焊接工艺规程WPS-002线路610 连头
焊接工艺操作规程
焊接工艺操作规程焊接是一种常见的金属连接方法,广泛应用于各个领域,如汽车制造、建筑工程、航空航天等。
为了确保焊接工艺质量、提高焊接效率,制定一份合理的焊接工艺操作规程是必要的。
本文将简要介绍焊接工艺操作规程的重要性以及几个需要注意的方面。
首先,焊接工艺操作规程的制定对确保焊接质量至关重要。
在焊接过程中,如果操作不当或者没有严格遵守规程,很容易导致焊接接头强度不足、焊缝质量下降、气孔、裂纹等焊接缺陷的产生,这将严重影响焊接件的性能和使用寿命。
因此,制定一份完善的焊接工艺操作规程,能够规范工作人员的操作,降低焊接缺陷的发生概率,提高焊接质量。
其次,焊接工艺操作规程还可以提高焊接的工作效率。
焊接过程中,操作人员需要根据焊接规程进行各项工作,如选择适当的焊接参数、操作设备、准备焊接材料等。
规程明确了每一步操作的标准和要求,可以帮助焊接操作人员高效地完成工作,并减少不必要的重复操作。
同时,规程还可以提供解决常见问题和应急处理措施的指南,当出现异常情况时,操作人员能够迅速采取相应的措施,提高工作效率。
接下来,焊接工艺操作规程应包括焊接前、焊接中和焊接后的各个环节。
焊接前,需要对焊接材料进行检验和准备工作。
焊接材料的质量直接影响到焊接接头的强度和稳定性,因此需要对焊材进行材质、成分和性能的检验。
此外,还需要对焊接设备的准备进行检查和维护,确保设备工作正常。
在实施焊接过程中,工作人员必须佩戴适当的个人防护用品,如焊接手套、面罩等,确保自身安全。
焊接后,需要对焊缝进行外观检查和性能测试,以确保焊接质量满足要求。
最后,焊接工艺操作规程需要根据不同的焊接材料和焊接方法进行制定。
不同材料的焊接特性不同,需要使用不同的焊接方法和参数。
制定焊接工艺操作规程时,应根据实际情况进行调整和完善,确保规程的科学性和实用性。
同时,规程还需要不断更新和改进,以适应新材料、新工艺的要求。
综上所述,焊接工艺操作规程对于保证焊接质量、提高工作效率至关重要。
焊接工艺设计规程(WPS)

WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)。
焊接工艺的设计规程(WPS)
NO
NO
ELECTRICAL CHARACTERISTICS电特性
Current电流AC或DCDCPolarity极性DCEN
Amps (A)安培(范围)See Below TableVolts(V)伏特See Below Table
Tungsten electrode size钨极尺寸和类型:Ф2.5mm铈钨极
Time时间范围:NO
Fillet Weld Location角焊位置:NO
GAS气体
PREHEAT预热处理
gas(es)
气体
% composition
混合比
flow rate
流量
Preheat temp min
最小预热温度
10℃
Shielding
保护气
Ar
99.99%
15~20L/min
