带联动转动轴三轴联动数控磨床研究
三轴联动数控雕刻机加减速控制算法的研究

HOU Ya —a WANG Ho gj n WANG L —i n y n, n- , u il
( co l f nom t nS i c n n i eig S ad n nvr t,ia 5 0, hn ) Sh o o f ai c nea dE g e r ,h n o gU i sy J n2 0 C ia I r o e n n ei n 1 0
三轴 联 动数控 系统 广泛 地应 用 于雕 刻 、 控机 床 、 数 医疗 器械 等领 域 。三 轴 联 动 数控 雕 刻机 作 为一 种 机 、
段 的 加 减 速 过 程 , b)为 短 线 段 的 加 减 速 过 程 , ( ) ( i 为经过 i 线段 后 的位移 , 为起始 速度 。 段
Ke r s 3 ai s ut e u - t n d NC c r igmah e ac lrt nd c l ain c n r l; P ( ii l y wo d: -xs i l o smo i e av c i ;c eeai /eee t o to DS dgt m n a o n n o r o a
如何设计三轴联动数控机床项目可行性研究报告(技术工艺+设备选型+财务概算+厂区规划)方案

如何设计三轴联动数控机床项目可行性研究报告(技术工艺+设备选型+财务概算+厂区规划)方案【编制机构】:博思远略咨询(360投资情报研究中心)【研究思路】:【关键词识别】:1、三轴联动数控机床项目2、三轴联动数控机床市场前景分析预测3、三轴联动数控机床项目技术方案设计4、三轴联动数控机床项目设备方案配置5、三轴联动数控机床项目财务方案分析6、三轴联动数控机床项目环保节能方案设计7、三轴联动数控机床项目厂区平面图设计8、三轴联动数控机床项目融资方案设计9、三轴联动数控机床项目盈利能力测算10、三轴联动数控机床项目立项可行性研究报告11、三轴联动数控机床项目资金申请报告(2013年度)12、银行贷款用可研报告13、发改委甲级资质【应用领域】:【三轴联动数控机床项目可研报告详细大纲——2013年发改委标准】:第一章三轴联动数控机床项目总论1.1 项目基本情况1.2 项目承办单位1.3 可行性研究报告编制依据1.4 项目建设内容与规模1.5 项目总投资及资金来源1.6 经济及社会效益1.7 结论与建议第二章三轴联动数控机床项目建设背景及必要性2.1 项目建设背景2.2 项目建设的必要性第三章三轴联动数控机床项目承办单位概况3.1 公司介绍3.2 公司项目承办优势第四章三轴联动数控机床项目产品市场分析4.1 市场前景与发展趋势4.2 市场容量分析4.3 市场竞争格局4.4 价格现状及预测4.5 市场主要原材料供应4.6 营销策略第五章三轴联动数控机床项目技术工艺方案5.1 项目产品、规格及生产规模5.2 项目技术工艺及来源5.2.1 项目主要技术及其来源5.5.2 项目工艺流程图5.3 项目设备选型5.4 项目无形资产投入第六章三轴联动数控机床项目原材料及燃料动力供应6.1 主要原料材料供应6.2 燃料及动力供应6.3 主要原材料、燃料及动力价格6.4 项目物料平衡及年消耗定额第七章三轴联动数控机床项目地址选择与土建工程7.1 项目地址现状及建设条件7.2 项目总平面布置与场内外运7.2.1 总平面布置7.2.2 场内外运输7.3 辅助工程7.3.1 给排水工程7.3.2 供电工程7.3.3 采暖与供热工程7.3.4 其他工程(通信、防雷、空压站、仓储等)第八章节能措施8.1 节能措施8.1.1 设计依据8.1.2 节能措施8.2 能耗分析第九章节水措施9.1 节水措施9.1.1 设计依据9.1.2 节水措施9.2 水耗分析第十章环境保护10.1 场址环境条件10.2 主要污染物及产生量10.3 环境保护措施10.3.1 设计依据10.3.2 环保措施及排放标准10.4 环境保护投资10.5 环境影响评价第十一章劳动安全卫生与消防11.1 劳动安全卫生11.1.1 设计依据11.1.2 防护措施11.2 消防措施11.2.1 设计依据11.3.2 消防措施第十二章组织机构与人力资源配置12.1 项目组织机构12.2 劳动定员12.3 人员培训第十三章三轴联动数控机床项目实施进度安排13.1 项目实施的各阶段13.2 项目实施进度表第十四章三轴联动数控机床项目投资估算及融资方案14.1 项目总投资估算14.1.1 建设投资估算14.1.2 流动资金估算14.1.3 铺底流动资金估算14.1.4 项目总投资14.2 资金筹措14.3 投资使用计划14.4 借款偿还计划第十五章三轴联动数控机床项目财务评价15.1 计算依据及相关说明15.1.1 参考依据15.1.2 基本设定15.2 总成本费用估算15.2.1 直接成本估算15.2.2 工资及福利费用15.2.3 折旧及摊销15.2.4 修理费15.2.5 财务费用15.2.6 其它费用15.2.7 总成本费用15.3 销售收入、销售税金及附加和增值税估算15.3.1 销售收入估算15.3.2 增值税估算15.3.2 销售税金及附加费用15.4 损益及利润及分配15.5 盈利能力分析15.5.1 投资利润率,投资利税率15.5.2 财务内部收益率、财务净现值、投资回收期15.5.3 项目财务现金流量表15.5.4 项目资本金财务现金流量表15.6 不确定性分析15.6.1 盈亏平衡15.6.2 敏感性分析第十六章经济及社会效益分析16.1 经济效益16.2 社会效益第十七章三轴联动数控机床项目风险分析17.1 项目风险提示17.2 项目风险防控措施第十八章三轴联动数控机床项目综合结论第十九章附件1、公司执照及工商材料2、专利技术证书3、场址测绘图4、公司投资决议5、法人身份证复印件6、开户行资信证明7、项目备案、立项请示8、项目经办人证件及法人委托书10、土地房产证明及合同11、公司近期财务报表或审计报告12、其他相关的声明、承诺及协议13、财务评价附表《三轴联动数控机床项目可行性研究报告》主要图表目录图表项目技术经济指标表图表产品需求总量及增长情况图表行业利润及增长情况图表2013-2020年行业利润及增长情况预测图表项目产品推销方式图表项目产品推销措施图表项目产品生产工艺流程图图表项目新增设备明细表图表主要建筑物表图表主要原辅材料品种、需要量及金额图表主要燃料及动力种类及供应标准图表主要原材料及燃料需要量表图表厂区平面布置图图表总平面布置主要指标表图表项目人均年用水标准图表项目年用水量表图表项目年排水量表图表项目水耗指标图表项目污水排放量图表项目管理机构组织方案图表项目劳动定员图表项目详细进度计划表图表土建工程费用估算图表固定资产建设投资单位:万元图表行业企业销售收入资金率图表投资计划与资金筹措表单位:万元图表借款偿还计划单位:万元图表正常经营年份直接成本构成表图表逐年直接成本图表逐年折旧及摊销图表逐年财务费用图表总成本费用估算表单位:万元图表项目销售收入测算表图表销售收入、销售税金及附加估算表单位:万元图表损益和利润分配表单位:万元图表财务评价指标一览表图表项目财务现金流量表单位:万元图表项目资本金财务现金流量表单位:万元图表项目盈亏平衡图图表项目敏感性分析表图表敏感性分析图图表项目财务评价主要数据汇总表【博思远略成功案例】:1. 