连铸结晶器内液面波动行为的研究进展
板坯连铸结晶器流场及液面波动水模研究
第6期 2009年12月连铸Continuous CastingNo.6December 2009板坯连铸结晶器流场及液面波动水模研究王永胜1, 王新华2, 王万军2(1.酒泉钢铁(集团)有限公司碳钢薄板厂,甘肃嘉峪关735100;2.北京科技大学冶金与生态工程学院,北京100083)摘 要:以我国实际生产的某结晶器为原型,建立1∶1有机玻璃水模型,模拟研究了结晶器断面和中间包液位对板坯连铸结晶器流场形态和结晶器液面波动的影响。
中间包液位改变了水口出口的压力从而使结晶器流场和液面波动发生变化。
通过实验研究进一步认识了板坯连铸结晶器液面波动及其影响因素,并用以指导高质量连铸坯的生产。
关键词:结晶器;流场;液面波动;中间包液位中图分类号:TF777.1 文献标识码:A 文章编号:100524006(2009)0620013204W ater Modeling Study on Flow Field and Surface W avein Slab Continuous C asting MoldWAN G Y ong 2sheng 1, WAN G Xin 2hua 2, WAN G Wan 2jun 2(1.Carbon Steel Sheet Plant ,Jiuquan Iron and Steel Group Co.,L td.,Jiayuguan 735100,Gansu ,China ;2School of Metallurgical and Ecological Engineering ,University of Science and Technology Beijing ,Beijing 100083,China )Abstract :According to the mold for slab caster ,a water model in the ratio of 1to 1was established in order to study the effect of the mold section and the level of steel in tundish on the flow field and surface wave of molten steel in the mold.The pressure of steel flow on SEN outlet changes due to change of the level of steel in tundish.Then the flow field and surface wave of molten steel in the mold change too.The surface wave of molten steel in the mold and in 2fluence factors were further clearly recognized to guide the production of high quality slab.K ey w ords :mold ;flow field ;surface wave ;level of steel in tundish作者简介:王永胜(19732),男,博士,高级工程师; E 2m ail :wysmetal @ ; 修订日期:2009205206 结晶器内钢液的流场形态,特别是结晶器液面波动直接影响铸坯质量[1]。
8-武钢CSP连铸结晶器液面波动控制实践

武钢CSP连铸结晶器液面波动控制实践朱志强武钢股份条材总厂2012-7-10主要内容工艺装备与背景概述典型液面波动的特点及原因 控制液面波动的措施结论一、背景与工艺装备1. 背景薄板坯连铸机由于结晶器厚度薄,容积小,其流动强度是传统厚板坯铸机的3-4倍,高拉速下容易产生液面波动,极易发生卷渣,恶化保护渣的熔化、润滑与传热,导致薄板坯出现裂纹、凹陷、夹杂等质量缺陷,严重时还将导致漏钢事故。
2.武钢CSP连铸机主要设备工艺参数3250mm弯曲半径10305mm 冶金长度18185mm 铸机长度5段7个冷却区,17个冷却回路扇形段数自动(Co60放射源)结晶器液面控制1100mm 结晶器长度漏斗型冷坯宽度:900—1600mm 结晶器类型72mm结晶器:70—50mm (液芯压下后)92mm结晶器:90—70mm (液芯压下后)浇铸厚度(扇形段5出口):72/92mm 浇铸厚度(结晶器出口)900—1600mm 浇铸宽度(标称或冷宽度)2.8—6.0m/min 拉速33t 中包容量170t 钢包容量技术参数项目二、结晶器液面波动的特点及原因分析实际生产中,拉速、过钢量的变化对液面波动的影响是显著的,但除此之外,浇注过程中仍出现了一些异常情况导致的结晶器液面波动,这些异常导致的结晶器液面波动现象的特征也是不一样的。
根据这些结晶器液面异常波动的特点,结晶器液面波动可分为:·包晶反应与鼓肚现象·共振现象·液位检测与控制系统故障·结晶器流场异常1.包晶反应与鼓肚现象鼓肚现象是连铸过程中的常见现象,常见于高拉速、大断面铸坯尺寸的钢种连铸生产条件下,主要原因是冷却不足、坯壳强度不足以抵抗钢水静压力,导致铸坯在两排辊子之间产生鼓肚,鼓肚时产生泵吸效应,导致结晶器液面下降,随着拉坯的进行,鼓肚区域在同一排辊子之间被挤压,液相穴内钢水又回流到结晶器内,导致结晶器内钢水又迅速上涨,如此反复,结晶器内液面呈有节奏的锯齿状的波动。
中薄板坯连铸包晶钢结晶器液面波动原因分析

j
{ :
; ;
— — — — ’ ~
惜
~ … 一 … ~ … …
一蛸 。 一喇 蝌秘
~ ~ ~ … ~ … … … 一 一 一… 一 一 一 ’ 一
r
3 原 因分析
结 晶器液 面波 动原 因复杂 ,涉 及 因素包 括机 械 设备 、 电气控制 、 连铸 耐材 、 杂物形 态及 数量等 。 夹
2 生产 中存 在的问题
济钢 中薄板 坯连 铸机 投产后 ,生 产钢 种非 常复
杂, 既承担向济钢热连轧供应板坯的任务, 又要承担 向济钢中厚板厂提供优质板坯的任务 ,还要根据合 同生产部分出口及外销产品。所 以在实际生产 中无 法避开 包 晶钢 范 围 ,尤其 在为 济钢 热连轧 生产 某一
运动的频率发生类似“ 共振 ” 的现象 , 使塞棒 的运动 幅度加大, 进而引起结晶器液面波动加大 。
… … … 一 … 。 。 ‘ 。 … … … 。 。 。 … …
1 mmn 浇注周期达到 6mn . /i, 8 5 i左右 , 但仍然造成铸 坯 表面 夹 渣 、 凹坑 等缺 陷 , 出现大 量 纵裂 废 品 , 重 严
31 结 晶器液 面控制 系统 .
