FCS控制流程图-佛山
DELTA ASDA-A2系列 高性能通讯型伺服驱动器 应用技术手册

如果您在使用上仍有问题,请咨询经销商或者本公司客服中心。
Revision May, 2011
i
序言ASDA-A2 系列
安全注意事项
ASDA-A2 系列为一高解析开放型(Open type)的伺服驱动器,操作时须安装于屏蔽式的控 制箱内。 本驱动器利用精密的反馈控制及结合高速运算能力的数字信号处理器 (Digital Signal PRocessor, DSP),来控制 IGBT 产生精确的电流输出,用来驱动三相永磁式同步交流伺服 电机(PMSM)以达到精准的定位。 ASDA-A2 系列可使用于工业应用场合上,且建议安装于使用手册中的配线(电)箱环境(驱 动器、线材及电机都必须安装于符合 UL 环境等级 1 的安装环境最低要求规格)。 在接收检验、安装、配线、操作、维护及检查时,应随时注意以下安全注意事项。 标志「危险」、「警告」及「禁止」代表的涵义:
主电路配线
请不要将动力线和信号线从同一管道内穿过,也不要将其绑扎在一起。配线时, 请使动力线和信号线相隔 30 厘米(11.8 英寸)以上。 对于信号线、编码器(PG)反馈线,请使用多股绞合线以及多芯绞合整体屏蔽 线。对于配线长度,信号输入线最长为 3 米(9.84 英尺) ,PG 反馈线最长为 20 米(65.62 英尺) 。 即使关闭电源,伺服驱动器内部仍然可能会滞留高电压,请暂时(10 分钟)不 要触摸电源端子。并请确认「CHARGE」指示灯熄灭以后,再进行检查作业。 请不要频繁地开关电源。如果需要连续开关电源时,请控制在一分钟一次以下。
第三章
3.1
配线
周边装置与主电源回路连接............................................................................ 3-1
CS3000-5FCS组态

五、顺控辅助功能块的使用
5.1 计时器的使用 5.2 计数器的使用 5.3 关系比较式的使用 分别举例说明
六、开关仪表功能块的使用
6.1 开关仪表功能块的分类
◆SI-1 ◆SI-2 ◆SO-1 ◆SO-2 ◆SIO-11 ◆SIO-12 ◆SIO-21 ◆SIO-22
六、开关仪表功能块的使用
6.2 以SIO-22为例介绍开关仪表的使用方法
七、逻辑图功能块的使用
7.2.5 断开延时逻辑块
七、逻辑图功能块的使用
7.2.6 上升沿触发逻辑块
七、逻辑图功能块的使用
7.2.7 下降沿触发逻辑块
八、举例说明顺控表及逻辑图的使用
8.1 用顺控表完成如下功能
八、举例说明顺控表及逻辑图的使用
8.2 顺控框图如下
八、举例说明顺控表及逻辑图的使用
七、逻辑图功能块的使用
7.1 逻辑图打开方法及样式
七、逻辑图功能块的使用
7.2 逻辑图规格
七、逻辑图功能块的使用
7.2 逻辑图组态逻辑元素
7.2.1 与和或逻辑块
七、逻辑图功能块的使用
7.2.2 否定逻辑块
七、逻辑图功能块的使用
7.2.3 RS触发器逻辑块
七、逻辑图功能块的使用
7.2.4 接通延时逻辑块
启动方式 扫描方式
输入信号
输入连 接信息 设定区
输出信号
条 件 详 细 设 定 区 操 作 详 细 设 定 区
条件规则 设定区
输出连 接信息 设定区
动作规则 设定区
二、顺控表功能块
◆顺控表填写规范
二、顺控表功能块
