玛帕导条刀具
玛帕导条刀具

WP-43571-1 N
非标SP刀片为单刃刀片 例如:SP-43571-2D
SP - 43571 – 2 D
关于刀片材质-HU435
首位字母 第二位字母
MAPAL WP 刀片的切削导向部 3
1
0.25
3° 15°
AD型切削导向部 用于高质量光洁度,以及 低切削速度的通用切削 导向部,不适合用于铝材 加工。 最大切深: 0.25毫米 径向前角:0°,6°, 12°
切削刃 S=尖锐 V=倒圆 F=F倒角 负倒棱只用于CBN
刀片材质 CT3=金属陶瓷 其它刀片材料 可见P78页
新型的MAPAL刀片(F倒角)
1.后刀面磨出0.08mmX1°棱边 2.小改变,大改善,棱边有支撑作 用,减少震动. 3.起始磨损降低,延长寿命. 4,孔径和表面粗糙度变化小.
刀片寿命终点 表面粗糙度
切削方向 RL=左切和右切
刀片材质 CT4=金属陶瓷 其它刀片材料 可见P78页
关于HX导条刀具刀片规格
没有夹持槽的MAPAL-HX刀片
六个切削刃口 切削方向 R=右切 L=左切 RL=右切和左切 径向前角 0=0° 3=3 ° 6=6 °
刀片尺寸: 2-内切圆6毫米 3-内切圆10毫米
切削导向部: 8=R0.8 5=R1.5
MAPAL 对刀仪
机械式
千分表
卧式机械对刀仪
立式机械对刀仪
电子式
UNISET-H
UNISET-V
MN-530
Product range UNISET-H
easy
vision
standard
Product range UNISET-V
vision easy
standard
数控刀具国内外排行性能总汇
目录一、国内刀具厂家 (01)二、世界各国刀具品牌盘点 (01)三、其余著名刀具厂商简要介绍 (02)四、刀具夹具受欢迎品牌排行榜 (03)五、各地区刀具的排名也是价格和品质的体现 (04)六、世界五大刀具派系对中国刀具市场的影响 (05)七、国内数控刀具企业生产经营规模 (09)八、2009国内数控刀具市场分析 (11)九、数控刀具的概述 (20)一、国内刀具厂家1 株洲钻石2 东莞耐斯卡特3 成都森泰英格4 成都千木二、世界各国刀具品牌盘点1.德国;1 瓦尔特(WALTER);2 贝克(BECK);3 博泰(botek);4 维地亚(widia);5 威玛诺(WEMARO);6 德国(JBO);7 凯狮(KELCH);8 蓝帜(Leitz);9 玛帕(MAPAL);10 蒂泰克斯(TITEX);11 迪哈特(dihart);2.瑞典:1 山特维克可乐满(SANDVIK);2 山高(SECO);3 DIETERLE;3.日本:1 京瓷(KYOCERA);2 尼肯(NIKKEN);3 圣和(SHOWA);4 大昭和(BIG);5 三菱(MITSUBISHI);6 弥漫和(YAMAWA)絲攻;7 OSG 絲攻;8 优能 UNION 微型铣刀;9 日立(HITACHI);10 东芝泰柯珞(TOSHIBA);11 二不越荔枝(NACHI);12 住友(SUMITOMO);13 元刀(ASADA);14 冈崎(OKAZAKI);15 鹰牌(EAGLE);16 (FP)铰刀;17 戴杰(DIJET)铣刀;18 富士(H.T.D)絲攻;19 神户直冈(kobelco);20 小笠原(OGASAWARA);4.以色列:依斯卡(ISCAR);5.美国:1 肯纳(kenna);2 昂思路(Onsrud);3 LBK;4 切削王(Mastercut);5 铣星(MILLSTAR);6 SGS;7 国洛泰克(NTK)Mast;6.韩国:1 YESTOOL;2 多仁(DINE);3 HEADONG;4 HANBOO;5 克洛依(KORLOY);6 特固克(TAEGUTEC);7.西班牙:LAT;8.意大利:1 FIUDI.;2 DELFER;三、其余著名刀具厂商简要介绍1 英迈工具(INMIND):专业钨钢铣刀、丝锥、钻头生产厂家,著名刃具品牌。
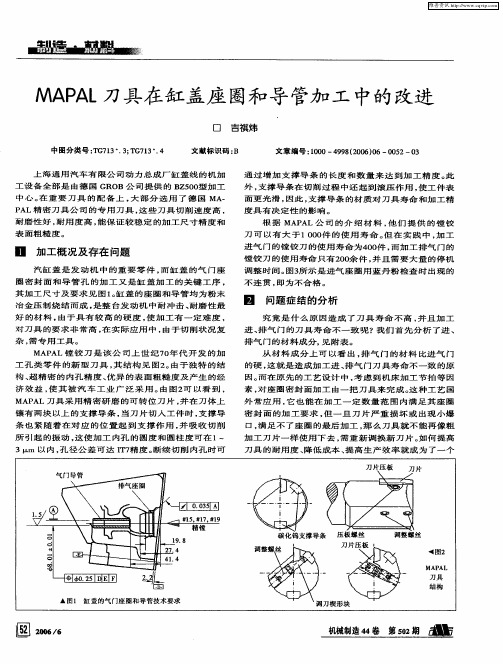
MAPAL刀具在缸盖座圈和导管加工中的改进
口, 足 不 了座 圈 的最后 加 工 , 么刀 具就 不 能再 像粗 满 那 * - 刀 片 一 样 使 用 下 去 , 重 新 调 换 新 刀 片 。 何 提 高 nT : 需 如 刀 具 的 耐 用 度 、 低 成 本 、 高 生 产 效 率 就 成 为 了一 个 降 提
回 26 0/ o6
不 连 贯 , 为 不合格 。 即
其加 工 尺寸 及要 求见 图 1缸盖 的座 圈和导 管 均 为粉末 。
冶 金 压 制 烧 结 而 成 , 整 台 发 动 机 中 耐 冲 击 、 磨 性 最 是 耐
目
问题症结 的分 析
究 竟 是 什 么 原 因 造 成 了 刀 具 寿 命 不 高 , 且 * - 并 nT :
维普资讯
MA A 刀具在缸 盖座 圈和 导 管加 工 中的改进 PL
口
