枕式包装机热封效果分析及热封器的改进(一)
枕式包装机原理

枕式包装机原理枕式包装机是一种常见的自动化包装设备,常用于食品、药品、化妆品等行业。
它的原理是通过将产品放置在塑料薄膜上,然后将薄膜密封成枕形包装袋,最后将包装袋切割成所需长度的产品包装。
下面将详细介绍枕式包装机的工作原理。
1. 传送带系统:枕式包装机的首要任务是将待包装的产品从起始点输送到包装区域。
这需要一个传送带系统来完成。
传送带系统通常由驱动装置、传送带和导轨组成。
驱动装置可通过电机或气动装置驱动,将产品沿着传送带移动到下一个工作区域。
2. 薄膜供应系统:枕式包装机使用塑料薄膜作为包装材料。
薄膜供应系统通常由卷筒架和拉伸装置组成。
卷筒架用于装载薄膜卷,拉伸装置则通过张力调节装置对薄膜进行适度的拉伸,以保证包装的紧密度和美观度。
3. 产品定位系统:在将产品放置在薄膜上之前,需要确保产品的准确定位。
产品定位系统通常由导轨和定位装置组成。
导轨用于引导产品在传送带上移动,定位装置则用于确保产品在正确的位置上。
4. 热封系统:热封系统是枕式包装机的核心部件之一,它用于将薄膜密封成枕形包装袋。
热封系统通常由加热器、冷却器和压力装置组成。
加热器通过加热薄膜与产品接触的区域,使薄膜熔化并与自身粘合。
冷却器则用于快速冷却密封部位,确保密封牢固。
压力装置则用于提供足够的压力,以保证热封的效果。
5. 切割系统:切割系统用于将密封好的包装袋切割成所需长度。
切割系统通常由切刀和切割装置组成。
切刀通过上下运动将包装袋切割成所需长度,切割装置则用于控制切割速度和切割位置。
6. 控制系统:枕式包装机的各个部件需要协调工作,这就需要一个控制系统来完成。
控制系统通常由PLC(可编程逻辑控制器)和触摸屏组成。
PLC负责接收传感器信号、控制各个执行机构的动作,触摸屏则用于操作人员对包装机进行参数设置和监控。
总结起来,枕式包装机的原理是通过传送带系统将产品输送到包装区域,再通过薄膜供应系统将薄膜拉伸并覆盖在产品上,接着通过产品定位系统确保产品的准确定位,然后通过热封系统将薄膜密封成枕形包装袋,最后通过切割系统将包装袋切割成所需长度的产品包装。
包装机热封性能差的原因
答·薄膜热封性能不佳,这都与哪些因素有关,该怎样控制这些因素?A影响薄膜自身的热封性有如下三点:熔点、热稳定性、热流动性。
而在实际包装机上对包装机械的适应性还要考虑温度、时间、压力。
温度控制不能在比聚合物软化点高的温度上;时间尽可能短;控制适当的压力。
对于热封性能来说一般有低温热封性、热封强度、热粘强度和抗污染热封性能等四个指标。
低温热封指在较低的温度下就可获得可靠的热封强度,低温热封性主要是由热封层树脂的性能所决定,同时也与加工条件有关,一般挤出复合时挤出温度较高,电晕处理过面或薄膜停放过久都会影响材料的低温热封性能,比PE薄膜更低的热封温度为EV A和离子型树脂。
EV A的热封性随V A含量的增加而增加,V A含量越多,低温热封性和热封强度越好。
热粘性用于描述热封后未充分冷却固化时,热封层熔融面耐外力剥离的强度。
这种外力在自动充填包装机(特别是立式包装机)中常常发生。
因此自动包装用的复合卷材,应选择热粘性良好的热封材料。
抗污染热封性又称夹杂内容物热封性,是指热封面上粘附内容物或其他污染物时仍能够热封的性能,它主要是由热封材料决定的。
作为包装设计应根据不同的被包装物、不同的包装机械、不同的包装条件(温度、速度等)来选择不同的热封树脂,不能千篇一律地采用一种热封层。
对耐热性差的包装物(如巧克力及一些生物活性制剂),应选用低温热封材料,甚至选用冷封的方式。
对于重型包装应选用热封强度、机械强度高、冲击强度好的热封材料。
对于高速包装机,应选用低温热封和热粘强度高的热封材料,对于粉剂、洗发水等污染性较强的内容物的包装应选用抗污染良好的热封材料。
从热封外观看,如热封端处发现有收缩,说明热封制袋温度太高,应适当降低一点,原则上讲,热封温度应当在复合膜外层膜的热定型温度以下,而在内封层树脂的熔融温度以上,热封温度越高,热封强度越大,热封强度的简易鉴别方法是把手伸进口袋,如推剥不开,说明热封温度合适。
枕式包装机的六个关键部分的调整方法和技巧

枕式包装机的六个关键部分的调整方法和技巧枕式包装机是一种常用的自动包装设备,主要用于软包装物的密封和包装。
它由许多关键部分组成,这些部分的调整方法和技巧直接影响到设备的性能和包装效果。
本文将介绍枕式包装机的六个关键部分以及调整方法和技巧。
一、送料系统的调整方法和技巧送料系统是枕式包装机的关键部分之一,它负责将待包装的产品送入包装机进行封装。