Interpass temp max
GTAW/SMAW
Type(manual, automatic, machine, semi-auto)自动化等级(手工,自动,机动,半自动)
Manual手工
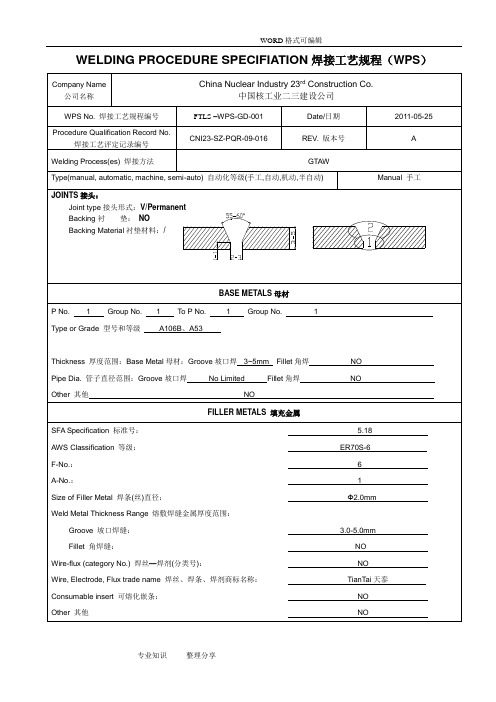
JOINTS接头:
Joint type接头形式:V/Permanent
Backing衬垫:NO
Backing Material衬垫材料:/
BASE METALS母材
Manual手工
JOINTS接头:
Joint type接头形式:V/Permanent
Backing衬垫:NO
Backing Material衬垫材料:/
BASE METALS母材
P No.1Group No.1To P No.1Group No.1
Type or Grade型号和等级A106B、A53
wps焊接工艺规程
wps焊接工艺规程WPS焊接工艺规程一、前言WPS(Welding Procedure Specification)是指焊接工艺规程,它是制定焊接工艺和控制焊接质量的重要文件。
本文将详细介绍如何编写一份完整的WPS焊接工艺规程。
二、编写步骤1.确定焊接材料首先需要确定所使用的焊接材料。
这包括母材、填充材料和保护气体等。
在选择时需要考虑到所需的力学性能和化学成分等因素。
2.确定焊接方法根据所需的力学性能和化学成分等因素,选择合适的焊接方法。
常见的有手工电弧焊、埋弧焊、氩弧焊、激光焊等。
3.确定预热温度和热输入量预热温度和热输入量是影响焊缝质量的关键因素。
需要根据母材厚度、环境温度和所选用的填充材料等因素来确定。
4.制定具体操作步骤在编写WPS时,需要详细描述每一个操作步骤。
例如清洁母材表面、调整电流电压、调整保护气体流量等。
5.编写检验要求在WPS中需要明确检验要求,例如焊缝外观、尺寸、力学性能等。
这有助于确保焊接质量符合标准要求。
6.编写WPS号和签名最后需要为WPS编写一个唯一的标识号码,并由负责人签名确认。
三、注意事项1.在编写WPS时需要考虑到所需的力学性能和化学成分等因素,以确保焊接质量符合标准要求。
2.需要详细描述每一个操作步骤,并明确检验要求,以确保焊接质量符合标准要求。
3.需要为WPS编写一个唯一的标识号码,并由负责人签名确认,以确保该文件的真实性和有效性。
四、总结WPS焊接工艺规程是制定焊接工艺和控制焊接质量的重要文件。
在编写时需要考虑到所需的力学性能和化学成分等因素,详细描述每一个操作步骤,并明确检验要求。
最后需要为WPS编写一个唯一的标识号码,并由负责人签名确认。
这样才能确保该文件的真实性和有效性。
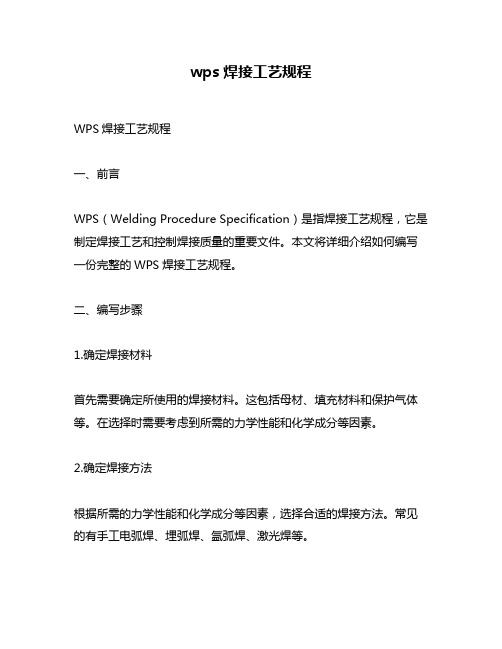
焊接工艺规程(WPS)
焊接工艺规程(WPS)
批准人:日期:
单位名称:中海油田服务股份有限公司
焊接工艺评定编号:HP-129、202 焊接工艺规程编号:WPS-01
焊接方法: SMAW 机械化程度:手工
工程名称:深圳LNG项目
