切削刃形状 L2 代号 - 三禄刀具首页
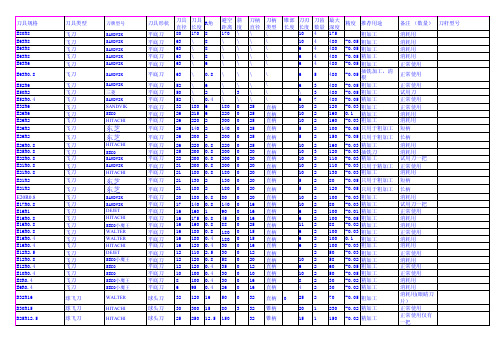
01 切削中使用的刀具参数表【14表全】
52
10 2 10 2 62 62 11 2 62 62 62
2 10 2 62 10 2 82 42
120 -0.05 只用于粗加工
100 -0.03 粗加工 80 -0.03 精加工 100 -0.01 精加工 100 -0.05 粗加工 88 -0.02 精加工 100 -0.03 粗加工 100 0.1 粗加工 100 -0.03 粗加工 50 -0.03 粗加工 58 -0.02 精加工 60 -0.05 粗加工 50 -0.05 粗加工 30 -0.02 精加工 30 -0.02 精加工
15 2 02 02 81 81 81 81 02 02 51 02 02 22 2 22 2 22 2 16 2 13 2 11 2
10 2 82
62
42
2.5 2
12 22 2 18 2 14 2 14 2 12 2 10 2 82
70
-0
粗,半精加工
消耗用(眼睛刀 片)
90 -0.02 精加工
球头刀
球头刀
球头刀
刀具 直径
刀具 长度
R角
80 170 8
63 \ 8
63 \ 8
63 \ 8
63 \ 6
避空 斜 距离 度 170 \ \\ \\ \\ \\
63 \ 0.8 \ \
52 \ 6
\\
50 \ 2
\3
52 \ 0.4 \ \
32 180 6
180 0
26 215 6
220 0
26 220 2
球头刀
球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 平底刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀 球头刀
三刃倒角刀
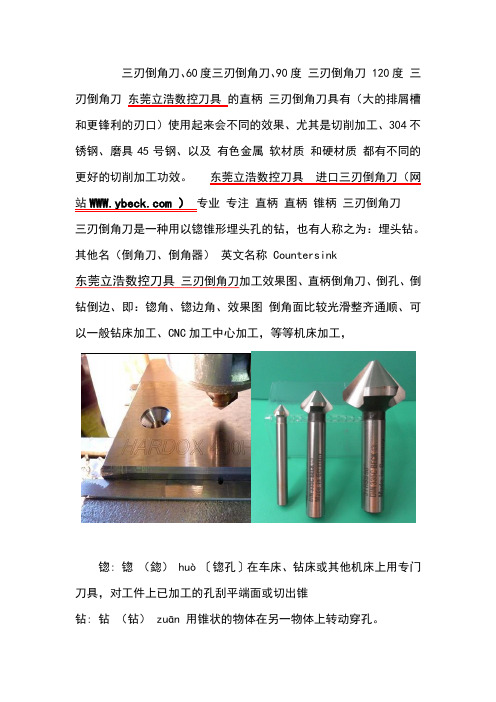
三刃倒角刀、60度三刃倒角刀、90度三刃倒角刀 120度三刃倒角刀东莞立浩数控刀具的直柄三刃倒角刀具有(大的排屑槽和更锋利的刃口)使用起来会不同的效果、尤其是切削加工、304不锈钢、磨具45号钢、以及有色金属软材质和硬材质都有不同的更好的切削加工功效。
东莞立浩数控刀具进口三刃倒角刀(网站 )专业专注直柄直柄锥柄三刃倒角刀三刃倒角刀是一种用以锪锥形埋头孔的钻,也有人称之为:埋头钻。
其他名(倒角刀、倒角器)英文名称 Countersink东莞立浩数控刀具三刃倒角刀加工效果图、直柄倒角刀、倒孔、倒钻倒边、即:锪角、锪边角、效果图倒角面比较光滑整齐通顺、可以一般钻床加工、CNC加工中心加工,等等机床加工,锪: 锪(鍃) huò〔锪孔〕在车床、钻床或其他机床上用专门刀具,对工件上已加工的孔刮平端面或切出锥钻: 钻(钻) zuān 用锥状的物体在另一物体上转动穿孔。
锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。
在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。
东莞立浩数控刀具、直柄平底锪钻(倒角刀)(英文名Counterbore),其圆周和端面上各有1 、3、4、6个刀齿,在已加工好的孔内插入导柱,其作用为控制被锪孔与原有孔的同轴度误差。
导柱一般做成可拆式,以便于锪钻的端面齿的制造与锪钻(单刃三刃多刃)刃磨。
一般三刃的比较好用、平稳度高。
切削顺畅、平滑、不会遗留毛刺和肌瘤、锥面锪钻即(倒角刀)的钻尖角有60°、82°、90°、100°和120°五种。
东莞立浩数控刀具、倒角刀的种类倒角刀分柱形倒角刀、锥形倒角刀端面倒角三种。
(1)柱形倒角刀用于倒圆柱形埋头孔。
柱形倒角刀起主要切削作用的是端面刀刃,螺旋槽的斜角就是它的前角。
倒角刀钻前端有导柱,导柱直径与工件已有孔为紧密的间隙配合,以保证良好的定心和导向。
这种导柱是可拆的,也可以把导柱和倒角刀做成一体。
知名切削刀具制造商网址(亚洲篇
知名切削刀具制造商网址(亚洲篇)2011-01-29 18:59(日本OSG)成立于1938年,全球丝锥产销大王。
(日本大昭和)日本最大的加工中心系统专业生产厂家。
(日本黛杰)1938年开始生产硬质合金产品,在日本具有第二大的规模。