◆启动方式TC/TE的区别 T:周期执行 C:条件变化时输出 E:条件成立时始终输出
机床电气控制与PLC顺序控制系统状态转移图SFC

表中的栈操作指令MPS/MRD/MPP在状态内 不能直接与步进接点后的新母线连接,应 接在LD或LDI指令之后,如下图所示。
为了控制电机正反转时避免两个线
圈同时接通短路,在状态内可实现 输出线路互锁,方法如图:
在STL指令的内母线上格LD或LDI指令编程后,对
下图 (a)所示没有触点的线圈Y003将不能编程, 应改成按图 (b)电路才能对Y003编程。
2)步进指令的使用 ①步进接点在状态梯形图中与左母线相连,具有 主控制功能,STL右侧产生的新母线上的接点要 用LD或LDI指令开始。RST指令可以在一系列的 STL指令最后安排返回,也可以在一系列的STL指 令中需要中断返回主程序逻辑时使用。 ②当步进接点接通时,其后面的电路才能按逻辑 动作。如果步进接点断开,则后面的电路全部断 开,相当于该段程序跳过。若需要保持输出结果, 可用SET和RST指令。 ③可以在步进接点内处理的顺控指令如下表所示。
(3)并行分支与汇合的编程 1)并行分支状态转移图及其特点 当满足某个条件后使多个 流程分支同时执行的分支流程称为并行分支,如图6-23所 示。图中当X000接通时,状态同时转移,使S21、S31和S41 同时置位,二个分支同时运行,只有在S22、S32和S42三个 状态都运行结束后,若X002接通,才能使S30置位,并使 S22、S32和S42同时复位。它有以下两个特点。
3)SFC图中的转移条件不能使用ANB、ORB、 MPS、MRD、MPP指令。应按图 (b)所示 确定转移条件。
4)状态转移图中和流程不 能交叉,应按图处理。
5)若要对某个区间状态进行复位,可用区间复位指令
ZRST按下图 (a)处理;若要使某个状态的输出禁止,可 按下图5(b)所示方法处理,若要使PLC的全部输出继电 [Y]断开,可用特殊辅助继电器M8034接成下图 (c)电路, 当M8034为ON时,PLC继续进行程序运算,但所有输出继 电器[Y]都断开了。
带控制点的工艺流程图-推荐下载

PG0101-273×9.5
设备条件图
FIC 101
P
P
T
T
LI
T-101
L
P-103
T-101
V-102
吸收塔 加热器
V-102
储液罐 离心泵
E-104
P-103
E-104
工艺流程图
LUS LS CWS
进入下步气体处理装置 气体处理器
FIC 102
PL0102-194×10
E-204
P
P
LI
T-201
填料型式
塔径
填料高度
名称
除沫器
液体分布器
床层限定板
技术特性表
接管表
塔内附属设备
塔填料
塔体
填料支承板
吉林化工学院化工原理课程设计
日期
2010.12.10 2010.12.15 2010.12.16
连接面形式
平面
平面
平面
平面
平面
平面
V-202
T-201
解吸塔
V-202
吸收剂容器
T
T
D-301
图例
代号 名 称 代号 名 称
LUS 低压过热蒸汽
LS 低压蒸汽
CWS 冷却水入口
SC 冷凝水
CWR 冷却水出口 T 温度
D-301 气体处理器
E-204 冷却器
调节阀 L 液位
截止阀 I 指示
取样口
放空
P-203 离心泵 IS125-100-200 1
V-202 吸收剂容器
T-201 解吸塔
E-104 加热器
P-103 离心泵 IS125-100-200 1
