提高白车身功能尺寸的若干方法
简析汽车白车身尺寸精度控制方法
简析汽车白车身尺寸精度控制方法作者:杨凤兵来源:《时代汽车》 2017年第13期杨凤兵上汽大众汽车有限公司仪征分公司江苏省扬州市211400摘要:汽车车身是整车最重要的构成部分,车身尺寸的制造质量将对整车的外观、性能等造成最直观的影响。
随着国内汽车市场竞争逐渐激烈,汽车产品质量不断提高,生产制造时间缩短,车身尺寸质量控制已经成了很多汽车制造企业关注的焦点。
为提高汽车产品质量,保证制造过程的顺利进行,必须对车身的尺寸精度进行有效控制。
文中列出了白车身尺寸精度影响因素、检测手段、控制方法。
还结合实例描述了车身制造尺寸精度控制方法,为车身尺寸精度控制提供了有效解决方案。
关键词:车身制造;车身尺寸;三坐标测量;控制方法1 引言随着国内经济的迅速发展,人们生活水平普遍提高,汽车保有量稳步提升。
汽车厂商为吸引广大消费者眼球,都在积极对汽车进行更新设计,但大多数的情况是对车身结构进行改变,其余部件基本没有太大的改变。
如果车身设计不合理,尺寸不合格,将对整车造成非常大的影响!整车制造质量的水平包括:尺寸精度、焊接和外观匹配质量等几方面。
而白车身尺寸精度是保证整车零部件装配的基础。
车身制造涉及冲压和焊接工艺、尺寸和表面质量控制等。
白车身制造技术水平已经成为衡量汽车企业制造水平的重要标志。
车身制造过程复杂影响因素众多,整车制造尺寸精度取决于各方面综合因素的共同作用。
2 车身尺寸质量控制意义车身是整车的主体框架,车身上会装配成百上千个部件,是各个零件的载体,制造工艺复杂。
车身尺寸质量控制非常重要!车身尺寸质量控制技术最能体现一个汽车制造企业的综合实力。
车身尺寸精度会直接影响到汽车出厂之后的外观及各个部件的性能。
如果出现质量问题将会影响汽车使用者的使用体验,会对汽车生产企业造成不良影响,并影响该汽车品牌未来发展。
为打造出优秀的汽车品牌,提高国产汽车品牌质量,必须对车身尺寸精度进行控制,以提高我国汽车制造企业的制造水平。
【新提醒】白车身尺寸偏差分析与控制
【新提醒】⽩车⾝尺⼨偏差分析与控制1楼发表于 15-7-2015 20:21:00 | 只看该作者 |只看⼤图CQI(9,11,12,15,17,23)特殊⼯艺评估Adams_car⾼级应⽤培训振动噪声基本原理⽅法美国/欧洲⼏何尺⼨和公差(GD&T)培训车⾝尺⼨优化尺⼨⼯程汽车消声器设计,声学材料⼤众,通⽤和福特对供应商期望和要求汽车⾏业审核VDA6.X⾼层,中层,基层培训 焊装车间作为整车四⼤⼯艺中重要的⼀环,其⽩车⾝制造质量的好坏直接影响到整车性能的优劣,同时也影响到客户的直观感受。
⽩车⾝尺⼨精度是保证整车零部件装配精度的基础,本⽂对车⾝尺⼨精度偏差进⾏了分析,并介绍了相关的控制措施。
⽩车⾝是由多达上百个具有复杂空间形⾯的钣⾦件,通过⼀系列⼯装装配、焊接⽽成(AP1X车型焊点有5?000多个),且⽣产批量⼤、节奏快。
⽩车⾝的制造过程复杂,影响因素众多,其制造尺⼨精度取决于各⽅⾯因素的综合作⽤,主要包含有零件状态、⼯装夹具、操作过程以及测量过程等⼏个⽅⾯(见图1)。
零件状态 1.零件尺⼨偏差 每个零件产品都会给出详细的技术要求,包含零件孔、线和⾯的尺⼨公差以及形位公差、轮廓公差等,根据零件不同的⽤途,各公差也不尽相同。
零件如果不满⾜产品的设计图样要求(尺⼨超差),就会造成总成件尺⼨的偏差。
零件尺⼨偏差出现在冲压阶段,主要影响因素由冲压⼯序之间定位因素、冲压模具制造精度、冲压模具磨损及冲压机床参数变化等四⽅⾯构成。
为此需采取如下措施: (1)在模具设计初期,冲压件各⼯序的定位基准必须要保证统⼀。
(2)模具(拉延模、切边模和翻边整形模等)的部件结构及⽤材须满⾜相关技术要求。
(3)定期对模具进⾏检查维护,及时清除模膛⾥的杂物。
(4)每天开班前检查冲压机床的参数,保证符合⼯艺⽂件规定的参数要求。
(5)开班时,模具冲压出来的⾸个零件需要⽤检具进⾏尺⼨测量,班中进⾏⼀定频次的抽查测量。
简析汽车白车身尺寸开发与控制
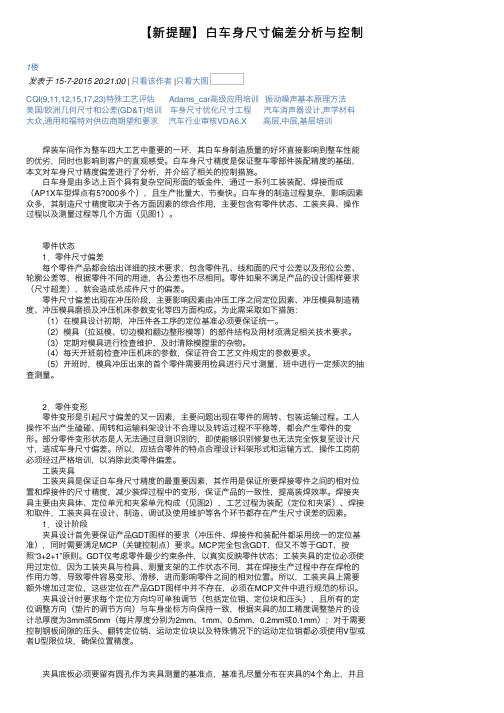
2.2 DTS 的校验分析 初版 DTS 制定后,需要对其合理性进行 校验。制造可行性是能否实现 DTS 要求的基 础,校验一般按照要求画出尺寸链并进行分 析来验证。尺寸链分析一般采用统计公差叠 加方法进行分析(特别重要的位置也可以考
3N
3M
Section Description
2) 制定 CDLS。CDLS 设计师尺寸开发前 期的关键内容,包括基准策略、制造顺序和 零件分级等相关内容,用于指导后期的工装 开发和 GD&T 图纸的设计。
3) 制定 GD&T 图。根据零部件分解的公 差制定 GD&T 图,GD&T 图是最终正式的尺 寸工程交流语言,需要体现基准和公差要求。 生产和质量部门依据 GD&T 图纸及便利性, 制定零部件及白车身的检具开发策略及零部 件的测量计划。
后蒙皮中间安装支架 尾门总成
BIW+ 尾门 BIW+ 尾门安装工具(上+下)
后蒙皮左安装支架
后蒙皮
BIW+ 尾门 + 后 蒙皮安装支架
分析对象
AUTO TIME 127
Copyright©博看网 . All Rights Reserved.
