锻造、铸造、焊接外文翻译
机械铸造英语词汇及句法翻译

机械铸造英语词汇及句法翻译1. Foundry - 铸造厂2. Casting - 铸件3. Mold - 模具4. Sand casting - 砂型铸造5. Die casting - 压铸6. Investment casting - 精密铸造7. Foundry worker - 铸造工人8. Molding machine - 成型机9. Melting furnace - 熔炉10. Pouring - 浇注11. Core making - 芯制造12. Shakeout - 敲击13. Finishing - 修整14. Quality control - 质量控制15. Foundry equipment - 铸造设备16. Sand mixer - 砂浆搅拌机17. Shot blasting - 喷丸清理18. Grinding machine - 磨床19. Heat treatment - 热处理20. Smart foundry - 智能铸造以下是一些关于机械铸造的句子翻译:1. The foundry produces a wide range of castings for various industries. - 这家铸造厂生产了各种行业的铸件。
2. Sand casting is a common method used in foundries to produce metal castings. - 砂型铸造是铸造厂常用的一种方法,用于生产金属铸件。
3. The company has invested in state-of-the-art die casting machines to improve efficiency. - 公司已经投资购买了最先进的压铸机器,以提高效率。
4. Quality control is a crucial part of the foundry process to ensure the integrity of the castings. - 质量控制是铸造过程中至关重要的一部分,以确保铸件的完整性。
锻造术语中英文对照
锻造术语中英文对照锻压forging and stamping金属塑性加工metal plastic working金属压力加工mechanical metal working体积成形bulk forming锻造forging / hot forging锻造技术forging technology / forging technique锻造工艺forging technology / forging process锻工forger / blacksmith / hammer man / hammer smith / hammerer塑性plasticity超塑性superplasticity可锻性forgeability切削性能machinability最小阻力定律the law of minimum resistance体积不变条件constance(y) of volume / incompressibility锻造流线grain flow / forging flow line滑移线sliding line / slip-line模锻die forging / closed-die forging / impression die forging开式模锻closed-die forging / impression die forging闭式模锻no-flash die forging / flashless die forging锤模锻closed-die forging / impression die forging / drop forging / stamping锻压机模锻mechanical press forging平锻upsetting / heading无飞边模锻no-flash forging无拔模斜度模锻no-draft forging模锻件forging / workpiece锻件重量forging weight普通锻件conventional forging精确(公差)锻件close-tolerance forging锻造工序卡forging process chart工序operation / process / procedure工步process step打击blow / strike锻件图forging drawing加工余量machining allowance镦锻、顶锻upsetting / heading镦粗upsetting压扁flattening去氧化皮scale-breaking拔长工步drawing / elongating / fullering拔夹钳头tong-hold drawn / tagging滚压工步edging / edge rolling / gathering弯曲工步bending制坯工步pre-forming平锻聚料gathering / pushing up / upsetting锥形镦粗taper upsetting / coning粗(初)锻blocker-type forging预锻pre-forging / blocking终锻finish-forging返回锻模校正re-striking分模线parting line模锻斜度、拔模角、拔模斜度draft angle外拔模角outside draft内拔模角inside draft自然拔模角natural draft相配拔模角matching draft外圆角corner内圆角fillet未注明圆角all radii not specified尺寸按交点注all dimensions specified form intersections 模锻方案forging form一料多件multi-forging on one billet (bar)一模两件two at a time一模多件multi at a time调头锻turn-end forging一火多件multi-forging in one heat打零件号、炉号码及模具号处raise part No. heat code and die No. here除注明处外unless otherwise noted冲孔、切边、校正冲连皮punching the wad / punching the slug冲孔pierce盲孔non-penetrated hole / blind hole连皮wad / recess / slug切边clipping / trimming飞边flash残余飞边、残余飞刺flash extension / residual flash切边线、飞边线flash line / trim line整形forming to size校平flattening / planishing校直straightening精压、压印coining / sizing校正sizing / setting冷校正cold sizing / cold setting锻造公差、锻造缺陷及检查锻造公差forging tolerance / tolerance for impression die forging 确定公差的因素information required in determining tolerance锻件形状复杂系数shape complexity factor of forging材质系数difficulty of material分模线形状shape of die line公差等级tolerance grad锻件公称尺寸nominal dimension of forging厚度公差thickness tolerance模具闭合公差die closure tolerance长度、宽度、高度公差length 、width and height tolerance模具磨损公差die wear tolerance错差、错差公差mismatch / match tolerance中心距公差tolerance for centre to centre dimensions平面度公差platness tolerance直线度公差straightness tolerance残余飞边及切入深度公差residual flash and trimmed flat tolerance 顶杆压痕公差ejector mark tolerance表面缺陷公差surface tolerance壁厚差difference in wall thickness冲孔公差pierced hole tolerance同轴度公差axiality tolerance折叠、折纹lap / overlap / fold缺肉、未充满under-fill模锻不足under-pressing表面缺陷surface imperfection氧化皮坑scale pit变形distortion / deformation毛刺、飞刺burr / fin凹陷void出气孔金属柱vent plug偏心eccentricity中间检查intermediate inspection流动检查patrol inspection外观检查visual inspection最后检查final inspection抽检random inspection其他锻造方法多向模锻multi-ram forging / multidirectional die forging 精密模锻precision forging闭塞模锻croe forging合锻combination forging挤压锻造extrusion forging挤压extrusion正挤压forward extrusion / direct extrusion反挤压backward extrusion / indirect extrusion复合挤压combined extrusion辊锻roll forging / reducer rolling制坯辊锻roll forging of blank成形辊锻finishing roll forging辗环ring rolling楔横轧cross wedge rolling / transverse rolling超塑成形superplastic forming等温锻造isothermal forging冷锻cold forging温锻warm forging无屑加工chipless working粉末锻造powder metal forging / powder forging液态模锻melted metal squeezing电热镦electric upset forging摆辗swing-rolling / rock rolling / tambling转动辗压turn-rolling / rotary-rolling径向锻造radial forging自由锻自由锻open die forging / flat die forging胎模锻loose tooling forging送进量feed延伸系数coefficient of stretching高径比ratio of height to diameter锻造比forging ratio镦粗upsetting局部镦粗local upsetting拔长drawing out / stretching / swaging / fullering芯棒拔长drawing out with the core bar滚圆、摔圆rolling倒棱chamfering压痕、克印indentation压肩necking错料offset弯曲bending扭转twisting切割、切断cutting冲孔punching / piercing扩孔expanding冲头扩孔expanding with a punch马杠扩孔、码圈saddle forging / saddling锻接forging welding空冷air cooling堆冷cooling in heap(pile)坑冷cooling in hole(box、pit)灰砂冷cooling in dust or sand炉冷furnace cooling塌角rollover / shear droop龟裂crazing角裂chink中心裂纹chevron crack发纹hairline cracks / hair-crack铁砧anvil花砧swage block冲子punch剁刀triangular chisel摔子tups / swager / swaging die胎模loose tooling马架mandrel supporter芯轴、马杠mandrel手锤hand hammer大锤sledge hammer夹钳tong自紧吊钳self closing crane tong锻压设备及装置锻锤forging hammer落锤drop hammer单作用锤drop hammer双作用锤double-action hammer重力落锤gravity-drop hammer夹板锤board drop hammer / board drop gravity hammer 皮带锤belt drop hammer链条锤chain drop hammer模锻锤die forging hammer蒸汽-空气模锻锤steam or air dir forging hammer锤头ram砧座anvil-block下砧座、砧套、夹持器anvil cap / sow block对击锤counter-blow hammer高速锤high energy rate forging hammer液压机hydraulic press快速锻造液压机high speed forging hydraulic press机械压力机mechanical press曲柄压力机crank press热模锻压力机、锻压机forging press楔式锻压机wedge-tyoe mechanical press开式压力机c-frame press / gap frame press闭式压力机straight side press单点压力机single point press双点压力机two point press单动压力机single action press双动压力机double action press滑块slide / ram导轨guide工作台table / bed顶出器ejector平锻机horizontal forging machine / forging machine / upsetter切边压力机trimming press校正压力机restriking press精压机、肘杆式精压机coining press / knuckle joint coining press 液压曲柄扭转机、扭转机hydraulic twister for crank-shaft / twister 多工位自动热锻机multistage automatic hot forging machine / automatic forging-pressing machine哈德堡热成形机HATEBUR metal-forming equipment / HATEBUR hotmatic 螺旋压力机screw press摩擦压力机friction screw press液压螺旋压力机hydraulic screw press径向锻轴机radial forging machineGFM自动模锻机GFM automatic die forging machine感应抛丸机stress abrator抛丸清理室shot blasting cleaning chamber抛丸机wheel abrator / throw shot machine喷丸机shot blasting machine / peening machine起重机crane桥式起重机overhead traveling crane / bridge type crane塔式起重机tower crane起重葫芦hoist电动葫芦electric hoist气动葫芦pneumatic hoist磁粉探伤机magnetic particle detector荧光磁粉探伤机fluorescent magnetic particle detector无损探伤机non-destructive inspection machine硬度计hardness tester布式硬度计Brinell hardness tester洛式硬度计Rockwell hardness tester金属材料试验机metallic material testing machine非金属材料试验机non-metallic material testing machine拉力试验机tensile testing machine压力试验机compression testing machine扭转试验机torsion testing machine疲劳试验机fatigue testing machine冲击试验机impact testing machine弯折试验机reverse bend tester显微镜microscope金相显微镜metallographic microscope试样(样品)specimen辊锻机forging roll扩孔机ring rolling machine瓦格纳环轧机WAGNER ring roll摆辗机rotary forging press快速换模装置quick die change device换模翻转装置tool changing and turnover fixture锻造自动线automated forging line机械手manipulator / mechanical hand / mechanical operated arm 除氧化皮装置descaler高压水去氧化皮high pressure hydro-peening传送装置transfer equipment悬挂输送链suspension conveyer chain链式传送带chain conveyer板式传送带pallet conveyer毛坯滑道stock guide工件箱parts gondola / work bin飞边箱flash gondola / flash bin型号type / model公称压力capacity / nominal force锻造吨位forging tonnage落下部分重量droping weight / weight of falling每分钟打击次数blow per minute / strick per minute打击速度blow speed打击效率blow efficiency滑块行程stroke of ram行程次数number of stroke滑块行程调节量adjustment of ram stroke下死点lower dead point / bottom dead centre上死点upper dead point / top dead centre寸动inching最大装模高度maximum die set height最大封闭高度maximum shut height空气锤pneumatic hammer / air hammer锻件热处理锻件热处理forging heat-treatment加热规范heating schedule正火normalizing淬火quench-hardening / hardening / quenching回火tempering调质quenching and tempering / hardening and tempering 退火annealing等温退火isothermal annealing形变热处理thermomechanical treatment (TMT)锻件余热淬火quenching from forging heat残余应力residual stress消除残余应力stress relieving淬火裂纹quenching crack / hardening flaw淬火应力quenching stress / hardening stress淬火介质quenching medium拉长淬火机stretch-quench machine硬度hardness布式硬度试验Brinell hardness test / Brinelling洛式硬度试验Rockwell hardness test锻件清理抛丸清理shot-blasting / peening抛丸室(机)shot-blast chamber(machine)喷砂清理sand blast cleaning酸洗pickling / dipping滚筒清理tumbling / roller cleaning磨毛刺grinding / burring设备分类工艺设备manufacturing equipment标准设备standard equipment非标准设备non-standard equipment通用设备vniversal equipment专用设备special equipment热处理设备heat treatment equipment热处理主要设备main equipment for heat treatment热处理辅助设备auxiliary equipment for heat treatment热处理成套设备(热处理生产线)complete set of heat treatment equipment热处理炉heat treatment furnace燃料炉fuel-fired furnace燃气炉gas-fired furnace燃油炉oil-fired furnace燃煤炉coal-fired furnace电热设备electro-heat installation电热装置electro-heat equipment工作温度working temperature工作区尺寸working space dimensions生产率production rate额定温度rated temperature炉温自动控制automatic control of furnace temperature炉温程序控制program control of furnace temperature炉温的时间比例控制time ratio control of furnace temperature 风室wind chamber连续式炉continuous furnace多区域炉multi-zone furnace感应加热设备表面加热surface heating感应加热induction heating工频mains frequency低频low frequency中频medium frequency超音频ultrasonic frequency高频high frequency超高频ultrahigh frequency感应加热设备induction heating equipment。
毕业论文外文翻译-铸造、锻造和焊接
Casting、Forging and Welding1. CastingMetal casting is one of the oldest of all industries, both ancient and medieval history offering examples of the manufacture and use of casting. From simple axeheads poured from copper in open moulds some 5000 years age, casting in the pre-Christian world developed to a point at which elaborate bronze statuary could be produced in two-piece and cored moulds. By the end of the medieval period, decorated bronze and pewter casting had begun to be used in European church and domestic life.The widespread adoption of cast iron as engineering material awaited the success of Abraham Darby in 1790 in smelting in the coke blast furnace; this paved the way for the massive use of cast iron in construction during the years following the industrial revolution.Many foundries sprang up after the industrial revolution, the vast majority being for the manufacture of the cast iron then being used as a structural material. The quantity production of iron castings in the nineteenth century was not matched by a universal advance in quality and the engineering use of the products encountered more serious risks in a non-ductile material.Despite the skill of the molder in producing complex forms, there was little change in the metallurgical and engineering situation until the modern era brought a better understanding of the factors determining quality. With modern techniques of process control the rudimentary judgment of the operator could give way to objective measurements of metal temperature, molding material properties and other production variables. These improvements have been applied not only to cast iron but to a wide range of cast alloys.There are four basic casting methods: sand-casting, die-casting, investment-casting, and centrifugal casting.Sand-casting is the most widely used method employed in foundry. In this process, sand moulds are contained in metal molding boxes that have four sides but no top or bottom. During the molding operation the boxes are located togetherby pins so that they can be separated to remove the pattern, and replaced in the correct position before the metal is poured in. The boxes are clamped together, or the cope (top section) weighted down when pouring to prevent the cope from “floating away”from the drag (lower section) when the mould is full of molten metal. The sequence when molding the simple two-part mould to cast a bracket is illustrated as follows.At the first stage the pattern is seated on the moulding board. The pattern is covered with facing sand, which is a specially prepared sand of good quality, which can take a clean and smooth impression, and can resist the heat from the molten metal that will be in contact with it. The facing sand is backed up with molding sand, which is old facing sand from previous moulds. The molding sand is carefully rammed up so that it is fairly tight around the pattern to produce a good solid mould, yet permeable enough to allow the gases produced during casting to escape. The sand is finally leveled off.At the second stage the mould with the pattern still in position is inverted; the exposed sand lightly covered with parting sand, and the exposed pattern with facing sand.(The parting sand has no cohesion, and is introduced to permit a clean separation when the mould is opened up to remove the pattern .) The second molding box is located in position on the first box and filled with molding sand. Two or more plugs are introduced when the second box is being filled (these are removed later, leaving channels in the sand). One of these plugs is positioned to one side of the pattern. The sand is rammed up and leveled off.Now, at stage 3, to allow the pattern to be removed. This is done by screwing a bar with a threaded end into a suitable insert in the pattern, damping the sand around the pattern, and gently rapping the bar in all directions so that the pattern can be carefully withdrawn. To facilitate the removal of the pattern without scuffing the sides of the impression, all surfaces that lie in the direction of pattern removal are inclined slightly by a small amount (the draw angle).A groove called a gate is cut in the sand face to allow the channel producedby the plug that is outside the pattern to connect with the impression .The metal is poured through this channel (called the runner), and the gate prevents it from dropping straight into the impression and damaging it .The cross-section of the gate is slightly smaller than that of channel so that a full runner will always supply metal to the gate at a slight pressure.Finally, the mould is reassembled, carefully locating and securing the two sections. The top section is known as the cope, and the lower section is known as the drag. The sand in the cope is vented. These vents allow the sand to be rammed up more tightly at the earlier stages without the risk of gases being trapped in the molten metal and forming blowholes in the solid metal. A sand-feeding gate (also called a pouring or bowl) is added to make it easier to pour the metal into the runner. The molten metal is poured through the runner and the air will escape through the riser.The impression will be filled with molten metal when it is completely filled. Gases can escape through the runner and the riser, which also act as headers to supply the impression with more metal to compensate for the contraction of the metal when cooling in the molten state.2. ForgingForging is the plastic working of metal by means of localized compressive forces exerted by manual or power hammers, presses, or special forging machines. It may be done either hot or cold. however, when it is done cold, special names usually are given to the processes. Consequently, the terms“forging” usually implies hot forging done above the recrystallization temperature.Modern forging is a development form the ancient art practiced by the armor makers and the immortalized village blacksmith. High-powered hammers and mechanical presses have replaced the strong arm, the hammer, and the anvil and modern metallurgical knowledge supplements the art skill of the craftsman in controlling the heating and handling of the metal.Forge ability is the term used in the industry to denote a material relative resistance to deformation and its plasticity. While considerable disagreementexists as to precisely what characteristics the word “forge ability” should include, the term as used here is defined as the tolerance of a metal or alloy for deformation without failure, regardless of forging pressure requirements.Raw material used for forging is generally bar or billet stock hot rolled from ingots melted in open-hearth, electric arc, or vacuum arc furnace .other forms and shapes such as rolled slabs, plats, and stock produced by continuous casting techniques are occasionally used .for certain grades ,vacuum arc melting imparts better forge ability than does conventional arc melting . However, the major purpose of vacuum melting is the improvement of mechanical properties and cleanliness, not forging behavior.Equipment behavior influences the forging progress since it determines the feasibility of forging a part and affects the rate of deformation and the temperature conditions.The hammer is the most economical type of equipment for generating load and energy necessary to carry out a forging process, provided that the material being forged can support high deformation velocities. It is most commonly used hot forging equipment for repeated blows on the same workpiece and cannot be overloaded.There are various types of hammers: air-lift gravity drop hammers, power drop hammers, power drop hammers, Counterblow hammers ect. In a simple gravity drop hammer the upper ram is positively connected to a board, a belt, a chain or a piston. When forging the ram is lifted to a certain height and then dropped on the stock placed on the anvil. During the down stroke, the rain is accelerated by gravity and builds up the blow energy. The upstroke takes place immediately after the blow, the force necessary to ensure quick lift-up of the ram can be 3 to 5 times the ram weight. The operation principle of a power-drop hammer is similar to that of an air drop hammer. During the down stroke, in addition to gravity, the ram is accelerated by steam, cold air or hot air pressure. In an electro hydraulic gravity-drop hammer, the ram is lifted with oil pressure against an air cushion. The compressed air slows down the upstroke of the ram and contributes to its acceleration during the down stroke .thus; the electrohydraulic hammer also has a minor power hammer action.Press forging employs a slow squeezing action in deforming the plastic metal, as contrasted with the rapid-impact blows of a hammer. Hydraulic forging press is operated by large pistons driven by high-pressure hydraulic or hydrometric system. The squeezing action is carried completely to the center of the part being pressed, thoroughly working the entire section. These presses are the vertical type and may be either mechanically or hydraulically operated. The mechanical presses, which are faster operating and most commonly used, range in capacity from 5000 to 10000 tons.In the forging press a grater proportion of the total work put into the machine is transmitted to the metal than in a drop hammer. The machine and foundation absorb much of the impact of the drop hammer .press reduction of the metal is faster, and the cost of operation is consequently lower. most press forging s are symmetrical in shape ,having surfaces, which are quite smooth, and provide a closer tolerance than is obtained by a drop hammer .however ,drop forging can forge many parts of irregular and complicated shapes more economically. Forging presses are often used for sizing operations on parts made by other forging processes.For small forgings closed impression dies are used, and only one stroke of the ram is normally require to perform the forging operation .the maximum pressure is built up at the end of the stroke ,which forces the metal into shape .dies may be mounted as separate units, or all the cavities may be put into a single block. for small forgings individuals die units are more convenient .large ingots are now almost always forged with hydraulic presses instead of with steam hammers, since the work done by a press goes deeper. Further, the press can take a cooler ingot and can work to closer dimensions.The forging should be done at about the same temperature as rolling; the process improves the physical properties of the steel just as rolling does. In the final forging it is important not to have the steel too hot, for overheated steel will have poor mechanical properties when cooled. in heating for forging the temperature is usually judged by the eye, but where a large number of thesame patterns will be made, the pieces to be forged are heated in furnaces in which the temperature is indicated by pyrometers, and often is automatically controlled.3. weldingWelding techniques have become so versatile that it is difficult nowadays to define “welding”. Formerly welding was “the joining of metals by fusion”, that is, by melting, but this definition will no longer do. Welding was next defined as the “joining of metals by heat”, but this is not a proper definition either. Not only metals can be welded, so can many of the plastics. Furthermore several welding methods do not require heat. Every machinist is familiar with heatless welding method under some circumstances. Besides these, we can weld with sound and even with the famous laser. Faced with a diversity of welding methods that increase year by year, we must here adopt the following definition of welding:" welding is the joining of metals and plastics by methods that do not employ fastening devices”.There is also no uniform method of naming welding processes. Some processes are named according to the heat source or shielding method, other certain specialized processes are named after the type of joint produced. Examples are spot and butt welding. But an overall classification can not take account of this because the same type of joint may be produced by a variety of processes. Spot welding may be done by electric resistance, arc, or electron-beam processes and butt welding by resistance, flash or any of a number of other methods. Many welding processes are named depending on the heat applied, equipment used, and type of metal to be joined and the strength of the joint.Soldering is the process of joining two metals by a third metal to be applied in the molten state. Solder consists of tin and lead, while bismuth and cadmium are often included to lower the melting point. One of the important operations in soldering is that of cleaning the surface to be joined, this may be done by some acid cleaner. Soldering gives a satisfactory joint for light articles ofsteel, copper or brass, but the strength of soldering joint is rather less than a joint which is brazed, riveted or welded. These methods of metal are normally adopted for strong permanent joints.Pressure welding is known as the simplest method of welding two pieces of metal together. The ends of metal are heated to a while heat—for iron, the welding temperature should be about 1300℃—in a flame. At this temperature the metal becomes plastics. The ends are then presses or hammered together, and the joint is smoothed off. Care must be taken to ensure that the surfaces are thoroughly clean first, for dirt will weaken the weld. Moreover, the heating of iron or steel to a high temperature causes oxidation, and a film of oxide is formed on the heated surfaces. For this reasons, a flux is applied to the heated metal. At welding heat, the flux melts, and the oxide Particles are dissolved in it together with any other impurities which may be present. The metal surfaces are pressed together, and the flux is squeezed out from the center of the weld.Gas welding includes all the processes in which gases are used to obtain a hot flame. Those commonly used are acetylene, natural gas, and hydrogen in combination with oxygen. The maximum temperature developed by oxyhydrogen welding is 3600℉ (1980℃). Hydrogen is produced either by the electrolysis of water or by passing steam over coke. An oxyacetylene weld is produced by heating with a flame obtained from the combustion of oxygen and with or without the use of a filler metal. In most cases the joint is heated to a state of fusion, and as a rule, no pressure is used.Are welding is a process in which coalescence is obtained by heat produced from an electric arc. The electrode or filler metal is heated to a liquid state and deposited into the joint to make the weld. Contact is first made between the electrode and the work to create an electric circuit, and then, by separating the conductors, an arc is formed. The electric energy is converted into intense heat in the arc, which attains a temperature around 10 000°F (5500℃). Either direct or alternating current can be used for arc welding, direct current being preferred for most purposes. A d-c welder is simply a motor-generator set ofconstant-energy type, having the necessary characteristics to produce a stable arc. Arc welding uses commonly metal electrodes or carbon electrodes.Laser Welding is used because of laser’s high heat intensity. It can be operated in any transparent medium without contact with the workpiece, since the laser delivers its energy in the form of light. In welding, the power is delivered in pulses rather than as a continuous beam, the beam is focused on the workpiece and the intense heat produces a fusion weld. Laser welding is slow and is used only for special jobs involving small weldments. Its greatest use is found in the electronics industry.Explosion welding is a process that uses energy from the detonation of an explosive to join two pieces of metal. The explosion accelerates the pieces to a speed at which a metallic bond will form between them when they collide. The weld is produced in a fraction of a second without the addition of filler metal. This is essentially a room temperature process in that gross heating of the workpieces does not occur. The faying surfaces, however, are heated to some extent by the energy of the collision, and welding is accomplished through plastic flow of the metal on those surfaces. Welding takes place progressively as the explosion and the forces it creates advance from one end of the joint to the other. Deformation of the weldment varies with the type of joint. There may be no noticeable deformation at all in some weldments, and there is no loss of metal.译文:铸造、锻造和焊接1.铸造金属铸造是最古老的产业之一,远古时期和中世纪就有人使用和制造铸件了。
铸造英语
1. fundamental a. 基础的,基本的3. process n. 工序、过程vt. 使经历某一过程4. molding(美)n. 造型moulding(英)n. 造型5. casting n. 铸造(法)、浇注、铸件8. mold(美)n. 铸型,型mould(英)n. 铸型,型9. govern vt.vi. 支配,决定(be)governed by 取决于……;由……决定,以……为转移。
10. green sand mold n. 湿(砂)型12. pour vi. Vt. 浇注13. dry sand mold n. 干(砂)型14. mixture n. 混合物,混合料15. ram vi. Vt. 冲紧,紧实16. bake vt. Vi. 烘烤,焙烤17. moisture n. 水分,潮气,湿度18. firm a. 坚硬的19. coremaking n. 制芯20. cavity n. 空腔,空洞,孔21. project vt. Vi. 伸出,突出23. binding material n. 粘结材料,粘结剂25. melt vi. Vt. n. 熔化,熔炼,溶液30. burner n. 燃烧器,燃烧炉32. brass n. 黄铜,铜锌合金bronze n. 黄铜,铜锡合金34. crucible furnace n. 坩埚炉35. cast iron n. 铸铁36. cupola n. 冲天炉37. electric arc furnace n. 电弧炉38. open hearth furnace n. 平炉39. converter n. 转炉41. container n. 容器42. ladle n. 浇包43. cleaning n. 清理,清砂44. finishing n. 打磨45. solidify vt. Vi. 使凝固47. gate n. 浇口,内浇口48. riser n.冒口49. adhere vi. 粘附,粘着50. department n. 工段,车间,部门51. inspect vi. Vt. 检查,检验,部门52. heat treatment n. 热处理2. pack vt. 舂、紧,充填3. withdraw (withdrew,withdrawn)vt. 起出,取出5. riddle n.;vt. 筛,过筛6. screen n.;vt. 筛子,筛分8. unifomity n. 均匀性uniformly ad. 均匀地10. facing sand n. 面砂11. heat-resistant a. 耐热的13. collapse vi. 倒塌,毁坏14. excessive a. 过度的15. escape vi. 逸出16. cause vt.;n. 使产生,引起17. blow-hole n. 气孔18. cope n. 上型(箱)19. drag n. 下型(箱)20. boxlike a. 箱形的21. frame n. 框子22. flask n. 砂箱24. cheek n. 中型(箱)25. joint n.;vt. 连接面,接合面26. vent vt. 通气27. venthole n. 通气孔28. properly ad. 适当地,正确地29. permeability n. 透气性30. interior a. 内部的,里面的31. hard-baked a. 烘干,硬化32. insert vt. 放入 n. (pl.)金属型芯,内冷铁33. undercut n. (铸件上的)凹陷部分34. hollow n. 空穴,孔36. assembly n. 总装,组合件37. molten a. 熔融的38. downward ad. a. 向下39. runner n. 横浇道40. compensate vt. 补偿41. shrinkage n. 收缩,收缩量42. remove vt. 去掉,消除43. lug n. (箱)耳44. pin n. (合箱)销46. mold cavity n. 型腔47. parting surface n. 分型面48. pouring basin n. 浇口盆49. gate sprue n. 直浇道50. bottom board n. 底板51. cross-sectional view n. 剖面图2. non-ferrous a. 非铁(金属)的,有色(金属)的3. light-alloy a. 轻合金4. estimate n.;vt. 评价,判断5. fineness n. 细度,光洁度6. plasticity n. 可塑性7. bond n.;vt. 粘结,粘结力,粘结剂8. refractoriness n. 耐火性9. durability n. 耐久(用)性10. in different degrees 在不同程度上11. constituent n.;a. 成分,组成物12. grain n. 颗粒13. aluminium silicate n. 硅酸铝14. clay n. 粘土15. binder n. 粘结剂16. artificial a. 人工的,人造的17. greensand n. 湿砂18. impression n. 型腔,痕迹19. strickle n. 刮板21. proportioning n. 使成比例,配料,(按比例)配合22. hold together 结合23. fuse v. 熔化24. skin n. 表皮,外壳25. relate to 与……有关26. withstand (withstood)vt. 经得起,耐得住27. synthetic a.;n. 合成的,合成剂28. dig (dug,dug)vt. 挖掘,采掘29. pit n. 矿井,矿坑30. mix v. 混合31. relatively ad. 按比例的,相对地32. select vt. 选用,挑选33. nonthermosetting hydrocarbon resin 非热固性碳氢树脂34. bentonite n. 膨润土35. result from 由…引起,由于36. keep from 防止1. patternmaking n.模样制造2. pattern n. 模样3. patternmaker n. 木模工4. affect vt. 影响,对…起作用5. designing n., a. 设计(的)6. drafting n. 制图7. machining n. 机械加工8. be common to 为…所共有9. talk over 商量,讨论10. planning n. 设计,计划11. blueprint n. 蓝图,设计图12. visualize vt. 想象出,设想出13. preliminary a. 初步的14. cost n. 成本,费用15. order vt. 订货16. distortion n. 变形,挠曲17. location n. 位置18. allowance n. 余量19. parting line n. 分型线20. establish vt. 建立21. layout n. 放样图,设计图22. procedure n. 方法,(生产)过程23. decide upon = decide on 决定,选定,确定24. reproduction n. 复制品25. dress (dressed,drest)vt. 刨光,打磨26. edge n. 边,棱边,侧面27. square a. 方的;n. 角尺28. shrink rule n. 缩尺29. divider n. (pl.)两脚规,分规30. instrument n. 工具,装置31. pointed knife n. 尖刀32. tool n. 工具,刀具,机床33. accuracy n. 精度,准确度34. pattern allowance n. 模样余量,模样放尺35. take into account 考虑,重视36. drawing n. 图样37. check vt.;n. 校队,核对,开裂2. wear n.;vt. 磨损3. rapping n. 松模4. subsequent a. 继起的,后来的5. abrasive a.;n. 磨损的,摩擦的6. impervious a. 不能透过的,不渗水的7. alternately adv. 交替的8. damp a.;n. 潮湿的9. tear n. 撕裂,扯破10. plastic n. (常用pl.)塑料,合成树脂11. gypsum n. 石膏12. plaster n. 熟石膏13. exact a. 精确的,精密的14. undersize n. 尺寸过小,尺寸不足15. draft n. (起模)斜度16. machining provision n. 机械加工余量17. solid shrinkage n. 固态收缩18. freezing temperature n. 凝固温度19. contraction n. 收缩20. allow for 考虑到21. automatically ad. 自动地22. approximate a. 近似的,大约的23. malleable iron n. 可锻铸铁,马铁25. master pattern n. 母模26. draw (drew,drawn)vt. 起出(模样)27. vertical a. 垂直的28. taper vt.;n. 退拔,(起模)斜度29. inward a. 向内的30. mount vt. 固定,装配31. accuracy of finish n. 加工精度Lesson 61. skin-dried mold n. 表面干燥型2. air-dried mold n. 空气干燥铸型3. loam mold n. 泥型4. cement-boned mold n. 水泥砂型5. dry-sand core mold n. 组芯铸型6. investment mold n. 熔模铸型7. maintain vt. 维持,保持,维护10. softness n. 柔软(性,度)11. offer vt.;n. 提供,给予,产生12. resistance n. 阻力,抗(耐)……性13. crack n. ;vi. 开裂,裂纹14. favor=favour vt. ; n. 欢迎,赞成15. close vt. ; a. ; n. 合箱,关闭16. shake out n. (振动)落砂17. continuous cycle n. 连续循环,连续周期18. duration n. 持续时间19. majority n. 多数20. miscellaneous a. ;n. 各种的21. assemble vt. ;n. 装配,组合22. protection n. 保护,防护23. erosion n. 侵(腐)蚀,冲蚀24. corn flour n. 谷粉,玉米粉25. glutin n. 明胶26. molasses n. (废)糖浆27. linseed oil n. 亚麻油28. spray n. ;vt. 喷涂(料)29. gas torch n. 煤气喷灯30. portable a. 手提的,可携的,轻便的31. stove n. 炉子,烘炉32. infrared a. 红外线(的)33. backing sand 背砂,填充砂34. penetrate vt. 渗入Lesson 71. evolve vt. 放出,析出2. overnight ad. ;a. 在前一天晚上,隔夜3. oven n. 烘炉,加热室4. burner n. 燃烧器,喷灯5. charcoal n. 木炭6. circulate v. 循环,流通7. provide v. 供给,供应8. resist vt. 抵抗,耐,承受9. detail n. 细节,部分10. disadvantageous a. 不利的,有害的11. unusual a. 不平常的,独特的12. pattern plate n. 模板13. harden vt. 硬化14. sodium silicate n. 硅酸钠,水玻璃15. clay-free n. 无粘土的16. siliceous a. 含硅的,硅酸的17. carbon dioxide n. 二氧化碳18. promote vt. 促进,加速19. interfere vi. 妨碍,影响20. disintegration n. 溃散21. organic a. 有机的22. wood flour n. 木屑,木粉23. sand mixture n. 型砂24. delay vt. ;n. 耽误,延缓25. inadequate a. 不适宜的,不充分的26. portland cement n. 波特兰水泥(普通水泥)Lesson 81. gating system n. 浇注系统2. refer vt. 把…归类于,指(的是)3. passageway n. 通道4. pouring basin n. 浇口杯,浇口池5. strainer core n. 筛网芯片,撇渣芯,浇口滤片6. fulfill =fulfil vt. 实现,完成,达到7. be defined as ……的定义是,可称为8. be classified as 分成(为)……类9. parting-line gating n. 分型线浇注系统10. bottom gating n. 底注式浇注系统11. erosion n. 冲蚀,侵蚀12. turbulence n. 涡流,漩涡,紊流13. refractory tile pipe n. 耐火材料管14. horn gate n. 羊角浇口15. reversed horn gate n. 倒置羊角浇口16. top gating n. 顶注式浇注系统17. gradient n. 梯度18. directional solidification n. 定向凝固19. server as (for)起…作用,作为20. pencil gate n. 雨林浇口21. wedge gate n. 契形浇口22. choke n. 阻流口,节流口23. side gating n. 侧注式浇注系统24. slot n. 狭缝,隙缝25. step gate n. 阶梯浇口26. deliver vt. 供给,移交,交付27. function vi. ;n. 起作用,作用Lesson 91. satisfactory a. 满意的,(良)好的2. originally ad. 原来,最初3. hardness n. 硬度4. transport vt;n. 运输,输送5. (be)capable of –ing 能…,可以…,容许…6. smoothness n. 光滑度,平滑度7. wash n. 涂料8. coating n. 涂料,涂层9. impart vt. 给予,赋予10. collapsibility n.溃散性11. overstress vt.;n. 使…受(应)力过大,过应力,超载12. knock out 落砂,敲出,分离13. core print 型芯头(座)14. sharp sand n. 角形砂,纯砂15. pine-tree resin n. 松香16. cereal binder n. 谷类粘结剂17. dextrine = dextrin n. 糊精(C6H10O5)18. starch n. 淀粉Lesson 102. alloy n. 合金v. 合铸,熔合,熔成合成8. intentionally ad. 有意地,故意地9. blast n. v. 鼓风,(一股)气流10. blast furnace 高炉,鼓风炉11. nickle n. 镍12. chromium n. 铬13. molybdenum n. 钼14. graphite n. 石墨15. property n. 特性,性能16. mechanical property 机械性能17. metallurgical a. 冶金的,金相的18. distribution n. 分布,分布状态19. microscope n. 显微镜20. specimen n. 试样,样品,标本21. grind v. 磨光,磨快(过去式ground)22. polish v. 抛光,打光,发亮23. etch v. 侵蚀,腐蚀24. matrix n. 基体26. extend v. 延长,延伸,扩张27. ferrite n. 铁素体28. cementite n. 渗碳体29. pearlite n. 珠光体30. austenite n. 奥氏体31. steadite n. 斯氏体磷化物共晶体32. solution n. 溶解,溶液,熔体,解决(办法)33. solid solution 固溶体Lesson 111. white cast iron 白口铸铁2. malleable a. 有延展性的,可锻的3. malleable cast iron 球墨铸铁4. nodular a. 球粒状的5. nodular cast iron 球墨铸铁6. reminder n. 剩余物,剩下物7. chill n. a. v. 激冷,冷铁,冷铸,白口层8. rim n. 轮缘9. machining quality a. 机加工性能,被切削性10. forging n. 锻造,锻件11. ductility n. 韧性,延性12. separate v. 分离,析出13. temper v. n. 回火,搀和,加水混砂14. temper carton 退火碳15. interrupt v. 中断,阻碍16. implement n. 机具,农具17. agricultural implement 农具18. fitting n. a. 装配,配件,连接件19. pipe fitting 管接头,管配件20. instead of 代替,而不是21. in this respect 在这一点上,在这方面Lesson 121. primarily2. corrosion n. 腐蚀,侵蚀3. atmospheric a. 大气的,常压的4. exposure n. 暴露,照射5. plating n. 镀层,电镀,喷镀6. heat-treatable a. 可热处理的7. definite a. 确定的,一定的9. (be)prone to 易于,倾向于10. reaction a. 反应,反作用11. (be)liable to 易于…,有…倾向12. oxidation n. 氧化13. whilst =(while) conj. 当…时,而14. flux n. 熔剂,焊剂15. cover flux 覆盖剂16. cleanse vt. 去掉,清除17. oxide n. 氧化物18. to the extent of 到…程度19. aging = (ageing) n. 老化,时效20. self-aging 自然时效21. strain n. 应变,变形22. stability n. 稳定性23. titanium n. 钛24. in varying proportions 按不同的比例25. nonmagnetic a. 无磁的,非磁性的26. nonsparking a. 不产生火花的27. possess vt. 具有,拥有,占有30. equipment n. 设备,装备31. comparable with 可与…相比的,与…相类似的Lesson 132. specify vt. 规定8. impact resistance n. 抗冲击性9. wear resistance n. 耐磨性,磨损阻力10. acid resistance n. 耐酸性11. weldability n. 可焊性,焊接性12. rigidity n. 刚性,刚度13. deflection n. 挠曲,弯曲,挠度14. separately ad. 单独地15. identify vt. 识别,鉴定,验明16. yield strength n. 屈服强度17. ductility n. 韧性,可锻性,延性18. effectiveness n. 有效性19. with regard to 就…而论,对于,关于20. deoxidizer = deoxidiser n. 脱氧剂,还原剂21. soundness n. 完好的程度22. adversely ad. 相反地23. objectionable a. 有害的,不好的24. tolerate vt. 允许,承受Lesson 141. cylinder n. 圆柱体,汽缸2. shell n. 壳体,贝壳3. casing n. 箱,盒,壳,套4. lining n. 衬,衬里,内衬5. brick n. 砖vt. 砌砖6. windbox 风箱,风带7. encircle vt. 环绕,绕……行一周9. support vt. 支撑,支承10. leg n. 腿,脚,支柱11. hunge v. 铰接,用铰链结合;n. 铰链12. semicircular a. 半圆形的13. prop n. 撑杆,炉底撑杆14. remain vi. 剩下,余留15. coke n. 焦炭16. slag n. 炉渣,熔渣17. blower n. 鼓风机,风扇18. taphole 出铁孔19. spout n. 出铁槽,流槽,水落管20. float vi. 漂浮21. sighthole 观察孔22. charging door 加料门23. occupy vt. 占有,占据24. combustion n. 燃烧25. theoretical a. 理论上的26. boundary n. 边界,分界,界27. oxygen n. 氧28. eliminate vt. 除去,消除32. coke bed 底焦33. oxidize v. 使氧化34. influence n. 影响 vt. 影响,对…有作用35. regulate vt. 调整,调节36. efficiency n. 效率37. collect v. 收集,聚集38. preheat v. 预热39. stack n. 烟囱,炉身,堆40. represent v. 代表,意味,象征41. waste n. v. 废物,浪费,纱头,回丝 a. 无用的,废弃的Lesson 151. mass n. 物质,质量 a.大量的,集中的2. mass-production 大量(大批,成批)生产3. previous ad. 以前,预先4. backbreaking a. 累人的5. item n. 条,项,项目6. outstanding a. 显著的,突出的7. advantage n. 优点,有利条件8. dimensionally ad. 在尺寸方面11. fixture n. 夹具13. coordinate v. 配合,使同等14. coordinating n. 配套设备15. stationary a. 不动的,静止的16. permanent a. 永久的,恒定不变的17. foundation n. 基础,地基18. jolt v. ;n. 震击19. squeeze v. ;n. 压实20. piston n. 活塞21. combination n. 结合,组合22. tendency n. 倾向,趋势23. correct vt. 纠正,改正24. compress vt. 压缩25. compressed air 压缩空气26. source n. 源,源泉27. valve n. 阀28. knee valve n. 膝阀29. exhaust n. ;v. 排出30. port n. 口,港口31. cycle n. 循环,周期32. swing v. 回转,摇摆,摆动33. force vt. 迫使,推动;n. 力,力量34. diameter n. 直径Lesson 161. sand slinger n. 抛砂机2. throw vt. ;n. 掷,抛3. impact n. ;vt. 冲击4. mechanism n. 机构,机理5. impeller n. 叶轮6. blade n. 叶片vane n. 叶片8. endless bucket elevator 环形斗式提升机9. track n.;v. 轨道,跟踪10. bay n. 柱距,跨(度)12. centralized fingertrip control 中心按钮控制13. back and forth 前后,来回14. as compared with 与…比较15. aerate vt. 松砂16. provide with 装有,具备17. remote-contro station 遥控台18. visibility n. 能见度,视野,视界Lesson 171. gain ground 有进展2. in the order of 大约,按……次序3. enormous a. 巨大的4. fettling n. 清理,补炉5. none at all 一点也没有6. joint line 分型线7. feeder n. 冒口,补缩包8. dilation n. 扩大,膨胀9. bring about 引起、生产、导致10. ferrostatic head 铁水静压头11. dense a. 致密的12. uncommon a. 难得的、不平常的13. sophistication n. 采用先进技术14. associate vt. 联合be associated with 在…同时,与…有联系15. recover vt. 回收,复原16. expenditure n. 费用17. capital expenditure 基建费18. superior a. ;n. 优等的19. gradually ad. 逐渐20. short series 小批量21. jobbing n. 重复性很小的工作22. unsophisticated a. 不复杂的,简单的23. manual a. ;n. 手工的,手册24. assist vt.;n. 辅助25. lift vt. 起吊,提升26. rational a. 合理的27. criterion (复数criteria) n. (判断的)标准,准则28. prototype n. 原型,样机29. providing conj. (=provided)只要,如果30. delicate a. 精细的,易损的,脆弱的Lesson 181. scale n. 锈皮3. adequate a. 充分的,足够的,适当的5. stiff a. 硬的6. bristle n. (刷子等的)毛7. chisel n. 錾子,凿子8. barrel n. 筒,桶9. tumbling n. 清理滚筒10. rub v. 摩擦11. breakage n. 破裂,断裂12. absorb vt. 吸收,缓冲13. jet n. 气流,射流,水流14. velocity n. 速度15. cabinet n. 小室16. sand blast cabinet 喷砂室17. nozzle n. 喷嘴18. shatter v. 打碎,打破19. shatterproof glass 防震玻璃20. completion n. 完成,结束21. helmet n. 防护面具,头盔22. pneumatic a. 气动的,风动的23. pneumatic chipping hammer 风铲24. grinder n. 砂轮机,磨床25. pneumatic grinder 风动砂轮机26. centrifugal a. 离心的27. hopper n. 斗,仓28. storage hopper 贮存斗29. blade wheel 叶轮30. emery n. 金刚砂,磨光31. emery wheel 砂轮32. dust n. 灰尘33. dust-collecting device 击沉装置3. carbon n. 碳4. silicon n. 硅5. manganese n. 锰6. sulfur = (sulphur) n. 硫7. phosphorus n. 磷8. molybdenum n. 钼9. nickel n. 镍10. tungsten n. 钨11. vanadium n. 钒12. zirconium n. 锆13. calcium n. 钙14. silica n. 二氧化硅,石英。
焊接-铸造-热处理专业英语-汇总