WPS-01/1
一、焊接接头
接头形式:搭接接头
坡口形式:——
WPS-01/2
六、预、后热及热处理
预、后热加热方法——最低预热温度(℃)——层间温度范围(℃)——后热温度范围(℃)——后热保温时间(min)——测温方法——热处理方法——热处理升温速度范围(℃/h)——热处理恒温温度范围(℃)——热处理恒温时间(min)——热处理降温速度范围(℃/h)——
七、电特性
电流种类交流极性——焊接电流范围(A) 250-400 电弧电压(V) 22~28 钨极类型——钨
------来源网络,仅供参考
八、技术、质量要求:
1.钢筋笼焊接前,必须先进行钢筋材质及焊接质量送检,合格后,方可进行钢筋笼加工制作。
2.钢筋笼制作是在现场特制平台上进行的,钢筋笼平台是用120mm工字钢焊成的平面框架结构。
其纵横垂直,
周正水平,整体稳固。
3.50%。
或者
5.
6.
7.
8.
9.
10.
11.
接。
WPS-2/3
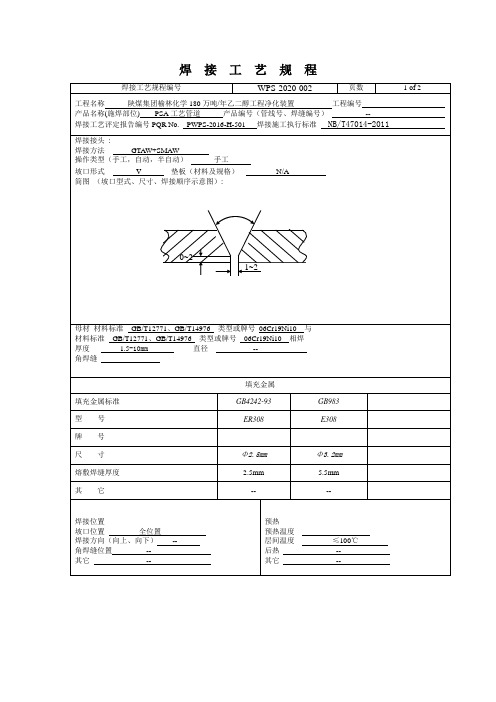
九、焊接接头简图
编制:日期审核:日期
WPS-3/3
------来源网络,仅供参考。
焊接工艺规程304
------ Nhomakorabea技术措施:
焊接速度7.0~12.0cm/min直接或摆动焊道摆动摆动方式横焊
焊前清理或层间清理方法砂轮机
背面清根方法/
导电嘴至工件距离5~10mm喷嘴尺寸8~10mm单道焊或多道焊(每侧)多道焊单焊丝或多焊丝/
锤击/
其他Other:
编制
审核
批准
日期
日期
日期
厚度1.5-10mm直径--
角焊缝--
填充金属
填充金属标准
GB4242-93
GB983
型号
ER308
E308
牌号
尺寸
Φ2.5mm
Φ3.2mm
熔敷焊缝厚度
2.5mm
5.5mm
其它
--
--
焊接位置
坡口位置全位置
焊接方向(向上、向下)--
角焊缝位置--
其它--
预热
预热温度
层间温度≤100℃
后热--
其它--
焊接工艺规程
焊接工艺规程编号
WPS-2020-002
页数
1of 2
工程名称陕煤集团榆林化学180万吨/年乙二醇工程净化装置工程编号
产品名称(施焊部位)PSA工艺管道产品编号(管线号、焊缝编号)--
焊接工艺评定报告编号PQR No.PWPS-2016-H-501焊接施工执行标准NB/T47014-2011
钨极尺寸及类型Ф2.5mm送丝速度N/A其它N/A
焊道层数
焊接方法
填充金属
电流
电压范围(V)
焊接速度
线能量
牌号
直径
类型/极性
安培(A)
1
GTAW
ER308
焊接工艺规程

环保化
• 遵守环保法规和标准 • 加强焊接过程中的环保管理和监测 • 提高焊接工艺的环保水平
焊接工艺规程的国际化与标准化
国际化
• 引入国际先进的焊接工艺和技术 • 适应国际市场和行业发展的需求 • 提高焊接工艺的国际竞争力
焊接工艺规程的主要内容
焊接方法的选取与焊接材料的选择
焊接方法的选取