MANUFACTURING AND PROCESS | 制造与工艺
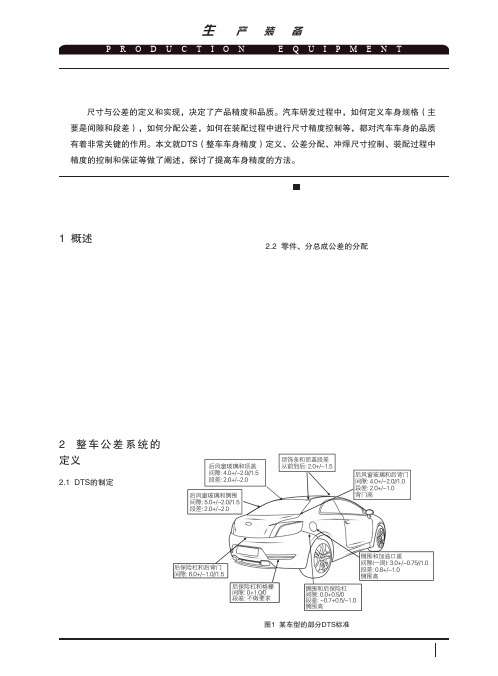
图1
虑极限值分析方法进行分析),在造车验证 过程中针对验证的问题再重新修正。下面结 合实例介绍统计公差叠加分析方法的应用。
尾门与后保的间隙要求及关联零件及尺 寸链情况如下图 2、图 3。
图 2 尾门与后保间隙要求
2A 2B
2C
2E 2F 2L
2G 2D
gap F/A Gap:4.0+/-1.0,//1.5
白车身精度匹配调试方法与应用

车身精度匹配技术白车身精度对于整车功能的实现起到至关重要的作用,如何打造高精度的白车身成为各主机厂研究的重要课题。
如今国内汽车消费市场竞争白热化,新车型上市及改款换代周期缩短,白车身精度能否支撑各主机厂车型战略规划问题更加凸显,短周期、高精度已成为当下各主机厂对白车身的一致目标追求。
而现场白车身精度匹配技术已经成为一种快速固化精度、提升精度的重要方法,且正逐步取代传统零件标准设计方法,成为产品零件最终标准确认方法。
白车身精度匹配技术是依靠现场实践来确定标准的方法,实践过程是一个合拼匹配、检查、分析的循环过程,实践的目标是在满足功能需求的前提下形成新的零部件精度技术要求。
匹配技术理念匹配技术本质是一种解决尺寸问题的思路和方法,核心理念是以最低的成本、最短的周期实现尺寸问题快速解决。
与传统理念相比,需要工程师正确认识“匹配”与“非理论调整”的概念区别,匹配技术实施需在把握合适的前提下进白车身精度匹配调试方法与应用□长城汽车股份有限公司技术中心河北省汽车工程技术研究中心/吴嵩松宫兴运李永坤朱军名如何实现短周期、高精度的白车身调试,已成为各主机厂共同面对的问题。
匹配技术作为一种依靠实践来确定标准的方法,正逐渐被应用,实践的过程是一个匹配、检查、分析的循环过程,实践的目标是满足客户对产品功能性要求的前提下形成新的技术标准,此种方法对于白车身精度调试具有指导意义。
微信号 auto1950 / 2019年第 10 期27图1 白车身匹配流程修,验证制件手修后效果。
2)对于检测数据不合格点,制定详细的整改计划,提升制件合格率,每轮模具整改后,对制件进行检测,数据采集分析,确定方案的有效性。
3)结合作业手顺书开展制件夹具匹配工作,对夹具上件及匹配图2 机舱纵梁焊接 auto1950图3 匹配操作结语匹配技术的发展对于车身精度的快速提升、固化起到积极的作用,然而究其根本仍然是“被动技术”的一种,以问题为导向,根据结果进行调整的确是不争的事实,如何变“被动”为“主动”?追根溯源工程师们依然要回归于设计,结构的思考、定位的稳健设计、焊接层级的排布以及精度与刚度之间的关系,都是系统的设计问题。
浅析提升白车身精度的管控措施
浅析提升白车身精度的管控措施浅析提升白车身精度的管控措施文/娄源发·浙江吉利汽车有限公司随着汽车工业的迅猛发展,市场竞争日益加剧,国内各大主机厂都在通过尺寸工程来不断提高自己产品的性能和精度,车身是整车开发的重要组成部分,精度工程是一个系统工程,是开发过程中的关键技术之一,该项技术对于车身开发质量和制造质量的提升起到了重要的推动作用,贯穿造型开发、产品设计与工业化的各个阶段,尺寸工程集成设计与控制实施能力反映了一个企业的整车开发综合实力,图1为分析开发阶段影响车身尺寸精度的因素。
所以,在整个开发过程中,必须有一套系统的白车身开发质量控制大纲,使质量控制的整体思路系统地贯穿于每个过程或环节,明白每个开发环节中应完成哪些重点工作,注意哪些关键问题,才能保证最终开发完成的白车身达到尺寸精度要求。
本文中以吉利帝豪百万辆为样板车辆,开展以下详述。
设计阶段的保障流程在开发SE阶段对白车身控制车身装配为多层次、多环节及工序复杂的生产过程,影响尺寸精度偏差的因素很多,包括了从产品设计、工艺设计、工装夹具结构、车身零件精度、车身匹配焊接变形及人为操作等多个方面,图2为造成白车身尺寸偏差的因素。
所以零件尺寸精度要从产品诞生阶段进行管控,介入到前期的同步工程(SE)中,以结构简单、制造方便和使用工艺性强为前提,目前国内采取的设计程序分析如下:①竞品车分析;②白车身精度(Body-in-White);③汽车RPS系统和PCM执行标准。
图1 分析开发阶段影响车身尺寸精度的因素图2 为造成白车身尺寸偏差的因素产品一致性定位系统的确定规划定位RPS系统,零件的定位基准是质量控制工作的基石,并作为从设计开发、制造到测量,直至批量生产的各个环节中共同遵循的定位基准,它为每个零件建立了自己的零件坐标系,用来表达零件主定位信息,是设计、冲压、焊装和总装的共享信息集合,可以最大限度地降低因基准不同而导致的零件偏差,确定一个基准设计是尺寸工程开展的关键。
浅析功能尺寸对白车身质量的影响及解决措施
功 能 尺 寸必 ;!i{给 予 明 确 的 公 差 带 定 义 , 蚱在相 关技 术 文件 中做 出姚定 。本文 中的功 能 Jd. J‘是 用 采衡量 车身稳 定性 的质量 监控指 怀 .也是 作 乃生产现 场及 车 的统一 性 的, t ] 比较的 顷 柃测报告 的数据 依据 。
功 能 』 寸简 单 |兑就 是 ·个 物 品 同 另 一个 物 品 或 多 个 物 品 『司另 一 个 物 品 的 相 对 位 置 . 这 类 似 r ’个 形 状 公 差 。 现 在 的 问 题 是 :我
是 1 是 要 等 焊 成 车 身 r才来 确 定 零 件 是 不 足 合 格? 这 样 做 的 成 本 比 我 们想 象 的 大 得 多 。 通 常 的 情 况 是 ,必 须 把 这 个形 状 公 差 分 配 列 零 件 -{】去 , 在 零 件 设 计 和 工 艺 设 计 时 进 行 保 证 。
一 定保 证在 总装 就会装 出 合格的 商品 车,而
只彳丁总 装 能 装 山 合 格 的 车 身 才 能 保 证 车 型 的
顺合率 的措施
提 升 车 身功 能 尺 寸 不 等 丁忽 观 车 身 符 合 牢 , 等 j 忽视 检7{l!l』点的 公差 来一味 满足 功 能 尺 寸柬刮 装车 的要求 。其 实,我们 车身 功 能 尺 寸应该 以 身符 合率 为前提 ,在满足 车 身柃测指 标 的前提 1 ,对 ·下 对 配及装 配 没 有 霞 夫 影 响 的 点 , 我 们 可 以 放 宽 其 公 差 要
浅析提升试制阶段白车身功能尺寸精度的方法
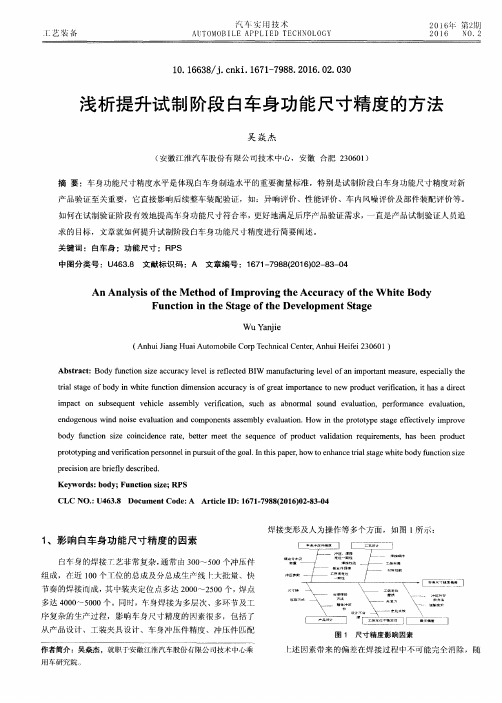
