点胶针筒转接头选型参考
点胶针头规格
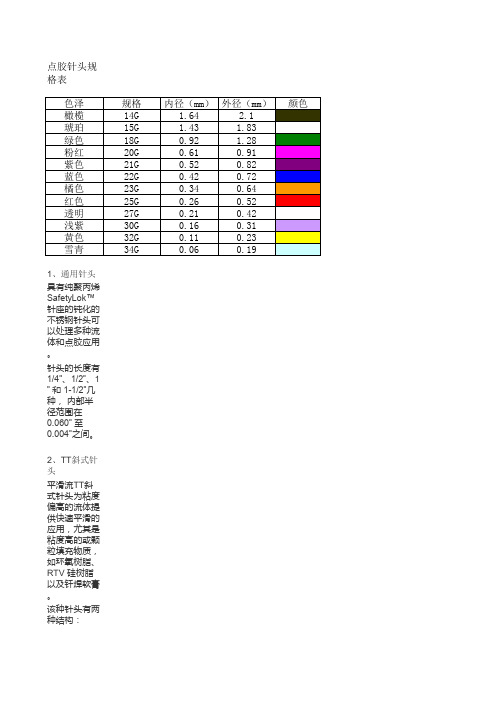
点胶针头规格表1、通用针头具有纯聚丙烯SafetyLok™针座的钝化的不锈钢针头可以处理多种流体和点胶应用。
针头的长度有1/4”、1/2”、1” 和 1-1/2”几种,内部半径范围在0.060” 至0.004”之间。
2、TT斜式针头平滑流TT斜式针头为粘度偏高的流体提供快速平滑的应用,尤其是粘度高的或颗粒填充物质,如环氧树脂、RTV 硅树脂以及钎焊软膏。
该种针头有两种结构:挠性半透明针头包含用于保护 UV 敏感性流体的光阻粘合剂钢硬的不透明针头保护光敏感流体,有助于保证在自动点胶工艺中准确地定位3、挠性针头挠性针头可旋转轴伸入较难进入的区域,且不会划伤精密的工作表面。
必要时可改变尺寸和角度。
弯角针头弯角不锈钢针头有弯曲成45º和 90º两种的类型。
4、毛刷针头用于涂抹胶和油脂。
有软刷毛和硬刷毛两种类型。
5、斜角针头斜角针头有助于针头插入精密的表面间隙之间。
当使用低黏度流体或者需要微小胶点的时候可以使用更小的针头。
防静电安全要求专为在电子、磁盘驱动器、光盘以及SMT 的生产工艺中点涂胶粘剂和环氧树脂而设计。
MicroDot 针头屏蔽 UV光的针距为 1/4″的不锈钢针头用于光纤、医疗、磁盘驱动和其他应用中,这些应用中需要极其小而精确的胶点。
用于高浓度流体(如焊锡膏、密封剂和环氧树脂)等的扁平状涂布。
铁氟龙衬里针头当涂抹低粘度流体时,不锈钢轴内的Teflon® 衬板能够防止丙烯酸树脂基粘结剂(顺干胶)的阻塞。
铁氟龙涂敷针头用于光学媒介应用。
快速、干净的切断减少了浸锡和滴落现象。
注射器针头的国际G号码对照尺寸
注射器针头的国际G号码对照尺寸在医疗领域,注射器针头是一种常见且至关重要的工具。
而不同的注射器针头有着不同的尺寸规格,这些规格通常以国际G 号码来表示。
了解注射器针头的国际 G 号码对照尺寸对于医疗工作者、药剂师以及患者来说都具有重要意义。
首先,我们来了解一下什么是国际 G 号码。
国际 G 号码是一种用于表示注射器针头外径的标准度量系统。
G 号码越大,针头的外径越小;反之,G 号码越小,针头的外径越大。
常见的国际 G 号码从 18G 到 34G 不等。
18G 的针头外径相对较大,通常用于抽取较粘稠的液体,比如血液、脓液等。
而 34G 的针头则非常细小,一般用于胰岛素注射等需要精确且痛感较小的操作。
以常见的几个 G 号码为例,18G 针头的外径约为 127 毫米,内径约为 084 毫米。
这种较大尺寸的针头在抽取血液时,能够更快地完成操作,但相应地会给患者带来较大的穿刺痛感。
21G 针头的外径约为 081 毫米,内径约为 051 毫米。
它在临床上的应用较为广泛,例如用于肌肉注射某些药物。
25G 针头的外径约为 051 毫米,内径约为 026 毫米。
这种针头常用于静脉注射,尤其是在需要输注一些刺激性较小的药物时。
30G 针头的外径约为 031 毫米,内径约为 016 毫米。
它通常用于皮下注射,比如胰岛素的注射。
34G 针头是目前较细的一种,外径约为 018 毫米,内径约为 011 毫米。
由于其细小的尺寸,注射时的痛感较小,但由于内径较小,注射速度相对较慢。
在选择注射器针头的 G 号码时,需要考虑多个因素。
首先是注射的药物性质。
如果药物较为粘稠,可能需要较大外径的针头以确保药物能够顺利注射。
其次是注射的部位和深度。
例如,肌肉注射通常可以使用较粗的针头,而皮下注射则多选择较细的针头。
患者的年龄和身体状况也是一个重要的考虑因素。
对于儿童或对疼痛较为敏感的患者,可能会优先选择较细的针头以减轻疼痛。
此外,不同的医疗操作对针头的要求也不同。
点胶针筒螺纹种类
点胶针筒螺纹种类全文共四篇示例,供读者参考第一篇示例:点胶针筒是点胶设备中的重要部件,用于存储和输送胶水,其中的螺纹种类也是非常重要的。