PLC程序控制流程图范例

1、引言 目前,可编程序控制器(简称PLC )由于具有功能强、可编程、智能化等特点,已成为工业控制领域中最主要的自动化装置之一,它是当前电气程控技术的主要实现手段。
用PLC 控制系统取代传统的继电器控制方式,可简化接线,方便调试,提高系统可靠性。
触摸屏是专为PLC 应用而设计的一种高科技人机界面产品,应用而设计的一种高科技人机界面产品,由于操作简便、界面美观、由于操作简便、界面美观、节节省控制面板空间、性价比高和人机交互性好等优点,近年来已越来越多地被应用于工业控制等领域。
域。
本文利用PLC 和触摸屏技术研制了水位传感器测试系统,该系统主要用于进行洗衣机用水位传感器的质量检测,整个系统实现简单、稳定性好、自动化程度高,代替了以前的纯手动操作,较好地满足实际生产的要求,提高了生产效率。
2、系统控制原理及要求 洗衣机用水位传感器的工作原理是将水位高度的变化转换成传感器内部膜片上压力的变化,从而导致传感器输出电感L 的变化,将水位传感器输出电感与外部电路组成LC 振荡电路,就可将电感的变化转换成振荡频率的变化,不同的水位高度通过水位传感器可以产生不同的振荡频率,最后通过检测振荡频率与水位高度的对应关系,就可实现水位传感器的质量检测。
图1 控制系统原理框图控制系统原理框图 图1为控制系统原理框图。
测试系统要求能在不同的水位高度时,准确测量出由水位传感器组成的振荡电路的振荡频率,器组成的振荡电路的振荡频率,水位高度和振荡频率的测量精度要求较高,水位高度和振荡频率的测量精度要求较高,因此,因此,对测试系统的要求较高。
要求较高。
作为主电机的直流电动机由PLC 进行控制,电机实现PID 调速,调速,电机的输出通过减速机构电机的输出通过减速机构与执行机构相连,最后带动细钢管在水箱中上下移动来按检测要求控制管内水位高度的准确变化,通过编码器实现水位高度变化的实时检测,频率的实时检测由PLC 的高速计数器来完成。
现场总线控制系统(FCS)
第一章现场总线控制系统(FCS)第一节概述现场总线控制系统(Fieldbus Control System,FCS)是继基地式气动仪表控制系统、电动单元组合式模拟仪表控制系统、集中式数字控制系统、集散控制系统(DCS)后的新一代控制系统。
由于它适应了工业控制系统向数字化、分散化、网络化、智能化发展的方向,给自动化系统的最终用户带来更大实惠和更多方便,并促使目前生产的自动化仪表、集散控制系统、可编程控制器(PLC)产品面临体系结构、功能等方面的重大变革,导致工业自动化产品的又一次更新换代,因而现场总线技术被誉为跨世纪的自控新技术。
一、现场总线的发展随着控制、计算机、通信、网络等技术的发展,信息交换的领域正在迅速覆盖从工厂的现场设备层到控制、管理的各个层次,从工段、车间、工厂、企业乃至世界各地的市场。
信息技术的飞速发展,引起了自动化系统结构的变革,逐步形成以网络集成自动化系统为基础的企业信息系统。
现场总线(Fieldbus)就是顺应这一形势发展起来的新技术。
1、什么是现场总线现场总线是应用在生产现场、在微机化测量控制设备之间实现双向串行多节点数字通信的系统,也被称为开放式、数字化、多点通信的底层控制网络。
它在制造业、流程工业、交通、楼宇等方面的自动化系统中具有广泛的应用前景。