ablution 清洗abrasion/abrasive/rub/wear/wearing abrasion/abrasive/rub/wear/wearing resistance (property) 耐磨性abutting joint对接:accessories附件acetone丙酮acetylene welding气焊:acetylene 乙炔additional stress附加应力adhesive胶粘剂:ADMITE ROLL 半钢辊after treatment后续处理:age hardening 时效硬化ageing/aging 时效ageing老化ageing老化处理agglomerant粘结剂:agglomeration烧结aging 时效处理air cooling 空冷air hardening 气体硬化air patenting 空气韧化air supply送气Al-alloy铝合金:aliquation偏析性allowable variation允许偏差alloy合金:alternating current交流amorphous非晶态:ampere 电流安培angle iron角钢angle square角尺angle steel角钢angle welding 角焊angular deformation角变形:angularity曲率:anneal 退火anode effect 阳极效应anode region阳极区:anodizing 阳极氧化处理anticipation预处理:anti-friction润滑剂:arc starting 起弧arc stream弧柱区:arc welding电弧焊:arc 电弧argon arc welding 氩弧焊接argon arc welding氩弧焊argon tungsten-arc welding钨极氩弧焊:argon welding氩弧焊:arrangement diagram布置图arresting gear制动器:atomization雾化法:atomloy treatment 阿托木洛伊表面austempering 奥氏体等温淬火austenite 奥氏体austenite 奥斯田体/奥氏体auxiliary process辅助工序:axiality同轴度axonometric drawing轴测图backing-out punch冲床:bainite 贝氏体baiting valve放料阀band plate带板banded structure 条纹状组织BANITIC ACICULAR 贝氏体针壮组织banjo fixing butt jointing对接接头bar 棒材bare electrode 光熔接条barrel plating 滚镀barrel tumbling 滚筒打光basic process基本工序bead weld堆焊bend deformation弯曲变形bending deformation挠曲变bending radius弯曲半径bend弯曲:beveled edges坡口billet 方钢,钢方坯binder结合剂:bisectrix等分线black oxide coating 发黑blackening 染黑法blank 坯料,半成品blanking冲裁:blank毛坯:blank坯料blind plate隔离盲板block up封堵bloom 钢坯,钢锭blow hole气孔blowing plastics吹塑塑料:blue shortness 青熟脆性bolton螺栓紧固bonderizing 磷酸盐皮膜处理boron fiber硼纤维:bottom plate底板box annealing 箱型退火box carburizing 封箱渗碳brake block刹车片brass 黄铜braze welding钎焊:brazing alloy硬钎料:bright electroplating 辉面电镀bright heat treatment 光辉热处理Brinell hardness 布氏硬度brittle fracture脆性断裂:brittleness 脆性bronze 青铜BR顺丁橡胶buckle满扣buckling deformation翘曲变形burning过烧:butt joint对接butt welding 对接焊接butt weld对接焊缝butt weld对接焊缝bypass heat treatment 旁路热处理cadmium 镉calender压延:camber 电弧弯曲cant斜面carbide 炭化物carbon arc air gouging碳弧气刨:carbon arc welding碳弧焊:carbon content 含碳量carbon elimination脱碳:carbon filter碳纤维:carbon steel tube碳钢管carbon steel碳钢焊条carbon steel碳素钢:carburized case depth 浸碳硬化深层carburizing 渗碳carrier填料cascade 阶叠熔接法case hardening 表面硬化表面淬硬cast (foundry mold) 铸型:cast steel 铸钢casting head冒口:casting property铸造性能:casting stress铸造应力:casting structure铸件结构:casting technique铸造工艺:casting under low pressure低压铸造:casting 铸(件)cementite 渗碳体cementite 炭化铁center bearing bracket中心支架center line中心线center plate中幅板centrifugal casting离心铸造:centripetal canting pull rope向心斜拉筋ceramic material陶瓷材料:ceramic陶瓷:cere蜡膜:certification of fitness质量合格证书channel steel expansion ring槽钢胀圈chaplet型芯撑:Charpy impact text 夏比冲击试验chemical constitution化学成分:chemical plating 化学电镀chemical vapor deposition (CVD) 化学气相沉积:chemical vapor deposition 化学蒸镀chromium 铬cinder inclusion 夹渣circumcresent cake-like forging圆饼类锻件:circumferential weld环缝clad weld 被覆熔接clamping apparatus工夹具:clamping fixture胎具clearance芯头间隙:CO2 gas shielded arc welding二氧化碳气体保护焊:coarsening 结晶粒粗大化coating 涂布被覆coating药皮:cockle stairs螺旋爬梯cold deformation冷变形:cold shortness 低温脆性cold shut冷隔:coldlap重皮cold-shortness冷脆性:collar extension环口combination化合:comemtite 渗碳体component part构件composite material复合材料composition material复合材料:compounding混合:compressibility压缩性cone锥体:constant temperature line method等温线法constringency收缩性:consumable electrode argon welding熔化极氩弧焊:content gauge液位计continuous weld连续焊缝:contour forging模锻:contraction distortion收缩变形:controlled atmosphere 大气热处理cooling schedule冷却规范:copper alloy铜合金:copper 合金core hole铸孔core print seat芯座:core register芯头:core setting下芯:core型芯:corner effect 锐角效应corner joint角接:corresponding相应cotton fibre棉质纤维counter-pressure casting差压铸造:covering material涂料crack裂纹:crator 焊疤creep 蠕变creeping discharge 蠕缓放电crystal结晶:CR氯丁橡胶:curve in space空间曲线curving of castings铸造圆角:cushion垫层cut切割datum mark测量基准点datum mark基准点decarburization 脱碳decarburization 脱碳处理decarburizing 脱碳退火deflection 挠度deformation temperatu变形温度re deformation velo变形速度:city deforming变形degree of roughness粗糙度:deoxidizing agen脱氧剂:t depth of hardening 硬化深层descale 除污,除氧化皮等die parting face分模面die parting line分模线:die pressing plastics模压塑料diffusion annealing 扩散退火diffusion welding扩散焊:diffusion welding扩散焊接:diffusion扩散:dimensional tolerance尺寸公差:dip deviation倾斜偏差directional action定向作用doubleskin重皮draft angle模锻斜度draft拉拔:draught穿堂风drawing 拉(件)drawing拉拔:dressing敷料:drift pin冲头:drying干燥:drying烘干ductile cast iron 球墨铸铁ductile cast iron可锻铸铁:ductility韧性:ejecting deposit喷射沉积:elastic distortion弹性变形:elastoplasticity 弹塑性electric arc电弧:electric welding电焊:electrocladding /plating 电镀electrode negative method正接法:electrode焊条electrolytic hardening 电解淬火electrolytic method电解法:electronic welding电子焊:electro-slag welding电渣焊:electro-slag welding电渣焊:elongation 延伸率embedded part预埋件embossing 压花end socket封头enfoldment 折迭engineering ceramics工程陶瓷:engineering plastics工程塑料:engineering plastic工程塑料:entocoele内腔:enwind forming缠绕成形:etching 表面蚀刻excess metal 多余金属explosion cladding method爆炸复合法external diameter外径extruding挤压extrusion method挤压法:extrusion plastics挤出塑料fatigue 疲劳feeding补缩:ferrite 肥粒铁ferrite 铁素体fetal membrane forging:胎膜锻:fibrous tissue纤维组织:filler rod 焊条fillet weld 填角焊接filling water test充水试验filling water test充水试验final forging temperature终锻温度:finished power metallurgical product粉末冶金成品finishing process精整工序:firing equipment加热设备:first stage annealing 第一段退火flame hardening 火焰硬化flame treatment 火焰处理flange sealing surface法兰密封面flash set快速凝固:flat-die hammer自由锻flaw, defect, falling缺陷:flowing power流动性flowing power流动性:flux material焊剂:forge work锻造:forgeability可锻性:forging allowance锻件余量forging die锻模forging drawing锻件图:forging property锻造性能:forging ratio锻造比:forging tolerance锻件公差:forging 锻(件)formation technology成形工艺:foundation ring底圈foundation settlement 基础沉降foundry goods (casting)铸件:foundry sand型砂:freezing method凝固法:freezing凝固:friction welding摩擦焊:full annealing 完全退火full annealing再结晶退火furnace cooling 炉冷fusion area熔合区:fusion metallurgy熔炼:fusion welding熔焊:fusion熔合gas shield 气体遮蔽gas shielded arc welding气体保护焊:gaseous cyaniding 气体氧化法general-purpose plastics通用塑料:generating of arc引弧gland bolt压盖螺栓globular cementite 球状炭化铁glue joint胶接:grain refinement细化晶粒:grain size 结晶粒度:grain 晶粒granolite treatment 磷酸溶液热处理graphite石墨:graphitizing 石墨退火gray cast-iorn灰铸铁:green glue stock生胶:grinding wheel砂轮grinding wheel砂轮片grit blasting 喷钢砂(处理)groove welding 起槽熔接groove坡口:hand face shield 手握面罩hand moulding手工造型hard facing 硬表面堆焊hardenability curve 硬化性曲线hardenability 硬化性hardening and tempering 调质hardening 硬化hardness tester硬度计head face端面heat affected area热影响区heat denaturation热变性:heat processing热处理:heat stress热应力heat treatment 热处理heat/thermal treatment 热处理heat-affected zone热影响区:heat-durability耐热性heating schedule加热规范:hidden arc welding埋弧焊:high carbon steel高碳钢:high energy welding高能束焊:high frequency高频high grade energy welding高能焊:high-melting metal高熔点金属:high-molecular material高分子材料:high-pressure casting高压铸造:HIP热等静压:hit-forging热锻:hoisting upright column吊装立柱honeycomb core materi a蜂窝夹层l hot bath quenching 热浴淬火hot brittleness热脆性:hot dipping 热浸镀hot injiection moulding热压铸:hot pressed sintering热压烧结hydrogen brittleness氢脆hygroscopic cargo吸湿性:immersion method浸渍法:impedance matching 感应淬火in situ原位:inclusion 夹杂物indication 缺陷induction hardening 感应淬火induction hardening 高周波硬化ingot blank锭坯:ingot铸铁initiation forging temperature始锻温度:injection molding压射成型:injiection plastics注射塑料:inoculation孕育处理inscribed circle method内接圆法:inspiratory吸气性:installation fundamental circle安装基准圆insulation绝缘integral 整体interior angle welding line joint内侧角焊缝接头interlayer夹层intermittent weld断续焊缝:investment moulding熔模铸造:ion carbonitriding 离子渗碳氮化ion carburizing 离子渗碳处理ion plating 离子电镀iron carbide 渗碳体iron chill冷铁:isothermal annealing 等温退火jetting冲孔:jig welding 工模焊接joint line分型线:knuckle pivot转向节:lap joint搭接:lap width搭接宽度laser beam welding 雷射光焊接laser welding激光焊:lattice晶格layer-by-layer freezing逐层凝固:lean alloy steel低合金钢:levelness水平度linear contraction线收缩:liquid honing 液体喷砂法local distortion局部变形long axis-like forging长轴类锻件:longitudinal weld longitudinal seam纵向焊缝loose density松装密度:loose piece活块:low alloy steel低合金钢管low carbon steel低碳钢:low temperature annealing 低温退火machine moulding机器造型:machine part机器零件:machining allowance机械加工余量magnetic-pump电磁泵:malleablizing 可锻化退火manganese 锰manual electric arc welding手工电弧焊manual tungsten electrode手工钨极martempering 麻回火处理martensite 马氏体/硬化铁炭measuring method测量方法mechanical damage机械损伤mechanical property力学性能:mechanical stress机械应力medium carbon steel中碳钢melting熔化焊metal electrode insert gas welding MIG 熔接metal material (MR) 金属材料:metal mold casting金属型:metallikon 金属喷镀法metallizing 真空涂膜metallographic structure 金相组织metallographic test 金相试验metallurgy冶金:milling cutter铣刀minimum bending radius最小弯曲半径misrun浇不足molding成型molybdenum 钼mould assembly合型:mould joint分型面:multiple projection welding多点凸焊mushy freezing糊状凝固:NBR丁腈橡胶:necking down缩口negative polarity阴极区nitrided 氮化的nitriding 氮化处理nitriding 渗氮nitrocarburizing 软氮化nodular cast iron 球墨铸铁nodular fine pearlite/ troostite屈氏体nominal diameter公称直径non-corrosive steel不锈钢nonferrous alloy非铁合金nonferrous metal有色金属:non-metal material高分子材料:nonstandard label非标准:normalized zone正火区normalizing 正常化normalizing 正火nugget 点焊熔核oblique rolling斜轧:offsetting错移:oil cooling 油冷oil quenching 油淬化oil stain油污oil whiting test渗透探伤opposition method反接法:outlet valve排气阀ovality椭圆度overageing 过老化overheated zone过热区overheating 过热overlap welding搭接焊overlaying 堆焊oxide film氧化膜oxidizability氧化性:oxyacetylene gas cutting氧乙炔气割parallel and level平齐parallelism平行度parent metal母材parts renewal零件修复patter drawing起模:pattern draft起模斜度:PEARLIC 珠光体pearlite 针尖组织pearlite 珠光体peening of welding 珠击熔接法pelletization制粒:percussion锻接:period of validity有效期periphery周边permanent mould金属模:phase change zone相变区:PHIP准热等静压:phosphating 磷酸盐皮膜处理phosphor/ phosphorus 磷physical vapor deposition 物理蒸镀picking 酸洗,酸浸pipe casting管件pipe thickness管壁厚度plasma arc cutting (PAC) 等离子弧切割:plasma nitriding 离子氮化plasma panel等离子plasma spraying等离子喷涂:plasma welding等离子焊:plastic material塑料plastic property塑性:plastic working塑性加工:plastic yield塑性变形:plate bending rolls卷板机ploymer semiconductor聚合物:plug welding 塞孔熔接plunger piston柱塞:polish修磨pore 气孔positioned welding 正向熔接postweld heat treatment焊后热处理:pouring plastics浇注塑料:pouring position浇注位置pouring浇注:powder metallurgy粉末冶金power source电源pre-annealing 预备退火precipitation hardening 析出硬化precipitation 析出prefabrication baiting预制下料preparation制备:press casting压力铸造:press over system溢流法press quenching 加压硬化press welding压焊pressed compact压坯:pressure vessel压力容器pressure welding 压焊process anneal 进行退火process annealing 制程退火process specification工艺规程:processing parameter工艺参数:processing property工艺性能:profile steel型钢progressive solidification顺序凝固:propane gas cutting 丙烷气切割pull out拔长:punching the wad冲孔连皮punching冲压:pure nickel electrode 纯镍熔接条quench ageing 淬火老化quench hardening 淬火quenching crack 淬火裂痕quenching distortion 淬火变形quenching of arc熄弧quenching stress 淬火应力quenching 淬火radian in horizontal direction水平方向弧度radius of corner圆角半径rate of contraction收缩率:rawmaterial原材料rebound回弹:reconditioning 再调质recrystallization 再结晶recrystallize再结晶:red shortness 红热脆性reduction method还原法:reelpipe卷管reinforced plastics增强塑料reinforcement of weld 加强焊接relaxation of residual stress 消除残余应力remaining stress 残余应力render打底residual stress 残留应力resin树脂resist 抗蚀护膜resistance (property) 耐磨性resistance of deformation变形抗力:resistance welding电阻焊:resistant material耐腐蚀retained austenite 残留奥return temperature回复温度:reverse side反面reversible deformation method反变形法:rib reinforcement加强筋rigid fixing method刚性固定法:rigidity 刚性,刚度riverting铆接Rockwell hardness 洛氏硬度roll down轧制roll forging辊锻:roll forming辊轧:rolling 轧(件)rolling轧制:root running 背面熔接rubber橡胶:rupture弯裂:rust prevention 防蚀salt bath quenching 盐浴淬火sand blast 喷砂处理sand blasting 喷砂(处理)sand casting process砂型铸造:sand fusion粘砂:SBR丁苯橡胶:scale 氧化皮screen separation筛分seam welding 流缝熔接seam welding缝焊:seam 焊缝seaming 接合seasoning 时效处理second stage annealing 第二段退火section 型材sectional bar型材:secular distortion 经年变形segregation 偏析selective hardening 部分淬火semi-vitreous半熔融:series seam welding 串联缝熔接service performance使用性能:set-type diameter排版直径shape-righting矫形处理shaw process陶瓷型铸造:shearing deformation剪切变形:shearing machine剪床:shell ring筒节sheroidisation球化处理:shot blast 喷丸处理shot blasting 喷丸(处理)shot peening 珠击法shrinkage cavity缩孔shrinkage porosity缩松:shrinkage void缩孔:shrinkage 缩孔,疏松SHS welding自蔓延焊接:sidewall侧壁silicon 硅single line drawing单线图single stage nitriding 等温渗氮sintered-carbide硬质合金:sintering 烧结处理skip welding process 跳焊法skip welding跳焊slag熔渣slow cool缓冷:slurry料浆:smirch沾污smooth file细锉soaking 均热处理soft solder软钎料:softening 软化退火soldered joint焊接接头:soldering wire焊丝:sol-gel method溶胶-凝胶法:solid solubility固溶solid solution 固溶体solution treatment 固溶化热处理solution 固溶处理sonim 夹砂sorbite 索氏体spacing间距spark 火花spectrum analysis光谱分析spheroidal球墨铸铁spheroidizing 球状化退火splash飞溅物spot welding 点焊接spot welding点焊stability test稳定性试验stabilizing treatment 安定化处理stainless steel不锈钢steel ingot 钢锭steel plate钢板steel wire钢丝stiffening plate补强板stiffening rib顶板加强肋stitch welding 针角焊接stochastic随机stock 原料straightening annealing 矫直退火straightness accuracy直线度strain ageing 应变老化strength test强度试验strength 强度stress concentration应力集中:stress condition应力状态:stress relief 应力释放stress relieving annealing 应力消除退火strip footing条形基础stuccoing撒砂:stud arc welding 电弧焊接subzero treatment 生冷处理sulfer/sulphur 硫sulfuration硫化:superburning过烧:supercooling 过冷surface corrosion concentration表面锈蚀浓度surface hardening 表面硬化处理symmetrically对称:synthetic fibre合成纤维:system制度tacking定位焊take charge of ;undertake担任tamping drum辗压tapping开孔tee welding丁字焊缝temper brittleness 回火脆性temper colour 回火颜色tempering crack 回火裂痕tempering 回火tensile testing 拉伸试验test specimen 试样texture 咬花thermal refining 调质处理thermal storage capacity蓄热系数:thermoechanical treatment 加工热处理thermoplastic plastics热塑性塑料:thermosetting plastic热固性塑料:thin film薄膜:thixotropy casting触变铸造:thixotropy forging触变锻造:time quenching 时间淬火titanium alloy钛合金:tolerance zone尺寸公差带:top plate顶板transformation stress相变应力transformation 变态transverse rolling横轧:tufftride process 软氮化处理tungsten 钨twist rotation扭转:two terminals两端ultrasonic testing/ ultrasonic examination超声波探伤under annealing 不完全退火under laying 下部焊层underburnt欠烧:unevenness凹凸unfitness of butt joint错边量ungrease treatment] 脱脂处理upset镦粗:vacuum carbonitriding 真空渗碳氮化vacuum carburizing 真空渗碳处理vacuum degree leak test真空度检漏vacuum hardening 真空淬火vacuum heat treatment 真空热处理vacuum nitriding 真空氮化vanadium 钒vault拱顶vermicular cast iron蠕墨铸铁:verticality铅垂度verticality重直度Vickers hardness维氏硬度viscoelasticity粘弹性viscosity粘度visual inspection外观检查void 焊接空隙volume contraction体收缩:warm forging温锻:warming-up预热:warping deformation扭曲变形:water quenching 水淬火wave transformation波浪变形:weld bond焊口weld flow mark 焊接流痕weld flush 焊缝凸起weld line 焊接纹weld mark 焊接痕weld penetration 熔接透入weld zone 焊接区weldability焊接性:welded seam焊缝:welded steel pipe焊接钢管welding bead 焊接泡welding bead焊道welding direction 焊接方向welding distortion 焊接变形welding electrode production line 电焊条生产线welding electrode 焊条welding fixture 焊接夹具welding flux焊剂welding generator 电焊机welding goggles 焊工护目镜welding ground 电熔接地welding gun 焊枪welding helmet 电焊帽welding inspection ruler 焊接检验尺welding interval 焊接周期welding line angular distortion焊缝角变形welding line焊缝welding machine 焊接机welding material焊接材料:welding method焊接方法:welding mill 焊管机welding motor generator 电动焊接发电机welding neck对焊welding nozzle 焊嘴welding paste 焊接药膏welding pipe 焊接管welding powder 焊粉welding procedure焊接工艺welding rectifier 焊接整流器welding robot 焊接机器人welding rod extrusion press 焊条挤压机welding rod with acidic coating 酸性焊条welding rod with alkaline coating 碱性焊条welding rod 焊条welding simulator 焊接模拟器welding spatter飞溅welding stainless electrode 不锈电焊条welding steel tube 焊接钢管welding stress 熔接应变welding stress焊接应力:welding tin billet 焊锡棒料welding tongs 焊接夹钳welding torch 焊炬welding torch 熔接气炬welding transformer 电焊变压器welding unit 焊机welding wire machine 焊线机welding wire 焊丝welding 焊接welding-cutting hose 熔焊及切割胶管welding-cutting tool 焊割具welding-rod core 焊条芯welding-seam cleaner 焊缝清理机weldless pipe 无缝管weldless steel tube 无缝钢管weldment焊件well borer 凿井机well counter 井式计数器well deck vessel 井形甲板船well drill 钻井机well platform 钻井平台well rig 钻井机well testing truck 试井车well thermometer 井温计well tube filter 井管滤管well type tempering electric furnace 井式回火电炉well winch 矿井绞车Wellene 韦纶聚酯短纤维wellhead acid preventer 井口防酸器well-logging probe 测井探头Welltite 韦纶泰特聚丙烯和聚乙烯单丝well-type counter 井型计数器Welsbach's alloy 韦尔斯巴赫发火合金welt cementing machine 贴边粘合机welt coloring machine 贴边染色机welt cutting machine 切沿条机welt fitting machine 贴边机welter screen 翻滚筛welter 镶边机Wepsin 三唑磷胺Wessel silver 韦塞尔铜镍锌合金Westeeco 韦斯蒂科镍铬铁耐热合金Westinghouse alloy 西屋镍铜热磁补偿合金wet spinning frame 湿纺细纱机wet air compressor 湿空气压缩机wet air pump 湿空气泵wet and dry bulb hygrometer 干湿球湿度计wet and dry bulb recording hygrometer 干湿球自记湿度计wet and dry bulb thermometer 干湿球温度计wet ball mill 湿式球磨机wet blue goat leather 山羊蓝湿革wet blue goat skin 蓝湿山羊皮wet board machine 湿式纸板机wet brush 湿刷wet chrome goat skin 铬湿山羊皮wet cleaner 湿法清洗器wet cloth 湿光布wet clutch 湿式离合器wet collector 湿式除尘器wet condenser 湿式冷凝器wet crude 含水原油wet crushing mill 湿粉碎机wet cylinder liner 湿式气缸套wet drill 湿式风钻wet dust collector 湿式收尘器wet dust separator 湿式除尘器wet electrolytic capacitor 电解液电容器wet electro-magnet 湿式电磁铁wet feeder 湿式给料机wet fiber filter 湿式纤维过滤器wet filter 湿式过滤器wet fourdrinier board machine 长网湿抄机wet frame 湿纺机wet furfural condenser 含水糖醛冷凝器wet gas meter 湿式气量计wet gas scrubber 湿法气体洗涤wet method enwind湿法缠绕whisker晶须:work-hardening加工硬化:workpiece工件壁厚yield strength 屈服强度。
机械制造专业外文翻译--锻造
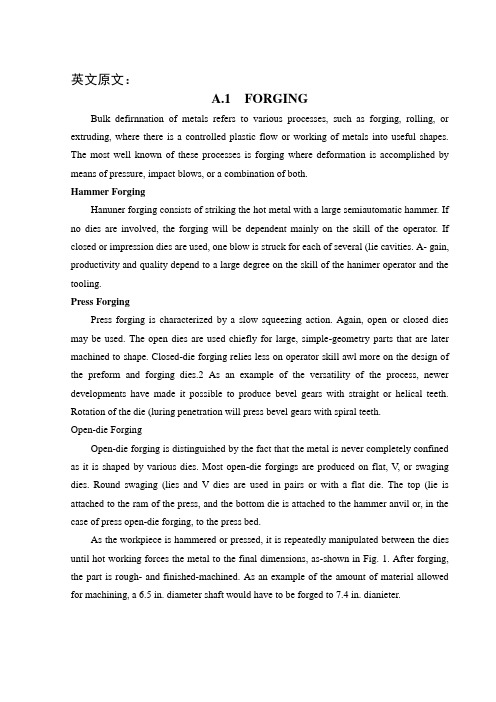
英文原文:A.1 FORGINGBulk defirnnation of metals refers to various processes, such as forging, rolling, or extruding, where there is a controlled plastic flow or working of metals into useful shapes. The most well known of these processes is forging where deformation is accomplished by means of pressure, impact blows, or a combination of both.Hammer ForgingHanuner forging consists of striking the hot metal with a large semiautomatic hammer. If no dies are involved, the forging will be dependent mainly on the skill of the operator. If closed or impression dies are used, one blow is struck for each of several (lie cavities. A- gain, productivity and quality depend to a large degree on the skill of the hanimer operator and the tooling.Press ForgingPress forging is characterized by a slow squeezing action. Again, open or closed dies may be used. The open dies are used chiefly for large, simple-geometry parts that are later machined to shape. Closed-die forging relies less on operator skill awl more on the design of the preform and forging dies.2 As an example of the versatility of the process, newer developments have made it possible to produce bevel gears with straight or helical teeth. Rotation of the die (luring penetration will press bevel gears with spiral teeth.Open-die ForgingOpen-die forging is distinguished by the fact that the metal is never completely confined as it is shaped by various dies. Most open-die forgings are produced on flat, V, or swaging dies. Round swaging (lies and V dies are used in pairs or with a flat die. The top (lie is attached to the ram of the press, and the bottom die is attached to the hammer anvil or, in the case of press open-die forging, to the press bed.As the workpiece is hammered or pressed, it is repeatedly manipulated between the dies until hot working forces the metal to the final dimensions, as-shown in Fig. 1. After forging, the part is rough- and finished-machined. As an example of the amount of material allowed for machining, a 6.5 in. diameter shaft would have to be forged to 7.4 in. dianieter.In open-die forging of steel, a rule of thumb says that 50 lb of falling weight is required for each square inch of cross section.Impression-die ForgingIn the simplest example of impression-die forging, two dies are brought together, and the workpiece undergoes plastic deformation until its enlarged sides touch the side walls of the die (Fig. 2). A small amount of material is forced outside the die impression, forming flash that is gradually thinned. The flash cools rapidly and presents increased resistance to deformation, effectively becoming a part of the tool, and helps build up l)ressUre inside the bulk of the work- piece that aids material flow into unfilled impressions.Closed-die forgings, a special form of impression-die forging, does not depend on theformation of flash to achieve complete filling of the (lie. Thus closed-die forging is considerably more demanding on die design. Since pressing is often completed in one stroke, careful control of the workpieee volume is necessaiy to achieve complete filling without generating extreme pressures in the dies from overfilling.Extrusion ForgingAs with upsetting, extrusion forging is often accomplished by cold working. Three principal types of metal displacement by plastic flow are involved. Backward and forward, tube, and impact extrusion are shown in Fig. 3. The metal is placed in a container and corn- pressed by a ram movement until pressure inside the metal reaches flow-stress levels. The workpiece completely fills the container, and additional pressure causes it to leave through an orifice and form the extruded product.Extruded products may be either solid or hollow shapes. Tube extrusion is used to produce hollow shapes such as containers and pipes. Reverse-impact extrusion is used for mass production of aluminum cans. The ram hits a slug of metal in the die at high impact, usually 15 times the yield strength of the metal, which causes it to flow instantaneously up the walls of the die. Other common hollow extrusion products are aerosol cans, lipstick cases, flashlight cases, and vacuum bottles. Secondary operations, such as heading, thread rolling, dimpling, and machining, are often needed to complete the items.Generally steel impacts are limited to 2.5 times the punch diameter. Hydraulic presses areused for loads of over 2000 