焊 接 变 形 及 人 为操 作 等 多个 方 面 ,如 图 l所 示 :
1、影 响白车身功能尺寸精度 的因素
白车 身 的 焊 接 工 艺非 常 复 杂 ,通 常 由 300 ̄ 500个 冲 压 件 组 成 ,在 近 100个 T 位 的总 成 及 分 总 成 生 产 线 } 大 批 常 、 快 节奏 的焊接而成 ,其中装夹定位点多达 2000-2500个 ,焊点 多达 400045000个 。同时 ,_午身 焊接 为 多 层 次 、多 环 = 及 工 序复杂的生产过程 ,影响车身尺寸精度的冈素很多,包括 了
摘 要 :车身功能尺寸精度水平是体现 白车身制造水平 的重要衡量标准,特别是试制阶段 白车身功能尺寸精度对新 产 品 验 证 至 关 重 要 , 它 直接 影 响 后 续 整车 装配 验 证 ,如 :异 响评 价 、性 能 评 价 、车 内风 噪 评 价 及 部 件 装 配 评 价 等 。 如何在试制验证阶段有效地提高车身功能尺寸符合 率,更好地满足后序产 品验证需求 ,一直是产品试制验证人员追 求的 目标,文章就 如何 提升试制 阶段 白车 身功 能尺 J精 度进行简要阐述 。 关键 词 i 白车 身 ;功 能 尺 寸 :RPS 中图分类号 :U463.8 文献标识 码 :A 文章编 号:1 671—7988(201 6)02—83—04
厨植
、 \
\一 ~ . 冲压件存
\
放 沾
、~ 运输变
目 — 一… 庶 n*越
[.I 丽 ]
i ] 厂 … _…
从产 品设计 、工装夹具设 计、车身冲压件精度、冲压件匹配
尺寸管理与白车身装配的精度控制
1 概述
在科学技术与生产制造日益发展的今天,汽车行 业的竞争越来越激烈,白车身的精度品质对整个产品质 量起着决定性的作用,白车身生产过程中的尺寸质量控 制就非常关键。白车身尺寸管理的关键环节如下。
(1)制定DTS,以此为出发点从总成到分总成 再到单件逐级进行公差分解,其中包括特殊公差。
(1)设定特殊公差的目的 在制造汽车的过程中,不仅要保证每个零件的加 工精度,还要保证零件能够正确地进行装配,才能达 到规定的整车精度要求。由于冲压件的回弹特性,零 件按产品数模加工后,在部件组装过程中经常产生干 涉现象,出现不能装配或装配不到位(干涉)等问题, 需要对零件进行修正,找出偏移量后对模具进行修 正,调试周期相对较长。所以,应当对零件之间匹配 可能产生干涉的部位,尤其是对影响车身长、宽、高 的重要零部件制定公差时,根据实际需要将公差中心 向某一方向做偏移,预先设定偏移量。 (2)特殊公差的制定 需根据装配顺序进行分析,合理设置特殊公差。 不同装配顺序,特殊公差制作结果不相同。 案例1。如图2,在某车型下部总成里,前挡板和 后地板本体由于钣金件反弹的影响,装配后整车的宽
装备
EQUIPMENT 3.2 功能尺寸
白车身制造过程中存在很多有装配关系的孔组, 相比孔本身在绝对坐标系下的位置度公差来说,人们 更关注孔之间的相互位置。如何控制孔间尺寸公差更 加重要,这是功能尺寸的概念。反映在骨架测量点 上,就是在不影响装车及车身外观匹配的前提下,测 量点的位置度公差可以放大,但功能尺寸不能放大, 甚至更严格控制,以保证装配需要。
装备
EQUIPMENT 度经常会向正向超差。所以制定公差时,Y 向两配 合面分别向车内走了0.5 mm的公差,如图3。同时 对影响车身高度的前挡板Z 向做了特殊公差,下移 0.5 mm,这样装配后尺寸精度得以提高。后地板本 体(如图4)也如此。
白车身尺寸精度控制方法探讨
MANUFACTURING AND PROCESS | 制造与工艺时代汽车 白车身尺寸精度控制方法探讨王勤卫 石启正汉腾汽车有限公司 江西省上饶市 334000摘 要: 车身尺寸精度是汽车的重要参数,不仅影响着车辆的外观,而且对整车功能性的稳定性有着一定的影响。
影响白车身尺寸的因素很多,比如制造工艺不完善,操作流程不规范,零部件尺寸精度控制差,工装设备维护保养差等因素。
因此采用什么样的控制方法,有效提高白车身的尺寸精度,是汽车主机厂需要考虑的重要问题。
对白车身的尺寸精度控制现状进行分析探讨,找出影响白车身尺寸精度的根本因素,并制定一套完善合理的应对措施就显得尤为重要。
关键词:白车身;尺寸精度;控制1 引言随着我国社会经济的快速发展,再加上我国政府实施的“车辆购置税减免”、“汽车下乡活动”等一系列政策,汽车已经走进千家万户。
各大厂商为了吸引更多的客户,都在对车身结构进行优化设计,提高汽车的性能优势,而车身尺寸精度三是影响汽车质量的重要因素。
因此对白车身的尺寸精度控制方法展开全面细致地分析探讨,具有重要的理论意义和实践价值。
2 白车身尺寸精度控制的重要性车身是整车的主要载体,几乎所有的零件都是依附在车身上的,车身尺寸精度控制最能体现汽车制造企业的整体实力,而且反映着汽车的整体质量。
如果车身的尺寸精度控制不到位,各个零件就会发生不规则偏移,严重者会形成强烈的共振,对驾驶人及乘客产生极大的生命威胁。
除此之外,车身尺寸精度对汽车的外观、各个零部件的性能有着巨大的影响,如果车身尺寸出现问题,就会大大降低汽车使用者的驾驶感受,对汽车销量产生了一定的不利影响。
从这个角度分析,要想全面提高汽车的质量,就需要做好汽车车身的尺寸精度。
3 白车身尺寸的影响因素白车身尺寸控制是一个复杂的系统性过程,车身制造往往需要几十个、甚至上百个流程,每一个环节出现问题,都会给车身尺寸出现偏差。
从车身制造角度分析,影响白车身尺寸的因素主要有零件尺寸误差、夹具结构不合理、操作不规范等,具体内容如下所示:3.1 零件尺寸误差白车身的冲压件,主要分为两部分:一部分是车身表面的外覆盖件,另一部分是内部结构冲压件,车身的结构非常复杂,在车身制造过程中需要经过冲压、剪切、弯曲、拉伸等多个过程环节,而且很多厂商都对车身尺寸提出了很高的要求,在加工过程中,每一个环节都有可能出现误差,而且这种差错会一级一级放大,使得车身整体尺寸与实际需求存在很大的差距,甚至会导致车身彻底报废。
白车身精度提升方案
jf 分 圳xt il ̄ll最 敏 进 行分析 。 条仆 允n:的情 况 F 洲 数 据越 多 越仃 助 I题的 刚。 1 N2分 jfjlJ为2 、3 乍 发舱 部 fI'J=分 析
从 析 I 叮知 两台 白Ii身共性
,
I 2{ y 一333.138 .331.863 l。 1 3 一 1.9 ±I 5
汽 车工 艺 l Auto Technology