调整送料系统的方法和技巧如下:1. 调整送料速度:根据包装机的工作速度和产品的特性,适当调整送料速度,确保产品能够顺利进入包装机,同时避免过快或过慢的送料导致包装效果不佳。
2. 调整送料位置:根据产品的尺寸和形状,调整送料位置,使产品能够准确地进入包装机,并保持正确的位置,确保封装效果良好。
3. 检查送料系统的传动装置:定期检查送料系统的传动装置,确保其正常运转,并适时进行润滑和维护,以延长设备的使用寿命。
二、热封系统的调整方法和技巧热封系统是枕式包装机的关键部分之一,它负责对包装袋进行热封,确保密封效果良好。
调整热封系统的方法和技巧如下:1. 调整热封温度:根据包装袋的材质和厚度,调整热封温度,确保热封时的温度适宜,既能够达到良好的密封效果,又能避免热封过度或不足导致的问题。
2. 调整热封时间:根据包装袋的材质和厚度,调整热封时间,确保热封时间适中,既能够充分熔融袋口,又能避免热封时间过长导致的产品变形或热封时间过短导致的密封不牢。
3. 检查热封刀的磨损情况:定期检查热封刀的磨损情况,及时更换磨损严重的热封刀,以确保热封效果良好。
三、切刀系统的调整方法和技巧切刀系统是枕式包装机的关键部分之一,它负责对包装袋进行切割,完成封口和分切的工作。
调整切刀系统的方法和技巧如下:1. 调整切刀的位置:根据包装袋的尺寸和形状,调整切刀的位置,确保切割位置准确,避免切割过多或过少导致的问题。
2. 调整切刀的压力:根据包装袋的材质和厚度,调整切刀的压力,确保切割时的压力适宜,既能够快速而准确地完成切割,又能避免切割过度或不足导致的问题。
枕式包装机URS(00)(1)
类别:URS文件编号:URS-E/G2-002 部门:设备动力部页码:第1页共8页枕式包装机URS版本:00目录制定:年月日审核:年月日年月日年月日批准:年月日1.0概述 (3)2.0目的 (3)3.0范围 (3)4.0职责 (3)4.1 质量保证部经理:** (3)4.2 生产副总经理:*** (3)4.3 设备动力部主管:** (3)4.4 车间外包负责人:*** (3)5.0内容 (4)5.1 法规标准 (4)5.2 项目介绍 (4)5.3 技术要求 (4)5.3.1 生产能力 (4)5.3.2 公用连接 (4)5.3.3 总体要求 (5)5.3.4 主机要求 (5)5.3.5 健康、安全和环境 (6)5.3.6 文件 (6)6.0总结 (7)7.0附件 (8)口服固体制剂车间目前采用手工方式套防潮袋,该生产方式效率低且人工成本高。
根据生产的需要,口服固体制剂车间需要购进枕式包装机一台,用于替代目前的人工生产方式,提高产量和生产效率,降低人工成本。
2.0目的本文件的执行将记录和证明海南康芝药业股份有限公司向供应商提出的关于枕式包装机的用户需求的具体内容,供应商确认后以海南康芝药业股份有限公司提出的控制标准为依据进行枕式包装机的初步规格选型、功能设计并最终完成详细设计,为将来的设备验证提供充分依据。
本文件将会作为采购合同的一部分,供应商应遵守本文件规定并作为长期备件采购的标准和条件。
3.0范围本URS适用于枕式包装机。
4.0职责4.1质量保证部经理:**1.负责对枕式包装机提出质量要求。
4.2生产副总经理:**1.负责对枕式包装机提出生产需求。
4.3设备动力部主管:***1.负责对枕式包装机提出硬件设计需求,并与供应商、质量保证部、生产技术部进行技术交流。
4.4车间外包负责人:***1.负责对枕式包装机的操作方法、操作流程进行现场审核,并提出最终的操作方法、操作流程的需求。
5.1法规标准除本URS特殊要求外,须满足中国2010版GMP、中国安全环保法规。
枕式包装机常见故障及排除方法

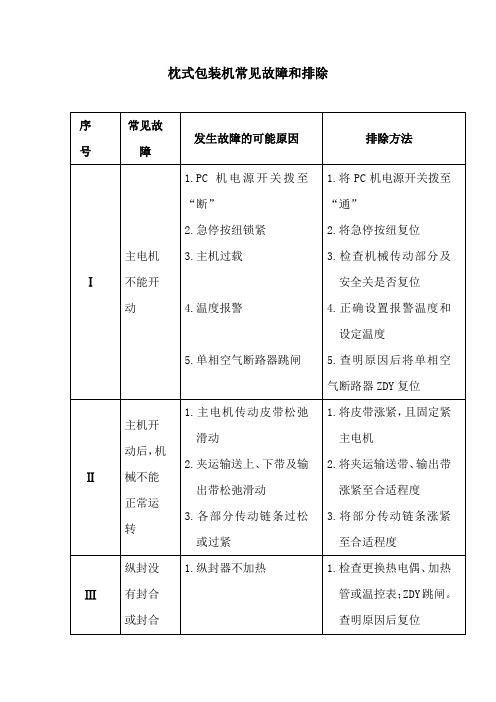
枕式包装机常见故障和排除序常见故发生故障的可能原因排除方法号障1.PC 机电源开关拨至 1. 将 PC机电源开关拨至“断”“通”2. 急停按纽锁紧 2. 将急停按纽复位主电机 3. 主机过载 3. 检查机械传动部分及Ⅰ不能开安全关是否复位动 4. 温度报警 4. 正确设置报警温度和设定温度5. 单相空气断路器跳闸 5. 查明原因后将单相空气断路器 ZDY复位1. 主电机传动皮带松弛 1. 将皮带涨紧,且固定紧主机开滑动主电机动后,机夹运输送上、下带及输将夹运输送带、输出带2. 2.Ⅱ械不能出带松弛滑动涨紧至合适程度正常运3. 各部分传动链条过松 3. 将部分传动链条涨紧转或过紧至合适程度纵封没 1. 纵封器不加热 1. 检查更换热电偶、加热Ⅲ有封合管或温控表;ZDY跳闸。