现场总线技术将专用微处理器置入传统的测量控制仪表,使它们各自都具有了数字计算和数字通信能力,采用双绞线等作为总线,把多个测量控制仪表连接成的网络系统,并按公开、规X的通信协议,在位于现场的多个微机化测量控制设备之间以及现场仪表与远程监控计算机之间,实现数据传输与信息交换,形成各种适应实际需要的自动控制系统。
简而言之,它把单个分散的测量控制设备变成网络节点,以现场总线为纽带,把它们连接成可以相互沟通信息、共同完成自控任务的网络系统与控制系统。
它给自动化领域带来的变化,正如众多分散的计算机被网络连接在一起,使计算机的功能、作用发生的变化。
5-FCS组态(顺序控制功能)
FCS组态(顺序控制功能)
Hale Waihona Puke 、顺序控制概念1.1 顺序控制的概念
顺序控制是实现过程控制要求,依照事先定义好的控制条件及顺序, 来执行相应的动作。
1.2 顺序控制的实现方法及功能块
实现方法:顺控表、逻辑图
辅助功能块:开关仪表功能块、计时功能块、比较式功能块、计数功能块
二、顺控表部分
2.1 顺控表概述
执行
T:按扫描周期进行 O:一触执行
输出
C:状态改变时,输出一次 E:条件满足时,每扫描周期输 出
I:冷热启动均执行
B:冷启动执行
TC应用最多,系统默认;其次TE用得较多。 联锁时(强制某种状态)用TE表
正常工况切换(只是状态切换)用TC表
二、顺控表部分
2.5 顺控表执行方式
2.5.1 规则栏方式
2.5.4 00步功能
在带步号的表里可通过指定00步,使00步按规则栏方式执行。 应用:用于小型程序的故障处理等。
二、顺控表部分
2.5.5 顺控表的扩展
当一张顺控表的规则栏、条件或输出不够时,可使用扩展表。扩展该 表,将该表的名称填写在顺控表下部的NEXT栏中。
注:顺控表只能用于步号方式。
ST16E(扩展表)不具有选择哪种类型扫描周期及执行功能。 执行时将ST16投自动,ST16E就自动投自动。扩展表可再接扩展表。99步步
Tag.CSV 操作指导信息 %OGnnnn.PV
AUT MAN
0(1,2) NON
Y
Y Y
顺控请求信息 %RQnnnn.PV
批量数据设定单元 (BDSET-1) Tag.ACT
NON
Y
0(0-17)
Y
PLC控制流程图
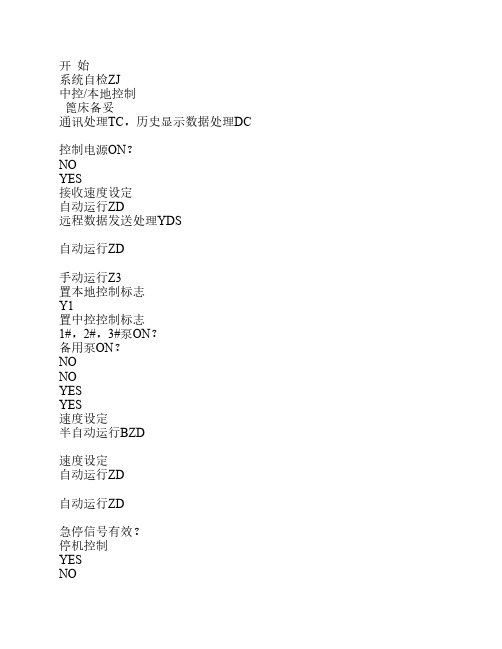
开始系统自检ZJ中控/本地控制篦床备妥通讯处理TC,历史显示数据处理DC 控制电源ON?NOYES接收速度设定自动运行ZD远程数据发送处理YDS自动运行ZD手动运行Z3置本地控制标志Y1置中控控制标志1#,2#,3#泵ON?备用泵ON?NONOYESYES速度设定半自动运行BZD速度设定自动运行ZD自动运行ZD急停信号有效?停机控制YESNO控制电源ON,CPU开始工作中控发出本地按钮给出HMI给出OB1篦床运行否?YESNO篦床运行否?NOYES系统自检ZJ启停加热/冷却系统QTRL油温在20---60度范围外,启动加热/冷却系统QTRL;油温大于30停加热,油温小于40停冷却;加热ON时油温小于15度和冷却ON时油温大于65度停机控制。
若为冲洗则单独控制循环泵启停。