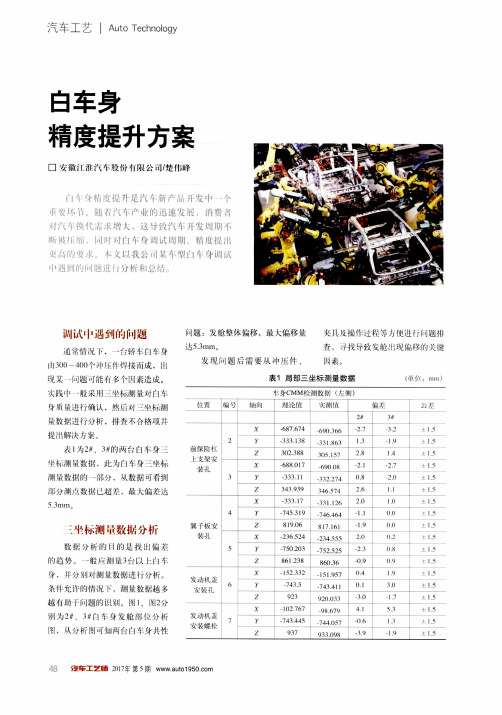
白车身 精度提升方案
口 奠徽 淮 ,} 股 份 何限 公 司,楚 伟 峰
汽 车产 业 的迅 速 芨腱 ,消檄 j之增 夫 ,这 导敛 汽 车开 发瑚期 干 IIf对 白车 身调试 周期 、精 度提 iI
艾以我 公 I1 ]某 年型 自 车身 渊
Jl:7 析 和 强 结
试-I-遇 剑的 州题
通常情 况 1 , 台轿车 白车 身 I11300~400个冲 ji :焊接而 成 ,出 现 · 】越 uf能 多个 素造 成。 吱战t ·般采川 怀测镀埘
顷 ; 进 行 认 ,然 后埘 标测 I1 数 进 分析 ,排 不 合格项 并 捉 …解决 n案 。
J Z 861.238 【860.36 0 【 0.9 【 1·5
J 1 ! x 一152.332 一I51.957 1 0.4 1 9 ±1)
然孔 t 6 rf一—— 一__— — —广— —4l1]十— —广广百三]±
1I 1 xZ
923
l- 1 920 033 .
存操 作过程 IJ还 可能发现 止 失具 设 计缺 陷 ,如 图7所 示 ,踏 板 小 总成焊按 时 设计 r三 个定位 销 , 这 样就形 成 了过 约 束,容 易导致放 件 困难 ,阕此需 要对 照检具定 化 , 取消其 中一个定f-):销 。
试析汽车白车身尺寸精度控制方法

车辆工程技术14车辆技术1 引言 随着国内经济的快速发展,人民生活水平普遍提高,汽车保有量稳步增长。
为了吸引消费者的注意力,汽车制造商正在积极更新汽车外观,但在大多数情况下,这是车身结构的变化,而其余组件并未发生重大变化。
如果车身设计不合适且尺寸不合适,则会对车辆产生巨大影响。
车身尺寸精度是确保汽车零件组装的基础。
车身制造包括冲压和焊接工艺,尺寸和表面质量控制等,车身制造技术水平已经成为衡量汽车公司制造水平的重要指标。
影响车身制造过程复杂性的因素很多,整个汽车制造的尺寸精度取决于各种因素的综合作用。
2 车身尺寸精度影响因素2.1 测量过程 测量过程对尺寸精度的影响与其他几个因素无关。
该测量和分析系统可以分析和测量车身尺寸数据,以有效地确定被测零件是否存在尺寸质量问题。
CMM是悬臂、龙门和多关节臂坐标测量机等现代汽车制造中常用的车身尺寸测量设备,这些设备的高测量精度和可编程控制功能使其适用于车身和子装配零件的高频测量。
测量分析系统会自动绘制出车身尺寸质量的线性分布图,并生成分析报告,从而使技术人员可以方便地进行分析。
2.2 零件偏差 车身焊接件基本上是冲压件,主要分为两类:一种是表面的外壳,另一种是冲压内部结构。
其形状都特别复杂,以至于它们都必须满足标准精度要求。
零件需要经历各种过程,例如冲压、剪切、弯曲、拉伸、膨胀、翻边等,必须根据图纸标准进行设计。
在包装和运输过程中由于冲压零件而引起的变形是尺寸偏差的一个因素,并且外观检查无法识别变形,即使进行了修理,也无法完全恢复到设计尺寸。
因此,应根据零件的特性设计包装和运输方式,以消除这种偏差。
冲压件的回弹是影响冲压件尺寸的最大因素,冲压后,产生应力和应变,形状和尺寸发生变化。
上述所有原因均是由于冲压模、人造工件或冲压机的问题所致。
为了保证冲压件的尺寸精度,应使用三坐标测量机参照零件图进行例行检查,以确保冲压件符合图纸的设计要求。
2.3 操作过程 在非自动化生产线中控制过程偏差的最有效方法是实施操作程序的标准化,并且在实施标准化操作后,可以最大程度地减少手动操作中的不一致、不稳定和不确定性。
白车身试制阶段车身合格率提升思路

5910.16638/ki.1671-7988.2018.21.021白车身试制阶段车身合格率提升思路李子旭(华晨汽车工程研究院车身试制车间,辽宁 沈阳 110141)摘 要:根据白车身试制阶段的特殊性质,结合试制开发流程,总结多项目车身尺寸合格率提升方案、技巧,运用数据积累规律,制定试制阶段车身精度的提升方法,实现项目开发阶段涉及白车身尺寸质量的有效验证。
文章从白车身试制阶段影响尺寸精度的人、机、料、法等方面进行分析提高。
关键词:白车身试制;尺寸精度;提升方法中图分类号:U462 文献标识码:B 文章编号:1671-7988(2018)21-59-03Ideas for improving the qualification rate of BIW trial stageLi Zixu( Brilliance Automotive Engineering Research Institute Body trial workshop, Liaoning shenyang 110141 )Abstract: According to the special nature of the white body trial production stage, combined with the trial production development process, summarizing the multi-project body size qualification rate improvement plan, skills, using the data accumulation rules, formulate the improvement method of the vehicle body precision during the trial production phase, and realize the quality of the body-in-white in the project development stage. Valid verification. This paper analyzes and improves the man, machine, material and method that affect the dimensional accuracy during the trial phase of the body- in-white.Keywords: BIW prototype; Dimensional accuracy; Lifting methods CLC NO.: U462 Document Code: B Article ID: 1671-7988(2018)21-59-03前言车身试制是样车开发流程中非常重要的环节。
基于尺寸问题解决的白车身模拟调试方法