500千瓦太阳能储能充电站项目可行性研究报告2. 新建纳米晶染料敏化太阳能电池生产线项目可行性研究报告3. 新能源(磁动力)产业基地项目可行性研究报告4. 年产4000万平米锂电池隔膜项目可行性研究报告5. 年产200MW 太阳能晶体硅片项目可行性研究报告6. 3000吨太阳能级多晶硅生产项目可行性研究报告7. 透明导电膜(TCO)玻璃项目商业计划书8. 200MW太阳能薄膜板厂及1GW太阳能发电站项目9. 循环经济静脉产业园项目可行性研究报告10. 治理矿渣废水及矿渣综合利用项目可行性研究报告11. 可再生资源回收加工中心项目可行性研究报告12. 某经济开发区循环经济产业园项目可研报告13. 电子废物拆解及处理项目可行性研究报告14. 年产20万吨绿色节能多高层钢结构项目可行性研究报告15. 收集、净化废矿物油项目可行性研究报告16. 高性能微孔滤料生产线建设项目可行性研究报告17. 工业废水及城市污水处理项目可研报告18. 太阳能节能设备项目可行性研究报告19. 高效节能生物污水处理项目可行性研究报告20. 年处理2000吨钕铁硼废料综合利用项目21. 山东烟台某文化产业园区可行性研究报告22. 文化创意旅游产业区项目可行性研究报告23. 3D产业动漫工业园项目可行性研究报告24. 江苏省动漫产业基地项目可行性研究报告25. 创意产业园综合服务平台建设项目可行性研究报告26. 历史文化公园项目可行性研究报告27. 生物麻纤维绿色环保功能型面料生产线项目28. 氟硅酸综合清洁利用项目可行性研究报告29. 年产300万码研磨垫项目可行性研究报告30. 年产20万吨有机硅项目可行性研究报告31. 车用稀土改性镍氢动力电池生产基地建设项目可行性研究报告32. 12万吨/年磷精矿(浮选)、配套8万吨/年饲料级磷酸三钙项目33. 电石下游精细化工品生产装置建设项目可研34. 含氟高分子材料及含氟精细化学品系列产品项目35. 精细化工产业配套园项目建议书兼可研报告36. 大气颗粒物监测仪器生产项目可研报告37. 矿山机械及配件制造项目可行性研究报告38. 汽车配套高分子材料成型产品生产项目39. 年产3万吨异形精密汽车锻件项目可行性研究报告40. 汽车商业旅游综合体项目可行性研究报告41. 新建磁动力轿车项目可行性分析报告42. 4万吨P A6浸胶帘子线(含鱼网丝)项目申请报告43. 年产20万辆电动车项目可行性研究报告44. 扩建年产30000套各类重型汽车差速器总成生产线项目45. 高科技农业园区建设项目可行性研究报告46. 绿色农产品配送中心项目立项报告47. 富硒食品工业园项目可行性研究报告48. 采用生物发酵技术生产优质低温肉制品项目立项报告49. 蔬菜、瓜果、花卉设施栽培项目可行性研究报告50. 新型水体富营养化处理项目商业计划书51. 现代农业生态观光示范园区建设项目52. 5000吨水果储藏保鲜气调库可行性研究报告53. 我国国际生态橄榄油物流中心基地项目可行性研究报告54. 综合物流园区项目可行性研究报告55. 大型水果物流中心建设项目可行性研究报告56. 超五星级园林式温泉度假酒店可行性研究报告57. 信息安全灾难恢复信息系统项目可研报告58. “祥云”高校云服务平台成果转化项目可行性研究报告59. 气象数据处理解释中心项目申请报告60. 电子束辐照项目可行性研究报告61. 年产3000台智能设备控制系统电液伺服系统项目可行性研究报告62. 年产3000万根纳米碳碳素纤维加热管/加热板项目63. 压敏电阻片及SPD电涌保护器项目可行性研究报告64. 智能电网电能量综合管理系统项目可行性研究报告65. 10万套镁合金手提电脑外壳压铸生产线可行性研究报告66. 年产10万吨金属镁及镁合金加工生产项目可行性研究报告67. 38万吨废钢铁加工处理生产线项目可行性研究报告68. 年产80万吨铁矿石采选工程项目可行性研究报告69. 年产1万吨高性能铜箔生产项目可行性研究报告70. 年产3万吨碳酸二甲酯项目可行性研究报告71. 新建年产500吨钼制品生产线可行性研究报告72. 3万锭亚麻高档生态面料生产线项目立项报告73. 年产废纸再造30万吨白板纸并自备20000KW热电厂项目立项报告74. 年产6000万套烟用商标纸彩色印刷项目立项报告75. 11.6万立方米竹板材加工项目可行性研究报告76. 6000万平米胶粘制品生产项目可行性研究报告77. 五万锭精梳纱生产线高新技术改造项目可研报告78. 年产10万吨超细矿石微粉可行性研究报告79. 年产2000万块新型空心砖生产线项目申请报告80. 年产2.0亿标块粉煤灰蒸压砖项目建议书81. 年产6000万块煤矸石空心砖项目可行性研究报告82. 年产500万平方米高档陶瓷墙地砖生产线项目可研报告83. 大理石板型材生产线项目可行性研究报告84. 年产8000万吨高性能建筑乳胶涂料可行性研究报告85. 云南红河州开远市方解石粉加工厂项目可行性研究报告86. 废矿物油再生利用项目可研报告87. 煤层气开发项目可行性研究报告88. 高新技术研发中心扩建项目可行性研究报告……【完】更多案例详情请联系博思远略咨询公司。
(数控磨床)开题报告

湖南大学 2015 届毕业设计(论文)开题报告
1、开题报告是本科生毕业设计(论文)的一个重要组成部分。
学生应根据毕业设计(论文)任务书的要求和文献调研结果,在开始撰写论文之前写出开题报告。
2、参考文献按下列格式(A为期刊,B为专著)
A:[序号]、作者(外文姓前名后,名缩写,不加缩写点,3人以上作者只写前3人,后用“等”代替。
)、题名、期刊名(外文可缩写,不加缩写点)年份、卷号(期号):起止页码。
B:[序号]、作者、书名、版次、(初版不写)、出版地、出版单位、出版时间、页码。
3、表中各项可加附页。
数控机床的分类
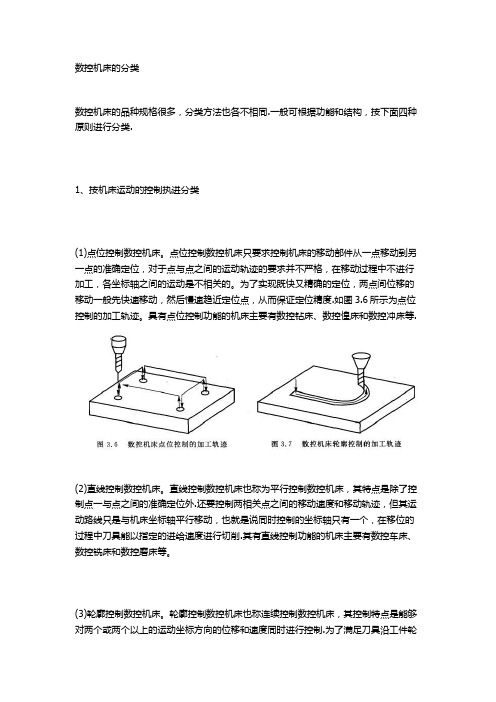
数控机床的分类数控机床的品种规格很多,分类方法也各不相同.一般可根据功能和结构,按下面四种原则进行分类.1、按机床运动的控制执进分类(1)点位控制数控机床。
点位控制数控机床只要求控制机床的移动部件从一点移动到另一点的准确定位,对于点与点之间的运动轨迹的要求并不严格,在移动过程中不进行加工,各坐标轴之间的运动是不相关的。
