UG后处理常用后处理编写语句
UG_后处理的定制教学文案

定义圆弧输出(全圆或四分之一圆)
广州今宏信息科技有限公司 Page 16
加入Turbo,使后处理速度加快数倍,适合于类似FANUC系统
方法:类似于才定 制螺旋下刀的方式
广州今宏信息科技有限公司 Page 17
加入Turbo命令,续1
广州今宏信息科技有限公司 Page 18
加入Turbo命令,续2 把加工入Turbo命令的后处理另存为GM_turbo,然后再把此后处理
#决广定州今是宏信否息强科技制有限输公出司 内容
Page 21
*.def 文档
加入刀具信息(出现在换刀位置)
广州今宏信息科技有限公司 Page 22
自定义程序尾
广州今宏信息科技有限公司 Page 23
部分添加内容
1、输出刀具信息 global mom_tool_diameter global mom_tool_corner1_radius global mom_tool_name
UG/Post Builder工具
udssoft.pui
1、事件处理器(udssoft.tcl) 包含一系列指令用来处理
不同的事件类型 2、定义文件(udssoft.def)
主要包含与特定机床相关 的静态信息
定制后处 理的名称
公制 3轴铣床
广州今宏信息科技有限公司 Page 7
机床控制器
UG/Post Builder工具续-定义机床参数
加文件中template_post文件中,也就是加载,再后处理出nc比较时间!
广州今宏信息科技有限公司 Page 19
加入部分自定义或个性设定 1、自定义程序头
2、加入刀具信息
3、加入强制性命令输出
4、自定义程序尾
ug后处理编程实例
目录第一节孔加工------------------------(2)第二节平面铣------------------------(9)第三节表面铣------------------------(22)第四节穴型加工----------------------(26)第五节等高轮廓铣--------------------(33)第六节固定轴轮廓铣------------------(36)第一节孔加工1.1 例题1:编写孔位钻削的刀具路径图6-11.打开文件☐从主菜单中选择File→Open→***/Manufacturing/ptp-1.prt,见图6-12.进入加工模块☐从主菜单中选择Application→Manufacturing,进入Machining Environment对话框3.选择加工环境☐在CAM Session Configuration表中选择CAM General☐在CAM Setup表中选择Drill☐选择Initialize4.确定加工坐标系☐从图形窗口右边的资源条中选择Operation Navigator,并锚定在图形窗口右边☐选择Operation Navigator工具条的Geometry View图标,操作导航器切换到加工几何组视窗☐在Operation Navigator窗口中选择MCS_Mill,按鼠标右键并选择Edit,进入Mill_Orient对话框☐选择MCS_Origin图标,进入Points Constructor对话框,选择Reset,选择OK退回到Mill_Orient 对话框☐打开Clearance开关,选择Specify,进入Plane Constructor对话框☐选择棕色显示的模型最高面,并设定Offset = 5☐连续选择OK直至退出Mill_Orient对话框5.创建刀具☐从Operation Navigator工具条中选择Machine Tool View图标,操作导航器切换到刀具组视窗☐从Manufacturing Create工具条中选择Create Tool图标,出现图6-2所示对话框☐按图6-2所示进行设置,选择OK进入Drilling Tool对话框☐设定Diameter = 3☐设定刀具长度补偿登记器号码:打开Adjust Register的开关,并设定号码为5☐设定刀具在机床刀库中的编号:打开Tool Number的开关,并设定号码为5☐选择OK退出图6-2 图6-36.创建操作☐从Manufacturing Create工具条中选择Create Operation图标,出现图6-3所示对话框☐按图6-3所示进行设置,选择OK进入SPOT_DRILLING对话框7.选择循环类型及其参数☐从循环类型列表中选择Standard Drill(三角形箭头),进入Specify Number of对话框☐设定Number of Sets = 1,选择OK进入Cycle Parameters对话框☐选择Depth进入Cycle Depth对话框,选择Tool Tip Depth,设定Depth = 3,选择OK退回到Cycle Parameters对话框☐选择Feedrate进入Cycle Feedrate对话框,设定进给率值= 60,选择OK直至退回到SPOT_DRILLING对话框8.指定钻孔位置☐从主菜单选择Format→Layer Settings,使5层为可选择层(Selectable)☐从Geometry区域选择Holes图标,并选择Select进入Point对话框☐选择Select进入选择点、孔、圆弧的对话框。
UG后处理中代码命令

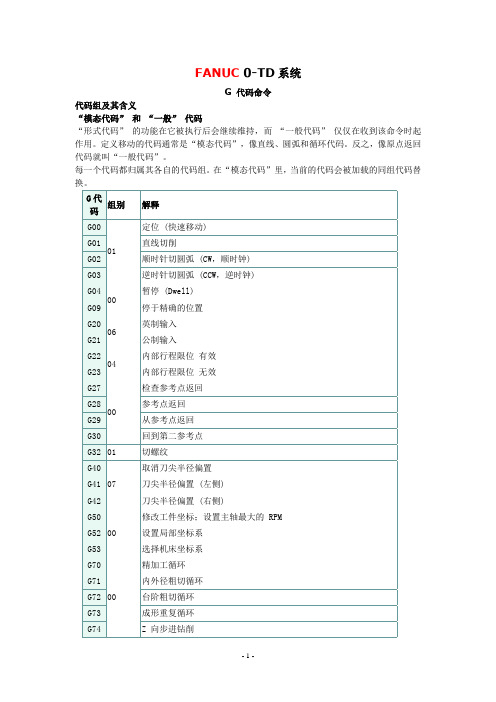
FANUC O-TD 系统G代码命令代码组及其含义“模态代码”和“一般”代码“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
代码解释GOO 定位1. 格式GOO X_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例N10 G0 X100 Z65G01 直线插补1. 格式G01 X(U)_ Z(W)_ F_ ;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。
X, Z: 要求移动到的位置的绝对坐标值。
U,W: 要求移动到的位置的增量坐标值。
2. 举例① 绝对坐标程序G01 X50. Z75. F0.2 ; X100.;② 增量坐标程序G01 U0.0 W-75. F0.2 ; U50. 圆弧插补(G02, G03)1. 格式G02(G03) X(U)__Z(W)__I_G02(G03) X(U)__Z(W)__RG02 -顺时钟(CW)G03 -逆时钟(CCW)X, Z柱坐标系里的终点U, W -起点与终点之间的距离I, K -从起点到中心点的矢量R -圆弧范围(最大180度)。
2. 举例K__F _F__(半径值)① 绝对坐标系程序G02 X100. Z90. I50. K0. F0.2 或G02 X100. Z90. R50. F02;② 增量坐标系程序G02 U20. W-30. I50. K0. F0.2; 或G02 U20. W-30. R50. F0.2;第二原点返回(G30)坐标系能够用第二原点功能来设置。
ug后处理教程
制作自己的后处理1,开始菜单里打开UG/POST Builder附件0.PNG (17.26 KB)2008-1-14 20:541.PNG (130.23 KB)下面说说UG/POST Builder的界面和一些基本的东西设定螺旋下刀的方式增加一个自定义命令,拖到%下一行,如图,加入以下命令uplevel #0 {set mom_kin_helical_arc_output_mode LINEAR MOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍再在如图位置增加一个自定义命令输入以下内容uplevel #0 {set mom_kin_is_turbo_output "TRUE"MOM_reload_kinematics}完成这个命令可以使后处理速度快5~6倍,一个字“快”加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方以下内容需要回复才能看到自己的自定义设置如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置以下内容需要回复才能看到2.PNG (16.78 KB)2008-1-14 21:10 , 阅读权限: 113.PNG (19.15 KB)2008-1-14 21:10 , 阅读权限: 11自己的自定义设置有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定以下内容需要回复才能看到在程式尾加入G05.1Q0G49,和程式头的方法一样。
把M02改为M30,点击M02进行修改,方法如图以下内容需要回复才能看到在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例增加一个自定义命令,在里面添加如下命令MOM_output_literal "G05.1Q1"如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了以下内容需要回复才能看到加入刀具信息在弹出的对话框中输入如下指令global mom_tool_diameterglobal mom_tool_corner1_radiusglobal mom_tool_nameMOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )"注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。
自写教程-UG后处理程序

機械資料檔產生器 MDFA檔 (載入參數)零件檔(Part) 刀具路徑(cls) 圓形后處理模組 NC檔 NC機械 完成零件第二項 GPM在UG之應用說明:此選項用于京明如何在UG骨,以圓形后處理模組GPM(Graphics Postprocessor Module) 產生NC檔,當選取UG下拉式功能表工具箱CCLSF管理員時,系統將顯示CLSF管理員對話框,點選其對話框中之后處理程式產生器,則系統將出現NC扣處理產生器對話框關于其祥細說明,請參考本書Part-3第三節).系統可以此對話框之設定產生一名稱為"*.ptp"之NC檔,及名稱為“*.ltp"之列示檔.第三項GPM在UG外之應用說明: 此選項用于說明如何在UG外部,以圓形后處理模組GPM(Graphics Postprocessor Module)產生NC檔,當欲以外部程式執行圓形后處理模組GPM 時,在WindowNT系統下,須點選WindowNT中開始>程式>Unigraphics V13.0>UG Command Prompt命令則系統會出現如下圖所示UG Command Prompt命令視穸,執行時只須在其命令視穸中輸入""gpm-MDF=name.MDFA(或.MDF)-CLF=name.cls(.clf或.iso)"即可產生一名稱為"*.ptp"之NC檔,下圓為其執行圓示:UG Command PromptExeccd XDK nit installed on this system.Environment set for Unigraphics User Function without Exceed XDUGII is C:\EDS130\ugopen; C:\WINNT\system32; C:\WINNT;%n\;C:\EDS130\UGII\;c:\EDS130\UGII\INCLUDE is ; C:\EDS130\ugopenLIB isCL is -c -nologo-MDC:\>c:eds130\mach\gpm -mdf=name.mdf -clf=name.clsGPM位置路徑 MDF檔案名稱 CLS檔案名稱[注] 當欲將由機械資料檔產生器(MDFG),所產生之二進位居要津(Binary)MDF 檔,改變為文字檔(ASCII),可在上述之UG Command Prompt命令視穸中,輸入"ascmdf fiename"命令,其檔案各稱可以輸入* 字元,將所有檔案轉為文字檔.ascmdf filename .mdf由進位碼檔轉成文字檔.mdfaclszclf fulname 由.cls檔轉成.clf檔(二進位碼檔)gpm -mdf=file.mdf -clf=name.cls 執生后處理mdfg 制作控制器格式檔即.mdfaxlafor punch or read a EIA or ISO MCD*file(制作讀取紙帶格式)MCD: Machine Confrol Data機器控制資料.第二節機械資料檔產生器MDFG (Machine Data File Generator)說明:在本節中將介紹機械資料檔產生器MDFG之使用方法,機械資料檔產生器MDFG (Machine Date File Generator)用于建構或編修一SACII格式之文字檔,其副檔名將以MDFA名稱存在,(在UGV10.4版以前,是以Binary格式副檔名MDF 存在)當以MDFA主要編修MDF檔,將其儲存為ASII格式,副檔名為mdfa.其機械資料檔mdfa主要用于在圓形后處理模組GPM(Graphics Postprocessor Module)產生NC檔案時,做為其參數設定,換句話說,當執行圓形后處理模組GPM時,會讀取機械資料檔MDFA, 做為其參數設定,在七節中,將以主選單設定,單位設定及主功能設定三項,說明MDFG之使用方法及其參數設定.第一項主選單設定說明:此選項于設定機械資料主生器MDFG之主功能.當在Window NT中使用時,必須先開啟Window NT中開始>程式Unigraphics V13.0>UG Command Prompt指令,或開始>程式>Unigraphics V13.0>命令提示字元(MS-DOS模式)指令,在進入UG Command Prompt 或MS-DOS模式兵種輸入指令及路徑,例如"C:\EDS130\MACH\CDFG",系統將會出現如下圓所示之主選單功能表,其中有編修機械資料檔MDFA/MDF(EDIT AN MDFA/MDF)建構新機械資料檔MDFA(CREATE NEW MDFA)終止(TERMINATE)三個選項,以下將依序說明,下圓為其主選單功能表圓示. MDFGC:\>ed eds130C:\EDS130>CD MACHC:\EDS130\MACH>cdfg.exeMDFG VERS I ON13.01.EDIT AN MDFA/MDF(編修)2.CREATE NEW MDFA(建構新檔)3.IERMINATE(終止)ENTER SELECT I ON:編修機械資料檔MDFA/MDF(EDIT AN MDFA/MDF)此選項用于編修已存在之機械資料檔MDFA或,MDF,當選取主選項功能表中編修機械資料檔MDFA/MDF時,系統會要求輸入已存在機械資料檔MDFA或MDF名稱,以供編修.