生产 过程 中发 现 图 2形 式 的液 面 波动 ,并且 一 般 是在 中 间包 开 浇约 3mi 开始 出现 。分 析认 为 0 n后 此类 液 面波动形 式 主要是 由结 晶器 液 面控制 系统控 制精 度差 造成 的 。 正常情 况下 , 晶器液面检 测 系统 结
量正常 生产包 晶钢 的报道 。济南 钢 铁股份 有 限公 司 ( 简称济 钢 ) 中薄板 坯 连铸机 投 产后 , 成分 设 计无 法 避开包 晶钢范 围 , 通过 一 系列 的工 艺优 化 , 使包 晶钢 的生产 能力和质 量达 到其它钢种 的水平 。
铁素体不锈钢板坯连铸结晶器液面波动原因分析
究 已经很 丰 富 , 但 主要 集 中在 实 验 室水 力 学模 拟 和
数值 模拟 两方 面 。结合 现场 生产 实践 , 分析、 查 找影
响结 晶器 液 面波 动 因素 的方 式不 多 。
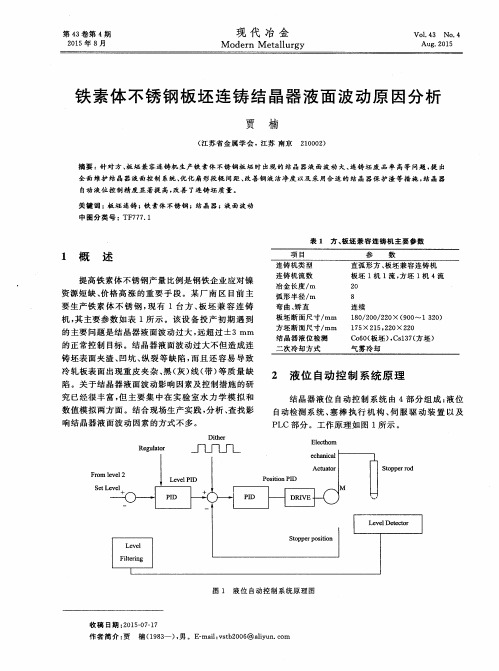
图 1 液 位 自动 控 制 系 统 原 理 图
收稿 日期 : 2 0 1 5 — 0 7 — 1 7
1 75× 21 5. 2 20× 22 0
C o 6 0 ( 板坯) , C s 1 3 7 ( 方坯 )
二 次冷 却 方 式
气 雾 冷 却
铸 坯表 面夹 渣 、 凹坑 、 纵 裂 等缺 陷 , 而且 还 容 易 导 致
冷 轧 板表 面 出现重 皮夹 杂 、 黑( 灰) 线( 带) 等 质 量 缺
强度 的变 化 , 就 可转 换 出钢液 面高 度 的变化 [ 1 ] 。 塞棒 执 行机 构 , 由伺 服 马 达 、 液压缸、 位 移 传 感 器、 速 度 编码 器 、 塞棒 连杆 动作 机构 组成 。计 数 器接 受 7射线 并 将其 转 换 为 电信 号 传 送 给 计 算 机 , 计 算
伺服 驱 动装 置 , 由西 门子 6 S E 7 0系列 逆 变 器 配 套C UMC伺 服转 矩 控 制 板 组成 。主 要作 用是 提 供 变频 电源 驱 动塞 棒 装置 。 P L C部 分 , 由西 门子 ¥ 7 4 0 0系 列 C P U、 传 感 器 模板 、 输 入输 出板 及 内部 程 序 组成 。作 用 是检 测 和 处 理外 围信 号 , 进行 P I D调节 , 输 出逆 变器 的 目标
作者 简 介 : 贾
楠( 1 9 8 3 一) , 男 。E - ma i l : v s t b 2 0 0 6 @a l i y u n . c o n r
结晶器液面波动成因及控制

应相 变 8 F e+L 一- y F e , 会 产生 约 0 . 3 8 % 的 体 积 收 缩, 坯 壳 与 结 晶器 铜 板 问产 生 问 隙 , 影响传热, 造成
初生 坯壳不 均 匀 , 出结 晶器 后易 产生鼓 肚 , 从 而 引起 液面 波动 ; 再如 , 对 于铝镇 静钢 , 钢水处 理不 好 , 或保 护浇 铸 效 果 差 时 , 钢 中夹杂物 和脱氧产 物 ( 如 A l , O 、 C a O、 S i O , 等) 易形成 高熔 点 聚合 物 附着在 水
( 1 . 河北钢铁集 团 河北钢铁技术研究 总院, 河北 石家庄 0 5 2 1 6 5 ; 2 . 唐山不锈钢有限责任 公司 , 河 北 唐
山 0 6 3 0 1 0 )
摘要 : 结 晶器 液 面 波动 是连 铸 过 程 中 的常 见 现 象 , 液面波动过 大会造成 铸坯夹 杂物含量 超标 、 纵 裂 等 产
0 5 2 1 6 5; 2 . T a n g s h a n S t a i n l e s s S t e e l Co . , L t d . , Ta n g s h a n, He i b e i , 0 6 3 01 0)
Abs t r a c t :Th e l e v e l f lu c t u a t i o n i n m ol d i s a n o r ma l s i t ua t i on i n c o nt i nu o us ca s t i ng. Too l a r g e f lu c t ua t i o n
连铸 过程 中要求 将结 晶器 液面 波动控 制在 一定 范 围 内( 一般为 ± 3 mm) , 液 面波 动过 大将会 影 响结 晶器 保护 渣 的三层结 构 , 破 坏其 润滑 和传 热平 衡 , 导
结晶器内钢液面波动分析与控制
1钢种特性的影响 在连铸过程中。易出现结晶器液面 波动的钢种主要为碳素结构钢,碳含量为 0.07%~0.16%,大多数属于包晶钢范围。 在铸钢时,铸坯在凝固过程中会发生包晶 反应:6+L—y。面心立方6铁素体密 度大于体心立方y奥氏体,相变过程中 会伴随O 38%的线收缩,导致较大的相 变应力,凝固壳厚薄不均匀。容易造成以 下问题:第一。产生横向温度梯度,导致 铸坯表面出现纵裂;第二,拉出轧辊扇形 截面时.坯料反复鼓肚,造成结晶器内产 生液面波动,一旦形成液面波动,就很难 消除。 2结晶器流场的影响 结晶器液面波动函数F与波高之间呈 线性关系,当F值处于3~5范围时可 得到较为理想的液面波动状态。波动函数 F的定义如公式。
连铸结晶器液面波动因素及预防措施
铸坯在二冷区的冷却对液面波动也有影响。 传统
l 概 述
结晶器是连铸设备的心脏。钢水在结晶器内冷
上二次冷却采用弱冷制度 , 这会造成二冷区铸坯坯壳 生长减慢及坯壳表面温度过高 , 加剧铸坯鼓胀倾向, 从而使液面波动产生。
2 . 4 连铸 机拉速
却, 形成一定厚度的坯壳; 初步成形的铸坯在二次冷 却区内继续冷却 , 坯壳变厚 ; 铸坯在拉坯过程中进一 步冷却 , 直至内部完全凝固。钢水在结晶器内的液面
使铸坯卡阻造成。对于钢液面的前后或左右波动 , 则 大多是因为弹簧板异常、 个别连接轴销磨损以及结晶 器内异物阻碍铸坯运动等原因造成。
2 . 6 其它
2 结晶器液面波动原 因
2 . 1钢水化学成分 钢水 的化学成分对结晶器 液面波动 的影响很 大,因为钢水中有些化学成分在特定条件下会发生 反应 , 影响钢水液面的稳定性 。例如, 包晶钢极易产
41连铸结晶器液面波动因素及预防措施大连华锐重工集团股份有限公司设计研究院祭飞摘相应措施有效控制结晶器液面波动为稳态浇铸提供保证
2 0 1 4年第 1 期 总第 4 1 期
重 工与起重 技术
HEAV Y I NDUS T RI AL & HOI nN G MAC HI NER Y
N0. 1 2 01 4
结晶器浸入式水 口的流场可以影响钢液面的波 动。由于受浇注钢水射流的影响, 壁面附近的钢液较
活跃 , 弯月面处的波动较大 , 但在一定浸入深度下( 约
3 a r m ) ,水口的流场对大方坯结晶器液面波动的影响 不大 。 此外 , 液面波动是 由于辊列等距布置 , 导致板坯
生液面波动,这是因为包晶相变造成初生坯壳不均 匀所致。另外 , 如果钢水中硫和铝的含量过高, 会造 成水 口内 A l 2 0 。 和硫化物结瘤 , 从而引起液面波动。
包晶钢板坯连铸机结晶器液面波动的原因

总第265期2018年第1期HEBEIMETALLURGYTotalNo.2652018,Number1收稿日期:2017-09-27作者简介:任金亮(1985-),男,助理工程师,2012年毕业于河北科技大学冶金工程专业,现在河钢集团承钢公司从事炼钢工艺技术工作,E-mail:497443794@qq.com包晶钢板坯连铸机结晶器液面波动的原因任金亮,宋银财,张桂林,秦治国(河钢集团承钢公司板带事业部,河北承德067002)摘要:在板坯连铸机实际生产操作中发现,生产包晶钢的时候明显存在结晶器液面波动的问题。
结晶器液面波动的问题致使生产出来的成品表面有裂纹缺陷,直接造成铸坯的不合格率上升。