螺纹种类的选择直接影响到点胶针筒的使用效果和性能,因此我们有必要了解各种螺纹种类的特点和应用场景,以便选择合适的产品。
本文将介绍一些常见的点胶针筒螺纹种类,希望能为大家提供一些参考。
一、螺纹种类概述点胶针筒的螺纹种类通常有以下几种:Luer Lock螺纹、Luer Slip 螺纹、台湾快速螺纹、安诺螺纹等。
每种螺纹种类都有其特点和适用范围,可以根据不同的需求选择合适的产品。
1. Luer Lock螺纹Luer Lock螺纹是目前应用最广泛的一种螺纹,其特点是可以通过旋转固定在针筒和管道上,具有非常好的密封性能,适用于粘度较高的胶水或液体。
Luer Lock螺纹采用双螺纹设计,旋转一定角度后即可锁定,不易松动,能够确保胶水不会泄漏。
这种螺纹适合需要精准点胶的场合,如电子组装、汽车制造等。
Luer Slip螺纹是一种比较简单的螺纹,只需将针筒和管道推入即可固定,适用于一次性使用时需要频繁更换的场合。
Luer Slip螺纹虽然没有Luer Lock螺纹那么牢固,但安装和拆卸都非常方便,操作简单快捷,是一些手工操作或小批量生产的理想选择。
3. 台湾快速螺纹台湾快速螺纹是一种特殊设计的螺纹,可以实现快速切换和固定,在一些需要频繁更换尖头或管道的场合非常适用。
台湾快速螺纹具有密封性好、操作简便等特点,适合中小批量生产或实验室使用。
4. 安诺螺纹二、螺纹种类选择建议在选择点胶针筒螺纹种类时,需要考虑以下几个因素:2. 胶水性质:不同的胶水粘度、流动性等性质需要选择不同的螺纹种类,以确保胶水能够正常流动并不会泄漏。
3. 生产效率:考虑到生产效率和操作便捷性,可以选择适合自己生产工艺和设备的螺纹种类,以提高生产效率。
在选择点胶针筒螺纹种类时,建议根据具体需求和实际情况进行综合考虑,选取适合的产品以确保生产质量和效率。
注射器鲁尔圆锥接头参数
注射器鲁尔圆锥接头参数一、引言注射器鲁尔圆锥接头是一种常用的医疗器械,用于连接注射器和针头,确保药液的顺利输送。
它的参数设计对于注射器的使用效果及安全性至关重要。
本文将详细介绍注射器鲁尔圆锥接头的参数及其对应的意义。
二、参数一:外径外径是指注射器鲁尔圆锥接头外部圆锥形状的直径。
它直接影响接头与针头的连接紧密度。
一般情况下,外径越大,接头与针头的连接越牢固,药液流失的可能性越小。
但过大的外径会增加注射器的体积,不便于操作,因此需要根据实际需求选择合适的外径。
三、参数二:内径内径是指注射器鲁尔圆锥接头内部圆锥形状的直径。
内径的大小直接影响药液的流速和流量。
一般情况下,内径越大,药液流速越快,流量越大。
但过大的内径会增加药液的泄漏风险,因此需要根据注射液体的性质和用途选择合适的内径。
四、参数三:角度角度是指注射器鲁尔圆锥接头圆锥形状的角度大小。
角度的选择直接影响接头与针头的连接紧密度和插入的难易程度。
一般情况下,角度越小,接头与针头的连接越紧密,需要较大的力气才能插入。
而角度越大,插入的难度越小,但连接紧密度可能较低。
因此,需要根据实际需求和使用者的操作习惯选择合适的角度。
五、参数四:长度长度是指注射器鲁尔圆锥接头的整体长度。
长度的选择直接影响注射器的操作便捷性和药液输送的效果。
一般情况下,长度越短,注射器的操作越便捷,但可能会影响药液的输送效果。
而长度越长,药液输送效果可能较好,但操作可能不够灵活。
因此,需要根据实际需求和使用者的操作习惯选择合适的长度。
六、参数五:材质材质是指注射器鲁尔圆锥接头的制作材料。
常见的材质有塑料和金属。
不同的材质具有不同的优缺点。
塑料接头价格低廉,重量轻,不易损坏;而金属接头耐用性好,但价格较高。
根据不同的使用场景和经济条件,可以选择适合的材质。
七、参数六:密封性能密封性能是指注射器鲁尔圆锥接头与针头连接后的密封效果。
良好的密封性能可以避免药液的泄漏,确保注射的准确性和安全性。
点胶机的设计和调试