tons because they have a greater variation in stroke length, speed,and other economic advantages. Tolerances vary with materials arid design, hut productionruns calling for 0.002- to 0.005-in, tolerance are regularly made.Roll ForgingRoll forging in its simplest form consists of a heated billet passing between a pair of rollsthat deform it along its length (Fig. 8-4). Compared to conventional rolling processes, therolls are relatively small in diameter and serve as an arbor into which the forging tools aresecured. The active surface of the tool occupies only a portion (usually half) of the rollcircumference to accommodate the full cross section of the stock.The reduction of the cross section obtainable in one pass is limited by the tendency of thematerial to spread and form an undesirable flash that may be forged into the surface as a90rota- defect in the subsequent operations. The workpiece is int roduced repeatedly withtion between passes.Ring RollingRing rolling offers a homogeneous circumferential grain flow, ease of fabrication andmachining, and versatility of material size . Manu- facture of a rolled ring starts with asheared blank, which is forged to a pancake, punched, and pierced.There is no limit to the size of the rolled rings, ranging from roller-bearing sleeves to Fig.4 Roll forging rings 25 ft in diameter with face heights of 80 in. Various profiles may berolled by suitably shaping the driven, idling rolls.CAD/CAM in ForgingCAD/CAM is being increasingly applied to frging. Using the three-dimensional description of a machined part, which may have been computer designed, it is possible to generate the geometry of the associated forging. Thus the forging sections can be obtained from a common (laiR base. Using well-known techniques, forging loads and stresses can be obtained and flash dimensions can be selected for each section where metal flow is approximated as ro dimensional (plane strain or axisymmetric ). In some relatively simple section geomethes, computer simulation can be conducted to evaluate initial guesses on preform sections. Once the preform geometry has been developed to the designer¡¯s satisfaction, this geometric data base can utilized to write NC part programs to obtain the NC tapes or disks for machining.A.2 HEAT TREATMENT OF METALAnnealingThe word anneal has been used before to describe heat-treating processes for softening and regaining ductility in connection with cold working of material. It has a similar meaning when used in connection with the heat treating of allotropic materials. The purpose of full annealing is to decrease hardness, increase ductility, and sometimes improve machinability of high carbon steels that might otherwise be difflcult to cut. The treatment is also used to relieve stresses, refine grain size, and promote uniformity of structure throughout the material.Machinability is not always improved by annealing. The word machinability is used to describe several interrelated factors, including the ability of a material to be cut with a good surface finish. Plain low carbon steels, when fully annealed, are soft and relatively weak, offering little resistance to cutting, but usually having sufficient ductility and toughness that a cut chip tends to puli and tear the surface from which it is removed, leaving a comparatively poor quality surface, which results in a poor machinability rating. For such steels annealing may not be the most suitable treatment. The machinability of many of the higher plain carbon and most of the alloy steels can usually be greatly improved by annealing, as they are often too hard and strong to be easily cut at any but their softest condition .The procedure for annealing hypoeutectoid steel is to heat slowly to approximately 60C︒above the Ac3 line, to soak for a long enough period that the temperature equalizes throughout the material and homogeneous austenite is formed, and then to allow the steel to cool very slowly by cooling it in the furnace or burying it in lime or some other insulating material. The slow cooling is essential to the precipitation of the maximum ferrite and the coarsest pearlite to place the steel in its softest, most ductile, and least strained condition. NormalizingThe purpose of normalizing is somewhat similar to that of annealing with the exceptions that the steel is not reduced to its softest condition and the pearlite is left rather fine instead of coarse. Refinement of grain size, relief of internal stresses, and improvement of structural uniformity together with recovery of some ductility provide high toughness qualities in normalized steel. The process is frequently used for improvement of machinability and for stress nlief to reduce distortion that might occur with partial machining or aging.The procedure for normalizing is to austenitize by slowly heating to approximately80above the Ac3 or Accm3 temperature for hypoeutectoid or hypereuteetoid steels, C︒respectively; providing soaking time for the formation of austenite; and cooling slowly in still air. Note that the steels with more carbon than the eutectoid composition are heated above the Aom instead of the Ac used for annealing. The purpose of normalizing is to attempt to dissolve all the cementite during austenitization to eliminate, as far as possible, the settling of hani, brittle iron carbide in the grain boundaries. The desired decomposition products are smallgrained, fine pearlite with a minimum of free ferrite and free cementite. SpheroidizingMinimum hardness and maximum ductility of steel can he produced by a process called spheroidizing, which causes the iron carbide to form in small spheres or nodules in a ferrite matrix, in order to start with small grains that spheroid ize more readily, the process is usually performed on normalized steel. Several variations of processing am used, but all reqllin the holding of the steel near the A1 temperature (usually slightly below) for a number of hours to allow the iron carbide to form on its more stable and lower energy state of small, rounded glohules.The main need for the process is to improve the machinability quality of high carbonsteel and to pretreat hardened steel to help produce greater structural uniformity after quenching. Because of the lengthy treatment time and therefore rather high cost, spheroidizing is not performed nearly as much as annealing or normalizing.Hardening of SteelMost of the heat treatment hardening processes for steel are basel on the production of high pereentages of martensite. The first step. therefore, is that used for most of the other heat-treating processes-treatment to produce austenite. Hypoeutectoid steels are heated to approximately 60CC above the Ac3 temperature and allowed to soak to obtain temperature unifonnity and austenite homogeneity. Hypereutectoid steels are soaked at about 60CC above the A1 temperature, which leaves some iron carbide present in the material.The second step involves cooling rapidly in an attempt to avoid pearlite transformation by missing the nose of the i-T curve. The cooling rate is determined by the temperature and the ability of the quenching media to carry heat away from the surface of the material being quenched and by the conduction of heat through the material itself. Table1 shows some of the commonly used media and the method of application to remove heat, arranged in order of decreasing cooling ability.High temperature gradients contribute to high stresses that cause distortion and cracklug, so the quench should only as extreme as is necessary to produce the desired structure. Care must be exercised in quenching that heat is removed uniformly to minimize thermal stresses.For example, a long slender bar should be end-quenched, that is, inserted into the quenching medium vertically so that the entire section is subjected to temperature change at one time. if a shape of this kind were to be quenched in a way that caused one side to drop in temperature before the other, change of dimensions would likely cause high stresses producing plastic flow and permanent distortion.Several special types of quench are conducted to minimize quenching stresses and decrease the tendency for distortion and cracking. One of these is called martempering and consists of quenching an austenitized steel in a salt at a temperature above that needed for the start of martensite formation (Ms). The steel being quenched is held in this bath until it is of uniform temperature but is removed before there is time for fonnation of bainite to start. Completion of the cooling in air then causes the same hard martensite that would have formed with quenching from the high temperature, but the high thermal or ¡°quench¡± stresses that are the primary source of cracks and warping will have been eliminated.A similar process performed at a slightly higher temperature is called austempering. In this case the steel is held at the bath temperarnre for a longer period, and the result of the isothermal treatment is the formation of bainite. The bainite structure is not as hard as the martensite that could be formed from the same composition, but in addition to reducing the thermal shock to which the steel would be subjected under normal hardening procedures, ii is unnecessary to perform any further treatment to develop good impact resistance in the high hardness rangeTemperingA third step usually required to condition a hardened steel for service is tempering, or as it is sometimes referred to, drawing. With the exception of austempered steel, which is frequently used in the as-hardened condition, most steels are not serviceable “as quenched”. The drastic cooling to produce martensite causes the steel to be very hard and to contain both macroscopic and microscopic internal stresses with the result that the material has little ductility and extreme brittleness. Reduction of these faults is accomplished by reheating the steel to some point below the A1 (lower transformation) temperature. The stnictural changes caused by tempering of hardened steel are functions of both time and temperature, with temperature being the most important. It should be emphasized that tempering is not ahardening process, but is, instead, the reverse. A tempered steel is one that has been hardened by heat treatment and then stress relieved, softened, and provided with increased ductility by reheating in the tempering or drawing procedure.The magnitude of the structural changes and the change of properties caused by tempering depend upon the temperature to which the steel is reheated. The higher the ternperatun, the greater the effect, so the choice of temperature will generally depend on willingness to sacrifice hardness and strength to gain ductility and toughness. Reheating to below lOOt has little noticeable effect on hardened plain carbon steel. Between lO(YC and 200T, there is evidence of some structural changes. Above 200T marked changes in structure and properties appear. Prolonged heating at just under the A1 temperature will result in a spheroidized structure similar to that produced by the spheroidizing process.In commercial tempering the temperature range of 25O-425 is usually avoided because of an unexplained embrittlement, or loss of ductility, that often occun with steels ternpered in this range. Certain alloy steels also develop a ¡°temper brittleness¡± in the tempera- ture range of 425-600C︒, particularly when cooled slowly from or through this range of temperature. When high temperature tempering is necessary for these steels, they are usually heated to above 600C︒and quenched for rapid cooling. Quenches from this temperature, of course, do not cause hardening because austenitization has not been accomplished.中文译文:B.1 锻造金属变形方法有多种,比如通过锻造、滚压或挤压,使金属的塑性流动或加工受到控制而得到有用的形状。
铸造专业术语英文
铸造专业术语英文
铸造 (foundry) 是一种将熔化金属或其他材料倒入模具中,然后使其凝固和冷却以获得所需形状和尺寸的制造过程。
铸造是一种广泛应用的制造技术,用于制造各种零件和设备,例如汽车发动机零件、飞机部件、船舶零件、计算机零件和电子设备组件等。
以下是一些铸造专业术语的英文:
1. Foundry - 铸造厂
2. Furnace - 熔炉
3. Mold - 模具
4. Torch - 熔炉炬
5. Furnace gas - 熔炉气体
6. Iron ore - 铁矿石
7. Coal - 煤
8. Coke - 焦粉
9. Dross - 金属氧化物
10. Foundry process - 铸造过程
11. billet - 铸件
12. casting - 铸件
13. gating - 浇口
14. Shell - 壳模
15. foundry equipment - 铸造设备
16. float - 浮砂
17. draw - 拉砂
18. blow - 吹砂
19. malleable iron - 可铸铁
20. Hardened steel - 硬化钢
这些专业术语对于铸造工人、工程师和研究人员来说非常重要,因为它们用于描述铸造过程中的各种步骤和材料。
常用铸造术语中英对照
常用铸造术语中英对照2021-6-26整理(BY BARRY)Ⅰ.根本术语1.压力铸造die casting2.铸造casting,foundry,founding3.铸件casting4.毛坯铸件rough casting5.试制铸件pilot casting6.试模trial shot7.模具mold,mould8.压铸机die casting machine9.铸造设备foundry equipment,foundry facilities10.铸工caster,founder,foundry worker11.压铸工die carter12.铸造厂foundry13.铸造车间foundry shop14.铸造工作者foundry man15.批〔batch一批:a batch;每批:each batch, per batch);lot16.一炉a cast,a heat,a melt17.焊接welding18.铸造三废foundry effluent19.铸锭ingotⅡ.铸造合金、熔炼和浇注1.铸造合金cast alloy2.铝合金aluminium alloy3.铸造复合材料cast composite4.合金元素alloy element5.杂质元素tramp element6.碳化物carbide7.过热superheating8.过冷supercooling9.熔点melting point10.总碳量total carbon11.碳当量carbon equivalent12.碳当量仪eutectometer13.铝硅合金aluminium-silicon alloy14.压铸合金die cast alloy15.压铸铝合金aluminium diecast alloy16.压铸镁合金magnesium diecast alloy17.熔炼smelting18.熔化率melting rate19.元素增加gain of element20.熔剂flux21.熔池bath22.除气熔剂degassing flux23.覆盖剂covering flux24.炉料charging25.金属炉料metallic charging26.回炉料foundry returns 27.废金属料scrap28.熔渣slag29.沉渣sludge30.浮渣dross,scum,cinder31.造渣slag forming32.出渣deslagging33.出渣口slag hole34.炉衬furnace liner35.出炉口tap hole36.出炉温度tapping temperature37.重熔remelting38.坩埚炉crucible furnace39.保温炉holding furnace40.精炼refining41.真空精炼vacuum refining42.除气degassing43.残料heel44.浇注pouring45.自动浇注装置automatic pouring device46.浇包,料斗(勺)ladle47.转运包transfer ladle48.金属残液heel49.冷金属cold matelⅢ铸造工艺与工艺设备die casting process and process device1.铸造性能castability2.流动性fluidity3.充型能力mold-filling capacity4.充型速度(浇注速度)pouring rate;delivery rate5.充型时间filling time6.浇注温度pouring temperature7.比浇注速度specific pouring rate8.浇注时间pouring time9.凝固solidification10.凝固时间solidification11.收缩contraction;shrinkage12.收缩率shrinkage13.液态收缩liquid contraction14.凝固收缩solidification contraction15.固态收缩solid contraction16.液-固收缩liquid-solid contraction17.自由收缩free contraction18.收缩余量shrinkage allowance19.收缩应力contraction stress20.热应力thermal stress21.铸造应力casting stress22.残留应力(剩余应力)residual stress23.热裂倾向性tendency to hot tearing24.铸造工艺设计casting process design25.铸造工艺计算机辅助设计Computer-aided design for the casting process;casting process CAD26.实体造型constructive solid geometry;solid modeling27.充型分析mold filling analysis28.铸造工艺设备设计foundry tools design29.铸造工艺卡casting process card;foundry process card30.铸型装配图mold assembly drawing31.铸件图(毛坯图)drawing of rough casting32.铸造工艺准备preparation of casting technique33.铸件设计casting design34.铸件基准面reference face for machining of casting35.分型面parting face;(mold joint;mold parting)36.不平分型面irregular parting;(irregular joint;match parting)37.阶梯分型面stepped parting;stepped joint38.浇注位置pouring position39.交接壁intersection40.十字交接X-junction41.圆角fillet42.热节(点)hot spot43.加强筋stiffening ribs44.拨模斜度draft45.型腔mold cavity46.工艺孔technological hole47.浇注系统gating system;running system48.直浇道sprue49.横浇道runner50.内浇口ingate,gate51.溢流槽overflow well52.排气槽air vent53.分流锥sprue spreader;spreaderⅣ压力铸造〔特种铸造〕die-casting1.压铸机die casting machine2.冷室压铸机cold chamber die casting machine3.冷室卧式压铸机(卧式压铸机)horizontal(cold chamber)die casting machine4.冷室立式压铸机〔立式压铸机〕vertical(cold chamber)die casting machine5.热室压铸机hot chamber die casting machine6.真空压铸evacuated die casting;vacuum die casting7.压射injection;shot8.压射机构injection system9.压室injection chamber10.压射冲头injection ram;plunger11.压射速度injection speed12.压射比压injection pressure13.增压pressurization 14.充填率rate of filling15.锁型(合型)die locking16.合型机构(锁型机构)die closing mechanism17.锁型力die locking force;clamping force18.拉杆tie bar;tie rod19.压铸模die;die casting die20.定模(定型)fixed die;cover die half21.动模(动型)moving die;ejection die half22.浇口套sprue bush23.留型时间opening time24.顶出机构ejection mechanism25.顶杆ejector pin26.抽芯机构core puller27.余料biscuit;slug28.压铸涂料coating of diecasting;releaseagent29.充型压力mold filling pressure30.充型速度filling speed31.保压压力dwell pressure32.保压时间dwell timeⅤ压铸后加工及其工具1.喷砂清理sand blasting cleaning2.喷丸清理shot blasting cleaning3.抛丸清理wheel blasting cleaning4.滚筒清理tumbling5.抛丸清理机wheel blasting machine6.除浇口degating;trimming7.除毛刺deburring8.去氧化皮descaling9.打磨grinding10.弹丸shot11.抛丸器shot wheel12.喷丸器shot blaster13.砂轮机grinder14.浸渗处理impregnantion15.浸渗剂impregnant16.矫型rectification;straightening coining;17.外表处理surface treatment18.砂带打磨belt sanding19.钻孔;镗孔boring20.脱脂degreasing21.电镀electroplating;electrostatic coating22.夹具clamp;fixture23.机加工machining24.铣milling25.台式铣床bench milling machine26.数控加工中心CNC27.铸件机加工余量machining allowance of casting28.切削液mineral cutting oil29.抛光polishing30.粗加工rough working31.喷涂painting32.冲孔punching33.外表处理surface treatment34.洗净rinse35.车床lathe36.磨床grinder,grinding machine37.铣床milling machine38.钻床drill press39.刨床planerⅥ检测方式/设备/工具量具inspection equipment/facility1.合格质量水平acceptable quality level(AQL)2.气密性试验air tightness test3.大气暴露试验atmospheric corrosion test4.成分分析试验chemical analysis5.破坏性检测destructive inspection6.非破坏性检测nondestructive inspection7.尺寸检测dimensional test8.硬度试验hardness test9.冲击试验impact test10.逐件检查individual check11.抽样检查sampling inspection12.三座标检测microcode13.耐压试验pressure test14.盐雾试验salt spray test15.盐雾试验机salt spray test machine16.拉力测量机tensile test machine17.平面度检测仪flatness inspection guage18.检漏机leakage test machine19.普通检具normal guage20.抽样检查sampling inspection21.耐气候试验weathering test22.x光探伤x-ray test23.X光机X-ray machine24.塞规plug guage25.丝攻screw tap26.锥度规conical guage27.螺纹塞规thread plug guage28.游标卡尺vernier caliper29.半径规radius guage30.测角器/量角器bevel guage31.测径规,厚簿规calliper guage32.高度尺height guage33.深度尺depth guage34.三座标CMM35.光谱仪spectrographⅦ.包装packaging1.护边edge protection2.中间夹层intermediate layer3.多插入口式托盘multiple-entry pallet4.一次性托盘throw-away pallet5.耐气候wether resistanceⅧ图纸相关Drawing Related1.喷砂清理abrasive cleaning2.研磨剂abrasive3.依据according to/Acc to4.阳极氧化anodic oxidation5.外观appearance6.踏板autowalk pallet7.底座基座基准base8.盲孔blind hole9.气孔,气泡blow hole10.孔径hole diameter11.凸台boss12.基准面datum plane13.模定位面cast locator datum plane14.铸造应变casting strain15.中心孔center bore16.外圆角,倒角chamfer17.内圆角fillet18.同心度concentricity19.平面度flatness20.平行度parallel21.粗糙度roughness22.垂直度perpendicularity23.清洁度cleanness24.符合conform to25.残留物,污物contamination26.抽芯孔,铸孔core hole27.耐腐蚀corrosion resistance28.沉孔counterbore29.盖板cover30.关键尺寸critical dimension31.横切试验cross-cut test32.脱炭decarburize33.拔模斜度draft angle/draft34.导电性electric conductivity35.电动扶梯梯级escalator step36.外径〔大径〕external diameter37.内径(小径)internal diameter38.外螺纹external thread39.加工余量machining allowance40.法兰flange41.披锋flash42.自由状态free state43.通用公差〔未注公差〕general tolerance44.符合in accondance with45.来料检验incoming inspection46.标识indication,marking47.绝缘性isolation characteristics48.金属互化物intermetallic compound49.内螺纹internal thread50.每per51.边缘periphery52.永久伸长permanent stretch53.垂直于perpendicular to54.针孔,销孔pin hole55.平面图plan,plane figure56.磨光剂polish agent57.聚酯纤维polyester58.容许应力proof stress59.剩余应力residual stress60.试生产铸件prototype casting61.质量保证quality assurance62.散热器radiator63.耐磨性resistance to abrasion64.肋;筋条rib65.滚丝攻通roll thread thru66.剖面图section67.模具寿命service life of dies68.螺距pitch69.阴影毛坯区域shaded area cast70.收缩shrink71.缩孔shrinkage porosity72.碎片sliver73.烧伤soldering mark74.标准standard/std.75.强度范围strength division76.分层;剥落stripped mark;peeling77.清理外表;外表加工;外表抛光surface finish78.抗拉强度tensile strength79.未注unless otherwise specified/unspecified/unmarked80.凸纹/直纹vein grain81.壁厚wall thickness82.屈服点yield pointⅨ压铸报价Quotation1.适用检测标准acceptable inspection standard2.压铸附加费additional casting cost3.铸造费用casting cost4.折扣价depreciation expenses5.估价estimated price6.离岸价free on board(FOB)7.到岸价cost insurance freight(CIF)8.信用证letter of credit(LC)9.后加工费finishing cost10.定率法fixed rate method11.先行生产go-ahead of produce 12.铝锭价格ingot price13.插件费insert cost14.检测费inspection cost15.熔炼费melting cost16.制造间接(额外)费overhead manufacturing expense17.附加利益profit added18.废品比例rejection percentage19.废品率standard rejection rate20.报废时价值,剩余价值,剩余价值residual value/scrap value21.机器运转费;机器运营本钱running cost of machine22.卖价selling expense23.销售间接费selling overhead24.寿命service life25.(合金)掺合比例standard alloying ratio26.标准价格standard price27.试铸时间time of trial shot28.总价格total cost29.试铸费trial casting cost30.除浇口费trimming cost31.生产yield32.生产率yield rate33.后加工合格率yield rate of finishing34.熔炼生产率yield rate of melting35.压铸成品率overall yield of castingⅩ压铸质量和缺陷casting quality and defect1.废品reject2.化学成分不合格chemical consistenceabnormal3.飞边joint flash4.毛刺veining;burr5.气孔blowhole6.气泡blister7.气泡bubble8.激冷区chill zone9.冷脆性cold shortness10.冷隔cold shut;cold filling11.裂纹crack12.铸点dot13.花纹flower msrk;stripping for shot blast14.外部材料foreign material。
