常用切削速度计算公式
切削速度值计算公式
切削速度值计算公式在机械加工领域,切削速度是一个非常重要的参数,它直接影响着加工效率和加工质量。
切削速度值的计算对于机械加工过程中的刀具选择、切削参数确定等方面都具有重要的意义。
本文将从切削速度值的定义、计算公式以及影响因素等方面进行介绍。
一、切削速度值的定义。
切削速度是指刀具在加工过程中相对于工件表面的线速度,通常用Vc来表示,单位是m/min。
切削速度的大小直接影响着切削热量的产生和刀具的磨损情况,因此在实际加工中需要根据工件材料和刀具材料等因素来确定合适的切削速度值。
二、切削速度值的计算公式。
切削速度值的计算公式通常采用下面的公式来表示:Vc = π× D × n。
其中,Vc表示切削速度,π表示圆周率,D表示刀具直径,n表示主轴转速。
由此可见,切削速度值与刀具直径和主轴转速有直接的关系,通过调整这两个参数可以控制切削速度的大小。
三、影响切削速度值的因素。
1. 刀具材料。
不同的刀具材料对切削速度的要求也不同。
通常来说,硬度较高的刀具材料可以承受更高的切削速度,而且还能够提高刀具的使用寿命。
因此在选择刀具材料时需要考虑到切削速度的要求。
2. 工件材料。
不同的工件材料对切削速度的要求也不同。
一般来说,硬度较高的工件材料需要较低的切削速度,而硬度较低的工件材料则可以采用较高的切削速度。
因此在加工不同材料的工件时需要根据具体情况来确定切削速度的数值。
3. 主轴转速。
主轴转速是影响切削速度的重要因素之一。
通过调整主轴转速可以改变切削速度的大小,从而适应不同的加工要求。
在实际加工中需要根据刀具直径和工件材料等因素来确定合适的主轴转速。
四、切削速度值的应用。
切削速度值的计算对于机械加工过程中的刀具选择、切削参数确定等方面都具有重要的意义。
合理的切削速度值可以提高加工效率,减少刀具磨损,提高加工质量。
因此在实际加工中需要根据具体情况来确定合适的切削速度值,以达到最佳的加工效果。
总之,切削速度值的计算是机械加工中的重要内容,它直接影响着加工效率和加工质量。
切削加工常用计算公式
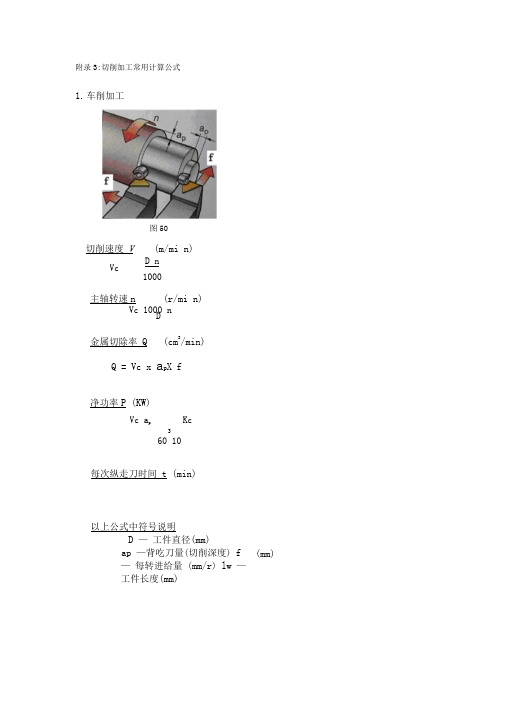
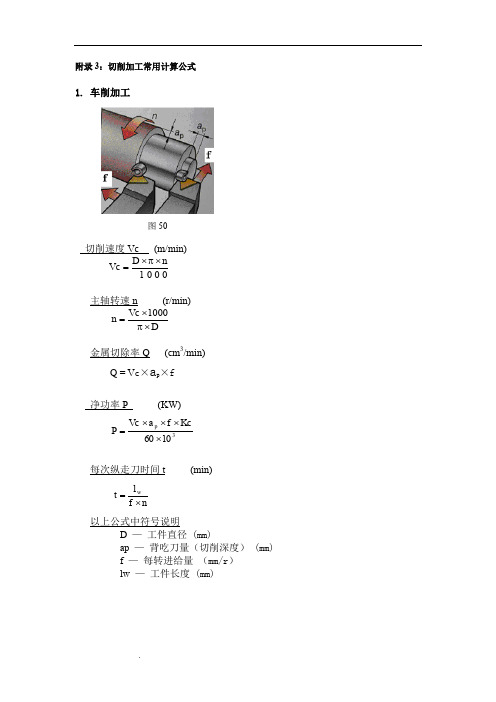
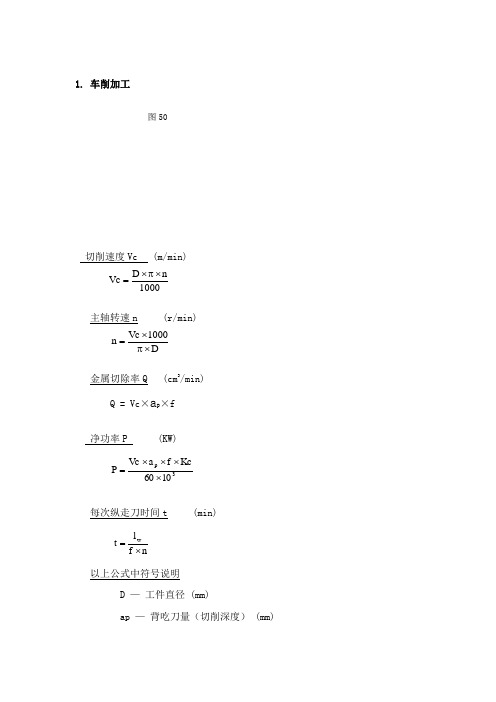
附录3:切削加工常用计算公式1. 车削加工切削速度 V(m/mi n) 主轴转速n (r/mi n)Vc 1000 n D金属切除率 Q (cm 3/min)Q = Vc x a p X f净功率P (KW)360 10每次纵走刀时间 t (min)以上公式中符号说明D — 工件直径(mm)ap —背吃刀量(切削深度) f— 每转进给量 (mm/r ) lw —工件长度(mm)Vc a p KcVc D n1000(mm) 图50铣削速度 V (m/min)主轴转速n (r/mi n)Vc 1000n ---------D每齿进给量fz (mm)n z工作台进给速度 Vf (mm/mi n)Vf fz n z金属去除率 Q (cm 3/min)Q ap ae Vf1000净功率P (KW)p ap ae Vf Kc60 106扭矩M (Nm)P 30 103M -n以上公式中符号说明D —实际切削深度处的铣刀直径Z —铣刀齿数a p —轴向切深 (mm)a e —径向切深 (mm)Vc D n1000(mr)i切削速度 V (m/mi n) 主轴转速n (r/mi n) Vc 1000n d每转进给量f (mm/r) Vf fn进给速度Vf (mm/min)Vf f 『n金属切除率 Q 3(cm c d f Vc Q4净功率P(KW) f Vc d kc P -240 103 扭矩M(Nm) P 30 103 M -n以上公式中符号说明:d — 钻头直径 (mm )kc1 —为前角丫 0=0、切削厚度hm=1m 、切削面积为1mni 时所需的切 削力。
(N/mm 2)mc —为切削厚度指数,表示切削厚度对切削力的影响程度,me 值越 大表示切削厚度的变化对切削力的影响越大,反之,则越小丫 0 —前角 (度) Vcd n 1000。
切削速度吃刀量进给速度三者关系及计算公式
切削速度吃刀量进给速度三者关系及计算公式切削速度、吃刀量和进给速度是机械加工中的三个重要参数,它们之间的关系及计算公式如下:1. 切削速度(Cutting Speed):指刀具在切削过程中沿工作件表面移动的速度。
切削速度通常用米每分钟(m/min)或英尺每分钟(ft/min)来表示。
切削速度的计算公式如下:切削速度=((πx刀具直径)x转速)/1000其中,π为圆周率,刀具直径单位为mm,转速单位为转每分钟(rpm)。
2. 吃刀量(Depth of Cut):指刀具在每次切削过程中所移除的工作件材料的厚度。
吃刀量通常用毫米(mm)或英寸(inch)来表示。
吃刀量的选择需要根据工作件材料的硬度、刀具的类型和切削要求等因素来确定。
3. 进给速度(Feed Rate):指工件在切削过程中的移动速度,它决定了切削所移除的材料量。
