构稳定性至关重要[1-3]。
本文以某1450mm热连轧机卸卷小车为例,介绍了卸卷小车的功能特点及其升降结构部件的改进设计。
1 卸卷小车的功能特点卸卷小车本体主要包括托辊、车轮、车架、抬升架体、升降液压缸等。
卸卷小车工作时,由升降液压缸、抬升架体和托辊等部件构成的升降装置将钢卷从卷筒移出,行走装置提供动力控制卸卷小车的水平运动,钢卷被运送至打捆机固定台架。
综上可以知道卸卷小车的执行功能包括升降功能和行走功能。
2 升降结构部件改进设计卸卷小车的抬升架体和升降液压缸活塞杆头之间采用销轴连接的结构这在以往项目的设计制造中得到了广泛应用,但现场用户反映曾出现过销轴断裂的情况,针对此问题,某1450mm热连轧机卸卷小车对销轴结构进行了改进设计,采用球面杆结构替代销轴结构。
2.1 销轴结构销轴可以固定零件之间的相对位置并用于连接,具有拆装方便、定位准确、承载能力大等特点,鉴于以上特点,销轴结构被应用于卸卷小车抬升架体与升降液压缸活塞杆头的连接中,进而通过液压缸活塞杆的伸缩运动实现抬升架体竖直方向的升降动作。
销轴尾端由垫片套住,同时设计一通孔并贯穿安装长度大于尾端直径的销,销与垫片共同配合作用,防止销轴产生轴向窜动。
在一些项目中,销轴结构采用的是连接段等径销轴,但在实际使用中出现过设备维修拆卸困难、装配插入难以一次对正等问题。
为了解决上述问题,某1780mm热连轧机卸卷小车在设计升降结构的过程中借鉴了阶梯轴的特点,将杆头与抬升架体连接段设计加工为三段阶梯结构变径销轴,变径销轴连接结构架体如图1所示。
在设备运行中,杆头和销轴由接触压力会产生塑性变形,但是各阶梯面间因销轴外表面与杆头内环面的配合面外径尺寸不同而不会彼此影响,所以连接段变径销轴的设计更为合理。
卸卷控制功能规格书
1#,2#卸卷控制功能规格书1.工艺过程和工艺设备1.1、工艺过程描述设备的用途是将卷好的钢卷从卷筒上卸下,并运至打捆站。
卸卷小车采用液压缸升降,液压马达走行。
带钢卷取过程中,当卷取即将完了时 ,卸卷车升降台接触钢卷 ,其卸卷小车托辊与卷筒等速旋转直至卷取完了 ,钢卷带头转到带卷下方。
卷取结束后 ,卸卷车上托辊制动并且压住带钢尾部 ,然后卷筒反转收缩 ,侧导板、夹送辊开启,挡板关闭,卷取机外支撑打开,卸卷小车将钢卷取下并送至钢卷提升车,由此再送至带回转台的传递小车。
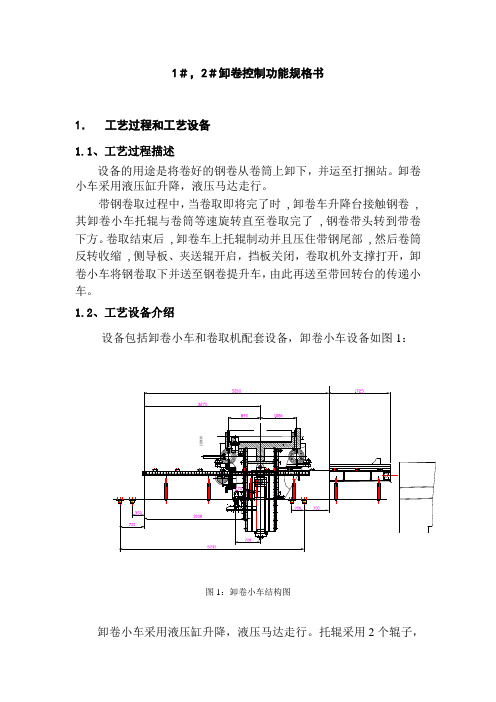
1.2、工艺设备介绍设备包括卸卷小车和卷取机配套设备,卸卷小车设备如图1:图1:卸卷小车结构图卸卷小车采用液压缸升降,液压马达走行。
托辊采用2个辊子,辊子轴承座用螺栓把合在升降台架上,辊子采用空心辊。
内部用铜套装在通轴上;升降台架采用焊接结构,升降滑道为方形,以防止偏转,其上装有铜滑板。
升降台架上装有制动液压缸,当托辊接触钢卷且钢卷的带行走是靠液压马达通过行星减速机带动销齿传动来实现的,尾在下方被托辊压住时,托辊闸瓦将托辊闸死,防止钢卷在托辊上旋转。
销子固定在固定底座下表面,液压马达及减速机固定在卸卷小车本体上,整个卸卷小车是通过4个辊轮坐落在轨道上的。
卸卷小车的润滑及液压配管通过软管和导程拖链与中间管路联接。
1)用途:设备的用途是将卷好的钢卷从卷筒上卸下,并运至打捆站。
2)技术数据:1.带钢参数:钢卷温度:550℃~650℃。
钢卷宽度:700~1350mm。
钢卷直径:1500~1950mm(max)。
最大卷重:21000kg。
2.设备参数:型式:液压小车式。
传动型式:行走:液压马达驱动;马达型号OMTS250型;工作压力:160bar;行星减速机:型号:RCS 1500D,数比:19.5:1输出扭矩:额定10000N.m;最大20000N.m升降:伺服液压缸;规格:Φ200/Φ125X1150;工作压力:16Mpa;速度:150mm/s。
大型轮胎拆装移动小车的设计制作
文中的图表主要是辅助文字, 将文字难以表述清楚的内容表 述清楚,方便读者理解文章,因此,图表应与文字内容相对应分别 标明序号,并在行文中对图表所参照阅读之处及时做出交代。
制作靠架
并与底座一端
靠架
焊接牢固,安装
图 5 制作捆绑固定车轮的靠架
绞盘、挂钩,便 于车轮捆绑固