点胶机的设计和调试一、点胶机的设计点胶机是一种自动化设备,广泛应用于电子、光电、半导体、医疗器械、航空航天等行业。
点胶机主要用于胶水(如环氧树脂、硅胶等)的精确定量点胶,以实现产品的封装、固定、密封或保护。
在设计点胶机时,需要考虑以下几个方面:1.点胶机的类型:根据不同的应用场景和胶水要求,可以选择不同类型的点胶机,如手动点胶机、半自动点胶机和全自动点胶机等。
手动点胶机适用于少量的点胶任务,而半自动和全自动点胶机则适用于高效大批量的点胶任务。
2.点胶机的结构:点胶机的结构主要包括机架、运动系统、点胶系统和控制系统等。
机架通常由铝合金制成,具有较高的强度和稳定性。
运动系统包括传动装置和运动控制装置,用于控制点胶机在三维空间内的移动。
点胶系统包括点胶针头、胶水供给系统和点胶控制系统等。
控制系统主要用于控制点胶机的运动和点胶过程的参数调整。
3.点胶针头的选择:点胶针头的选择是点胶机设计中的关键之一、根据不同的点胶任务和胶水要求,可以选择不同类型的点胶针头,如直射点胶针头、旋转点胶针头和喷射点胶针头等。
点胶针头的尺寸、形状和材料等也会对点胶效果产生影响。
4.点胶参数的调试:设计完成后,需要对点胶机进行参数的调试和优化。
主要包括胶水流量、点胶速度、点胶压力、点胶路径等参数的调整。
通过不断优化参数,可以实现更精准、高效的点胶效果。
二、点胶机的调试点胶机的调试分为硬件调试和软件调试两部分。
1.硬件调试:硬件调试主要包括点胶机各个部件的安装和连接,以及运动系统、点胶系统和控制系统的调试。
首先,需要确保各个部件的装配正确无误。
然后,确保运动系统的传动装置和运动控制装置能够正常运行和协调工作。
接下来,对点胶系统进行调试,确保点胶针头能够准确地控制胶水的流量、速度和压力。
最后,对控制系统进行调试,确保点胶机的各项功能和参数能够正常工作。
2.软件调试:软件调试主要包括点胶机的控制程序的编写和调试。
控制程序需要根据点胶任务和胶水要求,设置合适的参数和逻辑,以实现点胶的自动化控制。
注射器针头的国际G号码对照尺寸

注射器针头的国际G号码对照尺寸在医疗领域中,注射器针头是一个不可或缺的工具,其尺寸的选择对于医疗操作的安全性和有效性至关重要。
国际上通常使用 G 号码来表示注射器针头的尺寸,了解这些 G 号码与实际尺寸的对照关系,对于医护人员、医疗研究者以及相关行业的人员来说都具有重要意义。
首先,让我们来了解一下 G 号码的含义。
G 号码是一种衡量注射器针头内径大小的标准。
G 号码越大,针头的内径就越小;反之,G 号码越小,针头的内径就越大。
这种看似反直觉的编号方式,初接触时可能会让人感到困惑,但一旦理解了其背后的逻辑,就能更准确地选择适合的针头。
常见的 G 号码从 18G 到 30G 不等。
18G 的针头内径相对较大,通常用于抽取较粘稠的液体或者快速输液。
例如,在输血或输注某些大分子药物时,可能会选择 18G 的针头,因为它能够提供较大的流量,减少输注时间。
相比之下,30G 的针头内径则非常小。
这种极细的针头常用于胰岛素注射或者小儿注射等需要高精度和较小创伤的操作。
由于其细小的内径,注射时产生的疼痛和创伤相对较小,但输注速度也会相应较慢。
在 18G 和 30G 之间,还有如 21G、23G、25G 等常见的规格。
21G的针头常用于肌肉注射,它的内径大小在保证一定输注速度的同时,也能较好地控制注射的深度和精度。
23G 的针头则适用于一些皮下注射,比如某些疫苗的接种。
25G 的针头在一些需要精细操作的场景中,如局部麻醉的注射,有着广泛的应用。
不同的 G 号码对应的针头外径也有所不同。
一般来说,G 号码越小,针头的外径越大;G 号码越大,针头的外径越小。
例如,18G 针头的外径通常约为 127 毫米,而 30G 针头的外径则约为 031 毫米。
除了内径和外径,针头的长度也是一个重要的参数。
