冲压模具设计与制造(44)
冲压模具设计和制造实例(DOC42页)

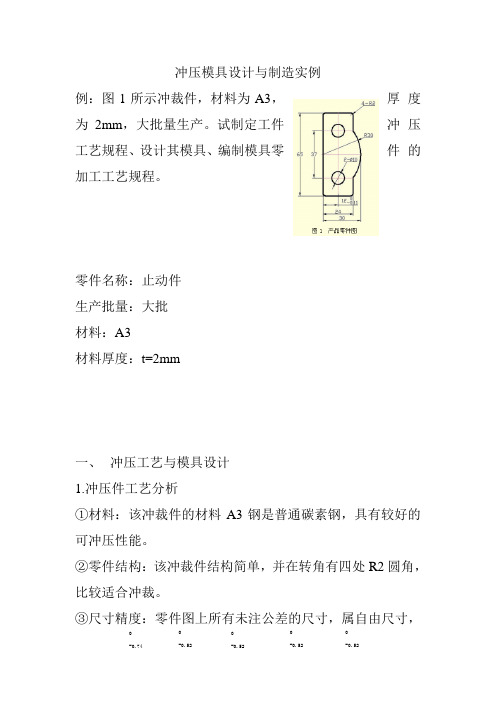
冲压模具设计与制造实例例:图1所示冲裁件,材料为A3,厚度为2mm,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:止动件生产批量:大批材料:A3材料厚度:t=2mm一、冲压工艺与模具设计1.冲压件工艺分析①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,-0.74 0-0.52-0.52-0.52-0.52可按I T14级确定工件尺寸的公差。
孔边距12mm 的公差为-0.11,属11级精度。
查公差表可得各尺寸公差为: 零件外形:65 m m 24 mm 30 mm R 30 mm R2 mm零件内形:10 mm孔心距:37±0.31mm 结论:适合冲裁。
2.工艺方案及模具结构类型该零件包括落料、冲孔两个工序,可以采用以下三种工艺方案:①先落料,再冲孔,采用单工序模生产。
②落料-冲孔复合冲压,采用复合模生产。
③冲孔-落料连续冲压,采用级进模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。
由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式。
由于孔边距尺寸12 m m有公差要求,为了更好地保证此尺寸精度,最后确定 用复合冲裁方式进行生产。
+0.36 0-0.11工件尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作,所以复合模结构采用倒装复合模及弹性卸料和定位钉定位方式。
3.排样设计查《冲压模具设计与制造》表2.5.2,确定搭边值:两工件间的搭边:a=2.2mm工件边缘搭边:a1=2.5mm步距为:32.2mm条料宽度B=D+2a1=65+2*2.5=70确定后排样图如2所示一个步距内的材料利用率η为:η=A/BS×100%=1550÷(70×32.2)×100%=68.8%查板材标准,宜选900mm×1000mm的钢板,每张钢板可剪裁为14张条料(70mm×1000mm),每张条料可冲378个工件,则η为:η=nA1/LB×100%=378×1550/900×1000×100%=65.1%即每张板材的材料利用率为65.1%4.冲压力与压力中心计算⑴冲压力落料力F总=1.3Ltτ=1.3×215.96×2×450=252.67(KN)其中τ按非退火A3钢板计算。
冲压模具设计与制造

•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•侧刃结 构
冲压模具设计与制造
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•侧刃定位误差比较
•1-导料板 2-侧刃挡块 3-侧刃 4-条料
冲压模具设计与制造
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•尖 角 形 侧 刃
冲压模具设计与制造
•第二章 冲裁工艺与冲裁模设计
•1.导料销、导料板 •导料销:•两个,位于条料的同侧, •从右向左送料时,导料销装在后侧; •从前向后送料时,导料销装在左侧。 •结构形式:•固定式、活动式