或封合查明原因后复位不理想 2. 纵封温度太高或太低 2. 反复试验,将温控表的设定温度调至适当或检查热电偶是否插进纵封器内3. 纵封轮接触不良或压 3. 调节或更换纵封轮,增紧力太小大弹簧压紧力4. 包装膜质量太差 4. 更换包装膜1. 端封器不加热 1. 检查更换热电偶、加热管、碳刷、碳刷架或温控表; KSF、KXF跳闸,查明原因后复位2. 端封温度太高或太低 2. 反复试验,将温控表的设定温度调至适当或端封没检查热电偶是否插进有封合Ⅳ纵封器内或封合3. 端封刀座啮合不良 3. 仔细对正刀座不理想端封弹簧压力不足增大弹簧压力4. 4.5. 切刀突出太高 5. 更换或研磨切刀6. 偏心量调整不合适 6. 调节偏心手轮,使切刀于包装膜的线速度相适应7. 夹运输送下带高度不合适7. 使夹运输送下带调至被包装物高度的一半处8. 包装膜质量太差8. 更换理想包装膜1. 纵封调整轴调整不当 1. 调整调整轴,使包装膜与制袋器入口处各边均匀接触,适当控制顶部及两边的张力2. 挂纸辊调整旋钮调整 2. 均匀微调挂纸辊手轮,不当使纵封余量两边一样纵封余大量太小 3. 制袋器头部活动,顶板 3. 适当调整制袋器活动Ⅴ或一边调整不当顶板大一边 4. 夹运输送上带压力过 4. 逆时针转动夹运输送小大手轮,使夹运上带压力减小5. 包装膜太窄 5. 更换理想包装膜6. 送纸部分过渡滚筒转 6. 调整滚筒使之转动灵动不流畅活或更换轴承7. 包装膜进制袋器入口调整包装膜使制袋器入口处成型不理想处三面涨力均衡呈梯形1. 切刀突出部分一边高 1. 重新调整切刀包装膜一边低Ⅵ不能被 2. 切刀钝了 2. 研磨或更换切刀切断 3. 弹簧压力不足或温度 3. 适当调整弹簧压力和太低温度1. 刹车皮带调整不当 1. 适当调整刹车皮带张力使包装膜进入制袋器的速度均匀包装膜2. 包装膜与制袋器入口 2.调节纵封调节轴;调正被拉断处各边的张力差别太制袋器及其上的活动Ⅶ且缠在大盖板送纸辊3. 杂物夹在制袋器底缝 3.除去杂物,保持整洁上内 4. 逆时针转动夹运输送4. 夹运输送上带压力太手轮,使夹运输送上带大压力减小1. 温度过高 1. 适当调节温控器的设定温度或检查热电偶是否损坏,是否插在封包装膜口器上,若损坏,请修Ⅷ“粘刀”正或更换2. 包装膜材质特殊 2. 在封口器表面涂上防粘材料或及时用刷子清除或在停车时不让上下刀座啮合或更换好的包装膜3. 偏心量调整不当,使包 3. 适当调整调偏心量手装膜的线速度高于刀座轮,使包装膜的线速度啮合时的线速度与刀座啮合时的线速度相当1. 袋长设定不当 1. 重新设定袋长2. 电眼灵敏度太高或太 2. 适当调整电眼的灵敏低,电眼与包装膜的距离度及电眼与包装膜的距太远或太近离,使色标经过电眼时,红灯灭,色标过后,红灯亮(而绿灯一直亮)3. 印刷色标颜色太浅,或 3. 更换理想印刷的包装追踪不Ⅸ相邻色标间的印刷长度膜正常变化太大4. 夹运上带压力太大 4. 调节夹运输送手轮,使压力变小5. 追踪点设定数值过大 5. 重新调整追踪点6. 压合胶辊未合上 6. 合上压合胶辊7. 追踪拨动开关拨至“手7. 将追踪拨动开关拨至动”“自动”1. 拨叉位置不合适 1. 打开离合器,前后调整拨叉位置2. 胶辊未压合 2. 压合胶辊3. 追踪过于频繁 3. 参照“Ⅸ追踪不正常”的解决措施端封刀Ⅹ 4. 夹运上带压力调整不 4. 适当调整夹运输送上切物料当或夹运上带倾斜角带的压力及倾斜角度度调节不当5. 包装膜的印刷袋长太 5. 更换合适的包装膜短成品不 1. 输出机过高 1. 降低输出机高度,使排Ⅺ能顺利出顺利排出 2. 毛刷过低 2. 把毛刷调至适当并固紧1. 夹运下带跑偏 1. 调整夹运下带夹运输 2. 夹运下带不平行于端 2. 调整夹运下带送处被封刀轴Ⅻ包装物夹运上带跑偏调整夹运上带3. 3.跑偏 4. 夹运下带不平行于端 4. 调整夹运上带封刀轴5. 夹运上、下带夹角不合 5. 将夹运上、下带夹角调适至合适。
热封实验报告
热封实验报告热封实验报告热封技术是一种常见的包装技术,广泛应用于食品、药品、化妆品等行业。
它通过利用热封设备将两层或多层塑料薄膜加热并压合,形成密封的包装袋或包装膜,以保护产品的质量和延长保质期。
在这篇实验报告中,我们将探讨热封技术的原理、影响因素以及实验结果的分析。
首先,我们来了解一下热封技术的原理。
热封设备通常由加热元件和压合装置组成。
加热元件可以是电加热丝或加热板,通过加热使得塑料薄膜达到熔点,从而实现塑料薄膜的粘合。
而压合装置则用于施加一定的压力,使得加热的塑料薄膜在熔融状态下紧密粘合在一起。
通过控制加热时间、温度和压力等参数,可以实现不同类型产品的热封。