• 根据产品要求和焊接性能 • 考虑生产效率和成本 • 考虑安全性和环境适应性
焊接材料的选择
• 匹配焊接方法和母材 • 考虑焊接性能和耐腐蚀性 • 考虑生产成本和供应
焊接设备与焊接环境的配置
焊接设备的配置
• 选用合适的焊接设备 • 确定设备性能和参数 • 确保设备运行和维护
整理数据
• 建立数据库或数据表 • 数据分析和归纳 • 数据验证和修正
焊接工艺规程的制定与修订
制定焊接工艺规程
• 选用合适的焊接方法和材料 • 确定焊接设备和环境要求 • 制定焊接操作程序和质量控制要点
修订焊接工艺规程
• 根据生产变化和技术进步 • 根据生产问题和质量反馈 • 定期审查和更新
03
焊接工艺规程在船舶制造中的应用
• 焊接方法的选择和优化 • 焊接材料的选择和匹配 • 焊接过程的质量控制和管理
焊接工艺规程在石油化工管道工程中的应用
石油化工管道工程对焊接工的要求
• 高强度、耐腐蚀性、密封性 • 焊接工艺规程的规范化和标准化 • 焊接过程的质量控制和管理
焊接工艺规程在石油化工管道工程中的应用
• 规范焊接生产过程 • 提高焊接质量 • 降低生产成本 • 保障生产安全
WPS焊接工艺规程

Remarks:
PQR is the qualified welding procedure procedure and test results record.
备注:PQR是经过评定合格的焊接工艺数据 及相关试验结焊工或焊接操作工
根据WPS进行生产
6
supervised by AI 授权检验师检查
2
What is included by a WPS? WPS 的内容
一份完整的WPS 应当包含在WPS中所采用的、对每 一种焊接方法而言的所有重要变素、非重要变素和当 需要时的附加重要变素。样表见图1。焊接工艺规范 其实就是规定某一焊接工艺的各种焊接变素。 The completed WPS shall describe all of the essential, nonessential, and, when required, supplementary essential variables for each welding process used in the WPS. For the sample, pls see the figure 1.
5
Simple connection diagram
WPS关系简图
compiled by welding engineer according to qualified PQR
Authorized by AI
焊接工程师根据评定合格的工艺评定 记录(PQR)制定恰当的焊接工艺规范 (WPS)
授权检验师检查
The Practical Welding Engineer
9
Variables 焊接变素
重要变素essential variables
焊接工艺规程WPS模版

AWS No.(Class)
ANSI/AWS A5.18 ER70S-6上海中钢焊材有限公司
F—No.
None
A--No.
