机械坐标系速查表
20194标准坐标系.ppt

下一页 返回
图2-1 数控机床标准坐标系
返回
ห้องสมุดไป่ตู้
二、坐标系与运动方向的规定
1.建立坐标系的基本原则
(1)永远假定工件静止,刀具相对于静止的工件移动。 (2)坐标系采用右手直角笛卡尔坐标系。 (3)规定 Z 坐标轴的运动由传递切削动力的主轴决定,与 主轴轴线平行的坐标轴即为 Z轴,X 轴为水平方向,平行于 工件装夹面并与 Z 轴垂直。 (4)规定以刀具远离工件的方向为坐标轴的正方向。
1 数控机床的坐标系
1 .标准坐标系 标准坐标系采用右手直角笛卡儿坐标系, 也称右手直角坐标
系, 如图2 -1所示。基本坐标轴X、Y、Z的关系及其正方 向用右手直角定则判定。 2 .遵循的原则 ( 1)刀具相对静止工件运动的原则。 ( 2)不带“ ′ ” 的坐标轴( X、Y、Z、A、B、C) 表示 刀具运动; 带“ ′ ” 的表示工件运动。 ( 3)坐标轴正方向的规定。规定增大刀具与工件距离的方 向为坐标轴正方向。
数控机床坐标系
▪ 机床原点
▪ 机床坐标系的零点。这个原点是在机床调试完成 后便确定了,是机床上固有的点。
▪ 机床原点的建立:用回零方式建立。 ▪ 机床原点建立过程实质上是机床坐标系建立过程
第三节 数控机床的坐标系
▪ 机床坐标系
▪ 以机床原点为坐标系原点的坐标系,是机床固有 的座标系,它具有唯一性。
工件原点
立式数控机床的坐标系
卧式数控机床的坐标系
谢谢观看/欢迎下载
BY FAITH I MEAN A VISION OF GOOD ONE CHERISHES AND THE ENTHUSIASM THAT PUSHES ONE TO SEEK ITS FULFILLMENT REGARDLESS OF OBSTACLES. BY FAITH I BY FAITH
第三节 数控机床的坐标系
一. 坐标轴的运动方向及其命名
统一规定数控机床坐标轴及其运动的方向,可 使编程方便,并使编出的程序对同类型机床有通用 性。同时也给 维修和使用带来极大的方便。ISO和 我国都拟定了命名的标准。
第三节 数控机床的坐标系
▪ 进给运动坐标系
ISO和中国标准规定: ▪ 数控机床的每个进给轴(直线进给、圆进给) 定义为
X +A、+B、+C
第三节 数控机床的坐标系
坐标轴方向:定义为刀具相对工件运动的方向。 编程时不必知道机床运动的具体配置,就能正确地进 行编程。
附加坐标轴:平行于基本坐标系中坐标轴的进给轴, 用U.V.W表示。
第三节 数控机床的坐标系
1. Z坐标(轴)
▪ 方位
▪ Z坐标平行主轴轴线的进给轴。
+X/ +Y/
数控机床的坐标系
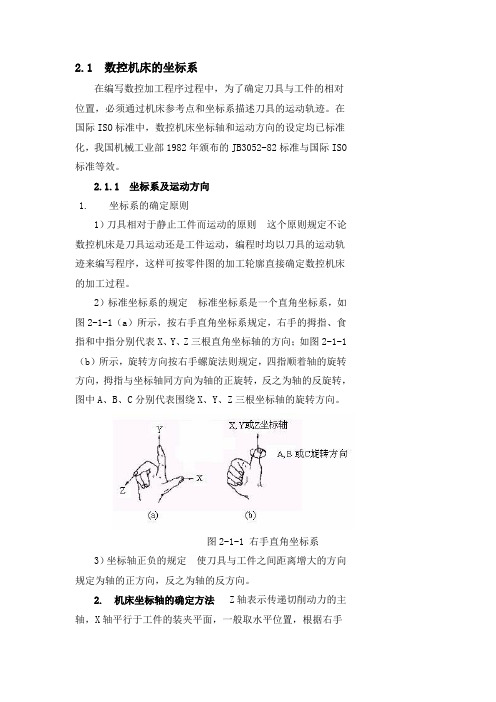
2.1 数控机床的坐标系在编写数控加工程序过程中,为了确定刀具与工件的相对位置,必须通过机床参考点和坐标系描述刀具的运动轨迹。
在国际ISO标准中,数控机床坐标轴和运动方向的设定均已标准化,我国机械工业部1982年颁布的JB3052-82标准与国际ISO 标准等效。
2.1.1 坐标系及运动方向1. 坐标系的确定原则1)刀具相对于静止工件而运动的原则这个原则规定不论数控机床是刀具运动还是工件运动,编程时均以刀具的运动轨迹来编写程序,这样可按零件图的加工轮廓直接确定数控机床的加工过程。
2)标准坐标系的规定标准坐标系是一个直角坐标系,如图2-1-1(a)所示,按右手直角坐标系规定,右手的拇指、食指和中指分别代表X、Y、Z三根直角坐标轴的方向;如图2-1-1(b)所示,旋转方向按右手螺旋法则规定,四指顺着轴的旋转方向,拇指与坐标轴同方向为轴的正旋转,反之为轴的反旋转,图中A、B、C分别代表围绕X、Y、Z三根坐标轴的旋转方向。