进给速度通常用毫米每转(mm/rev)或英尺每分钟(inch/min)来表示。
进给速度的计算公式如下:进给速度=进给量/(刀具齿数x转速)其中,进给量单位为mm或inch,刀具齿数为刀具每圈的齿数,转速单位为rpm。
三者之间的关系:切削速度、吃刀量和进给速度三者之间的关系在切削中起着重要的作用,互相影响着切削效果和工件加工质量。
通常情况下,切削速度越高,吃刀量越大,进给速度也相应提高,以保持稳定的切削过程。
切削过程中,当切削速度增加时,同样的吃刀量下,进给速度需要相应提高,以保持单位时间内的切削量不变。
而吃刀量的增加则需要相应提高切削速度和进给速度,以保持切削过程的稳定性。
根据具体的实际加工情况和材料特性,需要进行合适的调整和取舍,以达到最佳的加工效果。
总结:切削速度、吃刀量和进给速度是机械加工中的重要参数,它们之间有着密切的关系。
合理地选择和控制这三个参数,可以提高加工效率、延长刀具寿命、保证加工质量。
在实际加工中,需要根据工件材料、刀具类型、切削要求等因素进行合理的选择和调整,以获得最佳的加工效果。
切削参数和计算公式参考
切削参数和计算公式参考切削参数是指在机械加工过程中控制切削速度、进给量和切削深度的一些关键参数。
切削参数的优化选择对于提高加工效率、降低成本、改善加工质量都有着重要的作用。
以下是一些常用的切削参数和计算公式的参考。
1.切削速度(Vc):切削速度是指刀具与工件相对运动速度的大小,常用的单位是m/min。
选择适当的切削速度可以保证刀具切削性能的发挥,太低的切削速度会导致切削力过大,进而影响加工质量,而太高的切削速度则容易造成刀具磨损和加工表面质量下降。
切削速度的计算公式为:Vc=π×D×n/1000其中,Vc表示切削速度,D表示刀具直径,n表示主轴转速。
2.进给量(f):进给量是指在单位时间内切削削屑的厚度或者单位主轴转角内工件前进的距离,常用的单位是mm/min。
进给量的选择关系到加工时间和切削所需的切削力。
进给量的计算公式为:f=n×i×z其中,f表示进给量,n表示主轴转速,i表示进给率,z表示刀具齿数。
3. 切削深度(ap):切削深度是指切削层厚度的大小,即刀具和工件之间的垂直距离。
切削深度的选择应根据工件材料和刀具性能来进行合理的安排。
4.切削力(Fc,Fr):切削力是指刀具对工件施加的力,也是切削参数的重要指标之一、切削力的大小与切削材料的性质、切削速度、进给量和切削深度等因素有关。
切削力的计算公式为:Fc = k × ap × f其中,Fc表示切削力,k表示切削力系数。
5.切削功率(P):切削功率是指切削过程中单位时间内切削所需要的能量,常用单位为W。
切削功率的计算可以帮助选取合适的切削参数,保证切削过程的稳定性和高效性。
切削功率的计算公式为:P=Fc×Vc/6000其中,P表示切削功率,Fc表示切削力,Vc表示切削速度。
综上所述,切削参数的选择是一项复杂的任务,需要结合实际加工情况、刀具性能和工件要求等多方面因素进行综合考虑。
加工参数计算公式

加工参数计算公式
加工参数计算公式是指在机械加工中,根据不同的加工要求,计算出需要使用的各种加工参数的公式。
这些参数包括切削速度、进给量、切削深度等,它们直接影响着加工的效率、质量和安全性。
1. 切削速度计算公式:
Vc=π×D×n/1000
其中,Vc为切削速度,D为刀具直径,n为主轴转速。
单位为m/min。
2. 进给量计算公式:
f=Z×n×fz
其中,f为进给量,Z为齿数,n为主轴转速,fz为每齿进给量。
单位为mm/min。
3. 切削深度计算公式:
ae=Kt×fz×Z
其中,ae为切削深度,Kt为切削力系数,fz为每齿进给量,Z 为齿数。
单位为mm。
4. 切削宽度计算公式:
ap=ae×tanα
其中,ap为切削宽度,ae为切削深度,α为刀具前角。
单位为mm。
以上是常用的加工参数计算公式,不同的加工过程和材料会有所不同,需要根据具体情况进行调整和计算。
在使用计算公式时,需要注意单位的换算,保证计算结果的准确性。
切削加工常用计算公式

附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = V c ×a p ×f净功率P (KW)3p 1060Kcf a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度)(mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)精选文库 2. 铣削加工铣削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=每齿进给量fz (mm)z n Vffz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vfae ap Q ⨯⨯=净功率P (KW)61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)n 1030P M 3⨯π⨯⨯=以上公式中符号说明D — 实际切削深度处的铣刀直径(mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)精选文库3. 