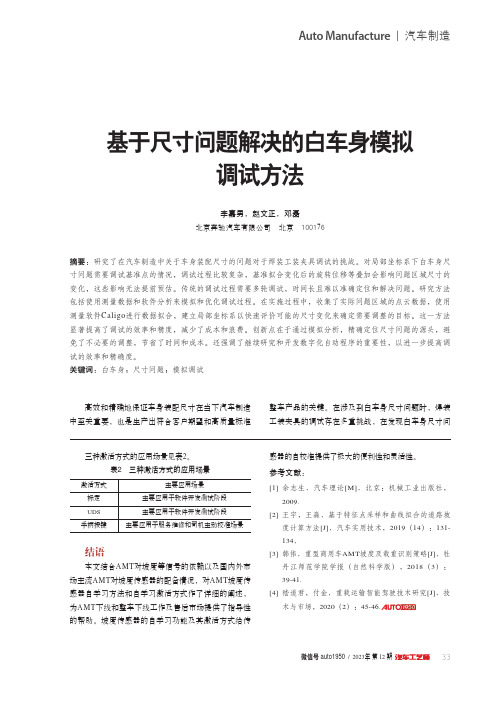
题后的调试过程中,往往需要多次验证调试结果,其中尤为复杂的是在不同装配坐标系下尺寸的变化会受到不同的建系基准的影响,这种影响是无法预估影响的,其变化源自于装配功能不同,建系点位不同,在数据累积迭代后的结果是无法预估的。
因此涉及这种调整时往往需要多轮调试,很难快速定位到问题并精准地对问题进行调试,调试过程冗长,本文基于上述装焊件基准调试相关问题展开研究。
研究方法1.车身坐标系与尺寸监控整车坐标系是用于描述整车的整体几何和尺寸关系。
通常情况下,整车坐标系是由研发团队在设计阶段确定的,它作为参考标准为整车设计和制造提供了一个一致的基准框架。
它定义了整车的原点和坐标轴,作为所有零部件位置、尺寸和几何关系的基准,整车坐标系的确定性使得整车制造和装配过程中的各个环节都能按照同一套标准进行操作。
通常会通过测量整车坐标系下的关键特征来保证整车尺寸质量要求。
局部坐标系是相对于整车坐标系而言的,它是在整车制造和装配过程中为了方便部件安装和定位而定义的坐标系。
在整车的制造过程中,局部坐标系针对整车的某个特定区域,常用于定位和安装车辆的各个部件和组件,确保它们的正确位置和几何关系。
通过使用局部坐标系,可以准确地测量和调整各个部件的尺寸位置,有助于定位和排除装配过程中的问题。
如果在装配过程中出现偏差或不匹配,操作人员可以使用局部坐标系进行测量和比对,找出问题所在,并进行调整和修正,保证整车的装配质量。
白车身尺寸数据主要来源于测量,尺寸数据也就是通过测量获取的相关测量特征的数据,测量特征是要测量的几何元素,必要时可以通过计算确定。
例如表面点、孔、边、半径及距离等[1]。
在某主机厂日常尺寸考核与监控中,通常以QZ分值作为考核要求,QZ 分值是一种合格率的特殊表示形式,即超差测量特征占总测量特征的比例,通常在批量生产后,不合格测量特征数量不能大于8%,QZ考核所包含的测量特征的定义来源于功能尺寸目录、夹紧和安装概念、车身钣金件的通用技术规范以及公差规范等,它的测量范围(特征或测点数量)则由质量部根据这些文件确定。
白车身匹配技术
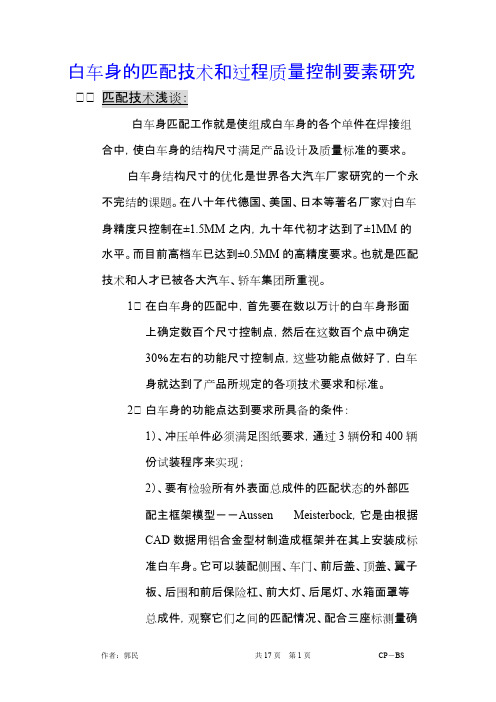
白车身的匹配技术和过程质量控制要素研究、、白车身匹配工作就是使组成白车身的各个单件在焊接组合中,使白车身的结构尺寸满足产品设计及质量标准的要求。
白车身结构尺寸的优化是世界各大汽车厂家研究的一个永不完结的课题。
在八十年代德国、美国、日本等著名厂家对白车身精度只控制在±1.5MM之内,九十年代初才达到了±1MM的水平。
而目前高档车已达到±0.5MM的高精度要求。
也就是匹配技术和人才已被各大汽车、轿车集团所重视。
1、在白车身的匹配中,首先要在数以万计的白车身形面上确定数百个尺寸控制点,然后在这数百个点中确定30%左右的功能尺寸控制点,这些功能点做好了,白车身就达到了产品所规定的各项技术要求和标准。
2、白车身的功能点达到要求所具备的条件:1)、冲压单件必须满足图纸要求,通过3辆份和400辆份试装程序来实现;2)、要有检验所有外表面总成件的匹配状态的外部匹配主框架模型--Aussen Meisterbock,它是由根据CAD数据用铝合金型材制造成框架并在其上安装成标准白车身。
它可以装配侧围、车门、前后盖、顶盖、翼子板、后围和前后保险杠、前大灯、后尾灯、水箱面罩等总成件,观察它们之间的匹配情况、配合三座标测量确定零件的更改数据。
(Aussen Meisterbock示意图)3)、要有检查内饰件与白车身匹配关系的内匹配主框架模型--Innen Meisterbock;它是借助外部框架用合格焊接分总成组装的标准车身,来检查内饰件是否符合匹配要求的工具。
4)、要有正确反映车身下部,即前后轮罩、前后底板、仪表板之间匹配关系的标准车身下部主框架--Fuegen Meisterbock。
它的定位点和夹紧点与生产夹具的定位点完全一致,能实际反映出各总成之间的干涉点和贴合程度,从而确定焊接总成结构尺寸的正确性。
3、匹配过程中对夹具定位、夹紧和工艺的合理性进行验证。
(Inne Meisterbock示意图)1)、基准点系统是否合理、定位点是否与设计基准重合、是满足六点定位原则、定位点尺寸是否正确等;2)、零件的装配顺序是否合理、是否影响尺寸精度;3)、夹具的点定工位点定点是否正确、焊接点定后,到下一工位补焊时,能否保证尺寸稳定;4)、补焊点的顺序对尺寸的稳定性是否有利;5)、夹紧点是否正确,能否保证零件在夹具位置的准确性;6)、夹具顺序是否合理,关键定位点是否首先夹紧;7)、确定能反映零件状态的测量点和功能尺寸;4、单件或总成在匹配过程中的具体步骤1)、首先将满足图纸尺寸的单件按工艺要求顺利放入夹具中,检查零件在夹具上是否贴合,并且无应力。
浅谈白车身精度管理及提升
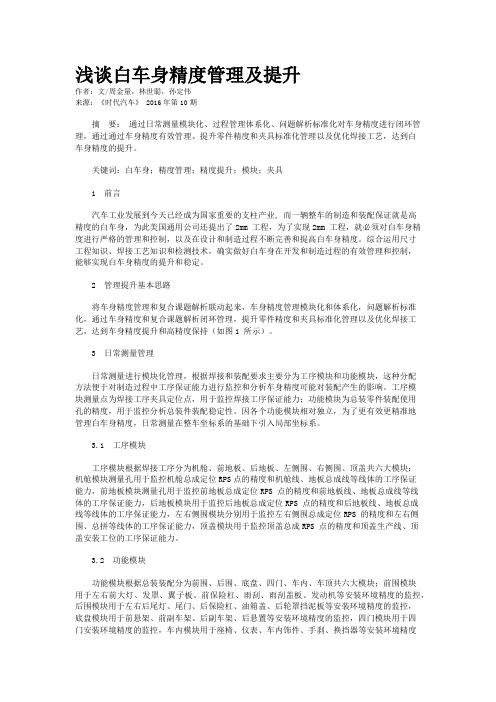
浅谈白车身精度管理及提升作者:文/周金量,林世聪,孙定伟来源:《时代汽车》 2016年第10期摘要:通过日常测量模块化、过程管理体系化、问题解析标准化对车身精度进行闭环管理,通过通过车身精度有效管理、提升零件精度和夹具标准化管理以及优化焊接工艺,达到白车身精度的提升。
关键词:白车身;精度管理;精度提升;模块;夹具1 前言汽车工业发展到今天已经成为国家重要的支柱产业, 而一辆整车的制造和装配保证就是高精度的白车身,为此美国通用公司还提出了2mm 工程,为了实现2mm 工程,就必须对白车身精度进行严格的管理和控制,以及在设计和制造过程不断完善和提高白车身精度。
综合运用尺寸工程知识、焊接工艺知识和检测技术,确实做好白车身在开发和制造过程的有效管理和控制,能够实现白车身精度的提升和稳定。
2 管理提升基本思路将车身精度管理和复合课题解析联动起来,车身精度管理模块化和体系化,问题解析标准化,通过车身精度和复合课题解析闭环管理,提升零件精度和夹具标准化管理以及优化焊接工艺,达到车身精度提升和高精度保持(如图1 所示)。
3 日常测量管理日常测量进行模块化管理,根据焊接和装配要求主要分为工序模块和功能模块,这种分配方法便于对制造过程中工序保证能力进行监控和分析车身精度可能对装配产生的影响。
工序模块测量点为焊接工序夹具定位点,用于监控焊接工序保证能力;功能模块为总装零件装配使用孔的精度,用于监控分析总装件装配稳定性。
因各个功能模块相对独立,为了更有效更精准地管理白车身精度,日常测量在整车坐标系的基础下引入局部坐标系。