常见的针头长度有 1/2 英寸(约 127 毫米)、5/8 英寸(约 1588 毫米)、3/4 英寸(约 1905 毫米)等。
针头的长度选择通常取决于注射的部位和深度要求。
注射器针头的国际G号码对照尺寸
注射器针头的国际G号码对照尺寸在医疗领域,注射器是一种常见且至关重要的工具,而注射器针头的尺寸选择则直接关系到医疗操作的准确性、安全性和患者的舒适度。
其中,国际上常用 G 号码来表示注射器针头的尺寸规格。
首先,我们来了解一下 G 号码的定义。
G 号码是一种衡量针头内径大小的标准,G 数值越大,针头的内径越小;反之,G 数值越小,针头的内径越大。
这一标准在全球范围内得到了广泛的应用,有助于确保医疗工作者在不同地区都能准确选择合适的注射器针头。
常见的 G 号码从 18G 到 30G 不等。
18G 针头的内径相对较大,通常用于抽取较粘稠的液体,如血液、脓液等,或者用于快速输注大量液体。
其外径约为 127 毫米,内径约为 084 毫米。
21G 针头的使用也较为普遍,外径约为 081 毫米,内径约为 051 毫米。
它适用于一般性的药物注射,比如肌肉注射。
23G 针头的外径约为 064 毫米,内径约为 038 毫米。
这种规格的针头常用于皮下注射,如胰岛素注射。
25G 针头外径约为 051 毫米,内径约为 026 毫米,适用于更精细的注射操作,比如小儿的疫苗接种。
30G 针头则是非常细小的一种,外径约为 031 毫米,内径约为 016毫米。
它常用于微量药物的注射,或者对疼痛较为敏感的部位进行注射,以减少患者的不适感。
在实际的医疗操作中,选择合适的注射器针头 G 号码需要考虑多个因素。
首先是药物的性质。
不同的药物具有不同的粘度和浓度,如果药物较为粘稠,就需要选择内径较大的针头,以确保药物能够顺利通过针头进行注射。
其次是注射的部位和目的。
比如,肌肉注射通常可以选择较大号的针头,以加快注射速度;而皮下注射和皮内注射则需要较小号的针头,以减少组织损伤和疼痛。
患者的年龄和身体状况也是重要的考虑因素。
儿童和老年人的皮肤和组织相对较为脆弱,可能更适合使用小号针头,以降低疼痛和损伤的风险。
对于肥胖患者,可能需要更长的针头以确保药物能够到达正确的注射部位。
点胶针头型号规格尺寸
点胶针头型号规格尺寸
针头是指胶带点胶机的件头。
它是件的基本结构部件,分为”针尖”,”针压”和”针头”三部分。
主要用于将胶水挤压出来,使之达到点胶的效果。
针头的型号规格有很多种,比如:微型,中型、大型等型号,大小也有差别,常见的尺寸单位为毫米(mm)。
通常,小型针头尺寸在1.2mm-2.0mm之间,大型针头尺寸为
2.5mm-4mm之间。
此外,还可以根据实际应用需要,分别选择不同型号和选择不同体积单位的针头,满足特定要求。
针头的选择是基于具体材料和应用环境的要求而定的,如果不使用和材料质量不兼容的针头,就可能会影响点胶机的精度和数量,从而导致效率下降。
此外,由于众多针头的外形,还要看具体的配合精度和使用效果,以保证点胶的质量。
标准点胶针头规格
标准点胶针头规格
标题:“标准点胶针头规格”
正文:
点胶技术是一种常用的工业粘接方法,在许多领域中都发挥着关键作用。
而在点胶过程中,选择合适的胶水和点胶设备是至关重要的,其中点胶针头的规格选择更是不可忽视的因素之一。
点胶针头是点胶设备的关键组成部分,它负责将胶水精确地分配到需要粘接的物体上。
不同的点胶应用需要不同规格的针头来满足粘接要求。
下面,我们将介绍一些常见的标准点胶针头规格。
首先,点胶针头的规格通常由内径、外径和长度来定义。
内径决定了胶水的流量,即单位时间内胶水通过针头的量。
外径则与针头的耐压性和粘接精度有关。
长度则是根据具体应用需求来确定。
常见的点胶针头规格有14G、16G、18G、20G等,其中G表示美国规格。
较大的规格如14G适用于需要大量胶水的粘接任务,而较小的