(日本恩蒂)专业工具系统制造厂商,在汽车加工领域拥有众多用户群。
/cn(日本兼房)日本最大的高品质工业刀具制造商之一。
(日本京瓷)成立于1959年,开发了新一代的金属陶瓷刀具。
www.yamawa.jp(日本弥满和)专门从事生产丝锥、板牙、中心钻及特殊用途切削刀具的企业,已有80多年的历史。
www.nachi-fujikoshi.co.jp(日本那智.不二越)著名旋转刀具及齿轮刀具制造商。
www.hitachi-tool.co.jp(日本日立)日本著名的硬质合金刀具制造商,广泛应用于模具制造业。
(日本日研)日本专业生产数控加工中心用附件的综合性厂家。
(日本三菱综合材料)综合性材料生产商,国内市场占有率高居首位。
www.tungaloy.co.jp/tcts/(日本泰珂洛)IMC旗下的著名刀具制造商,原日本东芝刀具。
(日本特殊陶业)产品具有安全良好的性能。
www.asahidia.co.jp(日本旭金刚石)日本知名超硬刀具制造商。
www.uniontool.jp(日本优能)著名的小径整体刀具制造商。
(日本住友电工)日本最大的综合性刀具生产厂商之一,拥有超过100多年的制造刀具的生产经验。
(韩国YES)是超硬钻孔切削工具的专业生产厂家,全球超硬钻头行业的佼佼者。
(韩国多仁精工)日本住友的韩国总代理,并生产提供切削工具用刀柄。
(韩国克劳依)成立于1966年,是韩国最领先的硬质合金刀具制造商。
(韩国双龙)韩国知名陶瓷刀具制造厂商。
(韩国特固克)50多年的发展历程,韩国最大的刀具供应商,现隶属IMC 集团。
(韩国养志园)全球五大刀具生产商之一,在韩国国内市场占有率第一。
(台湾安威)台湾老牌工具系统制造商。
中英文刀具词汇对照表
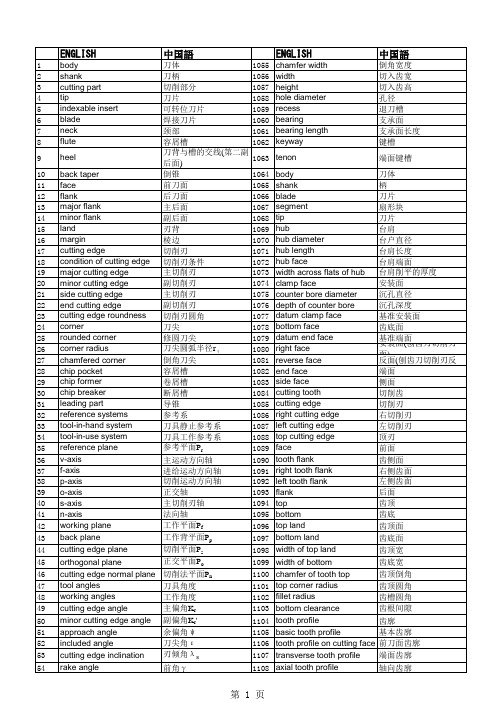
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 body shank cutting part tip indexable insert blade neck flute
1109 normal tooth profile 1110 modified tooth profile 1111 roughing tooth profile 1112 finishing tooth profile 1113 pre-finishing tooth profile 1114 pre-shaving tooth profile 1115 pre-grinding tooth profile tooth profile with 1116 protuberance 1117 topping tooth profile 1118 semi-topping tooth profile 1119 tooth thickness 1120 circular tooth thickness 1121 chordal tooth thickness displacement over a given 1122 number of teeth 1123 whole depth 1124 cutting depth 1125 chordal addendum 1126 cutter addendum 1127 cutter dedendum 1128 tooth space 1129 space width 1130 tooth trace 1131 1132 1133 1134 1135 1136 1137 1138 1139 1140 1141 1142 1143 1144 1145 1146 1147 1148 1149 1150 1151 1152 1153 1154 1155 1156 axial lead number of threads right hand helix left hand helix gash number of gashes gash depth straight gash helical gash inverse helical gash gash lead number of teeth module pitch normal pitch axial pitch transverse pitch axis of symmetry of basic rack amount of addendum modification addendum modification coefficient cam rise chamfer chamfer length back plate normal sharpening sharpening with hollow groove