3.1 工序模块工序模块根据焊接工序分为机舱、前地板、后地板、左侧围、右侧围、顶盖共六大模块;机舱模块测量孔用于监控机舱总成定位RPS点的精度和机舱线、地板总成线等线体的工序保证能力,前地板模块测量孔用于监控前地板总成定位RPS 点的精度和前地板线、地板总成线等线体的工序保证能力,后地板模块用于监控后地板总成定位RPS 点的精度和后地板线、地板总成线等线体的工序保证能力,左右侧围模块分别用于监控左右侧围总成定位RPS 的精度和左右侧围、总拼等线体的工序保证能力,顶盖模块用于监控顶盖总成RPS 点的精度和顶盖生产线、顶盖安装工位的工序保证能力。
简析汽车白车身尺寸开发与控制
简析汽车白车身尺寸开发与控制摘要:随着消费者对汽车质量要求的不断提高,白车身尺寸作为对整车外观品质、性能都有着重要影响的一项因素,也逐渐受到了各个主机厂的重视。
在产品开发过程中,开发者需要根据市场、用户和车辆性能等多方面的需求,制定整车尺寸,再结合尺寸链分析将整车尺寸要求分解到各零部件,制定合理的零部件尺寸及其公差,进而制定白车身工艺、模具工装、检具的开发策略和零件测量计划,对关键的尺寸进行监控和分析,达到稳定控制白车身尺寸的目的。
关键词:汽车白车身;尺寸开发;控制引言随着国内经济的迅速发展,人民生活水平普遍提高,汽车保有量稳步提升。
汽车厂商为吸引广大消费者眼球,都在积极地对汽车进行更新设计,但大多数的情况是对白车身结构进行改变,其余部件没有太大的改变。
白车身制造涉及冲压和焊接工艺,涉及尺寸精度、焊接质量、外观质量控制等,白车身技术水平已经成为衡量车企制造水平的重要标志,车身制造过程复杂,影响因素众多,其中尺寸精度取决于各方面综合因素的共同作用。
1白车身尺寸影响因素1.1零部件尺寸误差车身零部件尺寸精度是车辆质量评价的关键因素,钣金单件冲压成型精度、零件焊接拼装位置精度等直接影响车身尺寸精度;同时,车身质量需求中,除对白车身尺寸精度有较高要求外,还对车身覆盖件的外观质量有着很高要求,外钣金件不能出现擦伤、波纹、拉痕、凹凸等外观缺陷问题,钣金单件冲压成型、零件分总成件焊接、零件取放及运输等过程中极易出现扭曲变形等问题,也会导致零件尺寸误差的产生及累积,影响白车身整体尺寸精度。
所以实际生产中,外观质量及尺寸精度需同时兼顾,对冲压焊接制造工艺水平的要求较高,也很难实现对实物尺寸精度的定量计算,要在理论分析基础上进行规范化在线测量,无形中增加了尺寸误差解决以及控制的难度系数。
在此基础上,白车身门盖件、小附件的零件装配尺寸误差也是影响车身整体尺寸精度一个重要因素,比如车门、翼子板等件装配位置精度误差,会导致白车身各配合件之间的间隙面差也存在较大的偏差。
提高白车身功能尺寸的若干方法
2) 焊接工艺方案存在缺陷,焊接顺序影响成 形精度。
改进措施: 1) 优化 FE060 焊接工艺顺序( 图 1) ; 2) 改进工装结构,增加 FE60、FE70 等工序辅 助定位。
图 1 焊接顺序由后往前改为由前往后
改进 后 效 果 明 显,均 值 偏 差 由 2. 5 改 进 到 0. 5,6σ 值改进到 2 以内,图 2 为改进前后数据对 比。
案例: 发仓前部的寸改进: 尺寸问题的描述: 发仓前部 Y 向尺寸略有超 差但尺寸测 量 数 据 还 在 公 差 带 范 围 内,与 前 几 天 测量数据 相 比,数 据 偏 差 有 逐 渐 变 大 趋 势。 如 果 等测量 数 据 超 出 公 差 范 围 以 后 再 进 行 调 整 的 话 ( 到目前为止,大部分车身厂都是这样处理的。因 为调整过程较为复杂) 很有可能导致车身前部与 前保横梁、前大灯等配合出问题,后道的返修很困 难,会引起客户很大的抱怨。 利用已有 的 数 据 模 块 进 行 趋 势 分 析,发 现 数 据偏差模式 为 均 值 偏 离,同 时 对 关 联 数 据 点 也 进 行相关性分析,以及对发仓成形主要 9 工位纵向 数据 对 比,发 现 总 成 各 点 相 关 性 很 大,为 整 体 偏 离,从 而 得 出 结 论: 偏 差 主 要 产 生 在 FE050、 FE060、FE070 3 个工位的装焊过程。利用过程变 差鱼刺图进行原因查找,找出根本原因为: 1) 发仓总成工序件结构刚性不足,现有工装 定位装夹无法满足成形精度要求;
[整理版]白车身匹配技巧
![[整理版]白车身匹配技巧](https://img.taocdn.com/s3/m/d264d4fce109581b6bd97f19227916888486b96b.png)
白车身的匹配技术和过程质量控制要素研究白车身匹配工作就是使组成白车身的各个单件在焊接组合中,使白车身的结构尺寸满足产品设计及质量标准的要求。
白车身结构尺寸的优化是世界各大汽车厂家研究的一个永不完结的课题。
在八十年代德国、美国、日本等著名厂家对白车身精度只控制在±1.5MM之内,九十年代初才达到了±1MM的水平。
而目前高档车已达到±0.5MM的高精度要求。
也就是匹配技术和人才已被各大汽车、轿车集团所重视。
1、在白车身的匹配中,首先要在数以万计的白车身形面上确定数百个尺寸控制点,然后在这数百个点中确定30%左右的功能尺寸控制点,这些功能点做好了,白车身就达到了产品所规定的各项技术要求和标准。
2、白车身的功能点达到要求所具备的条件:1)、冲压单件必须满足图纸要求,通过3辆份和400辆份试装程序来实现;2)、要有检验所有外表面总成件的匹配状态的外部匹配主框架模型--Aussen Meisterbock,它是由根据CAD数据用铝合金型材制造成框架并在其上安装成标准白车身。
它可以装配侧围、车门、前后盖、顶盖、翼子板、后围和前后保险杠、前大灯、后尾灯、水箱面罩等总成件,观察它们之间的匹配情况、配合三座标测量确定零件的更改数据。
(Aussen Meisterbock示意图)3)、要有检查内饰件与白车身匹配关系的内匹配主框架模型--Innen Meisterbock;它是借助外部框架用合格焊接分总成组装的标准车身,来检查内饰件是否符合匹配要求的工具。
4)、要有正确反映车身下部,即前后轮罩、前后底板、仪表板之间匹配关系的标准车身下部主框架--Fuegen Meisterbock。
它的定位点和夹紧点与生产夹具的定位点完全一致,能实际反映出各总成之间的干涉点和贴合程度,从而确定焊接总成结构尺寸的正确性。
3、匹配过程中对夹具定位、夹紧和工艺的合理性进行验证。