图2-1-1 右手直角坐标系3)坐标轴正负的规定使刀具与工件之间距离增大的方向规定为轴的正方向,反之为轴的反方向。
2. 机床坐标轴的确定方法Z轴表示传递切削动力的主轴,X轴平行于工件的装夹平面,一般取水平位置,根据右手直角坐标系的规定,确定了X和Z坐标轴的方向,自然能确定Y轴的方向。
1)车床坐标系如图2-1-2所示,Z坐标轴与车床的主轴同轴线,刀具横向运动方向为X坐标轴的方向,旋转方向C表示主轴的正转。
图2-1-2车床坐标系2)立式铣床坐标系图2-1-3 立式铣床坐标系图2-1-4 卧式铣床坐标系如图2-1-3所示,Z坐标轴与立式铣床的直立主轴同轴线,面对主轴,向右为X坐标轴的正方向,根据右手直角坐标系的规定确定Y坐标轴的方向朝前。
3)卧式铣床坐标系如图2-1-4所示,Z坐标轴与卧式铣床的水平主轴同轴线,面对主轴,向左为X坐标轴的正方向,根据右手直角坐标系的规定确定Y坐标轴的方向朝上。
测量常用各种坐标系及其转换
测量常用各种坐标系及其转换一、北京54坐标系简介北京54坐标系为参心大地坐标系,大地上的一点可用经度L54、纬度M54和大地高H54定位,它是以克拉索夫斯基椭球为基础,经局部平差后产生的坐标系。
1954年北京坐标系的历史:新中国成立以后,我国大地测量进入了全面发展时期,在全国范围内开展了正规的,全面的大地测量和测图工作,迫切需要建立一个参心大地坐标系。
由于当时的“一边倒”政治趋向,故我国采用了前苏联的克拉索夫斯基椭球参数,并与前苏联1942年坐标系进行联测,通过计算建立了我国大地坐标系,定名为1954年北京坐标系。
因此,1954年北京坐标系可以认为是前苏联1942年坐标系的延伸。
它的原点不在北京而是在前苏联的普尔科沃。
它是将我国一等锁与原苏联远东一等锁相连接,然后以连接处呼玛、吉拉宁、东宁基线网扩大边端点的原苏联1942年普尔科沃坐标系的坐标为起算数据,平差我国东北及东部区一等锁,这样传算过来的坐标系就定名为1954年北京坐标系。
因此,P54可归结为:a.属参心大地坐标系;b.采用克拉索夫斯基椭球的两个几何参数;c.大地原点在原苏联的普尔科沃;d.采用多点定位法进行椭球定位;e.高程基准为1956年青岛验潮站求出的黄海平均海水面;f.高程异常以原苏联1955年大地水准面重新平差结果为起算数据。
按我国天文水准路线推算而得。
坐标参数椭球坐标参数:长半轴a=6378245m;短半轴=6356863.0188m;扁率α=1/298.3。
缺点自P54建立以来,在该坐标系内进行了许多地区的局部平差,其成果得到了广泛的应用。
但是随着测绘新理论、新技术的不断发展,人们发现该坐标系存在如下缺点:1、椭球参数有较大误差。
克拉索夫斯基椭球差数与现代精确的椭球参数相比,长半轴约大109m。
2、参考椭球面与我国大地水准面存在着自西向东明显的系统性的倾斜,在东部地区大地水准面差距最大达+60m。
这使得大比例尺地图反映地面的精度受到影响,同时也对观测量元素的归算提出了严格的要求。
解密:工业机器人四大坐标系,小白可以进来学习

解密:工业机器人四大坐标系,小白可以进来学习
机器人坐标系的种类
定义:机器人分为机器人本体轴和外部轴。
外部轴又分为滑台和上位机等。
如无特别说明,机器人轴即指机器人本体的运动轴。
对机器人进行轴操作时,可以使用以下几种坐标系(各牌子机器人叫法不一致):
一、关节坐标系
机器人各轴进行单独动作,称关节坐标系。
二.直角坐标系
直角坐标系的原点定义在机器人轴轴线上,是与2轴所在水平面的交点。
直角坐标系的方向规定:X轴方向向前,Z轴方向向上,Y轴根据右手定则确定。
不管机器人处于什么位置,均可沿设定的X 轴、Y 轴、Z 轴平行移动。
三.工具坐标系
工具坐标系把机器人腕部法兰盘所持工具的有效方向作为Z 轴,并把坐标定义在工具的尖端点。