钻削加工切削速度Vc (m/min)1000n d Vc ⨯π⨯=主轴转速n (r/min)d1000Vc n ⨯π⨯=每转进给量f (mm/r)nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min)4Vc f d Q ⨯⨯=净功率P (KW)310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm)n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
(N/mm 2)mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo — 前角 (度)。
切削加工常用计算公式
附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = V c ×a p ×f净功率P (KW)3p 1060Kcf a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度)(mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)铣削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=每齿进给量fz (mm)z n Vffz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vfae ap Q ⨯⨯=净功率P (KW)61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)n 1030P M 3⨯π⨯⨯= 以上公式中符号说明D — 实际切削深度处的铣刀直径(mm ) Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)切削速度Vc (m/min)1000n d Vc ⨯π⨯=主轴转速n (r/min)d1000Vc n ⨯π⨯=每转进给量f (mm/r)nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min)4Vc f d Q ⨯⨯=净功率P (KW)310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm)n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
(N/mm 2)mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo — 前角 (度)。
切削加工常用计算公式

切削加工常用计算公式(共3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = Vc ×a p ×f净功率P (KW)3p 1060Kcf a Vc P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度)(mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)铣削速度Vc (m/min) 1000nD Vc ⨯π⨯=主轴转速n (r/min) D 1000Vc n ⨯π⨯=每齿进给量fz (mm) z n Vff z ⨯=工作台进给速度Vf (mm/min)z n f z Vf ⨯⨯=金属去除率Q (cm 3/min) 1000Vfae ap Q ⨯⨯=净功率P (KW) 61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm) n 1030P M 3⨯π⨯⨯=以上公式中符号说明D — 实际切削深度处的铣刀直径(mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)切削速度Vc (m/min) 1000n d Vc ⨯π⨯=主轴转速n (r/min) d1000Vc n ⨯π⨯=每转进给量f (mm/r) nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min) 4Vc f d Q ⨯⨯=净功率P (KW) 310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm) n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
切削速度的定义
切削速度的定义切削速度是机械加工过程中的一个重要参数,它是指工具切削一定材料时,工具的运行速度,通常用单位时间内工具走过的距离来表示。
下面进行详细的阐述。