三刃铣刀的工作原理
三刃铣刀的工作原理三刃铣刀是一种常见的金属切削工具,它由铣刀刀体和刀柄两部分组成,刀体上一般有三个切削刃,用于高效镗削金属材料。
其工作原理主要由以下几个方面组成:1. 切削原理三刃铣刀在高速旋转时,三个刀刃依次与工件接触,进行间歇切削。
每个刀刃切削时,都按一定切削角切入工件,使刀刃切削刃前缘对工件产生切削作用,逐步削去金属,实现切屑的形成。
2. 削切运动原理三刃铣刀运动包括主运动(旋转)和副运动(轴向或横向进给)。
旋转运动提供持续切削,进给运动使刀刃沿工件表面生成螺旋切削轨迹,获得连续切削,提高效率。
3. 切屑形成原理在切削过程中,刀刃将切削层的金属材料逐渐剪切,使其发生塑性变形和断裂,最终形成零碎的小屑。
切屑沿刀体螺旋槽排出,获得连续切削。
4. 冷却润滑原理切削过程中需要大量冷却液,以降温和润滑,减少热产生和切削阻力。
这可以防止刀具过热损伤,提高切削精度。
5. 力学原理三刃铣刀在工作时要承受切削力、螺旋进给力和扭转力等复杂力,必须提高刀体刚度和抗扭强度,保证切削稳定。
6. 寿命原理三刃铣刀在长时间高速切削下会磨损变钝,最终达到寿命报废。
使用合金工具钢、硬质涂层等可以延长刀具寿命。
7. 工件精度原理三刃铣刀可以进行高效平面镗削、槽铣加工等,通过控制各运动参数,可以获得高精度的加工质量和尺寸公差。
8. 动力匹配原理三刃铣刀的旋转速度、进给速率等参数需要与所用电机动力参数相匹配,否则会出现过载、欠载,降低效率。
9. 冷却系统三刃铣刀工作时需要大量冷却液冲刷,所以机床需要设置输送冷却液的系统,保证冷却效果。
10. 机床刚性三刃铣刀对机床刚性要求高,必须提高机床刚度,减少振动,保证加工精度。
综上所述,三刃铣刀的工作原理比较复杂,需要考虑切削力学、动力学、热学等多方面因素,才能充分发挥其在金属切削中的高效性。
国际知名刀具厂商及代号
国际知名刀具厂商及代号德国山特维克是切削刀具行业第一品牌(SANDVIK)德国瓦尔特(Walter)美国肯纳(Kenner)瑞典山高(Seco)以色列伊斯卡(ISCAR)瓦尔特(包含万耐特Valenite、塞菲提Safety、蒂泰克斯TITEX、普瑞特Prototyp)威迪亚WIDIA(包含赫尼塔hanita、瑞别格、曼彻斯特等)蓝帜金属(包含菲特、基宁格、昂思路等6家)森拉天时钴领guhring(包含豪费德)例外日韩刀具如三菱综合材料、住友电工、东芝泰珂洛、京瓷、黛杰、日立、特固克、克劳依等在中国的知名度也挺高。
而国产刀具叫得上号的也可能只有株洲钻石了。
各刀具厂商都有自己的特色刀具,针对对象不同可能排名就不同。
(法国EPB)世界上首屈一指的刀柄系统及镗刀制造商,以其一流的产品性能和完美的技术服务著称于世。
(法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商。
www.outiltec.fr(法国无敌泰克)擅长于钻头、铰刀、成型刀具,特别是枪钻的非标制作。
(意大利丹德瑞)著名的镗刀制造厂商。
(意大利Fiudi)成立于1959年,主要从事CBN,PCD和天然金刚石各类刀具产品的生产制造。
(西班牙JMC)生产丝锥与铰刀60余年。
(西班牙卡耐乐)知名可转位刀具供应商。
www.palbit.pt(葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度铰刀,也是PCD 刀具业的领导者。
(瑞士弗雷萨)世界著名刀具生产厂商之一,特色产品高速切削铣刀。
(瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。
mina-tech.ch(瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。
(瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATI冶联,擅长加工难加工金属材料。
www.urma.ch(瑞士钨马)国际知名的专业模块式镗刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。
铣刀名称图例对照表(已更新显示巨多图)
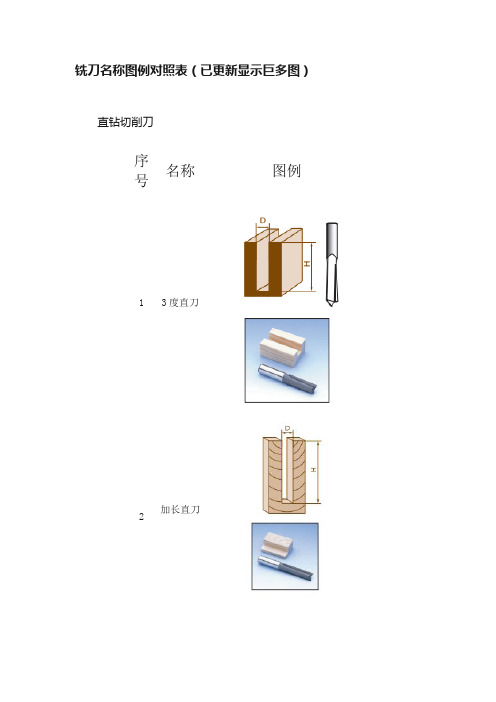
铣刀名称图例对照表(已更新显示巨多图)直钻切削刀序名称图例号1 3度直刀加长直刀2单节刀3双刃直刀45 双节刀6 定位双节刀7 开孔取空刀8 榫刀清底刀9清底直刀1011间齿直刀带轴承修边刀序号名称图例12 3度修边刀13 45度斜角刀14 三角斜刀15 侧V 修边刀16 修边刀17 加长修边刀18 多刃斜角刀19 斜角修边刀20 特种修边刀21 突出修边刀22 薄板修边刀23 马鞍刀24 马鼻线刀不带轴承修边刀序号名称图例25 120度V 型刀26 150度V 型刀27 15度斜锥刀28 15度榫合刀29 22.5度斜角刀30 45度榫合刀31 60度嵌边刀32 V 型刀33 V 型斜尖刀34 单刃斜角刀35 子口荀刀斜角刀36楔型刀3738绘图刀39锯齿刀直钻形态刀序号名称图例40 凸板刀41 单叶雕刻刀42 双弧尖底雕刻刀43 台阶雕刻刀44 尖嘴雕刻刀45 开口雕刻刀46 斜角雕刻刀47 蕊型雕刻刀48 边缘雕刻刀圆底线型刀序号名称图例49 A 圆弧抽手刀50 S 型雕刻刀51 凹弧雕刻刀52 加长深圆底刀53 双弧圆底刀54 四分之一丸球刀55 圆底刀56 圆弧抽手刀57 手把丸刀58 抽手刀59 曲线圆底刀60 染肚清底刀61 深圆底刀62清弧刀凸半圆弧刀序号名称图例63 云梯清弧刀64 半圆刀65 半梅线刀66 圆角刀67 尖底弧形刀68 平底弧形刀69 异性弧形刀70 敏仔刀71 杨柳清底刀72 清底圆弧刀73 轴承半圆刀74 轴承弧形刀弓型弧状刀序号 名称图例 75 倒角刀76 凸敏仔线刀77 凹鼻型刀78 双平台曲线刀79 双边凸敏仔线刀80 台阶圆弧刀81平台曲线刀古典线型装饰刀序号名称图例82 A 苏骨刀83 一型双R 线刀84 一型跳桌刀85 三型跳桌刀86 三弧桌刀87 二型双R 线刀88 二型跳桌刀89 公制圆底户西刀90 半弧清刀91 半弧雅典刀92 双R 刃刀93 双弧线脚刀94 双边一型双R 线刀95 双边三弧桌刀96 双边二型双R 线刀97 双边半弧雅典刀98 双边双R 线刀99 双边双弧线脚刀100 双边平角弧线刀 101 双边户西线刀 102 双边框架线刀103 双边门斗条线刀 104 台波弧线刀105 平角弧线刀 106 户西线刀107 框架线刀 108 海波板型刀 109 苏骨丸线刀。
切削刀具主要几何角度及选择,图文并茂,还不快收藏!
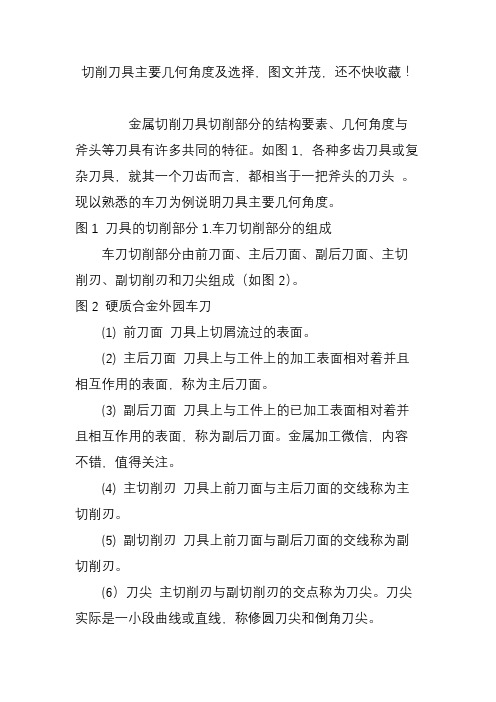
切削刀具主要几何角度及选择,图文并茂,还不快收藏!金属切削刀具切削部分的结构要素、几何角度与斧头等刀具有许多共同的特征。
如图1,各种多齿刀具或复杂刀具,就其一个刀齿而言,都相当于一把斧头的刀头。
现以熟悉的车刀为例说明刀具主要几何角度。
图1 刀具的切削部分1.车刀切削部分的组成车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成(如图2)。
图2 硬质合金外园车刀(1) 前刀面刀具上切屑流过的表面。
(2) 主后刀面刀具上与工件上的加工表面相对着并且相互作用的表面,称为主后刀面。
(3) 副后刀面刀具上与工件上的已加工表面相对着并且相互作用的表面,称为副后刀面。
金属加工微信,内容不错,值得关注。
(4) 主切削刃刀具上前刀面与主后刀面的交线称为主切削刃。
(5) 副切削刃刀具上前刀面与副后刀面的交线称为副切削刃。
(6)刀尖主切削刃与副切削刃的交点称为刀尖。
刀尖实际是一小段曲线或直线,称修圆刀尖和倒角刀尖。
图3 车刀的主要角度2.车刀切削部分的主要角度(1)测量车刀切削角度的辅助平面为了确定和测量车刀的几何角度,需要选取三个辅助平面作为基准,这三个辅助平面是切削平面、基面和正交平面,如图4所示。
1)切削平面Ps 切削平面是切于主切削刃某一选定点并垂直于刀杆底平面的平面。
2)基面Pr 基面是过主切削刃某一选定点并平行于刀杆底面的平面。