滚轮轴为一体)及支架,通过定位安 定(如图 5 所示),避免车轮在拆卸迁
装完成车轮支撑旋转调整装置(如图 移过程中发生倾倒伤人,保证轮胎在
小车上的扶正、稳定性,实现了轮胎 在移动中固定可靠,防止轮胎倾倒发 生。
5.请作者认真对待所投的稿件,发送前应仔细检查核 对 ,保 证 文章内容真实可靠 ,数据 、图表准确 。 另外作者应保留底稿 ,以便于 编辑与您核对文中的一些问题或数据等。
6.编辑要求作者修改稿件或作者认为先前的稿件 有 问 题 需 要 修改时,修改的部分请用蓝色字体标明,以便于编辑查找。 本刊的 用稿周期一般为 2~3 个月,需要时可致电编辑部查询。
维修机具
AUTOMOBILE MAINTENANCE
主滚轮轴
轴承座 主滚轮轴
支架
图 6 拆装平稳试验测定
副滚轮轴
支架
轴承座
主滚轮轴
转轴
4 所示),实现 被支撑车轮可 左右转动一定
图 4 定位安装车轮支撑旋转调整装置
角度(10°~30°) 使轮胎螺栓与
螺栓孔准确对
正。
上、卸卷小车设计概要

上、卸卷小车设计概要杨妤;刘建新;胡兵;孙红刚【摘要】The paper summarized structure types of coiI car,it described the principIes to be foI owed in the design and it demonstrated necessary design calcuIations.%文章对上、卸卷小车的结构形式做了归纳,阐述了小车设计选择中遵循的原则以及必要的计算。
【期刊名称】《有色金属加工》【年(卷),期】2015(000)003【总页数】2页(P54-55)【关键词】上;卸卷小车;类型选择;轮压【作者】杨妤;刘建新;胡兵;孙红刚【作者单位】洛阳有色金属加工设计研究院,河南洛阳 471039;安徽精诚铜业股份有限公司,安徽芜湖 241000;安徽精诚铜业股份有限公司,安徽芜湖 241000;安徽精诚铜业股份有限公司,安徽芜湖 241000【正文语种】中文【中图分类】TG333.3上、卸卷小车广泛应用于有色金属加工厂,作为辅助设备是机组生产物流中的重要组成单元,通常在专门铺设的钢轨上运行,负荷能力大,运行阻力小。
主要完成带卷在机组线上的运输功能,包括完成上卸卷、上卸套筒以及残卷处理等任务。
上、卸卷小车性能的提升,对减少辅助时间,提升生产效率效果明显。
1.1 小车类型的选择小车按提升机构的形式主要分为方箱式、导柱式和剪式三类。
其中,方箱式和导柱式小车适用于刚度要求高、载荷重的场合,常用于轧机机组中;剪式小车则多用于拉弯矫直及剪切线等对刚度要求不高的辅机机组中,可降低投资成本。
按小车轨道标高在地上还是地下划分,小车可分为地上式和地下式。
条件允许时应尽量选用地上式小车的方案,可降低基建投入,方便后期维护保养。
1.2 小车的功能设计小车在机组中对提高作业效率至关重要,功能合理可有效减少辅助时间,现代化的小车设计均要在功能上做针对性设计。
运卷小车设计说明书正文

第一章绪论1.1文献综述1.1.1 课题研究背景高速线材轧机以其精确的孔型设计,合理的张力及活套控制,单线无扭高速连续轧制方式,以及足够的轧机刚性结构和耐磨的轧辊材质,保证了产品具有普通轧机所难以保持的断面尺寸精度。
通常高速线材轧机的产品断面尺寸精度能达到±0.1mm(对φ5.5~8.0mm的产品而言)及±0.2mm(对φ9.0~16mm产品及盘条而言),断面不圆度不大于断面尺寸总偏差的80%。
近年来又出现了成圈前的规圆设备,能把断面尺寸偏差控制到±0.05mm。
多种形式的轧后控制冷却技术是高速线材轧机不可分割的组成部分,当今轧后控制冷却工艺与设备可以对所有钢种,甚至非铁基合金线材进行控制冷却,从而得到能满足不同需要的金属显微组织和性能。
近年来通过轧制中的水冷和相应的变形分配所形成的控制轧制工艺,与轧后控制冷却相配合,使高速线材轧机对产品显微组织及力学性能的控制水平更高。
1993年,天津天钢集团公司首先由美国摩根公司引进第五代超重负荷V型轧机,标志着我国高线轧机的技术装备与国际先进水平接轨。
其后五年间,相继又有湘钢、包钢、沙钢、昆钢、武钢、宝钢引进了同等水平的8条高线(沙钢引进两条单线轧机,武钢引进为双线轧机)。