介绍了连铸机的分类、包晶钢连铸工艺以及结晶器液面波动表现形式。
分析了连铸机液面波动产生的原因,并提出了优化措施。
认为连铸机坯壳厚度不均匀、板坯拉出结晶器阶段产生“鼓肚”、设备精度不够、钢种特性、保护渣的状态以及冷却温度的设定均有可能导致结晶器液面波动。
通过对保护渣性能、冷却制度、液面控制系统等方面优化调整,板坯连铸机包晶钢结晶器液面波动情况明显改善,产品质量的稳定性得到大幅提高。
关键词:包晶钢;板坯连铸;结晶器;液面波动中图分类号:TF777.1 文献标识码:B文章编号:1006-5008(2018)01-0056-04doi:10.13630/j.cnki.13-1172.2018.0113REASONSFORMOULDSURFACEFLUCTUATIONOFSLABCASTERDURINGTHEPRODUCTIONOFPERITECTICSTEELRenJinliang,SongYincai,ZhangGuilin,QinZhiguo(BoardandbeltdepartmentofHBISGroupChensteelCompany,Chengde,Hebei,067002)Abstract:Itisfoundthatthemouldsurfacefluctuationappearedinaslabcasterduringtheproductionofperitecticsteel.Itleadstothecrackdefectsonthesurfaceofthefinishedproduct,whichdirectlycausestherisingofunqualifiedrateoftheslab.Theclassification,continuouscastingprocessofperitecticsteelandtheformofmoldfluctuationareintroducedinthispaper.Thecausesofthefluctuationofthecsaterareanalyzed,andtheoptimizationmeasuresareputforward.Itisconsideredthattheunevenshellthickness,thebulgephe nomenon,thepoorequipmentaccuracy,thesteelcharacteristics,thestateofmoldfluxandthesettingofcoolingtemperaturemayleadtothefluctuationofmould.Throughtheadjustmentandoptimizationofmoldfluxstate,coolingsystem,liquidlevelcontrolsystem,themoldfluctuationinslabcasterisobviouslyimproved.Moreovethestabilityofproductqualityhasbeengreatlyimproved.KeyWords:peritecticsteel;slabcasting;mold;levelfluctuation0 引言常规要求板坯连铸机在生产过程中把结晶器的液面波动控制±3mm的范围之内。
板坯连铸机结晶器液位波动分析及控制策略

连铸 机结 晶器 液位 控制 是连 铸生 产过 程 自动 化 的重 要环 节 , 其控 制 效 果 的好 坏 直接 影 响产 品 质 量 。若 液位 波 动 较 大 , 超 过 ±5 m m, 会 对 铸 坯 质量 造 成一 定 的影 响 , 甚 至 会 把 未熔 化 的保 护 渣
To n g Ch u n y a n g
( J i n a n I r o n a n d S t e e l G r o u p C O .L t d )
Ab s t r a c t T h e p a p e r i n t r o d u c e s t h e c a u s e s o f mo u l d l e v e l f l u c t u a t i o n o f s l a b c o n t i n u o u s c a s t e r f r o m t h e a s p e c t s o f p r o c e s s a n d e q u i p me n t ,a n a l y z e s t h e e f f e c t s o f mo l t e n s t e e l q u a l i t y ,s y n t h e t i c s l a g p e r f o r ma n c e ,s t r a n d b u l d g i n g a n d
第2 0卷第 4期
・
宽 厚板
WI DE AND H EAVY PL ATE
CSP连铸结晶器液位波动的分析

杨勇(马鞍山钢铁股份有限公司)摘要结晶器液位控制系统用于自动开浇,并在浇铸期间保持钢水液位在预设定恒定液位上,任何对预设恒定液位偏移都通过塞棒位置调整来补偿。
但是在实际生产中,仍然经常会发生钢水液面波动,这不仅严重影响了板坯质量,而且还降低了生产效率。
通过对马钢热轧连铸结晶器液面波动分析,发现了结晶器液面波动产生的原因,并提出了预防措施,降低了液面波动发生的几率。
关键词结晶器液位控制液位波动分析液面波动预防措施An Analysis of Fluctuat ions in the Mould Level of CSP CasterYa ng Yong(Ma anshan Iron & Ste el Co. Ltd. )Abstract The mould le vel control system se rve s to sta rt ca sting automatic ally and maintains a constant pre se tlevel during c asting. Any fluctuations f rom the pre se t level a re compensate d by a djusting the po sition of the stopperwhich controls the steel flow from the tundish into the mould. In practic al ope ration , howe ve r , level fluctuations oftenoccur , which seriously aff ects pro duction a s well a s sla b quality. Cause s of level fluctuations wer e found out through an2alyzing the mould level fluctuations at Maste el’s CSP ca ster a nd eff ective mea sure s wer e taken to control fluctuations.Key wor ds mould level control analysis of le vel fluctuations me asure s to control fluctuations0前言结晶器液位控制系统在CSP连铸系统中起着很重要的作用,是不可缺少的。
板坯连铸结晶器内液面波动的水模型研究

板 坯 结 晶 器 内流 场 表 面 波 动 的 影 响 情 况 , 出了 优 化 结 晶 器 流 场 的 工 艺 参 数 , 在 实 际 生 产 中 减 少 结 晶 器 内 卷 渣 提 为
提供了依据 .