中图 分 类 号 :G 1 3T 7 3 . T 7 3 . ; G 1 4
吉祺 炜
文 章 编 号 :o O一4 9 (0 )6一 0 2— 3 l0 9 82  ̄ 0 o 5 0
因 。 在 原 先 的 工 艺 设 计 中 , 虑 到 机 床 加 工 节 拍 等 因 而 考
素 , 座 圈 密 封 面 加 工 由 一 把 刀 具 来 完 ̄ * - - 定 数 量 范 围 内 满 足 其 座 圈 它 nT :
密 封 面 的加 工要 求 , 一旦 刀 片严 重 损 坏 或 出现 小爆 但
好 的材 料 , 于 具 有 较 高 的 硬 度 , , - - 定 难 度 , 由 使 n r ̄ 对 刀 具 的 要 求 非 常 高 , 实 际 应 用 中 , 于 切 削 状 况 复 在 由
杂 , 专 用 工具 。 需 MAP L 镗 铰 刀 是 该 公 司 上 世 纪 7 年 代 开 发 的 加 A 0
大马士革钢刀具的热处理工艺流程

大马士革钢刀具的热处理工艺流程导言:大马士革钢刀具以其出色的强度、耐用性和美观的纹理而闻名于世。
然而,这种传统的钢材并不是简单地通过冷锻而成的,而是经过一系列热处理工艺加工而成。
本文将介绍大马士革钢刀具的热处理工艺流程。
一、原料准备阶段:大马士革钢刀具的制作首先需要选取合适的原料。
通常情况下,高碳钢和低合金钢被认为是制作大马士革钢的理想选择。
这些钢材具有良好的强度和韧性,并且能够在经过热处理后形成优美的纹理。
二、钢材的加热与退火:在热处理的第一步中,选取的钢材需要被加热至适当的温度。
这个温度通常位于800至1000摄氏度之间。
加热的目的是使钢材中的碳原子溶解在晶格中,形成奥氏体晶体结构。
接下来,加热后的钢材需要进行退火处理。
退火是通过将钢材缓慢冷却至室温来实现的。
退火的目的是改善钢材的韧性和可加工性。
在退火过程中,钢中的碳原子会重新排列并形成一种称为珠光体的晶体结构。
三、锻造与折叠:在锻造与折叠阶段,退火后的钢材需要经历多次锻打和折叠的过程。
这个过程旨在进一步提高钢材的均匀性和密度,并形成特有的纹理。
锻造和折叠的过程通常需要经历上百次的重复操作,每次操作都会使钢材的层数加倍。
四、热处理与淬火:在锻造与折叠完成后,大马士革钢材需要进行热处理和淬火。
热处理的目的是通过加热至适当温度来改变钢材的组织结构,以增加其硬度和强度。
淬火是将加热后的钢材迅速冷却至室温的过程,通常使用水或油来实现。
淬火使钢材的表面形成马氏体晶体结构,内部形成珠光体晶体结构。
五、回火:淬火后的大马士革钢材需要进行回火处理。
回火是通过将钢材加热至适当的温度并保持一段时间后缓慢冷却来实现的。
回火的目的是减轻淬火过程中产生的内应力,并提高钢材的韧性和强度。
六、打磨与抛光:经过热处理后的大马士革钢材需要进行打磨与抛光处理。
这个过程旨在去除钢材表面的氧化物和其他杂质,使其表面光滑如镜,并展现出美丽的纹理。
通常会使用特殊的磨具和抛光材料来进行这一过程。
Cimatron9.0_NC功能中文说明
3-5 Axis加工模拟.................................................................................................................................. 22
所有仿真在同一界面............................................................................................错误!未定义书签。 毛胚切削更清晰, 自动检查过切和碰撞............................................................................................. 23
粗加工选项 ................................................................................................................错误!未定义书签。
改善粗加工质量、提高效率 ............................................................................................................... 1 最少毛胚宽度.......................................................................................................错误!未定义书签。 缩短空连接距离 ...................................................................................................