(其中MDF檔為UGV10.4版以前所主生)下圖為其說明圓示.MDFGMDFG VERS I ON 13.01.EDIT AN MDFA/MDF2.CREATE NEW MDFA3.TERMINATEENTER SELECT I ON1FILE NAME (default extension:1st=mdfa, 2nd=mdf)MDFA/MDF TO EDIT?try建構新機械資料檔MDFA(CREATE NEW MDFA)此選項用于建構新機械資料檔MDFA(CREATE NEW MDFA), 當選取主選項此選項用于建構新機械資料檔MDFA(CREATE NEW MDFA)時,系統會要求輸入新機械資料檔MDFA之名稱,使用時只需輸入其新名稱即可,下圖為其說明圓示.MDFGMDFG VERS I ON 13.01.EDIT AN MDFA/MDF2.CREATE NEW MDFA3.TERMINATE4.ENTER SELECT I ON2.FILE NAME (default extension:mdfa)MDFA TO CREATE?test終止(TERMINATE)此選項用于結束機械資料檔主生器MDFG之設定,當選取主選項功能表中終止(TERMINATE)選項時,系統會結束機械資料檔產生器.第二項單位設定(編修機械資料檔MDFA/建構新機械資料檔MDFA>選取輸入資料種類>單位設定)說明:此選項用于編修已存在之機械資料檔MDFA(MDF)或建構新機械資料檔MDFA 時,其功能參數之設定與應用,當進入主選項功能表后,選取編修已存在之機機資料檔MDFA(MDF)或建構新機械資料檔MDFA,并完成輸入檔名之步驟,系統會出現如下圓所示選取輸入資料種類(SELECT THE INPUT DATA TYPE)功能表,在其中所示選取輸入資料種類(SELECT THE INPUT VALUES ARE ENTERED IN INCH UNITS)兩個選項,當輸入1時,系統將選取所有之資料值被鍵入英制單位選項,其在稍后所產生之資料將完全為英制單位,如輸入2時,系統將選取所有之資料值被鍵入分制單位選項,其在稍后所產生之資料將完全為公制單位,下圓為其選取輸入資種類(SELECT THE INPUT DATA TYPE)功能表及其中文對照表.MDFGSELEGT THE INPUT DATA TYPE1.>ALL DATA VALUES ARE ENTERED IN INGH UNITS2. ALL DATA VALUES ARE ENTERED ON METRI C UNITSENTER SELECT I ON:2項目選取輸入資料種類功能表1 所有之資料值被鍵入英制單位選項2. 所有之資料值被鍵入公制單位選項第三項主功能設定 (編修機械資料檔MDFA/建構新機械資料檔MDFA> 選取輸入資料種類產功能設定表)說明:當系統完成單位設定后,系統會出現如下圓所示主功能設定表,在其表中菜有工作母機類型(MACHINE TOOL TYPE -MILL)確認工作母機座標軸(MACHINE EOOL COORDINATE AXES VALIDITY), 準備機能,補助機能及事件代碼格式(PREPARATORY, AUXILIARY AND EVENT CODE FORMATS),工作母機運動控(MACHINE TOOL MOTION CONTROL),后處理指令 (POSTPROCESSOR COMMANDS),列示及打孔機控制(LISTING AND PUNCH CONTROL),列示附注資料(LISTING COMMENTARRY DATA),初始碼(INITIAL CODES),執行時間選項(RUN TIME IPTIONS)編修字元位址及輸出序列(EDIT WORD ADDRESS CHARACTER OUTPUT SEQUENCE),確認輸出檔OUTPUT FILE VALIDATION)列印MDF摘要(PRINT MDF SUMMARY),檔案重新命名(RENAME FILE),檔案/終止(FILE/TERMINATE)等14個選項,以下將說明,下圓為其主功能設定表及其中文對照表.MDFGENTER SELECT I ON:GENERATE MDFA FILE test .mdfa1.>MACHINE TOOL TYPE -MILL2. MACHINE TOOL COORDINATE AXES VALIDITY3. PREPARATORY AUXILIARY AND EVENT CODE FORMATS4. MACHINE TOLL MOT I ON CONTROL5. POSTPROCESSOR COMMANDS6. LISTING AMD PUNGH CONTROL7. LISTING COMMENTARY DATA8. INITIAL CODES9. RUN TIME OPTIONS10. EDIT WORD ADDRESS CHARACTER OUTPUT SEQUENGE11.OUTPUT FILE VALIDATION12. PRINT MDF SUMMARY13.RENAME FILE14. FILE/TERMINATEENTER SELEGT I ON項目主功能設定表1 工作母機類型2. 確認工作母機座標軸3. 準備機能,輔助機能及事件代碼格式4. 工作母機運動控制5. 后處理指令6. 列示及紙帶打孔控制7. 列示附注資料8. 初始碼9. 執行時間選項10. 編修字元位址及輸出序號11. 確認輸出檔12. 列印MDF摘要13. 檔案重新命名14. 檔案/終工作母機類型(主功能設定表>工作母機類型)MDFG1MACHINE TOOL TYPE1. 2AXIS LATHE OR 4 AXIS NON-MERGING LATHE2. 4AXIS MERGING LATHE3. >MILL, 2 OR MORE AXES4. PUNCH5. EDM, 2 AXIS OR 4 AXIS6. PRODUCT I ON CENTER (LATHE AND MILL)ENTER SELECT I ON:此選項用于設定所編修或建構之機械資料檔MDFA之適用工作母機.當選取主功能設定表中工作母機類型(MACHINE TOOL TYPE-MILL)選項時,系統會現現如下圓所示工作母機種類設定表,其中有兩軸車床或四軸非合并車床(2AXIS LATHE IR 4 AXIS NON-MERGING LATHE),四軸合并車床(4AXIS MERGING LATHE),兩軸或多軸銑床鋪MILL,2 OR MORE AXES) 床(PUNCH)兩軸或四軸放電加工機(EDM, 2 AXIS OR 4 AXIS),切消中心機(車床與銑床)(PRODUCTION CENTER(LATHE AND MILL))六個選項,使用時只需輸入項目編號于輸入選擇(ENTER SELECTION)下,按下ENTER即可完成選取,下圓為工作機種類設定表及其中文對照表.項目工作母機型1. 兩軸車床或四軸非合并車床2. 四軸合并車床3. 兩軸或多軸銑床4. 沖床5. 兩軸或由軸放電加工機6. 切消中心機(車床與銑床)確認工作母機座標軸(主功能設定表>確認工作母機座標軸)此選項用于定義輸出座標軸之確實性及字元信址格式.當選取主功能設定表中確認工作母機座標軸(MACHINE TOOL COORDINATE AXES VALIDITY)選項時,系統會出現如下圓所示確認要作母機座標軸設定表,其中有X軸(X COORDINATE),Y軸(Y COORDINATE),Z軸(Z COORDINATE),I軸(I COORDINATE) J軸(J COORDINATE),K軸(K COORDINATE)不使用(NOT USED),V軸(平行主軸)(V COORDINATE (PARALLEL SPINDLE AXIS))及完成輸入(ENTRY COMPLETE) 十個選項,以下將說明,使用時只需輸入項目編號于輸入選擇(ENTER SELECTION) 下,按下ENTER即可完成選取,下圓為確認工作母機座標軸設定表及其中文對照表.MDFG1.X COORDINATE2.Y COORDINATE3.Z COORDINATE4.I COORDINATE5.J COORDINATE6.K COORDINATE7. NOT USED8. U COORDINATE (PARALLEL SPINDLE AXIS9. W COORDINATE(PARALLEL SPINDLE .AXIS10.> ENTRY COMPLETEENTER SELECT I ON項目機械刀具主軸方向1. X軸2. Y軸3. Z軸4. I軸5. J軸6. K軸7. 不使用8. V軸9. W軸10. 完成輸入11.X軸COORDINATE:此選項用于設定X軸座標方向值及輸出格式12.Y軸 COORDINATE:此選項用于設定Y軸座標方向值及輸出格式13.Z軸 COORDINATE:此選項用于設定Z軸座標方向值及輸出格式14.I軸 COORDINATE:此選項用于設定I軸座標方向值及輸出格式15.J軸 COORDINATE:此選項用于設定J軸座標方向值及輸出格式6.K軸 COORDINATE:此選項用于設定K軸座標方向值及輸出格式7.不使用(NOT USED):此選項用于設定不使用輸出格式.8.V軸(平行主軸)(V COORDINATE(PARALLEL SPINDLE AXIS)):此選項用于設定平行于主軸(第四軸)V軸座標軸方向什及輸出格式.9.W軸(平行主軸)(W COORDINATE(PARALLEL APINDLE AXIS)):此選項用于設定平行于主軸(第四軸)W軸座標軸方向值及輸出格式.10.完成輸入(ENTRY COMPLETE):此選項用于在完成確認工作母機座標軸選項后,回到主功能設定,當完成確認工作母機座標軸選項之設定后.可點選此一選項回到主功能表.準備機能,!輔助機能及事件代碼格式(主功能設定表>準備機能,輔助機能及事件代碼格式)此選項用于指定M碼之代碼格式,G碼在每單節之數字碼,定義事件碼格式(PREPARATORY, AUXILLARY AND EVENT CODE PARAMETERS)選項進,系統會出現如下圓所示準備機能,輔助機能碼格式(UTXILARY CODES(AUXFUN) FORMAT),每一單節準備機能碼個數(NUMEBE OF PREPATORY CODES PER BLOCK)每個輔助機能碼個數(NUMEBR OF AUXILIARY FUNCTION CODES PER BLOCK)事件碼需要與否(EVENT CODES (SYS10 CONTROLS) REQUIRED),輸出自定文字與否(USER DEFINED TEXT OUTPUT REQUIRED)及完成輸入(ENTRY COMPLETE)七個選項,以下將說明,使用時只,需輸入項目編號于輸入選擇(ENTER SELECTION)下,按下ENTER即可完成選取,下圓為準備機能,輔助機能事件代碼格式設定表及其中文對照表:MDFGENTER SELECT I ON3PREPARATOURY, AUXILIARY AND EVENT CODE PARAMETERSCURRENT ST1.>PREPARATORY CODES(PREFUN) FORMAT G2. AUXILIARY GODES (AUXFUN) FORMAT M3.UNMBER OF PREPARATORY CODES PER BLOCK I4.UNMBER OF AUXILIARY FUNCT I ON CODES PER BLOCK I5.EVENT CODES (SYS10 CONTROLS) REQUIRED? NOER DEFINED TEXT OUTPUT REQUIRED? NO7.ENTRY COMPLETEENTER SELECT I ON項目準備機能,輔助機能及事件代碼格式1 準備機能碼格式2. 輔助機能碼格式3. 每一單節準備機能碼個數4. 每一單節輔助機能碼個數5. 事件碼需要與否6. 輸出自定文字與否7. 完成輸入(1)準備機能碼格式(PREPARATORY CODES (PREFUN)FORMAT):此選項用于指定準備機能碼(G碼)字元格式.(2)輔助機能碼格式(AUXILIARY CODES(AUXFUN) FORMAT):此選項用于指定輔助機能碼(M碼)字元格式.(3)每一單準備機能碼號碼(NUMBER OF PREPATORY CODES PER BLOCK):此選項用于指定在每一程式單節中,準備機能碼(G碼)之最大之個數.(4)每一單節輔助機能碼號碼(NUMBER OF AUXILIARY FUNCTION CODES PER BLOCK):此選項用于指定在每一程式單節中,輔助機能碼(M碼)之最大之個數.(5)事件碼需要與否(EVENT CODES (SYS10 CONTROLS) REQUIRED):此選項用于設定事件碼需要與否(6)輸出自定文字與否(USER DEFINED TEXT OUTPUT REQUIRED):此選項用于設定輸出自定文字與否(7)完成輸入(ENTRY COMPLETE): 此選項用于在完成準備機能,輔助機能及事件代碼格式選項后,回到主功能表之設定,當完成準備機能,輔助機能及事件代碼式選項之設定后,可點選此一選項,回到主功能表.控制工作母機運動輒(主功能設定表>控制工作母機運動)MDFG4MACHINE TOOL MOTION CONTROL1. >MOTION G CODES2. RAPID TRAVERSE POSITIONING PARAMETERS3. LINEAR INTERPOLATION MOTION PARAMETERS4. CIRGULAR INTERPOLATION MOTION PARAMETERS5. DEGELERATION SPAN PARAMEIERS6. LINEAR AXIS MODALITY7. ROTARY AXIS MODALITY8. SPLINE INTERPOLATION MOTION PARAMETERS9. ENTRY COMPLETEENTER SELEGTION:此選項用于設定圖形后處理模組GPM相對于工作母機之運動.系統能夠由準備機能,補助機能及事件代碼格式選項,定義準備機能碼(G碼)之格式,使用控制工作母機運動選項,控制準備機能碼(G)碼之運動.