在进行热封实验时,我们需要考虑一些影响热封效果的因素。
首先是热封温度,不同类型的塑料薄膜具有不同的熔点,因此需要根据实际情况调整热封温度。
过低的热封温度会导致封口不牢固,而过高的热封温度则可能使塑料薄膜烧焦或变形。
其次是热封时间,热封时间的长短会直接影响到封口的牢固程度。
过短的热封时间可能导致封口不牢固,而过长的热封时间则会浪费能源。
最后是热封压力,适当的热封压力可以保证封口的牢固性,但过大的热封压力可能会损坏产品。
在实验中,我们选择了不同类型的塑料薄膜进行热封,以评估其热封效果。
首先,我们选取了聚乙烯(PE)薄膜进行实验。
根据实验结果,我们发现在适当的热封温度和时间下,聚乙烯薄膜可以实现较好的热封效果,封口牢固。
然后,我们选择了聚丙烯(PP)薄膜进行实验。
与聚乙烯薄膜相比,聚丙烯薄膜的熔点较高,因此需要更高的热封温度。
实验结果显示,聚丙烯薄膜在适当的热封条件下也可以实现良好的热封效果。
最后,我们选取了尼龙(Nylon)薄膜进行实验。
尼龙薄膜具有较高的熔点和较好的耐热性,因此需要更高的热封温度和压力。
实验结果表明,尼龙薄膜在适当的热封条件下可以实现牢固的封口。
通过实验结果的分析,我们可以得出以下结论。
首先,不同类型的塑料薄膜具有不同的热封特性,需要根据实际情况调整热封参数。
枕式包装机 工作原理

枕式包装机工作原理
枕式包装机是一种常见的自动化包装设备,广泛应用于食品、医药、化妆品等领域。
其工作原理如下:
1. 投放物料:操作员将待包装物料放置在机器进料口的露台上。
2. 物料输送:机器启动后,传动装置开始工作,将物料从进料口输送到包装区。
3. 形成袋子:在包装区,机器通过一系列的操作,将可焊接的包装材料(如复合薄膜)从卷材转变为一个个连续的袋子。
4. 封口:通过热封装置,机器将袋子的开口部分进行封口,确保物料不会从包装袋中溢出。
5. 填充物料:待封口的袋子通过输送装置移动到填充区,机器将预先设定的物料量填充到袋子中。
6. 封口完成:填充完物料后,机器将袋子的另一端封口,使其完全密封。
7. 切割:通过切割装置,机器将已封口的袋子分割成独立的产品。
8. 输出产品:经过切割后,袋子中的物料已经成为独立的包装产品,通过输出口将其送至下一工序或包装箱。
需要注意的是,枕式包装机在工作过程中还会根据产品的要求,对填充的物料进行振动、压实等操作,以确保包装后的产品质量和外观。
该机器通常配备了电气控制系统,可以通过人机界面进行操作和监控。
高速卧式枕型自动包装机横封机构的改进

20 0 2年 第 2 0卷 第 5期
高 速 卧 式 枕 型 自动 包 装 机 横 封 机 构 的改 进
唐 焱
( 林 电子 工 业 学 院 , 西 桂 林 5 10 ) 桂 广 4 0 4
摘要 : 速 、 高 自动 、 定 是 现 代 卧 式 枕 型 自动 包 装 机 的 重 要 特 性 。 着 P 稳 随 C技 术 的 完 善 , 装 包
tc y whi h i o v t e o a c i a wa l c mpr e is p r r n e. f m Ke r y wo ds: lo t pe wr pp n c i e; c o s s a ; mpr v me nd a plc t pi w- l y a i g ma h n a r s e l i o e nta p i a i on
机控 制 水 平 已达 到 或 超 过 当今 实 用 需 求 。 在 工作 中 , 内产 品 的 常规 横 封 机 构在 高速 、 但 国 高温 、
冲 击 荷 载 条 件 下 , 乏 长 期 工 作 的稳 定性 , 为 制 约 整机 性 能 提 高 的主 要 因素之 一 。笔 者通 过 缺 成 多年 实践 与 研 究 , 结 了一 种 简单 实 用 的结 构 改进 方案 。 总 关 键 词 : 型 包装机 ; 向封 口 ; 进 及 应 用 枕 横 改 中 图 分 类 号 : B 8 T 46 文 献 标 识 码 : B 文 章 编 号 :0 5 19 (0 2 0 —0 3 10 — 2 5 2 0 ) 5 0 0—0 3
l 前 言
接 缝 式 裹 包 机 系列 繁 多 ,其 中 中 型 高 速 卧 式 枕 型 自动 包 装 机 是 食 品 、 药 、 工 等 行 业 应 用 最 医 化
枕包机的原理构造

枕包机的原理构造枕包机是一种用于包装物品的自动化设备,适用于各种颗粒状、粉状和块状物品的包装。
其原理构造主要包括送料、包装、封口和切割等步骤。
以下是枕包机的原理构造详细解释。