错误!未定义书签。 空连接允许指定Z轴相对高度...............................................................................错误!未定义书签。 高速加工 (HSM)选项 – 允许控制摆线半径 ........................................................................................ 5 粗加工功能扩展到二粗,用粗加工来代替原有的二粗 .........................................错误!未定义书签。
SETTING FIXTURES玛帕版A

测量方法
针对不同结构的刀具该对刀仪采用不同的测量方法。以下是该对刀仪的三种测量方法。
垂悬测量 当上刀片位置没有支撑导条或 因技术需要时采用垂悬测量法。 垂悬测量是实际工作中经常运 用的测量方法,因为它简单易操作 ,并且对大多数刀具的测量都不需 要其它辅助物来校准千分表读数。 把刀具夹在顶尖之间,测头通过 角度支架调到导条位置,拧紧锁紧螺 丝。通过微调将两个千分表读数置零。 旋转刀具使刀片的刃口和测头接触, 在找刀片被测刃口时要反转,在找到刀片刃口时表的显示最大值时停住, 然 后通过径向微调找到刀片的轴向最高点,以确保前测头不在 刀片的导引角 上, 此时可以调整合适的相对于导条的刀片高度( overhang to the guide pad).
Mapal 上海玛帕贸易有限公司 China
顶针和顶针座的使用
手动锁紧装置,它可 沿着基座滑动,按要求 固定在指定位置上,通 过扳手可以移动顶针, 从而把刀具固定在二 顶针之间
根据被测刀具的 重量及敏感度的不 同可调节弹簧的力 度,在水平时可支承8 公斤的重量
Mapal 上海玛帕贸易有限公司 China
基座---上面有刻度,有4种长度(250,350,550,750毫米),二侧有V型槽 , 用来固定桥架,尾架和头架。
顶尖座---上边有顶尖,旋转顶尖后部圆把手可以作轴向调节,下边有二 个调节螺钉,顶住基座侧面的V型槽(可以调节顶尖轴线与基座导轨 的平行度),下边后面有内六角螺钉压紧后固定顶尖座。 活动顶尖座---后面手柄向下压可以松开顶尖,放开手柄就可以顶住被测 件,上有锁紧螺钉,下有二个调节螺钉,顶住基座侧面的V型槽(可 以调节顶尖轴线与基座导轨的平行度,且还要保证顶尖座与活动顶 尖座在同一中心线上),后面下边圆把手压紧活动顶尖座。 桥架------松开内六角螺钉就能很方便的取出桥架,桥架与基座配合也是 一边用一个钢珠,另一边一个内六角压紧螺钉前面一个铜钉。如是 浮动桥架则在桥架的上部和下部分开,增加了中间连接的圆柱销支 撑及弹簧,下边有一个固定螺钉。
MAPAL刀具调整_Tool Adjusting_20150708_A

We
You
do not want to do everything differently. But many things better.
Opening up opportunities
find new ways to obtain more for you.
转接法兰 Modular Aadapter
导条刀具 FBT
机械式对刀 仪 Masterset
铣刀盘 Mill Discs
练习 Practice
机械式对刀仪 MASTER-SET
把对刀仪装配成立式对刀仪 MASTER-SET WITH VERTICAL STAND
立式支架 Vertical Stand 可换顶尖
4. 用两个内六角扳手同时压紧压板螺丝 Tighten clamping screw with two Allen keys simultaneously.
刀片调整 BLADE ADJUSTMENT
5. 先预紧调整螺钉 90 °
Pre-tight the adjusting screws 90 ° .
转接法兰调整 ADAPTER ADJUSTMENT
3. 将待调整刀具用自动换刀装到主轴 Using ATC to put the tool onto spindle
4. 粗调整径向跳动 Pre-adjust radial runout: 调整径向调整螺钉,使跳动值小于5μm. 越小越好 Pre-adjust radial adjusting screws to under 5 μ runout. Less is better 寻找跳动中间值,依次将不在此中间值的螺钉调整到此值 Look for middle reading, adjust all the other screws to it 每次调整完成后,松开调整螺钉(即紧又松) Release the adjusted screw immediately after setting
MQL

为什么要用 MQL ? WHY TO USE MQL?