3)正交平面P0 主剖面是垂直于切削平面又垂直于基面的平面。
可见这三个坐标平面相互垂直,构成一个空间直角坐标系。
图4 测量车刀的辅助平面(2) 车刀的主要几何及其选择1)前角前角在正交平面内测量的前刀面与基面间的夹角。
前角的正负方向按图示规定表示,即刀具前刀面在基面之下时为正前角,刀具前刀面在基面之上时为负前角。
前角一般在-5°~25°之间选取。
前角选择的原则:前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
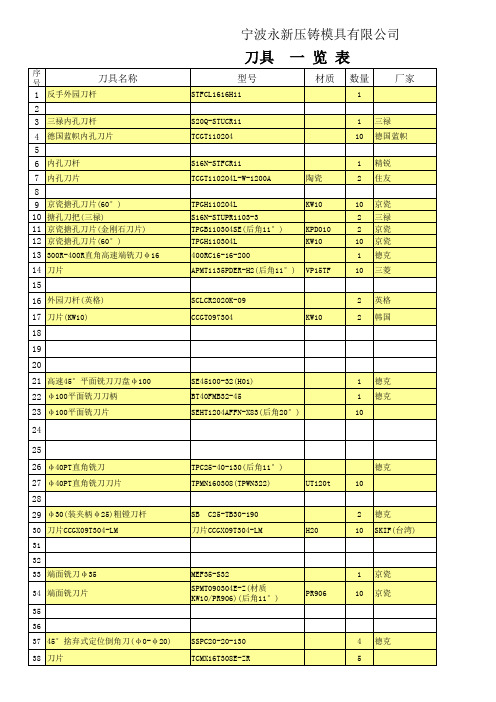
刀具一览表
德克 德克 韩国KORLOY 德克
德克 德克 德克 德克 德克 德克 德克 德克 德克 德克 德克
PCD-B09 HTi10
金刚石刀片(半精)(加工铝B390.0)(60° TP090204 ) 刀片(不好)(切铝) 刀片(好)(切铝) APKT160408LN APKT1604PDFR-MA3
PCD-B09 H20 H01
PCD-B09 PCD-B09
6 10 1
山西登塔钻石 象山锐利刀具 德克
2007.12
购买日期 单价(元)
279.51 47.38 220.00 42 2008.7.18 2007.12.18 2007.12.18 2008.7.18 2008.03.02 2008.03.02 35 213 138.5 35
DBJ-16 DBJ-16 TP090204 TP090304 TP090304 400RC32-40-200
PCD PCD PCD
1 1 10 10 10 2 1 2 1 1 10 1
德克 德克 宏盛 宏盛 德克 德克 德克 德克 德克 韩国KORLOY 韩国KORLOY 韩国KORLOY
TP30 C25-40-120 MGEHR2020-2.5 MGMN400-M MGEHR2020-4
53 镗头刀柄 BT40-DCK6-55 ) 54 金刚石刀片(半精)(加工铝B390.0)(60° TP090204(后角11°) 镗刀刀片(60°) 55 56 四刃立铣刀φ 12(镀钛) 57 二刃立铣刀φ 8(镀钛) φ 12-S4-100L(T42-1212) φ 8-S2-100L(T42-1212) TPGH090204L-FS
宁波永新压铸模具有限公司
刀具
序号
刀具部位名称
2
CLA in mm
3
Generation angle
4
Run out angle
后角 以毫米计算 铲磨角度 退出角度
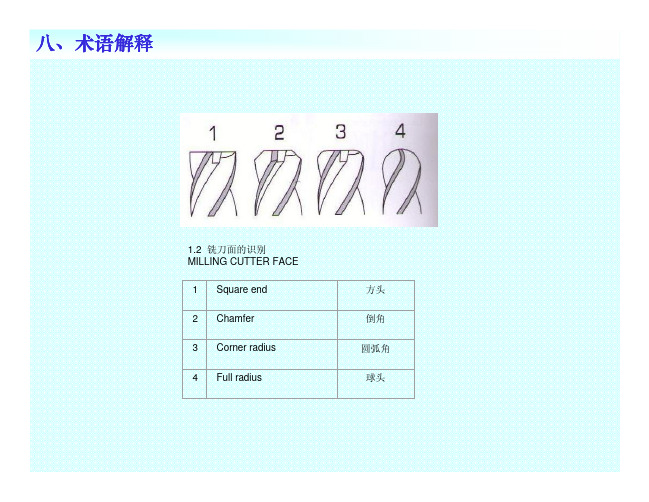
八、术语解释
5.1 刀具的外廓形 PROFILE TOOL
1
See end mill
2
See drill
见端铣刀 见钻头
八、术语解释
5.2 刀具的外廓形 PROFILE TOOL
磨削长度 砂轮退出角度
八、术语解释
1.10 铣刀根部 MILLING CUTTER HEEL
1 Tooth depth 2 Tooth width 3 Generation angle
齿深 齿宽 铲磨角度
4 Run out depth
铲磨深度
八、术语解释
1.11 铣刀端齿(铣刀端面) MILLING CUTTER END FACE
4
Flute depth
5
Rake angle
6
Measure depth
螺旋角度 槽长
砂轮间隙角
槽深 前角 测量深度
八、术语解释
2.2 铰刀的外廓形 REAMERS PERIPHERY
1 Wheel clearance angle
2 Cutting length 3 Clearance angle 4 Land width 5 Leading land 6 Run out angle
Rake angle
前角
2
Flute depth
槽深
3
Measuring depth
测量长度
4
Flute lengthcutting edge
a
切削刃的槽长
刀片型号三刃安全操作及保养规程
刀片型号三刃安全操作及保养规程前言作为制造业的基础设备之一,机床在现代工业生产中扮演着重要的角色。
刀具作为机床上不可或缺的零部件,必须保持良好的工作状态,才能保障加工效果和操作人员的安全。