(Inne Meisterbock示意图)1)、基准点系统是否合理、定位点是否与设计基准重合、是满足六点定位原则、定位点尺寸是否正确等;2)、零件的装配顺序是否合理、是否影响尺寸精度;3)、夹具的点定工位点定点是否正确、焊接点定后,到下一工位补焊时,能否保证尺寸稳定;4)、补焊点的顺序对尺寸的稳定性是否有利;5)、夹紧点是否正确,能否保证零件在夹具位臵的准确性;6)、夹具顺序是否合理,关键定位点是否首先夹紧;7)、确定能反映零件状态的测量点和功能尺寸;4、单件或总成在匹配过程中的具体步骤1)、首先将满足图纸尺寸的单件按工艺要求顺利放入夹具中,检查零件在夹具上是否贴合,并且无应力。
白车身尺寸控制功能测点的选择和管理

白车身尺寸控制功能测点的选择和管理发布时间:2021-09-30T06:05:20.890Z 来源:《科学与技术》2021年5月15期作者:于永胜苏林华仝鹏举刘国岭[导读] 现代汽车工业生产中,车身制造的主要特点就是系统庞大、复杂,所以容易造成车身尺寸变异偏差的因素较多,车身尺寸控制难度升高,极易产生严重的质量问题。
于永胜、苏林华、仝鹏举、刘国岭奇瑞商用车安徽有限公司河南省开封市 475000摘要:现代汽车工业生产中,车身制造的主要特点就是系统庞大、复杂,所以容易造成车身尺寸变异偏差的因素较多,车身尺寸控制难度升高,极易产生严重的质量问题。
现代汽车工业实践中,通常会选择应用大型三坐标测量机实施车身全尺寸测量。
本文主要分析白车身整车尺寸测量环节关键点的选择以及优化原则,实施全面总结和分析,加强关键功能测点管理,对于尺寸控制质量水平有着积极的作用。
关键词:白车身;关键功能测点;选择;管理当前的车辆制造的系统庞大,内部组成复杂性较高,一般会含有数百个冲压件,几十套工装夹具以及上百个工序;制造工艺复杂性较高,包含材料、冲压、焊接、涂装、总装等很多环节,这就使得车辆自身尺寸偏差影响因素较多,给车身尺寸控制带来较高难度。
为了做好车身尺寸的质量控制,做好车身尺寸测量是极为重要的工作。
现代汽车工业中,通常会应用大型三坐标测量仪实施白车身的尺寸测量工作。
在具体的测量实践中,因为测量周期与设备的限制,不可能全面进行测量,需要抽检方式检测,并且抽检频次较低,很多都不足1%。
这种小样本的抽样检查中,三坐标测点的设置与选择会给测量数据的质量存在直接的影响,在数量庞大的白车身三坐标测量点中选择最佳的关键功能测点,做好管理和改进是极为重要的工作。
1关键功能测点的选择1.1三坐标测点的一般分类结合不同测点功能的差异,目前主要的三坐标测点有如下几类。
1.1.1主要定位基准测点定位基准测点能够真实体现出某一级零件的定位状况,能够及时的掌握和了解基准变异所出现的尺寸偏差,以便于做好有效的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2) 焊接工艺方案存在缺陷,焊接顺序影响成 形精度。
改进措施: 1) 优化 FE060 焊接工艺顺序( 图 1) ; 2) 改进工装结构,增加 FE60、FE70 等工序辅 助定位。
图 1 焊接顺序由后往前改为由前往后
改进 后 效 果 明 显,均 值 偏 差 由 2. 5 改 进 到 0. 5,6σ 值改进到 2 以内,图 2 为改进前后数据对 比。
技术导向
提高白车身功能尺寸的若干方法
郑增甡 曾繁盛 练 峰 陈秉贤 ( 上海汽车集团股份有限公司乘用车公司,南京 210061)
【摘要】 车身生产实施创新的六面体管理,使白车身功能尺寸得到提高和稳定。六面体管理的特点就
是通过各类预防性工作的开展,避免缺陷的产生。一方面提高生产效率; 另一方面可使车型的功能尺寸合格率 稳定在 95% 以上。
焊接时,小 小 的 飞 溅 和 残 渣,一 旦 积 留,便 会
·58·
图 2 功能尺寸改进前后对比
上海汽车 2012. 03
影响工装定位、造成焊接尺寸偏差; 甚至,当一些 微小的残渣 落 入 压 机 及 拼 装 夹 具 后,便 会 造 成 产 品外观凹坑、产品包边不良等缺陷,对于其后的返 修压力是巨大的。对此要求全员必须严格执行 5S 及 TPM 制度。
次工装的 精 度 测 量。 全 员 的、科 学 的 设 备 保 养 是 取得良好的功能尺寸的有力保障。
3 料的一面: 零部件生产过程检查
不少零部件分总成是由零部件工厂提供的。 如果有一件 尺 寸 偏 差 的 零 部 件 没 有 被 隔 离,混 在 尺寸合格的零部件里,一旦零件被焊接成了车身, 一定会引起车身功能尺寸的偏差。如果功能尺寸 偏差的车身 流 到 了 下 道 工 序,会 造 成 下 道 工 序 的 零件装配不到位、外形匹配不到位、使用功能有影 响等等。
对关键设 备 实 施 立 体 的、多 层 次 的 工 装 检 查 制度。生产工段的操作工每班对所有的工装进行 日常的全员生产性维护( TPM) 及每周的专项 TPM 维护。在发 现 工 装 定 位 销 或 夹 头 有 异 物 时,一 定 会及时地清洁; 发现工装的夹头有松动情况时及 时报修,对发现定位销有大于 0. 3 mm 的划痕时, 也会及时 通 知 更 换,以 保 证 工 装 定 位 有 效。 工 装 工程师每周进行一次深度工装点检。设备维修工 在执行每日预防性维护( PM) 的同时需要对生产 工段的 TPM 状态进行抽查,并对抽查结果进行评 价和上报。测量工程师和工装工程师每季度对工 装的精度 进 行 测 量。 对 一 般 工 装,在 执 行 操 作 工 每日 TPM、维修工每日 PM 的同时,每半年进行一
1 人的一面: 全员责任制
提高和稳 定 车 身 功 能 尺 寸,人 的 因 素 是 非 常 重要的。在生产过程中的每一位员工都必须重视 功能尺寸。人人都把功能尺寸看成是客户第一需 求,为提高和稳定功能尺寸献计献策,严格遵守操 作规程; 所有的操作工、工艺工程师、维修工程师、 测量工程师 都 各 尽 其 责,确 保 车 身 的 功 能 尺 寸 合 格,形成车身生产的全员责任制。
此外,派遣 工 程 师、工 段 长 亲 临 零 部 件 厂 家, 检查他们的工艺是否正确,工艺是否执行到位,纠 偏的能力 是 否 具 备,纠 偏 的 措 施 是 否 有 效。 通 过 对零部件供 应 商 生 产 过 程 的 审 核,有 的 放 矢 地 加 以培训指 导。 很 多 培 训 都 是 无 偿 的,在 帮 助 和 提 高供应商的 同 时,实 际 上 也 是 提 升 整 车 厂 自 己 的 能力。
6 测量的一面: 测量及尺寸控制流程