冷却技术成本 16% 刀具成本 4%
AI《汽车制造业》 设备成本 43% 其他成本 28% 人力成本 9% 废液处理
冷却液 能耗
人力
设备
其他
为什么要用 MQL? WHY TO USE MQL?
AI《汽车制造业》
MQL 用油 OIL FOR MQL
threads
cutting channels
MQL 工艺安排 PROCESS ARRANGEMENT
湿式加工工艺 Wet Cut
油雾润滑加工工艺 MQL process
AI《汽车制造业》 1) 钻 Solid drilling operation
2) 镗 Contour boring
1) 钻 Solid drilling operation 2)3挤) 挤压压螺螺纹纹ThTrheraedadfofromrminigng
冷却液水管是关键 COOLANT TUBE IS A KEY POINT
湿式加工 Standard WET
单通道系统
AI《汽车制造业》 冷却液管 Coolant tube
双通道系统 2 – Channel – System
1 – Channel - System
双通道系统 2 – Channel – System
切削参数 Cutting values competitor
vc= 90 m/min f= 0,35 mm
vf= 1432 mm/min n= 4090 1/min
Toollife:500 parts
火花塞孔的钻削比较 2 DRILLS FOR SPARK PLUG BORE
AI《汽车制造业》 优化了排屑方式
刀具品牌汇总

品牌名称:KOMET公司名称:考迈特诞生地:德国KOMET德国品牌,定位于世界顶级行列,主要应用于孔加工领域,产品范围广泛,涵盖了整体/机夹式钻头,镗刀,铰刀,螺纹铣刀等,尤其在高效加工、精加工及重型机械加工领域有独到的优势;另外在汽车零配件、铁路、航空航天、液压行业,以及科研院所,KOMET品牌形象和卓越质量已经赢得客户的信任。
KOMET项目团队擅长为客户提供整线配刀项目方案,我们的优势在于:KOMET技术工程师能够综合解决刀、夹具方案,优化工艺流程,在确保实现最佳加工质量和效率时兼顾理想的经济性原则。
公司网站:品牌名称:Sumitomo公司名称:住友电工诞生地:日本Sumitomo 是日本最大的综合性刀具生产厂商之一。
拥有超过100 多年的制造刀具的生产经验。
今日的Sumitomo 产品已经被广泛地应用于汽车、航空航天、船舶、家用电器等诸多行业,尤其以其CBN 以及PCD 刀具、曲轴加工用铣削刀具、硬质合金ZX 涂层钻头以及铣刀片等产品闻名于世。
住友的各类刀片根据用途不同、被加工件材料不同,住友刀片提供了多种解决方案。
如母材有金属陶瓷、不同强韧性指标的硬质合金;针对各种被加工对象和工作状况,设计了三大类,几十种断屑槽;配合各种不同的表面涂层,能满足不同行业不同加工形式的各种要求。
住友的面铣刀除了有广泛应用于钢件、不锈钢件、铸铁件、非铁金属加工的通用型面铣刀外,还生产各类专用高效的面铣刀。
如发动机缸体、缸盖平面加工用的面铣刀系列产品,采用刀尖基准式、密齿型、快换机构,可采用高速进给、粗、精加工,分类丰富针对性强。
发动机曲轴颈专用铣刀同样也是住友产品中的强项。
住友的立铣刀产品分整体硬质合金和机夹式二大类。
机夹式较适合模具型腔加工,整体硬质合金立铣刀则可用于各种场合。
孔加工刀具住友的多用途钻头,是利用住友独创的刀形设计和新型材质的组合,独立开发的系列产品,规格齐全、品种丰富,从小径到大径;从浅孔到深孔,涵盖面非常广泛。
840Dsl 刀具管理简明调试

1.3.1 显示区域 ......................................................................................................................................... 1-2 1.3.2 操作菜单 ......................................................................................................................................... 1-3 1.3.3 新建刀具(Creat tool) .................................................................................................................. 1-4 1.3.4 装载刀具(Loading tool)............................................................................................................... 1-4 1.3.5 卸载刀具(Unloading tool) ........................................................................................................... 1-4 1.3.6 删除刀具(Delete tool) ................................................................................................................. 1-5 1.3.7 刀库定位(Position magazine)...................................................................................................... 1-5 1.3.8 刀具移位(Relocation tool)........................................................................................................... 1-5
苏州锑玛刀具科技有限公司介绍企业发展分析报告模板

Enterprise Development专业品质权威Analysis Report企业发展分析报告苏州锑玛刀具科技有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:苏州锑玛刀具科技有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分苏州锑玛刀具科技有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质空产品服务:货物进出口;技术进出口(依法须经批准的项1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
挤压刀工作原理

挤压刀工作原理
“嘿,你们见过那种能把东西压扁的神奇工具吗?”有一天,我和小伙伴们在废品回收站旁边玩耍,突然看到一个大大的机器,长得有点怪。
我们好奇地凑过去看,有个叔叔正在用那个机器把一些旧金属压扁。
我一下子就被吸引住了,这到底是啥玩意儿呢?