W a e o e x e i e t n s r a e c a a t r si s t r m d le p r m n s o u f c h r c e itc o l b m o d fo pa t r s fsa l w te n l
L a — n ,YA G R n -u n ,WA i— u ,Z NG J n - ig U Qi t g oo N o gg a g NG X nh a HA i g m n ,WA n j. o NG Wa — u
( e l ri l n c l i l n i ei c ol m e i f c n e n eh o l e ig B n 0 0 3 M tl g a a dE o g a E g er g Sh o,U v  ̄ t o i c dT e nl g B i , e i 10 8 ) au c o c n n y Se a o y j n g
影 响程度 , 出了优化 结 晶器流 场 的工 艺参数 . 提
1 实验 方 法
根据 相 似 理 论 , 虑 到结 晶器 内 钢水 流动 主 要 考 受惯性 力 和重力 的作 用 , 拟 时 应 确 保 模 型 与 原 型 模
甚 至对 有些 用户 要 求越 来越 严 的某 些钢 种产 生 的铸 疤起重 要作 用 J .因此 , 究 结 晶器 内 液 面 的 波 动 研 情 况 以及如何 控 制 液 面 波 动 , 于 生产 高 表 面 质 量 对
÷ 收 稿 日期 :0 5 2—0 2 0 —1 5 作 者简 介 : 巧彤 (9 1 , , 东 德 庆 人 , 京 科 技 大学 博 士 研 究 生 . 要从 事 连 铸方 面 的模 拟研 究 陆 17 一) 女 广 北 主
马钢板坯连铸结晶器液面波动的研究与控制

素结 构钢 、 低合 金 高 强 钢 、 用 结 构 钢 和超 低 碳 钢 船 种 , 中生产 的碳 素结 构钢 、 其 低合 金 高强钢 、 船用 结
构钢 中多数属 于包 晶钢 范 围 。包 晶钢 : F —C相 由 e
凝 固过 程 时 会 发 生 包 晶 转 变 L+ — 7 产 生 约 , O3%的体积 收 缩 变化 。 坯 壳 与结 晶器 铜 板 间产 .8
生气 隙 , 响传 热 , 影 造成坯 壳生 长不均 匀 , 晶器 内 结
量较高 , 钢水处理不好或保护浇铸效果差时易生产 0 等难熔 物附着 于 浸 入式 水 I侧 孔 , 结 晶器 3 = 1 使
第 2 卷 第 2期 1 2 1 年 4月 01
安 徽 冶 金 科 技 职 业 学 院 学 报
J u n l fA h iV c t n lC l g fMealr y a d T c n lg o r a n u o a o a ol e o t u g n e h oo y o i e l
・
8 ・
安 徽 冶 金 科 技 职 业 学 院 学 报
21 年第 2期 01
图 可知 碳含 量在 0 0 % 一0 1 %之 间的钢 水在 ”, .9 .7
行时 , 肚坯壳 又 被挤 压 , 而造 成 结 晶器液 面波 鼓 从 动 。超低 碳钢 种 因属 铝镇静 钢 工艺 , 钢水 中 A k含
3 结晶器液面波动形成原 因
3 1 钢种 特 性 .
马 钢板 坯 连 铸 易 出现 液 面波 动钢 种 主要 为碳
收稿 日期 :0 1 0 0 ; 回 日期 :0 1 4 0 2 1 — 4— 6 改 2 1 —0 —2
关于立式铸机结晶器液面抖动的探讨

2 18 0立式 板坯 连铸 机 的二 冷 设备 参数 2
太钢第三炼钢厂 18 立式板坯连铸机的二冷 20
设备 参 数见 表 1 。
表 1 太钢第三炼钢厂 1 8 立式板坯连铸机 的二冷 设备参数 0 2
3 结晶器 液 面抖 动的 成 因以及 解 决方 案
结 晶 器 液 面 抖 动 一 般 多 发 生 铸 坯 脱 引 锭 之 前 , 之对 应 铸 坯 长 度 约 为 0 , .,06 1 . 与 . 11 1 ., 2 4 1 m以 及 从 11 1 . m这个 区 间 。就 结 晶 器液 面抖 动 的 . 03 N 5 成 因 而 言 , 数 是 铸 机 二 冷 设 备 的功 能精 度 超 标 多
动成 了制 约产品 质量提 升的一 大瓶颈 。文 中就 结 晶器液 面抖 动 的成 因进行 了探 讨 , 并提 出了相 对应 的解决 方 案 , 实际中收到 了较好 的效果。 在
关 键 词 液 面 抖 动 成 因 解 决 方案
1 前 言
液 面抖 动是 指 在 拉 钢过 程 中结 晶器 内钢 水液 面 的突然 变 化 , 区别 于液 面 的 正 常波 动 ( 因为 在拉 钢 过 程 中有 振 动 装 置 的参 与 ) 。液 面 抖 动 具 体 表
第 2 卷 2 1 年第 5 ( 8 00 期 总第 19 ) 4期
问题 研究
关于立式铸机 结晶器 液面抖动 的探讨
段 子 龙 ( 太钢 第 三 炼钢 厂 太原
摘 要
000 ) 3 0 3
随着不锈钢产 能的增加 以及对质量 的苛 求, 太钢 第三炼钢 厂 18 立式板坯连铸机 的结晶器液 面抖 20
度也是铸机的最小速度 , 当坯长达到 0 m左右时 , . 4
宽板坯连铸机生产包晶钢结晶器液面波动原因分析

宽板坯连铸机生产包晶钢结晶器液面波动原因分析∗高新军㊀徐㊀刚㊀郭永谦(安阳钢铁股份有限公司)摘要㊀分析了宽板坯连铸机生产包晶钢时结晶器液面波动产生的原因,发现钢水凝固过程包晶反应引起的坯壳不均匀是造成结晶器液面波动的主要因素,而根据钢水实际成分计算的包晶点碳含量与钢水实际碳含量的差值超过某个范围会加剧坯壳的不均匀,进而对结晶器液面波动有影响㊂通过优化钢水成分,控制计算包晶点碳含量与实际碳含量的差值,解决了超宽板坯连铸机生产包晶钢结晶器液面波动过大的生产难题,稳定了连铸机生产和铸坯质量㊂关键词㊀宽板坯㊀包晶钢㊀结晶器液面波动ANALYSESONMOLDLEVELFLUCTUATIONATPRODUCTIONOFPERITECTICSTEELONWIDESLABCASTERGaoXinjun㊀XuGang㊀GuoYongqian(AnyangIronandSteelStockCo.,Ltd)ABSTRACT㊀Thecauseofmoldlevelfluctuationinwideslabcasterproducingperitecticsteelwasanalyzed.Itwasfoundthatthemainfactorformoldlevelfluctuationwastheunevennessofstrandshellcausedbyperitecticreactionduringsolidif⁃yingofliquidsteel.Ifthedifferencevaluesbetweencalculatedcarboncontentatperitecticpointaccordingtoactualheata⁃nalysisofliquidsteelandactualcarboncontentarebeyondacertainranger,theunevennessofstrandshellwasenhancedandthentheseinfluencedthefluctuationofmouldlevel.Bycontrollingthedifferencevaluebetweencalculatedcarboncon⁃tentandactualcarboncontentthroughoptimizationofsteelchemistryanalysis,theproblemhadbeensettled;theproduc⁃tionandslabquantitywasimproved.KEYWORDS㊀wideslab㊀peritecticsteel㊀moldlevelfluctuation0㊀前言安钢第二炼轧厂宽板坯连铸机投产于2005年,由于其宽厚比大,以铸坯表面纵裂纹为代表的铸坯质量缺陷控制困难,因此钢水成分设计时尽可能避开包晶钢成分(即钢中碳含量0.09% 0.14%)㊂但随着产品开发需要,某些钢种的成分设计无法避开包晶钢范围,超宽板坯在生产包晶钢的过程中,遇到结晶器液面波动的问题,对连铸机生产安全和铸坯质量构成较大威胁,在对液面波动原因进行分析的基础上,采取对应措施,解决了这一难题,保证了超宽板坯连铸机包晶钢的顺利生产㊂1㊀超宽板坯生产包晶钢结晶器液面波动问题1.1㊀安钢超宽板坯连铸机主要参数安钢超宽板坯连铸机投产于2005年8月,主要设备及技术从西马克公司引进,其工艺参数见表1㊂1.2㊀超宽板坯结晶器液面控制系统简介安钢超宽板坯连铸机结晶器液面控制系统包括结晶器液面检测系统和控制系统,是一个双闭环回表1㊀安钢超宽板坯连铸机的主要技术参数项目工艺参数机型直结晶器多点弯曲多点矫直弧形板坯连铸机基本弧半径/mm6670拉速范围/(m㊃min-1)0.2 2冶金长度/mm18687铸坯厚度/mm150铸坯宽度/mm1600 3250路控制系统,其结晶器液面检测方式为射源,控制的执行单元采用液压缸㊂该系统自投产以来运行良好,对于一般钢种采用自动控制时,结晶器液面波动控制在ʃ3mm的比率达到99.5%以上㊂1.3㊀超宽板坯连铸机生产包晶钢结晶器液面波动特点安钢超宽板坯连铸机生产包晶钢过程中,遇到最大的问题就是结晶器液面波动,波动情况如图1所示,图中标注的横向曲线为结晶器实际液面㊂该结晶器液面波动的特点有:(1)结晶器液面波动开始时间:从第二炉中后㊀2018年2月河㊀南㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀Feb.㊀2018㊀第26卷㊀第1期HENANMETALLURGY㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀Vol.26㊀No.1∗联系人:高新军,高级工程师,河南.安阳(455004),安阳钢铁股份有限公司第二炼轧厂技术质量科;㊀收稿日期:2017 10 28期开始,其时拉速达到目标拉速后25min左右;(2)结晶器液面波动幅度:从正常的结晶器液面波动范围ʃ3mm开始逐步增加,最大时可达到ʃ8mm;(3)波动频度:波动周期为15s 15.5s,一个波动周期平均浇注长度为279mm 281mm;(4)减小结晶器液面波动的调整措施:增加或减少结晶器冷却水㊁二次冷却水均无法抑制结晶器液面波动,降低拉速,结晶器液面波动幅度减小;(5)铸坯表面状况:结晶器液面波动对应的铸坯表面出现横向凹陷,类似振痕,如图2所示,其间距为140mm左右㊂图1㊀宽板坯包晶钢浇注曲线图2㊀包晶钢结晶器液面波动期间生产的铸坯表面情况1.4㊀结晶器液面波动的危害结晶器液面波动过大,会影响铸坯表面质量,引起铸坯表面夹渣㊁凹坑㊁纵裂等缺陷的几率增加;结晶器液面波动超过结晶器振动幅度时,会造成液渣流入坯壳与结晶器铜板的间隙不均匀,从而引起坯壳与结晶器铜板粘黏,并由此产生漏钢事故,对连铸生产顺行造成威胁㊂当采用较低拉速生产时,连铸浇注周期将增加,不仅降低连铸机的生产效率,带来炉机匹配困难的矛盾,而且造成中间包钢水过热度控制困难;并且对于某些钢种拉速较低时铸坯矫直时无法避开第三高温脆性区而引起批量矫直裂纹㊂2㊀包晶钢结晶器液面波动原因分析如果结晶器足辊或扇形段支撑辊出现弯曲,则该辊子旋转过程中其辊缝会呈周期性变化,该辊子对坯壳的挤压程度也呈周期性变化,从而引起坯壳内钢液周期性向上运动,引起结晶器液面的周期性变化㊂如前所述,结晶器波动一个周期内浇注长度为279mm 281mm,则出现问题的辊子直径应为89mm左右,但连铸机没有此直径的辊子,因此排除了机械方面的原因㊂包晶钢容易引起结晶器液面波动㊂如果结晶器冷却不均匀,会发生同一高度处的初生坯壳进入包晶转变时间不一致的情况,即在冷却较弱处坯壳尚未进入包晶转变时,邻近位置由于冷却较强,坯壳已开始发生包晶转变㊂已开始发生包晶转变处坯壳,由于相变收缩而脱离开结晶器壁,气隙增大,传热减慢,坯壳变得较薄㊂而邻近尚未开始包晶转变处坯壳,由于坯壳与结晶器壁间的气隙小,坯壳仍快速增长,最终造成初生坯壳凝固厚度的不均匀[1]㊂另外,在生产实践中发现,浇注包晶钢时结晶器出现周期的超过允许值液面波动,这容易促进表面裂纹的产生,这种波动与弯月面区坯壳不均匀凝固铸坯发生的动态鼓肚有关[2]㊂铸坯出结晶器后在导向段内运行,钢水静压力导致铸坯在相邻两个辊子中间产生鼓肚,鼓肚铸坯经过下一对辊子时被压缩,导致结晶器液面上下波动,由于包晶钢铸坯坯壳的不均匀性,坯壳较厚和较薄铸坯壳鼓肚量不相同㊂结晶器液面控制系统会提高塞棒位置,向结晶器充填钢水㊂同时随拉坯进行,鼓肚区域到两个辊子中间被压缩,液相穴内钢水也向结晶器内填充钢水,使液面迅速上涨,使结晶器内坯壳生长更不均匀㊂如此反复,使结晶器液面波动迅速加剧㊂事实上,钢中其他元素对包晶点也有影响㊂有人研究了钢中其他元素对