正在建设即将投产的杭钢和安阳钢厂的单线轧机也具有同样的水平。
高线生产线采用的是液压传动,与机械传动相比,液压传动更容易实现运动参数(流量)和动力参数(压力)的控制。
而纯机械传动一般只进行有级变速,而且一般情况下体积比较大,并且布局方式和控制方式受到限制。
由于液压传动具有传递效率高,可进行恒功率输出控制,功率利用充分,系统结构简单,输出转速可以无级调速,可正反向运转,速度刚性大,动作实现容易,而且液压传动调节便捷布局灵活,尤其在高危工作环境还可以远程控制等突出优点,液压传动在现代化的工业发展中得到广泛的应用。
回顾线材轧机的演变给人们的启示是:线材轧机是朝着高速单线、无扭、自动化方向发展,以满足用户对线材产品的要求:大盘重,高精度和优良的使用性能与金相组织等,这样复二重轧机已不能适应。
浅谈上、卸卷小车的结构与设计

浅谈上、卸卷小车的结构与设计
宗浩阳
【期刊名称】《中国设备工程》
【年(卷),期】2023()5
【摘要】作为有色金属带材加工设备的重要组成部分,上、卸卷小车直接影响着设备的工作效率。
本文详述了上、卸卷小车的种类以及使用场合,并通过某冷轧设备的实例,阐述了上、卸卷小车的设计方法。
根据冷轧设备的特点选择了载荷能力强的方箱式小车结构,并且对车轮、车轮轴等关键部件进行了详细的计算与验证,同时,对液压缸、减速电机的选型进行分析与计算,经过现场实际工作验证,小车工作性能良好,设计合理。
【总页数】3页(P81-83)
【作者】宗浩阳
【作者单位】中色科技股份有限公司
【正文语种】中文
【中图分类】TG333.3
【相关文献】
1.某1450mm热连轧机卸卷小车升降结构部件改进设计
2.卸卷小车卸卷故障的分析与处理
3.热轧新型卸卷小车设计
4.热轧卸卷小车结构及卸卷工艺过程设计
5.连续热镀锌生产线卸卷小车几种卸卷控制方式及分析
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卸卷小车的设计摘要卸卷小车是被广泛用于板带材连轧生产中的一套重要设备。
它的主要功能是将钢卷从卷取机的卷筒上卸出并运送至步进梁上存放。
它的动作过程主要可分为托起钢卷、移出钢卷、运送钢卷和放置钢卷,该过程主要由升降装置和横移装置来完成。
卸卷小车的效率将直接影响整条生产线的工作效率。
要提高小车的效率,基础就在于对设备的良好设计。
本文选择了鞍钢2150mm热轧机组中的卸卷小车作为设计对象,主要对其传动机构部分进行设计,并对机构中的重要零部件进行设计和强度校核。
首先文中利用了分析法和比较法确定了传动方案。
然后对液压缸、轴、轴承等作了设计和校核。
如用第三强度理论对轴作了校核等。
接着,本文对润滑系统作了简单介绍。
最后,对整套设备作了经济性分析。
关键词:卸卷小车;连轧;强度校核;经济性分析AbstractCoil car is widely used in the production of plate and strip rolling production in a set of important equipment. Its main function is to remove the steel coil from the reel of the winding machine and ship it to the walking beam. The course of action can be classified to hold steel coil, coil removed, transport steel coil and placing steel coils, the process mainly by the lifting device and a sliding device. Efficiency of the unloading car will directly affect the efficiency of the whole production line. To improve the efficiency of the car, based on the