刀片型号三刃是常见的一种机床刀具,其使用时需要遵循严格的操作规程和保养流程。
本文将详细介绍刀片型号三刃的安全操作及保养规程。
刀片型号三刃的安全操作规程1. 安全操作前的准备工作在机床切削操作之前,必须严格按照操作规程进行安全准备。
以下是具体操作步骤:•检查刀具质量:必须保证刀具在机床操作过程中不会发生损坏或者故障,检查刀具主要包括检查刀具的刃口磨损到什么程度以及刀具是否有裂纹和形变等。
必要时更换刀具。
•检查加工零件的材质和力学参数:必须对加工材料进行材质和加工特性的了解,同时预测加工时产生的切削力,并在机床上进行切削参数的调节•安装固定刀具:安装时,必须保证刀具能够完整地放入刀座和夹头内,并使其牢固并准确定位。
特别是对于装配在机床主轴和刀架上的刀具,必须确保刀具安装正确以及装入刀座内的长度是否符合要求。
2. 刀片型号三刃的安全操作流程刀片型号三刃的安全操作流程需要遵循下列步骤:•启动机床:在使用刀具进行切削操作之前,必须确保机床已经启动,在机床正常运行和无异常情况下,才能进行刀具安装或更换。
•确定加工长度:根据工件的长度和要求的加工精度,确定加工长度,并将工件固定在机床工作台上。
•确定切削参数:根据加工材料和加工零件的情况,确定切削参数,包括切削速度、进给量及切削深度等。
•进行刀具装配:根据工艺要求选择合适的刀具,进行刀具装配。
•安全开机:在刀具成功安装之后,保持机床处于停车状态,进行刀具对刀检测,并通过机床主轴旋转测试切削深度。
•正式加工操作:在确认上述所有操作无误后,进行刀具开启,并进行正式加工操作。
3. 刀片型号三刃的安全操作注意事项在刀片型号三刃操作过程中,需注意以下事项:•刀具装配:必须严格按照刀具装配要求完成刀具的装配,特别是在装配过程中,必须注意刀尖的方向,并避免刀具与加工零件发生碰撞导致意外损坏。
宁波鄞州三禄数控刀具有限公司企业信用报告-天眼查
2
一、企业背景
1.1 工商信息
企业名称:
宁波鄞州三禄数控刀具有限公司
工商注册号: 330204000055425
统一信用代码: 91330212695074216J
法定代表人: 钱岳友
员固定电话:********;原联络 电话:;现联络员移动电话:******** ;
员移动电话:******** ;原联 现联络员电子邮箱:;现联络员身份证
络员电子邮箱:;原联络员身份 件类型:;现联络人员证件号码:******
证件类型:;原联络人员证件号 **;现财务负责人姓名:张霍君;现财务
码:;原财务负责人姓名:钱岳 负责人固定电话:;现财务负责人移动
变更日期
住所变更
责人电子邮箱:;原财务负责人 ****************** 证件名称:;原财务负责人身份
证件号码:
江东区曙光路**-*
浙江省宁波市鄞州区曙光路**-*
2017-08-28
住所(营业场
住所: 江东潜龙巷 26 号 315; 住所: 江东区曙光路 42-3; 邮政编码: 2010-09-26
投资数额(万元)
/ /
5
三、对外投资信息
截止 2018 年 11 月 12 日,根据国内相关网站检索及天眼查数据库分析,未查询到相关信息。不排除因信 息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参 考。
材、日用品、管道、五金的批发、零售。
登记机关:
宁波市鄞州区市场监督管理局
核准日期:
2017-08-28
1.2 分支机构
刀片型号代码学习
金属切削基础及刀具应用
---------- ISO代码和 可乐满刀具代码
/1
1
刀片编号规则
/April 20, 2006
2
刀片编号规则
/April 20, 2006
3
刀片编号规则
铣刀片的公差等级比较多, 从精到粗依此排 列有: A, F, C, H, E, G, J, K, L, M, N, U, 而且 公差定义的方法也与车镗ISO刀片不同
/April 20, 2006
19
刀杆编号规则-外圆
/April 20, 2006
20
刀杆编号规则-外圆
右手刀杆
外
圆
右手刀片
/April 20, 2006 21
刀杆编号规则-外圆
/April 20, 2006
22
刀杆编号规则-外圆
C5 – SVHBR – 22040 -11
+/- 0.002mm
26
刀杆编号规则-内孔
/April 20, 2006
27