當選取主功能設表中控制工作母機運動(MACHINE TOOL MOTION CONTROL)選項時,系統會出現如下圖所示控制工作母機運動設定表,其中有G碼運動(MOTION G CODES),快速移動位置參數值(RAPID TRAVERSE POSITIONNG PARAMETERS)線性內插運動參(LINEAR INTERPOL ATION MOTION PARAMETERS),圓弧內插運動參數(CERCULAR INTERPOLATION MOTION PRAMETERS),速變化範圍參數(DECELERATION SPAN PARAMETERS), 線性軸形態(LINEAR AXIS MODALITY) 旋轉軸形態(POTARY AXIS MODALITY)雲形內插運動參數(SPLINE INTERPOLATION MOTION PARAMETERS)及完成輸入(ENTRY COMPLETE)九個選項,以下將逐一說明,使用時只需輸入項目號于輸入選擇(ENTER SEKECTION)下,按下(ENTER)即可完成選取.下圖為控制工作母機運動設定表及其中文對照表.項目控制機械刀具運動1 G碼運動2 快速移動位置參數3 線性內插運動參數4 圓弧內插運動參數5 減速變化範圍參數6 線性軸形態7 旋轉軸形態8 雲形內插運動參數9 完成輸入(1) G碼運動(MOTION G CODES):此選項用于設定G碼控制工作母機運動之類型(2) 快速移動位置參數(RAPID TRAVERSE POSETIONING PARMETERS):此選項用于設定圖形后處理模組GPM輸出之快速移動位置參數之碼及格式. (3) 線性運動參數(LINEAR INTERPOLATION MOTION PARAMETERS):此選貢用于設定圖形后處理模組GPM輸出之線性運動參數這碼用格式.(4) 圓弧運動參數(CIRCULAR INTERPOLATION MOTION PARAMETERS):此選項用于設定圖形后處理模組GPM輸出之圓弧運動參數之碼及格式.(5) 減速變化範圍參數(DECELERATION SPAN PARAMETERS):此選項用于設定圖形后處理模組GPM輸出之減速值.(6) 線性軸形態(LINEAR AXIS MODALITY):此選項用于設定在圖形后處理模組GPM之輸出指定之座標軸(例如X,Y,Z.軸),為全部或是所選取的.(7) 旋轉軸形態(ROTARY XIS工MODALITY):此選項用于設定在圖形后處理模組GPM之輸出指定之第四軸座標軸,為全部或是所選取的.(8) 雲形運動參數(SPLINE INTERPOLATION MOTION PARMETERS):此選項用于設定圖形后處理模組GPM輸出之雲線運動參數之碼及格式.(9) 完成輸入(ENTRY COMPLETE):此選項用于在完成控制工作母貢運動選項后,回到主功能表之設定.當完成控制工作母機運動選項之設定后,可點選此一選項,回到主功能表.后處理指令(主功能設定表>后處理指令)此選項用于設定如何由后處理資料產生器GPM,輸出CLSF后處理程式命令.當選取主功能設定表中后處理指(POSTROCESSOR COMMANDS)選項時, (POSTPROCESSOR COMMAND SELECTION)后處理驗證摘要(POSTPROCESSOR COMMAND VALIDATIONSUMMARY)及完成輸入號于輸入選擇(ENTER SELECTION)下,按下ENTER即可完成選鄧.下圖為后處理指設定表及其中文對照表.MDFG5POSTPROCESSOR COMMANDS1. >POSTPROGESSOR COMMAND SELEGTION2. POSTPROCESSOR COMMAND VALIDATION SUMMARY3. ENTRY COMPLETEENTER SELECTION:項目后處理指令1 選擇后處理指令2 后處理驗證摘要3 完成輸入(1) 選擇后處理指令(POSTPROCESSOR COMMAND SELECTION):此選項用于設定后處理指令之參數用及格式,當選取此選項后,系統會出現后處理指令一覽表,可選取其中指令做編修之運動.(2) 后處理驗證摘要(POSTPROCESSOR COMMAND VALIDATIONSUMMARY): 此選項用于設定后處理指令為有效的,無效的或是無用的字元.(3) 完成輸入(ENTRY COMPLETE): 此選項用于在完成后處理指令選項后,回到主功能表之設定.當完成后處理指令選項之設定后,可點選此一選項, 回到主功能表.列示及紙帶打孔控制(主功能設定表>列示及紙帶打孔控制)此選項用于控制列表機之列印格及紙帶打孔之輸出.系統將內定線上印表機及紙帶打孔機設備名稱,然而也可自行定輸出設備.在其輸出設備上,系統能提供每頁之列數,每列之行數用每個單節之號碼之輸出.其紙帶碼格式有美國電子協會(EIA),國際化標準(IOS)及7位元之ASC 碼(MCD)之輸出選項選.當選取主功能表中列示及紙帶打孔控制(LISTING AND PUNCH CONTROL)選項時,系統會出現如下圖所示及紙帶打孔控制設定功能表.其中有指定每頁上之列數(LINES PER PAGE),指定每列上欄位數(COLUMNS)格式(PUNCH OUTPUT CODE FORMAT)紙帶打孔輸出碼欄位鍵距(SPACES BETXEEN FIELDS IN PUNCH OUTPUT CODE),列示欄位間距(SPACES BETXEEN FIELDS IN LISTING ),機械控制名稱(最多24字元)(MACHINE / CONTROL,NAME,MAX24 CHAR),完成輸入(ENTRY COMPLETE)八項選項,以下將逐一說明.下圖為其列示及紙帶打孔控制設定表及其中文對照表.MDFG6LISTING AND PUNCH CONTROLCURRENT STATUS1 LINES PER PAGE 392 COLUMNS PER LINE3 PUNCH DEVICE ACCESS 1324 PUNCH OUTPUT CODE FORMAT ISO,CR,LF5 SPACES BETWEEN FIELDS IN PUNCH OUTPUT CODE 06 SPACES BETWEEN FIELDS IN LISTING 07 MACHINE/CONTROL NAME, MAX24 CHAR8 >ENTRY COMPLETEENTER SELECTION:項目列示及紙帶打孔控制1 指定每頁上之列數2 指定每列上之欄位數3 存取紙帶打孔裝置4 輸出紙帶打孔格式5 紙帶打孔輸出碼欄位間距6 列示指定之欄位間距7 機械控制名稱(最多24字元)8 完成輸入(1) 指定每頁上之列(LINES PER PAGE): 此選項用于設定欲由圖形后處理模組CPM輸出列示檔中每頁之最大列數.(2) 指定每列上之字元(COLUMNS PER LINE): 此選項用于設定欲由圖形后處理模組GPM輸出列示檔中每列上之最大字元數.(3) 存取紙帶打孔裝置(PUNCH DEVICE ACCESS):此選項用于設定紙帶打孔裝置之位址.MDFGPUNCH OUTPUT CODE PARITY FORMAY1. EIA <ODD PARITY PUNCHES>2. ISO <EVEN PARITY PUNCHES>3. >7-BIT ASCII MCDENTER SELECTION:項目輸出紙帶打孔格式1 EIA(奇數同位打孔)2 ISO(偶數同位打孔)3 7位元之ASCII(1) 輸出紙帶打孔格式(PUNCH OUTPUT CODE FORMAT): 此選項用于設定紙帶打孔之輸出格式.當選取此選項之后,系統會出現如下圖所示之美國電子協會(EIA),國際化標準(ISO)及7位元之ASC 碼(MCD)三種紙帶打孔格式,選取其中所需之格式,按下ENTER即可.下圖為其輸出紙帶打孔格式設定表及中文對照表.(2) 紙帶打孔于指定資料欄(SPACES BETWEEN FIELDS IN PUNEH OUTPUT CODE):此選項用于指定欲輸出于紙帶打孔之資料欄列數.(3) 列示指定之資料欄(SPACES BETWEEN FIELDS IN LISTING): 此選項用于指定欲輸出于列示之資料欄列數.(4) 機械控制名稱(最多24字元)(MACHINE/CONTROL,NAME,MAX 24 CHAR):此選項用于輸入欲輸出于列示檔之機械名稱,但其字元數不得超過24字元.(5) 完成輸入(ENTRY COMPLETE):此選項用于在完成列示及紙帶打孔控制選項后,回到主功能表之設定.當完成列示及紙帶打孔控制選項之設定后,可點選此選項,回到主功能表.列示標題日期(主功能設定表>列示標題日期)此選項用於設定在輸出列示檔中, 能夠將記錄列數座標位置,第四軸你度,第車軸角度進給率,轉速及單節執行時間顯示于列示檔中,當選取主功能表中列示標題日期(INDICATE WHICH ITEMS YOU WANT TO INCLUDE IN LISTHG)選項時,系統會出現如下圓示列示標題目期設定功能表,其中有記錄列數(RECORD NUMBER),X軸座標(X COORDINATE),Y軸座標(Y COORDINATE), Z軸座標(Z COORDINATE),第四軸座標(4TH AXIS ANGLE), 第五軸座標(5TH AXIS ANGLE),進給(FEED)轉速(RPM),車節時間(BLOCK TIME)及完成輸入(ENTYRCOMPLETE)十項選項,以下將說明,下圓為列示及紙帶打孔控制設定表信其中文對照表.MDFG7COMMENTA DATAINDICATE WHI CH ITEMS YOU WANT TO INCLUDE IN LISTINGCURRENT STATUS1.RECORD NUMBER YES2.X COORDINATE YES3.Y COORDINATE YES4.Z COORDINAET YES5.4 TH AXIS ANGLE NO6.5 TH AXIS ANGLE NO7.FEED YES8.RPM .YES9.BLICK TIME10.>ENTRY COMPLETEENTER SELECT I ON:項目列示標題日期1 記錄列數2 X軸座標3 Y軸座標4 Z軸座標5 第四軸角度6 第五軸角度7 進給8 轉給9 單節時間10 完成時間1.(1)記錄列數(RECORD NUMBER): 此選項用于設定輸出列示檔時,能夠將在CLSF中之資訊視穸列數顯示于列示檔中,使用時只需輸入其項目符號,按下ENTER,即可切換顯示與否,其設定結果會顯示于列示標題日期設定功能表中.2.(2)X軸座標(X COORDINATE):此選項用于設定在輸出列示檔時,能夠將X軸在絕對座標中座標值顯示于列示檔中,使用時只需輸入其項目符號,按下ENTER,即可切換顯示與否,其設定結果會顯示于標題日期設定功能表中.3.(3)Y軸座標(Y COORDINATE)此選項用于設定在輸出列示檔時,能夠將Y軸絕對座標值顯示于列示檔中,使用時只需輸入其項目符號,按下ENTER ,即可切換到顯示與否,其定結果會顯示于列示標題日期設定功能表中.4.(4) Z座標(Y COORDINATE)此選項用于設定在輸出列示檔時,能夠將Z絕對座標值顯示于列示檔中,使用時只需輸入其項目符號,按下ENTER ,即可切換到顯示與否,其定結果會顯示于列示標題日期設定功能表中.5.(5)第四軸角度(4 TH COORDINATE)Z此選項用于設定在輸出列示檔時,能夠將第四軸角度顯示于列示檔中,使用時只需輸入其項目符號, 按下ENTER ,即可切換到顯示與否,其定結果會顯示于列示標題日期設定功能表中.6.(6) 第五角度(4 TH COORDINATE)Z此選項用于設定在輸出列示檔時,能夠將第五角度顯示于列示檔中,使用時只需輸入其項目符號, 按下ENTER ,即可切換到顯示與否,其定結果會顯示于列示標題日期設定功能表中.7.(7) 進給(FEED): 此選項用于設定要在輸出列示檔時,能夠將進給率顯示于列示檔中, 使用時只需輸入其項目符號, 按下ENTER ,即可切換到顯示與否,其定結果會顯示于列示標題日期設定功能表中.8.(8)轉給(RPM): 此選項用于設定要在輸出列示檔時,能夠將轉速顯示檔中,使用時只需輸入其項目符號, 按下ENTER ,即可切換到顯示與否,其定結果會顯示于列示標題日期設定功能表中.9.(9)單節時間(BLOCK TIME): 此選項用于設定要在輸出列示檔時,能夠將單切執行時間顯示于列示檔中, 使用時只需輸入其項目符號, 按下ENTER ,即可切換到顯示與否,其定結果會顯示于列示標題日期設定功能表中.10.(10)完成輸入 (ENTRY COMPLETE):此選項用于在完成列題日期選項后,回到主功能表之設定,當完成列示標題選項之設定后,可點選此一選項,加到主功能表.初始碼(主功能設定表>初始碼)MDFGCURRENT STATUS1.PQRTNO MAN READABLE2.REWIND STOP CODE RWS WITH EOB3.PROGRQM ID O/O4.HEADER BLOCKS 15.TOOL DEFINIT I ON BLOCK NOT DEFINED6.CONTROL IN/OUT CODES INSERT7.CHARACTER FOR ALI GNMENT (RESTART)BLOCK此選項用定由后處理模組GPM所產生之NC檔,其檔頭起始碼之字元格式及位置,當選取主功能表中初始碼(INITIAL CODES)選項時,系統會出現如下圓所示初始碼(INITIAL CODES)設定功能表,其中有元件編號(PARTNO),循環停止碼(REWIND STOP CODE),程式編號(PROGRAM ID).單節起始碼(HEADERBLOCK),定義刀具單節(TOOL DEFINITION BLOCK) 控制輸入/輸出碼(CONTROL IN/OUT CODES),單節重新開始字元(CHARACTER FOR ALIGNMENT(RESTART) BLOCK),程式開始字元(CHARACTER FOR PROGRAM START (AGIE)), 及完成輸入(ENTRY COMPLETE)九項選項,以下交說明,下圓為其初始碼設定表及其中文對照表.INSERT8.CHARA CHER FOR PROGRAM START(AGIE) N9.>ENT RY COMPLETEENTER SELECT I ON:項目初始碼1. 元件編號2. 循環停止碼3. 程式編號4. 單節起始5. 定義刀具單節6. 控制輸入/輸出碼7. 單節重開始字元8. 程式開始字元(AGIE工具機專用)9. 完成輸入(10)元件編號(PARTNO):此選項用于顯示紙帶打孔文字于紙帶上,當于紙帶打孔輸出時,可以此選項將程式起始碼以文字列示于紙帶上.(11)循環停止碼(REWIND STOP CODE):此選項用于定義循環停止碼之格式及位置.(12)程式編號(PROGRAM ID): 此選項用于設定單節之起始碼,其設定是以先設定單節編號,再輸入起始碼.(13)單節起始碼(HEADER BLOCKS)此選項用于設定單節之起始碼,其設定是以先設定單節編號后,再輸入起始碼.(14)定義刀具單節(TOOL DEFINITION BLOCK):此選項用于設定刀具單節之起始碼,使用時,首先選取此選項,接著點選輸入單節起始碼編號,直接輸入起始碼即可.(15)控制輸入/輸出碼(CONTROL IN /OUT CODES):此選項用于控制輸出及輸入碼之格式,如系統需要NC檔之操作員資訊,可用此選項設定后處理指令插入或列示操作員資訊.(16)單節重新開始字元(CHARACTER FOR ALIGNMENT (RESTSRT) BLOCK):此選項用于定單節之重新開始字元.(17)程式開始字元(CHARACTER FOR PROGRAM START (AGIE)):此選項用于設定由圓形后處理模組GPM所產生NC程式檔之間始字元.(18)完成輸入(ENTRY COMPLETE):此選項用于要完成初始碼選項后,回到主功能表之設定,當完成初始碼選項之設定后,可點選此一選項,回到主功能表.執行時間選項(主功能設定>執行時間選項)此選項用于設定輸出設備或檔案之形式,單位,及格式,其功能與UG后處理程式主生器話框內之設定相同,如在此選項設定完畢,則可在UG之后處理程式主生器對話框內使用"MDF"預設什設定,當選取主功能表中執行時間選項時,系統會出現如下圓所示執行時間選,項(RUN TIME OPTIONS)設定功能表,其中有輸出于紙帶打孔(PUNCH OUTPUT),輸出于列示檔(LISTING OUTPUT), 錯誤訊息輸出于終端機(ERROR MESSAGE TEMINAL),錯誤訊息輸出于列示檔(ERROR MESSAGE LISTING), 單位(UNITS),列示檔格式 (LISTING FORMAT),附注(COMMENTARY DATA),十進位制格式字元(XHARACTER FOR DECIMAL FORMAT)及完成輸入(ENTRY COMPLETE)九項選項,以下將說明,下圓為其執行時間選項設定表及其中文對照表.MDFG。