这个神奇的东西就是挤压刀啦。
它有几个关键的部件呢。
有一个大大的板子,就像一个超级大力士的手掌,能把东西压得扁扁的。
还有一些坚固的架子,就像强壮的卫士,支撑着整个机器。
那它有啥功能呢?比如说,有很多废旧的东西占地方,用挤压刀一压,就变得小小的,好存放多了。
就像我们把乱糟糟的书包整理好,一下子就整齐了。
挤压刀的主要技术就是用很大的力量把东西压扁。
它就像一个超级大老虎,力气可大了。
工作的时候,那个大板子会慢慢地往下压,把放在下面的东西紧紧地压住。
就像我们用力踩在泥土上,会留下一个深深的脚印一样。
我们在日常生活中也能看到挤压刀的应用场景呢。
有一次,我看到妈妈在整理家里的旧报纸和纸箱。
妈妈说这些东西太多了,占地方。
我就想,要是有个挤压刀就好了。
可以把这些旧报纸和纸箱压扁,然后卖给收废品的人。
就像我们把不用的玩具送给别的小朋友一样,既环保又能换点小钱。
我觉得挤压刀虽然看起来有点吓人,但是它真的很有用呢。
它能把没用的东西变得有用,就像一个魔法棒。
我们应该好好利用它,让我们的生活更整洁,更环保。
宝石加工常用的工艺耗材介绍

宝石加工常用的工艺耗材介绍引言宝石加工是一门精细的手工艺,需要使用各种工艺耗材来完成。
本文介绍了宝石加工中常用的工艺耗材,包括切割工具、研磨材料、镶嵌材料等。
这些工艺耗材在宝石加工过程中起着至关重要的作用,能够帮助工匠们将宝石打磨成精美的珠宝作品。
1. 切割工具1.1 钻石刀钻石刀是宝石加工中最常见的切割工具之一。
钻石刀的切削面由金刚石制成,能够在宝石表面做出精细的切割。
钻石刀有不同形状和尺寸的刀头,可根据需要进行选择。
平刀用于切割平面,圆刀适用于切割圆形或曲线形状。
1.2 钻石刀架钻石刀架是固定钻石刀的工具,可保持刀头稳定,使切割更加精准。
钻石刀架通常由金属制成,有不同尺寸和形状可供选择。
1.3 磨刀石磨刀石是用于研磨钻石刀刃的工具。
它具有不同粒度的磨石表面,可根据需要选择合适的磨石。
粗磨石可用来修整刀刃,细磨石则用于打磨刀刃,使其更加锋利。
2. 研磨材料2.1 金刚砂金刚砂是宝石加工中常用的研磨材料。
它是一种硬度非常高的磨料,能够在宝石表面产生光亮的效果。
金刚砂可分为不同粒度,粗粒度的金刚砂可用于去除宝石表面的瑕疵,细粒度的金刚砂则用于打磨宝石表面,使其更加光滑。
2.2 砂轮砂轮是一种用于研磨宝石的圆盘状工具,它的表面覆盖有研磨颗粒。
宝石加工中常用的砂轮有金刚砂砂轮和陶瓷砂轮。
金刚砂砂轮用于粗磨宝石表面,陶瓷砂轮则用于细磨宝石表面。
2.3 研磨布研磨布是一种用于打磨宝石的耗材。
它具有纤细的纤维结构,可在宝石表面产生细腻的打磨效果。
研磨布分为不同粗细和材质,可根据需要选择适合的研磨布。
3. 镶嵌材料3.1 镶石胶镶石胶是一种粘合剂,用于固定宝石到珠宝作品中。
镶石胶通常是透明的,不会对宝石的颜色和透明度产生影响。
它具有很强的粘合力,能够牢固地固定宝石在作品中。
3.2 珠宝焊锡珠宝焊锡是用于焊接珠宝的耗材。
它是一种具有低熔点的合金,可以将珠宝零件焊接在一起。
珠宝焊锡需要在高温下熔化,因此在使用时需要采取相应的安全措施。
玛帕:与技术对话 提升整体服务能力
玛帕:与技术对话提升整体服务能力于红【摘要】作为精密加工刀具供应商,玛帕一直为来自从汽车工业到航空工业的市场主流客户提供从加工到工厂管理等一系列服务。
如今的玛帕,正在以其创新的能力在生产和加工技术等领域设立标杆,用独特的理念开发高效的加工工艺为用户提供更快、更高效的服务。
“玛帕的理念就是以技术为主导,贴近客户,针对不同客户需求,为其量身定制高效解决方案。
”上海玛帕贸易有限公司(以下简称“玛帕中国”)东区销售部经理朱佳奇在第十届中【期刊名称】《今日制造与升级》【年(卷),期】2018(000)005【总页数】2页(P54-55)【作者】于红【作者单位】;【正文语种】中文【中图分类】F416.4作为精密加工刀具供应商,玛帕一直为来自从汽车工业到航空工业的市场主流客户提供从加工到工厂管理等一系列服务。
如今的玛帕,正在以其创新的能力在生产和加工技术等领域设立标杆,用独特的理念开发高效的加工工艺为用户提供更快、更高效的服务。
“玛帕的理念就是以技术为主导,贴近客户,针对不同客户需求,为其量身定制高效解决方案。
”上海玛帕贸易有限公司(以下简称“玛帕中国”)东区销售部经理朱佳奇在第十届中国数控机床博览会(CCMT 2018)期间接受采访时表示,玛帕将自己作为客户的技术合作伙伴,不断创新,并结合自身在行业多年的市场经验,研发出更高性能的刀具产品。
玛帕中国区销售团队在挑战中不断提升从2017年第四季度至今,中国机床工具行业发展形势整体向好,对于玛帕来说也是如此。
“截至目前,从整个东部地区的销售情况来看,业绩呈良性发展。
”朱佳奇表示,当然,在业绩持续稳定上升的趋势下,玛帕也面临着诸多挑战。
对于玛帕来说,汽车行业一直是其深耕细作的领域。
而随着近年来我国针对汽车行业出台的一系列政策,明确了对汽车节能和环保的要求,加大了整治力度。
显然,节能环保已经成为了汽车行业发展的趋势。
“一方面,汽车的节能环保改变了汽车的内部构造,从而对加工工艺有了新要求;另一方面,产品更新周期越来越短、品种不断增加,这对我们来说都是挑战。
CrossBlade XL Diamond 螺旋镂空刀 产品说明书

CrossBladeXL Diamond BursControl during FAI repair leads to efficiencyFAI is the most common reason forhip arthroscopy Control during FAI repair is key 71%Diamond Burs cut the same in both forward and reverse, such that a left or right hip is catered to by the same tool. This functionality allows you to be more efficient in the OR.Chad Mather, MD Duke University HospitalStruan Coleman, MD, PhD Hospital for Special Surgery James Genuario, MD Steadman Hawkins Clinic Shane Nho, MD Rush University Hospital Femoroacetabular Impingement (FAI )can lead to a significant decrease in range of motion.1,2A correct repair is extremely important for getting your patients back in the game. The technical complexity of an arthroscopic FAI case, the knowledge of the arthroscopic anatomy, and the anatomy of the impingement deformities required often