规格如20G则适用于需要更细腻粘接的任务。
当然,具体选择要根据胶水的粘度、粘接面积和所需精度等因素综合考虑。
除了上述常见规格外,还有一些特殊的点胶针头适用于特定的应用领域。
例如,有些针头设计用于在狭窄空间中进行点胶操作,而其他一些则具有特殊的形状,如倒锥形针头,用于实现更精确的胶水分配。
在选择标准点胶针头规格时,需要考虑到胶水的特性、粘接要求和设备的兼容性。
此外,还需要注意针头的质量和耐用性,以确保点胶过程的稳定性和效率。
总而言之,标准点胶针头规格的选择对于点胶工艺至关重要。
只有选择合适的规格,并保证针头的质量和耐用性,才能实现精确、高效的点胶操作。
在实际应用中,根据具体需求来选择合适的点胶针头规格是确保粘接质量和工作效率的关键。
高精密点胶针头选型手册
高精密点胶针头选型手册
高精密点胶针头是用于精密点胶工艺的关键部件,其选型需要
考虑多个因素。
首先,需要考虑点胶需求的精度和精细度,以确定
所需的针头尺寸和形状。
通常情况下,较小直径的针头可以实现更
精细的点胶,但也会受到流量和压力的限制。
因此,需要根据具体
的点胶要求来选择合适的尺寸和形状。
其次,材料也是选择针头的重要考虑因素。
不同的点胶材料可
能对针头有不同的腐蚀性,因此需要选择耐腐蚀的材料制成的针头,以确保其使用寿命和稳定性。
此外,还需要考虑到点胶工艺中的流量和压力要求。
不同直径
和长度的针头可以影响点胶时的流量和压力,因此需要根据实际的
工艺要求来选择合适的针头规格。
除此之外,还需要考虑到针头的耐磨性能和易清洗性能。
一些
特殊的工艺要求可能需要耐磨性能较好的针头,而易清洗性能则可
以影响到生产效率和维护成本。
总的来说,选择高精密点胶针头需要考虑点胶精度、材料耐腐
蚀性、流量和压力要求、耐磨性能和易清洗性能等多个因素,需要综合考虑各方面的因素来选择最适合的针头类型和规格。
在选择针头时,建议与专业的供应商或厂家进行沟通,以获得更专业的建议和支持。
点胶针头介绍范文
点胶针头介绍范文点胶针头是一种专为点胶操作设计的工具,广泛应用于各种制造行业。
它能够精确地将胶水或其他液体物质点涂在需要粘合的物体上,具有点胶速度快、精度高、操作简便等优点。
本文将介绍点胶针头的工作原理、结构特点、分类和使用注意事项,帮助读者更好地了解和使用点胶针头。
一、点胶针头的工作原理点胶针头的工作原理主要是通过压力使胶水或其他液体物质从胶管中流出,经过针头的喷嘴或孔洞进行点涂。
点胶针头通常与点胶设备配合使用,胶水通过压力或气动力将液体物质推送到针头中,然后流经针头的出胶口。
根据需要,可以通过调节胶水压力、针头的孔径和喷嘴的形状等参数来控制点涂的速度和精度。
二、点胶针头的结构特点点胶针头通常由针筒、针尖、滤网和针管组成。
针筒是点胶针头的主体部分,一般由不锈钢或塑料制成。
针尖是连接针筒和喷嘴的部分,通常是金属材料制成,如不锈钢、钨钢等。
滤网位于针尖内部,主要用于过滤胶水中的杂质,保证点涂的质量。
针管是点胶针头上的一个管道,用来输送和存储胶水。
针管可以根据需要换取不同规格的孔径和长度,以适应不同的点胶需求。
三、点胶针头的分类点胶针头根据不同的需求可以分为很多不同种类。
常见的点胶针头主要分为以下几种:1.直针头:直针头是最常见的点胶针头之一,其针尖为直形,适用于一般点胶操作。
2.角针头:角针头的针尖呈角度状,常用于需要在狭小空间进行点胶的场合。
3.T型针头:T型针头是一种形状类似T字的设计,主要用于需要在不同方向点胶的场合。
4.Y型针头:Y型针头的形状类似Y字,通常用于多点同时点胶的操作。
5.斜削针头:斜削针头是将针尖斜削制作而成,适用于需要一定角度的点胶操作。
除了以上几种常见的点胶针头,还有一些特殊形状的针头,如花纹针头、曲尖针头等,用于满足特殊的点胶需求。
四、点胶针头的使用注意事项1.在使用点胶针头之前,需要确保胶水或其他液体物质的质量符合要求,避免因胶水质量问题导致点涂效果不佳。