四.用户坐标系
在机器人动作允许范围内的任意位置,设定任意角度的X、Y、Z 轴,用户坐标系一般定义在工件,方向由用户自己定义.
以下是用户坐标的使用范例。
坐标系及功能字

•
•2、参考坐标系 • 由于刀具无法回到机床坐标系原点,就无法找到位置基 准。由机床生产商在机床另一合适位置建立了一个坐标系, 叫参考坐标系。其功能完全等同于机床坐标系。在实际中就 用参考坐标系代替机床坐标系,二者基本上合一。 • • 数控机床开机时必须首先找到机床「或称机械(或参考) 」
坐标系原点(简称机床原点)---机床回零。
•我国的经济型数控车床坐标系?
•
•前置刀架
•后置刀架
•
•(二)、数控机床的坐标系分类
数控机床的坐标系分为: 机床坐标系 工件坐标系 参考坐标系
1.机床坐标系 又称机械坐标系,其坐标和运动方向视机床的种类和
结构而定。它是由数控机床生产商通过机械硬件和电气件 在机床某个固定位置建立的,其坐标系原点的位置是:固 定不变的。
•1、每转进给量(系统默认)(即:普通机床进给量 ) • 编程格式 G99 F— • F后面的数字表示的是主轴每转进给量,单位为mm/r。
例:G99 F0.2 表示进给量为0.2 mm/r。
•
•2、每分钟进给量 编程格式G98 F— F后面的数字表示的是每分钟进给量,单位为 mm/min。 例:G98 F100 表示进给量为100mm/min。
S或V F
主轴转数或切削速度 进给量或进给速度
T
刀库中刀具编号
•
•准备功能字G的说明
•1、模态指令与非模态指令,又称续效指令与非续效指令
• 如:G00/G01/G02/G03
•2、指令组别:同组别的指令不能写在同一句程序中,非同组别的指令可以。
• 如:G00G01X20Z-16F100
“×”
•
G90G54G00X60Z10
“√”
数控机床的标准坐标系
数控机床的标准坐标系数控机床是一种通过数字控制系统来控制工具在加工过程中沿着预先确定的轨迹进行移动的机床。
在数控机床加工过程中,标准坐标系是非常重要的概念。
标准坐标系是指机床上工件加工所采用的坐标系,它是数控机床上各种运动的基准。
了解和掌握数控机床的标准坐标系对于操作数控机床、编写数控加工程序以及进行数控加工具有重要的意义。
本文将从数控机床的标准坐标系的概念、分类、特点以及应用等方面进行详细介绍。
一、概念。
标准坐标系是指在数控机床上确定的用于表示工件加工位置的坐标系。
它是数控机床上各个运动的基准,通常采用直角坐标系和极坐标系。
直角坐标系是指以机床主轴中心线为原点,分别沿着机床的X、Y、Z三个方向建立的坐标系。
而极坐标系则是以机床主轴中心线为原点,以半径和角度来表示工件的加工位置。
二、分类。
根据数控机床上的不同工作部件和加工方式,标准坐标系可以分为工件坐标系和机床坐标系。
工件坐标系是指以工件为参照物建立的坐标系,它随着工件的移动而移动。
而机床坐标系则是指以机床为参照物建立的坐标系,它是相对固定的。
根据工件的不同形状和加工要求,工件坐标系又可以分为直角坐标系和极坐标系。
三、特点。
数控机床的标准坐标系具有以下几个特点:1. 确定性,标准坐标系是确定的,它是数控机床上各种运动的基准,能够准确地表示工件的加工位置。
2. 统一性,在数控机床上,通常会规定一个统一的标准坐标系,以便于编写加工程序和进行加工操作。
3. 可移动性,工件坐标系随着工件的移动而移动,可以根据加工需要进行调整和变换。
4. 稳定性,机床坐标系相对固定,保持稳定性,不会随着工件的移动而变化。
四、应用。
标准坐标系在数控机床加工中有着广泛的应用,主要体现在以下几个方面:1. 编写加工程序,在进行数控加工时,需要根据工件的形状和加工要求,在相应的坐标系下编写加工程序,确定加工路径和加工参数。