1.送料系统:枕包机的送料系统通常由送料输送带和送料器组成。
物品通过送料输送带从初始位置输送到包装区域。
送料器可根据物品种类和包装尺寸进行调节,确保物品在包装过程中均匀、连续地进入。
2.包装系统:包装系统通常由包装膜卷、导入装置和导向装置组成。
包装膜卷是一种连续的薄膜材料,可以被拉伸、切割和封口,以形成完整的包装袋。
薄膜导入装置将薄膜引导到适当的位置,而导向装置确保薄膜在输送过程中保持正确的位置和张力。
3.封口系统:封口系统通常由热封装置组成,用于将包装膜进行封口。
热封装置通过加热和压力将薄膜的边缘融合在一起,形成气密的包装袋。
热封装置的温度和压力可以根据包装材料的要求进行调节。
4.切割系统:切割系统通常由切割刀和切割装置组成。
切割刀可以在包装袋经过时切割薄膜材料,完成包装袋的分离。
切割装置通常具有自动调节功能,可根据包装袋的尺寸和位置进行调整,以确保准确的切割。
5.控制系统:枕包机的控制系统通常采用PLC(可编程逻辑控制器)或微电脑控制。
控制系统负责监测和控制整个包装过程的各个步骤,包括送料、包装、封口和切割等。
通过编程控制,可以实现自动化的操作和可靠的包装效果。
控制系统还可以与其他设备进行通信和配合工作,实现物料的自动输送和流水线生产。
6.附加装置:枕包机还可以配备一些附加装置,以满足特定的包装要求。
例如,可以安装打码机,在包装袋上打印生产日期、批次号等信息;还可以安装金属检测器,用于检测包装袋中是否有金属杂质。
根据具体的包装需求,还可以进行其他定制化的配置和改进。
总结:枕包机的原理构造主要包括送料、包装、封口和切割等步骤。
通过控制系统的自动化操作,枕包机能够高效、准确地完成各类物品的包装。
随着科技的进步,枕包机的设计和功能不断改进,以满足不同行业对包装效果和效率的要求。
双端封往复式高速枕包机结构的设计与优化
第20卷第4期温州职业技术学院学报V ol.20 No.4DOI: 10.13669/ki.33-1276/z.2020.068双端封往复式高速枕包机结构的设计与优化林潘忠1,杨建月2,张 洁1(1.温州职业技术学院 机械工程系,浙江 温州 325035;2.瑞安市海创机械有限公司,浙江 温州 325207)[摘 要] 为提高枕式包装机的包装速度和质量,在枕包机正常封切装置前新增预热封系统,在保证热封效果的前提下,增加复合膜热封时间,提高整机运行速度。
通过优化设计往复式封切装置,解决了设备高速运行时震动强、噪音大、复合膜张力变化等问题,将设备机械运行速度上限从280包/min提升到350包/min。
研究结果成功应用于某型号往复式高速枕包机设计中并制造了样机,性能测试表明:设备运行噪声和震动明显降低,板式药品枕式包装速度可达300包/min。
[关键词] 高速枕式包装机;双端封;封切装置[中图分类号] TB486 [文献标识码] A [文章编号] 1671-4326 (2020) 04-0065-05Structural Design and Optimization of Reciprocating High-SpeedPillow Packing Machines with Double-end SealingLIN Panzhong 1, YANG Jianyue 2, ZHANG Jie 1(1.Mechanical Engineering Department, Wenzhou Polytechnic, Wenzhou, 325035, China;2.Ruian Haichuang Machinery Co., Ltd., Wenzhou, 325027, China)Abstract: In order to improve the packing speed and quality of the pillow packing machine, a preheatingsealing system was added in front of the normal sealing and cutting device of the pillow packing machine. This system increased the heat sealing time of composite film and improves the running speed of the whole machine on the premise of ensuring the heat sealing effect. The optimization design of reciprocating sealing