good design of the equipment. In this paper, the unloading car of 2150mm hot rolling mill is selected as the design object, the main parts of the transmission mechanism design, and the important parts of the mechanism design and strength check. Firstly, the transmission scheme is determined by the analysis method and the comparison method. Then the hydraulic cylinder, shaft, bearing and so on were designed and checked. Such as the third strength theory on the axis of the check, etc.. Then, this paper makes a brief introduction to the lubrication system. Finally, the economic analysis of the whole set of equipment is made.Key words:unloading car; continuous rolling; strength check; economic analysis目录摘要 (I)ABSTRACT (I)1.绪论 (1)1.1带钢热连轧机的概论 (1)1.1.1热带钢连轧机的发展 (1)1.1.2 带钢热连轧机自动化发展 (2)1.1.3国内外的研究状况 (2)1.2卸卷方式及卸卷小车的卸卷过程 (4)1.2.1卸卷方式 (4)1.2.2卸卷小车的卸卷过程 (5)1.3卸卷小车的功能 (5)1.3.1卸卷小车的功能 (5)2.总体方案设计 (7)2.1 设计任务 (7)2.2 总体方案的确定 (7)2.2.1 升降传动机构的确定 (7)2.2.2横移传动机构的确定 (8)2.3传动机构的结构设计 (9)2.3.1升降传动机构的结构设计 (9)2.3.2 横移传动机构的结构设计 (10)2.4 导向机构的结构设计 (10)2.5 卸卷小车的设计参数 (10)3.升降机构的设计 (11)3.1载重计算 (11)3.2液压缸的选择 (12)4. 横移传动机构的设计 (15)4.1车轮的设计 (15)4.2车轮阻力的计算 (16)4.3液压缸的选择 (17)4.4轴的设计和校核 (18)4.4.1 轴的设计 (19)4.4.2 轴的校核 (20)4.5销轴的设计和校核 (21)4.5.1 销轴的设计 (21)4.5.2 销轴的校核 (22)4.6导板的校核 (23)4.7轴承的选择及寿命验算 (23)4.7.1轴承的选择 (24)4.7.2轴承的寿命计算 (25)5. 润滑系统的设计 (27)6.设备的经济性分析 (31)结论 (33)致谢 (34)参考文献 (35)1.绪论钢铁产业是一个国家的支柱产业,也是一个国家综合国力的体现。
我们国家的钢铁生产从古至今,已经形成了包括炼铁、炼钢、热轧、冷轧等由多个产业组合的庞大的钢铁生产体系。
1.1带钢热连轧机的概论带钢连轧机生产效率高,质量易于控制,轧制过程连续,易于实现机械化和自动化,而且这种轧机潜力大,只要稍加改善轧制工艺便可以大幅度地提高产量和改善产品质量,其经济效益非常显著。
所以各种先进的技术成果都竞相应用于连轧过程,大大促进了连轧过程自动化的发展,其中尤以热连轧轧机自动化的发展最为迅速和成熟,所以热连轧板带材轧机自动化的发展,可以反映整个轧制过程自动化的发展过程。
1.1.1热带钢连轧机的发展为提高热轧薄板的产量,改进叠轧操作,采用连续轧制,轧成长带钢后在切成钢板的设想,早在上世纪末,就开始研究。
在1892年建造了二辊式五机架的带钢热连轧机。
这台轧机的末架轧制速度仅为2m/s。