机械工程英语单词
组装、冲压、喷漆等专业词汇Assembly line组装线Layout布置图Conveyer流水线物料板Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet栈板barcode条码barcode scanner条码扫描器fuse together熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME制造工程师MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch镑、英寸EMI gasket导电条front plate前板rear plate后板chassis基座bezel panel面板power button电源按键reset button重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑胶件SOP制造作业程序material check list物料检查表work cell工作间trolley台车carton纸箱sub-line支线left fork叉车personnel resource department人力资源部production department生产部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot机械手hydraulic machine油压机lathe车床planer |'plein|刨床miller铣床grinder磨床driller??床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section superisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |'skræpid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |' ksi'dein|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓name of a department部门名称administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车forklift叉车pallet栈板glove(s)手套glove(s) with exposed fingers割手套thumb大拇指forefinger食指midfinger中指ring finger无名指little finger小指band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿台head of screwdriver起子头sweeper扫把mop拖把vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条jack升降机production line流水线chain链条槽magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机packaging打包missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小)cosmetic defect外观不良slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色scratch划伤poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位safety安全quality品质delivery deadline交货期cost成本engineering工程die repair模修enterprise plan = enterprise expansion projects企划QC品管die worker模工production, to produce生产equipment设备to start a press开机stop/switch off a press关机classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-grade products良品defective products, not up-to-grade products不良品waste废料board看板feeder送料机sliding rack滑料架defective product box不良品箱die change 换模to fix a die装模to take apart a die拆模to repair a die修模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate; barricade隔板carton box纸箱to pull and stretch拉深to put material in place, to cut material, to input落料to impose lines压线to compress, compressing压缩character die字模to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for 准备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生产单位lots of production生产批量steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switchingover切换engineering, project difficulty工程瓶颈stage die工程模automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut die架模shut height of a die架模高度analog-mode device类模器die lifter举模器argon welding氩焊vocabulary for stamping冲压常词汇stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机feeder送料机rack, shelf, stack料架cylinder油缸robot机械手taker取料机conveyer belt输送带transmission rack输送架top stop上死点bottom stop下死点one stroke一行程inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece, block stop 定位块reset复位smoothly顺利dent压痕scratch刮伤deformation变形filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取approval examine and verify审核processing, to process加工delivery, to deliver 交货to return delivenry to.to send delinery backto retrn of goods退货registration登记registration card登记卡to control管制to put forward and hand in提报safe stock安全库存acceptance = receive验收to notice通知application form for purchase请购单consume, consumption消耗to fill in填写abrasion磨损reverse angle = chamfer倒角character die字模to collect, to gather收集failure, trouble故障statistics统计demand and supply需求career card履历卡to take apart a die卸下模具to load a die装上模具to tight a bolt拧紧螺栓to looser a bolt拧松螺栓to move away a die plate移走模板easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked 断裂to lubricate润滑common vocabulary for die engineering模具工程常用词汇die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder文件夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accountingdepartment together (Those of NHK will be sent to financialdepartment)本表请与盘点清册一起送会计部-(NHK厂区送财会部)Application status records of year-end physical inventory List andphysical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/goodparts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具移转成型用模具encapsulation molding低压封装成型射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mmL=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣品质人员名称类QC quality control 品质管理人员FQC final quality control 终点品质管制人员IPQC in process quality control 制程中的品质管制人员OQC output quality control 最终出货品质管制人员IQC incoming quality control 进料品质管制人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供应商品质评估OOBA out of box audit 开箱检查QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最後一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂品质AOQL Average Output Quality Level 平均出厂品质Q/R/S Quality/Reliability/Service 品质/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水准等级P/N Part Number 料号L/N Lot Number 特采AOD Accept On Deviation 特采UAI Use As It 首件检查报告FPIR First Piece Inspection Report 百万分之一PPM Percent Per Million 批号制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计品质管制R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限MAX Maximum 最大值MIN Minimum 最小值GRR Gauge Reproducibility&Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它品质术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 品质改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低品质水准RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 品质改善活动ADM Absolute Dimension Measuremat 全尺寸测量QT Quality Target 品质目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供应商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类QC Quality System 品质系统ES Engineering Standarization 工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦C Compaq (美国)康伯公司C China 中国大陆A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-Manufact C-CompaqS-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 品质管制(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂)A Asssembly 组装(厂)S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供应商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人电脑外设PC Personal Computer 个人电脑CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量VS 以及REV Revision 版本JIT Just In Time 零库存I/O Input/Output 输入/输出OK Ok 好NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光碟CD-ROM Compact Disk Read-Only Memory 只读光碟FDD Floppy Disk Drive 软碟机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CA V Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度TYP Type 类型WDR Weekly Delivery Requitement 周出货需求C?T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3C Computer,Commumcation,Consumerelectronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源)SQA Strategy Quality Assurance 策略品质保证DQA Desigh Quality Assurance 设计品质保证MQA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PCA/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微通道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构SIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 作业系统TBA To Be Design 待定,定缺D/C Drawing ChangeP/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material Size模具技术用语各种模具常用成形方式accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metalforging 粉末锻造cold chamber die casting 冷式压铸precisionforging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking dieforging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeezecasting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method对模成形法laminating method 被覆淋膜成形low pressurecasting 低压铸造lost wax casting 脱蜡铸造matched mould thermalforming 对模热成形模各式模具分类用语bismuth mold 铋铸模landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detailmold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模louvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 叠层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模模具厂常用之标准零配件air vent vale 通气阀anchor pin 锚梢angular pin 角梢baffle 调节阻板angular pin 倾斜梢baffle plate 折流档板ball button 球塞套ball plunger 定位球塞ball slider 球塞滑块binder plate 压板blank holder 防皱压板blanking die 落料冲头bolster 上下模板bottom board 浇注底板bolster 垫板bottom plate 下固定板bracket 托架bumper block 缓冲块buster 堵口casting ladle 浇注包casting lug 铸耳cavity 模穴(模仁)cavity retainer plate 模穴托板center pin 中心梢clamping block 锁定块coil spring 螺旋弹簧cold punched nut 冷冲螺母cooling spiral 螺旋冷却栓core 心型core pin 心型梢cotter 开口梢cross 十字接头cushion pin 缓冲梢diaphragm gate 盘形浇口die approach 模头料道die bed 型底die block 块形模体die body 铸模座die bush 合模衬套die button 冲模母模die clamper 夹模器die fastener 模具固定用零件die holder 母模固定板die lip 模唇die plate 冲模板die set 冲压模座direct gate 直接浇口dog chuck 爪牙夹头dowel 定位梢dowel hole 导套孔dowel pin 合模梢dozzle 辅助浇口dowel pin 定位梢draft 拔模锥度draw bead 张力调整杆drive bearing 传动轴承ejection pad 顶出衬垫ejector 脱模器ejector guide pin 顶出导梢ejector leader busher 顶出导梢衬套ejector pad 顶出垫ejector pin 顶出梢ejector plate 顶出板ejector rod 顶出杆ejector sleeve 顶出衬套ejector valve 顶出阀eye bolt 环首螺栓filling core 椿入蕊film gate 薄膜形浇口finger pin 指形梢finish machined plate 角形模板finish machinedround plate 圆形模板fixed bolster plate 固定侧模板flanged pin 带凸缘?flash gate 毛边形浇口flask 上箱floating punch 浮动冲头gate 浇口gate land 浇口面gib 凹形拉紧?goose neck 鹅颈管guide bushing 引导衬套guide pin 导梢guide post 引导柱guide plate 导板guide rail 导轨head punch 顶?冲头headless punch 直柄冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞inner punch 内冲头insert 嵌件insert pin 嵌件梢king pin 转向梢king pin bush 主梢衬套knockout bar 脱模杵land 合模平坦面land area 合模面leader busher 导梢衬套lifting pin 起模顶?lining 内衬locating center punch 定位中心冲头locating pilot pin 定位导梢locating ring 定位环lock block 压块locking block 定位块locking plate 定位板loose bush 活动衬套making die 打印冲子manifold block 歧管档块master plate 靠模样板match plate 分型板。
铸造术语--中英文对照
一、基本术语1.铸造: casting , founding , foundry2.砂型铸造: Sand casting process3.特种铸造: Special casting process4.铸件: casting5.毛坯铸件: Rough casting6.砂型铸件: Sand casting7.试制铸件: Pilot casting8.铸态铸件: as-cast casting9.铸型[型]: mold10.铸造工艺: Casting process, foundry technology11.铸造用材料: Foundry materials12.铸造工艺材料: Consumable materials13.铸造设备: Foundry equipment, foundry facilities14.铸工: Caster, founder, foundry worker15.铸造工作者: foundryman16.铸造车间: Foundry shop17.铸造厂: Foundry18.铸造分厂: Attached foundry, captive foundry, tied foundry19.铸造三废: Foundry affluent20.一批: A batch21.一炉: A cast, a heat, a melt22.铸焊: Cast welding, flow welding23.铸锭: ingot二、铸造合金及熔炼、浇注2.1铸造合金基础术语1.铸造合金: Cast alloy2.共晶合金系: Eutectic alloy system3.共晶合金: Eutectic alloy4.亚共晶合金: Hypoeutectic alloy5.过共晶合金: Hypereutectic alloy6.共晶团: Eutectic cell7.共晶温度: Eutectic temperature8.共晶转变: Eutectic reaction, eutectic transformation9.共晶组织: Eutectic structure10.铸造复合材料: Cast composite11.定向共晶复合材料: Directional eutectic composite12.非晶态合金: noncrystalline alloy13.合金元素: Alloying element14.杂质合金: Tramp element15.合金遗传性: Alloy heredity16.铸态组织: As-cast structure17.铁碳相图: iron-carbon phase diagram18.碳化物: Carbide19.渗碳物: cementite20.碳化物形成元素: Carbide forming element21.单铸试块: Separated test bar of casting22.附铸试块: test lug23.本体试样: Test specimen from casting itself24.过热: Superheating25.过冷: supercooling, undercooling26.成分过冷: constitutional supercooling27.过冷度: degree of undercooling28.加热相变点[Ac相变点]: Ac transformation temperature29.冷却相变点[Ar相变点]: Ar transformation temperature30.结晶: Crystallization31.形核[成核]: Nucleation32.均质形核[自发形核]: Homogeneous nucleation33.非均质形核[非自发形核]: Heterogeneous nucleation34.动力形核: Dynamic nucleation35.大冲击形核: Big bang nucleation36.形核剂: nucleant37.形核率: Nucleation rate38.成长: Growth39.内生生长: Endogenous growth40.外生生长: Exogenous growth41.共生生长: Coupled growth42.小平面型生长: Faceted growth43.非小平面生长: nonfaceted growth44.晶体生长界面[界面]: Growth interface of crystal, interface45.吸气(金属): Gas absorption (metal)2.2铸钢1.铸钢: Cast steel2.铸造碳钢: Carbon cast steel3.铸造合金钢: Alloy cast steel4.低合金铸钢: Low alloy cast steel5.微量合金化铸钢: Micro-alloying cast steel, trace alloying cast steel6.铁素体铸钢: ferritic cast steel7.奥氏体铸钢: Austenitic cast steel8.不锈钢: Stainless steel9.无磁性铸钢: Non-magnetic cast steel10.高锰钢: Austenitic manganese steel, high manganese steel11.高强度铸钢: High strength cast steel12.超高强度铸钢: Ultra high strength cast steel13.耐磨铸钢: Wear resisting cast steel14.耐热铸钢: Heat resisting cast steel15.耐蚀铸钢: Corrosion resisting cast steel16.石墨钢: Graphitic steel17.铸钢锚链钢: Cast steel for chain cables2.3铸铁1.铸铁: Cast iron2.合成铸铁: Synthetic cast iron3.共晶铸铁: Eutectic cast iron4.亚共晶铸铁: Hypoeutectic cast iron5.过共晶铸铁: Hypereutectic cast iron6.灰铸铁[片墨铸铁]: Flake graphite cast iron, gray cast iron7.球墨铸铁[球铁]: ductile iron, nodular graphite iron, spheroidal graphitecast iron8.高韧性球墨铸铁: High ductility nodular graphite iron9.中锰球墨铸铁: Medium manganese ductile iron10.中硅球墨铸铁: Medium silicon nodular iron11.可锻铸铁[马铁]: Malleable cast iron12.白心可锻铸铁: White heart malleable cast iron13.黑心可锻铸铁: Black heart malleable cast iron14.花心可锻铸铁: partially graphitized makkeable cast iron15.铁素体可锻铸铁: ferritic malleable cast iron16.珠光体可锻铸铁: pearlitic malleable cast iron17.球墨可锻铸铁: spheroidal graphite malleable cast iron18.蠕墨铸铁[蠕铁,紧密石墨铁]:Vermicular graphite cast iron, compactedgraphite cast iron19.白口铸铁: White cast iron20.麻口铸铁: Mottled cast iron21.奥氏体铸铁: Austenitic cast iron22.贝氏体铸铁: bainitic cast iron23.贝氏体球墨铸铁: bainitic ductile cast iron, austferritic ductile cast iron24.等温热处理球墨铸铁: austempered ductile iron, ADI25.贝氏体白口铸铁: bainitic white cast iron26.针状铸铁: Acicular cast iron27.马氏体铸铁: martensitic cast iron28.铁素体铸铁: ferritic cast iron29.珠光体铸铁: pearlitic cast iron30.索氏体铸铁: sorbitic cast iron31.合金铸铁: Alloy cast iron32.低合金铸铁: Low alloy cast iron33.铬铸铁: Chromium cast iron34.高铬铸铁: High chromium cast iron35.高硅铸铁: High silicon cast iron36.中硅铸铁: Medium silicon cast iron37.高磷铸铁: High phosphorus cast iron38.铝铸铁: Aluminum cast iron39.高铝铸铁: High aluminum cast iron40.镍铸铁: Nickel cast iron41.硼铸铁: Boron cast iron42.高级铸铁: High grade cast iron43.高强度铸铁: High duty cast iron, high strength cast iron44.工程铸铁: Engineering cast iron45.特种铸铁: Special cast iron46.抗磨铸铁: Abrasion resistant cast iron47.冷硬铸铁[激冷铸铁]: Chilled cast iron48.耐磨铸铁: Wear resisting cast iron49.耐热铸铁: Heat resisting cast iron50.耐蚀铸铁: Corrosion resistant cast iron51.耐酸铸铁: Acid resisting cast iron52.密烘铸铁: Meehanite cast iron53.孕育铸铁: Inoculated cast iron54.总碳量: Total carbon55.碳当量: Carbon equivalent56.碳当量仪: eutectometer57.共晶度: Carbon saturation degree58.硅碳比: Silicon-carbon ratio59.锰硫比: manganese-sulphur ratio60.铸铁石墨形态: Graphite morphology of cast iron61.片状石墨[片墨]: Flake graphite62.球状石墨[球墨]: Nodular graphite, spheroidal carbon63.絮团状石墨[退火t]: Temper graphite, annealing carbon64.团絮石墨: quasi-spheroidal temper graphite65.蠕虫状石墨[蠕墨、紧密石墨]: Compacted graphite, vermicular graphite66.开花状石墨: Exploded graphite67.初生石墨: Primary graphite68.过冷石墨: undercooled graphite69.共晶石墨: Eutectic graphite70.共晶碳化物: Eutectic carbide71.游离碳: Free carbon72.石墨化: graphitizing73.石墨退火化: graphitizing annealing74.石墨化度: graphitizing grade75.石墨化因子: graphitizing factor76.石墨面积率: Percentage of graphite area77.阻碍石墨化元素: hindered graphitizing element78.墨化剂: graphitizer79.石墨球化处理[球化处理]: nodularizing treatment of graphite80.球化率: percent of spheroidization81.石墨球数[球墨数]: number of nodular graphites82.球化剂: nodulizer, nodulizing alloy, spheroidal agent, spheroidizer83.镁焦: magcoke, impregnated coke84.型内球化: in-mold nodularization85.密容加镁包: sealed spheroidizing treatment ladle86.干扰元素: Interference element87.石墨蠕化处理[蠕化处理]: vermiculation of graphite88.蠕化剂: vermicular agent89.蠕化率: percent of vermiculation90.铸铁净化: Purification of cast iron91.三角试块: Wedge test-piece2.4铸造有色合金1.铸造有色合金[铸造非铁合金]: Nonferrous cast alloy2.铸造铝合金: Cast aluminum alloy3.高强度铸造铝合金: High strength cast aluminum alloy4.铝硅合金: Aluminum-silicon alloy5.共晶铝硅合金: Eutectic aluminum-silicon alloy6.亚共晶铝硅合金: Hypoeutectic aluminum-silicon alloy7.过共晶铝硅合金: Hypereutectic aluminum-silicon alloy8.初生硅: Primary silicon phase9.共晶硅: Eutectic silicon phase10.铝镁合金: Aluminum-magnesium alloy11.铝铜合金: Aluminum-copper alloy12.铝锌合金: Aluminum-zinc alloy13.铝锂合金: Aluminum-lithium alloy14.铸造铜合金: Cast copper alloy15.铸造黄铜: Cast brass16.硅黄铜: Silicon brass17.高强度黄铜: High strength brass18.青铜: Bronze19.锡青铜: Tin bronze20.铝青铜: Aluminum bronze21.铅青铜: Lead bronze22.硅青铜: Silicon bronze23.铸造铜铬合金[铬青铜]: Cast copper-chromium alloy24.高阻尼铜合金: High damping copper alloy25.螺旋桨用铸造铜合金: Cast copper alloy for propeller26.铸造镁合金: Cast magnesium alloy27.铸造锌合金: Cast zinc alloy28.低熔点合金: Fusible alloys29.轴承合金[减摩合金]: antifrictional alloys, bearing alloys30.巴氏合金: Babbitt metal, white metal31.钛合金: Titanium alloy32.铸造高温合金: cast superalloy33.镍基铸造高温合金: nickel-base cast superalloy34.蒙乃尔合金: monel metal35.钴基铸造高温合金: cobalt-base cast superalloy36.铁基铸造高温合金: iron-base cast superalloy37.压铸合金: diecast alloy38.压铸铝合金: aluminium alloy39.铸压镁合金: magnesium diecast alloy40.压铸铜合金: copper diecast alloy41.压铸锌合金: zinc diecast alloy42.锌当量: Zinc equivalent2.5熔炼基本术语1.熔炼: Smelting2.熔化率: Melting rate3.熔炼损耗[熔损、烧损]: Total melting loss4.挥发损耗: V olatilizing loss5.元素烧损: Melting of alloying element6.元素增加: Gain of element7.熔池: Bath8.溶剂: Flux9.除气剂: Degassing flux10.覆盖剂: Covering flux11.炉料: Charge12.金属炉料: Metallic charge13.中间合金[母合金]: Master alloy14.回炉料: Foundry returns15.废金属料: Scrap16.炉料计算[配料]: Charge calculation17.熔渣[炉渣]: Slag18.沉渣: Sludge19.浮渣: Cinder, dross, scum20.碱性渣: Basic slag21.酸性渣: Acid slag22.造渣: Slag forming23.出渣: deslagging24.出渣口: Slag hole, slag notch25.炉衬: Furnace lining26.碱性炉衬: Basic lining27.酸性炉衬: Acid lining28.耐火粘土: Fireclay29.碱度[碱性指数]: index of basicity30.补炉: Patching31.炉龄[炉衬寿命]: Furnace campaign32.开炉: Blowing in, power on33.炉内气氛: Furnace atmosphere34.炉气分析: Flue gas analysis35.控制气氛: Controlled atmosphere36.炉前分析: On-the-spot sample analysis37.出炉口: Tap hole38.出炉温度: Tapping temperature39.重熔: remelting40.真空自耗电弧重熔: Consumable electrode vacuum arc refining41.喷射冶金: Injection metallurgy42.区域熔炼: Zone melting43.悬浮熔炼: Levitation melting, suspension melting44.真空熔炼: Vacuum melting45.坩埚炉: Crucible furnace46.坩埚: Crucible, pot47.保温炉: Holding furnace48.反射炉: reverberatory furnace49.感应电炉: Electric induction furnace50.凝壳炉: Skull furnace51.增碳: recarburizing2.6铸钢熔炼1.铸钢熔炼: Smelting of steel2.不氧化熔炼法: Dead melting3.氧化熔炼法: Oxidizing melting4.氧化期[沸腾期]: Oxidizing stage, boil stage5.氧化气氛: Oxidizing atmosphere6.氧化渣: Oxidizing slag7.还原期: Blocking stage, deoxidizing stag8.还原气氛: Reducing atmosphere9.还原渣: Reducing slag10.白渣: White slag11.电弧炉: Electric arc furnace, direct electric arc furnace12碱性电弧炉: Basic electric arc furnace13.酸性电弧炉: Acid electric arc furnace14.电渣熔炼: Electro-slag melting15.电渣炉: Electro-slag furnace16.氩氧脱碳法[AOD法]:AOD process, Argon-Oxygen Decarburizationprocess17.脱碳: decarburization18.脱氧: deoxidation19.脱氧剂: deoxidizer20.脱磷: dephosphorization21.脱硫 desulphurization22.脱硫剂 desulphurizer2.7铸铁熔炼1.铸铁熔炼: smelting of cast iron2.双联熔炼: duplexing smelting3.冲天炉: cupola4.大间距双排风口冲天炉: spacious twin-tuyeres cupola,Twin-wind blast system cupola5.多排小风口冲天炉: multiple row small tuyeres cupola6.卡腰冲天炉: Waist shaped cupola7.热风冲天炉: hot blast cupola8.水冷冲天炉: water-cooled cupola9.水冷热风无炉衬冲天炉: hot blast liningless cupola with water cooling10.无焦冲天炉: cokeless cupola11.碱性冲天炉: basic cupola12.酸性冲天炉: acid cupola13.生铁: pig iron14.铸造生铁: foundry pig iron15.焦炭: coke16.铸造焦炭[铸造焦]: foundry coke17.固定碳: fixed carbon18.铁焦比[焦比]: iron coke ratio19.底焦: coke bed20.层焦: coke split21.隔焦: extra split22.接力焦: buffer coke charge23.铁合金: ferro-alloy24.有效高度: effective height25.炉缸: cupola well26.前炉: forehearth27密筋炉胆: ribbed preheating jacket28.出铁槽: cupola spout29.熔化带: melting zone30.风带: air belt, air box, wind box31.风口: tuyere32.风口比: tuyere ratio33.炉壁效应: cupola wall effect34.冲天炉特性曲线: cupola operation chart35.冲天炉炉前控制: front control of molten iron of cupola, inspection in front of cupola36.冲天炉检控仪: tester and controller for cupola melting37.熔化密度: melting intensity38.风量: blast volume39.送风速度: blast intensity40.送风压力: blast pressure41.富氧送风: oxygen enriched blast42.脱湿送风: dehumidification blast43.预热送风: hot blast44.送风预热器: blast preheater45.火花捕集器: spark arrestor46.冲天炉加料机: cupola charging machine47.爬式加料机: skip hoist48.冲天炉自动加料机: automatic cupola charging equipment49.电磁盘: electromagnetic chuck50.电磁配铁秤: electromagnetic weighing balancer51.吸碳: carbon pick-up52.棚料[搭棚]: bridging53.封炉: banking the cupola54.打炉: cupola drop55.