and cutting device solved the problems of strong vibration, high noise, the change of composite membrane tension and the like during high-speed operation of the device by reducing the rotary radius of the sealing knife, decreasing the angle of acceleration interval and replacing the unwinding device of magnetic powder braking type with servo control. Besides, the upper limit of the mechanical operation speed of the device increased from 280 packets/min to 350 packets/min. The research content was successfully applied to the design of a reciprocating high-speed pillow packing machine and a prototype was manufactured. The performance test showed that the noise and vibration of the device obviously reduced, and the packing speed surpassed 300 packets/min.Key words: High-speed pillow packing machines; Double-end sealing; Sealing devices2019-06-16温州职业技术学院科研项目(WZY2018007);温州市重大科技专项项目(2018ZG024);浙江省高等教育“十三五”第二批教学改革研究项目(jg20190741)林潘忠(1989—),男,浙江温州,硕士,讲师,主要从事智能控制技术、机械结构动态分析与优化研究; 杨建月(1991—),男,浙江瑞安人,助理工程师,主要从事机械结构设计研究;张 洁(1972—),男,四川泸州人,副教授,主要从事智能制造技术研究.[收稿日期][基金项目][作者简介]0 引 言枕式包装机(枕包机)主要适用于医药、食品、日化、化妆品、电子等行业中小型块状物的包装[1],可完成物料送料、包装、封口等一系列动作。
枕式包装机常见故障及排除方法
8.更换理想包装膜
Ⅴ
纵封余量太小或一边大一边小
1.纵封调整轴调整不当
2.挂纸辊调整旋钮调整不当
3.制袋器头部活动,顶板调整不当
4.夹运输送上带压力过大
5.包装膜太窄
6.送纸部分过渡滚筒转动不流畅
1.调整调整轴,使包装膜与制袋器入口处各边均匀接触,适当控制顶部及两边的张力
2.纵封温度太高或太低
3.纵封轮接触不良或压紧力太小
4.包装膜质量太差
2.反复试验,将温控表的设定温度调至适当或检查热电偶是否插进纵封器内
3.调节或更换纵封轮,增大弹簧压紧力
4.更换包装膜
Ⅳ
端封没有封合或封合不理想
1.端封器不加热
2.端封温度太高或太低
3.端封刀座啮合不良
4.端封弹簧压力不足
5.切刀突出太高
6.偏心量调整不合适
1.检查更换热电偶、加热管、碳刷、碳刷架或温控表;KSF、KXF跳闸,查明原因后复位
2.反复试验,将温控表的设定温度调至适当或检查热电偶是否插进纵封器内
3.仔细对正刀座
4.增大弹簧压力
5.更换或研磨切刀
6.调节偏心手轮,使切刀于包装膜的线速度相适应
7.夹运输送下带高度不合适
8.包装膜质量太差
Ⅱ
主机开动后,机械不能正常运转
1.主电机传动皮带松弛滑动
2.夹运输送上、下带及输出带松弛滑动
3.各部分传动链条过松或过紧
1.将皮带涨紧,且固定紧主电机
2.将夹运输送带、输出带涨紧至合适程度
3.将部分传动链条涨紧至合适程度
Ⅲ
纵封没有封合或封合不理想
1.纵封器不加热
1.检查更换热电偶、加热管或温控表;ZDY跳闸。查明原因后复位
枕式包装机 工作原理

枕式包装机工作原理
枕式包装机是一种常见的自动包装机械设备,适用于食品、药品、化妆品等行业的产品包装。
其工作原理主要包括以下几个步骤:
1. 卷膜:将卷筒纸或塑料薄膜卷取放入包装机的料仓中。
2. 封焊:将卷膜经过一系列传动装置和导向系统,将其拉伸到一定大小后,经过加热装置热封将两片卷膜封边焊接固定。