一、切削速度的定义切削速度是机械加工中一个非常重要的参数,它指的是工具切削一定材料时,工具的运行速度。
通常用单位时间内工具走过的距离来表示切削速度。
可以说,切削速度是影响机械加工效率的关键参数之一。
二、切削速度的计算切削速度的计算比较简单,一般的计算公式为:切削速度 = π×刀具直径×转速/1000,其中π是圆周率,刀具直径和转速是已知数据。
这个公式适用于金属切削加工中的主轴旋转,但对于其他材料的加工可能需要不同的公式。
三、切削速度的影响因素1.材料性质:不同材料的硬度、塑性等性质各不相同,切削速度也会受到不同程度的影响。
通常来说,硬度越高的材料,切削速度就越低。
2.刀具材料:刀具材料的硬度和耐磨性对切削速度也有很大的影响。
通常来说,硬度和耐磨性较高的刀具可以使用更高的切削速度。
3.切削深度:切削深度是切削过程中的另一个重要因素,通常来说,切削深度越小,可以使用更高的切削速度。
4.润滑状况:润滑对切削速度也有一定的影响,良好的润滑可以降低切削温度和磨损,从而允许使用更高的切削速度。
四、切削速度的优化为了实现更高效、更经济的机械加工,需要对切削速度进行优化。
首先,要根据材料特性和刀具材料选择适当的切削速度。
然后,还可以通过优化切削深度、润滑状况等多种方式来优化切削速度,从而提高生产效率。
总之,切削速度是机械加工中非常重要的参数之一,它的正确选择和优化对于提高加工效率、降低成本等都非常有帮助。
因此,在进行机械加工时,需要充分了解切削速度的定义、计算方法和影响因素,从而确保机械加工的高效进行。
切削加工常用计算公式
1. 车削加工切削速度Vc (m/min) 1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = Vc ×a p ×f净功率P (KW)3p 1060Kcf a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度) (mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)2. 铣削加工铣削速度Vc (m/min)1000n D Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=每齿进给量fz (mm)z n Vf fz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vf ae ap Q ⨯⨯=净功率P (KW)61060Kc Vf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)n 1030P M 3⨯π⨯⨯= 以上公式中符号说明D — 实际切削深度处的铣刀直径 (mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)3. 钻削加工切削速度Vc (m/min)1000n d Vc ⨯π⨯=主轴转速n (r/min)d 1000Vc n ⨯π⨯=每转进给量f (mm/r)n Vf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min)4Vc f d Q ⨯⨯=净功率P (KW)310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm)n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
(N/mm 2)mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo — 前角 (度)。
切削速度的公式
切削速度的公式切削速度是金属切削加工中的一个重要概念,它的公式对于理解和优化加工过程至关重要。
咱们先来说说切削速度到底是个啥。
想象一下,你正在用一把锋利的刀具切削一块金属材料,就好像是在给这块金属“理发”。
刀具切削刃在单位时间内移动的距离,这就是切削速度。
切削速度的公式是:v = πdn / 1000 ,这里的“v”代表切削速度,单位是米每分钟(m/min);“d”表示工件待加工表面的直径,单位是毫米(mm);“n”则是主运动的转速,单位是转每分钟(r/min)。
就拿我之前在工厂实习的经历来说吧。
那时候,师傅让我操作一台车床加工一个轴类零件。
我按照给定的工艺参数设置好了转速和进给量,满心欢喜地以为能顺利完成任务。
结果,加工出来的零件表面粗糙度很差,尺寸也不太对。
师傅过来一看,就指出是我切削速度设置得不合理。
他耐心地给我讲解,说要根据工件的材料、刀具的材料和几何参数,还有加工的精度要求等等来综合确定切削速度。
比如说,加工硬度较高的材料时,切削速度就得适当降低,不然刀具磨损得太快,就像你用一把不太锋利的刀去砍一块硬骨头,硬来的话刀可能就崩口啦。
而对于较软的材料,就可以适当提高切削速度,提高加工效率。
还有啊,如果刀具的耐磨性好,也能承受更高的切削速度。
就好比一个强壮的运动员能跑得更快更久一样。
在实际的加工过程中,还得考虑机床的性能。