碎铁机: breaker2.8金属液处理1.精炼: refining2.真空精炼: vacuum refining3.炉外精炼: ladle refining4.精炼溶剂[精炼剂]: refining flux5.除气[起气]: degassing6.真空除气: vacuum degassing7.吹气净化: blow purifying8.多孔塞法: porous plug process9.变质: modification10.变质剂: modification agent, modificator11.磷变质: phosphorus modification12.钠变质: sodium modification13.长效变质剂: permanent modificator14.型内变质: in-mold modification15.孕育: inoculation16.瞬时孕育[后孕育]: instantaneous inoculation,late stage inoculation, post inculation17.随流孕育: metal-stream inoculation18.型内孕育: in-mold inoculation19.浇口盆孕育: pouring basin inoculation20.孕育剂: inoculant, inoculating agent21.孕育期: inoculation period22.孕育衰退: inoculation fading23.孕育不良: abnormal inoculation, under-inoculation24.合金化处理: alloying treatment25.喂线法[喂丝法]: CQ process, wire feeding process,wire injection process26.摇包: shaking ladle27.电磁搅拌: electromagnetic agitation28.静置: holding, stewing29.扒渣: slagging-off30.型内过滤: in-mold filtering31.型内合金化: in-mold alloying32.晶粒细化: grain refinement33.晶粒细化剂: grain refiner2.9浇注1.浇注: pouring2.保护气氛浇注: pouring under controlled atmosphere3.真空浇注: vacuum pouring4.自动浇注装置: automatic pouring device5.自动浇注机: automatic pouring machine6.电磁浇注机: electromagnetic pouring machine7.捣冒口: churning, pumping8.点冒口[补注]: hot topping up, teeming9.浇包: ladle10.底浇包: bottom pouring ladle11.转运包: transfer ladle12.金属残液: heel13.冷金属: cold metal14.压铁: weight三、造型材料3.1基本术语1.造型材料: molding material2.铸造用砂[砂]: foundry sand, sand3.原砂[新砂]: base sand, new sand, raw sand4.旧砂: used sand5.回用砂: reconditioned sand6.再生砂: reclaimed sand]7.枯砂[焦砂]: burned sand]8.热砂: hot sand9.废砂: waste sand3.2原砂1.标准砂: standard sand2.硅砂[石英砂]: silica sand3.刚玉砂: alumina sand4.镁砂: magnesite sand5.锆砂: zircon sand6.镁橄榄石砂[橄榄石砂]: fosterite sand, olivine sand7.铬铁矿砂: chromite sand8.煤矸石砂: coal gangue sand9.熟料砂: chamotte sand10.炭粒砂: carbon sand11.石灰石砂: limestone sand12.天然砂: natural sand13.人工砂[人造砂]: artificial sand14.水洗砂: washed-out sand15.擦洗砂: scrubbed sand16.浮选砂[精选砂]: floated sand17.松散密度[砂型]: aerated density, riddled sand18.原砂细度[AFS平均细度]: AFS fineness number,fineness number,grain fineness number19.原砂细度[原砂颗粒尺寸]: particle size of base sand20.原砂颗粒分布: grain size distribution of base sand21.原砂角形因数[原砂角形系数,原砂粒形系数]:angularity of base sand22.原砂颗粒形状: grain shape of base sand3.3粘结剂1.粘结剂: binder2.无机粘结剂: inorganic binder3.粘土: clay4.高岭土: kaolin5.膨润土: bentonite6.钠基膨润土: sodium bentonite7.钙基膨润土: calcium bentonite8.活化膨润土: activated bentonite9.有机膨润土: organic bentonite10.有效粘土: effective clay11.活粘土: active clay12.枯粘土(死粘土): burned clay13.白泥: white clay14.水玻璃粘结剂: sodium silicate binder, water glass binder15.水玻璃波美浓度: Be’concentration of water glass16.水玻璃模数: sodium silicate modulus17.有机粘结剂: organic binder18.纸浆废液[纸浆残液,亚硫酸盐纸浆废液]: lignin liquor19.油类粘结剂: oil based binder20.干性油: drying oil21.合脂粘结剂: synthetic fat binder22.渣油粘结剂: residual oil binder23.自硬粘结剂[冷硬粘结剂]: cold setting binder, no bake binder self-hardening binder24.树脂粘结剂: resin binder25.热固性树脂粘结剂: thermosetting resin binder26.热塑性树脂粘结剂: thermoplastic resin binder27.铸造用树脂: foundry resin28.自硬树脂系[非烘树脂系]: no-bake resin system,self-hardening resin system29.气硬树脂系: gas cured resin system30.热硬树脂系: hot hardening resin system31.呋喃树脂: furan resin32.酚醛树脂: phenol-formaldehyde(PF)resin33.碱性酚醛树脂: alkaline phenolic resin34.糖醇: furfuryl-alcohol35.游离甲醛含量: free formaldehyde content36.游离苯醛含量: free phenol content37.粘结效率: bonding efficiency3.4辅助材料。
焊接-铸造-热处理专业英语-汇总
ablution 清洗abrasion/abrasive/rub/wear/wearing abrasion/abrasive/rub/wear/wearing resistance (property) 耐磨性abutting joint对接:accessories附件acetone丙酮acetylene welding气焊:acetylene 乙炔additional stress附加应力adhesive胶粘剂:ADMITE ROLL 半钢辊after treatment后续处理:age hardening 时效硬化ageing/aging 时效ageing老化ageing老化处理agglomerant粘结剂:agglomeration烧结aging 时效处理air cooling 空冷air hardening 气体硬化air patenting 空气韧化air supply送气Al-alloy铝合金:aliquation偏析性allowable variation允许偏差alloy合金:alternating current交流amorphous非晶态:ampere 电流安培angle iron角钢angle square角尺angle steel角钢angle welding 角焊angular deformation角变形:angularity曲率:anneal 退火anode effect 阳极效应anode region阳极区:anodizing 阳极氧化处理anticipation预处理:anti-friction润滑剂:arc starting 起弧arc stream弧柱区:arc welding电弧焊:arc 电弧argon arc welding 氩弧焊接argon arc welding氩弧焊argon tungsten-arc welding钨极氩弧焊:argon welding氩弧焊:arrangement diagram布置图arresting gear制动器:atomization雾化法:atomloy treatment 阿托木洛伊表面austempering 奥氏体等温淬火austenite 奥氏体austenite 奥斯田体/奥氏体auxiliary process辅助工序:axiality同轴度axonometric drawing轴测图backing-out punch冲床:bainite 贝氏体baiting valve放料阀band plate带板banded structure 条纹状组织BANITIC ACICULAR 贝氏体针壮组织banjo fixing butt jointing对接接头bar 棒材bare electrode 光熔接条barrel plating 滚镀barrel tumbling 滚筒打光basic process基本工序bead weld堆焊bend deformation弯曲变形bending deformation挠曲变bending radius弯曲半径bend弯曲:beveled edges坡口billet 方钢,钢方坯binder结合剂:bisectrix等分线black oxide coating 发黑blackening 染黑法blank 坯料,半成品blanking冲裁:blank毛坯:blank坯料blind plate隔离盲板block up封堵bloom 钢坯,钢锭blow hole气孔blowing plastics吹塑塑料:blue shortness 青熟脆性bolton螺栓紧固bonderizing 磷酸盐皮膜处理boron fiber硼纤维:bottom plate底板box annealing 箱型退火box carburizing 封箱渗碳brake block刹车片brass 黄铜braze welding钎焊:brazing alloy硬钎料:bright electroplating 辉面电镀bright heat treatment 光辉热处理Brinell hardness 布氏硬度brittle fracture脆性断裂:brittleness 脆性bronze 青铜BR顺丁橡胶buckle满扣buckling deformation翘曲变形burning过烧:butt joint对接butt welding 对接焊接butt weld对接焊缝butt weld对接焊缝bypass heat treatment 旁路热处理cadmium 镉calender压延:camber 电弧弯曲cant斜面carbide 炭化物carbon arc air gouging碳弧气刨:carbon arc welding碳弧焊:carbon content 含碳量carbon elimination脱碳:carbon filter碳纤维:carbon steel tube碳钢管carbon steel碳钢焊条carbon steel碳素钢:carburized case depth 浸碳硬化深层carburizing 渗碳carrier填料cascade 阶叠熔接法case hardening 表面硬化表面淬硬cast (foundry mold) 铸型:cast steel 铸钢casting head冒口:casting property铸造性能:casting stress铸造应力:casting structure铸件结构:casting technique铸造工艺:casting under low pressure低压铸造:casting 铸(件)cementite 渗碳体cementite 炭化铁center bearing bracket中心支架center line中心线center plate中幅板centrifugal casting离心铸造:centripetal canting pull rope向心斜拉筋ceramic material陶瓷材料:ceramic陶瓷:cere蜡膜:certification of fitness质量合格证书channel steel expansion ring槽钢胀圈chaplet型芯撑:Charpy impact text 夏比冲击试验chemical constitution化学成分:chemical plating 化学电镀chemical vapor deposition (CVD) 化学气相沉积:chemical vapor deposition 化学蒸镀chromium 铬cinder inclusion 夹渣circumcresent cake-like forging圆饼类锻件:circumferential weld环缝clad weld 被覆熔接clamping apparatus工夹具:clamping fixture胎具clearance芯头间隙:CO2 gas shielded arc welding二氧化碳气体保护焊:coarsening 结晶粒粗大化coating 涂布被覆coating药皮:cockle stairs螺旋爬梯cold deformation冷变形:cold shortness 低温脆性cold shut冷隔:coldlap重皮cold-shortness冷脆性:collar extension环口combination化合:comemtite 渗碳体component part构件composite material复合材料composition material复合材料:compounding混合:compressibility压缩性cone锥体:constant temperature line method等温线法constringency收缩性:consumable electrode argon welding熔化极氩弧焊:content gauge液位计continuous weld连续焊缝:contour forging模锻:contraction distortion收缩变形:controlled atmosphere 大气热处理cooling schedule冷却规范:copper alloy铜合金:copper 合金core hole铸孔core print seat芯座:core register芯头:core setting下芯:core型芯:corner effect 锐角效应corner joint角接:corresponding相应cotton fibre棉质纤维counter-pressure casting差压铸造:covering material涂料crack裂纹:crator 焊疤creep 蠕变creeping discharge 蠕缓放电crystal结晶:CR氯丁橡胶:curve in space空间曲线curving of castings铸造圆角:cushion垫层cut切割datum mark测量基准点datum mark基准点decarburization 脱碳decarburization 脱碳处理decarburizing 脱碳退火deflection 挠度deformation temperatu变形温度re deformation velo变形速度:city deforming变形degree of roughness粗糙度:deoxidizing agen脱氧剂:t depth of hardening 硬化深层descale 除污,除氧化皮等die parting face分模面die parting line分模线:die pressing plastics模压塑料diffusion annealing 扩散退火diffusion welding扩散焊:diffusion welding扩散焊接:diffusion扩散:dimensional tolerance尺寸公差:dip deviation倾斜偏差directional action定向作用doubleskin重皮draft angle模锻斜度draft拉拔:draught穿堂风drawing 拉(件)drawing拉拔:dressing敷料:drift pin冲头:drying干燥:drying烘干ductile cast iron 球墨铸铁ductile cast iron可锻铸铁:ductility韧性:ejecting deposit喷射沉积:elastic distortion弹性变形:elastoplasticity 弹塑性electric arc电弧:electric welding电焊:electrocladding /plating 电镀electrode negative method正接法:electrode焊条electrolytic hardening 电解淬火electrolytic method电解法:electronic welding电子焊:electro-slag welding电渣焊:electro-slag welding电渣焊:elongation 延伸率embedded part预埋件embossing 压花end socket封头enfoldment 折迭engineering ceramics工程陶瓷:engineering plastics工程塑料:engineering plastic工程塑料:entocoele内腔:enwind forming缠绕成形:etching 表面蚀刻excess metal 多余金属explosion cladding method爆炸复合法external diameter外径extruding挤压extrusion method挤压法:extrusion plastics挤出塑料fatigue 疲劳feeding补缩:ferrite 肥粒铁ferrite 铁素体fetal membrane forging:胎膜锻:fibrous tissue纤维组织:filler rod 焊条fillet weld 填角焊接filling water test充水试验filling water test充水试验final forging temperature终锻温度:finished power metallurgical product粉末冶金成品finishing process精整工序:firing equipment加热设备:first stage annealing 第一段退火flame hardening 火焰硬化flame treatment 火焰处理flange sealing surface法兰密封面flash set快速凝固:flat-die hammer自由锻flaw, defect, falling缺陷:flowing power流动性flowing power流动性:flux material焊剂:forge work锻造:forgeability可锻性:forging allowance锻件余量forging die锻模forging drawing锻件图:forging property锻造性能:forging ratio锻造比:forging tolerance锻件公差:forging 锻(件)formation technology成形工艺:foundation ring底圈foundation settlement 基础沉降foundry goods (casting)铸件:foundry sand型砂:freezing method凝固法:freezing凝固:friction welding摩擦焊:full annealing 完全退火full annealing再结晶退火furnace cooling 炉冷fusion area熔合区:fusion metallurgy熔炼:fusion welding熔焊:fusion熔合gas shield 气体遮蔽gas shielded arc welding气体保护焊:gaseous cyaniding 气体氧化法general-purpose plastics通用塑料:generating of arc引弧gland bolt压盖螺栓globular cementite 球状炭化铁glue joint胶接:grain refinement细化晶粒:grain size 结晶粒度:grain 晶粒granolite treatment 磷酸溶液热处理graphite石墨:graphitizing 石墨退火gray cast-iorn灰铸铁:green glue stock生胶:grinding wheel砂轮grinding wheel砂轮片grit blasting 喷钢砂(处理)groove welding 起槽熔接groove坡口:hand face shield 手握面罩hand moulding手工造型hard facing 硬表面堆焊hardenability curve 硬化性曲线hardenability 硬化性hardening and tempering 调质hardening 硬化hardness tester硬度计head face端面heat affected area热影响区heat denaturation热变性:heat processing热处理:heat stress热应力heat treatment 热处理heat/thermal treatment 热处理heat-affected zone热影响区:heat-durability耐热性heating schedule加热规范:hidden arc welding埋弧焊:high carbon steel高碳钢:high energy welding高能束焊:high frequency高频high grade energy welding高能焊:high-melting metal高熔点金属:high-molecular material高分子材料:high-pressure casting高压铸造:HIP热等静压:hit-forging热锻:hoisting upright column吊装立柱honeycomb core materi a蜂窝夹层l hot bath quenching 热浴淬火hot brittleness热脆性:hot dipping 热浸镀hot injiection moulding热压铸:hot pressed sintering热压烧结hydrogen brittleness氢脆hygroscopic cargo吸湿性:immersion method浸渍法:impedance matching 感应淬火in situ原位:inclusion 夹杂物indication 缺陷induction hardening 感应淬火induction hardening 高周波硬化ingot blank锭坯:ingot铸铁initiation forging temperature始锻温度:injection molding压射成型:injiection plastics注射塑料:inoculation孕育处理inscribed circle method内接圆法:inspiratory吸气性:installation fundamental circle安装基准圆insulation绝缘integral 整体interior angle welding line joint内侧角焊缝接头interlayer夹层intermittent weld断续焊缝:investment moulding熔模铸造:ion carbonitriding 离子渗碳氮化ion carburizing 离子渗碳处理ion plating 离子电镀iron carbide 渗碳体iron chill冷铁:isothermal annealing 等温退火jetting冲孔:jig welding 工模焊接joint line分型线:knuckle pivot转向节:lap joint搭接:lap width搭接宽度laser beam welding 雷射光焊接laser welding激光焊:lattice晶格layer-by-layer freezing逐层凝固:lean alloy steel低合金钢:levelness水平度linear contraction线收缩:liquid honing 液体喷砂法local distortion局部变形long axis-like forging长轴类锻件:longitudinal weld longitudinal seam纵向焊缝loose density松装密度:loose piece活块:low alloy steel低合金钢管low carbon steel低碳钢:low temperature annealing 低温退火machine moulding机器造型:machine part机器零件:machining allowance机械加工余量magnetic-pump电磁泵:malleablizing 可锻化退火manganese 锰manual electric arc welding手工电弧焊manual tungsten electrode手工钨极martempering 麻回火处理martensite 马氏体/硬化铁炭measuring method测量方法mechanical damage机械损伤mechanical property力学性能:mechanical stress机械应力medium carbon steel中碳钢melting熔化焊metal electrode insert gas welding MIG 熔接metal material (MR) 金属材料:metal mold casting金属型:metallikon 金属喷镀法metallizing 真空涂膜metallographic structure 金相组织metallographic test 金相试验metallurgy冶金:milling cutter铣刀minimum bending radius最小弯曲半径misrun浇不足molding成型molybdenum 钼mould assembly合型:mould joint分型面:multiple projection welding多点凸焊mushy freezing糊状凝固:NBR丁腈橡胶:necking down缩口negative polarity阴极区nitrided 氮化的nitriding 氮化处理nitriding 渗氮nitrocarburizing 软氮化nodular cast iron 球墨铸铁nodular fine pearlite/ troostite屈氏体nominal diameter公称直径non-corrosive steel不锈钢nonferrous alloy非铁合金nonferrous metal有色金属:non-metal material高分子材料:nonstandard label非标准:normalized zone正火区normalizing 正常化normalizing 正火nugget 点焊熔核oblique rolling斜轧:offsetting错移:oil cooling 油冷oil quenching 油淬化oil stain油污oil whiting test渗透探伤opposition method反接法:outlet valve排气阀ovality椭圆度overageing 过老化overheated zone过热区overheating 过热overlap welding搭接焊overlaying 堆焊oxide film氧化膜oxidizability氧化性:oxyacetylene gas cutting氧乙炔气割parallel and level平齐parallelism平行度parent metal母材parts renewal零件修复patter drawing起模:pattern draft起模斜度:PEARLIC 珠光体pearlite 针尖组织pearlite 珠光体peening of welding 珠击熔接法pelletization制粒:percussion锻接:period of validity有效期periphery周边permanent mould金属模:phase change zone相变区:PHIP准热等静压:phosphating 磷酸盐皮膜处理phosphor/ phosphorus 磷physical vapor deposition 物理蒸镀picking 酸洗,酸浸pipe casting管件pipe thickness管壁厚度plasma arc cutting (PAC) 等离子弧切割:plasma nitriding 离子氮化plasma panel等离子plasma spraying等离子喷涂:plasma welding等离子焊:plastic material塑料plastic property塑性:plastic working塑性加工:plastic yield塑性变形:plate bending rolls卷板机ploymer semiconductor聚合物:plug welding 塞孔熔接plunger piston柱塞:polish修磨pore 气孔positioned welding 正向熔接postweld heat treatment焊后热处理:pouring plastics浇注塑料:pouring position浇注位置pouring浇注:powder metallurgy粉末冶金power source电源pre-annealing 预备退火precipitation hardening 析出硬化precipitation 析出prefabrication baiting预制下料preparation制备:press casting压力铸造:press over system溢流法press quenching 加压硬化press welding压焊pressed compact压坯:pressure vessel压力容器pressure welding 压焊process anneal 进行退火process annealing 制程退火process specification工艺规程:processing parameter工艺参数:processing property工艺性能:profile steel型钢progressive solidification顺序凝固:propane gas cutting 丙烷气切割pull out拔长:punching the wad冲孔连皮punching冲压:pure nickel electrode 纯镍熔接条quench ageing 淬火老化quench hardening 淬火quenching crack 淬火裂痕quenching distortion 淬火变形quenching of arc熄弧quenching stress 淬火应力quenching 淬火radian in horizontal direction水平方向弧度radius of corner圆角半径rate of contraction收缩率:rawmaterial原材料rebound回弹:reconditioning 再调质recrystallization 再结晶recrystallize再结晶:red shortness 红热脆性reduction method还原法:reelpipe卷管reinforced plastics增强塑料reinforcement of weld 加强焊接relaxation of residual stress 消除残余应力remaining stress 残余应力render打底residual stress 残留应力resin树脂resist 抗蚀护膜resistance (property) 耐磨性resistance of deformation变形抗力:resistance welding电阻焊:resistant material耐腐蚀retained austenite 残留奥return temperature回复温度:reverse side反面reversible deformation method反变形法:rib reinforcement加强筋rigid fixing method刚性固定法:rigidity 刚性,刚度riverting铆接Rockwell hardness 洛氏硬度roll down轧制roll forging辊锻:roll forming辊轧:rolling 轧(件)rolling轧制:root running 背面熔接rubber橡胶:rupture弯裂:rust prevention 防蚀salt bath quenching 盐浴淬火sand blast 喷砂处理sand blasting 喷砂(处理)sand casting process砂型铸造:sand fusion粘砂:SBR丁苯橡胶:scale 氧化皮screen separation筛分seam welding 流缝熔接seam welding缝焊:seam 焊缝seaming 接合seasoning 时效处理second stage annealing 第二段退火section 型材sectional bar型材:secular distortion 经年变形segregation 偏析selective hardening 部分淬火semi-vitreous半熔融:series seam welding 串联缝熔接service performance使用性能:set-type diameter排版直径shape-righting矫形处理shaw process陶瓷型铸造:shearing deformation剪切变形:shearing machine剪床:shell ring筒节sheroidisation球化处理:shot blast 喷丸处理shot blasting 喷丸(处理)shot peening 珠击法shrinkage cavity缩孔shrinkage porosity缩松:shrinkage void缩孔:shrinkage 缩孔,疏松SHS welding自蔓延焊接:sidewall侧壁silicon 硅single line drawing单线图single stage nitriding 等温渗氮sintered-carbide硬质合金:sintering 烧结处理skip welding process 跳焊法skip welding跳焊slag熔渣slow cool缓冷:slurry料浆:smirch沾污smooth file细锉soaking 均热处理soft solder软钎料:softening 软化退火soldered joint焊接接头:soldering wire焊丝:sol-gel method溶胶-凝胶法:solid solubility固溶solid solution 固溶体solution treatment 固溶化热处理solution 固溶处理sonim 夹砂sorbite 索氏体spacing间距spark 火花spectrum analysis光谱分析spheroidal球墨铸铁spheroidizing 球状化退火splash飞溅物spot welding 点焊接spot welding点焊stability test稳定性试验stabilizing treatment 安定化处理stainless steel不锈钢steel ingot 钢锭steel plate钢板steel wire钢丝stiffening plate补强板stiffening rib顶板加强肋stitch welding 针角焊接stochastic随机stock 原料straightening annealing 矫直退火straightness accuracy直线度strain ageing 应变老化strength test强度试验strength 强度stress concentration应力集中:stress condition应力状态:stress relief 应力释放stress relieving annealing 应力消除退火strip footing条形基础stuccoing撒砂:stud arc welding 电弧焊接subzero treatment 生冷处理sulfer/sulphur 硫sulfuration硫化:superburning过烧:supercooling 过冷surface corrosion concentration表面锈蚀浓度surface hardening 表面硬化处理symmetrically对称:synthetic fibre合成纤维:system制度tacking定位焊take charge of ;undertake担任tamping drum辗压tapping开孔tee welding丁字焊缝temper brittleness 回火脆性temper colour 回火颜色tempering crack 回火裂痕tempering 回火tensile testing 拉伸试验test specimen 试样texture 咬花thermal refining 调质处理thermal storage capacity蓄热系数:thermoechanical treatment 加工热处理thermoplastic plastics热塑性塑料:thermosetting plastic热固性塑料:thin film薄膜:thixotropy casting触变铸造:thixotropy forging触变锻造:time quenching 时间淬火titanium alloy钛合金:tolerance zone尺寸公差带:top plate顶板transformation stress相变应力transformation 变态transverse rolling横轧:tufftride process 软氮化处理tungsten 钨twist rotation扭转:two terminals两端ultrasonic testing/ ultrasonic examination超声波探伤under annealing 不完全退火under laying 下部焊层underburnt欠烧:unevenness凹凸unfitness of butt joint错边量ungrease treatment] 脱脂处理upset镦粗:vacuum carbonitriding 真空渗碳氮化vacuum carburizing 真空渗碳处理vacuum degree leak test真空度检漏vacuum hardening 真空淬火vacuum heat treatment 真空热处理vacuum nitriding 真空氮化vanadium 钒vault拱顶vermicular cast iron蠕墨铸铁:verticality铅垂度verticality重直度Vickers hardness维氏硬度viscoelasticity粘弹性viscosity粘度visual inspection外观检查void 焊接空隙volume contraction体收缩:warm forging温锻:warming-up预热:warping deformation扭曲变形:water quenching 水淬火wave transformation波浪变形:weld bond焊口weld flow mark 焊接流痕weld flush 焊缝凸起weld line 焊接纹weld mark 焊接痕weld penetration 熔接透入weld zone 焊接区weldability焊接性:welded seam焊缝:welded steel pipe焊接钢管welding bead 焊接泡welding bead焊道welding direction 焊接方向welding distortion 焊接变形welding electrode production line 电焊条生产线welding electrode 焊条welding fixture 焊接夹具welding flux焊剂welding generator 电焊机welding goggles 焊工护目镜welding ground 电熔接地welding gun 焊枪welding helmet 电焊帽welding inspection ruler 焊接检验尺welding interval 焊接周期welding line angular distortion焊缝角变形welding line焊缝welding machine 焊接机welding material焊接材料:welding method焊接方法:welding mill 焊管机welding motor generator 电动焊接发电机welding neck对焊welding nozzle 焊嘴welding paste 焊接药膏welding pipe 焊接管welding powder 焊粉welding procedure焊接工艺welding rectifier 焊接整流器welding robot 焊接机器人welding rod extrusion press 焊条挤压机welding rod with acidic coating 酸性焊条welding rod with alkaline coating 碱性焊条welding rod 焊条welding simulator 焊接模拟器welding spatter飞溅welding stainless electrode 不锈电焊条welding steel tube 焊接钢管welding stress 熔接应变welding stress焊接应力:welding tin billet 焊锡棒料welding tongs 焊接夹钳welding torch 焊炬welding torch 熔接气炬welding transformer 电焊变压器welding unit 焊机welding wire machine 焊线机welding wire 焊丝welding 焊接welding-cutting hose 熔焊及切割胶管welding-cutting tool 焊割具welding-rod core 焊条芯welding-seam cleaner 焊缝清理机weldless pipe 无缝管weldless steel tube 无缝钢管weldment焊件well borer 凿井机well counter 井式计数器well deck vessel 井形甲板船well drill 钻井机well platform 钻井平台well rig 钻井机well testing truck 试井车well thermometer 井温计well tube filter 井管滤管well type tempering electric furnace 井式回火电炉well winch 矿井绞车Wellene 韦纶聚酯短纤维wellhead acid preventer 井口防酸器well-logging probe 测井探头Welltite 韦纶泰特聚丙烯和聚乙烯单丝well-type counter 井型计数器Welsbach's alloy 韦尔斯巴赫发火合金welt cementing machine 贴边粘合机welt coloring machine 贴边染色机welt cutting machine 切沿条机welt fitting machine 贴边机welter screen 翻滚筛welter 镶边机Wepsin 三唑磷胺Wessel silver 韦塞尔铜镍锌合金Westeeco 韦斯蒂科镍铬铁耐热合金Westinghouse alloy 西屋镍铜热磁补偿合金wet spinning frame 湿纺细纱机wet air compressor 湿空气压缩机wet air pump 湿空气泵wet and dry bulb hygrometer 干湿球湿度计wet and dry bulb recording hygrometer 干湿球自记湿度计wet and dry bulb thermometer 干湿球温度计wet ball mill 湿式球磨机wet blue goat leather 山羊蓝湿革wet blue goat skin 蓝湿山羊皮wet board machine 湿式纸板机wet brush 湿刷wet chrome goat skin 铬湿山羊皮wet cleaner 湿法清洗器wet cloth 湿光布wet clutch 湿式离合器wet collector 湿式除尘器wet condenser 湿式冷凝器wet crude 含水原油wet crushing mill 湿粉碎机wet cylinder liner 湿式气缸套wet drill 湿式风钻wet dust collector 湿式收尘器wet dust separator 湿式除尘器wet electrolytic capacitor 电解液电容器wet electro-magnet 湿式电磁铁wet feeder 湿式给料机wet fiber filter 湿式纤维过滤器wet filter 湿式过滤器wet fourdrinier board machine 长网湿抄机wet frame 湿纺机wet furfural condenser 含水糖醛冷凝器wet gas meter 湿式气量计wet gas scrubber 湿法气体洗涤wet method enwind湿法缠绕whisker晶须:work-hardening加工硬化:workpiece工件壁厚yield strength 屈服强度。