PPT文档演模板
冲压模具设计与制造
•第二章 冲裁工艺与冲裁模设 计•第九节 冲裁模零部件设计
•二、定位零件(续)
•1.导料销、导料板(续)
•导料板:•设在条料两侧
最小搭边得到保证。 •结构形式:•①弹簧式侧压装置(图2.9.15a)
•②簧片式侧压装置 •③簧片压块式侧压装置 •④板式侧压装置
•不宜设置侧压装置的场合:•①板料厚度在0.3mm以下的薄板;
•②辊轴自动送料装置的模具。
PPT文档演模板
冲压模具设计与制造
•第二章 冲裁工艺与冲裁模设 计•第九节 冲裁模零部件设计
•第二章 冲裁工艺与冲裁模设计
PPT文档演模板
•1-内六角螺钉 2-销钉 3-模柄 4-卸料螺钉 5-垫板 6-上模座 7-凸模固定板 8、9、10-凸模 11-导料板 12-承料板 13-卸料板 14-凹模 15-下模座 16-侧刃 17-侧刃挡块
•双侧刃定距的冲孔落料级进 模
冲压模具设计与制造
冲压模具设计与制造
•第二章 冲裁工艺与冲裁模设计
冲压模具设计与制造

冲压模具设计与制造冲压模具设计与制造是现代工业制造中常用的一种技术和方法。
冲压模具是用于模压薄板材料的一种工具,通过将板材材料放入模具中,然后用压力将其加工成所需形状或大小的零件。
冲压模具广泛应用于汽车制造、电子设备制造、家电制造等行业,对于提高生产效率和产品质量具有重要意义。
冲压模具设计与制造涉及多个方面的知识和技能,包括材料力学、机械设计、热处理工艺、加工工艺等。
在整个设计制造过程中,需要从产品设计、模具设计、模具加工、模具调试等多个环节中进行协调和配合,以确保最终产品的质量和成本要求。
冲压模具设计的第一步是根据产品的结构和要求进行模具设计。
设计过程中需要考虑到产品的尺寸、形状、材料等因素,并结合模具的特点和加工工艺的要求进行合理的设计。
模具设计包括三维绘图、结构设计、零件分解和装配等工作。
在模具制造过程中,材料的选择和工艺的控制对于模具的质量和耐用性有重要影响。
冲压模具常用的材料有高速钢、硬质合金等,这些材料具有高强度、良好的耐磨性和热稳定性。
在材料选择的基础上,还需要通过热处理等工艺对模具进行强化和改善材料的性能。
冲压模具的加工过程通常包括铣削、钳工、磨削和电火花等多种工艺。
这些工艺的选择和控制对于模具的精度和质量具有决定性的影响。
在加工过程中,需要根据模具的设计图纸,合理选择加工工艺和设备,保证加工过程的精度和质量。
模具制造完成后需要进行调试和试模工作。
调试过程中需要对模具进行调整和修正,以满足产品的要求。
如果出现问题,需要及时进行处理和修复,并通过试模检测对加工质量进行验证。
冲压模具设计与制造需要设计师和制造工程师的协作和配合,要求相关专业背景和经验。
设计师需要具备良好的创新能力和设计思维,能够将产品的要求转化为可行的模具设计方案。
制造工程师需要具备良好的工艺控制能力和技术经验,能够根据设计要求进行模具的加工和调试。
冲压模具设计与制造基础
手动模具、机械模具、液动模具、液压模具
冲压模具的工作原理和流程
冲压模具通过压力使原材料变形,实现成形、剪切、冲切、弯曲等工艺。工作流程包括送料、定位、定 位销、冲裁、出料和排废。
冲压模具设计的基本要素
1 产品设计
产品尺寸、几何形状和表面特征
2 工艺需求
成形工艺、材料特性和加工要求
3 模具结构
模板、凹模、顶模、导向机构和固定装置
冲压模具设计流程及预算
1
需求分析
了解产品需求和技术要求
方案设计