有的老旧机床,它的主轴转速范围有限,可能就没法达到理想的切削速度。
这时候,就得想办法调整其他参数来弥补。
另外,切削速度还会影响切削温度。
速度太快,产生的热量多,刀具和工件都容易过热,影响加工质量和刀具寿命。
速度太慢呢,又会降低生产效率。
所以,找到那个最合适的切削速度,就像是在走钢丝,得小心翼翼地保持平衡。
总之,切削速度这个公式虽然看起来简单,但是要真正用好它,可得综合考虑好多因素。
只有这样,才能加工出高质量的零件,提高生产效率,降低成本。
希望大家在实际操作中都能熟练掌握这个公式,让金属切削加工变得更加得心应手!。
常用车削加工计算公式
常用车削加工计算公式车削加工是金属加工中最常见的一种加工方式,适用于各种金属材料的加工。
在车削加工过程中,计算公式是帮助确定切削速度、进给速度和主轴转速等参数的关键因素。
下面将介绍一些常用的车削加工计算公式。
1.切削速度公式:切削速度是指工件表面的切削线速度,通常用Vc表示,单位是m/min。
切削速度公式如下:Vc=π×D×n其中,D为工件直径,单位是mm;n为主轴转速,单位是转/分钟。
2.进给速度公式:进给速度是指刀具在工件上移动的速度,通常用Vf表示,单位是mm/min。
进给速度公式如下:Vf=n×f×z其中,n为主轴转速,单位是转/分钟;f为每转进给量,单位是mm/转;z为刀具刃数。
3.主轴转速公式:主轴转速是指主轴每分钟旋转的圈数,通常用n表示,单位是转/分钟。
主轴转速公式如下:n=1000×Vc/(π×D)其中,Vc为切削速度,单位是m/min;D为工件直径,单位是mm。
4.主轴转动时间公式:主轴转动时间是指主轴从零转速加速到设定转速所需的时间,通常用t表示,单位是秒。
主轴转动时间公式如下:t=(n2-n1)/a其中,n1为初始主轴转速,单位是转/分钟;n2为最终主轴转速,单位是转/分钟;a为主轴加速度,单位是转/分钟²。
5.简化车削时间公式:简化车削时间是指刀具从初始位置移动到终点位置所需的时间,通常用t表示,单位是分钟。
简化车削时间公式如下:t=(L/1000)/Vf其中,L为刀具的移动路径长度,单位是mm;Vf为进给速度,单位是mm/min。
6.车削力公式:车削力是指刀具对工件施加的力,通常用F表示,单位是N。
车削力公式如下:F = K × f × ap × cos(ψ) × c其中,K为切削力系数;f为进给量,单位是mm/转;ap为切削深度,单位是mm;ψ为刀具前角;c为刀具刃数。
常用切削速度计算公式

常用切削速度计算公式-CAL-FENGHAI.-(YICAI)-Company One1常用切削速度计算公式一、三角函数计算θ=b/a θ=tan-1b/aθ=b/c Cos=a/c二、切削刃上选定点相对于工件的主运动的瞬时速度。
铣床切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率 D:刀具直径(mm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm车床切削速度的计算计算公式如下v c=( π d w n )/1000 (1-1)式中 v c ——切削速度 (m/s) ;dw ——工件待加工表面直径( mm );n ——工件转速( r/s )。
S:转速(rpm)三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少(Fz=F=S*Z*FzF=2000*2*F=1000(mm/min)四、残料高的计算Scallop=(ae*ae)/8RScallop:残料高(mm) ae:XY pitch(mm) R刀具半径(mm)例题. Φ20R10精修2枚刃,预残料高,求Pitch为多少mmScallop=ae2/8R=ae2/8*10ae=五、逃料孔的计算Φ=√2R2X、Y=D/4Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm) 例题. 已知一模穴须逃角加工(如图),所用铣刀为ψ10;请问逃角孔最小为多少圆心座标多少Φ=√2R2Φ=√2*52Φ=(mm)X、Y=D/4X、Y=10/4X、Y= mm圆心座标为,六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切,进给量为2000mm/min,求此刀具的取料量为多少Q=(ae*ap*F)/1000Q=35***2000/1000Q=63 cm3/min七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm)D:刀片直径(mm)例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为,Z轴切深,求每刃进给量为多少Fz=hm * √(D/ap )Fz=*√10/Fz=冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf系数表f直径mm进刀mm/rev~ ~~ ~~ ~~25 ~25以上~1英寸=25.4mm=8分25.4/牙数=牙距管牙计算公式例如25.4/18=1.414牙距为5/16丝攻马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)扭矩计算公式如下:Md=1/20*f*ps*f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;。