2. 加工定位,在进行数控加工时,需要将工件放置在适当的位置,确定工件的坐标系,以便于进行加工定位和加工操作。
数控机床坐标系简介
2021/7/21
2021/7/21
(3)、Y坐标轴 根据X、Z坐标轴,按照右手直角笛卡儿坐标系确定。
注:如在X、Y、Z主要直线运动之外还有第二组平行于它们的运动,可分别将它 们坐标定为U、V、W。
2021/7/21
(4)工件的运动 上述坐标轴正方向,均是假定工件不动,刀具相对于工件作进给运动
而确定的方向,即刀具运动坐标系。但在实际机床加工时,有很多都是 刀具相对不动,而工件相对于刀具移动实现进给运动的情况。此时,应 在各轴字母后加上“ ’ ”表示工件运动坐标系。按相对运动关系,工 件运动的正方向恰好与刀具运动的正方向相反,即有:
2021/7/21
事实上,不管是刀具运动还是工件运动,在进行编程计算时, 一律都是假定工件不动,按刀具相对运动的坐标来编程。机床操作 面板上的轴移动按钮所对应的正负运动方向,也应该是和编程用的 刀具运动坐标方向相一致。比如,对立式数控铣床而言,按+X轴移 动钮或执行程序中+X移动指令,应该是达到假想工件不动,而刀具 相对工件往右(+X)移动的效果。但由于在X、Y平面方向,刀具实际 上是不移动的,所以相对于站立不动的人来说,真正产生的动作却 是工作台带动工件在往左移动(即+X'运动方向)。若按+Z轴移动钮, 对工作台不能升降的机床来说,应该就是刀具主轴向上回升;而对 工作台能升降而刀具主轴不能上下调节的机床来说,则应该是工作 台带动工件向下移动,即刀具相对于工件向上提升。
数控机床的坐标系

Z轴
Y轴 X轴
Y轴偏置量
Z 轴 偏 置 量 X轴偏置量
机床原点
工件原点
Z轴
Y轴
X轴 Z轴偏置量
Y 轴 偏 置 量
X轴偏置量
机床原点
工件原点
立式数控机床的坐标系
卧式数控机床的坐标系
31
三、绝对坐标编程和相对坐标编程
定义
绝对坐标编程:工件所有点的坐标值基于某一 坐标系(机床或工件) 零点计量的编程方式。
相对坐标编程:运动轨迹的终点坐标值是相对 于起点计量的编程方式(增量坐标编程)。
32
绝对坐标
增量坐标
X25 Y50
X15 Y25
33
表达方式:G90/G91; X.Y.Z绝对,U.V.W 相对
选用原则:主要根据具体机床的坐标系, 考虑编程的方便(如图纸尺寸标注方式等) 及加工精度的要求,选用坐标的类型。
数控机床的坐标系
数控机床在加工时,坐标系页面上一般都显示四个坐标系:相 对坐标系、剩余坐标系、绝对坐标系(工件坐标系)和机床坐 标系。在数控编程时,需要重点掌握和了解的是机床坐标系和 工件坐标系。
1. 机床坐标系
机床坐标系是机床上固有的坐标系,它是制造、调整机 床的基础,也是建立工件坐标系的基础。机床坐标系在出厂前 已经调整好,一般情况下,不允许用户进行变动。机床坐标系 的原点(一般用M表示)也叫机床零点。机床零点M是建立其它 坐标系的基准。不同的机床,机床的零点的位置也不同。机床 零点一般不能直接测量,所以在设计机床时就设定一个与机床 零点有固定位置关系的点,这个点叫机床参考点(一般用R表 示),通过让机床返回参考点来建立起数控机床的坐标系。
主轴能摆动:
在摆动的范围内只与标准坐标系中的某一坐标平行时,则 这个坐标便是Z坐标;
机器人小知识 工业机器人的五个坐标系你都了解吗

机器人小知识工业机器人的五个坐标系你都了解吗机器人小知识工业机器人的五个坐标系你都了解吗机器人小知识|工业机器人的五个坐标系你都了解吗?坐标系就是为确认机器人的边线和姿态而在机器人或空间上展开定义的边线指标系统。
坐标系分成关节坐标系和直角坐标系则。
1. 关节坐标系关节坐标系就是预设在机器人关节中的坐标系。