NA
填充金属尺寸Size of Filler Metals
①1.2mm
熔敷焊缝金属厚度范围对接焊缝
Deposited Weld Met.Thick ness Ran ge: Groove
保护气Shielding二氧化碳+氩气18/8215-25L/min
预热PREHEAT
最小预热温度Preheat Temp. Min.5°C
最大层间温度In ter pass Temp. Max.300C
预热保持方式Preheat MaintenanceNo ne
尾部保护气TrailingNoneNoneNone
(Con ti nu ous or special heat ing where applicable shall be recorded)
背面保护气BackingNoneNoneNone
电特性ELECTRICAL CHARACTERISTICS
交流或直流Current AC or DCDC极性PolarityEP
送丝速度范围Electrode Wire Feed Speed Ra ngeNA
施焊技术CHNIQUE
无摆动焊或有摆动焊Stri ng or Weave BeadStri ng无摆动焊
喷孔或喷嘴尺寸Orifice or Gas Cup SizeNA
2003.03.10
多丝焊或单丝焊Multiple or Si ngle Electrodes
角焊缝位置Position(s) of FilletPA
焊接工艺规程(WPS)

250℃
Trailing
尾部保护气
NO
NO
NO
Preheat maintenance
预热保持方式
N/A
Backing
背部保护气
NO
NO
NO
ELECTRICAL CHARACTERISTICS电特性
Current电流AC或DCDCPolarity极性DCEN
Amps (A)安培(范围)See Below TableVolts(V)伏特See Below Table
Mode of metal transfer for GMAW金属过渡方式(GMAW):N/A
Electrode wire speed range送丝速度范围:N/A
TECHNIQUE焊接技术
String or Weave Bead直进焊或横摆焊:String Bead无摆动
Orifice gas cup size喷嘴或喷嘴尺寸:Ф12~14mm
P No.1Group No.1To P No.1Group No.1
Type or Grade型号和等级A106B、A53
Thickness厚度范围:Base Metal母材:Groove坡口焊5~7mmFillet角焊NO
Pipe Dia.管子直径范围:Groove坡口焊No LimitedFillet角焊NO
WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)
Company Name
公司名称
China Nuclear Industry 23rdConstruction Co.
中国核工业二三建设公司
WPS No.焊接工艺规程编号
FTLS–WPS-GD-001
wps焊接工艺指导书
wps焊接工艺指导书什么是焊接工艺指导书(WPS)?焊接工艺指导书(Welding Procedure Specification,简称WPS)是一份文件,用于规范化和标准化焊接过程。
它包含了一系列步骤、参数和程序,确保焊接过程的质量和一致性。
WPS应根据相关焊接标准和规范编制,并由专业人员审核和批准。
一、制定焊接工艺指导书的目的焊接工艺指导书的制定目的是为了确保焊接过程的质量和可靠性,降低焊接缺陷的发生,并为操作人员提供准确明确的操作指导。
二、制定焊接工艺指导书的依据焊接工艺指导书的制定依据主要包括相关国家或行业标准、规范以及焊接材料和设备的技术要求等。
制定焊接工艺指导书时,应综合考虑焊接材料的性能、焊接设备的特点以及焊接结构的要求。
三、焊接工艺指导书的内容焊接工艺指导书的内容应包括以下几个方面:1. 焊接材料的选择和性能要求。
2. 焊接设备的选择和调试参数。
3. 焊接方法、工艺和操作要求。
4. 焊接前的准备工作和环境要求。
5. 焊接过程中的质量控制措施和检验要求。