YES油缸行程超限?NO过滤器阻塞?YESNOYES报警YESNO各个蝶阀打开否?YES油压小于18 MPa?小于20 MPa报警大于22 MPa报警停机控制NO超限小于10 mm报警超限大于10 mm报警停机控制油位超限?高,低位报警YESNOOB1启动加热/冷却系统QTRL启动加热器10s检测其状态,无状态报警;60s后启动循环泵10s检测其状态,无状态报警,打开水阀油温检测油温小于20?YESNO油温大于30?YES停止加热器,停止循环泵,关水阀NO停止冷却泵,停止循环泵,关水阀油温小于40?YESNO油温大于60?YESNO油温大于65?油温小于15?延时T1后停机控制报警延时T2后停机控制报警YESYESNONO冷却泵ON?加热器ON?YESYES启动冷却泵10s检测其状态,无状态报警;60s后启动循环泵10s检测其状态,无状态报警,打开水阀OB1是否为冲洗状态启动循环泵10s检测其状态,无状态报警,定时10小时后停机YESNO油位超限?报警停机控制低位OFF??YESNO高位ON?YES报警NO中位ON??YESNOYES报警NOOB1油缸行程超限?YES油缸位移大于78NOYES油缸上行?开机检测默认为篦床上行位移大于85停机控制报警NO报警NO油缸位移小于-78位移小于-85停机控制报警报警NOYES自动运行ZDYES启动过程完成否?1,2,3篦床启动控制BQD1列篦床自动运行控制NO置3列启动标志,比例阀使能有效2列篦床自动运行控制3列篦床自动运行控制停机控制YES?速度设定=0NO停机标志单列篦床自动运行控制NOYES各列篦床位移偏差大于WD?篦床速度计算篦床上行?NOYES各列篦床速度偏差大于WV?PID补偿YESNO各列篦床位移偏差大于WD?篦床速度计算NOYES各列篦床速度偏差大于WV?PID补偿YESNO端点缓冲和同步补偿端点缓冲和同步补偿第一列位置与其他列位置偏差WD,则该列设定速度增加KW*WD 第一列位置与其他列位置偏差WD,则该列设定速度增加KW*WD 篦床位移大于75mm?置下行标志NOYES篦床位移大于-75mm?置上行标志NOYES篦床启动控制BQD篦床设定速度初值篦床初始位置校正:控制各列篦床到下端点,置上行标志1,2,3列篦床启动控制单列篦床启动控制篦床上行?中途各列篦床位移偏差大于WD?篦床速度计算第一列位置与其他列位置偏差WD,则该列设定速度增加KW*WDNOYES各列篦床速度偏差大于WV?PID补偿YESNO端点缓冲和同步补偿DD 篦床速度大于50%?篦床设定速度增加10%中途各列篦床位移偏差大于WD?篦床速度计算NOYES各列篦床速度偏差大于WV?PID补偿YESNO端点缓冲和同步补偿DDYESNO置篦床启动结束标志YESNO第一列位置与其他列位置偏差WD,则该列设定速度增加KW*WD 篦床速度计算1. 每个周期计算一次2. 端点计算一次3. 一个循环计算一次篦床位移大于75mm?置下行标志NOYES篦床位移大于75mm?置上行标志NOYES端点缓冲和同步补偿DD 各列篦床都到达终点?速度设定=10%NOYES油缸距终点小于10mm?篦床都到达终点?比例阀使能复位NONOYESYES速度设定=10%比例阀使能置位位移距始点大于10mm?速度设定恢复原值YESNO半自动运行BZD与自动运行相比不进行任何补偿,包括:端点同步补偿、端点缓冲,中途同步补偿,PID补偿手动运行SD启停冷却泵,检测状态启停循环泵,检测状态启停加热器,检测状态启停1列篦床,启停2列篦床,启停3列篦床,单列篦床手动启停控制篦床设定速度值比例阀使能有效篦床启动否?NOYES行程设定上行下行设定到限位停止历史数据处理1-温度,压力,速度,位移每个0.2s存温度,压力,速度,位移一次,存300组,不断更新,动态曲线每分钟存温度,压力,速度一次,历史数据。
物料输送线plc控制系统设计.