关节坐标系中机器人的边线和姿态,以各关节底座两端的关节坐标系为基准而确认。
j1:0°j2:0°j3:0°j4:0°j5:0°j6:0°右图1中的关节坐标系的关节值:2. 直角坐标系直角坐标系则中的机器人的边线和姿态,通过从空间上的直角坐标系则原点至工具两端的直角坐标系则原点(工具中心点)的坐标值x、y、z和空间上的直角坐标系则的相对x轴、y轴、z轴周围的工具两端的直角坐标系则的回去转角w、p、r不予定义。
右图2为(w、p、r)的含义。
3. 世界坐标系世界坐标系则就是被紧固在空间上的标准直角坐标系则,其被紧固在由机器人事先确认的边线。
用户坐标系就是基于该坐标系而预设的。
它用作边线数据的示教和继续执行。
有关各机器人(r系列/m系列/arcmate/lrmate)的世界坐标系则原点边线的大致标准为:①顶吊安装机器人、m-710ic以外:在j1轴上水平移动j2轴而交叉的位置。
②顶上缠加装机器人、m-710ic:j1轴处在0位时,返回j4轴最近的j1轴上的点。
4. 工具坐标系这就是用以定义工具中心点(tcp)的边线和工具姿态的坐标系。
工具坐标系必须事先展开预设。
在没定义的时候,将由预设工具坐标系去替代该坐标系。
5. 用户坐标系这就是用户对每个作业空间展开定义的直角坐标系则。
它用作边线寄存器的示教和继续执行、边线补偿指令的继续执行等。
在没定义的时候,将由世界坐标系则去替代该坐标系。
机械制图公差尺寸和查表
1、公差表
在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最常用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
这三张表格不仅适用于光滑圆柱配合,也包括其他表面或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表面或轴表面)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,凡是属于这一段范围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
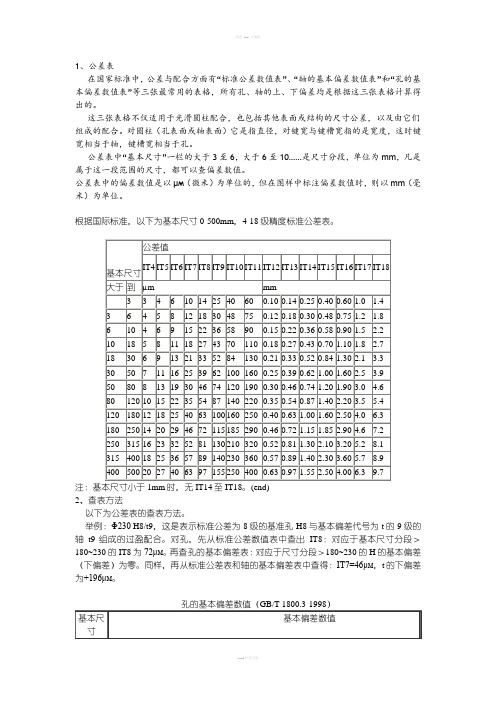
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
(end)
2、查表方法
以下为公差表的查表方法。
举例:Φ230 H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46μм,t的下偏差为+196μм。
孔的基本偏差数值(GB/T 1800.3-1998)
轴的基本偏差数值(摘自GB/T 1800.3—1998)(mm)
注:1.基本尺寸≤1mm时,基本偏差a和b均不采用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G54.1P38(外部参数#7000)
X Y Z A
#7741 #7742 #7743 #7744
G54.1P39(外部参数#7000)
X Y Z A
#7761 #7762 #7763 #7764
#5261 #5262 #5263 #5264
G57(外部参数#5200)
X Y Z A
#5281 #5282 #5283 #5284
G58(外部参数#5200)
X Y Z A
#5301 #5302 #5303 #5304
G59(外部参数#5200)
G54.1P33(外部参数#7000)
X Y Z A
#7641 #7642 #7643 #7644
G54.1P34(外部参数#7000)
X Y Z A