常用切削速度计算公式
常用切削速度計算公式一、三角函數計算1.tan 0 =b/a 0 =ta n -1b/a2.Sin 0 =b/c Cos=a/c二、切削刃上选定点相对于工件的主运动的瞬时速度。
2.1铣床切削速度的計算V c= ( n * D * S ) /10 0 0Vc:線速度(m/min) n:圓周率(3.14159) D :刀具直徑(mm) 例題.使用①25的銑刀Vc為(m/min)25 求S=?rpmVc=n ds/1OOO25= n *25*S/1000S=1000*25/ n *25S=320rpm2.2车床切削速度的計算计算公式如下v c=( n d w n )/1000 (1 -1)式中v c ――切削速度(m/s);dw ——工件待加工表面直径( mm );n ------ 工件转速(r/s ) oS:轉速仲m)三、進給量(F值)的計算F = S*Z*F zF:進給量(mm/min) S :轉速仲m) Z :刃數F z:(實際每刃進給)例題.一標準2刃立銑刀以2000rpm)速度切削工件,求進給量(F值)為多少?(F z=0.25mm)F = S*Z*F zF = 2000*2*0.25F = 1000(mm/mi n)四、殘料高的計算Scallop =( ae* ae)/ 8R Scallop :殘料高(mm) ae: XY pitch(mm) R 刀具半徑(mm) 例題.①20R10精修2枚刃,預殘料高0.002mm求Pitch為多少? mmScallop=ae2/8R0.002=ae2/8*10ae=0.4mm五、逃料孔的計算①"2R 2 X、Y = D/4①:逃料孔直徑(mm) R刀具半徑(mm) D:刀具直徑(mm) 例題.已知一模穴須逃角加工(如圖),所用銑刀為书10;請問逃角孔最小為多少?圓心座標多少?①=V2R 2①=V2*5 2①=7.1(mm)X、Y = D/4X、Y=10/4X、Y= 2.5 mm圓心座標為(2.5,-2.5)六、取料量的計算Q=( ae* ap*F)/10 0 0Q: 取料量(cm3/min) ae:XY pitch(mm) ap : Z pitch(mm)例題.已知一模仁須cavity等高加工,①35R5的刀XY pitch是刀具的60%每層切1.5mm進給量為2000mm/min求此刀具的取料量為多少?Q=( ae* ap*F)/1000Q= 35*0.6*1.5*2000 /1000Q = 63 cm3/min七、每刃進給量的計算F z =h m * V ( D/ ap )F z:實施每刃進給量h m 理論每刃進給量ap : Z pitch(mm)D:刀片直徑(mm)例題(前提depo XY pitch 是刀具的60%)depo①35R5的刀,切削NAK80材料h m為0.15mm Z軸切深1.5mm 求每刃進給量為多少?F z =h m * V ( D/ ap )F z = 0.2* V 10/1.5F z= 0.5mm沖模刀口加工方法刀口加工深度=板厚—刀口高+鉆尖(0.3D)D表示刀徑鑽頭鑽孔時間公式T(min)=L(min)/N(rpm)*f(mm/rev) =nDL/1000vfL:鑽孔全長N:回轉數f:進刀量系數D:鑽頭直徑v:切削速度如圖孔深1 鑽頭孔全長L 則L=l+D/3T=L/Nf=nDL/1000vf系數表f 直徑mm 進刀mm/rev1.6~3.2 0.025~0.0753.2~6.4 0.05~0.156.4~12.8 0.10~0.2512.8~25 0.175~0.37525 以上0.376~0.6251英寸=25.4mm=8分25.4/牙數二牙距管牙計算公式例如25.4/18 = 1.414 牙距為5/16絲攻馬力(槍鑽)W=Md*N/97.410W:所要動力(KW)Md:扭矩(kg — cm)N:回轉數(r . p . m)扭矩計算公式如下:Md=1/20*f*ps*f為進給量mm/rev系數r為鑽頭半徑賽(mm)a:切削抵抗比值ps.