2
制定模具结构、加工路线和设备选择
3
详细设计
绘制各部件图纸和制定工艺文件
制造加工
4
按图纸和工艺文件进行制造与加工
5
试模调试
测试模具性能和模具与设备配合情况
冲压模具材料的选择与应用
金属模具
常用材料有工具钢、硬质合金和粉末冶金材料。
塑胶模具
常用材料有热流道模具、冷流道模具和热流道冷 却模具。
冲压模具加工工艺及步骤
1
材料准备
选材、切割和热处理
加工制造
2
车削、铣削、割线、装配等
3
表面处理
研磨、抛光、电镀等
检验和保养
4
检测模具尺寸和性能,定期保养模具
冲压模具检验方法和装配要求
尺寸检验
卡尺、千分尺、高度规等工具检查模具尺寸
性能检验
冲压模具设计与制造基础
冲压模具是制造业中常用的工具,可用于加工金属和塑胶。本课程介绍了冲 压模具的定义、分类、设计要素和加工艺,以及常见故障和保养措施。
冲压模具的分类及常见形式
按结构分类
单工位模具、连续工位模具、复合工位模具
冲压模具设计与制造ppt课件
34
第一章 冲压模具设计与制造基础
精密坐标磨床
成型磨床
精密磨削、微细加工技术
数控光学曲线磨床
完整版PPT课件
35
第一章 冲压模具设计与制造基础
3R装夹系统(统一工艺基准定位系统)应用
先进工艺装备技术
完整版PPT课件
36
第一章 冲压模具设计与制造基础
三坐标数控测量
完整版PPT课件
37
第一章 冲压模具设计与制造基础
高效的冲压设备
素
完整版PPT课件
9
第一章 冲压模具设计与制造基础
第一节 冲压成形与模具技术概述
一、冲压与冲模概念
1.基本概念(续)
特别强调:冲压模具重要性
冲模一种特殊工艺装备。
冲模与冲压件有 “一模一样”的关系。冲模没有通用 性。
冲模是冲压生产必不可少的工艺装备,决定着产品的质量、
效益和新产品的开发能力。
(2)根据工序组合程度分类: 单工序模、复合模、级进模
完整版PPT课件
15
第一章 冲压模具设计与制造基础
第一节 冲压成形与模具技术概述
三、冲模(续)
2.冲模组成零件
冲模通常由上、下模两部分构成。组成模具的零件主要有两类:
①工艺零件:直接参与工艺过程的完成并和坯料有直接接触,
包括:工作零件、定位零件、卸料与压料零件等;
完整版PPT课件
38
第一章 冲压模具设计与制造基础
完整版PPT课件
39
第一章 冲压模具设计与制造基础
完整版PPT课件
40
完整版PPT课件
18
第一章 冲压模具设计与制造基础
第一节 冲压成形与模具技术概述
冲压模具设计与制造

冲压模具将金属材料加工成不同形状的零部件,广泛应用于制造业。本文章 旨在向您介绍冲压模具的设计、制造和应用,以及可能面临的问题和挑战, 帮助您更好地了解冲压模具。
冲压模具的定义和作用
定义
冲压模具是用于将金属材料加 工成特定形状的工具。
作用
冲压模具使制作过程更快、更 准确,从而提高生产效率和降 低成本。
应用
常见应用包括汽车制造、电子 产品、家用电器、航空航天以 及建筑等行业。
冲压模具的设计要点
材料选择
冲压模具应选用高质量的材料,如优质钢材, 以确保制造出坚固和耐用的模具。
设计原则
在设计过程中要考虑到所需成品的几何要素、 尺寸公差等因素。
工艺流程
在设计过程中要考虑材料成型的各个环节, 包括激光切割、CNC加工、电火花等。
集成信息技术、智能设备和自动化控制技术, 实现从原材料到成品的全过程自动化生产。
环保节能
减少冲压模具制造和使用过程中的能耗和废 弃物排放,降低对环境的影响。