凝固模式及坯壳不均匀性的影响,他们用公式计算其他元素对包晶点碳含量CB的影响[3],公式为:㊀CB=0.1967+0.0036[Al]-0.0316[Mn]-0.0103[Si]+0.1411[Al]2+0.05[Al][Si]-0.0401㊃2㊃㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀河㊀南㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2018年第1期㊀[Ni]+0.03255[Mo]+0.0603[V]-0.0024[Cr]+0.00142[Cr]2-0.00059[Cr][Ni]+0.0266[W]对于包晶钢当CB与钢水实际成分C的差别愈大,则钢水凝固过程中坯壳的不均匀性越大,结晶器液面波动幅度就越大㊂宽板坯连铸机出现结晶器液面波动的钢种化学成分见表2㊂钢水实际成分㊁CB计算值及结晶器液面波动情况见表3㊂表2㊀某包晶钢化学成分/wt%元素CSiMnPSNbAlMo判定0.1 0.130.15 0.351.40 1.50ɤ0.015ɤ0.0080.018-0.030.02-0.0450.1-0.15控制0.1 0.130.20 0.301.42 1.50ɤ0.010ɤ0.0030.02-0.0250.02-0.0450.1-0.013表3㊀钢水实际化学成分、CB值及结晶器液面情况项目钢水实际化学成分/wt%CSiMnAlMoCB范围CB C范围结晶器液面波动幅度情况10.10.231.460.0360.1090.15280.0528波动剧烈,幅度大于ʃ8mm情况20.120.231.460.0250.1140.15280.0328有波动,幅度为ʃ5 7mm情况30.130.31.430.0290.1130.15310.0231正常,幅度小于ʃ3mm㊀㊀从表3可以看出,当包晶点碳含量CB与实际碳含量的差越大时,结晶器液面波动越大,反之亦然㊂现场的实际情况也印证了上述研究结论㊂由此看来,宽板坯结晶器液面波动的原因为包晶钢凝固过程中坯壳生长不均匀,坯壳在扇形段的导辊之间鼓肚引起的 泵 效应造成结晶器液面波动㊂当降低拉速时,坯壳厚度增加,坯壳在扇形段导辊间的鼓肚量减少,其对结晶器液面的影响减弱,结晶器液面趋于稳定㊂3㊀改进措施及效果根据分析的原因,决定对钢水成分进行优化以减弱结晶器液面波动,综合考虑炼钢成分控制水平㊁连铸工艺顺行㊁轧钢性能保证等方面的因素,该钢种优化后的化学成分见表4㊂表4㊀优化后包晶钢化学成/wt%元素CSiMnAlMoCB范围CB C范围判定0.12 0.140.15 0.351.40 1.500.02 0.0450.1 0.150.151 0.1510.011 0.031控制0.12 0.130.20 0.301.42 1.500.02 0.0450.1 0.130.151 0.1520.021 0.032㊀㊀成分优化后,结晶器液面稳定,如图3所示㊂结晶器液面的稳定,结晶器液面波动小于ʃ3mm,连铸拉速保持了稳定,不仅实现了炉机匹配,而且铸坯的表面质量和内部质量均有所提高,为轧钢工序提供了优质坯料㊂4㊀结束语图3㊀钢水成分优化后浇注曲线㊀㊀通过分析找出安钢超宽板坯连铸机生产包晶钢时结晶器液面严重波动的原因,因包晶反应造成坯壳生长不均匀,在扇形段的辊子间坯壳鼓肚是引起结晶器液面波动的原因,当根据钢水合金成分计算的包晶点碳含量与钢水实际碳含量的差值越大,结晶器液面波动越大,通过优化钢水成分,将上述差值控制在0.032个百分点以下,可以稳定结晶器液面,保证连铸生产顺行和铸坯质量稳定㊂5㊀参考文献[1]㊀徐建飞.普碳钢成分与凝固过程包晶反应的关系研究[D].重庆:重庆大学材料科学与工程学院,2013:4.[2]㊀蔡开科.连铸坯质量控制[M].北京:冶金工业出版社,2010:198.[3]㊀Blazek,K.E.&O.L.III,etal.Calculationoftheperitecticrangeforsteelalloys[J].Iron&SteelTechnology,2008(7):80.㊃3㊃㊀2018年第1期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀河㊀南㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀。
连铸板坯结晶器内钢渣界面的波动行为和卷渣行为的研究
连铸板坯结晶器内钢渣界面的波动行为和卷渣行为的研究摘要随着高效连铸的发展和吹氩工艺的广泛应用,结晶器的冶金作用越来越重要。
深入研究结晶器内钢渣运动是促进连铸工艺顺行,改善铸坯质量的关键因素。
本文以太钢板坯连铸结晶器为研究对象,根据相似原理建立1:2的水模型,采用水力学物理模拟方法,研究了拉速、水口插入深度以及吹气量对结晶器内液面波动、液渣分布、卷渣行为的影响规律。
研究表明:拉速对结晶器内钢渣界面流动行为影响很大,吹气量对结晶器不同部位的钢渣流动影响程度不同,在水口附近影响最大。
在高拉速浇注时,结晶器内很容易出现剪切卷渣;在拉速不高而吹气量比较大时,吹气卷渣是卷渣的主要方式。
当卷入结晶器内的渣滴冲击深度较浅时,会因浮力作用而慢慢上浮;当渣滴的冲击深度较深时,就会被流股冲击到结晶器下部区域,最终形成铸坯大型夹杂物或者导致卷渣漏钢事故。
关键词板坯结晶器卷渣吹气1文献综述1.1板坯连铸技术概述连续铸钢技术的开发与应用是钢铁生产中继氧气转炉之后又一次重大的技术革命,是目前冶金领域最活跃的一个分支,也是炼钢领域内发展最快的技术之一。
连铸技术对世界钢铁工业的发展产生了巨大的推动力。
目前连铸生产快速发展已成为推动炼钢和整个钢铁生产蓬勃发展的主要技术动力[1,2]。
1.2结晶器冶金作用在连铸过程中,由于钢水不纯净、二次氧化、夹杂上浮不充分,铸坯本身的凝固特征,高温铸坯要经受冷却、弯曲和拉矫等方面的热应力和机械应力,使铸坯存在一些缺陷。
铸坯的表面缺陷主要决定于钢水在结晶器内的凝固过程,它是与结晶器内坯壳的形成、结晶器振动、保护渣性能、浸入式水口设计及钢液面稳定性等因素有关的,必须严格控制影响表面质量的各参数在合理的目标值内,以生产无缺陷的铸坯,这也是热送和直接轧制的前提条件。
影响板坯质量及工艺顺行的关键问题,大部分与钢液在结晶器内的流动行为有着直接或间接的关系。
高速连铸会加剧钢液流速和弯月面的流动,造成凝固壳的不稳定,夹杂物难以上浮,更为严重的是,易将钢液面上的保护渣卷入到钢水中,保护渣覆盖不均匀,从而引起漏钢事故和质量缺陷。