物料输送线plc控制系统设计内容摘要:物料输送线在工场中,生产车间内都起到了主要的地位。
他直接关系到工厂的生产运作,能否有效的正常进行。
为此,本文对物料输送线做了相关研究。
现代生活中实现自动化是必不可少的,这不仅可以让工人们的劳动力从重力劳动力种脱离,还为生产提高了效率是过程更加准确。
再在其中运用PLC可编程控制系统,来实现整个生产过程的全自动化。
关键字:物料输送线;PLC可编程控制系统;自动控制一、绪论1、国内外PLC的发展状况及发展趋势现国内外的发展状况都是再往集成和开放化的发展。
编程平台与计算机语言的相结合。
全集成自动化能把工厂的所有监控采集与控制用硬件和软件集成能够把整个工厂的所有设备连接起来,并使所有设备运行,生产的安排,机器和工厂情况等,数据采集查询,都能核算集成到一个系统里。
现在PLC的应用随着时间的推移已经运用到越来越多的领域,讲渗透到各个工厂工业领域。
目前PLC正朝着两个方向不断发展,一个是超小型化,微型化,另一个是朝超大规模化,功能更加齐全的方向发展。
近年来,它在工业自动化、机电一体化、传统产业技术等方面的应用越来越广泛,已广泛应用在机械,汽车,电力,冶金,石油,化工,交通,运输,轻工,纺织,建材,采矿以及家用电器等领域,取得了明显的技术经济效益,成为现代工业控制三大支柱之一。
2、课题的研究意义现今随着时代的发展,各种工厂中都应用输送线来带动生产,带动经济的发展。
同时,工厂中已经很少有工人来搬运运输,取之代之的则是皮带运输,因此,对物料输送线的研究变得很有必要。
物料输送线,顾名思义就是运用的皮带来输送物料。
但是现场的皮带控制还是有人工操作,为了提高在工作效率,节省人力,改善工作环境,将皮带改为自动化变得很有必要,从而达到节省人力,提高效率的作用。
设计一套可行的PLC控制系统,该技术可大量节省资金,大大节省人力。
3、主要研究内容和要求内容:本文主要是研究PLC如何对生产线进行准确的控制,PLC如何通行对整个工厂内的设备的控制。
第四讲-FCS组态(常规控制功能)
量程
单位
仪表级别
第二十五页,共102页。
一、FCS组态
第二十六页,共102页。
二、控制图功能说明
2.2 Save和Load应用及区别:
◆非在线修改只能Save;
◆在线修改可选Save和Load;
保存
下装
◆Load过程包含Save;
第二十七页,共102页。
二、控制图功能说明
2.3 Work文件的产生、应用及消除:
第四十页,共102页。
三、控制图组态
4. 重复2、3步操作,完成功能块连接。
一个常规控制点组态完成。
第四十一页,共102页。
三、控制图组态
下装控制图文件
当前项目的控制图文件完成时,下装能被执行。当控制图文件被下装到 FCS或HIS时,一个状态显示文件被创建。 1. 选择 [File]—[Download] 下装控制图文件开始。
四、常规功能块种类
模块类型
型号
输入指示器
部
分
Controller
模
控制器
拟
量
控
制
模
块
表
Manual Loader 手动控制器
PVI PVE-DV PID PI-HLD PID-BSW ONOFF ONOFF-G PID-TP PD-MR PI-BLEND PID-STC MLD MLD-PVI
MLD-SW
二、控制图功能说明
◆控制图窗口
打开 保存 工作文件 缩放
功能块 连线
文本
第二十二页,共102页。
◆功能块调用
选择 功能 块类 型
选择 功能 块外 观
二、控制图功能说明
第二十三页,共102页。
DCS、PLC、FCS等过程工业自动化系统测试验收流程

DCS、PLC、FCS等过程工业自动化系统测试验收流程出厂验收测试FAT一、前置条件1、完成硬件集成;2、完成软件编制;3、供应商应完成所有的内部测试,并提供可供复査的测试报吿;4、各方准备好所有相关文件,例如:1)业主/总承包商通常要准备的文件•各种规范;•各种巳签协议;•功能规划;•因果图;•顺序功能图;•操作画面及其相关文本;•控制说明;•仪表索引,例如:位号、说明文本、输入/输出类型、量程、单位;•报警信息列表,例如:位号、报警类型、分类原则(优先级、工厂区域);•设定值、控制、作用和安全说明;•联锁清单,例如:每个传感器/执行器、软件和硬件的联锁;2)供应商通常要准备的文件•系统文件;•使用手册、系统数据资料、证书;•系统设计说明;•硬件设计说明;•接口说明;•I/O清单和位号命名约定;•操作画面打印清册;•组态打印清册;•内部测试报告;•典型回路移交清单(分为硬件、软件、应用软件和许可权);•测试计划。