刀杆编号规则-内孔
/April 20, 2006
28
刀杆编号规则-内孔
/April 20, 2006
29
刀杆编号规则-内孔
/April 20, 2006
30
刀杆编号规则-内孔
右手刀杆
内 孔
左手刀片
/April 20, 20Biblioteka 6 31刀杆编号规则-内孔
4l4d67应使用重金属刀杆进行普通内孔车削6l4d1012使用标准阻尼消振刀杆进行普通内孔车削12l4d15使用特殊阻尼消振刀杆进行普通内孔车削刀杆编号规则内孔2727april202006刀杆编号规则内孔2828april202006刀杆编号规则内孔2929april202006刀杆编号规则内孔3030april202006刀杆编号规则内孔3131april202006左手刀片右手刀杆内孔刀杆编号规则内孔3232april202006刀杆编号规则切断切槽3333april202006刀杆编号规则切断切槽3434april202006刀杆编号规则切断切槽3535april202006
金属切削刀具

2.刀具的标注角度
刀具的标注角度又称静止角度,是指在刀具 标注角度参考系内确定的刀具几何角度。
(1)刀具标注角度的坐标平面与参考系
① 刀具标注角度的坐标平面 刀具标注角度的坐标平面由测量坐标平面和参
考坐标平面组成。 测量坐标平面:主要包括正交平面、法平面、
假定工作平面和背平面四种坐标平面。
参考坐标平面:主要包括基面和切削平面两
金刚石:分天然和人造两种,是碳的同素异形体, 是目前最硬的刀具材料,其显微硬度达10000HV 。它 主要用于有色金属及非金属的精加工、超精加工以及 作磨具、磨料用。
立方氮化硼:是由六方氮化硼在高温高压下转 化而成的,硬度高,耐磨性好。它主要用于加工淬 火钢、冷硬铸铁、高温合金和一些难加工材料。
四、刀具种类
3.刀具的工作角度
刀具的工作角度是指在刀具工作参考系中定 义和测量的刀具角度 。
工作参考系中的坐标平面和刀具几何角度的 符号应在标注角度参考系中相应符号的基础上加 注下标“e”。
(1)进给运动对刀具工作角度的影响
① 横向进给运动的影响
如右图所示, 横向进给时,在 刀具工作角度参 考系内,刀具工 作前角和工作后 角分别为:
oe o oe o tan v f f
vc d
O
Pr
② 纵向进给运动的影响
如左图所示,纵向
进给时, 在假定工作平
面内测量的刀具工作前
角、工作后角分别为:
fe f f
fe f f
αoe
在正tan交平f 面vvcf内 ,fd刀具
的工作角度为:
oe o
vf
Ps
Pn
vf
Pr
Pp Pf
Pr
(a)正交平面参考系
加工中心配刀方案
支 支 支 支 片 台 台 支 支 支
1 1 1 1 10 1 1 1 1 15 1
62 49.14 230.4 260 44.9 1360 0 200 0 40 750
200 合计
台
110
1.所有刀柄均保证为100%台湾原厂生产。
注:
2.所有报价均含17%增值税 3.报价有效期为15天
方案
单项合计 968 900 1452 900 484 285 280 1740 3240 456 1044 1150 484.2 484.2 85 148 216 2068.6 310 310 35 28 M3-12攻牙能力。 伸缩均为6MM 与18项攻牙刀柄 配合使用 与18项攻牙刀柄 配合使用 90度双头刀片 备注
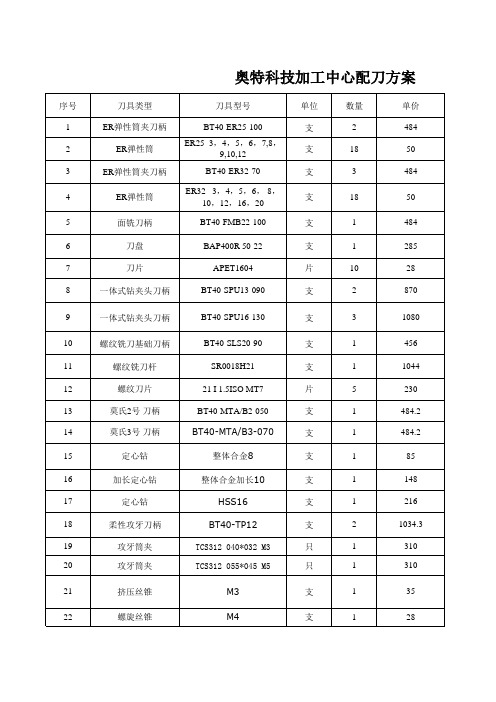
奥特科技加工中心配刀方案
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 刀具类型 ER弹性筒夹刀柄 ER弹性筒 ER弹性筒夹刀柄 ER弹性筒 面铣刀柄 刀盘 刀片 一体式钻夹头刀柄 一体式钻夹头刀柄 螺纹铣刀基础刀柄 螺纹铣刀杆 螺纹刀片 莫氏2号 刀柄 莫氏3号 刀柄 定心钻 加长定心钻 定心钻 柔性攻牙刀柄 攻牙筒夹 攻牙筒夹 挤压丝锥 螺旋丝锥 刀具型号 BT40-ER25-100 ER25 3,4,5,6,7,8, 9,10,12 BT40-ER32-70 ER32 3,4,5,6, 8, 10,12,16,20 BT40-FMB22-100 BAP400R 50-22 APET1604 BT40-SPU13-090 