3. 切割:经过封焊之后,包装机通过切割机构将连续的薄膜切割成一片片的袋状包装,由传送带将其排列成一行。
4. 包装:产品经过输送装置或手动装载到袋状包装中,然后袋状包装将被封口并分割成独立的包装袋。
5. 抽气:某些枕式包装机还配备了抽气功能,通过抽气装置将包装袋内的空气抽出,使产品更好地保持新鲜。
6. 冷封:在封口完成后,一些枕式包装机还会经过冷封,通过冷却装置将袋状包装的封口处加以冷却,确保封口的牢固性和美观性。
以上就是枕式包装机的工作原理,通过这些步骤可以完成产品的自动化包装。
枕式包装机工作原理
枕式包装机工作原理
枕式包装机是一种常用的自动包装设备,它主要用于食品、医药、化工等行业
的包装生产线上,能够实现产品的自动包装和封口,提高生产效率,保证包装质量。
那么,枕式包装机是如何工作的呢?接下来,我们将详细介绍枕式包装机的工作原理。
首先,枕式包装机的工作原理是基于包装袋的制作和填充封口两个主要步骤。
在包装机的工作过程中,首先需要将包装材料(通常是塑料薄膜)从卷筒上拉伸开,然后经过一系列的加热、封口、切割等工序,将其制作成所需的包装袋。
接着,产品经过计量装置装入包装袋内,最后通过封口装置将包装袋密封,完成包装过程。
其次,枕式包装机在工作中需要运用一系列的传感器和控制系统来实现自动化
操作。
例如,光电传感器可以用来检测包装材料的位置和长度,确保包装袋的制作符合要求;温度传感器则可以监测封口装置的温度,保证封口的牢固性;PLC控
制系统则可以对整个包装机的运行进行精准控制,使得各个工序能够协调配合,提高包装效率。
此外,枕式包装机还需要配合不同的包装材料和产品特性来进行调整。
例如,
对于不同的产品,可能需要调整计量装置的工作方式,以确保产品能够被准确装入包装袋内;对于不同的包装材料,可能需要调整加热封口装置的温度和压力,以确保包装袋的密封性能。
总的来说,枕式包装机的工作原理是基于包装袋的制作和产品的填充封口两个
主要步骤,并通过传感器和控制系统实现自动化操作,同时需要根据不同的包装材料和产品特性进行调整。
通过枕式包装机的工作原理的介绍,我们可以更加深入地了解这一自动包装设备的工作过程,为其在生产线上的应用提供更多的参考和指导。
枕式包装机的原理
枕式包装机的原理枕式包装机是一种广泛应用于食品、医药、化妆品、日用品等行业的自动包装设备。
它采用先进的电气和机械控制技术,能够将单个或多个物品以枕状包装形式进行封装,从而实现产品的包装、密封和外观美观的要求。
枕式包装机的工作原理如下:1. 引导进料:将待包装的物品通过传送带或者物料进料装置引导到包装机的工作区域。
物品的进料方式可以根据不同的产品和包装需求进行调整。
2. 输送定位:包装机会自动进行物品的输送和定位,确保物品在包装过程中的位置和方向的准确性。
通常,这个过程包括传送带、定位导轨、定位装置等。
3. 枕式包装:在物品定位准确后,包装机会通过自动送料装置将包装膜从卷筒中拉伸开,并通过热封装置将膜封合成一定长度的袋状包装形式。
在封合的同时,包装机会将膜与物品之间形成垂直封口。
4. 切割分装:在进行封合之后,包装机会自动进行切割和分装。
通常,包装机会根据设定的长度自动切割出一个个完成封口的包装袋,并将其分开。
5. 出料排放:切割分装完成后,包装机会自动将封口和分装好的包装袋排入集为一体的储存装置或者一次性自动出料。
此外,可根据需要将分装后的物品倒装入另一个箱体、托盘等。
6. 气动系统和控制系统:在上述过程中,枕式包装机会通过气动系统控制物品的进料、输送和定位,同时通过控制系统控制包装膜的拉伸、封合和切割等动作。
控制系统通常采用PLC(可编程逻辑控制器)或者触摸屏控制面板,可以对包装机进行参数设置和调整。
枕式包装机的工作原理主要依靠气动系统、电子控制技术和机械传动等技术的综合应用。
其中气动系统负责控制包装膜的输送和封合动作,电子控制技术负责实现包装机的自动化运行和封合温度、时间等参数的精确控制,机械传动负责驱动整个包装过程的实现。
总结起来,枕式包装机可以实现物品的自动包装、封装和分装的功能,大大提高了包装效率和产品外观质量。
通过不断创新和改进,枕式包装机已经成为现代包装行业中不可或缺的重要设备之一。
枕式包装机的故障处理介绍

枕式包装机的故障处理介绍枕式包装机作为一种自动化包装设备,在企业生产过程中发挥着重要的作用。
但是在使用过程中,难免会遇到各种故障问题,导致生产受到一定程度的影响。
因此,为使企业生产能够顺利进行,本文介绍了枕式包装机的故障处理方法。