为了实现既快又精确的定位,两点间位移的移动一般先快速移动,然后慢速趋近定位点,从而保证定位精度.如图3.6所示为点位控制的加工轨迹。
具有点位控制功能的机床主要有数控钻床、数控惶床和数控冲床等.(2)直线控制数控机床。
直线控制数控机床也称为平行控制数控机床,其特点是除了控制点一与点之间的准确定位外.还要控制两相关点之间的移动速度和移动轨迹,但其运动路线只是与机床坐标轴平行移动,也就是说同时控制的坐标轴只有一个,在移位的过程中刀具能以指定的进给速度进行切削.其有直线控制功能的机床主要有数控车床、数控铣床和数控磨床等。
(3)轮廓控制数控机床。
轮廓控制数控机床也称连续控制数控机床,其控制特点是能够对两个或两个以上的运动坐标方向的位移和速度同时进行控制.为了满足刀具沿工件轮廓的相对运动轨迹符合工件加工轮廓的要求,必须将各坐标方向运动的位移控制和速度控制按照规定的比例关系精确地协调起来。
因此,在这类控制方式中.就要求数控装置具有插补运算功能,通过数控系统内插补运算器的处理,把直线或圆弧的形状描述出来,也就是一边计算,一边根据计算结果向各坐标轴控制器分配脉冲量,从而控制各坐标轴的联动位移量与要求的轮廓相符合.在运动过程中刀具对工件表面连续进行切削,可以进行各种直线、圆弧、曲线的加工。
轮廓控制的加工轨迹如图3.7所示。
这类机床主要有数控车床、数控铣床、数控线切割机床和加工中心等,其相应的数控装置称为轮廓控制数控系统。
根据它所控制的联动坐标轴数不同,又可以分为下面儿种形式。
1)二轴联动。
它主要用于数控车床加工旋转曲面或数控铣床加工曲线柱面。
多轴联动控制技术在通用机床行业中的应用案例研究

多轴联动控制技术在通用机床行业中的应用案例研究多轴联动控制技术是指在机床中通过同时控制多个轴的运动,实现复杂的加工操作和精密的加工精度。
随着机械加工技术的发展,多轴联动控制技术在通用机床行业中得到了广泛的应用。
本文将通过一个案例研究,详细介绍多轴联动控制技术在通用机床行业中的应用。
案例背景:某通用机床制造企业A公司,其主要产品为数控加工中心和数控车床。
为了满足客户对高精度产品的需求,A公司决定引进多轴联动控制技术,并将这一技术应用于其生产线上。
案例内容:1. 引进多轴联动控制技术A公司首先进行了相关技术调研,并与多个供应商进行了对比评估。
最终,公司选择了一家具有丰富经验的数控系统供应商B公司合作。
B公司的数控系统具有多轴联动控制功能,并且可以根据实际需求进行定制开发。
A公司与B公司进行了深入的合作,制定了具体的技术规格和实施计划。
2. 多轴联动控制应用于数控加工中心A公司首先选择了数控加工中心这一关键的生产环节进行试点应用。
该数控加工中心共有5个工作轴,分别控制X、Y、Z三轴的运动,以及C轴和A轴的旋转运动。
通过多轴联动控制技术,可以实现加工过程中各轴的联动运动,协调完成复杂的零件加工。
在应用过程中,A公司首先根据实际加工需求编写了数控加工程序,然后使用B公司提供的数控系统,将程序输送到数控加工中心中。
在加工过程中,数控系统会根据程序的指令,对各轴进行精确的运动控制,实现整个加工过程的自动化操作。
3. 多轴联动控制应用于数控车床在数控加工中心应用成功后,A公司进一步将多轴联动控制技术应用于其生产线上的数控车床。
数控车床是一种用于车削加工的机床,相比于数控加工中心,其加工过程更为复杂,需要同时控制多个轴的运动。
通过多轴联动控制技术,A公司成功实现了数控车床中各轴的协调运动。
例如,在车削外圆加工过程中,数控系统可以根据程序的指令,同时控制主轴和进给轴的运动,实现对工件的旋转和进给。
通过精确的控制,可以确保车削加工的精度和表面质量。
数控机床分类大全

关于数控机床分类的一些认识导读:随着时代的发展,数控这一行业被越来越多的人们所认识跟了解。
但是很多使用人员与购买者并不是特别清楚数控机床的具体类别以及各自的特点。
下面华亚数控将为大家细心的解读数控机床的分类,以及特点,让更多人认识以及了解数控机床。
1、按机床运动的控制轨迹分类⑴点位控制的数控机床点位控制只要求控制机床的移动部件从一点移动到另一点的准确定位,对于点与点之间的运动轨迹的要求并不严格,在移动过程中不进行加工,各坐标轴之间的运动是不相关的。
为了实现既快又精确的定位,两点间位移的移动一般先快速移动,然后慢速趋近定位点,以保证定位精度,如下图所示,为点位控制的运动轨迹。
具有点位控制功能的机床主要有数控钻床、数控铣床、数控冲床等。
随着数控技术的发展和数控系统价格的降低,单纯用于点位控制的数控系统已不多见。
⑵直线控制数控机床直线控制数控机床也称为平行控制数控机床,其特点是除了控制点与点之间的准确定位外,还要控制两相关点之间的移动速度和路线(轨迹),但其运动路线只是与机床坐标轴平行移动,也就是说同时控制的坐标轴只有一个(即数控系统内不必有插补运算功能),在移位的过程中刀具能以指定的进给速度进行切削,一般只能加工矩形、台阶形零件。
其有直线控制功能的机床主要有比较简单的数控车床、数控铣床、数控磨床等。
这种机床的数控系统也称为直线控制数控系统。
同样,单纯用于直线控制的数控机床也不多见。
⑶轮廓控制数控机床轮廓控制数控机床也称连续控制数控机床,其控制特点是能够对两个或两个以上的运动坐标的位移和速度同时进行控制。
为了满足刀具沿工件轮廓的相对运动轨迹符合工件加工轮廓的要求,必须将各坐标运动的位移控制和速度控制按照规定的比例关系精确地协调起来。
因此在这类控制方式中,就要求数控装置具有插补运算功能.所谓插补就是根据程序输入的基本数据(如直线的终点坐标、圆弧的终点坐标和圆心坐标或半径),通过数控系统内插补运算器的数学处理,把直线或圆弧的形状描述出来,也就是一边计算,一边根据计算结果向各坐标轴控制器分配脉冲,从而控制各坐标轴的联动位移量与要求的轮廓相符合在运动过程中刀具对工件表面进行连续切削,可以进行各种直线、圆弧、曲线的加工.轮廓控制的加工轨迹。
微型数控三轴联动数控铣床得设计

摘要随着科学技术的迅速发展,数控技术已是衡量一个国家机床制造业水平的重要标志。
因此有必要使学生初步掌握数控机床的结构和相关操作,但一般数控机床由于体积大、价格高、很难适应教学的需要。
为进一步提高教学质量,更好地实施素质教育、培养学生的创造性思维能力、实际动手能力和科研创新能力、便于教学、应有一套微型数控铣床。
它具有体积小、价格低、功能完善、安全系数高、性能优越等系列优点。
论文详细介绍了微型精密三轴联动数控铣床的设计过程,主要进行了数控铣床的机械部分设计,论证了各种方案的优缺点,从而在总体布局上有所把握。
通过分析比较各种设计方案,根据合理性和经济性的指导思想,决定采用固定龙门式结构,床身导轨水平放置。
在机械部分设计过程中,尽量考虑节约成本和互换性,保证X、Y、Z进给选用相同的步进电机、滚珠丝杠等零部件。
本文详细的论述了微型精密三轴联动数控铣床的机械系统部分的设计与计算,包括部件的选择,各零件的选择、设计、计算等。