UG后处理批处理教程

UG后处理批处理教程.1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON2:打开你的UG安装目录下NX3.0\MACH\RESOURCE\postprocessor\下的UGPOST_BASE.TCL文件找到set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}${output_extn}"改成set grp_ptp_name "${group_name_lowercase}${output_extn}"3:找到 proc mom_start_of_group下面的if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name改成if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name4:继续找到 proc mom_end_of_group下面的if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name改成if{$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name5:保存UGPOST_BASE.TCL文件!6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就OK了!其实想让你的后处理摇身一变,成为批处理,也不是什么难事,我有个方法,大家可以试试,不过记得回贴,不然我会鄙视你有。
1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON2:打开你的UG安装目录下NX3.0\MACH\RESOURCE\postprocessor\下的UGPOST_BASE.TCL文件找到set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}${output_extn}"改成set grp_ptp_name "${group_name_lowercase}${output_extn}"3:找到 proc mom_start_of_group下面的if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name改成if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name4:继续找到 proc mom_end_of_group下面的if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name改成if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name5:保存UGPOST_BASE.TCL文件6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就OK了!但还是有一点点小问题,如图(1)只能以父系名处理一个单独的程式,如图(2)就可以处理几个单独的程式,有懂这个的朋友也帮忙处理一下这个问题加入下面这段global max_z min_zset zmax [string trimright [format %.4f $max_z] 0]set zmin [string trimright [format %.4f $min_z] 0]MOM_output_literal "(MAXZ = $zmax , MINZ = $zmin)"用写字板打开你的后处理对应的TCL文件加在proc PB_start_of_program这一项里面就插在MOM_set_seq_off这一条后面好了global MOM max_z min_zset zmax [string trimright [format %.2f $max_z] 0]set zmin [string trimright [format %.2f $min_z] 0]MOM_output_literal "(最高= $zmax , 最底= $zmin)"这四行代码的前三行是申明变量的,最后一行是输出你也可以用同样的方法在后处里里面加上最大XY,最小XYMOM_set_seq_off就是关闭行号输出的如果你后处理出来的程式如下N0110.....N0120.....N0130.....这一类的行号.那你就找不到这一句了UG后处理中增加当前加工文件的路径后处理, 路径, 加工, 文件后处理, 路径, 加工, 文件在Operation Start Sequence 下Start of Path 添加 Operator Massege 块变量名为$mom_part_name。
ug后处理制作教程

UG后处理制作教程简介UG(Unigraphics)是一款强大的计算机辅助设计(CAD)软件,被广泛应用于工程制图、产品设计和制造等领域。
在使用UG进行设计后,还需要对设计结果进行后处理,以生成可供生产和制造使用的输出文件。
本文档将向您介绍UG后处理的基本步骤和常用功能,帮助您进行高效准确的后处理工作。
步骤一:选择后处理器UG提供了多种后处理器,可以根据不同需求选择适合的后处理器。
在UG界面的“后处理”选项中,选择合适的后处理器,如输出NASTRAN文件后处理,切换到相应的后处理界面。
步骤二:设置后处理参数在进行后处理之前,需要根据实际需求设置后处理参数。
常见的后处理参数包括:结果输出路径、结果文件格式、后处理图形显示等。
通过设置这些参数,可以满足不同的后处理需求。
步骤三:后处理图形显示UG提供了丰富的图形显示功能,可以直观地展示设计结果。
在后处理界面中,可以选择要显示的结果类型,如应力、位移、温度等。
同时,还可以根据需要对显示的结果进行颜色映射、边界设置等操作,以便更好地观察和分析设计结果。
步骤四:后处理结果导出在后处理过程中,可以将结果导出为各种格式的文件,以便于与其他软件进行数据交换和共享。
UG支持多种文件格式的导出,包括NASTRAN、STL、IGES、STEP等。
根据实际需要,选择合适的文件格式并导出结果文件。
常用功能介绍1. 结果过滤和转换在后处理过程中,可以通过结果过滤和转换功能,对设计结果进行筛选和转换。
例如,可以通过过滤功能只显示某些关键区域的结果,或者通过转换功能将结果数据转换为其他单位或坐标系。
2. 结果剪裁和裁剪UG提供了结果剪裁和裁剪功能,可以根据需要选择感兴趣的区域进行处理。
通过剪裁和裁剪操作,可以更详细地观察和分析设计结果,提高后处理的效率和准确性。
3. 动画演示和动态模拟除了静态结果的显示和分析,UG还提供了动画演示和动态模拟的功能。
可以通过设置时间步长和动画参数,对设计结果进行动态展示,以便更好地理解和评估设计的运行情况。
ug后处理定制的命令

在pd_cmd_custom_command(用户自定义)——定义命令1.在程序的末尾加上加工的时间(注意字符间的空格,不能少也不能多)global mom_machine_timeMOM_output_literal (运行时间:[ format %.2f $mom_machine_time]分钟)最后效果:(运行时间:0.76分钟)2.在程序末尾加上生成程序的时间global mom_dateMOM_output_literal ";date is :$mom_date"最后效果:;date is :Sat Jun 01 19:38:44 20133.加入刀具列表# Place this custom command in either the start of program# or the end of program event marker to generate a tool list# in your NC file.## The Shop Doc template file "pb_post_tool_list.tpl" distributed with# Post Builder in "POSTBUILD/pblib/misc" directory can be copied# to the "mach/resource/postprocessor" or "mach/resource/shop_docs" directory, # in case that your UG runtime environment does not have access to the# Post Builder installation.## Accessing "pb_post_tool_list.tpl" in other location can also be accomplished# by changing the code below titled "Generate tool list data" in this proc.## The variable "mom_sys_tool_list_output_type" set in this proc allows you# to select the type of tool list to be generated.# The options are:## "ORDER_IN_USE" - List tools used in the program in the order of operations. # "ALL_UNIQUE" - List all unique tools once for each in the order of use.# "GROUP_BY_TYPE" - List tools in groups of different tool types.## The desired tool list type can be set by changing the code below.# The default is set to "GROUP_BY_TYPE".#global mom_sys_tool_list_initializedglobal mom_sys_tool_list_output_typeif { ![info exists mom_sys_tool_list_initialized] || !$mom_sys_tool_list_initialized } { MOM_output_to_listing_device "proc PB_CMD_init_tool_list must be executed in the Start of Program before PB_CMD_create_tool_list is called."return}#++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++ ++++++++++++++++# Set mom_sys_tool_list_output_type to the desired output fashion.## "ORDER_IN_USE" - List tools used in the program in the order of operations. # "ALL_UNIQUE" - List all unique tools once for each in the order of use.# "GROUP_BY_TYPE" - List tools in groups of different tool types.##++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++ ++++++++++++++++# set mom_sys_tool_list_output_type "ORDER_IN_USE"# set mom_sys_tool_list_output_type "ALL_UNIQUE"set mom_sys_tool_list_output_type "GROUP_BY_TYPE"global mom_sys_control_out mom_sys_control_inglobal current_program_nameglobal mom_tool_number mom_tool_length_adjust_register mom_tool_name#----------------------------------------------------------------------------# Save info for the currently active tool in the program being post-prcessed # before starting Shop Doc mechanism for tool list generation.