二、实施主体FAT主要由供应商实施,买家监督,供应商应提供适当的测试条件。
注:有些买家可能习惯自己进行某些部分的FAT,但按规定必须事先在工程项目合同中说明。
三、主要工作内容1、确认工程项目相关的供货范围;2、系统配置检查,主要包括:•DCS各设备、部件的型号、规格和外观应符合要求;•软件的规格、数量和版本应符合要求;•组态检查;•操作站的标准功能、流程图画面、分组画面、报警画面、趋势显示等应符合要求;•工程师站,历史记录工作站,智能设备管理系统操作站及其他应用工作站和服务器等设备应完好投用,软件功能和组态功能应满足设计要求;•控制功能应符合要求;•系统性能测试;•系统信号处理精度测试(AI\AO\DI\DO等IO模块应至少抽样30%)。
四、不符合项处理FAT过程中发现的未完成工作或不符合规范的部分将被记录在FAT不符合项表中,不符合项将被归为以下几类:•当场整改,然后继续进行FAT;•在FAT过程中同时进行整改;•需再次进行FAT;•FAT后,系统运至现场之前进行整改;•留待现场整改;当供应商根据FAT程序和规范完成测试,并证实了除双方巳认可的不符合项外,所有必须的功能已实现后,可认为系统成功通过FAT测试。
控制点的工艺流程图

控制点的工艺流程图控制点是一种在工业生产中用于实现自动化控制的关键设备。
它用于监测和调节生产过程中的各种参数,确保生产过程的稳定和高效。
以下是一个控制点的典型工艺流程图的详细描述,包括主要组成部分、工作流程和关键步骤。
控制点工艺流程图主要包括传感器、执行机构、控制器和通信模块四个主要组成部分。
传感器用于监测生产过程中的各种参数,如温度、压力、流量等。
执行机构根据控制器的指令,对被控制对象进行调节,如开关阀门、启动电机等。
控制器是控制点的核心部分,它根据传感器发来的信号进行数据分析和处理,并根据设定的控制策略生成相应的控制指令。
通信模块用于控制点和其他设备之间的数据传输和信息交换。
工作流程分为数据采集、数据处理和执行控制三个主要阶段。
在数据采集阶段,传感器将感知到的参数信号转化为电信号,并通过通信模块传输给控制器。
数据处理阶段是控制点的核心环节,控制器根据接收到的参数信号进行数据分析和处理,然后根据设定的控制策略生成相应的控制指令。
执行控制阶段是控制器将生成的控制指令通过通信模块传输给执行机构,并由执行机构实施相应的操作,对被控制对象进行调节。
在控制点的工艺流程中,有几个关键步骤需要特别强调。
首先是数据采集的准确性和实时性。
传感器需要能够准确感知到生产过程中的各种参数,并及时将所获得的数据传输至控制器,以保证控制器能够根据实时数据进行精确的控制。
其次是数据处理的高效性和稳定性。
控制器需要具备强大的数据处理能力,能够在短时间内进行大量数据的分析和处理,并确保处理结果的准确和稳定。
最后是执行控制的可靠性和灵活性。
执行机构需要能够准确执行控制指令,并根据需求灵活调整操作,以实现对被控制对象的准确调节。
总之,控制点的工艺流程图是一个复杂而关键的自动化控制过程。
它通过传感器、执行机构、控制器和通信模块四个主要组成部分,实现对生产过程中各种参数的监测和调节。
在整个工艺流程中,数据采集、数据处理和执行控制是三个主要阶段,需要注意数据采集的准确性和实时性、数据处理的高效性和稳定性,以及执行控制的可靠性和灵活性。
CS3000的顺序控制功能

当文件中有错误时,必须清除错误才能用Save保 存;若错误不能清除,可用Save As 或Create Working File来保存.具体操作: 点击[File]—[Save As], 或[Create Working File],即可. • Update刷新顺控表 当顺控表是从控制算法组态器里启动的,这个功能 才可以执行. 点击[File]—[Update],顺控表数据被刷新,同时组 态数据保存.