leave this procedure exclusively for the experienced hip arthroscopist.3This is where Stryker Sports Medicine comes in. Our CrossBlade XL Diamond Burs are designed to increase the control you will have while debriding bone, thereby reducing the difficulty in creating the desired bone shape during surgery. They are also designed to reduce the risk of unintentionally damaging hyaline cartilage, putting control back in your hands.Surgeon Feedback 35 out of 41 surgeons felt the CrossBlade XL Diamond Bur provides them more control than their current fluted bur.10 The modern diamond bur was invented in 1932 – intended for dental applications.5 Since, diamond burs have been implemented in several intricate procedures including Neuro, Spine and Ear, Nose, Throat (ENT).While most bone work is done using fluted burs, diamond burs allow for delicate removal of bone designed to decrease skipping, loss of control, or grabbing soft tissue.6 This is why they are used for work near more delicate structures, including facial nerves and spinal dura.7,8,9 For the first time ever, we are bringing this technology and control to arthroscopy.“Without question it provides substantially better control and is far gentler on soft tissue than the fluted burs. The increased control and protection of the soft tissues offers advantages for surgeons working with trainees to facilitate safe involvement in the important parts of the case.” “It’s great, a much smoother feel; no skipping on the bone or grabbing of soft tissue at all.”“The diamond bur is lightyears ahead of traditional burs. The cutting surface increases OR efficiency by reducing osteoplasty time while reducing chatter and improving responsiveness. The diamond bur should be standard for all hip arthroscopies.” “The diamond bur gives you the combination of enhanced power and better tactile feedback than any other bur on the market!“ Total Hip Arthroscopies are a result of hip FAI 4Total Revision Hip Arthroscopies are a result of inadequate resection or arthroscopic reshaping 357%79%When using the CrossBlade XL Diamond Bur, the averageskip distance was reduced by compared to the average fluted bur.11 0.00.10.20.30.4CrossBlade XL Diamond BurStandard Fluted BurAverage Skip Amplitude (in)5670 Greenwood Plaza Blvd. Ste. 200Greenwood Village, CO 80111t: 201 831 5000A surgeon must always rely on his or her own professional clinical judgment when deciding whether to us a particular product when treating a particular patient. Stryker does not dispense medical advice and recommends that surgeons be trained in the use of any particular product before using it is surgery. Dr. Mather, Dr. Nho, Dr. Coleman, and Dr. Genuario are all paid consultants of Stryker. Their statements represent their own opinions based on personal experience and are not necessarily those of Stryker. Individual results may vary.The information presented is intended to demonstrate the breadth of Stryker product offerings. A surgeon must always refer to the package insert, product label and/or instructions for use before using any Stryker product. Products