此铣床配上数控系统可为学生提供大量的教学实验,满足学生的教学要求。
关键词:数控铣床;机械系统;精密;微型AbstractWith the rapid development of science and technology, numerical control technology has being an important indicator of the level of a national machine manufacturing industry. Therefore it is necessary for students to master the initial structure of CNC machines and related operations, but CNC machines in general are large, high prices, so it is difficult to adapt to the needs of teaching. In order to improve the quality of teaching, and better implementation of quality education and training of creative thinking ability of students, the actual practical ability and scientific innovation, facilitate the experimental teaching, the teaching should have a simple CNC milling machine. It has the advantages such as small size, low cost, fully functional, high safety factor, superior performance and so on.This article on teaching the design of CNC milling machine gives a more reasonable design based on same factors such as the need to process the scope of the processing components, precision machine tools, and the demand of experimental, and detail some of the mechanical system design and calculation, including parts choice, the choice of the components, design, calculation and so on. CNC milling machine with this system can provide students with a large number of teaching experiments, and can meet the demands of teaching students.Key words: CNC milling machines; mechanical systems; accurate; minisize目录摘要 (I)Abstract (II)第1章绪论 (1)1.1数控机床的发展与现状 (1)1.1.1 国际微型数控机床的发展与现状 (1)1.1.2 我国微型数控机床的发展与现状 (2)1.2选题的背景和意义 (2)1.3研究的目的和任务 (3)第2章微型数控铣床总体设计方案 (4)2.1常见微型数控铣床设计方案分析 (4)2.1.1 微型数控铣床的分类 (4)2.1.2 立式铣床的常用布局形式 (5)2.2微型数控铣床的布局形式 (8)2.3微型数控铣床总体传动方案的设计 (8)第3章主轴驱动的设计 (10)3.1主轴驱动及其控制 (10)3.1.1 对主轴驱动的要求 (10)3.1.2 主轴驱动及其控制方式 (11)3.2主传动系统的设计与计算 (11)3.2.1 铣削力的计算 (11)3.2.2 主轴电机的选择 (13)第4章进给系统的设计 (14)4.1进给系统的机械结构特点 (14)4.2滚珠丝杠的选择与安装方式的选择 (15)4.2.1 滚珠丝杠特点 (15)4.2.2 安装方式分类 (15)4.2.3 丝杠旋转类安装形式 (16)4.2.4 支撑轴承选型 (18)4.3Y方向进给系统设计 (18)4.3.1 基本导程 (18)4.3.2 滚珠丝杠的选择计算 (19)4.3.3 刚度的验算 (21)4.3.4 稳定性验算 (22)4.4X、Z方向进给系统设计 (23)4.5导轨的选型计算 (23)4.5.1 导轨的形式及选择 (23)4.5.2 载荷计算 (24)4.5.3 安装注意事项 (29)4.6步进电机选型计算 (30)第5章基于CATIA的设计与装配 (33)5.1CATIA设计 (33)5.2CATIA装配 (34)结论 (36)致谢 (37)参考文献 (38)CONTENTS Abstract (I)Contents (V)Chapter 1 Introduction (1)1.1 CNC machine status and development trend (1)1.1.1 International trends mini CNC machine tools (1)1.1.2 Micro CNC machine tools of development and industrialization (1)1.2 Background and Significance topics (2)1.3 Research objectives and tasks (3)Chapter 2 Micro CNC milling overall design scheme (4)2.1 Common mini CNC milling machine design analysis (4)2.1.1 Classification of micro-milling machine (4)2.1.2 The layout of the form commonly used vertical milling machine (5)2.2 Micro CNC milling machine layout of the form (8)2.3 Overall drive mini CNC milling program design (8)Chapter 