6. 焊接后的后处理和檢查要求。
7. 焊接工艺指导书的修订和变更记录。
四、焊接工艺指导书的制定流程1. 组织编写焊接工艺指导书的团队,包括焊接工程师、焊接操作人员、材料专家等。
2. 收集焊接所需的各类资料,包括焊接材料的技术要求、设备参数、焊缝设计要求等。
3. 制定焊接的试验方案,并进行焊接试样的制备和试验。
4. 根据试验结果,确定最佳的焊接工艺参数和规范。
5. 编制焊接工艺指导书的草案,并进行内部审核。
审核应包括技术要求、安全要求、操作要求等方面的检查。
6. 对焊接工艺指导书草案进行修订和完善,最终确定版本。
7. 将焊接工艺指导书提交给相应部门进行审批,并按照审批结果修订焊接工艺指导书。
8. 将修订后的焊接工艺指导书进行发布和培训。
五、焊接工艺指导书的应用焊接工艺指导书的应用主要包括以下几个方面:1. 指导操作人员进行焊接工作,确保操作符合标准和规范。
焊接工艺指导书WPS-002
评定报告编号: 指 导 书 编 号: 填 报 日 期: 母 材 类 别: 母 材 规 格: 焊 接 材 料: 焊 接 方 法: 坡 口 型 式: 编 审 批 制: 核: 准: 沈 文 HPY-002 WPS-002 2001.12.25 P1-1 1.5~7 TIGJ-50 钨极氩弧焊 V型 健 学
钨极氩弧焊
机械化程度:手工 √ 半自动
详图: 55~60°
自动
管子直径、壁厚范围:对接焊缝 焊缝金属 其它 焊接材料: 焊条类别 焊条标准 填充金属尺寸 焊丝、焊剂牌号 焊剂商标名称
1.5~7 mm 管径不限
其它 牌号
TIGJ-50
焊条(焊丝)熔敷金属化学成分(%) C Si Mn P ≤0.12 ≤0.25 0.3~0.6 ≤0.04
闵泽鹏
湖南省工业设备安装有限公司
焊 接 作 业 指 导 书
单位名称 湖南省工业设备安装有限公司 批准人签字: 闽泽鹏 焊接工艺指导书编号 WPS-002 日期 01-12-25 焊接工艺评定报告编号 HPY-002 焊接方法
焊接接头 坡口形式 垫板(材料及规格) 其它 母材: 类别号 或标准号 厚度范围: 母材:对接焊缝 δ 1.5~7 δ 1.5~7 角焊缝 角焊缝 组合焊缝 P1 组别号 钢号 1 与类别号 与标准号 P1 组别号 钢号 1 相焊 相焊 V型 无 对接接头
S ≤0.035
Cr
Mo
Ni
V
Ti
焊接位置: 对接焊缝的位置: 焊接方向: 角焊缝位置: 向上 □ 不限 □
焊后热处理: 加热温度 保温时间 ℃ 升温速度 冷却方式
பைடு நூலகம்
预热: 预热温度(允许最低值) 层间温度(允许最高值) 保持预热时间 加热方式 电特性: 电流种类 层次 底层 其余层 焊接 方法 氩弧焊 氩弧焊 直流 填充金属 直径 牌号 (mm) TIGJ-50 TIGJ-50 Φ2 Φ 2.5
WELDING PROCEDURE SPECIFICATIONS (WPS) 焊接工艺规程

POSITIONS焊接位置(QW-405)
POSTWELD HEAT TREATMENT焊后热处理(QW-407)
Position(s) of Groove坡口的位置
Temperature Range温度范围℃
Speed
Range
焊接速度范围
Cm/min
Other其它(e.g., Remarks, Comments,Hot,Wire Addition, Technique, Torch Angle, etc.)
(例如备注、说明,加热丝、技巧、焊矩角度等等)
Class
牌号
Diameter
直径mm
Type Polarity极性
Root Spacing根部间隙mm
Backing:衬垫
□With(有)□Without(无)
Backing Material (Type)衬垫材料(型式)
□Metal金属
□Nonmetallic非金属
□Non-fusing Metal不熔金属
□Other其它
Joint configuration and Welds size may refer to shop drawings接头形式与焊缝尺寸可见施工图
BASE METALS母材(QW-403)
P-No
Group No组号
to P-No.