机械铸造英语词汇及句法翻译
机械铸造英语词汇及句法翻译1. Casting: 铸造2. Foundry: 铸造厂5. Investment casting: 熔模铸造9. Pattern: 模具10. Core: 芯11. Sprue: 浇口14. Melting furnace: 熔炉15. Ladle: 钵16. Crucible: 坩埚17. Mold cavity: 模腔18. Gates: 浇口系统19. Pouring: 浇注20. Solidification: 凝固21. Shrinkage: 收缩22. Defects: 缺陷23. Surface finish: 表面处理24. Machining: 机械加工25. Heat treatment: 热处理26. Inspection: 检验27. Materials: 材料30. Ductile iron: 球墨铸铁31. Steel: 钢32. Aluminum alloys: 铝合金37. High-temperature alloys: 高温合金39. Foundry processes use a wide variety of materials to produce a range of products: 铸造工艺使用多种材料生产各种产品47. Inspection is an important part of the casting process to ensure that parts meet the required specifications and tolerances: 检验是铸造过程中的重要部分,以确保零件符合要求的规格和容差。
机械类常用英语:锻铸造关连用语
机械类常用英语:锻铸造关连用语accretion 炉瘤acid converter 酸性转炉acid lining cupola 酸性熔铁炉acid open-hearth furnace 酸性平炉aerator 松砂机air set mold 常温自硬铸模airless blasting cleaning 离心喷光all core molding 集合式铸模all round die holder 通用模座assembly mark 铸造合模记号back pouring 补浇注backing sand 背砂base bullion 粗金属锭base permeability 原砂透气度belling 压凸billet 坏料bleed 漏铸blocker 预锻模膛blocking 粗胚锻件blow hole 铸件气孔board drop hammer 板落锤bottom pour mold 底浇bottom pouring 底注boxless mold 脱箱砂模break-off core 缩颈砂心brick molding 砌箱造模法buckle 剥砂面camber 错箱camlachie cramp 铸包cast blade 铸造叶片casting flange 铸造凸缘casting on flat 水平铸造chamotte sand 烧磨砂charging hopper 加料漏斗cleaning of casting 铸件清理closed-die forging 合模锻造core compound 砂心黏结剂core template 砂心模板core vent 砂蕊排气孔corner gate 压边浇口counter blow hammer 对击锻造counter lock 止口镶嵌方式depression 外缩凹孔die approach 模口角度draw out 锻造拔长draw plate 起模板draw spike 起模长针dummying 预锻embedded core 加装砂心erosion 冲砂fettling 铸件清理filling core 埋入砂心~filling in 填砂film play 液面花纹finishing slag 炼后熔渣flash gutter 锻模飞边槽flask molding 砂箱造模forging roll 辊锻机formboard 进模口板gutter 锻模飞边槽hammer man 锻工heading machine 顶镦机impacter 卧式锻造机inblock cast 整体铸造ingot 铸锭ingot blank 铸坯inlay casting 镶铸法investment casting 失模铸造isothermal forging 恒温锻造loose piece 木模活块molding pit 铸模地坑pouring process 浇注法recasting 重铸roll forging 轧锻rolled surface 轧制表面rough sand 粗砂roughing forge 粗锻sand crushing 塌箱seamless forging 无缝锻造separate 分离shave 崩砂shrinkage fit 收缩配合shut height 闭合高度sieve mesh 筛孔sintering of sand 铸砂烧贴slag 熔渣slag inclusion 夹渣stickness 黏模性strip layout 带状胚料排样法tap casting 顶注top gate 顶注浇口unworked casting 不加工铸件upender 翻转装置upending 顶锻uphill casting 底铸white cast iron 白口铸。
铸造行业英语词汇大全
铸造行业英语词汇大全:一、铸造基本术语1. Casting:铸件2. Pattern:模样3. Mold:模具4. Core:砂芯5. Sand:砂子6. Foundry:铸造厂7. Melting:熔炼8. Pouring:浇注9. Solidification:凝固10. Casting Defects:铸件缺陷11. Machining:机械加工12. Inspection:检验二、铸造材料1. Grey Cast Iron:灰铸铁2. Ductile Cast Iron:球墨铸铁3. White Cast Iron:白铸铁4. Highstrength Cast Iron:高强度铸铁5. Stainless Cast Steel:不锈钢铸件6. Carbon Steel:碳钢7. Alloy Steel:合金钢8. Titanium Alloy:钛合金9. Aluminum Alloy:铝合金10. Copper Alloy:铜合金11. Magnesium Alloy:镁合金三、铸造工艺1. Sand Casting:砂型铸造2. Investment Casting:熔模铸造3. Die Casting:压铸4. Centrifugal Casting:离心铸造5. Continuous Casting:连续铸造6. Squeeze Casting:挤压铸造7. Lost Foam Casting:消失模铸造8. Shell Mold Casting:壳型铸造9. Vprocess Casting:V法铸造10. Highpressure Die Casting:高压铸造四、铸造设备1. Melting Furnace:熔炼炉2. Pouring Machine:浇注机3. Sand Mixer:砂混合机4. Molding Machine:造型机5. Core Shooter:射芯机6. Shakeout Machine:落砂机7. Grinding Machine:磨削机8. Shot Blasting Machine:喷砂机9. Testing Equipment:检测设备10. Robot:机器人五、铸造缺陷1. Blowhole:气孔2. Sand inclusion:砂眼3. Porosity:缩孔4. Shrinkage:缩松5. Cold shut:冷隔6. Hot tear:热裂7. Overfeed:过补给8. Underfeed:欠补给9. Oxidation:氧化10. Incomplete fusion:熔接不良六、铸造技术参数1. Tolerance:公差2. Draft:拔模斜度3. Parting Line:分模线4. Riser:冒口5. Gate:浇道6. Runner:滑道7. Cooling Time:冷却时间8. Solidification Time:凝固时间9. Molding Sand Properties:型砂性能10. Core Sand Properties:芯砂性能七、环保与安全1. Environmental Protection:环保2. Waste Gas Treatment:废气处理3. Waste Water Treatment:废水处理4. Solid Waste Treatment:固体废物处理5. Dust Collection:除尘6. Safety:安全7. Personal Protective Equipment:个人防护装备8. Fire Protection:消防9. Occupational Health:职业健康10. Accident Prevention:事故预防八、国际合作与标准1. ISO:国际标准化组织2. ASTM:美国材料与试验协会3. DIN:德国工业标准4. JIS:日本工业标准5. BS:英国标准6. SAE:美国汽车工程师协会7. International Foundry Research:国际铸造研究8. Foundry Technology Transfer:铸造技术转移9. Import and Export:进出口10. Global Foundry Industry:全球铸造行业。
铸造用英文翻译
铸造vt. foundn. foundry前面常见副词:重新只是后面常见名词:工艺铝合金技术碳化钨不锈钢缺陷空腔排字卡环用做后面常见介词:通过铸造1. The skill or operation of founding.铸造术,铸造铸造,铸造的技术2. Vacuum pressing and casting.真空铸造。
3. low-pressure casting低压铸造4. foundry equipment铸造设备5. strike a coin铸造硬币6. centrifugal casting离心铸造7. foundry coke铸造焦炭8. type casting活字铸造9. foundry sand铸造砂10. high pressure die casting压力铸造11. casting of metals金属铸造12. investment casting; lost wa* casting蜡模铸造13. coin Money;不得铸造货币;14. sand mold casting砂型铸造15. permanent mold casting金属型铸造16. ceramic mold casting陶瓷型铸造17. Cast Be Bronze铸造铍青铜18. The Modern Casting for the Large Statue of Buddha 巨型佛像铸造19. method of casting金属铸造方法20. test for castability铸造性能试验21. sandless casting无砂铸造22. investment casting熔模铸造23. Coined silver dollars.铸造的银币24. full mold casting实型铸造25. shell mold casting壳型铸造26. clay mold casting泥型铸造27. Bronze Art Casting青铜艺术铸造28. They are foundry workers.他们是铸造工人。
机械铸造英语词汇及句法翻译
机械铸造英语词汇及句法翻译 Machine Casting Vocabulary and Syntax Translation 机械铸造英语词汇及句法翻译中文 1000字1. Casting - 铸件/铸造2. Mold - 模具3. Foundry - 铸造厂4. Melting - 熔化5. Pouring - 浇注6. Solidification - 凝固7. Cooling - 冷却8. Shakeout - 摇落9. Cleaning - 清理10. Machining - 机加工11. Defect - 缺陷12. Core - 芯子13. Draft - 倾斜14. Gate - 浇口15. Parting line - 分型线16. Riser - 浇冒17. Sprue - 断道18. Sand - 砂料19. Sand casting - 砂铸造20. Die casting - 压铸21. Investment casting - 熔模铸造22. Gravity casting - 垂直铸造23. Centrifugal casting - 离心铸造24. Permanent mold casting - 半永久模铸造25. Tolerance - 公差26. Dimension - 尺寸27. Surface finish - 表面处理28. Porosity - 孔隙率29. Inclusion - 夹杂物30. Sand mold - 砂模31. Die mold - 压模32. Investment mold - 熔模33. Core sand - 芯砂34. Green sand - 粘性砂35. Sand binder - 砂粘剂36. Casting defect - 铸造缺陷37. Cavity - 腔体38. Hot cracking - 热裂纹39. Cold shut - 冷隔离40. Shrinkage - 收缩41. Mold release - 模具释放剂42. Runner - 导道43. Cope - 上模44. Drag - 下模45. Tapping - 蓄能46. Core removal - 芯子取出47. Finishing - 完工48. Flash - 毛刺49. Sandblasting - 喷砂50. Grinding - 磨削。
铸造英语专业词汇

GB5611-851. 基本术语1.1. 铸造foundry, founding, casting1.2. 铸造工艺foundry technology1.3. 铸件casting1.4. 砂型铸造sand casting process1.5. 特种铸造special casting process2. 合金性能2.1. 流动性fluidity2.2. 充型能力mold-filling capacity2.3. 吸气gas absorption2.4. 过冷undercooling, supercooling2.5. 过冷度degree of undercooling2.6. 成核nucleation2.7. 自发成核(均质成核)homogeneous nucleation2.8. 非自发成核(非均质成核)heterogeneous nucleation2.9. 凝固温度范围solidifica tion range2.10. 定向凝固(顺序凝固)directional solidification2.11. 液态收缩(液体收缩)liquid contraction2.12. 凝固收缩solidification contraction2.13. 固态收缩(固体收缩)solid contraction 2.14. 凝固时间solidification time2.15. 自由收缩free contraction2.16. 受阻收缩hindered contraction2.17. 铸件线收缩率shrinkage2.18. 收缩应力contraction stress2.19. 热应力thermal stress2.20. 相变应力transformation stress, phase change stress2.21. 铸造应力casting stress2.22. 残留应力(残余应力)residual stress3. 铸造用材料3.1. 金属原材料3.1.1. 金属原材料metallic raw material3.1.2. 生铁pig iron3.1.3. 铁合金ferro-alloy3.1.4. 回炉料foundry returns3.1.5. 中间合金master alloy3.2. 燃料3.2.1. 铸造焦炭foundry coke 3.2.2. 冶金焦炭metallurgical coke3.2.3. 固定碳fixed carbon3.3. 熔剂3.3.1. 熔剂flux3.3.2. 除气熔剂(除气剂)degassing flux 3.3.3. 覆盖熔剂(覆盖剂)covering flux 3.3.4. 精炼熔剂(精炼剂)refining flux 3.3.5. 耐火材料3.3.6. 耐火度(耐火性)refractoriness 3.3.7. 耐火砖firebrick3.3.8. 耐火粘土fireclay3.3.9. 硅砖silica brick3.3.10. 镁砂grain magnesite3.4. 造型材料3.4.1. 造型材料molding material3.4.2. 砂sand3.4.3. 水洗砂washed-out sand3.4.4. 硅砂silica sand3.4.5. 天然砂natural sand3.4.6. 人工砂artificial sand3.4.7. 天然粘土砂naturally clay-bonded sand3.4.8. 橄榄石砂olivine sand3.4.9. 铬铁矿砂chromite sand3.4.10. 锆砂zircon sand3.4.11. 炭粒砂carbon sand3.4.12. 精硅砂sharp sand3.4.13. 红砂red sand3.4.14. 熟料砂chamotte sand3.4.15. 粘结剂binder3.4.16. 粘土clay3.4.17. 无机粘结剂inorganic binder3.4.18. 有机粘结剂organic binder3.4.19. 高岭土kaolin3.4.20. 膨润土bentonite3.4.21. 钠基膨润土sodium bentonite3.4.22. 钙基膨润土calcium bentonite3.4.23. 活化膨润土activated bentonite 3.4.24. 干性油drying oil3.4.25. 自硬粘结剂(冷硬粘结剂) no bakebinder3.4.26. 热固树脂粘结剂thermosetting resin binder3.4.27. 油类粘结剂oil based binder3.4.28. 水玻璃粘结剂water glass binder, sodium silicate binder3.4.29. 纸浆废液lignin liquor3.4.30. 合脂粘结剂synthetic fat binder 3.4.31. 水玻璃模数sodium silicate modulus3.5. 辅助材料3.5.1. 附加物additives3.5.2. 发热剂exothermic mixture3.5.3. 分型剂(脱模剂)parting agent, stripping agent3.5.4. 固化剂(硬化剂)hardener3.5.5. 悬浮剂suspending agent3.5.6. 涂料coating3.5.7. 砂处理3.5.8. 型砂制备(砂处理)sand preparation3.5.9. 混砂sand mulling, sand mixing 3.5.10. 型砂(造型混合料)molding sand 3.5.11. 芯砂(造芯混合料)core sand 3.5.12. 合成砂synthetic sand3.5.13. 自硬砂self-hardening sand3.5.14. 水玻璃砂sodium silicate-bonded sand3.5.15. 覆膜砂precoated sand3.5.16. 烂砂泥(麻泥)loam3.5.17. 调匀砂temper sand3.5.18. 面砂facing sand3.5.19. 背砂(填充砂)backing sand3.5.20. 单一砂unit sand3.5.21. 含泥量clay content3.5.22. 含水量moisture content 3.5.23. 旧砂floor sand3.5.24. 枯砂(焦砂)burnt sand3.5.25. 废砂waste sand3.5.26. 热砂hot sand3.5.27. 松砂aeration , sand-cutting3.5.28. 筛分(筛析)screen analysis3.5.29. 旧砂处理sand reconditioning3.5.30. 旧砂再生sand reclamation3.5.31. 沉降分选elutria tion, decantation 3.5.32. 型砂性能及试验3.5.33. 型砂试验sand testing3.5.34. 透气性permeability3.5.35. 流动性flowability3.5.36. 型砂强度sand strength3.5.37. 湿强度green strength3.5.38. 干强度dry strength3.5.39. 耐用性(复用性)durability3.5.40. 砂型(芯)硬度mold hardness 3.5.41. 热变形hot deformation3.5.42. 残留强度retained strength3.5.43. 热强度hot strength3.5.44. 韧性toughness3.5.45. 发气率(发气速度)gas evolution rate3.5.46. 发气性(发气量)gas evolution 3.5.47. 吸湿性moisture absorption3.5.48. 落砂性knock-out capability3.5.49. 潰散性collapsibility3.5.50. 胶质价colloid index3.5.51. 破碎指数shatter index3.5.52. 砂处理设备3.5.53. 热气流烘砂装置hot pneumatic tube drier3.5.54. 混砂机sand muller, sand mixer 3.5.55. 松砂机aerator, sand cutter3.5.56. 冷却提升机cooling elevator, coolevator3.5.57. 筛砂机riddle3.5.58. 磁力滚筒magnetic separator 3.5.59. 旧砂再生设备sand reclamation3.5.60. 气力输送装置pneumatic tube conveyor4. 铸造合金4.1. 铸铁4.1.1. 铸铁cast iron4.1.2. 铸铁石墨形态morphology of graphite in cast iron4.1.3. 灰铸铁(灰口铸铁)gray cast iron 4.1.4. 白口铸铁white cast iron4.1.5. 麻口铸铁mottled cast iron4.1.6. 共晶度degree of saturation4.1.7. 碳当量carbon equivalent4.1.8. 片状石墨flake graphite4.1.9. 初生石墨primary graphite4.1.10. 孕育铸铁inocula ted cast iron4.1.11. 球墨铸铁spheroidal graphite cast iron, nodular graphite iron,ductile iron4.1.12. 球状石墨spheroidal graphite, nodular graphite4.1.13. 可锻铸铁malleable cast iron4.1.14. 黑心可锻铸铁black heart malleable cast iron4.1.15. 珠光体可锻铸铁pearlitic malleable cast iron4.1.16. 铁素体可锻铸铁ferritic malleable cast iron4.1.17. 白心可锻铸铁white heart malleable cast iron4.1.18. 团絮石墨tempered graphite4.1.19. 冷硬铸铁(激冷铸铁)chilled iron 4.1.20. 耐磨铸铁wear resisting cast iron 4.1.21. 耐热铸铁heat resisting cast iron 4.1.22. 耐酸铸铁acid resisting cast iron4.1.23. 高硅铸铁high silicon cast iron4.1.24. 蠕墨铸铁vermicular cast iron, compacted graphite cast iron4.1.25. 蠕虫状石墨vermicular graphite 4.1.26. 合金铸铁alloy cast iron4.2. 铸钢4.2.1. 铸钢cast steel4.2.2. 炭素铸钢carbon cast iron4.2.3. 低合金铸钢low alloy cast steel4.2.4. 高锰钢high manganese steel 4.2.5. 铁素体钢ferritic steel4.2.6. 铸造非铁合金4.2.7. 青铜bronze4.2.8. 铅青铜lead bronze4.2.9. 铝青铜aluminum bronze4.2.10. 黄铜brass4.2.11. 铝铜合金aluminum-copper alloy 4.2.12. 铝镁合金aluminum-magnesium alloy4.2.13. 铝硅合金aluminum-silicon alloy4.2.14. 镁合金magnesium alloy4.2.15. 轴承合金(减摩合金)bearing metal, antifrictional metal4.2.16. 巴氏合金babbitt alloy4.2.17. 钛合金titanium alloy5. 熔炼工艺及设备5.1. 熔炼基本术语5.1.1. 熔化(熔炼)melting5.1.2. 重熔remelting5.1.3. 炉料charge5.1.4. 熔化率melting rate5.1.5. 炉料计算charge calculation5.1.6. 双联熔炼duplexing5.1.7. 元素烧损(元素烧损率)melting losses of various chemicalelements5.1.8. 熔炼损耗(烧损)total melting loss 5.1.9. 还原气氛reducing atmosphere5.1.10. 氧化气氛oxidizing atmosphere5.1.11. 惰性气体inert gas5.1.12. 碱度(碱性指数)index of basicity 5.1.13. 碱性渣basic slag5.1.14. 酸性渣acid slag5.1.15. 精炼refining5.1.16. 遗传性heredity5.1.17. 铸铁熔炼5.1.18. 风口比tuyere ratio5.1.19. 有效高度effective height5.1.20. 送风强度blast intensity5.1.21. 预热送风hot blast5.1.22. 底焦coke bed5.1.23. 层焦coke split5.1.24. 隔焦(结力焦)buffer coke charge 5.1.25. 炉衬furnace lining5.1.26. 碱性炉衬basic lining5.1.27. 酸性炉衬acid lining5.1.28. 棚料bridging5.1.29. 熔池bath5.1.30. 吸碳carbon pick-up5.1.31. 铁焦比(焦比)iron-coke ratio 5.1.32. 出渣deslagging5.1.33. 打炉cupola drop5.2. 铸钢5.2.1. 氧化熔炼法oxidizing melting5.2.2. 不氧化熔炼法dead melting5.2.3. 真空熔炼vacuum refining5.2.4. 电渣熔炼electro-slag melting 5.2.5. 熔渣slag5.2.6. 沉渣sludge5.2.7. 浮渣dross, cinder5.2.8. 氧化期(沸腾期)oxidizing stage, boil5.2.9. 还原期deoxidizing stage, blocking stage5.2.10. 还原渣reducing slag5.2.11. 氧化渣oxidizing slag5.2.12. 白渣white slag5.2.13. 脱氧deoxidation5.2.14. 扒渣slagging- off5.2.15. 脱碳decarburization5.2.16. 脱硫desulphurization5.2.17. 脱磷dephosphorization5.2.18. 增碳recarburizing5.2.19. 脱氧剂deoxidizer5.2.20. 非铁金属熔炼5.2.21. 挥发损耗volatilizing losses5.2.22. 静置stewing, holding5.2.23. 吹氮nitrogen flushing5.3. 熔炼设备5.3.1. 冲天炉cupola5.3.2. 水冷冲天炉water-cooled cupola 5.3.3. 热风冲天炉hot-blast cupola5.3.4. 湿法除尘器we t cap5.3.5. 炉缸cupola well5.3.6. 前炉forehearth 5.3.7. 冲天炉加料机cupola charging machine5.3.8. 爬式加料机skip hoist5.3.9. 电磁配铁称electro-magnetic weighing balancer5.3.10. 电磁盘electromagnetic chuck5.3.11. 电弧炉(直接电弧炉)arc furnace, direct arc furnace5.3.12. 感应电炉electric induction furnace 5.3.13. 电渣炉electroslag furnace5.3.14. 电磁搅拌electromagnetic agitation 5.3.15. 浇包ladle5.3.16. 摇包shaking ladle5.3.17. 底注包bottom pouring ladle5.3.18. 保温炉holding furnace5.3.19. 坩埚炉crucible furnace5.3.20. 熔融金属处理5.3.21. 孕育inoculation5.3.22. 多孔塞法porous plug process5.3.23. 变质modification5.3.24. 墨化剂graphitizer5.3.25. 过热superheating5.3.26. 石墨球化处理nodularizing treatment of graphite5.3.27. 碳当量仪eutectometer5.3.28. 三角试块wedge test-piece5.3.29. 真空除气vacuum degassing5.4. 浇注5.4.1. 浇注pouring5.4.2. 保护气氛浇注pouring under controlled atmosphere5.4.3. 浇注速度pouring rate5.4.4. 浇注温度pouring temperature5.4.5. 浇注时间pouring time5.4.6. 浇注位置pouring position5.4.7. 型内孕育inmold inocula tion5.4.8. 压铁weight5.4.9. 捣冒口churning, pumping5.4.10. 点冒口(补注)teeming5.4.11. 浸入式高温计immersion pyremeter 5.4.12. 补炉patching5.4.13. 炉龄(炉衬寿命)campaign6. 工艺设计及工艺装备6.1. 工艺设计6.1.1. 铸造工艺设计mold design6.1.2. 铸造工艺装备设计foundry tools design6.1.3. 铸造工艺图foundry moldingdrawing6.1.4. 铸件图(毛坯图)drawing of rough casting6.1.5. 起模斜度(拔模斜度)pattern draft 6.1.6. 收缩余量shrinkage allowance6.1.7. 工艺补正量molding allowance6.1.8. 加工余量machining allowance6.1.9. 吃砂量mold thickness6.1.10. 补贴pad6.1.11. 分型负数joint allowance6.1.12. 铸件尺寸公差dimensional tolerance of casting6.1.13. 铸件重量公差weight allowance of casting6.1.14. 铸件加工基准面reference face for machining of casting6.1.15. 铸件表面粗糙度surface roughness of casting6.2. 浇冒口系统6.2.1. 浇注系统(浇口)gating system, running system6.2.2. 封闭式浇注系统choked running system, pressurized gating system6.2.3. 半封闭式浇注系统enlarged runner system6.2.4. 开放式浇注系统unchoked running system, non-pressurized gating system6.2.5. 浇口盆(外浇口)pouring basin6.2.6. 浇口杯pouring cup6.2.7. 浇口塞blanking-off plug6.2.8. 直浇道sprue6.2.9. 直浇道窝sprue base6.2.10. 横浇道runner6.2.11. 筛网芯(滤网芯)strainer core6.2.12. 内浇道ingate6.2.13. 离心集渣浇注系统whirl gate, dirt trap system6.2.14. 顶注式浇注系统top ga ting system6.2.15. 底注式浇注系统bottom gating system6.2.16. 阶梯式浇注系统step gating system 6.2.17. 雨淋浇口shower gate6.2.18. 缝隙浇口slot ga te6.2.19. 压边浇口lip runner, kiss runner6.2.20. 牛角式浇口horn gate6.2.21. 热节hot spot6.2.22. 冒口riser, feeder heed6.2.23. 冒口效率riser efficiency6.2.24. 明冒口open riser6.2.25. 暗冒口blind riser6.2.26. 侧冒口(边冒口)side riser6.2.27. 压力冒口pressure riser6.2.28. 大气压力冒口atmospheric riser6.2.29. 发气压力冒口(气弹冒口)gas-delivered pressure riser6.2.30. 透气砂芯pencil core6.2.31. 冒口颈riser neck6.2.32. 冒口根riser pad6.2.33. 保温冒口套heat insulating feeder sleeve6.2.34. 发热冒口套exothermic feeder sleeve 6.2.35. 补缩距离feeding distance, feeding zone6.2.36. 易割冒口knock-off head6.2.37. 易割片(易割芯片)washburn core 6.2.38. 模样6.2.39. 铸造工艺装备foundry tools and equipment6.2.40. 模样(铸模,模)pattern6.2.41. 母模master pattern6.2.42. 金属模metal pattern6.2.43. 骨架模skeleton pattern6.2.44. 石膏模plaster pattern6.2.45. 塑料模plastic pattern6.2.46. 整体模one-piece pattern6.2.47. 分开模parted pattern, split pattern 6.2.48. 活块loose piece6.2.49. 模板pattern plate6.2.50. 模底板pattern mounting pla te6.2.51. 单面模板single face pattern plate6.2.52. 双面模板match pla te6.2.53. 放样(伸图)hot dimensional drawing 6.2.54. 缩尺(模样工缩尺)shrinkage rule, pattern-maker’s r ule6.3. 芯盒6.3.1. 芯盒core box6.3.2. 脱落式芯盒troughed core box6.3.3. 下芯量具core setting scale6.3.4. 下芯夹具core jig6.3.5. 烘芯板core drying plate6.3.6. 砂箱6.3.7. 砂箱flask, molding box6.3.8. 箱带(箱挡)flask bar, cross bar6.3.9. 脱箱snap flask6.3.10. 套箱mold jacket6.3.11. 套销hollow pin, stub pin7. 造型及造芯7.1. 造型7.1.1. 造型molding7.1.2. 型腔mold cavity7.1.3. 铸型(型)mold7.1.4. 砂型sand mold7.1.5. 上型(上箱)cope, top part7.1.6. 下型(下箱)drag, bottom part7.1.7. 手工造型hand molding7.1.8. 机器造型machine molding7.1.9. 自动化造型automa tic molding7.1.10. 分型面mold joint7.1.11. 有箱造型flask molding7.1.12. 两箱造型two-part molding7.1.13. 三箱造型three-part molding7.1.14. 不平分型面stepped joint7.1.15. 无箱造型flaskless molding7.1.16. 脱箱造型removable flask molding 7.1.17. 地坑造型pit molding7.1.18. 刮板造型sweep molding7.1.19. 抛砂造型impeller ramming, sand slinging molding7.1.20. 组芯造型core assembly molding 7.1.21. 假箱造型oddside molding7.1.22. 微震压实造型vibratory squeezing molding7.1.23. 高压造型high pressure molding 7.1.24. 湿砂型(湿型,潮型)green sand mold7.1.25. 砂型烘干mold drying7.1.26. 干砂型(干型)dry sand mold7.1.27. 表面烘干型skin dried mold7.1.28. 烂砂泥型loam mold7.1.29. 砂床bed7.1.30. 过渡角transition angle7.1.31. 吊砂cod7.1.32. 砂钩lifter7.1.33. 负压造型(真空密封造型)vacuum molding7.1.34. 流态砂造型fluid sand molding7.1.35. 漏模pattern stripping7.1.36. 填砂mold-filling7.1.37. 紧实(紧砂,舂砂)ramming7.1.38. 震实jolt ramming7.1.39. 压实squeezing ramming7.1.40. 紧实度degree of ramming7.1.41. 二氧化碳法造型CO2 process7.1.42. 自硬砂造型self-hardening sand molding7.1.43. 塞砂tucking7.1.44. 刮砂strike-off7.1.45. 造型生产线molding line7.1.46. 刷水swabbing7.1.47. 敲模rapping7.1.48. 起模(拔模)stripping7.1.49. 扎出气孔venting7.1.50. 排气道venting channel7.1.51. 修型patching7.1.52. 冷铁densener, chill7.1.53. 外冷铁surface densener7.1.54. 内冷铁internal densener7.1.55. 验型(验箱)trial closing7.1.56. 合型(合箱,组型)mold assembling, closing7.2. 造芯7.2.1. 造芯(制芯)core making7.2.2. 芯(芯子)core7.2.3. 芯骨core rod, core scab7.2.4. 油砂芯oil sand core7.2.5. 预制芯embeded core, ram upcore7.2.6. 芯头core print7.2.7. 芯座core print7.2.8. 芯头斜度core print taper7.2.9. 芯头间隙core print clearance7.2.10. 壳芯shell core7.2.11. 烘芯core baking7.2.12. 通气蜡线vent wax7.2.13. 冷芯盒法cold box process7.2.14. 热芯盒法hot box process7.2.15. 芯撑chaplet7.2.16. 造型工具7.2.17. 造型工具hand tools of molding7.2.18. 压勺heart and spoon7.2.19. 提沟cleaner7.2.20. 双头铜勺(秋叶)double ended radius sleeker7.2.21. 镘刀trowel7.2.22. 造型及造芯设备7.2.23. 造型机molding machine7.2.24. 压实造型机squeezing molding machine7.2.25. 震击台bumper7.2.26. 振动台vibrating table7.2.27. 微震压实造型机vibratory squeezer 7.2.28. 震实造型机jolt molding machine7.2.29. 高压造型机high pressure molding machine7.2.30. 射压造型机shooting andsqueezing molding machine7.2.31. 多触头造型机equalizing piston squeezer7.2.32. 抛砂机sand slinger7.2.33. 起模机drawing machine7.2.34. 射砂机core shooter7.2.35. 挤芯机core extruder 7.2.36. 铸型输送机mold conveyor8. 铸件落砂及清理8.1. 落砂及清理8.1.1. 落砂shake-out, knock-out8.1.2. 除芯decoring8.1.3. 噴砂清理sand blasting8.1.4. 抛丸清理shot blasting8.1.5. 水力清砂hydraulic cleaning8.1.6. 水砂清砂hydraulic blast8.1.7. 清理cleaning, fettling8.1.8. 清砂cleaning8.1.9. 火焰表面清理scarfing8.1.10. 清铲chipping8.1.11. 化学清砂chemical cleaning8.1.12. 精整dressing and finishing8.1.13. 落砂机knock-out machine8.1.14. 抛丸清理机shot blast machine 8.1.15. 清理滚筒tumbling barrel8.1.16. 抛丸落砂清理设备shot blast reclaiming equipment8.1.17. 悬挂式磨轮swing frame grinder 8.1.18. 修补及矫正8.1.19. 矫正coining, straightening8.1.20. 焊补repair welding8.1.21. 渗补impregnation8.1.22. 特种铸造8.1.23. 金属型铸造8.1.24. 金属型铸造permanent mold casting, gravity die casting8.1.25. 金属型metal mold8.1.26. 金属芯metal core8.1.27. 覆砂金属型sand-lined metal mold 8.1.28. 排气塞venting plug8.1.29. 排气槽air vent8.1.30. 龟裂heat checking8.1.31. 金属型铸造机gravity die casting machine9. 压力铸造9.1. 压力铸造(压铸)die casting, pressure die casting9.2. 压铸型die-casting die, die9.3. 动型moving die, ejector die half 9.4. 定型fixed die, cover die half9.5. 合型力clamping force , dielocking force9.6. 压室pressure chamber9.7. 鹅颈管gooseneck9.8. 分流器spreader, sprue spreader9.9. 顶杆ejector pin9.10. 溢流槽overflow well9.11. 压射冲头(压室)injection piston, plunger9.12. 压射比压injection pressure9.13. 压射速度injection speed9.14. 保压时间dwell time9.15. 