在小進給時,一般鋼為5 0 0 kg/mtf; 一般鑄鐵為300kg/mtf; B1-400K立式升降台铣床主要参数介绍项目单位XA5032 B1-400K 工作面积宽*长mm 320*1250 400*1600工作台承载重量kg 500 800 T型槽数目个 3 3T型槽宽度mm 18 18T型槽间距mm 70 90X向(工作台纵向)手动/机动mm 700/680 900/880行程Y向(滑座横向)手动/机动mm 255/240 315/300 Z向(升降台垂向)手动/机动mm 370/350 385/365 最大回转角度deg ±45 ±45转速r/min 30-1500 300-1500转速级数Step 18 18锥孔ISO7 : 24 NO.50 ISO7 : 24 NO.50 主轴轴向移动距离mm 85 85 主轴端面至工作台距离最小/最大mm 45/415 30/500 主轴中心线至床身垂直导轨面距离mm 350 450切削进给速度mm/minX , Y : 23.5-1180, Z:8-394 X : 19-950 Y : 12.6-634 Z:6.3-317进给快速移动进给速度mm/min X, Y: 2300, Z: 770 X, Y: 2300, Z: 770 进给级数Step 18 18电动主轴电机功率KW 7.5 11机进给电机功率KW 1.5 3其他机床外形尺寸(长*宽*高)mm 2272*1770*2094 2556*2159*2298 机床净重(约)kg 2800 4250。
切削速度计算公式

切削速度计算公式切削速度是切削加工中一个十分重要的参数,它表示刀具在切削过程中每分钟切削的长度。
切削速度的计算公式可以通过根据工件材料、切削刀具和刀具直径来确定。
以下是常见的切削速度计算公式。
1.单刃铣刀的切削速度计算公式:Vc=π*Dc*n其中,Vc表示切削速度(单位:m/min),Dc表示刀具直径(单位:mm),n表示主轴转速(单位:rpm)。
2.钢材的切削速度计算公式:Vc=(π*Dc*n)/1000其中,Vc表示切削速度(单位:m/min),Dc表示刀具直径(单位:mm),n表示主轴转速(单位:rpm)。
3.车削加工中的切削速度计算公式:Vc=(π*Dc*n)/1000其中,Vc表示切削速度(单位:m/min),Dc表示刀具直径(单位:mm),n表示主轴转速(单位:rpm)。
4.钻削加工中的切削速度计算公式:Vc=(π*Dc*n)/1000其中,Vc表示切削速度(单位:m/min),Dc表示刀具直径(单位:mm),n表示主轴转速(单位:rpm)。
5.铣削加工中的切削速度计算公式:Vc = nc * fz * z其中,Vc表示切削速度(单位:mm/min),nc表示铣削系数(单位:mm/z),fz表示进给速度(单位:mm/min),z表示齿数。
需要注意的是,以上计算公式中的单位可能有所不同,具体应根据实际情况进行转换。
切削速度的选择直接影响到加工效率和工件表面质量,因此在具体应用中需要综合考虑工件材料特性、刀具耐磨性和工艺要求等因素,选择合适的切削速度。
同时,切削过程中应注意刀具的冷却润滑,以减少切削热量对刀具和工件的损伤。
切削加工常用计算公式

扭矩 M M
(Nm) P 30 10 3
n
以上公式中符号说明 D — 实际切削深度处的铣刀直径 Z — 铣刀齿数
ap — 轴向切深 (mm)
(mm)
ae — 径向切深 (mm)
3. 钻削加工
切削速度 Vc
(m/min)
Vc d
n
1000
主轴转速 n
(r/min)
Vc 1000 n
d
每转进给量 f Vf
mc — 为切削厚度指数, 表示切削厚度对切削力的影响程度, mc值越
大表示切削厚度的变化对切削力的影响越大,反之,则越小
γ o — 前角
(度)
3 、通过活动,使学生养成博览群书的好
习惯。
B 比率分析法和比较分析法不能测算出各因素的影响程度。√ C 采用约当产量比例法,分配原材料费用与分配加工费用所用的完工率都是一致的。X C采用直接分配法分配辅助生产费用时,应考虑各辅助生产车间之间相互提供产品或劳务的情况。错 C 产品的实际生产成本包括废品损失和停工损失。√ C 成本报表是对外报告的会计报表。× C 成本分析的首要程序是发现问题、分析原因。× C 成本会计的对象是指成本核算。×
f n
(mm/r)
进给速度 Vf
(mm/min)
Vf f n
金属切除率 Q (cm3/min) d f Vc
Q 4
净功率 P
(KW)
P
f Vc d kc 240 103
扭矩 M M
(Nm) P 30 10 3
n
以上公式中符号说明:
d — 钻头直径 (mm)
kc1 — 为前角 γo=0、切削厚度 hm=1m、m切削面积为 1mm2 时所需的切 削力。 (N/mm 2)
切削速度Vc计算公式
切削速度Vc计算公式
切削速度Vc是机械加工过程中,刀具相对于工件表面的移动速度。
它是决定加工效率和表面质量的重要参数之一。
在不同的加工情况下,需要选择合适的切削速度来实现预期的加工效果。
下面是切削速度Vc的计算公式:
Vc = π× D × n / 1000
其中,Vc表示切削速度,单位是m/min;D表示刀具直径,单位是mm;n表示主轴转速,单位是rpm。
该公式表明,切削速度与刀具直径和主轴转速有关,当转速提高或直径增大时,切削速度也会相应提高。
切削速度的大小对切削力、切削温度和切削表面质量等都有影响,因此在实际加工中需要根据具体情况进行选择。
- 1 -。
切削加工常用计算公式

切削加工常用计算公式集团档案编码:[YTTR-YTPT28-YTNTL98-UYTYNN08]
附录3:切削加工常用计算公式
(mm)
f —每转进给量(mm/r)
lw —工件长度 (mm)
2. 铣削加工
铣削速度Vc (m/min)