#----------------------------------------------------------------------------if [llength [info commands PB_CMD_save_active_oper_tool_data] ] { PB_CMD_save_active_oper_tool_data}#-----------------------------------------------------------# Create tool list per selected top-level group.# Group name is set to blank if no group has been selected.#-----------------------------------------------------------global mom_parent_group_nameif [info exists mom_parent_group_name] {set current_program_name $mom_parent_group_name} else {set current_program_name ""}set ci " "set co " "if [info exists mom_sys_control_in] { set ci $mom_sys_control_in }if [info exists mom_sys_control_out] { set co $mom_sys_control_out }#*************************# Generate tool list data#*************************set template_file pb_post_tool_list.tplglobal tcl_platformif [string match "windows" $tcl_platform(platform)] {set pb_lib_misc_dir [MOM_ask_env_var UGII_BASE_DIR]\\postbuild\\pblib\\misc\\ } else {set pb_lib_misc_dir [MOM_ask_env_var UGII_BASE_DIR]/postbuild/pblib/misc/ }set cam_post_dir [MOM_ask_env_var UGII_CAM_POST_DIR]set cam_shop_doc_dir [MOM_ask_env_var UGII_CAM_SHOP_DOC_DIR]if { [file exists ${pb_lib_misc_dir}${template_file}] } {MOM_do_template_file ${pb_lib_misc_dir}${template_file}} elseif { [file exists ${cam_post_dir}${template_file}] } {MOM_do_template_file ${cam_post_dir}${template_file}} elseif { [file exists ${cam_shop_doc_dir}${template_file}] } {MOM_do_template_file ${cam_shop_doc_dir}${template_file}} else {MOM_output_to_listing_device "ERROR : Template file pb_post_tool_list.tpl is not found in the following directories: \n \n $pb_lib_misc_dir \n $cam_post_dir \n $cam_shop_doc_dir \n \n Tool list cannot be generated.\n"return}#------------------# Tool list header#------------------shop_doc_output_literal"$co================================================================ ===============================$ci"shop_doc_output_literal "$co T O O L L I S T $ci"shop_doc_output_literal"$co================================================================ ===============================$ci"#------------------# Output tool list#------------------global tool_data_bufferglobal mom_sys_tool_stackswitch $mom_sys_tool_list_output_type {"ORDER_IN_USE" {set tool_list $mom_sys_tool_stack(IN_USE)}"GROUP_BY_TYPE" {set tool_list [concat $mom_sys_tool_stack(LATHE) $mom_sys_tool_stack(DRILL) $mom_sys_tool_stack(MILL)]}default {set tool_list $mom_sys_tool_stack(ALL)}}set prev_tool_type ""foreach tool $tool_list {set tool_type $tool_data_buffer($tool,type)# Output tool type header if it changes.if { ![string match "$tool_type" $prev_tool_type] } {if { [info exists tool_data_buffer($tool_type,header)] && $tool_data_buffer($tool_type,header) != "" } {shop_doc_output_literal "$tool_data_buffer($tool_type,header)"}}if [info exists tool_data_buffer($tool,output)] {shop_doc_output_literal "$tool_data_buffer($tool,output)"}set prev_tool_type $tool_type}#------------------# Tool list footer#------------------shop_doc_output_literal"$co================================================================ ===============================$ci"#-------------------------------------------------------------------------------# Restore info for the currently active tool in the program being post-prcessed.#-------------------------------------------------------------------------------if [llength [info commands PB_CMD_restore_active_oper_tool_data] ] { PB_CMD_restore_active_oper_tool_data}结果:(=================================================================== ============================)( T O O L L I S T )(=================================================================== ============================)()(-----------------------------------------------------------------------------------------------)(MILL DESCRIPTION DIAMETER COR RAD FLUTE LEN ADJ REG MACH TIME )(-----------------------------------------------------------------------------------------------)(D10 MILL 10.0000 0.0000 50.0000 0 0.16 )(D6R3 MILL 6.0000 3.0000 50.0000 0 0.20 )(D4 MILL 4.0000 0.0000 50.0000 0 0.23 )(=================================================================== ============================)5.插入刀具详细信息global mom_tool_name mom_tool_diameter mom_tool_corner1_radius mom_tool_number mom_tool_length mom_tool_flute_lengthMOM_output_literal "(T_N:$mom_tool_name T_D:[ format "%.2f" $mom_tool_diameter] T_R:[ format "%.2f" $mom_tool_corner1_radius] T_NO.:$mom_tool_number T_L:[ format "%.2f" $mom_tool_length] T_F_L:[ format "%.2f" $mom_tool_flute_length] )"效果:(T_N:D10 T_D:10.00 T_R:0.00 T_NO.:1 T_L:75.00 T_F_L:50.00 )在运算程序消息1.MOM_output_literal “( 刀具名称:$mom_tool_name )”2.MOM_output_literal “( 刀具直径:$mom_tool_diameter )”3.MOM_output_literal “( 刀具R角半径:$mom_tool_nose_radius )”Welcome To Download !!!欢迎您的下载,资料仅供参考!。
UG后处理-1

: N$ X/ M4 h- ]- U6 e7 q1. CHARACTER FOR WORD ADDRESS X 用X表示X轴
A4 f( Z5 d2 O4 C) n2 ?: k2. TOTAL NUMBER OF DIGITS 7 数据位有7位
: |% n( Y( m, j5 O" ^4 U3. NUMBER OF DECIMAL PLACES 3 小数点后有3位
POST后置处理
. B9 J i3 n, ]8 S4 p; z) x |9 `" [) K2 G9 ^: W
一、CAM 后置处理原理图
$ E0 @ s+ W1 r. _ 5 w+ {$ c* y) |" f* c1 s6 C1 \
& h9 K6 G, A& G$ s. ?; ]2 {
12. PRINT MDF SUMMARY 7 w, S( k, e+ X n8 E, K* }
13. RENAME FILE
4 e; ~ M9 C8 e" R, r1 t14. FILE/TERMINATE - B* }! f- w7 O+ _* N0 \! i
存盘退出 % S: }5 d9 K8 Z- [% |+ B; T
! C6 ~5 U( a7 Q! V4. ZERO SUPPRESSION LEADING AND TRAILING $ D: u5 ~; C* W, s0 U8 u
是否省略小数点前后的零
; ^0 _( Q; k8 v) B5. SIGN SUPPRESSION PLUS 是否省略正负号
+ Y4 T- y0 G+ j4 q$ S6. DECIMAL POINT OUTPUT? YES 小数点是否出现 , A- o/ Z+ Y1 O" Q0 o8 g+ e% M
完整的UGPOSTBuilder制作后处理

完整的UGPOSTBuilder制作后处理1,开始菜单里打开UG/POST Builder0.PNG(17.55 KB, 下载次数: 660)1.PNG(132.66 KB, 下载次数: 824)下面说说UG/POST Builder的界面和一些基本的东西设定螺旋下刀的方式增加一个自定义命令,拖到%下一行,如图,加入以下命令uplevel #0 {set mom_kin_helical_arc_output_mode LINEAR MOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍再在如图位置增加一个自定义命令输入以下内容uplevel #0 {set mom_kin_is_turbo_output "TRUE"MOM_reload_kinematics}完成加turbo,使后处理速度快5~6倍这个命令可以使后处理速度快5~6倍,一个字“快”加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置自己的自定义设置有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定在程式尾加入G05.1Q0G49,和程式头的方法一样。