故障一:卷膜机行程不准卷膜机中的电机转动时,如果位置出现偏差,则会使卷膜机行程不准,甚至无法完成包装过程。
出现此情况,首先需要拆开卷膜机,检查电机上的轴套是否有松动,是否需要重新紧固。
如果无法解决问题,建议更换轴套,调整卷膜机中的传感器和光电开关即可。
故障二:封刀烧毁封刀在使用过程中,若不注意保养及调整封合压力,就会发生封刀烧毁问题。
如果遇到这样的问题,首先需要检查封合时间是否设置正确,松动的熔融膜则需要更换。
若更换后依旧无法解决,建议更换整个封刀。
故障三:包装薄膜松弛包装薄膜出现松弛,则会影响袋型和包装效果。
遇到这种情况,首先需要检查包装薄膜是否拉紧以及封合压力是否足够。
如果正常,再检查卷膜器和制袋器是否存在紊流和危险流情况。
若都无异常,建议调节导料装置,并重新调整线切装置的高度。
故障四:温度不稳定温度不稳定,也会影响包装效果,所以需要重视。
出现这种情况,建议首先检查加热板和封刀是否清洗干净,以及保养是否到位。
如果仍然无法解决问题,则需要检查升温温度是否合适,以及控制器是否存在故障。
出于安全和稳定考虑,建议定期保养和清洗设备。
故障五:电机怠速、颤动如果电机呈怠速或者颤动状态,则会影响整个包装过程。
此时需要首先检查电机润滑是否到位,以及是否存在插头短路情况。
若以上两种情况均不存在,则申请专业人员开机检修,以保证后续生产。
最后,建议企业在遇到这些故障时,及时调整处理方法,不断学习和尝试,以提高设备维修能力和效率,进而保证企业正常生产运营。
高速枕式自动包装机的故障原因及排除方法

高速枕式自动包装机的故障原因及排除方法:
一跑纸
原因:1 包装膜未对中,调节膜卷对中手轮正或反转来对中。
2纸的张力未调好,重新调整。
3 成袋器太低送料推杆或物料碰纸,提高成袋器至刚好,推块及物料不碰包装膜为宜。
4 送纸太快或太慢,送纸编码器及组件有故障,更换相应部件。
二切不到色标
原因:1 袋长设定不准确:重新设定膜卷袋长长度。
2 送纸主动辊筒太脏,清理辊筒上的脏物。
3 电眼无反应:检查色标有无问题,调节电眼与纸之间的距离或电眼上的灵敏度旋钮,色标对正电眼,电眼上的红灯要熄灭,移开要亮。
4 刹车太紧或太松:调节刹车带上与弹簧连接夹块的角度。
5 补偿值设置不合适,改变补偿值。
三切刀切产品物料
原因:1 推杆同切力未同步,料位调整。
2 成袋器内物料位置有变化,调压料弹簧片对物料的压紧程度。
3 刀座太高或太低,重新调整到切刀齿合面处于产品物料高度的中间位置。
四横封漏气或烂纸
原因:1 温度过高过低,看情况调整。
2 刀座不清洁,清理刀座。
3 上下刀座错位,调整至合适。
4 包装膜质量差5刀速太快或太慢,调整至刚好。
五突然停电后无法启动
原因:变频器没复位显示OL,使其复位即可。
六纸张显示不到设定值
原因:1 编码器故障 2 如果机器在运行过程,则电眼跟踪系统参数调整不理想,纸长设定极限,电眼没调好。
七纸长不显示
原因:走纸编码器及相关零件损坏
八温度不能控制或无显示
原因:1 发热管是否损坏 2 固态继电器损坏 3 热电偶损坏或松动 4 温控表坏 5 由于电压过高或不稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
书山有路勤为径;学海无涯苦作舟
枕式包装机热封效果分析及热封器的改进(一)
摘要:本文介绍了枕式包装机热封时横封效果不牢的原因,通过对上下刀模的分析最后得出结论:改变下刀模的条状梯形棱台,使其条状的梯形棱台与切断刀的平台成一定的角度来达到提高热封强度的目的。
关键字:枕式封口横封刀模牙型
一、概述
包装机械即完成全部或部分包装过程的一类机器。
而枕式包装机是近
几年发展起来的一种先进的包装机,它在食品行业,如:饼干、方便面、西点等应用广泛。
它的枕式包装现今已成为糖果的主流包装形式,最大特点是采用热封合,包装的密封性好,能较长时间防潮、防湿、保香,特别适合于包装含水量低、防潮要求高的糖果。
二、热封器与封口效果分析
我们在长期的生产实践中发现ZB-800枕式包装出的糖果的横封有开
胶、热封强度不高、易于撕开等缺陷。
这样直接影响糖果的保存期。
我们知道糖果的枕式包装的横封主要靠上横封切刀和下横封切刀互相烫压而成,上横封切刀的刀模(如图1)两行排列均匀的梯形棱台,波浪型的切断刀嵌
于中间。
下横封切刀的刀模(如图2)是条状的梯形棱台,中间是对应于切
断刀的平台。
热封过程:先通过电热器给上下刀模加热,当电眼闪动一次,上下刀
模将挤压切割,其中上刀模的梯形棱台与下刀模条状的梯形棱台用于热封糖果的横封,上刀模的波浪型切断刀与下刀模中间的平台用于切断相连的
专注下一代成长,为了孩子。