BT40-SPU16-130 BT40-SLS20-90 SR0018H21 21 I 1.5ISO MT7 BT40-MTA/B2-050 BT40-MTA/B3-070 整体合金8 整体合金加长10 HSS16 BT40-TP12 TCS312 040*032 M3 TCS312 055*045 M5 M3 M4 单位 支 支 支 支 支 支 片 支 支 支 支 片 支 支 支 支 支 支 只 只 支 支 数量 2 18 3 18 1 1 10 2 3 1 1 5 1 1 1 1 1 2 1 1 1 1 单价 484 50 484 50 484 285 28 870 1080 456 1044 230 484.2 484.2 85 148 216 1034.3 310 310 35 28
刀具、砂轮的种类
概述:砂轮是结合剂将磨粒固结成一定形状的多孔体。 砂轮的磨削性能主要取决于磨料、粒度、结合剂、 硬度、组织和形状尺寸等固定不变的因素。
1.磨料:具有很高的硬度、适当的韧性和强度,及在高温下 稳定的物理化学特性。 磨料为天然磨料和人造磨料两大类。目前工业上使用的几乎 均为人造磨料,有:棕刚玉(A)、白刚玉(WA)、铬刚 玉;黑碳化硅、绿碳化硅;人造金刚石(MBD)和立方化 硼(CBN) 成份:氧化铝(Al2O3),含95%。碳化硅(SiC)
刻字面
主要结构视图: 侧视图
1齿 前角过渡半径 齿背过渡半径
E
齿高
让刀位厚度
齿厚
齿高
齿距
容屑槽宽
23齿
角 倾 背 齿
D-D剖面放大
F-F剖面旋转放大
G-G剖面旋转放大
前角
让刀位厚度
3
4
退刀槽深度
5
6
后角
砂轮的种类
砂轮的组成要素 砂轮的形状、尺寸和标志 砂轮的磨损与修整
一、砂轮的组成要素
铣刀
总长 槽长 刃长
刃 径
柄 径
螺旋角
柄端倒角
铰削刀具
铰刀
切削部
刃径
修光部
颈部 标记处
柄部
刃长 总长 锥柄铰刀(左旋)
攻丝刀具
丝锥
1 切削锥长度 切削锥半角 方头宽度 方头长 螺纹长度 总长
主要结构视图 四方柄视图
柄径
2
4 排屑槽 棱宽
5
齿形放大
小径 中径
锥刃后角
芯厚
切削锥半角
切削锥长度 牙数) 螺距 牙型半角
粒度号越小,磨料的颗粒越细。
机夹刀片的型号表示方法
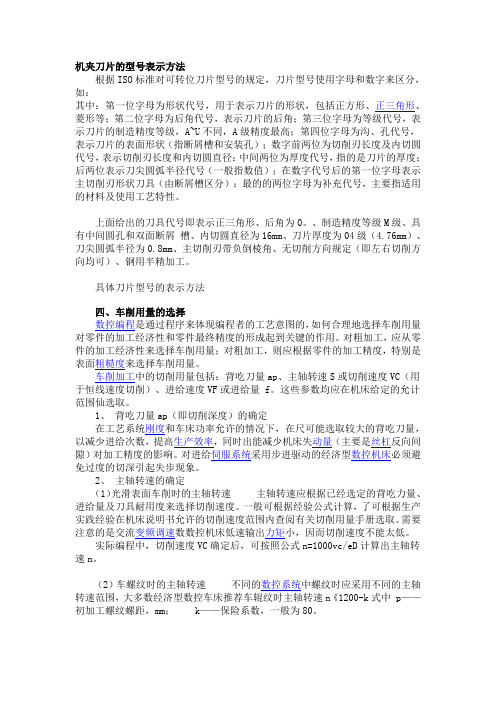
机夹刀片的型号表示方法根据ISO标准对可转位刀片型号的规定,刀片型号使用字母和数字来区分,如:其中:第一位字母为形状代号,用于表示刀片的形状,包括正方形、正三角形、菱形等;第二位字母为后角代号,表示刀片的后角;第三位字母为等级代号,表示刀片的制造精度等级,A~U不同,A级精度最高;第四位字母为沟、孔代号,表示刀片的表面形状(指断屑槽和安装孔);数字前两位为切削刃长度及内切圆代号,表示切削刃长度和内切圆直径:中间两位为厚度代号,指的是刀片的厚度;后两位表示刀尖圆弧半径代号(一般指数值);在数字代号后的第一位字母表示主切削刃形状刀具(由断屑槽区分);最的的两位字母为补充代号,主要指适用的材料及使用工艺特性。
上面给出的刀具代号即表示正三角形、后角为0。
、制造精度等级M级、具有中间圆孔和双面断屑槽、内切圆直径为16mm、刀片厚度为04级(4.76mm)、刀尖圆弧半径为0.8mm、主切削刃带负倒棱角、无切削方向规定(即左右切削方向均可)、钢用半精加工。
具体刀片型号的表示方法四、车削用量的选择数控编程是通过程序来体现编程者的工艺意图的,如何合理地选择车削用量对零件的加工经济性和零件最终精度的形成起到关键的作用。
对粗加工,应从零件的加工经济性来选择车削用量;对粗加工,则应根据零件的加工精度,特别是表面粗糙度来选择车削用量。
车削加工中的切削用量包括:背吃刀量ap、主轴转速S或切削速度VC(用于恒线速度切削)、进给速度VF或进给量 f。
这些参数均应在机床给定的允计范围仙选取。
1、背吃刀量ap(即切削深度)的确定在工艺系统刚度和车床功率允许的情况下,在尺可能选取较大的背吃刀量,以减少进给次数,提高生产效率,同时出能减少机床失动量(主要是丝杠反向间隙)对加工精度的影响。
对进给伺服系统采用步进驱动的经济型数控机床必须避免过度的切深引起失步现象。
2、主轴转速的确定(1)光滑表面车削时的主轴转速主轴转速应根据已经选定的背吃力量、进给量及刀具耐用度来选择切削速度。