主轴转速n (r/min)
每齿进给量fz (mm)
工作台进给速度Vf (mm/min)
金属去除率Q (cm3/min)
净功率P (KW)
扭矩M (Nm)
以上公式中符号说明
D —实际切削深度处的铣刀直径(mm)
Z —铣刀齿数
a p —轴向切深 (mm)
a e —径向切深 (mm)
3. 钻削加工
切削速度Vc (m/min)
主轴转速n (r/min)
每转进给量f (mm/r)
进给速度Vf (mm/min)
金属切除率Q (cm3/min)
净功率P (KW)
扭矩M (Nm)
以上公式中符号说明:
d —钻头直径 (mm)
kc1 —为前角γo=0、切削厚度hm=1mm、切削面积为1mm2时所需的切削力。
(N/mm2)
mc —为切削厚度指数,表示切削厚度对切削力的影响程度,mc值越大表示切削厚度的变化对切削力的影响越大,反之,则越小
—前角(度)
γ
o。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用切削速度計算公式
一、三角函數計算
1.tanθ=b/a θ=tan-1b/a
2.Sinθ=b/c Cos=a/c
二、切削刃上选定点相对于工件的主运动的瞬时速度。
2.1 铣床切削速度的計算
Vc=(π*D*S)/1000
Vc:線速度(m/min) π:圓周率(3.14159) D:刀具直徑(mm)
例題. 使用Φ25的銑刀Vc為(m/min)25 求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
2.2 车床切削速度的計算计算公式如下v c=( π d w n )/1000 (1-1) 式中 v c ——切削速度 (m/s) ;
dw ——工件待加工表面直径( mm );
n ——工件转速( r/s )。
S:轉速(rpm)
三、進給量(F值)的計算
F=S*Z*Fz
F:進給量(mm/min) S:轉速(rpm) Z:刃數
Fz:(實際每刃進給)
例題.一標準2刃立銑刀以2000rpm)速度切削工件,求進給量(F
值)為多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
四、殘料高的計算
Scallop=(ae*ae)/8R
Scallop:殘料高(mm) ae:XY pitch(mm) R刀具半徑(mm)
例題. Φ20R10精修2枚刃,預殘料高0.002mm,求Pitch為多
少?mm
Scallop=ae2/8R
0.002=ae2/8*10
ae=0.4mm
五、逃料孔的計算
Φ=√2R2 X、Y=D/4
Φ:逃料孔直徑(mm) R刀具半徑(mm) D:刀具直徑(mm)
例題. 已知一模穴須逃角加工(如圖),
所用銑刀為ψ10;請問逃角孔最小
為多少?圓心座標多少?
Φ=√2R2
Φ=√2*52
Φ=7.1(mm)
X、Y=D/4
X、Y=10/4
X、Y=2.5 mm
圓心座標為(2.5,-2.5)
六、取料量的計算
Q=(ae*ap*F)/1000
Q:取料量(cm3/min) ae:XY pitch(mm) ap:Z pitch(mm)
例題. 已知一模仁須cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每層切1. 5mm,進給量為2000mm/min,求此刀具的取料量為多少?
Q=(ae*ap*F)/1000
Q=35*0.6*1.5*2000/1000
Q=63 cm3/min
七、每刃進給量的計算
Fz=hm * √(D/ap )
Fz:實施每刃進給量hm:理論每刃進給量 ap:Z pitch(mm)
D:刀片直徑(mm)
例題 (前提depo XY pitch是刀具的60%)
depoΦ35R5的刀,切削NAK80材料hm為0.15mm,Z軸切深1.5mm,求每刃進給量為多少?
Fz=hm * √(D/ap )
Fz=0.2*√10/1.5
Fz=0.5mm
沖模刀口加工方法
刀口加工深度=板厚-刀口高+鉆尖(0.3D)
D表示刀徑
鑽頭鑽孔時間公式
T(min)=L(min)/N(rpm)*f(mm/rev)
=πDL/1000vf
L:鑽孔全長N:回轉數f:進刀量系數
D:鑽頭直徑v:切削速度
如圖孔深l鑽頭孔全長L則L=l+D/3
T=L/Nf=πDL/1000vf
系數表f直徑mm進刀mm/rev
1.6~3.2 0.025~0.075
3.2~6.4 0.05~0.15
6.4~12.8 0.10~0.25
12.8~25 0.175~0.375
25以上0.376~0.625
1英寸=25.4mm=8分
25.4/牙數=牙距管牙計算公式
例如25.4/18=1.414牙距為5/16絲攻
馬力(槍鑽)
W=Md*N/97.410
W:所要動力(KW)
Md:扭矩(kg-cm)
N:回轉數(r.p.m)
扭矩計算公式如下:
Md=1/20*f*ps*
f為進給量mm/rev系數
r為鑽頭半徑賽(mm)
α:切削抵抗比值ps.在小進給時,一般鋼為500kg/m㎡;一般鑄鐵為300kg/m㎡;。