2.根据需要选择合适的点胶针头,包括针尖的形状、孔径的大小等。
点胶机撞针和喷嘴的匹配关系
点胶机撞针和喷嘴的匹配关系
点胶机撞针和喷嘴的匹配关系非常重要,因为它们直接影响到点胶的精度和效果。
撞针是点胶机中的一个关键部件,它通过快速的上下运动来打破胶水的表面张力,使胶水能够顺利地从喷嘴中流出。
喷嘴则是胶水流出的通道,它的形状和尺寸会影响到胶水的流速和涂布的形状。
为了获得最佳的点胶效果,撞针和喷嘴之间需要有良好的匹配关系。
一般来说,撞针的直径应该略小于喷嘴的内径,这样可以确保撞针能够顺利地进入喷嘴内部,打破胶水的表面张力,同时又不会对胶水的流动造成太大的阻碍。
此外,撞针和喷嘴的材料也需要匹配,以确保它们能够在高速运动和高温环境下正常工作。
通常情况下,撞针和喷嘴会采用不锈钢、钨钢等耐磨材料制成。
总之,撞针和喷嘴的匹配关系对于点胶机的性能和点胶效果有着至关重要的影响。
在选择和使用点胶机时,需要根据具体的应用场景和胶水性质来选择合适的撞针和喷嘴,以确保点胶的精度和效果。
如何选购转接头,哪些转接头厂家值得购买
如何选购转接头,哪些转接头厂家值得购买?标签:转接头,转接头选购,转接头品牌厂家,转接头商家,转接头排行,转接头介绍【导语】从当前环境来看,转接头种类繁多,既丰富了市场,也让厂家有更多的选择,但同时也对采购商造成一定的困扰。
如何在鱼目混杂的环境中,以较优的价格,选中适合自身的产品,对每一个采购员来说,都是一个极大的挑战,需要用火眼精金去鉴别。
不过,专注为制造业服务的一呼百应,为采购员贴心准备转接头产品选购指南,解决您的采购困扰,让您绕过采购陷阱。
此外,一呼百应还根据采购商的实际需求,为您推荐合适的转接头优质厂家。
一、在日常采购的过程中,如何选购转接头,有什么注意事项呢?1、首先,业务员在购买转接头的时候,要明确相关产品信息,如型号、材料、规格等。
通过比较,业务员能精确判断此项产品是否符合自身需求。
2、其次,要重点检查产品的质量信息。
如生产日期、是否有合格证、是否有行业要求的资质证明、是否获得出厂所需的各项审批证明等,拥有这些质检信息的产品,才值得购买,让人信赖。
3、再次,业务员在选购转接头产品的时候,要多比较产品的售价,在一呼百应上有不少相关的转接头商家,可以查看相关产品价格,多看多比,能避免入坑,少走弯路。
4、最后,业务员可以重点选择市场上有实力的转接头厂家,选购其产品,大品牌有实力,更有保障。
二、一呼百应平台为您重点推荐几家转接头厂家,供您参考与选购,具体商家如下:因受限于百度文库文件上传大小、篇幅限制以及价格时效性原因,仅仅只上传前面的一部分。
如果您需要了解更多的转接头相关信息,如转接头报价、转接头行业分析、转接头价格走势、转接头品牌商家等内容,请登录转接头/p/D7AABDD3CDB7.html附加说明:因商家存在不定期的信息更新原因,本文档信息仅供参考,与官网查询的结果不一定相同属正常现象来源:一呼百应-“互联网+制造”服务平台更新:2018年07月23日概述:一呼百应成立于2005年,是国内专业的“互联网+制造”服务平台,平台致力解决企业生产原材料、成品、半成品、机械、配件等采购交易问题,帮助企业降低企业采购成本、提高生产效率。
精密点胶行业常用针头型号
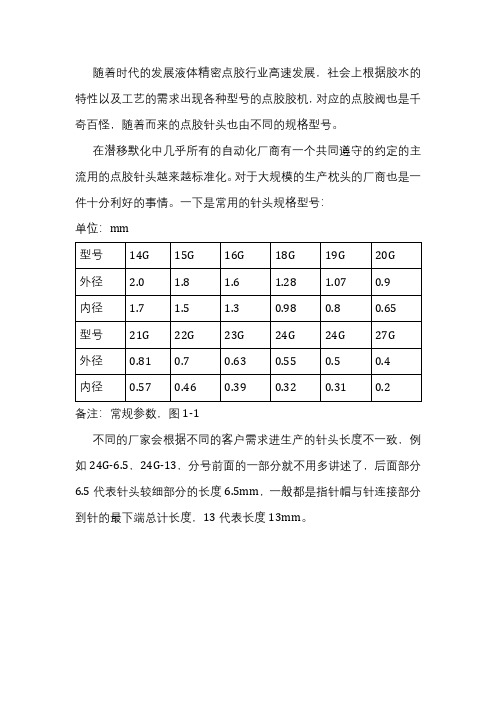
随着时代的发展液体精密点胶行业高速发展,社会上根据胶水的特性以及工艺的需求出现各种型号的点胶胶机,对应的点胶阀也是千奇百怪,随着而来的点胶针头也由不同的规格型号。
在潜移默化中几乎所有的自动化厂商有一个共同遵守的约定的主流用的点胶针头越来越标准化。
对于大规模的生产枕头的厂商也是一件十分利好的事情。
一下是常用的针头规格型号:
单位:mm
备注:常规参数,图1-1