3 Mini CNC milling spindle drive and mechanical design (9)3.1 Spindle drive and control (9)3.1.1 The requirement for spindle drive (9)3.1.2 Spindle drive and control (10)3.2 Design and Calculation of Main Transmission System (10)3.2.1 Calculation of milling force (10)3.2.2 Spindle motor selection (12)Chapter 4 The feed system design (13)4.1 The mechanical feed system structural characteristics (13)4.2 Ball selection and installation choices (14)4.2.1 Ball Features (14)4.2.2 Installation Category (14)4.2.3 Mounting screw rotating class (15)4.2.4 Support Bearing Selection (17)4.3 Y Direction feed system design (17)4.3.1 Basic Lead (17)4.3.2 Calculation ball choice (18)4.3.3 Checking stiffness (20)4.3.4 Stability Checking (21)4.4 X, Z direction feed system design (22)4.5 Sizing guide (22)4.5.1 Form and selection guide (22)4.5.2 Load Calculation (23)4.5.3 Installation Precautions (28)4.6Stepper motor sizing (29)Chapter 5 Design and assembly based on CATIA (32)5.1 CATIA design (32)5.2 CATIA assembly (33)Conclusions (35)Acknowledgements (36)References (37)第1章绪论1.1 数控机床的发展与现状1.1.1 国际微型数控机床的发展与现状自1970年首次提出为小型化机床的概念以来,日本、美国、德国等发达国家在微型机床研制领域取得了丰硕的成果,然而国内在微型机械研制领域内,对微型机床的研究才刚刚起步。
汽车曲轴的“三轴联动切点跟踪”随动磨床及其关键技术研究

HUANG ng o g P Xi h n ① AN h ② W U n ① HUANG e g a g Xu ua Xi g W nun①
,
。 。
( ) eagIstt o ehncl EetcE gneigH nzo 103 C ( Z j n ntue f caia & l r nier , aghu30 5 。HN;  ̄ hi i M ci n
()uhuY w i rcs nM c i ol l tS zo 0 , H  ̄S zo a e Peio a h eT o Pa ,uh u2 2 C N) i n n 1 1 5
Ab t a t:Ba e n t e a ay i ft sr c s d o h n l ss o wo—a i e v u on r c i a c a k h f g i d n t o o h a i f x s s r o c tp it ta k n r n s a t rn i g meh d n t e b sso tc n c ld fc s y t mai n r d c in t h ”a i i a e c tp i tta k n e h ia e e t ,s se t ito u t o te c o xsl nk g u o n r c i g” g i dng p n il rn i r cp e, i
数控坐标磨床使用说明书

MK4280 MK2945C MK2932B MMX4132 MGX2945B MGX2932B高精度坐标磨床S E R I E S J I G G R I N D E R四川普什宁江机床有限公司PushNingjiang Machine Tool Co.,Ltd.NINGJIANG MACHINE TOOL宁江机床数控坐标磨床MK4280C N C J i g G r i n d er机床为连续轨迹数控坐标磨床。
具有六轴控制(X 、Y 、Z、U、A、C ),三轴联动(X 、Y 、C 、A 中任意三联动)的功能。
利用直线和圆弧逼近的方法,可对淬火后的具有任意曲线的平面图形的样板、模具型腔和冲头等零件进行加工。
The machine is a continuous path CNC grinder.Three axis ( among X, Y , C, A) of the total six (X, Y , Z,U, A, C) could be simultaneously controlled. Hardened workpiece with complicated shape (such as drawing templet, die space, ram head and etc) could bemachined by linear or circular approaching method.适用范围ApplicationsNINGJIANGMACHINE TOOLSApplicatiions could be entarged when the followingaccessories is equipped.45°angle plate to grind inner or outer sphere (not more than a semi-sphere)Groove grinding accessory to grind key way and square hole larger than 40×40 mm (L ×W)Adjustable angle plate to grind taper hole using columnar wheelCircular wheel dresser to dress wheel of groove grinding accessory. Form grinding and profile grinding could be performedDrum type cam could be machined by horizontally installed CNC rotary table. Archimdes spiral cam and equant shape could be machined by vertically installed CNC rotary tableSpin table (Oprional) is designed for rotary workpiece with non-linear generatrixLarge power grinding head is provided for heavy grinding. Carbide miller(max. diameter ø10) could be mounted on grinding head for light milling. ling depth is 0.3mm.