真空压铸evacuated die casting, vacuum die casting9.16. 充氧压铸pore-free die casting9.17. 双冲头压铸(精速密压铸)acurad(accurate?) die casting9.18. 压铸机die casting machine9.19. 冷室压铸机cold chamber die casting machine9.20. 热室压铸机hot chamber die casting machine9.21. 镶铸法insert process9.22. 离心铸造9.23. 离心铸造true centrifugal casting9.24. 半离心铸造semi-centrifugal casting 9.25. 离心浇注centrifugal pressure casting, centrifuge casting9.26. 双金属离心铸造bimetal centrifugal casting9.27. 离心铸造机centrifugal casting machine10. 熔模铸造10.1. 失模铸造lost pattern casting10.2. 熔模铸造(失蜡铸造)fusible pattern molding, lost-wax molding10.3. 压制熔模fusible pattern injection 10.4. 压型pattern die10.5. 熔模fusible pattern10.6. 盐模salt pa ttern10.7. 蜡模wax-pattern10.8. 模组pattern assembly10.9. 熔模涂料(浆料)slurry10.10. 面层涂料investment precoat10.11. 撒砂stuccoing 1010.12. 脱蜡dewaxing10.13. 熔烧sintering10.14. 壳型铸造10.15. 壳型铸造shell molding10.16. 结壳时间investing time10.17. 结壳温度investing temperature 10.18. 硬化温度curing temperature 10.19. 硬化时间curing time10.20. 其它铸造方法10.21. 陶瓷型铸造ceramic molding10.22. 陶瓷型浆料ceramic slurry10.23. 灌浆paste pouring10.24. 喷烧torch firing10.25. 低压铸造low-pressure die casting 10.26. 充型压力mold filling pressure 10.27. 保压压力dwell pressure10.28. 升液管stalk10.29. 真空吸铸suction casting10.30. 差压铸造(反压铸造)counter-pressure casting10.31. 实型铸造full mold process, cavityless casting10.32. 泡沫塑料模styrofoam pattern 10.33. 磁型铸造(磁丸铸造)magnetic shot molding process10.34. 凝壳铸造slush casting10.35. 石膏型铸造plaster molding10.36. 连续铸造continuous casting11. 铸件质量及铸件缺陷11.1. 铸件质量基本术语11.1.1. 铸件检验inspection of casting 11.1.2. 铸件质量分析quality analysis of casting11.1.3. 铸件外观质量visual quality of casting11.1.4. 铸件内在质量internal quality of casting11.1.5. 铸件使用性能service ability of casting11.1.6. 单铸试块separated test bar of casting11.1.7. 附铸试块test lug11.1.8. 缺陷铸件defective casting11.1.9. 废品reject11.1.10. 无损检验(无损探伤)nondestructive inspection11.1.11. 破坏性试验destructive testing 11.1.12. 多肉类缺陷11.1.13. 飞翅(飞边)joint flash11.1.14. 毛刺veining11.1.15. 抬型(抬箱)cope raise , raised mold11.1.16. 胀箱swell11.1.17. 冲砂erosion, cut, wash11.1.18. 掉砂drop, crush11.1.19. 外渗物(外渗豆)sweat11.2. 孔洞类缺陷11.2.1. 气孔blow hole11.2.2. 针孔pinhole11.2.3. 缩孔shrinkage11.2.4. 缩松dispersed shrinkage11.2.5. 疏松(显微缩松)porosity microshrinkage11.2.6. 裂纹、冷隔类缺陷11.2.7. 冷裂cold cracking11.2.8. 热裂hot tearing11.2.9. 热处理裂纹heat treatment crack 11.2.10. 白点(发裂)flake11.2.11. 冷隔cold shut, cold lap11.2.12. 浇注断流interrupted pour11.2.13. 表面缺陷11.2.14. 鼠尾rat-tail11.2.15. 沟漕buckle11.2.16. 夹砂结疤(夹砂)scab11.2.17. 机械粘砂(渗透粘砂)metal penetration11.2.18. 化学粘砂(烧结粘砂)burn-on 11.2.19. 表面粗糙rough surface11.2.20. 皱皮elephant skin11.2.21. 缩陷depression11.2.22. 残缺类缺陷11.2.23. 浇不到misrun11.2.24. 未浇满poured short11.2.25. 跑火run-out, bleeding11.2.26. 型漏(漏箱)run-out, bleeding 11.2.27. 损伤(机械损伤)damage11.2.28. 形状及重量差错类缺陷11.2.29. 拉长exaggeration of dimension 11.2.30. 超重over-weight11.2.31. 变形distortion, warping11.2.32. 错型(错箱)shift11.2.33. 错芯core shift11.2.34. 偏芯(漂芯)core raised, corelift 11.3. 夹杂类缺陷11.3.1. 夹杂物inclusion11.3.2. 冷豆cold shot11.3.3. 内渗物(内渗豆)internal sweat 11.3.4. 渣气孔scum, slag-blow hole11.3.5. 砂眼sand inclusion11.3.6. 性能、成分、组织不合格11.3.7. 亮皮pearlite layer11.3.8. 菜花头cauli-flowering11.3.9. 石墨飘浮carbon floatation11.3.10. 石墨集结kish graphite spot11.3.11. 组织粗大open grain structure11.3.12. 偏析segregation11.3.13. 硬点hard spot11.3.14. 反白口inverse chill11.3.15. 球化不良under-nodularizing11.3.16. 球化衰退degradated spheroidisation 11.3.17. 脱碳decarburization。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计(论文)外文翻译学生姓名:系别:机械工程系专业:机械设计制造及其自动化班级:学号:译文出处:Science and Technology Engl-ish for Mechanical EngineeringCasting、Forging and Welding1. CastingMetal casting is one of the oldest of all industries, both ancient and medieval history offering examples of the manufacture and use of casting. From simple axeheads poured from copper in open moulds some 5000 years age, casting in the pre-Christian world developed to a point at which elaborate bronze statuary could be produced in two-piece and cored moulds. By the end of the medieval period, decorated bronze and pewter casting had begun to be used in European church and domestic life.The widespread adoption of cast iron as engineering material awaited the success of Abraham Darby in 1790 in smelting in the coke blast furnace; this paved the way for the massive use of cast iron in construction during the years following the industrial revolution.Many foundries sprang up after the industrial revolution, the vast majority being for the manufacture of the cast iron then being used as a structural material. The quantity production of iron castings in the nineteenth century was not matched by a universal advance in quality and the engineering use of the products encountered more serious risks in a non-ductile material.Despite the skill of the molder in producing complex forms, there was little change in the metallurgical and engineering situation until the modern era brought a better understanding of the factors determining quality. With modern techniques of process control the rudimentary judgment of the operator could give way to objective measurements of metal temperature, molding material properties and other production variables. These improvements have been applied not only to cast iron but to a wide range of cast alloys.There are four basic casting methods: sand-casting, die-casting, investment-casting, and centrifugal casting.Sand-casting is the most widely used method employed in foundry. In this process, sand moulds are contained in metal molding boxes that have four sides but no top or bottom. During the molding operation the boxes are located togetherby pins so that they can be separated to remove the pattern, and replaced in the correct position before the metal is poured in. The boxes are clamped together, or the cope (top section) weighted down when pouring to prevent the cope from “floating away”from the drag (lower section) when the mould is full of molten metal. The sequence when molding the simple two-part mould to cast a bracket is illustrated as follows.At the first stage the pattern is seated on the moulding board. The pattern is covered with facing sand, which is a specially prepared sand of good quality, which can take a clean and smooth impression, and can resist the heat from the molten metal that will be in contact with it. The facing sand is backed up with molding sand, which is old facing sand from previous moulds. The molding sand is carefully rammed up so that it is fairly tight around the pattern to produce a good solid mould, yet permeable enough to allow the gases produced during casting to escape. The sand is finally leveled off.At the second stage the mould with the pattern still in position is inverted; the exposed sand lightly covered with parting sand, and the exposed pattern with facing sand.(The parting sand has no cohesion, and is introduced to permit a clean separation when the mould is opened up to remove the pattern .) The second molding box is located in position on the first box and filled with molding sand. Two or more plugs are introduced when the second box is being filled (these are removed later, leaving channels in the sand). One of these plugs is positioned to one side of the pattern. The sand is rammed up and leveled off.Now, at stage 3, to allow the pattern to be removed. This is done by screwing a bar with a threaded end into a suitable insert in the pattern, damping the sand around the pattern, and gently rapping the bar in all directions so that the pattern can be carefully withdrawn. To facilitate the removal of the pattern without scuffing the sides of the impression, all surfaces that lie in the direction of pattern removal are inclined slightly by a small amount (the draw angle).A groove called a gate is cut in the sand face to allow the channel producedby the plug that is outside the pattern to connect with the impression .The metal is poured through this channel (called the runner), and the gate prevents it from dropping straight into the impression and damaging it .The cross-section of the gate is slightly smaller than that of channel so that a full runner will always supply metal to the gate at a slight pressure.Finally, the mould is reassembled, carefully locating and securing the two sections. The top section is known as the cope, and the lower section is known as the drag. The sand in the cope is vented. These vents allow the sand to be rammed up more tightly at the earlier stages without the risk of gases being trapped in the molten metal and forming blowholes in the solid metal. A sand-feeding gate (also called a pouring or bowl) is added to make it easier to pour the metal into the runner. The molten metal is poured through the runner and the air will escape through the riser.The impression will be filled with molten metal when it is completely filled. Gases can escape through the runner and the riser, which also act as headers to supply the impression with more metal to compensate for the contraction of the metal when cooling in the molten state.2. ForgingForging is the plastic working of metal by means of localized compressive forces exerted by manual or power hammers, presses, or special forging machines. It may be done either hot or cold. however, when it is done cold, special names usually are given to the processes. Consequently, the terms“forging” usually implies hot forging done above the recrystallization temperature.Modern forging is a development form the ancient art practiced by the armor makers and the immortalized village blacksmith. High-powered hammers and mechanical presses have replaced the strong arm, the hammer, and the anvil and modern metallurgical knowledge supplements the art skill of the craftsman in controlling the heating and handling of the metal.Forge ability is the term used in the industry to denote a material relative resistance to deformation and its plasticity. While considerable disagreementexists as to precisely what characteristics the word “forge ability” should include, the term as used here is defined as the tolerance of a metal or alloy for deformation without failure, regardless of forging pressure requirements.Raw material used for forging is generally bar or billet stock hot rolled from ingots melted in open-hearth, electric arc, or vacuum arc furnace .other forms and shapes such as rolled slabs, plats, and stock produced by continuous casting techniques are occasionally used .for certain grades ,vacuum arc melting imparts better forge ability than does conventional arc melting . However, the major purpose of vacuum melting is the improvement of mechanical properties and cleanliness, not forging behavior.Equipment behavior influences the forging progress since it determines the feasibility of forging a part and affects the rate of deformation and the temperature conditions.The hammer is the most economical type of equipment for generating load and energy necessary to carry out a forging process, provided that the material being forged can support high deformation velocities. It is most commonly used hot forging equipment for repeated blows on the same workpiece and cannot be overloaded.There are various types of hammers: air-lift gravity drop hammers, power drop hammers, power drop hammers, Counterblow hammers ect. In a simple gravity drop hammer the upper ram is positively connected to a board, a belt, a chain or a piston. When forging the ram is lifted to a certain height and then dropped on the stock placed on the anvil. During the down stroke, the rain is accelerated by gravity and builds up the blow energy. The upstroke takes place immediately after the blow, the force necessary to ensure quick lift-up of the ram can be 3 to 5 times the ram weight. The operation principle of a power-drop hammer is similar to that of an air drop hammer. During the down stroke, in addition to gravity, the ram is accelerated by steam, cold air or hot air pressure. In an electro hydraulic gravity-drop hammer, the ram is lifted with oil pressure against an air cushion. The compressed air slows down the upstroke of the ram and contributes to its acceleration during the down stroke .thus; the electrohydraulic hammer also has a minor power hammer action.Press forging employs a slow squeezing action in deforming the plastic metal, as contrasted with the rapid-impact blows of a hammer. Hydraulic forging press is operated by large pistons driven by high-pressure hydraulic or hydrometric system. The squeezing action is carried completely to the center of the part being pressed, thoroughly working the entire section. These presses are the vertical type and may be either mechanically or hydraulically operated. The mechanical presses, which are faster operating and most commonly used, range in capacity from 5000 to 10000 tons.In the forging press a grater proportion of the total work put into the machine is transmitted to the metal than in a drop hammer. The machine and foundation absorb much of the impact of the drop hammer .press reduction of the metal is faster, and the cost of operation is consequently lower. most press forging s are symmetrical in shape ,having surfaces, which are quite smooth, and provide a closer tolerance than is obtained by a drop hammer .however ,drop forging can forge many parts of irregular and complicated shapes more economically. Forging presses are often used for sizing operations on parts made by other forging processes.For small forgings closed impression dies are used, and only one stroke of the ram is normally require to perform the forging operation .the maximum pressure is built up at the end of the stroke ,which forces the metal into shape .dies may be mounted as separate units, or all the cavities may be put into a single block. for small forgings individuals die units are more convenient .large ingots are now almost always forged with hydraulic presses instead of with steam hammers, since the work done by a press goes deeper. Further, the press can take a cooler ingot and can work to closer dimensions.The forging should be done at about the same temperature as rolling; the process improves the physical properties of the steel just as rolling does. In the final forging it is important not to have the steel too hot, for overheated steel will have poor mechanical properties when cooled. in heating for forging the temperature is usually judged by the eye, but where a large number of thesame patterns will be made, the pieces to be forged are heated in furnaces in which the temperature is indicated by pyrometers, and often is automatically controlled.3. weldingWelding techniques have become so versatile that it is difficult nowadays to define “welding”. Formerly welding was “the joining of metals by fusion”, that is, by melting, but this definition will no longer do. Welding was next defined as the “joining of metals by heat”, but this is not a proper definition either. Not only metals can be welded, so can many of the plastics. Furthermore several welding methods do not require heat. Every machinist is familiar with heatless welding method under some circumstances. Besides these, we can weld with sound and even with the famous laser. Faced with a diversity of welding methods that increase year by year, we must here adopt the following definition of welding:" welding is the joining of metals and plastics by methods that do not employ fastening devices”.There is also no uniform method of naming welding processes. Some processes are named according to the heat source or shielding method, other certain specialized processes are named after the type of joint produced. Examples are spot and butt welding. But an overall classification can not take account of this because the same type of joint may be produced by a variety of processes. Spot welding may be done by electric resistance, arc, or electron-beam processes and butt welding by resistance, flash or any of a number of other methods. Many welding processes are named depending on the heat applied, equipment used, and type of metal to be joined and the strength of the joint.Soldering is the process of joining two metals by a third metal to be applied in the molten state. Solder consists of tin and lead, while bismuth and cadmium are often included to lower the melting point. One of the important operations in soldering is that of cleaning the surface to be joined, this may be done by some acid cleaner. Soldering gives a satisfactory joint for light articles ofsteel, copper or brass, but the strength of soldering joint is rather less than a joint which is brazed, riveted or welded. These methods of metal are normally adopted for strong permanent joints.Pressure welding is known as the simplest method of welding two pieces of metal together. The ends of metal are heated to a while heat—for iron, the welding temperature should be about 1300℃—in a flame. At this temperature the metal becomes plastics. The ends are then presses or hammered together, and the joint is smoothed off. Care must be taken to ensure that the surfaces are thoroughly clean first, for dirt will weaken the weld. Moreover, the heating of iron or steel to a high temperature causes oxidation, and a film of oxide is formed on the heated surfaces. For this reasons, a flux is applied to the heated metal. At welding heat, the flux melts, and the oxide Particles are dissolved in it together with any other impurities which may be present. The metal surfaces are pressed together, and the flux is squeezed out from the center of the weld.Gas welding includes all the processes in which gases are used to obtain a hot flame. Those commonly used are acetylene, natural gas, and hydrogen in combination with oxygen. The maximum temperature developed by oxyhydrogen welding is 3600℉ (1980℃). Hydrogen is produced either by the electrolysis of water or by passing steam over coke. An oxyacetylene weld is produced by heating with a flame obtained from the combustion of oxygen and with or without the use of a filler metal. In most cases the joint is heated to a state of fusion, and as a rule, no pressure is used.Are welding is a process in which coalescence is obtained by heat produced from an electric arc. The electrode or filler metal is heated to a liquid state and deposited into the joint to make the weld. Contact is first made between the electrode and the work to create an electric circuit, and then, by separating the conductors, an arc is formed. The electric energy is converted into intense heat in the arc, which attains a temperature around 10 000°F (5500℃). Either direct or alternating current can be used for arc welding, direct current being preferred for most purposes. A d-c welder is simply a motor-generator set ofconstant-energy type, having the necessary characteristics to produce a stable arc. Arc welding uses commonly metal electrodes or carbon electrodes.Laser Welding is used because of laser’s high heat intensity. It can be operated in any transparent medium without contact with the workpiece, since the laser delivers its energy in the form of light. In welding, the power is delivered in pulses rather than as a continuous beam, the beam is focused on the workpiece and the intense heat produces a fusion weld. Laser welding is slow and is used only for special jobs involving small weldments. Its greatest use is found in the electronics industry.Explosion welding is a process that uses energy from the detonation of an explosive to join two pieces of metal. The explosion accelerates the pieces to a speed at which a metallic bond will form between them when they collide. The weld is produced in a fraction of a second without the addition of filler metal. This is essentially a room temperature process in that gross heating of the workpieces does not occur. The faying surfaces, however, are heated to some extent by the energy of the collision, and welding is accomplished through plastic flow of the metal on those surfaces. Welding takes place progressively as the explosion and the forces it creates advance from one end of the joint to the other. Deformation of the weldment varies with the type of joint. There may be no noticeable deformation at all in some weldments, and there is no loss of metal.译文:铸造、锻造和焊接1.铸造金属铸造是最古老的产业之一,远古时期和中世纪就有人使用和制造铸件了。