#7661 #7662 #7663 #7664
G54.1P35(外部参数#7000)
G54.1P47(外部参数#7000)
X Y Z A
#7921 #7922 #7923 #7924
G54.1P48(外部参数#7000)
X Y Z A
#7941 #7942 #7943 #7944
轴 功能 变量号
X Y Z A
#7401 #7402 #7403 #7404
G54.1P22(外部参数#7000)
X Y Z A
#7421 #7422 #7423 #7424
G54.1P23(外部参数#7000)
X Y Z A
外部工件零点偏移 #2500 #5201
G54工件零点偏移 #2501 #5221
G55工件零点偏移 #2502 #5241
第一轴 G56工件零点偏移 #2503 #5261
G57工件零点偏移 #2504 #5281
O9004 6074
O9005 6075
O9006 6076
O9007 6077
O9008 6078
O9009 6079
O9010 6050
O9011 6051
O9012 6052
X Y Z A
#5321 #5322 #5323 #5324
G54.1P1(外部参数#7000)
X Y Z A
#7001 #7002 #7003 #7004
G54.1P2(外部参数#7000)
X Y Z A
#7301 #7302 #7303 #7304
G54.1P17(外部参数#7000)
X Y Z A
#7321 #7322 #7323 #7324
G54.1P18(外部参数#7000)
X Y Z A
#7341 #7342 #7343 #7344
X Y Z A
#7681 #7682 #7683 #7684
G54.1P36(外部参数#7000)
X Y Z A
#7701 #7702 #7703 #7704
G54.1P37(外部参数#7000)
X Y Z A
G58工件零点偏移 #2505 #5301
G59工件零点偏移 #2506 #5321
外部工件零点偏移 #2600 #5202
G54工件零点偏移 #2601 #5222
G55工件零点偏移 #2602 #5242
第二轴 G56工件零点偏移 #2603 #5262
G57工件零点偏移 #2604 #5282
G58工件零点偏移 #2605 #5302
G59工件零点偏移 #2606 #5322
外部工件零点偏移 #2700 #5203
X Y Z A
#7821 #7822 #7823 #7824
G54.1P43(外部参数#7000)
X Y Z A
#7841 #7842 #7843 #7844
G54.1P44(外部参数#7000)
X Y Z A
G54.1P19(外部参数#7000)
X Y Z A
#7361 #7362 #7363 #7364
G54.1P20(外部参数#7000)
X Y Z A
#7381 #7382 #7383 #7384
G54.1P21(外部参数#7000)
O9022 6082
O9023 6083
O9024 6084
O9025 6085
O9026 6086
O9027 6087
O9028 6088
O9029 6089
地址 变量号
G54.1P12(外部参数#7000)
X Y Z A
#7221 #7222 #7223 #7224
G54.1P13(外部参数#7000)
X Y Z A
#7241 #7242 #7243 #7442 #7443 #7444
G54.1P24(外部参数#7000)
X Y Z A
#7461 #7462 #7463 #7464
G54.1P25(外部参数#7000)
X Y Z A
#7481 #7482 #7483 #7484