may not be available in all markets because product availability is subject to the regulatory and/or medical practices in individual markets. Please contact your Stryker representative if you have questions about the availability of Stryker products in your area.Stryker Corporation or its divisions or other corporate affiliated entities own, use or have applied for the following trademarks or service marks; CrossBlade, Formula, Stryker. All other trademarks are trademarks of their respective owners or holders.100090222 Rev ACopyright © 2016 StrykerPrinted in USA References1. Hospital for Special Surgery. “Arthroscopic treatment of common hip problem improves range of motion, study finds.” ScienceDaily. ScienceDaily, 12 July 2011. Web.2. Kennedy, Matthew J., Mario Lamontagne, and Paul E. Beaule. “Femoroacetabular Impingement Alters Hip and Pelvic Biomechanics during Gait.” Gait & Posture 30.1 (2009): 41-44. Print.3. Ilizaliturri, Victor M., Jr. “Complications of Arthroscopic Femoroacetabular Impingement.” Clinical Orthopedics & Related Research 467 (2009): 760-68. Print.4. Definitive Healthcare5. Siegel, Sharon C., and Anthony J. Von Fraunhofer. “Dental Cutting: The Historical Development of Diamond Burs.” Journal of the American Dental Association (1939)(129): 740-45. Print.6. Chandra, Rakesh K., Rodney Schlosser, and David W. Kennedy. “Use of the 70-Degree Diamond Burr in the Management of Complicated Frontal Sinus Disease.” The Laryngoscope 114 (2004): 188-92. Print.7. Babu, Seilesh. “Surgical Dissection of the Temporal Bone.” Practical Otology for the Otolaryngologist. N.p.: Plural, 2013. 299. Print.8. Grochulla, Frank, and Uwe Vieweg. “Surgical Motor Systems in Spinal Surgery.” Manual of Spine Surgery (2012): 69-74. Print.9. Sanna, Mario, Tarek Khrais, Maurizio Falcioni, Alessandra Russo, and Abdelkader Taibah. The Temporal Bone: A Manual for Dissection and Surgical Approaches.10. Stryker CPR10172 201611.Stryker DHFD 13269 2016.。
ANCA的P

ANCA的P刀具磨床的P-轴随动托架刀具支撑系统,为精密细长型刀具开拓新市场。
可是,应该选择哪种支撑方式呢?近年来,对于公差更严格的细长型切削刀具的需不断增长,主要来自于汽车制造业。
为此,ANCA开发了P-轴随动托架。
支撑刀具磨削的最佳点是在最大磨削力受力点,就在砂轮的下面。
常见静止的支撑托架可以为短刀具提供足够的支持,但是当生产超过400毫米的刀具的时候,静止的支撑无法持续在刀具长度范围内提供所需要的支撑。
P-轴是辅助轴,作为选配件用于Txcell, TX7+,MX7和TapX磨床。
随动托架随P-轴而动,通过数控系保证刀具支撑点始终保持在磨削点的正下方。
P-轴组件安装在铸件底座并有黑色护套保护。
它可以让象Arobotech这样的刀具支撑系统向前或向后移动,工件与磨削砂轮接触的时候,始终为其提供支撑。
P-轴组装床体与尾架三种随动托架选择随动托架有三种支撑方式选择:1.Arobotech 随动托架2.衬套支撑随动托架3.尾架其中任一方式都是可以互换的,基于P-轴组件,可以选配第1、第2种方式,或者3种方式都采用。
它们都适用于各种细长型刀具所需的随动支撑。
例如,尾架就适合支撑丝锥和铰刀。
随动托架为磨削过程中防止工件弯曲变形和磨削颤振。
在磨削过程中,振动会导致砂轮过度磨损,振颤痕迹和工件表面质量不佳。
随动托架的高刚性支撑,能消除这些问题。
TXcell, TX7+ 和MX7上都有随动托架和P-轴。
TapX 上也有,但是只有尾架。
开槽时,托架在工件最大受力点。
正好在接触磨削砂轮的点下面。
因此,开槽磨削时,砂轮会沿着刀具长度方向移动,托架支撑也随之而动,以保持最佳的刀具支撑状态。
ANCA机床的刚性和P-轴组件可以加大开槽的给进率,提高生产率。
托架也可以用于刀具端部磨削时再靠近端部位置支撑工件。
我们的客户说,他们需要灵活性和快速转换时间。
一个沟槽长度400毫米的刀具,从衬套支撑转换到Arobotech系统的时间不用一个小时(取决于刀柄和砂轮的直径)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
右图展示的是调节螺丝和调节锲块,两者可用于 对刀片的μ级微调。
调节螺丝的很好的斜度增加了刀片的可调角度, 实现了对刀仪对刀片的μ级微调。
MAPAL 导条刀具原理
Guide Pads
•The CCD imaging system may not correctly recognize the guide pad margin, if there are some buildup or wear on it.