高效制造
提高冲压模具设计和制造的效率和精度,追 求精益生产。
技术创新
冲压模具制造技术具有一定 的创新和发展空间,包括新 材料的开发和加工技术的改 进等。
信息化智能化
利用信息技术和智能化技术, 提高生产效率和质量,缩短 制造周期,降低生产成本。
冲压模具设计与制造的未来发展方向
数字化制造
利用数字化制造技术和3D打印技术,使制造 过程变得更加智能、高效和精确。
智慧工厂
1 变形问题
材料伸长变形和回弹变形会影响成品模具的质量,需要在设计过程中有效解决。
2 生产周期长
冲压模具制作需要严格控制角度精度、尺寸精度和呈现质量等,因此生产周期相对较长。
《冲压模具设计与制造工艺》课程题库
《冲压模具设计与制造工艺》课程题库一、选择题(共200题)1、模具沿封闭的轮廓线冲切板料,冲下的部分是工件的冲裁工艺叫___________ 。
A.落料 B.冲孔 C.切断 D.剖切2、设计落料模时,设计基准应选择___________ 。
A.凸模B.凹模固定板 C.凹模 D.凸凹模2、弯曲变形区的板料的外区(靠凹模一侧),纵向纤维变形后___________ 。
A. 缩短B.不变 C.分离 D.伸长4、由于覆盖件形状比较复杂,拉深往往采用___________ 。
A. 多次拉深B. 一次拉深C. 拉深弯曲复合D. 落料拉深复合5、在多工位精密级进模具冲压时,条料的精确定位主要依靠___________ 。
A. 送料装置B. 导正销C. 导料钉D.导料板6、冲裁变形过程中的塑性变形阶段形成了 ___________ 。
A 、光亮带B 、毛刺C 、断裂带7 、模具的合理间隙是靠 ___________ 刃口尺寸及公差来实现。
A 、凸模B 、凹模C 、凸模和凹模D 、凸凹模8 、落料时,其刃口尺寸计算原则是先确定 ___________ 。
A 、凹模刃口尺寸B 、凸模刃口尺寸C 、凸、凹模尺寸公差9、弯曲件在变形区的切向外侧部分 ________ 。
A 、受拉应力B 、受压应力C 、不受力10、弯曲件的最小相对弯曲半径是限制弯曲件产生 ________ 。
A 、变形B 、回弹C 、裂纹11、需要多次弯曲的弯曲件,弯曲的次序一般是 ________ ,前次弯曲后应考虑后次弯曲有可靠的定位,后次弯曲不能影响前次已成形的形状。
12、拉深时出现的危险截面是指 _________ 的断面。
A、位于凹模圆角部位B、位于凸模圆角部位C、凸缘部位13、__________ 工序是拉深过程中必不可少的工序。
A、酸洗B、热处理C、去毛刺D、润滑E、校平14、有凸缘筒形件拉深、其中 __________ 对拉深系数影响最大。
冲压模具设计与制造期末复习客观题70题

冲压模具设计与制造期末复习客观题70题1. 落料和冲孔是常用的冲压分离工序,这两种方法合称为()。
A.冲裁工序(正确答案)B.弯曲工序C.拉深工序2. 冲孔工序中,模具从坯料上冲切下来的是()。
A.零件B.废料(正确答案)C.工具3.冲裁的变形过程包含以下三个阶段()。
A.弹性变形阶段、塑性变形阶段、断裂分离阶段(正确答案)B.分离阶段、变形阶段、断裂阶段C.变形阶段、成形阶段、断裂阶段4.在冲裁的变形过程中,哪个阶段冲裁件断面会产生粗糙的断裂带和毛刺()。
A弹性变形阶段B塑性变形阶段C断裂分离阶段(正确答案)5.冲裁的间隙可以分成五类,间隙最大的应该是()。
A.Ⅱ类B.Ⅰ类C.Ⅴ类(正确答案)6.以下冲裁材料,硬度低,塑性好,容易冲裁成形的是()。