不同的厂家会根据不同的客户需求进生产的针头长度不一致,例如24G-6.5,24G-13,分号前面的一部分就不用多讲述了,后面部分6.5代表针头较细部分的长度6.5mm,一般都是指针帽与针连接部分到针的最下端总计长度,13代表长度13mm。
图1-1
根据不同的使用场合有不同的材质制成的针头,塑料与不锈钢针头结合,纯不锈钢针头,纯塑料针头。
科瑞恩点胶机调试流程

科瑞恩点胶机调试流程
1、机台摆放位置的水平
首先在调试前,压降机器摆平,没有放在水平面的话很容易导致调试的结果出现偏差,最终出现点偏、多胶少胶、溢胶等问题。
2、选择合适的针头
点胶机的针头并不是统一的,而是要根据胶水、用量、产品等因素来进行调节。
自动点胶机针头内部的直径应该和胶点直径的1/2左右,针头最小内径为0.1毫米。
3、点胶针头与点胶位置的高度距离调节
点胶针头与点胶位置的高度也是需要进行合理调节的,针尖到产品的距离过高,会出现拉胶问题;太低又会出现针头沾胶、爬胶、胶量不均匀等问题。
所以为了避免此类问题的出现,调试高度是非常重要的一个步骤。
4、出胶时间的调试
根据胶水干的速度,以及产品需要教书的数量,出胶的时间也是有讲究的,自动点胶机的点胶量的设定应该为产品间距的1/2,保证有足够的点胶量粘贴组件,防止过多的胶水渗出,这样才能保证产品的质量。
5、压力设定调试
全自动点胶机的控制器把压力提供给胶管和针头,通过调节点胶机压力大小,可以控制出胶量和点胶的速度,压力过强容易出现胶水喷出的问题,压力太弱则会出现点胶不均匀和漏点的现象。
6、胶水温度控制
一般环氧树脂胶水应保存在0~5℃的冰箱中,使用时提前半小时拿出,使胶水温度与工作环境一致,胶水的使用温度应为23℃~25℃,注意对环境温度进行控制。
各品牌探针对照表
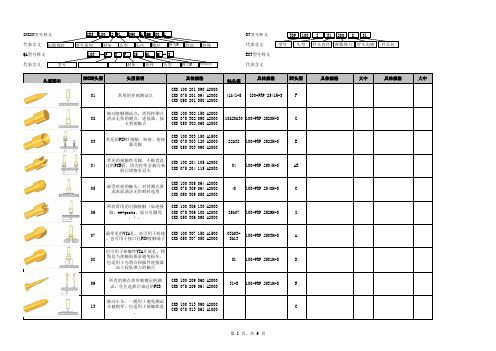
98
类似97头型,VIA孔,上过密封 漆的测点
标准锯齿尖端,外环采用尼龙
006
套,头型命名多的“0”代表尼 龙材质,内部头型与06头型相
同
6R-S 100-PRP 256RH-S
89&99 100-PRP2589H-S
P
第 3 页,共 6 页
具体规格 第 4 页,共 6 页
第 5 页,共 6 页
第 6 页,共 6 页
GKS 100 313 090 A2000 GKS 075 313 061 A1000
C
大中
第 1 页,共 6 页
最常用的尖端接触引脚。修改 GKS 100 214 050 A2000
14
后的04头型皇冠头设计防止被 GKS 075 214 050 A2000 14&84&44 100-PRP 2584H-S
加上较低弹力的触点
01 100-PRP 2501H-S
D
09
所有的测点需穿刺镀层的测 试,往往选择污染过的PCB
GKS 100 209 060 A2000 GKS 075 209 064 A2000
31-S 100-PRP 2531H-S
R
13
被动小头,一般用于避免测试 头被刺穿。也适用于接触轨道
。
污染部分引脚。
GKS 075 288 120 A2000
07 100-PRP 2507H-S
89
建议未清洗过的PCB,特殊形状 接触的钢头设计,任何污染颗
粒都能推出接触点
GKS 100 289 050 A2000 GKS 075 289 050 A2000
08&08-S 100-PRP 2508H-S
一种视觉点胶机应用的工艺研究
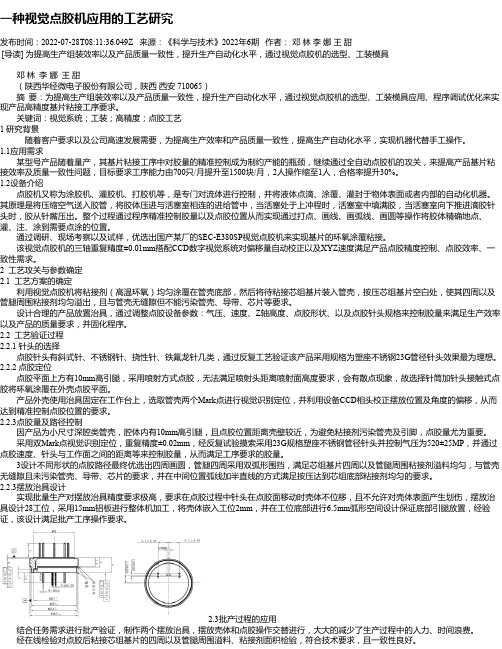
一种视觉点胶机应用的工艺研究发布时间:2022-07-28T08:11:36.049Z 来源:《科学与技术》2022年6期作者:邓林李娜王甜[导读] 为提高生产组装效率以及产品质量一致性,提升生产自动化水平,通过视觉点胶机的选型、工装模具邓林李娜王甜(陕西华经微电子股份有限公司,陕西西安 710065)摘要:为提高生产组装效率以及产品质量一致性,提升生产自动化水平,通过视觉点胶机的选型、工装模具应用、程序调试优化来实现产品高精度基片粘接工序要求。