Group No组号
相焊/OR
Specification and type/ grade or UNS Number标准和钢号/等级或UNS号
Specification and type/ grade or UNS Number标准和钢号/等级或UNS号
焊接工艺设计规程[WPS]
![焊接工艺设计规程[WPS]](https://img.taocdn.com/s3/m/e0eef9170912a216147929b6.png)
WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)。
wps焊接工艺规程(aws版)精品资料
For the PQR groove area, an increase or decrease > 25% in the number of passes 对于与PQR坡口面积相同的,焊道数改变超过 25%
A change in position not qualified焊接位置改变为未经评定的位置 。
The Practical Welding Engineer
9
Variables 焊接变素
重要变素essential variables
影响接头弯曲和拉伸性能的因素Affect the bend ability and tension ability of joint
非重要变素non essential variables
主要约束
实际约束
修订可行焊接方法 评估生产成本
选择
8
规范 资源
成本 选择
Weld Process Selection 焊接工艺选择
The “ideal” welding process is that which achieves the minimum specification requirements at the minimum cost... 完美的焊接工艺是那种以最小成本获得 规范要求的最低水平……
2
What is included by a WPS? WPS 的内容
一份完整的WPS 应当包含在WPS中所采用的、对每 一种焊接方法而言的所有重要变素、非重要变素和当 需要时的附加重要变素。样表见图1。焊接工艺规范 其实就是规定某一焊接工艺的各种焊接变素。 The completed WPS shall describe all of the essential, nonessential, and, when required, supplementary essential variables for each welding process used in the WPS. For the sample, pls see the figure 1.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
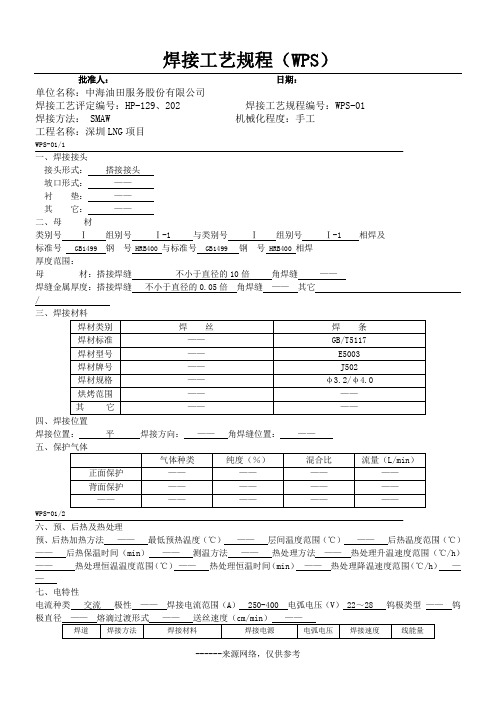
焊接工艺规程
规程编号:WPS-002
适用工程:*****************
适用项目:线路连头焊接
编制单位:********************************
执行标准: GB/T31032-2014
焊接方法:纤维素焊条(根焊)+底氢碱性焊条(填充焊、盖面焊)自动化等级:手工焊焊接工艺评定编号:PQR-1934
适用钢管
钢级:L245M 标准:GB/T 9711-2017
直径:Φ610mm 壁厚:10mm/8.8mm/7.1mm
焊接材料
焊道名
根焊填充焊/ 盖面焊焊材标准AWS A5.1 GB/T5117-2012
牌号BOEHLER FOX CEL CHE507
型号E6010E5015
尺寸(mm)Φ4.0 Φ3.2
接头设计
接头及坡口形式:V型对接-全壁厚打磨口(图1、图2)垫板:无
坡口角度(α):60°+ 5°钝边(p):0.5-1.0mm 间隙(b):2-3mm
错边:≦1.5 盖面焊缝宽(w):每侧应比坡口表面宽0.5~2.0mm
余高(h):0~2mm,局部≤3mm
图1 接头设计图2 焊道层
焊缝层数:见表1
表1 焊接层数
壁厚(mm) 根焊(层) 填充焊(层)盖面焊(层)
10 1 3~4 1
8.8 1 2~3 1
7.1 1 2 1。