X Y Z A
#7541 #7542 #7543 #7544
G54.1P29(外部参数#7000)
X Y Z A
#7561 #7562 #7563 #7564
G54.1P30(外部参数#7000)
X Y Z A
O9013 6053
O9014 6054
O9015 6055
O9016 6056
O9017 6057
O9018 6058
O9019 6059
O9020 6080
O9021 6081
#7161 #7162 #7163 #7164
G54.1P10(外部参数#7000)
X Y Z A
#7181 #7182 #7183 #7184
G54.1P11(外部参数#7000)
X Y Z A
#7201 #7202 #7203 #7204
X Y Z A
#7261 #7262 #7263 #7264
G54.1P15(外部参数#7000)
X Y Z A
#7281 #7282 #7283 #7284
G54.1P16(外部参数#7000)
X Y Z A
X Y Z A
#7121 #7122 #7123 #7124
G54.1P8(外部参数#7000)
X Y Z A
#7141 #7142 #7143 #7144
G54.1P9(外部参数#7000)
X Y Z A
G54工件零点偏移 #2701 #5223
G55工件零点偏移 #2702 #5243
第三轴 G56工件零点偏移 #2703 #5263
G57工件零点偏移 #2704 #5283
G58工件零点偏移 #2705 #5303
G59工件零点偏移 #2706 #5323
外部工件零点偏移 #2800 #5204
G54工件零点偏移 #2801 #5224
G55工件零点偏移 #2802 #5244
第四轴 G56工件零点偏移 #2803 #5264
G54.1P40(外部参数#7000)
X Y Z A
#7781 #7882 #7883 #7884
G54.1P41(外部参数#7000)
X Y Z A
#7801 #7802 #7803 #7804
G54.1P42(外部参数#7000)
#7581 #7582 #7583 #7584
G54.1P31(外部参数#7000)
X Y Z A
#7601 #7602 #7603 #7604
G54.1P32(外部参数#7000)
X Y Z A
#7621 #7622 #7623 #7624
G54(外部参数#5200#5201)
X Y Z A
#5221 #5222 #5223 #5224
G55(外部参数#5200)
X Y Z A
#5241 #5242 #5243 #5244
G56(外部参数#5200)
X Y Z A
#7861 #7862 #7863 #7864
G54.1P45(外部参数#7000)
X Y Z A
#7881 #7882 #7883 #7884
G54.1P46(外部参数#7000)
X Y Z A
#7901 #7902 #7903 #7904
G57工件零点偏移 #2804 #5284
G58工件零点偏移 #2805 #5304
G59工件零点偏移 #2806 #5324
程序号 参数号
O9001 6071
O9002 6072
O9003 6073
#7021 #7022 #7023 #7024
G54.1P3(外部参数#7000)
X Y Z A
#7041 #7042 #7043 #7044
G54.1P4(外部参数#7000)
X Y Z A
#7061 #7062 #7063 #7064
G54.1P5(外部参数#7000)
X Y Z A
#7081 #7082 #7083 #7084
G54.1P6(外部参数#7000)