A.低碳钢、铝和铜的合金(正确答案)B.不锈钢、高碳钢C.硬质合金7.什么情况选择复合模?()A.工序不多,一般两三道工序时(正确答案)B.工序比较多,超过5道工序时C.只有一道工序8.冲压的卸料方式有两种()。
A.弹性卸料、刚性卸料(正确答案)B.被动卸料、主动卸料C.顶料、卸料9.正装式的冲压模,采用弹性卸料时,卸料板通常在()。
A.下模,和凹模在同一侧B.上模,和凸模在同一侧(正确答案)C.都可以10.冲压模具冲压的自动定位方式,一般采用()来定位。
A.定位销B.侧刃(正确答案)C.都可以11.哪种排样法浪费材料少,材料利用率最高()。
A.有废料排样法B.少废料排样C.无废料排样法(正确答案)12.一次只能冲压一个零件的排样方法是()。
A.直排单排,斜排(正确答案)B.对排C.混排,多排13.适合于精度要求不高的冲压模,工作区域大,适合手工送料,特别是条料尺寸比较大的情况,能两个方向送料,会产生冲压力偏心()。
A.后侧导柱模架(正确答案)B.中间导柱模架C.对角导柱模架14.冲压件磨损后变小的尺寸,一般是各类外形尺寸,怎样标注偏差()。
A.单边正偏差B.单边负偏差(正确答案)C.正负偏差15.具有互换性、制造周期短,但最小间隙不易保证,需提高加工精度,增加制造难度的是()。
冲压模具设计及制造

J23—25 翻边模 J23—25 冲孔模 J23—25 切边模
8
检验
按产品零件图检验
编 制 ( 日 审 核 ( 日 会签(日期)
期)
期)
二、 冲模设计
生产中常见冲模的设计要点
模具类型
设计要点
①凸、凹模间隙要根据冲裁件质量、模具寿命和模具制造等要求,综合考虑进行
号
壳
(厂名) 冲压工艺卡片
产品名
零(部)件型号
第页
称
材料牌号及规格
毛坯尺寸
(厚×长×宽) 材 料 技 术 要
每 毛 坯 可 制 件 毛坯重量 辅 助 材
求
( 厚 × 宽 ×数
料
长)
08钢(1.5±0.11) mm×
条料1.5 mm×
l800 mm×900 mm
69 mm×1800 mm 27件
工序号 工 序 名 称
4.选择模具类型
根据已确定的冲压工艺方案,综合考虑冲压 件的质量要求、生产批量大小、冲压加工成本 以及冲压设备情况、模具制造能力等生产条件 后,选择模具类型,最终确定是采用单工序模, 还是复合模或级进模。
5.选择冲压设备
冲压设备选择是工艺设计中的一项重要内容, 它直接关系到设备的合理使用、安全、产品质 量、模具寿命、生产效率及成本等一系列重要 问题。设备选择主要包括设备类型和规格两个 方面的选择。
6.冲压工艺文件的编写
冲压工艺文件一般以工艺卡的形式表示,它 综合地表达了冲压工艺设计的具体内容,包括 工序序号、工序名称或工序说明、工序草图、 模具的结构形式和种类、选定的冲压设备、工 序检验要求、工时定额、板料的规格以及毛坯 的形状尺寸等等。
冲压模具设计与制造-模具制造工艺PPT文档44页

61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
1、不要轻言放弃,否则对不起自己。
2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境退去的余香。
冲压模具设计与制造-模具制造工艺 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
谢谢!