结晶器液面周期性波动的成因分析及解决措施
摘
要 :本文通过 对某 厂直弧型板坯连铸机结晶器液面存在周期性波动 的原 因分析 ,指 出引起该
波动 的主要原 因是连铸机等 间距 或近似等间距 的辊列布置方式 ,使得浇铸过程 中厚度不均 匀 的坯壳 及
不均匀 的鼓肚受到周期性挤压导致 的 ,通过优化辊 列设 计 ,采用非等间距的辊列布置方式 能有效解 决 结 晶器液面周期性波动 问题 。 关键词 :直弧型板坯连铸机 ;结 晶器 ;液 面波动 ;辊列设计 中图分类号 :T F 7 7 7 文献标识码 :A 文章编号 :1 0 0 1 —1 9 6 X( 2 0 1 6 ) 0 6— 0 0 3 1— 0 4
( 1 .C h i n a N a t i o n a l H e a v y Ma c h i n e r y R e s e a r c h I n s t i t u t e C o . ,L t d . , ; 2 .P a n z h i h u a s t e e l &V a n a d i u m C o . ,L t d . ,P a n s t e e l G r o u p ,P a n z h i h u a 6 1 7 0 6 2 ,c h i n a )
Re s e a r c h o n t he mo l d l e v e l c y c l i c a l lu f c t ua t i o n s i n s l a b c a s t e r
L I U H o n g , L I J i a n . q u a n , Z H A N G Q i , HO U X i a o — g u a n g
B y o p t i mi z i n g t h e d e s i g n o f t h e ol r l a r r a n g e me n t nd a a d o p t i n g t h e n o n - e q u l a i n t e va r l a r r a n g e me n t ,t h e p ob r l e m o f t h e mo l d l e v e l c y c l i c l a l f u c t u a t i o n s c a n b e e f e c t i v e l y s o l v e d . Ke y wo r d s :v e t r i c l a c u r v e d c o n t i n u o u s s l a b c a s t e r ;mo l d;l e v e l f l u c t u a t i o n;r ol l a r r a n g e me n t d e s i g n
圆坯连铸开浇过程中液面波动的原因

圆坯连铸开浇过程中液面波动的原因下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!圆坯连铸开浇过程中液面波动的原因在圆坯连铸开浇过程中,液面波动是一个常见的现象。
宽板坯连铸结晶器内钢液流动与铸坯表面质量的关系研究

宽板坯连铸结晶器内钢液流动与铸坯表面质量的关系研究摘要:本文通过对宽板坯连铸过程中结晶器内钢液流动特征的分析,研究了钢液流动对铸坯表面质量的影响。
首先,采用二维数值仿真分析结晶器内钢液流动的数值特征,确定了钢液在铸坯表面的冷却速度分布,以及钢液流动对铸坯表面成分分布的影响。
接着,通过对宽板坯连铸生产中的实测数据进行分析,得到了钢液流动的实际特征,并将其与数值仿真结果进行验证。
最后,根据实验结果得出,钢液流动对铸坯表面质量存在一定的影响,其中钢液入口流速、铸坯宽度、结晶器形状等因素对铸坯表面治理效果影响最大,这对进一步提高宽板坯连铸生产效率和产品质量起到了重要的指导作用。
关键词:宽板坯;连铸;结晶器;钢液流动;铸坯表面质量一、引言宽板坯连铸是目前钢铁行业中应用最为广泛的一种生产工艺,它不仅能够提高钢坯的生产效率,还可以优化钢坯的成分结构,提高钢坯的品质。
然而,随着宽板坯连铸生产规模的不断扩大,其中也出现了一些新的生产问题。
例如,铸坯表面质量的不均匀性问题时常出现,这将直接影响到钢坯加工的后续工艺,并对产品性能产生负面影响。
因此,深入研究宽板坯连铸过程中结晶器内钢液流动特征与铸坯表面质量之间的关系,对于进一步提高生产效率和产品质量具有重要的理论和实践意义。
二、宽板坯连铸结晶器内钢液流动的数值模拟在宽板坯连铸过程中,结晶器内钢液的流动特性是影响铸坯表面质量的重要因素之一。
因此,通过数值模拟的方式,分析结晶器内钢液流动的特征具有重要的意义。
3D模型的建立将宽板坯连铸生产中的结晶器、铸坯和压下辊进行CAD绘制,并将其导入数值仿真软件中。
其中,结晶器的高温区域采用流体网格,而低温区域和钢坯为固体网格。
整个模型中共包括约67万个节点和35万个单元。
物理模型的建立根据结晶器内钢液流动的物理特征,建立热力耦合的完全流体运动模型。
其中,重力、表面张力、空气阻力、流体内部摩擦力和温度场等因素都被考虑在内。
仿真结果的分析通过数值模拟得到了结晶器内钢液的流动速度、流线、液膜厚度等仿真结果。
连铸结晶器液面波动控制及检测技术研究

d1 d 2 Vm vs cos d nail
d d2 1 b2 b1 (a2 hlump a1hlump ) cos 1 d (d lump ) 5 d nail
dVm
Vm Vm Vm d (d lump ) d (hlump ) d (d1 d 2 ) d lump hlump (d1 d 2 )
NF
90 92 94 96
Casting speed 2.0 m/min Casting speed 2.5 m/min Casting speed 3.0 m/min
90 92 94 96
0
100
200
ቤተ መጻሕፍቲ ባይዱ
300
400
500
600
0
100
200
300
400
500
600
Distance from center of nozzle (mm)
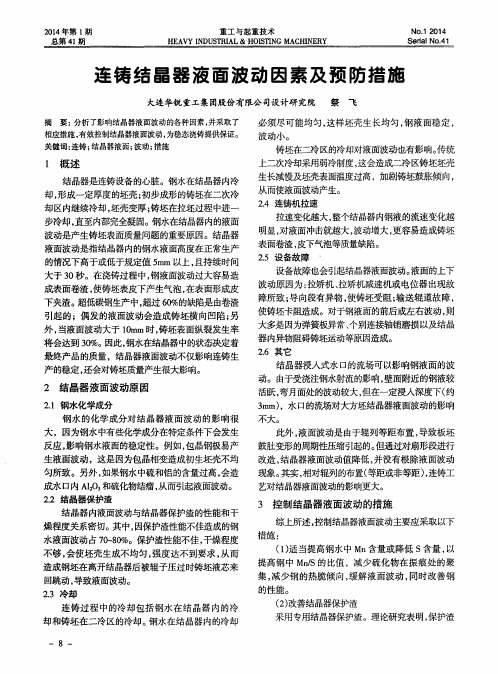
液面波动剧烈,3.0m/min最 高波动达~12mm 更易造成表面卷渣
0
100
200
300
400
500
600
0
100
200
300
400
500
600