MAPAL 导条刀具原理
普通镗刀
FP
a 偏斜不从心 FP主切削力 R 刀尖半径 后角
Mapal China Ltd.
上海玛帕贸易有限公司
玛帕导条刀具
MAPAL GUIDE PAD TOOL
MAPAL
High-quality and high-volume production are the main focus for Mapal.
Dr. Georg Kress
Dr. Dieter Kress
导条
advance
0.20—0.30mm
刀片
刀片切削角度
Inserts are not mounted parallel in the tool. The diameter is smaller at the end. As a rule: 1 μm/mm. This means that the complete set-up dimension is only available on the lead. • This tapering is required so that the cutting edge does not cut with its full length. Theus, recutting or pressing is avoided.
Overhang
Overhang 测量 •以相邻导条为基准 •不需要芯棒
SD
浮动桥方式测量 •以刀片对面的导条为基准 •可以控制实际的刀具加工直径 •需要芯棒
为什么常规对刀仪不可以用于调整Mapal刀具?
Presetter spindle theoretical center A
Boring tool
Dr. Jochen Kress
MAPAL Headquarter in Aalen
1950
2010
The original MAPAL reamer from 1954
MAPAL Products
Fine Boring Tools with Guide Pads
PCD Tools
Milling Heads
MAPAL 对刀仪
机械式
千分表
卧式机械对刀仪
立式机械对刀仪
电子式
UNISET-H
UNISET-V
MN-530
Product range UNISET-H
easy standard
vision
easy basic
Product range UNISET-V vision
standard
导条刀具的测量和调整
MAPAL Guide Pad Tools(加工铝件)
MAPAL-高性能加工铸铁
MAPAL-高性能加工钢材
玛帕刀具的应用 „first part – good part“
调整
不需要在机床上进行
夹紧
1.夹紧的高重复精度. 2.保证切削刃的正确位置 3.刀具的同心度
加工
以最低的辅助时间保证高 精度及刀具寿命
minimum 0.008mm(for HM)
Diameters on the Reamer
MB
ay
MW
Ds – Cutting Edge Diameter Df – Guide Pad Diameter
ax
MW - Center of Tool MB - Center of Hole DB - Hole Diameter ax - Deviation Mw in x direction ay - Deviation Mw in y direction
背锥– m/mm
The correct setting of the Blade Insert
Cutting inserts distance extension
For mapal reamers
minimum 0.01mmrs
For mapal fine boring tools minimum 0.005mm(for PCD)
Multicut Tools
Solid Carbide Tools
Tools with ISO Elements
Generating Tools
PCBN Tools
Clamping technology
Setting Fixtures
MAPAL 刀具非常适用于立方体工件的加工
MAPAL 刀具非常适用于立方体工件的加工
Advance Cut
• The „advance cut" is the distance between the cutting edge of the insert and the area where the guide pad diameter contacts the guide pad. • This is required so that in the moment of cutting, the cutting edge cuts first – before the guide pad !Guide pad
a
R
多刃刀具
圆弧刃带
MAPAL 导条刀具
A 支撑
FP
FP主切削力 后角
A
MAPAL 导条刀具原理
压板 锁紧螺钉
可转位刀片
调整螺钉
玛帕刀具的设计原理
玛帕刀具的刀头部分由一个可换刀片, 一个 锁紧螺丝,一个压板及两个调节螺丝,以及两个锲块 组成。
锁紧螺丝所在的横截面中能看到压板和锁紧螺 丝(双头螺丝)。
actual center
•The run-out deviation A will double during the overhang adjustment, this may damage the tool
•When adjusting the tool, even a tiny tool movement may disturb the CCD imaging system.