关键词:视觉系统;工装;高精度;点胶工艺1 研究背景随着客户要求以及公司高速发展需要,为提高生产效率和产品质量一致性,提高生产自动化水平,实现机器代替手工操作。
1.1应用需求某型号产品随着量产,其基片粘接工序中对胶量的精准控制成为制约产能的瓶颈,继续通过全自动点胶机的攻关,来提高产品基片粘接效率及质量一致性问题,目标要求工序能力由700只/月提升至1500块/月,2人操作缩至1人,合格率提升30%。
1.2设备介绍点胶机又称为涂胶机、灌胶机、打胶机等,是专门对流体进行控制,并将液体点滴、涂覆、灌封于物体表面或者内部的自动化机器。
其原理是将压缩空气送入胶管,将胶体压进与活塞室相连的进给管中,当活塞处于上冲程时,活塞室中填满胶,当活塞室向下推进滴胶针头时,胶从针嘴压出。
整个过程通过程序精准控制胶量以及点胶位置从而实现通过打点、画线、画弧线、画圆等操作将胶体精确地点、灌、注、涂到需要点涂的位置。
通过调研、现场考察以及试样,优选出国产某厂的SEC-E380SP视觉点胶机来实现基片的环氧涂覆粘接。
该视觉点胶机的三轴重复精度±0.01mm搭配CCD数字视觉系统对偏移量自动校正以及XYZ速度满足产品点胶精度控制、点胶效率、一致性需求。
2 工艺攻关与参数确定2.1 工艺方案的确定利用视觉点胶机将粘接剂(高温环氧)均匀涂覆在管壳底部,然后将待粘接芯组基片装入管壳,按压芯组基片空白处,使其四周以及管腿周围粘接剂均匀溢出,且与管壳无缝隙但不能污染管壳、导带、芯片等要求。
万维博全自动点胶机点位调试教程

万维博全自动点胶机点位调试教程
1、自动点胶机针头的挑选全自动点胶机针头內部的外径理应挑选和粘胶直徑的1/2。
在自动点胶机工作上,可根据商品规格来挑选合适的点胶针头,不一样规格的商品要选用合适的针头。
全自动点胶机的少点胶量要比标准量少0.005ml,不锈钢板的针头小公称直径是0.1mm,针头小内径0.1mm。
需注意:点胶针头到pcb线路板的绝对高度和针头公称直径全是重要的基本参数,因而在挑选针头时要充分考虑。
2、全自动点胶机出胶时间范围的设定点胶量的设定理应为商品间距的1/2,保证有充足的点胶量粘帖构件,避免太多的强力胶渗漏。
全自动点胶机的出胶量还能够依据点胶机出胶時间来操纵的,具体生产加工中可根据具体情况操纵点胶量和出胶時间。
3、全自动点胶机的压力的设定自动点胶机出胶量的是多少是由控制器把工作压力给予给橡胶软管和针头的,自动点胶机工作压力尺寸在于出胶量和点胶的速度。
工作压力太强非常容易发生强力胶喷出等问题,以致于危害设备的表面,工作压力较弱则会发生点胶不均匀和漏过的情况,从而危害商品质量问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点胶筒转接头规格用途参考
1#:塑料母接头--(一头接气管(6MM*4MM)一头接针头)
2#:金属母接头--(一头接气管(6MM*4MM)一头接针头)
3#:1/4牙外螺纹接头--(一头接针头一头接1/4牙内螺纹)
4#:1/8牙外螺纹接头--(一头接针头一头接1/8牙内螺纹)
5#:M8外螺纹接头--(一头接M8内螺纹一头接针头)
6#:M6外螺纹接头--(一头接M6内螺纹一头接针头)
7#:M8外螺纹接头--(一头接M8内螺纹一头接针头)
8#:金属公接头--(一头接针头一头接针筒)
9#:塑料公接头--(一头接气管(6MM*4MM)一头接针筒)
10#:金属公接头--(一头接气管(6MM*4MM)一头接针筒)
11#:金属分接头--(两头接针筒)
12#:金属公接头--(一头接M6内螺纹针头一头接针筒)
13#:混合管金属转接头--(适合内径5.4-6.3MM)
14#:混合管金属转接头--(适合内径6-8MM)
15#:混合管金属转接头--(适合内径10MM)。