由于轧制速度低,引起带钢冷却,不能保持带钢全长上的厚度偏差在容许范围内,连轧没有成功。
此后约30年间,虽建设了其他几台热连轧机,力求提高轧制速度,但在连续式轧制的发展上并无显著作用。
1924年及1926年,美国在阿斯兰和巴特勒建造了辊身长度为1470及1070的热连轧机,实现了带钢连续轧制的生产,这是热带钢连轧机发展的开始。
由于带钢连续轧制提高了产量,到1940年,全世界已建造30多台。
特别是在1961年以后,由于轧钢机的电气传动、自动控制新技术的发展,热连轧机的发展,更为迅速。
目前在世界钢产量较多的国家中,由热连轧机所轧制的板材已达板材总产量的80%。
热连轧机可分为:连续式、空载返回连续式、半连续式、复合半连续式、四分之三连续式热带刚轧机。
1.1.2 带钢热连轧机自动化发展带钢热连轧机电器自动控制技术的发展,在20世纪大致经历了以下几个阶段:50年代以前,即早期的带钢热连轧机,基本上没有自动控制,主要靠人工操作、断续控制(对电动机的启动、停止、加减速和正反转的控制)。
50年代中、后期,为手动操作加上单机自动控制系统(如主传动速度调节系统、压下机构辊缝调节系统、活套量控制系统、闭环模拟厚度控制系统分等)。
60年代,进入到单机自动控制与计算机并存(1960年美国麦克劳思厂在带钢热连轧机的精轧机组上,首先采用计算机设定精轧机组的辊缝和速度;1961年美国钢铁公司大湖分公司投产的2032mm热带钢轧机,在精轧机上首先采用升速轧制技术;60年代末,英国实现了从加热炉到卷取机的整个带钢热连轧计算机控制)。
70年代,实现了全部计算机控制[主要采用直接数字控制和过程控制计算机对带钢的厚度和终轧温度、卷取温度进行控制,厚度自动控制采用电动压下(电动AGC),宽度只有预设定,没有板形控制]。
80年代,主要发展了板形控制和粗轧宽度自动控制,以及广泛采用液压厚度自动控制(液压AGC),使带钢的厚度、宽度、温度、板形等质量指标进一步提高;开发了直接热衷和直接轧制技术,大大节省了能源。
控制的范围也从热轧生产线向两侧扩展,包括了对板坯库、钢卷库、成品库的控制和管理。
90年代,对热轧产品质量和节能要求进一步提高,热轧控制技术又有新的进展,如交叉辊(PC)轧机和在线磨辊(ORG)、连续可变凸度(CVC)控制板形技术、神经元网络技术等。
1.1.3 国内外的研究状况1995年鞍钢对前苏联50年代的Φ500/Φ300×1700四辊式平整机作了改进设计。
由于该设备在生产中存在一定问题,钢卷尾部出现松头、无法捆卷、并影响卸卷工序的正常进行。
该厂研制出的一种辊式卸卷小车投入使用后,不但可以把钢卷尾部卷紧、捆牢,而且作业率高、能耗低、维修使用方便。
热带钢卷取机是地下卷取机,最早是八辊式卷取机即由8个成型辊和导板组成。
由于成型辊和导板太多,相互间缝隙多容易发生卡钢事故。
另外,成型辊和卷筒间缝隙不均匀,压力不等。
卷取成塔形多严重时卡钢不能工作。
为减少事故改成四辊式每个成型辊单独驱动,结构简单,工作可靠,但随着钢卷直径加大压紧不好,不能卷大直径的钢卷。
以后又采用二辊式卷取机结构,更简单成型辊小,但导板长度增加,卷取困难,只用于厚度大的带钢。
现在采用三辊式卷取机,采用计算机进行控制。
卷筒与最后一架精轧机直接建立张力卷取,自动控制卷取是近代最好的卷取机,为防止悬臂卷筒弯曲采用活动支承。
冷带钢卷取机是地上卷取机,早期冷带钢卷取机选用圆柱形实心卷筒,有夹紧机构的钳口无胀缩机构,采用重卷机以便卸卷。
也可用在小型冷轧机上,不重卷只要卷筒反转便可由人工取下带卷,以后发展成弓形块卷取机。
该卷取机刚性差,弓形块结构不对称,不利于高速,大负荷运转。
为了满足高速大负荷要求又出现了扁形块式卷取机。
由于扁形块结构对称、强度高,可在冷轧机上使用多年。
近年来,冷轧机向高速、大重卷、自动化方向发展。
为保证卷取质量,减少卷取机的转动惯量,采用八棱锥扇形块卷取机。
最近卷取机又采用牙条扇形块式无缝隙卷筒,用于窄带冷轧机上。
卷取机的胀缩机构开始时采用凸轮机构,以后又发展成四棱锥、八棱锥用液压缸移动锥轴使弓形块、扇形块位置变化达到胀缩的目的。
最近新的卷取机反回来又采用凸轮机构代替四棱锥,为保证板边整齐采用液压缸推动卷取机在滑座上移动,进行自动控制板边缘保证边缘齐整。