把M02改为M30,点击M02进行修改,方法如图在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例增加一个自定义命令,在里面添加如下命令MOM_output_literal "G05.1Q1"如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了加入刀具信息在弹出的对话框中输入如下指令global mom_tool_diameterglobal mom_tool_corner1_radiusglobal mom_tool_nameMOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )"注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。
UG后处理常用后处理编写语句

UG后处理常用后处理编写语句UG后处理常用语言:程式名称:PROGRAM NAME - $mom_output_file_basename日期:Creation Date: $mom_date刀具直径:Dia =[format "%.2f" $mom_tool_diameter]刀具半径:R =[format "%.2f" $mom_tool_corner1_radius]侧面余量:Part stock=[format "%.2f" $mom_stock_part]/smm底面余量:stock floor=[format "%.2f" $mom_stock_floor]/smm电脑加工时间:TOTAL MACHINE TIME: [format "%.2f" $mom_machine_time MIN] ("%.2f"表示加工时间取小数点两位数)刀具参数:$mom_tool_name 直径=[format "%.2f" $mom_tool_diameter]R=[format "%.2f" $mom_tool_corner1_radius]刃长=[format "%.2f" $mom_tool_flute_length] 刀长=[format "%.2f" $mom_tool_length])2.global mom_tool_nameglobal mom_tool_diameterglobal mom_tool_corner1_radiusMOM_output_literal "(刀具名称:$mom_tool_name )"MOM_output_literal "(刀具直径:[ format "%.2f" $mom_tool_diameter] )"MOM_output_literal "(刀具R角半径:[ format "%.2f"$mom_tool_corner1_radius] )"3.global mom_machine_timeMOM_output_literal "(加工时间:[ format "%.2f" $mom_machine_time])"1、首先打开UG后处理构造器,我的是新建的后处理,在库里面以fanuc_6m为标本2、在程序起始序列添加PB_CMD_fix_RAPID_SET命令,到G40 G80 G49等一些取消代码的下一行,如下图3、在运动里面的线性移动,下拉箭头选择命令--PB_CMD_suppress_linear_block_plane_code,到第一行,如已添加好了的下图,第二行的G17用第二个Arc Plance Code (XY/ZX/YZ),右击可选,不要强制输出4、圆周运动同样用第二个G17 Arc Plance Code (XY/ZX/YZ),可选,不强制输出5、快速移动G17同样Arc Plance Code (XY/ZX/YZ),可选,不强制输出6、下面开始修改钻孔固定循环了,G17添加第一个Cutcom Plane Code(XY/ZX/YZ),可选,不强制(选第二个圆弧平面命令应该一样的,我没深究)。
NXUG后处理三轴基础篇教程大纲及代码
NXUG后处理三轴基础篇教程大纲及代码课程学习网址腾讯课堂课程简介学习本课程无需英语基础,无需TCL编程基础,只要复制粘贴代码即可,想实现什么功能就能实现什么功能。
学完本课程以后您的NXUG后处理水平那就是菜鸟变飞人!课程开发依据本课程是由林老师根据多年的后处理定制服务需求信息归纳总结而来,课程涵盖了NXUG后处理的各种功能实现方法及各种常见问题。
学完本课程,完全能够面对各种数控系统机床,配置安全实用的三轴后处理,同时也能够为下一步学习多轴后处理打下坚实的基础。
课程特色服务购买本课程以后,可以进入课程专门的后处理技术服务QQ群进行技术交流,另外还在晨航数控技术中心官方论坛,开辟了专门的后处理讨论交流板块,供大家学习交流。
课程中所讲所用的后处理代码均可在晨航数控技术中心后处理页面进行下载。
(晨航数控技术中心地址)一、NX后处理基础知识NXUG后处理课程分销方法课程分销地址:1.1NX后处理入门体验1.0101什么是后处理及其作用1.0102新建并使用一次后处理1.2NX后处理构造器各页面简介1.0201启动页面1.0202机床页面1.0203程序和刀轨页面1.0204NC数据定义页面1.0205输出设置页面1.3NX后处理构造器特殊颜色符号介绍1.0300后处理构造器特殊颜色符号介绍1.0301蓝色块(视频合成在1.0300中)1.0302输出条件(视频合成在1.0300中)1.0303可选输出(视频合成在1.0300中)1.0304强制输出(视频合成在1.0300中)1.4NX后处理常用系统变量名1.0401常放置在程序头和程序尾的变量NC文件名称:mom_output_file_basename零件名称:mom_part_name后处理器名称:mom_event_handler_file_name程序组名称:mom_group_name工序名称:mom_operation_name加工余量:mom_stock_floor mom_stock_part mom_wall_stock 加工预计工时:mom_machine_time电脑用户名:mom_logname后处理日期:mom_date1.0402某参数不知道变量名的查询方法1.5NX后处理编辑复制粘贴问题1.0500后处理编辑复制粘贴问题1.0501复制的代码无法粘贴(视频合成在1.0500中)1.0502复制别人给的代码总是报警(视频合成在1.0500中)二、NX后处理各项功能实现2.1程序头相关设置2.0101什么是操作头及通常设置MOM_output_literal "G5.1Q1"global mom_output_file_basename mom_part_nameglobal mom_event_handler_file_nameMOM_output_literal ";NC:$mom_output_file_basename "MOM_output_literal ";Part:$mom_part_name "MOM_output_literal ";Post:$mom_event_handler_file_name "2.0102有两个操作就输出某信息只有一个操作就不输出global mom_current_oper_is_last_oper_in_programif {$mom_current_oper_is_last_oper_in_program == NO } {MOM_output_literal "M60"MOM_output_literal "NA 1"MOM_output_literal "G30 P1"MOM_output_literal "TLFON"MOM_output_literal "M289 RP=2"}2.2操作头相关设置2.0201操作头输出操作名global mom_operation_nameMOM_output_literal "$mom_operation_name"2.0202操作头输出加工余量global mom_stock_floor mom_stock_partglobal mom_wall_stock mom_stock_part_useglobal sidestock floorstockif {[info exists mom_stock_part]} {set sidestock $mom_stock_part} elseif {[info exists mom_wall_stock]} {set sidestock $mom_wall_stock} else {set sidestock 0}if {[info exists mom_stock_floor]} {if {[info exists mom_stock_part_use] && $mom_stock_part_use == 1} {if {[info exists mom_stock_part]} {set floorstock $mom_stock_part}} else {set floorstock $mom_stock_floor}} else {set floorstock 0}MOM_output_literal "(sidestock =[format "%.3f" $sidestock] \floorstock =[format "%.3f" $floorstock])"2.0203操作头强制功能字与操作属性判断MOM_force once X Y Z F R I JMOM_force once G_motion G_mode G M_spindle Sglobal mom_current_oper_is_last_oper_in_programif { [ info exists mom_current_oper_is_last_oper_in_program ] && $mom_current_oper_is_last_oper_in_program ==YES } {MOM_output_literal "--------------------YES------------------"}global first_operationset first_operation 1global first_operationif { $first_operation == 1 } {MOM_output_literal "---------------我是第一个操作-------------------"set first_operation 0} else {MOM_output_literal "-------------no--no--no-----------------"}2.3程序组相关设置2.0301按程序组一次输出多个程序2.0302每个程序组只输出一次组名global tempgroupnameset tempgroupname 57205362global mom_operation_nameglobal mom_group_name tempgroupnameif { [info exists mom_group_name] && $mom_group_name != $tempgroupname } {MOM_output_literal " ($mom_group_name) "set tempgroupname $mom_group_name}MOM_output_literal " ($mom_operation_name) "MOM_force once S M_spindle2.4加工坐标系G54相关设置2.0401直接输出G54及自动判断输出G54-G592.0402输出G54.1p1等想输出什么就输出什么global mom_mcsname_attach_opr mom_operation_nameMOM_output_literal "$mom_mcsname_attach_opr($mom_operation_name)"global mom_operation_nameMOM_output_literal "($mom_operation_name)"global mom_fixture_offset_valueif {[info exists mom_fixture_offset_value]} {if { $mom_fixture_offset_value == 0 } {MOM_output_literal "G54.1P0"}if { $mom_fixture_offset_value == 1 } {MOM_output_literal "G54.1P1"}if { $mom_fixture_offset_value == 2 } {MOM_output_literal "G54.1P2"}}2.0403每次换刀输出一次坐标系不换刀不输出global hastoolchangeset hastoolchange 1global mom_next_oper_has_tool_change hastoolchangeif { $mom_next_oper_has_tool_change == YES } {set hastoolchange 1}global mom_operation_nameMOM_output_literal "($mom_operation_name)"global hastoolchangeif {[info exists hastoolchange] && $hastoolchange == 1} {MOM_force once G54set hastoolchange 0}$mom_fixture_offset_value + 532.0404换坐标系时输出一次Z轴回零不换坐标不输出global mom_fixture_offset_value tem_mom_fixture_offset_value set tem_mom_fixture_offset_value $mom_fixture_offset_valueglobal mom_fixture_offset_value tem_mom_fixture_offset_valueif {[info exists tem_mom_fixture_offset_value] } {if { $tem_mom_fixture_offset_value != $mom_fixture_offset_value } { MOM_output_literal "G91 G30 Z0. "MOM_force once G_mode}2.5行号相关设置2.0501行号信息设置2.0502每个操作头输出一次行号其他行不输出行号$mom_operation_name2.0503每次换刀输出一次行号其他行不输出行号2.0504要求行号单独占一行且在换刀之后的M01之前global temseqset temseq 1global temseqMOM_output_literal "N$temseq"MOM_output_literal "M01"incr temseq 12.6刀具相关设置2.0601无刀库的机床不输出换刀指令方法2.0602输出刀具信息防止未定义刀具类型出错-1global mom_tool_number