当采用下列附件时可以扩大加工范围:使用45°角度板可以磨削内外球面(不超过半个球面)。
三轴数控平面磨床几何精度分析与稳健设计

三轴数控平面磨床几何精度分析与稳健设计作者:刘江南洪义海来源:《湖南大学学报·自然科学版》2016年第04期摘要:为了经济合理地分配三轴数控平面磨床零部件几何精度,提出了一种几何精度分析设计的方法。
针对磨床具体结构,基于多体系统理论和齐次坐标变换方法,建立了磨床几何误差传递模型,并通过试验验证了该模型具有理想的预测性能;根据误差传递模型,运用正交试验设计和参数试验的试验设计方法分析识别了影响磨床加工精度的11项关键几何误差因素;基于稳健设计理论,在成本分析和误差溯源基础上,建立了11项关键几何误差因素下的磨床成本质量模型,并运用该模型对关键几何误差因素的公差进行了稳健设计。
研究结果表明:上述方法能实现对磨床几何精度的经济合理的分配。
关键词:平面磨床;多体系统;几何误差;误差模型;稳健设计中图分类号:TH161 文献标识码:A影响机床加工精度的各类误差主要有机床零部件的几何误差、热误差、载荷误差和伺服误差等,其中几何误差所占比重达25%~35%,故对几何精度的分析与研究是精度设计的主要工作。
传统精度设计主要是经验设计,依靠经验的方法分配机床各零部件的公差等级。
由于各环节误差对机床整体加工精度的影响程度不同,而且其精度控制实现的难易程度也不一样,传统的经验设计方法已经难以满足日益提高的精度要求,因此,为满足机床加工精度的要求,建立机床的误差传递模型,分析影响机床加工精度的关键误差因素,并合理分配机床零部件的精度显得尤为重要。
建立准确有效的几何误差传递模型则是对几何精度进行分析和研究的首要条件。
目前,以多体系统理论结合齐次坐标变换为基础的误差建模与分析方法已被普遍采用。
基于该方法,国内外众多学者在误差建模、误差分析等方面取得了一系列的进展。
在分析及识别影响加工精度的关键几何误差因素方面,黄强等以滚齿机YK3610为对象,介绍基于多体系统理论和齐次坐标变换的机床误差建模方法,并依托该模型对机床敏感误差辨识方法、步骤和关键点进行阐述。
三轴数控机床的轨迹控制原理
12
直线轨迹控制原理
1. 直线轨迹控制原理也 叫直线插补原理 2. 直线插补:一种插补 直线插补 方式,在此次方式中, 两点间的插补沿着直 线的点群来逼近,沿 此直线控制刀具的运 动。
2010-11-01
宁夏大学
13
逐点比较插法直线插补
逐点比较法插补概念: 每走一步都将加工 点与给定轨迹进行比 较,以确定下一步进 Y 给方向。
F = X e Yj − X i Ye > 0
F<0 X
O
当M在OA下方,即F<0时;
F = X e Yj − X i Ye < 0
插补规则 Yj Ye < 当F≥0,则沿+X方向进给一步 X i Xe 当F<0,则沿+Y方向进给一步。
2010-11-01 宁夏大学
15
偏差计算公式: F ≥ 0 ,Fm + 1 = F m − Y e
2010-11-01 宁夏大学 8
三轴数控机床轨迹控制原理
二、直线控制数控机床
• • ① ② ③ ④ 3. 直线控制: 直线控制:运动路线只能沿 机床坐标轴平行移动。 机床坐标轴平行移动。 特点: 特点: 除了能控制点与点之间的准 确定位, 确定位,还要控制两相关点 之间的移动速度和路线。 之间的移动速度和路线。 同时控制的坐标轴只有一个 刀具能以指定的进给速度进 行切削 一般只能加工矩形、 一般只能加工矩形、台阶形 零件。 零件。 具有直线控制功能的机床: 具有直线控制功能的机床: 数控车床、铣床、磨床等。 数控车床、铣床、磨床等。
三轴数控机床轨迹控制原理
学 生:张伟永 学 号:12010130378 指导教师:段建中
雕刻机三轴驱动控制研究

编号:毕业设计开题报告书毕业设计中期检查表院(系):机电工程系专业:机械设计制造及其自动化2010年3月15日目录1. 绪论 (1)1.1雕刻机概述 (1)1.1.1雕刻起源与发展 (1)1.1.2研制雕刻机的功能 (2)1.2雕刻机的研制目标 (2)1.3研制雕刻机的目的和意义 (2)2.总体设计方案 (3)2.1 雕刻机总体方案 (3)2.1.1主要内容 (3)2.1.2总体布局 (3)2.1.3坐标系统的确定与雕刻机外观 (4)2.1.4数控系统 (4)2.1.5机械部分 (8)3.机械系统设计 (9)3.1设计参数的确定 (9)3.2切削力、切削扭矩和切削功率计算 (10)3.2.1铣削力、扭矩和功率的计算 (10)3.2.2钻削力、扭矩和功率的计算 (11)3.3主运动系统的设计计算 (11)3.3.1主运动系统传动链的组成 (11)3.3.2主轴电机的设计计算 (12)3.4进给运动系统设计计算 (12)3.4.1进给运动系统传动链的组成 (12)3.4.2滚珠丝杠副的设计计算 (13)3.4.3工作台进给电机的设计计算 (15)3.4.4同步带及带轮的设计计算 (16)4.控制系统设计 (17)4.1控制系统的硬件设计 (17)4.1.1主控部分 (17)4.1.2步进电机驱动系统 (18)4.2控制系统的软件设计 (18)4.2.1数据接收处理 (18)4.2.2三维插补运算 (19)4.2.3对刀功能的处理 (21)5.结论 (21)5.1总结 (21)5.2改进完善 (21)参考文献 (22)谢辞 (24)()摘要:本文简要地介绍了雕刻机的起源和发展现状,从系统的观点出发,根据机电一体化产品设计的基本原理、关键技术和研制原则,应用相关技术进行有机的组织和综合,详细地分析了雕刻机系统的总体布局和结构方案、数控系统的运动方式,以及主运动和进给运动系统选择等。
分别进行了机械系统的设计和实现,包括主运动和进给运动的设计计算;控制系统的设计和实现,包括硬件选用、软件结构;以及“三维雕刻”插补算法的选择、分析和实现过程。