Data
H(L,F,P)
• 内部开关:4000个,0-200系统内部使用。 条件栏: Tag name data item Data
Tag或%SWnnnn.PV ON(OFF)
动作栏:
Tag name data item
Tag或% SWnnnn.PV
Data
H(L)
• 计时器(TM):先建功能块,再引用。计时器可分 为秒计时和分计时。高限值为100,000。 条件栏: Tag name data item
ON(OFF)
动作栏: Tag name data item
% ANxxxx.PV
Data
H(L)
• 操作指导信息(200条) 动作栏: Tag name data item
% OGxxxx.PV
Data
NON
ห้องสมุดไป่ตู้
• 开关仪表:类型有 • SI-1 带1点输入 • SI-2 带2点输入 • SO-1 带1点输出 • SO-2 带2点输出 • SIO-1 1 带1点输入,1点输出 • SIO-1 2 带1点输入,2点输出 • SIO-2 1 带2点输入,1点输出 • SIO-2 2 带2点输入,2点输出 • SIO-12P 脉冲类带1点输入,2点输出 • SIO-2 2P 脉冲类带2点输入,2点输出
广佛线立体仓库信号控制流程浅析
广佛线立体仓库信号控制流程浅析摘要:广佛线立体仓库为黄石邦柯厂家生产,其系统、结构、操作等都和其他线有一定区别,因此在具备一定维修经验的条件下,还应具备新知识、新技能,才能更快、更好的维护此套设备。
广佛线立体仓库主要由监控管理系统、出入库输送系统、堆垛机系统、穿梭车系统组成,而仓库的整体运行均由PLC联机控制,并实时在线显示设备运行状态。
设备的PLC输入信号从安装在整条输送线、穿梭车、堆垛机上的传感器获取,从而使立体仓库取货、运输、放货等一系列动作有条不紊的运行。
可见,在系统的整个运作中,传感器所采集到的信号对设备的正常运行起着关键的作用。
掌握了设备的信号控制流程,在当设备出现故障时,对较快的判断出故障原因有很大帮助,对设备的维修工作非常有益。
关键词:立体仓库、PLC、传感器、控制信号、流程Abstract: The automatic storage warehouse of Guangfo line is produced by Huangshi bangke company, its system, structure and operation are different from other lines. So we not only have some experiences in the maintenance, but also have the new knowledge and skills. Only like this can we maintenance the equipment better. The automatic storage warehouse of Guangfo line mainly include monitoring and management system, conveyor system, stacker system, shuttle system. The equipment is controlled by PLC,and can display running status online. The input signals are come from sensors installed on the transmission lines. We can see, the signals play a key role. Mastering the signal control process can judge the error quickly when the equipment goes wrong, and is useful to the maintenance job.Keywords: automatic storage warehouse, PLC, sensor, controlling signal, process一、立体仓库工作流程1、入库托盘首先从货架把货箱或托盘送到相应的入库口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10. FCS反馈系统进入关堆模式 FCS State = ShutDown(6) FCS有功率输出 11. FCS反馈关堆完成,进入初始模式 FCS State = Initial(0) (循环至第2步)
12. 下电:VMS取消硬线唤醒信号
13. FCS反馈:系统下电,进入休眠状态 (无网络信号,功耗基本为0)
FCS控制流程图
1. 上电:硬线信号唤醒 FCS12V/24V高电平(唤醒前系统应供高压)
2. FCS反馈FCS State = Initial (0) 如果有1级故障则进入故障模式 FCS State = Fault (7) (1级故障不可退出,需排查故障后重新上电) 3. FCS反馈,系统无故障 进入等待模式FCS State = Ready (1)
注意:FCS状态指的是FCSBaseState,FCSFailGrade为故障等级(1级最高4级最低)
4. 开堆(系统2级故障不响应) VMS发送开堆指令 FCS Enable = 2
5. FCS反馈开堆模式 FCS State = StartUp(2) 如果开堆故障(上电后至多允许3次)则进入故障模式 (可退出故障模式,需要VMS清除指令Enable=0)
整 车 控 制 器 VMS
6. FCS反馈开堆成功进入怠速模式 FCS State = Idle(3) FCS输出怠速功率
7. 控制电堆输出功率 VMS发送功率指令 FCSPowerSet (不要超过FCS的最大功率限值FCSMaxPower)
Байду номын сангаас
燃 料 电 池 系 统 FCS
8. FCS反馈系统进入工作模式 FCS State = Work(5) FCS根据功率请求输出相应功率
9. 关堆(FCS处于Idle及Work状态时都会响应) VMS发送关堆指令 FCS Enable = 0