Distance from center of nozzle (mm)
Distance from center of nozzle (mm)
t=60s
板坯连铸结晶器内钢水流动模式非常复杂,结晶器内钢水流速 检测方法主要包括以下几点:
放射同位素法
缺点是放射性元素污染
安装在结晶器一侧放射线源连续不断地放射出一定强度的γ射线,利用钢液对γ射 线的吸收程度来反映钢液液面的高度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自由液 面 波动 平 静 时 , 保 护 渣不 能 较 好 的熔 融 , 因 此 不 能起 到 吸 渣 和润 滑 的作 用 。 因此 在 实 际 的生 产 过程 中 , 一 定要将 钢液 的液 面 波动 控 制在 一定 的 范围内, 但 是 由于现 实 操 作 的 困难 性 , 大 部 分实 验 工 作者都 采 用 物 理 实验 和数 值 模 拟 相 互结 合 的方 法, 来 分析研 究结 晶器 内钢液 液 面波动情 况 。
量, m 3 / s ; 0一注 流 撞 击 窄 面 的 角 度 , 。 ; v e 一注 流 的
撞 击 速度 , m / s ; D 一撞 击 点 距 自 由面 之 间 的距 离 ,
m o
数F 值, 实时的进行在线监测来反映结晶器 内钢液
的液 面 波 动 情 况 , 通 过 及 时 的 改 变水 口浸 入 深 度 、 水 口倾 角 、 氩气 流 量 等 工 艺 参 数 , 将 F值 控 制 在 一 个 合适 的 范 围内 , 从 而 防止 了结 晶器保 护 渣 发生 卷
渣 现象 。
式 中各个 物理 量如 图 2 所 示 。T . T e s h i m a等 充 分 的利用 水模 型实 验 , 推导 出在 不 同的工 艺 参 数 下 结 晶器 内钢 液 的流 动 行 为 , 其 所 得 到 的结 果 表 明 : 过 热 的钢水 通 过浸人 式 水 口浇 注 到结 晶器 中 时 , 水 口射 流 出的钢 液撞击 结 晶器 窄 面后 , 钢液 会 形成 两 种流股 : 上 升 流 股 和 下 降 流股 , 上 升 的 流股 会 沿 着 结 晶器 窄 面上 升 , 从 而造 成 钢液 发 生 卷渣 现 象 。要 想 获得 较 高质 量 的铸 坯 , 必 须将 液 面 波动 控 制 在一 定 的范 围 内 , 通 过 大 量 科研 工 作 者 的实 验 结 果 , 我 们 可 以推断 出 最 佳 的液 面指 数 F值 应 该 在 3 m m
实验和数 值模 拟 。
关键 词 : 液 面波 动 ; 物理 实验 ; 数值模 拟
.
0 引 言
众 所周 知 , 连铸 结 晶器 内 的 自由液 面波 动情 况 不 仅关 系着 保护 渣 的熔 融 , 而且 还对 夹 杂物 的分布
有 着重要 的影 响 。当结 晶器 内钢 液 自 由液 面波 动 剧烈时 , 会 发 生保 护 渣 卷 渣现 象 ; 当结 晶器 内钢 液
过 于平静 时钢 液 中的 夹杂物不 能上 浮 , 这 两种情 况都 会 导致 的铸 坯发 生质 量 缺 陷。 因此 , 研 究和
控 制结 晶器 内钢 液液 面 的波动行 为 , 可 以获得 良好 的铸 坯 质 量 , 并 且提 高 了连铸 生产 效 率 。近年
来, 随 着对铸坯 质量要 求的提 高 , 科研 工作 者 对结 晶 器 内 自由液 面 的波 动行 为进 行 了大量 的 物 理
波离仪 一 f
。
踩 彻入 触
健 —— 1
' | n
。
l l 。 , — _ . _
I 厂 ‘ 一 . _
。
[
流 速 计 数嚣
机 数 据
集系统
结 晶 器
l I
鬻 卜 _ j 俪
’ - 0 l l l I l j
动行为 , 将所得到的实验数据和现场进行相互结合 测试 , 推导出在不 同的连铸工艺条件下 , 其对结 晶
器 内钢 液 的流动 行为 和 自由液 面波 动 的影 响 , 提 出 了反 应结 晶器 内钢 液 自由液 面 波动 的 指 数一 液 面 波动 指数 F , 其表 达式 为 :
F:P L V e ( 1 一s i n 0 ) / ( 4 D) 式中, P一钢 水 的 密 度 , k g / m 3 ; Q L一钢 水 的 流
回
_ _ _ _
J 一
图 1 水模型 实验 期
连铸 结 晶 器 内液 面 波动行 为 的研 究进展
1 7
分析 在 较 大 的拉 速 下 板 坯 结 晶 器 内钢 液 的流
到现场 的实 际生 产 中 , 根 据 F值 的大 小 , 精 确 的 反 映 出当前 连铸 工艺 参数 条件 下 自由液面 波 动情 况 ,
合理的调整连铸工艺参数 , 将 F值保持在一定 的范 围内, 达到 控 制 液 面波 动 的效 果 。 目前 , 很 多企 业
的生产 线都 已经 采 用 了利 用 F值 大小 来 控 制 液 面 波动 的 方 法 , 印度 的京 德 勒 西 南 钢铁 公 司 ( J S W S t e e 1 ) 建 立 了先 进 的关 于 液 面 波动 指 数 F值 的在线 监 测模 型 , 利用 该模 型可 以精 确 的观察 液 面 波 动指
1 6
出 结 金
2 0 1 7 年1 1 月 第 四 期
连 铸 结 晶 器 内液 面 波 动 行 为 的研 究 进 展
王 哨 兵
( 瑞 浦科技 集 团特 殊钢研 究院 丽水 3 2 3 9 0 0 )
摘 要 : 在钢 的连铸 生产 过程 中, 过 热 的钢 液通 过 浸入 式水 口浇 注到 结 晶 器 中, 浇 注 的流 股 冲 击 结 晶器 窄 面会 引起 结 晶器的 自由液 面发 生波动 。钢液 液 面波动 过 大会 发 生保 护渣 卷渣 现 象 , 钢 液 液 面波动
1 物 理 实验 方 法
钢水 由于温度 的过高 , 进行 现 场实 验操 作 会很 困难 , 因此科 研工作 者 主要采 用水 模 型 的实验 方 法 来 探 索研 究 , 根 据 实 验原 理 的相似 性 , 可 以探 索 出 最 合理 的连铸 工 艺参 数 , 将 钢 液 的液 面波 动控 制在
研工作者进行研究。 日 本的 N K K公 司综合材料技 术 研究所 的 T. T e s h i m a 等 I , 2 j , 以N K K福 山制 铁所
5号连 铸机 现场 的生产工 艺条 件和工 艺参 数作 为研
究 基础 , 主要 采用水 模 型实验 , 如图 1 所示。
r—
滑板 、 l