三坐标数控磨床设计开题报告 (122)
本科生毕业论文(设计)开题报告论文题目:三坐标数控磨床设计现代制造技术,如柔性制造系统(FMS)、计算机集成制造系统(CIMS)、并行工程(C.E)、精益生产(L.P)、敏捷制造(A.M)等正在我国兴起并逐步实施。
作为以上各项现代化生产哲理和生产模式的最低层设备-数控机床是最终生产出合格产品的重要环节。
数控机床不仅能提高产品的质量、生产效率、降低生产成本,还能大大改善工人的劳动条件。
本次设计的就是数控机床的一种,即三坐标数控磨床,其主要技术要求和工作量如下:1、三坐标数控磨床的主要技术要求(1)X、Y、Z行程分别为300mm、300mm 、300mm。
(2)进给精度为0.001mm(3)X、Y、Z轴快速移动速度分别为10m/min、10m/min、10m/min(4 )工作台面尺寸420×300mm2、课题内容及工作量(1)三坐标数控磨床总体布置图Ao 1张(2)X-Y工作台装配图(机构图)Ao1张(3)磨头机构装配图Ao1张(4)单片机控制原理图Ao1张(5)设计说明书15000字、开题报告2000字(6)外文翻译5000汉字(7)编制源程序100句以上一、三坐标数控磨床的工作原理用数控磨床加工曲面零件时,首先应编制该曲面零件的加工程序,这是数控曲面磨床的工作指令。
将加工程序输入数控装置,再由数控装置控制机床主运动的变速、启动、停止、进给运动的方向、速度和位移量,以及工件装夹和冷却润滑的开关等动作,使刀具与被加工零件以及其它辅助装置。
二、三坐标数控磨床的组成三坐标数控磨床主要有控制介质、数控装置、伺服系统、机床主机和测量反馈装置等五部分组成。
(1)控制介质用于记载各种加工信息的载体,以控制机床的运动,实现零件的加工。
数控介质有穿孔带、穿孔卡、磁带及磁盘等,用键盘将加工程序直接键入,并且可在数码显示器或CRT显示器上显示出来。
(2)数控装置数控装置是数控机床的核心,是高技术密集型产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
带联动转动轴三轴联动数控磨床研究张自强1,陈少波1, 郑志丹1(1.汕头大学智能制造技术教育部重点实验室 广东省汕头市 515063)摘 要:文中探讨了带联动转动轴数控磨床的不同用途及几种特定用途对数控磨床的专门要求,并介绍一种已获专利授权的多用途三轴联动数控磨床。
它通过更换联动转动轴来满足不同的用途。
当联动转动轴为磨床工件主轴时,它可用于圆柱凸轮、盘状凸轮和非圆轴等零件的磨削加工;当联动转动轴为砂轮修整器的转动轴时,它能精确修整母线为各种曲线的成型砂轮。
该数控磨床结构简单,适应性广,数控编程也比较容易,尤其适合于实验室使用。
文中还介绍一种已获发明专利授权的新型数控砂轮修整器。
关键词:多用途;数控磨床;联动转动轴;砂轮修整器普通二轴联动数控外圆磨床只有2个联动移动轴。
而圆柱凸轮、盘状凸轮和非圆轴等零件磨削加工时,要求磨床工件主轴为联动转动轴。
还有许多零件具有回转曲面深槽,成型磨削对这类深槽的加工是一种有效的工艺方法。
随着数控技术的发展,成型磨削用砂轮的数控修整法得到了越来越多的应用[1],但2移动轴联动修整时,在深槽截面曲线较陡处(该处截面曲线的切线斜率绝对值较大),修整工具会与砂轮发生干涉,如图1所示,严重影响砂轮修整精度或根本就无法修整。
因此,用于曲面深槽成型磨削的砂轮修整时,要求砂轮修整器具有联动转动轴。
综上所述,满足上述多种用途的数控磨床最少要具有4个联动轴。
11-成型砂轮; 2-修整工具图1 修整工具与砂轮发生干涉基金项目:广东省教育厅自然科学研究项目(Z03036)作者简介:张自强(1956-), 男, 教授;陈少波(1965-), 男, 高级实验师;郑志丹(1971-), 男, 高级实验师。
众所周知,联动轴数越多,数控系统越复杂,数控编程也更难。
为此设计了具有可更换联动转动轴功能的多用途三轴联动数控磨床:在普通二轴联动数控外圆磨床的基础上增加第三个伺服电机,该伺服电机通过可拆合传动装置更换联接到不同的转动轴上,使该转动轴成为联动转动轴,实现了联动转动轴的更换,以满足不同的用途。
它已获专利授权[2]。
当联动转动轴为磨床工件主轴时,它可用于圆柱凸轮、盘状凸轮和非圆轴等零件的磨削加工;当联动转动轴为数控砂轮修整器的转动轴时,它能精确修整母线为各种曲线的成型砂轮。
其功能相当于带多个联动转动轴的多轴联动数控磨床或多台具有不同的联动转动轴的专用数控磨床。
该数控磨床结构简单,适应性广,数控编程也比较容易,尤其适合于实验室使用。
下面讨论带联动转动轴数控磨床的某些不同用途及几种特定用途对数控磨床的专门要求,并介绍多用途三轴联动数控磨床的设计。
1 磨削圆柱凸轮导槽时对数控磨床的要求图2是多用途三轴联动数控磨床第三个伺服电机被联接到工件主轴上时的结构示意图。
此时,磨床工件主轴成为联动转动轴,数控磨床可用于圆柱凸轮、盘状凸轮和非圆轴等零件的磨削加工。
磨削加工盘状凸轮和非圆轴时,图2所示数控磨床已能胜任。
而对于圆柱凸轮导槽磨削,则还需进一步分析:1-砂轮底座;2-床身X向导轨;3-砂轮;4-工件;5-工件头架;6-工作台;7-床身Z向导轨;9-工件主轴;10-第三个伺服电机图2第三个伺服电机被联接到工件主轴时结构示意图图3是滚子移动式圆柱凸轮及其展开图。
数控铣削加工圆柱凸轮导槽时,若刀具直径和滚子直径相等,直接用刀具取代滚子,按圆柱凸轮工作时滚子与凸轮导槽的相对运动关系进行加工,则只需Z 轴与C轴两个联动轴就已经足够了。
图3 滚子移动式圆柱凸轮及其展开图但图2所示数控磨床的砂轮主轴是与Z轴平行的水平轴,不能直接用该砂轮取代滚子进行磨削。
因此,数控磨床还必须加上一个立式高速砂轮主轴。
两个砂轮主轴的关系类似于万能外圆磨床中用于磨外圆的砂轮主轴与用于磨内孔的高速砂轮主轴之间的关系。
通过电气互锁,确保两个砂轮主轴不能同时被使用。
数控磨削加工与数控铣削加工类似。
但圆柱凸轮导槽的数控磨削加工中,由于砂轮磨损以及对其的修整造成砂轮直径不断减小,这样由于砂轮直径小于导槽宽度,必须采用X、Z轴与C轴三轴联动的数控磨床。
综上所述,具有立式高速砂轮主轴,并具有X、Z轴与C轴三轴联动的数控磨床就能胜任圆柱凸轮导槽磨削。
2 精确修整成型砂轮时对数控磨床的要求如图1所示,二移动轴联动修整砂轮时,在深槽截面曲线较陡处,修整工具会与砂轮发生干涉,严重影响砂轮修整精度或根本就无法修整。
因此,用于曲线截面深槽成型磨削的砂轮修整时,要求砂轮修整器具有联动转动轴。
图4是多用途三轴联动数控磨床第三个伺服电机被联接到砂轮修整器转动轴上时的结构示意图。
此时,砂轮修整器转动轴成为联动转动轴,它能精确修整母线为各种曲线的成型砂轮。