6. 1 功能尺寸控制流程 科学有效的测量方法能够Fra bibliotek实客观地反映车
身的功能尺 寸,也 能 为 纠 正 功 能 尺 寸 的 偏 差 提 供 预警和启示。车身生产的车身测量方法为保障和 提高车身的功能尺寸起了很好的作用。以下介绍 车身功能尺寸的控制流程。
收稿日期: 2012 - 01 - 06
·56·
上海汽车 2012. 03
技术导向
和区域环境的清洁。 工艺工程 师 除 了 掌 握 员 工 报 修 的 情 况 外,还
要对员工在 保 养 设 备 的 技 能 方 面 给 予 指 导,对 测 量工程师提 供 的 测 量 数 据 加 以 分 析,特 别 是 对 已 出现有倾向性数据变化的工装及时进行调整; 维 修工程师每 天 按 计 划 对 工 装 进 行 检 查,发 现 问 题 及时向生产 员 工 和 工 艺 工 程 师 反 映,并 保 障 设 备 运行稳定; 测量工程师根据测量计划对车身的分 总成及总成进行 3 座标测量,对出现偏差的数据 向工艺工程 师 提 出 调 整 建 议,并 主 持 每 周 的 尺 寸 分析会。通 过 不 同 岗 位 的 相 互 协 作,缺 陷 被 第 一 时间发现,问题得以快速地解决。
一线操作 工 作 为 生 产 的 主 体,对 产 品 的 质 量 有直接责任。操作工必须遵循“3N”原则( 即不接 受缺陷产品、不制造缺陷产品、不传递缺陷产品) , 执行严格的产品过程检查,一旦出现装配不到位、 零件焊偏、工 装 夹 具 松 动 等 影 响 功 能 尺 寸 问 题 时 便及时通 报。 同 时 要 完 成 设 备 的 日 常 检 查、保 养
案例: 发仓前部的尺寸改进: 尺寸问题的描述: 发仓前部 Y 向尺寸略有超 差但尺寸测 量 数 据 还 在 公 差 带 范 围 内,与 前 几 天 测量数据 相 比,数 据 偏 差 有 逐 渐 变 大 趋 势。 如 果 等测量 数 据 超 出 公 差 范 围 以 后 再 进 行 调 整 的 话 ( 到目前为止,大部分车身厂都是这样处理的。因 为调整过程较为复杂) 很有可能导致车身前部与 前保横梁、前大灯等配合出问题,后道的返修很困 难,会引起客户很大的抱怨。 利用已有 的 数 据 模 块 进 行 趋 势 分 析,发 现 数 据偏差模式 为 均 值 偏 离,同 时 对 关 联 数 据 点 也 进 行相关性分析,以及对发仓成形主要 9 工位纵向 数据 对 比,发 现 总 成 各 点 相 关 性 很 大,为 整 体 偏 离,从 而 得 出 结 论: 偏 差 主 要 产 生 在 FE050、 FE060、FE070 3 个工位的装焊过程。利用过程变 差鱼刺图进行原因查找,找出根本原因为: 1) 发仓总成工序件结构刚性不足,现有工装 定位装夹无法满足成形精度要求;
因此,在排除前期设备投资问题之外,想要确 保车身功能 尺 寸 符 合 设 计 标 准 要 求,就 必 须 面 对 以人员制造、工装维护、物料检查、操作方法、环境 保护,测量方式为主的 6 方面问题。车身生产的 六面体管理,也正是针对这 6 方面问题展开分析 和总结,形成集全员责任制、设备分级和差别化管 理、零部件生产过程检查、产品趋势问题分析、生 产环境维护、测 量 及 尺 寸 控 制 流 程 为 一 体 的 功 能 尺寸过程控制体系。
【Abstract】 The functional dimensions of the body of the vehicle are improved through the application of Hexahedron management in NAC production department. The characteristic of Hexahedron management is to avoid defects through various types of preventive works. It can not only improve the production efficiency,but also make the passing rate of the functional dimensions of Roewe 350 and other models steady at more than 95% .
5 环境的一面: 生产环境的维护
生产作 业 环 境 会 对 车 身 的 功 能 尺 寸 带 来 影 响,作业环境 的 恶 劣 除 了 会 带 来 车 身 功 能 尺 寸 的 偏差之外,还 会 对 后 续 的 偏 差 原 因 分 析 带 来 很 大 的困惑,因为 在 出 现 问 题 时 想 不 到 偏 差 是 由 作 业 环境影响的。
上海汽车 2012. 03
·57·
技术导向
工艺方法不合理以及员工操作不当等。 针对这一 特 点,车 身 生 产 要 求 及 时 分 析 偏 差
的原因,快速采取纠偏的措施,特别是在发现测量 数据变差趋势时( 尽管此时的数据还在公差范围 内) 就果断采取纠偏措施。采取预防为主的工作 方法,既可控制功能尺寸,也避免了等发现测量尺 寸已超出公 差 范 围 再 进 行 纠 偏 时,大 量 偏 差 车 辆 流到下道工序等去处理的尴尬场面。
【关键词】 差别化管理 过程检查 趋势控制
doi: 10. 3969 / j. issn. 1007-4554. 2012. 03. 13
0 引言
六面体图 形 是 稳 定 的,车 身 生 产 的 六 面 体 管 理也同样造就了车身功能尺寸的稳定。
对汽车制 造 企 业 来 说,稳 定 的 过 程 质 量 控 制 方法、生产缺 陷 预 防 手 段 和 快 速 的 响 应 速 度 影 响 产品质 量。 一 些 汽 车 制 造 企 业 在 产 品 发 现 问 题 时,往往缺陷已经产生,于是要对产品进行分析, 要对车辆进行追查、返修甚至召回,这既增加了成 本又给原本竞争疲惫的市场留下不良口碑。
4 法的一面: 产品问题趋势控制
车身功能尺寸的控制和保障是一个长期复杂 的课题。由于车身制造工艺过程复杂。车身总成 由数百个冲压、焊接零件,近 100 个装配工位的生 产线大批量、快节奏地焊接而成。另外,车身又是 一个多层次体系结构,从冲压、分总成、到车体焊 接总 成,其 中 间 环 节 众 多,因 此 偏 差 非 常 难 以 控 制。引起偏差的原因是多方面的,例如: 零件本身 的偏差、工装夹具定位的偏差、零件的焊接变形、