mom_tool_nameglobal mom_tool_diameter mom_tool_corner1_radiusglobal mom_tool_flute_length mom_tool_lengthif {![info exists mom_tool_corner1_radius] } {set mom_tool_corner1_radius 57205362}MOM_output_literal "(T$mom_tool_number=$mom_tool_name \ D=[format "%.2f" $mom_tool_diameter] \R1=[format "%.2f" $mom_tool_corner1_radius] \FL=[format "%.2f" $mom_tool_flute_length] \L=[format "%.2f" $mom_tool_length]“unset mom_tool_corner1_radius2.0602输出刀具信息防止未定义刀具类型出错-2global mom_tool_number mom_tool_nameglobal mom_tool_diameter mom_tool_corner1_radiusglobal mom_tool_flute_length mom_tool_lengthglobal mom_tool_lower_corner_radius mom_tool_typeglobal mom_tool_shank_diameterif {$mom_tool_type == "Milling Tool-T Cutter"} {MOM_output_literal "(T$mom_tool_number=$mom_tool_name \D=[format "%.2f" $mom_tool_diameter] \R1=[format "%.2f" $mom_tool_lower_corner_radius] \ND=[ format "%.2f" $mom_tool_shank_diameter] \FL=[format "%.2f" $mom_tool_flute_length] \L=[format "%.2f" $mom_tool_length] ) "} elseif {$mom_tool_type == "Milling Tool-5 Parameters"} {MOM_output_literal "(T$mom_tool_number=$mom_tool_name \D=[format "%.2f" $mom_tool_diameter] \R1=[format "%.2f" $mom_tool_corner1_radius] \FL=[format "%.0f" $mom_tool_flute_length] \L=[format "%.2f" $mom_tool_length] ) "} else {MOM_output_literal "(undefine tool type message)"MOM_output_literal "(Tool_type:$mom_tool_type )“}2.0603换刀前M5M9换刀后M01M3M8但第一把刀不输出M5M92.0604每个操作都输出一次换刀不管是否有换刀且避免有换刀时重复输出global hastoolchange mom_next_oper_has_tool_changeif {[info exists mom_next_oper_has_tool_change] \&& $mom_next_oper_has_tool_change == "YES" } {set hastoolchange 0} else {set hastoolchange 1}global mom_operation_nameMOM_output_literal "($mom_operation_name)"global hastoolchangeif {[info exists hastoolchange] && $hastoolchange == 1 } {MOM_force once T M S M_spindle G G_adjust HPB_auto_tool_changeset hastoolchange 0}2.0605每个程序组都输出一次换刀信息不管是否有换刀但不是每个操作都输出global tempgroupnameset tempgroupname 57205362global hastoolchange mom_next_oper_has_tool_changeif {[info exists mom_next_oper_has_tool_change] \&& $mom_next_oper_has_tool_change == "YES" } {set hastoolchange 0} else {set hastoolchange 1}global mom_operation_nameMOM_output_literal "($mom_operation_name)"global mom_group_name tempgroupnameif { [info exists mom_group_name] && $mom_group_name != $tempgroupname } {MOM_output_literal " ($mom_group_name) "set tempgroupname $mom_group_nameglobal hastoolchangeif {[info exists hastoolchange] && $hastoolchange == 1 } {MOM_force once T M S M_spindle G G_adjust HPB_auto_tool_changeset hastoolchange 0}}2.7刀补相关设置2.070101输出刀补的条件说明2.070102关于刀补的参数说明2.070103刀补G40不单独占一行2.070104刀补G41之后必然有D01MOM_force once D2.070105是否输出G41的判断global mom_cutcom_type mom_tool_cutcom_registerif { [info exists mom_cutcom_type] && $mom_cutcom_type != 0 } {MOM_output_literal "D = $mom_tool_cutcom_register "}2.070106螺旋铣HOLE_MILLING输出刀补的办法2.070200长度补偿G43H01设置2.8主轴相关设置2.0801主轴转速S和M03单独占一行或M3M8不在同一行2.0802当主轴转速改变时重新输出S和Mglobal temp_spindle_speed mom_spindle_speedset temp_spindle_speed $mom_spindle_speedglobal mom_operation_nameMOM_output_literal "($mom_operation_name)"global temp_spindle_speed mom_spindle_speedif {[info exists temp_spindle_speed] && \$temp_spindle_speed != $mom_spindle_speed} {MOM_force once M_spindle S}global mom_tool_numberMOM_output_literal "TOOL CALL \T$mom_tool_number Z \S$mom_spindle_speed"MOM_output_literal "M03"2.0803主轴旋转后暂停3秒再移动工作台2.9运动类型相关设置2.0901快速运动G00及线性运动G01设置2.090201输出圆弧代码与否的区别及无法输出圆弧的原因2.090202圆弧参数设置说明2.090203圆弧异常最大最小圆弧设置问题2.090204圆弧异常IJ模态问题2.090205圆弧IJ方式输出为R方式及问题2.090301输出螺旋代码与否的区别及无法输出螺旋代码的原因2.090302螺旋参数设置说明及螺旋代码K报警处理2.090303西门子铣螺纹螺距不正确问题#加入晨航数控技术中心编写的代码即可\rset mom_helix_turn_number [expr ($feed_distance/$pitch)]if { $mom_helix_turn_number > 1 } {set mom_helix_turn_number [expr ceil($mom_helix_turn_number-1)]} else {set mom_helix_turn_number 0}2.090304海德汉螺旋代码不正确问题MOM_force once X Y ZMOM_do_template helix_pos2.090401输出钻孔循环与否的区别及无法输出钻孔循环代码的原因2.090402不同编程方式对应输出的循环代码及不符合要求时的修改方法2.090403输出G98G99的选择及G99回退不正确问题2.090404钻孔循环特殊要求及问题global G81_first_pointset G81_first_point 1global G81_first_pointif { $G81_first_point == 1 } {MOM_suppress once X Yset G81_first_point 0}2.090405攻丝循环G84说明及问题-12.090405攻丝循环G84说明及问题-2$mom_cycle_delayMOM_force once M29 G95 TAP_S TAP_M TAP_F TAP_Qglobal mom_current_motionif { $mom_current_motion != "tap_move" } {MOM_suppress once G94}2.090406_siemens840d系统CYCLE84攻丝循环设置global mom_siemens_cycle_o_var1global mom_siemens_cycle_o_damglobal mom_siemens_cycle_o_vrtglobal mom_cycle_camglobal mom_cycle_delayif {[info exists mom_cycle_cam] \&& [info exists mom_cycle_delay] } {set mom_siemens_cycle_o_var1 $mom_cycle_camset mom_siemens_cycle_o_dam $mom_cycle_delayset mom_siemens_cycle_o_vrt $mom_cycle_delay}2.090407_heidenhainI530系统CYCL209攻丝循环设置global mom_cycle_step1global mom_cycle_delayglobal dpp_TNC_cycle_step_clearanceif {[info exists mom_cycle_delay] } {set mom_cycle_step1 $mom_cycle_delayset dpp_TNC_cycle_step_clearance $mom_cycle_delay} else {set mom_cycle_step1 0set dpp_TNC_cycle_step_clearance 0}2.10进给率相关设置2.1000进给率相关设置MOM_force once S M_spindle X Y Z fourth_axis fifth_axis FMOM_force once F2.1001每个操作输出一次进给率F (合成在2.1000进给率相关设置中)2.1002进给率F后面有小数点问题(合成在2.1000进给率相关设置中)2.1003编程进给过大导致G01变成G00问题(合成在2.1000进给率相关设置中)2.1004每次G00之后必须重新输出F问题(合成在2.1000进给率相关设置中)2.11操作结束相关设置2.1100操作结束相关设置MOM_output_literal "G91 G28 Z0 "MOM_output_literal “G90 "global mom_current_oper_is_last_oper_in_programif { [ info exists mom_current_oper_is_last_oper_in_program ] && $mom_current_oper_is_last_oper_in_program ==YES } {MOM_output_literal "-------------YES-----------------"}global mom_current_oper_is_last_oper_in_programif { [ info exists mom_current_oper_is_last_oper_in_program ] \&& $mom_current_oper_is_last_oper_in_program ==YES } {return 0} else {return 1}2.1101什么是操作结束及其通常设置(合成)2.1102操作结束Z轴回零(合成)2.1103判断当前操作是否是最后一个操作(合成)2.1104每个操作结束都输出M01但程序结束不输出(合成)2.1105换坐标系后G0定位坐标未输出的问题(合成)2.12程序尾相关设置2.1200程序结束相关设置PB_CMD_check_travel_limitsglobal mom_sys_max_travelglobal mom_sys_min_travelMOM_output_literal "( Max Z = [format %.3f $mom_sys_max_travel(2)] \MIN Z = [format %.3f $mom_sys_min_travel(2)] ) "global mom_machine_time mom_lognameMOM_output_literal "( Cutting Time = [format "%0.1f" $mom_machine_time] Min )"global mom_lognameMOM_output_literal "( PC_name = $mom_logname )"set chskjszx [clock format [clock seconds] -format "%Y-%m-%d %H:%M:%S"]MOM_output_literal "( Post Date = $chskjszx )"2.1201什么是程序结束及其通常设置(合成)2.1202输出最大加工深度ZMIN坐标到程序尾(合成)2.1203输出电脑用户名(合成)2.1204输出加工时间(合成)2.1205输出后处理日期(合成)2.13安全保护报警相关设置2.1301安全保护报警相关设置_报警代码介绍MOM_display_message <message> <title> <type> [<button1>][<button2>][<button3>]==========================================MOM_display_message "我们的网站是" \"晨航数控技术中心提示" \"E"MOM_abort "\n\n 林老师提示:后处理已经终止\n\n"2.1302主轴转速S为0等安全报警设置global mom_spindle_speed mom_operation_nameif { $mom_spindle_speed == 0 } {MOM_abort "\n\n 林老师提示:S=0\n \操作名为: $mom_operation_name 的主轴转数为0\n\n"}global mom_tool_number mom_tool_nameif {$mom_tool_number == "0" || $mom_tool_number > "30"} {MOM_display_message "刀具名称为:$mom_tool_name的刀具号设置错误!" \"晨航数控技术中心提示" \"E"}$mom_mcsname_attach_opr($mom_operation_name)$ mom_next_tool_name2.14其他杂项技巧设置2.1401添加后处理到NX系统中2.1402无pui文件的后处理方法2.1403后处理简单加密方法global mom_lognameMOM_output_literal "mom_logname $mom_logname"if {$mom_logname != "Administrator" } {MOM_abort "\n\n 您无权使用此后处理,请联系QQ57205362 \n\n"}三、NX三轴后处理典型案例3.1三轴Fanuc_0iMD系统后处理制作G54G17 G21 G40 G49 G69 G80 G90$mom_operation_nameMOM_force once G_motion X Y Z I J K3.2三轴Siemens_840D系统后处理制作MOM_force once X Y Z F S I J K M_spindle G_mode G_motionset mom_helix_turn_number [expr ($feed_distance/$pitch)]if { $mom_helix_turn_number > 1 } {set mom_helix_turn_number [expr ceil($mom_helix_turn_number-1)]} else {set mom_helix_turn_number 0}MOM_force once G_motion3.3三轴Heidenhain__I530系统后处理制作MOM_force once X Y ZMOM_do_template helix_pos。
UG后处理——精选推荐
数控铣床常用编程指令一、有关单位的设定1.尺寸单位选择G20,G21,G22格式:G20;G21;G22;本系统采用3种尺寸输入制式:英制由G20指定,公制由G21指定,脉冲当量由G22指定,缺省时采用公制。
3种制式下线性轴、旋转轴的尺寸单位如下表所示。
尺寸输入制式及其单位线性轴旋转轴英制(G20)英寸度公制(G21)毫米度脉冲当量(G22)移动轴脉冲当量旋转轴脉冲当量这3个代码必须在程序的开头坐标系设定之前用单独的程序段指令。
G20,G21,G22不能在程序的中途切换。
2.进给速度单位的设定G94、G95格式:G94 [ F_ ];G95 [ F_ ];G94为每分钟进给,F的单位依G20/G21/G22的设定而为mm/min,in/min或脉冲当量/min。
此外,G94 F_可以指定旋转轴的速度,旋转轴的速度单位为度/min或脉冲当量/min。
G95为每转进给,在F之后,直接指定刀具在主轴转一转的进给量,单位依G20/G21/G22的设定而为mm/r,in/r或脉冲当量/r。
这个功能必须在主轴装有编码器时才能使用。
G94,G95为模态功能,可相互注销,G94为缺省值。
这两种指令功能的关系为:每分钟进给=每转进给×主轴速度?二、进给控制指令常用G指令动画1.快速定位指定G00格式:G00 X_ Y_ Z_ A_ B_ C_ U_ V_ W_;其中,X,Y,Z,A,B,C,U,V,W为快速定位终点,在G90时为终点在工件坐标系中的坐标;在G91时为终点相对于起点的位移量。
2.线性进给指令G01格式:G01 X_ Y_ Z_ A_ B_ C_ U_ V_ W_ F_;其中,X,Y,Z,A,B,C,U,V,W为终点,在G90时为终点在工件坐标系中的坐标;在G91时为终点相对于起点的位移量。
(1)圆弧进给格式:图2 圆弧插补应用其中,α、β∈{X,Y,Z,U,V,W}为圆弧终点,在G90时为圆弧终点在工件坐标系中的坐标;在G91时为圆弧终点相对于圆弧起点的位移量;γ、δ∈{I,J,K},不论在G90还是在G91时都是以增量方式指定,为圆心相对于起点的偏移值,R为圆弧半径,当圆弧圆心角小于180°时,R为正值,否则R为负值,整圆编程时不可以使用R,只能用γ、δ;F为编程的两个轴的合成进给速度.在G02/G03前必须用G17/G18/G19指定平面,其中用G17代码进行XY平面的指定,省略时就被默认为是G17,但当在ZX(G18)和YZ(G19)平面上编程时,平面指定代码不能省略。
UG后处理中代码命令

UG后处理中代码命令FANUC 0-TD系统G 代码命令代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替代码解释G00 定位1. 格式G00 X_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
N10 G0 X100 Z65G01 直线插补1. 格式G01 X(U)_ Z(W)_ F_ ;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。
X, Z: 要求移动到的位置的绝对坐标值。
U,W: 要求移动到的位置的增量坐标值。
2. 举例① 绝对坐标程序G01 X50. Z75. F0.2 ;X100.;② 增量坐标程序G01 U0.0 W-75. F0.2 ;U50.圆弧插补(G02, G03)G02(G03) X(U)__Z(W)__I__K__F__ ; G02(G03) X(U)__Z(W)__R__F__ ;G02 –顺时钟(CW)G03 –逆时钟(CCW)X, Z –在坐标系里的终点U, W –起点与终点之间的距离I, K –从起点到中心点的矢量(半径值)R –圆弧范围(最大180 度)。
2. 举例①绝对坐标系程序G02 X100. Z90. I50. K0. F0.2或G02 X100. Z90. R50. F02;②增量坐标系程序G02 U20. W-30. I50. K0. F0.2;或G02 U20. W-30. R50. F0.2;第二原点返回(G30)坐标系能够用第二原点功能来设置。
UG-后处理程序解析
6: 自动换刀格式此程序没有输出,以上更改可使用搜索字符方式快速查找。
7: 未说明的其它格式参数请不要随意更改。
UG刀路回放
000001.pim
%,MX--, ;(JIATIE COMPANY Tel:0769-3000000;This is for nx4) N0010 G17 G90 N0012 G53 Z0 S10000 M03 M08 N0014 G51 E0.01 N0016 G54 N0018 G04 K500 N0020 G43 D1 ;(ToolName=D10 D=10.00 R=0.00 ) N0024 G00 X0.0 Y-24.15 S10000 M03 N0026 Z15. N0028 Z2.7 N0030 G01 Z-.3 F3000. N0032 Y-21.15 N0034 X-16. F5000. N0036 G02 X-21.15 Y-16. I0.0 J5.15 N2380 G00 Z15. N2382 M09 N2384 G53 Z-1 N2386 M05 N2388 G53X0Y0 M30 %,MX--,
UG 后处理
龚老师-----制作
1:在产生完一系列刀具路径后,需要将这些刀具路径按其在机床中的加 工顺序排列,然后对它们进行后处理,产生机床代码文件 .NC PIM 或其 它后缀格式。
2:如果机床具有自动换刀功能,则可将不同尺寸刀,则仅可将尺寸相同的 刀具的刀具路径组合在一组。
2:此后处理开启了螺旋下刀圆弧输出。(若你机床不接受此格式) 关闭螺旋下刀圆弧输出:打开dochop.tcl 文件 PB_CMD_init_helix 更改成 # PB_CMD_init_helix
UG后处理中代码命令
FANUC 0-TD系统G 代码命令代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替G75 X 向切槽G76 切螺纹循环G8010 取消固定循环G83 钻孔循环G84 攻丝循环G85 正面镗孔循环G87 侧面钻孔循环G88 侧面攻丝循环G89 侧面镗孔循环G9001 (内外直径)切削循环G92 切螺纹循环G94 (台阶) 切削循环G9612 恒线速度控制G97 恒线速度控制取消G9805 每分钟进给率G99 每转进给率代码解释G00 定位1. 格式G00 X_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
N10 G0 X100 Z65G01 直线插补1. 格式G01 X(U)_ Z(W)_ F_ ;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。
X, Z: 要求移动到的位置的绝对坐标值。
U,W: 要求移动到的位置的增量坐标值。
2. 举例① 绝对坐标程序G01 X50. Z75. F0.2 ;X100.;② 增量坐标程序G01 U0.0 W-75. F0.2 ;U50.圆弧插补(G02, G03)G02(G03) X(U)__Z(W)__I__K__F__ ; G02(G03) X(U)__Z(W)__R__F__ ;G02 –顺时钟(CW)G03 –逆时钟(CCW)X, Z –在坐标系里的终点U, W –起点与终点之间的距离I, K –从起点到中心点的矢量(半径值)R –圆弧范围(最大180 度)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
UG后处理常用后处理编写语句
UG后处理常用语言:
程式名称:PROGRAM NAME - $mom_output_file_basename
日期:Creation Date: $mom_date
刀具直径:Dia =[format "%.2f" $mom_tool_diameter]
刀具半径:R =[format "%.2f" $mom_tool_corner1_radius]
侧面余量:Part stock=[format "%.2f" $mom_stock_part]/smm
底面余量:stock floor=[format "%.2f" $mom_stock_floor]/smm
电脑加工时间:TOTAL MACHINE TIME: [format "%.2f" $mom_machine_time MIN] ("%.2f"表示加工时间取小数点两位数)
刀具参数:$mom_tool_name 直径=[format "%.2f" $mom_tool_diameter]
R=[format "%.2f" $mom_tool_corner1_radius]
刃长=[format "%.2f" $mom_tool_flute_length] 刀长=[format "%.2f" $mom_tool_length])
2.
global mom_tool_name
global mom_tool_diameter
global mom_tool_corner1_radius
MOM_output_literal "(刀具名称:$mom_tool_name )"
MOM_output_literal "(刀具直径:[ format "%.2f" $mom_tool_diameter] )"
MOM_output_literal "(刀具R角半径:[ format "%.2f"
$mom_tool_corner1_radius] )"
3.
global mom_machine_time
MOM_output_literal "(加工时间:[ format "%.2f" $mom_machine_time])"
1、首先打开UG后处理构造器,我的是新建的后处理,在库里面以fanuc_6m为标本
2、在程序起始序列添加PB_CMD_fix_RAPID_SET命令,到G40 G80 G49等一些取消代码的下一行,如下图
3、在运动里面的线性移动,下拉箭头选择命令
--PB_CMD_suppress_linear_block_plane_code,到第一行,如已添加好了的下图,
第二行的G17用第二个Arc Plance Code (XY/ZX/YZ),右击可选,不要强制输出
4、圆周运动同样用第二个G17 Arc Plance Code (XY/ZX/YZ),可选,不强制输出
5、快速移动G17同样Arc Plance Code (XY/ZX/YZ),可选,不强制输出
6、下面开始修改钻孔固定循环了,G17添加第一个Cutcom Plane Code
(XY/ZX/YZ),可选,不强制(选第二个圆弧平面命令应该一样的,我没深究)。
然后把能够用到的固定循环格式全部改成这样的。
这里的G99用的是第一个Cycle Retract (AUTO/MANUAL),也是可选,对应UG 里面钻孔的Rtrcto参数。
UG选择Rtrcto为自动,即钻完一个孔抬到安全平面再到下一个孔,也就是G98;Rtrcto设置为空,钻完孔抬到R点再移动,处理出来
的程序就是G99。
7、UG刀轴要设置垂直于加工平面,MCS_MILL几何坐标安全平面设置到加工平面上的高度。
好了,关于侧铣后处理的修改就上面几个比较重要的步骤,其他地方也就是一般的固定格式,就不赘述了。