冲压模具设计和制造实例(DOC42页)
冲压模具设计与制造实例例:图1所示冲裁件,材料为A3,厚度为2mm,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:止动件生产批量:大批材料:A3材料厚度:t=2mm一、冲压工艺与模具设计1.冲压件工艺分析①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,-0.74 0-0.52-0.52-0.52-0.52可按IT14级确定工件尺寸的公差。
孔边距12mm 的公差为-0.11,属11级精度。
查公差表可得各尺寸公差为:零件外形:65 mm 24 mm 30 mm R30 mm R2 mm零件内形:10 mm孔心距:37±0.31mm 结论:适合冲裁。
2.工艺方案及模具结构类型该零件包括落料、冲孔两个工序,可以采用以下三种工艺方案:①先落料,再冲孔,采用单工序模生产。
②落料-冲孔复合冲压,采用复合模生产。
③冲孔-落料连续冲压,采用级进模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。
由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式。
由于孔边距尺寸12 mm 有公差要求,为了更好地保证此尺寸精度,最后确定 用复合冲裁方式进行生产。
+0.36 0-0.11工件尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作,所以复合模结构采用倒装复合模及弹性卸料和定位钉定位方式。
3.排样设计查《冲压模具设计与制造》表2.5.2,确定搭边值:两工件间的搭边:a=2.2mm工件边缘搭边:a1=2.5mm步距为:32.2mm条料宽度B=D+2a1=65+2*2.5=70确定后排样图如2所示一个步距内的材料利用率η为:η=A/BS×100%=1550÷(70×32.2)×100%=68.8%查板材标准,宜选900mm×1000mm的钢板,每张钢板可剪裁为14张条料(70mm×1000mm),每张条料可冲378个工件,则η为:η=nA1/LB×100%=378×1550/900×1000×100%=65.1%即每张板材的材料利用率为65.1%4.冲压力与压力中心计算⑴冲压力落料力F总=1.3Ltτ=1.3×215.96×2×450=252.67(KN)其中τ按非退火A3钢板计算。
冲压模具设计与制造4777439

第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
1-推件板 2-拉深凹模 3-拉深凸模 4-压边圈 5-顶杆 6-弹簧
有压边装置的以后各次拉深模
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
据统计,不变薄拉深, 壁的最大增厚量约为(0.2~0.3)t; 最大变薄量约为(0.10~0.18)t (t为板料厚度)
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
二、拉深件的结构工艺性
1.拉深件形状应尽量简单、对称,尽可能一次拉深成形。
2.需多次拉深的零件,在保证必要的表面质量前提下,应允 许内、外表面存在拉深过程中可能产生的痕迹。
第四章 拉深工艺与拉深模设计
复习上次课的内容
1.有凸缘圆筒形件的拉深方法? 2.判断所给阶梯形件能否一次拉深成形的方法? 3.曲面形状零件的拉深特点?盒形件的拉深特点?
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
一、拉深件的公差等级
一般:
拉深件的尺寸精度应在T13级以下,不宜高于IT11级。 拉深件壁厚公差要求一般不应超出拉深工艺壁厚变化规律。
rd ≥t,R≥2t,r≥3t。 否则,应增加整形工序。
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
二、拉深件的结构工艺性(续)
6.拉深件不能同时标注内台阶拉深件的尺寸标注
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
再次拉深、冲孔、 切边复合模
第四章 拉深工艺与拉深模设计
筒形件的切边原理
第四章 拉深工艺与拉深模设计
冲压模具设计及制造43页PPT

•
6、黄金时代是在我们的前面,而不在 我们的 后面。
•
7、心急吃不了热汤圆。
•
8、你可以很有个性,但某些时候请收 敛。
•
9、只为成功找方法,不为失败找借口 (蹩脚 的工人 总是说 工具不 好)。
•
பைடு நூலகம்
10、只要下定决心克服恐惧,便几乎 能克服 任何恐 惧。因 为,请 记住, 除了在 脑海中 ,恐惧 无处藏 身。-- 戴尔. 卡耐基 。
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
冲压模具设计与制造基础
冲压模具设计与制造基础冲压模具设计与制造基础第一章冲压模具设计与制造基础冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲压模具--在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。
在冲压零件的生产中,合理的冲压成形工艺、先进的模具、高效的冲压设备是必不可少的三要素,如图1.1.1所示. 冲压工艺分类冲压加工因制件的形状、尺寸和精度的不同,所采用的工序也不同。
根据材料的变形特点可将冷冲压工序分为分离工序和成形工序两类。
分离工序——是指坯料在冲压力作用下,变形部分的应力达到强度极限σb以后,使坯料发生断裂而产生分离。
分离工序主要有剪裁和冲裁等。
成形工序——是指坯料在冲压力作用下,变形部分的应力达到屈服极限σs,但未达到强度极限σb,使坯料产生塑性变形,成为具有一定形状、尺寸与精度制件的加工工序。
成形工序主要有弯曲、拉深、翻边、旋压等。
有关冲压工序的详细分类与特征,见表1.1.1和表1.1.2 冲压模具分类冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。
模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。
冲压模具的形式很多,一般可按以下几个主要特征分类:1.根据工艺性质分类(1)冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。
如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
(2)弯曲模使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
(3)拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
(4)成形模是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。