1-砂轮底座;2-X向导轨;3-砂轮;4-工件;5-工件头架;6-工作台;7-Z向导轨;8-工件主轴电机;9-工件主轴;10-第三个伺服电机;11-砂轮修整器;12-修整工具图4 第三个伺服电机被联接到修整器转动轴时结构示意图3 带转动轴修整器数控编程难问题在普通3移动轴联动数控系统中,各个轴的运动互不干涉,但在带转动轴的三轴联动数控砂轮修整器中,引入了绕转动轴的转动。
一般情况下,因为转动轴不通过修整工具刃口圆弧的圆心,所以绕转动轴的转动会引起修整工具刃口处2个移动轴坐标数值(即修整工具刃口位置)的改变,修整工具刃口圆弧的圆心与转动轴线之间的距离越大,此问题的影响越大,当该距离较大时,绕转动轴转动一个很小的角度就会引起修整工具刃口位置很大的改变,因此,在数控编程时,必须进行相应的补偿,补偿时,稍有不慎就会产生干涉,打坏修整工具。
这引起了带转动轴的砂轮修整器数控编程难问题。
4 新型砂轮修整器所设计开发的新型数控砂轮修整器已获发明专利授权[3]。
其结构特点是修整工具能绕修整工具刃口的圆弧圆心转动——即修整器的转动轴通过修整工具刃口圆弧的圆心。
它使数控编程时,可不考虑绕转动轴的转动对两移动轴的影响,即转动轴与移动轴并联,因此可大大简化数控编程。
图5中a点处即是修整笔的刃口位置,商品化的通用型修整笔在该处有一个0.3mm的刃口圆弧,转动轴轴心线就是要求通过该圆弧的圆心O点,若转动轴轴心线不通过该圆心,就会出现上述绕转动轴的转动引起修整工具刃口位置改变的问题。
图5修整笔的刃口位置及刃口圆弧新型数控砂轮修整器在修整笔安装时必须使修整笔刃口的圆弧圆心O点落在转动轴轴心线上,才能保证不引入误差[4]。
新型数控砂轮修整器在结构设计时[5]保证了这一结构特点。
它使数控编程时,可不考虑绕转动轴的转动对两移动轴的影响,即转动轴与移动轴并联,所以,它实质上是一种具有并联转动轴的数控砂轮修整器,除了用于本文介绍的多用途三轴联动数控磨床之外,还可以用作通用型的数控砂轮修整器,即作为普通二轴联动数控外圆磨床的通用附件,成为独立的功能部件。
作为通用型的数控砂轮修整器来考虑时,要求保留数控磨床原有的数控系统不变,另加一个单轴的数控系统独立控制砂轮修整器的转动。
这是可行的:首先,上述新型数控砂轮修整器转动轴与移动轴并联的结构特点使其修整工具绕转动轴的转动不会引起修整工具刃口位置的改变,因此,它并不需要转动轴与移动轴的联动;其次,数控砂轮修整器工作时,仅要求修整笔的轴线C跟踪砂轮截面曲线的法线D的方向(参看图6),不可能也没必要使修整笔的轴线C与砂轮截面曲线的法线D重叠[4]。
1-成型砂轮;2-修整笔图6修整笔的轴线C与砂轮截面曲线的法线D因此,通过软件使二套数控系统能够协调工作,同样能够达到修整效果。
此时,该砂轮修整器可作为通用型的功能部件,配在通用型的二轴联动数控磨床上使用[6]。
4 结论本文探讨了用于圆柱凸轮、盘状凸轮和非圆轴等零件的磨削加工时,以及用于精确修整母线为各种曲线的成型砂轮时,对带联动转动轴数控磨床的几种专门要求,并介绍一种已获专利授权的多用途三轴联动数控磨床。
它通过更换联动转动轴来满足不同的用途。
当联动转动轴为磨床工件主轴时,它可用于盘状凸轮和非圆轴等零件的磨削加工,同时采用立式高速砂轮主轴,它还可用于圆柱凸轮导槽磨削加工;当联动转动轴为数控砂轮修整器的转动轴时,它能精确修整母线为各种曲线的成型砂轮。
其功能相当于带多个联动转动轴的多轴联动数控磨床或多台具有不同的联动转动轴的专用数控磨床。
该数控磨床结构简单,适应性广,数控编程也比较容易,尤其适合于实验室使用。
本文还介绍一种已获发明专利授权的新型数控砂轮修整器。
其结构特点是修整工具能绕修整工具刃口的圆弧圆心转动。
这使该修整器绕转动轴的转动对两移动轴没有影响,即转动轴与移动轴并联,因此数控编程时,可不考虑绕转动轴的转动对两移动轴的影响,编程容易实现。
该修整器除了用于多用途三轴联动数控磨床之外,还可以用作普通二轴联动数控外圆磨床的通用附件,成为独立的功能部件。
参考文献:[1]Zhang Ziqiang, Yan Qiusheng and Zheng Zhidan. Studieson Wheel Dressing Method in Form Grinding of Revolving Curved Surfaces Grooves [A]. Progress of machining technology [C]. Beijing, 2002.[2]张自强 陈少波 郑志丹. 一种可更换联动转动轴的多用途三轴联动数控磨床[P]. 中国专利:ZL 200520066769.X,2006-11-29.Zhang Ziqiang, Chen Shaobo and Zheng Zhidan. A Multifunctional Three Axes Ganged NC Grinding Machine with Changeable Ganged Revolving Spindle [P].Chinese Patent: ZL 200520066769.X, 2006-11-29.[3]张自强 阎秋生. 磨床砂轮修整器[P]. 中国专利:ZL02152114.X,2004-11-3.Zhang Ziqiang and Yan Qiusheng. A NC dresser of Grinding Machine [P]. Chinese Patent: ZL 02152114.X, 2004-11-3.[4]Zhang Ziqiang, Yan Qiusheng, Chen Shaobo et al.Influence of dresser setting and assembling errors on shapeprecision of form wheel [J]. Key engineering materials, 2004, V ol. 259-260: 63-67.[5]张自强 阎秋生 陈少波等.修整工具能绕刃口圆弧圆心转动的数控砂轮修整器[J].制造技术与机床,2004,(6):80-81.Zhang Ziqiang, Yan Qiusheng, Chen Shaobo et al. NC Dresser on Which the Dressing Tool Can Turn Around theArc Center [J]. Manufacturing Technology & Machine Tool, 2004, (6): 80-81.[6]Chen Shaobo, Zheng Zhidan, Zhang Ziqiang et al, ControlSystem Configuration of All-Purpose NC Wheel Dresser[A]. Current Development in Abrasive Technology [C].Australia, 2006.。