多变量统计过程控制在烟叶打叶复烤过程中应用_王满
打叶复烤线润叶机监控系统的设计与应用
%器竺昏
进风温度.
f剖L口刮——
L————————_1温度仪卜_————————一
c.就是画面设计,根据现场的实际,通过组态 王提供的图库及其他图形设计软件,设计出能模拟 反映现场工作的主画面,并给操作工提供友好的操
<机械与电子>2010.7(I)
作界面,并设计实时曲线和历史曲线图,以观察现场
的控制状况。
收穰日期:2010—05—06
叶流量和烟叶水分,筒内的温度和补加蒸汽量的多
・229・
<机械与电子)2010.7(1)
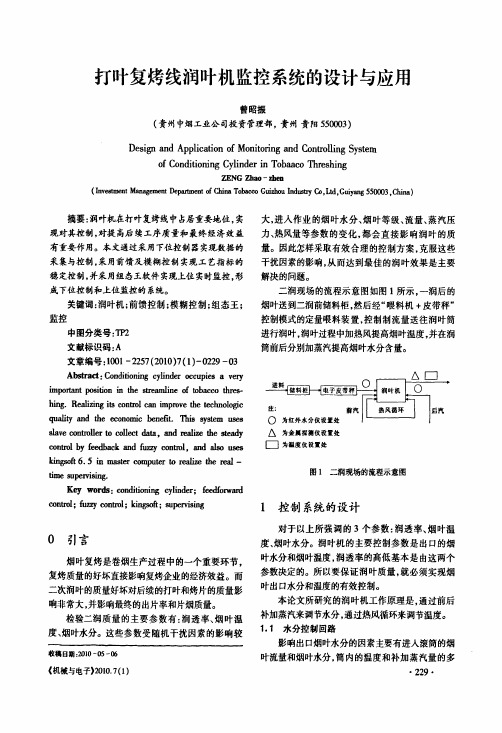
少等。因此通过电子皮带称控制烟叶流量,在入口 处和出口处检测烟叶水分,采用气动薄膜阀控制前 后补加蒸汽的流量。 根据入口的烟叶流量,初步确定前后蒸汽的补 加量,根据人口处水分的波动,采用前馈补的方式调 节前补加蒸汽量,根据出口水分的波动,调节后蒸汽 薄膜阀的大小,实现水分的稳定控制,控制框图如图 2所示。
机控制系统[J]I业炉2003 8
[8]州春霸,刘吉i等组志化控制在电睬尘%中的设计
及应用[门河南冶金2093 图4系统主目i盐阀fj操作画画
[9】7A*ng—xi
Hale Waihona Puke Li,Jie2.3系统调试
系统的调试主要分为3个部分:通信调试、信号 调试和回路调试。
2 3
8州啪hBd∞me蛔PlI)。。nⅡd刊¥h”preceder f∞dbEk o。ntrd[J1 J“md of∞1wr8q of∞…md
slave conh'oller to collect data,and realize the steady control by feedback and f.u盈:y
contr01.and
also u孵s real—
打叶复烤线润叶机监控系统的设计与应用_鞠文

打叶复烤线润叶机监控系统的设计与应用鞠文山东烟叶复烤有限公司诸城复烤厂山东诸城262200摘要:在整条打叶复烤线上,润叶机处于非常重要的地位,对产品质量的好坏起到了关键的作用和意义。
实现对其的高度集中控制,对提高打叶复烤技术和完善设备,以及大幅度提高产品质量,减少生产成本,大幅度增长经济收益等有重要作用。
数据的采集与控制由下位控制器来实现,工艺指标的稳定控制则由前馈和模糊控制来实施,并采用组态王软件实现上位实时监控,形成下位控制和上位监控的系统。
关键词:润叶机;下位控制器;前馈;模糊控制;组态王随着片烟的全面广泛使用,打叶复烤也成为了卷烟工业生产中一个必不可少的重要环节。
为了配合消费者的最新需求,大量新工艺的投入应用,不仅使得打叶复烤工艺得到了很好的充实,也不断得对所生产的产品提出更加严苛的要求。
如何保证二次润叶的质量,从而达到最佳的润叶效果是目前所面临的最迫切的问题。
首先检验二次润叶的质量的主要参数有以下这些:润透率、烟叶温度、烟叶水分。
这些参数在整条打叶复烤线上充满了不确定性,都会随机受到影响,为了解决这个问题,采取有效合理的控制方案,克服这些干扰因素带来的不利影响是企业最快捷准确的解决方式。
一、监控系统的设计在润叶机进行监控系统设计时,要考虑到润叶机影响因素。
在润叶机主要功能是对叶片进行润湿,在这一过程中主要受到两大因素的影响,一个是出口的烟叶水分,另一个是烟叶的温度。
这两大因素对于润叶的质量和效果有非常重要的影响。
1.控制水分在对烟叶进行润湿的过程中,影响出口烟叶水分主要受到进入到润烟机滚筒内的烟叶流量的影响。
流量分为体积流量和重量流量,设备方面有提升带定量喂料机、仓式喂料机、限量管用于进行流量体积控制。
用电子皮带秤秤重对流量的质量进行控制。
而控制流量最佳的方法是将喂料机、限量管与电子皮带秤结合而用,体积、质量同时控制,进而对流量实现更加精准的控制[1]。
对于烟叶水分的检测一般选择在烟叶的入口处和出口处进行检测。
打叶复烤过程烟叶内在品质的变化研究

打叶复烤过程烟叶内在品质的变化研究作者:袁逢春,龙明海,何邦华,等来源:《湖北农业科学》 2013年第1期袁逢春1,龙明海2,何邦华1,王跃昆1,华一崑1,汪显国1,左景键2,资文华2,3(1.红云红河烟草集团技术中心,昆明650202;2.云南瑞升烟草技术(集团)有限公司,昆明650106;3.昆明理工大学冶金与能源工程学院,昆明650093)摘要:为研究打叶复烤对烟叶内在品质的影响,采集了云87和K326两个烤烟品种的B3F等级烟叶打叶复烤关键工序的在制品,对样品进行了内在常规化学成分检测及感官质量评价。
结果表明,经过一润、二润及储柜和复烤工序后烟叶总糖含量、糖氮比及糖碱比升高,总氮、烟碱和钾含量降低;感官评吸总分呈升高趋势,主要表现在香气量增加、杂气和刺激减小、余味更舒适。
关键词:打叶复烤;烟叶品质;常规化学成分;感官质量中图分类号:S572文献标识码:A文章编号:0439-8114(2013)01-0158-03打叶复烤是将烟叶从烟草农产品转变为卷烟工业生产原料的重要加工过程,其目的是为了将烟叶的含水率调整至规定的范围内,防止烟叶在仓储和醇化过程中发生霉变,并且有利于排沙除杂、杀虫灭菌,提高烟叶质量和加工效率[1,2]。
简辉等[3]研究发现将复烤温度控制在80~90℃有利于改善烟叶的物理性状,保留烟叶中苯甲醇、茄酮、二氢猕猴桃内酯、巨豆三烯酮和新植二烯等主要致香成分,并能保持卷烟香气量。
欧清华等[4]的研究表明真空回潮后打叶复烤,烤后烟叶大中片率(>12.7mm叶片率)和长梗率有所提高,化学成分协调性有所提高,还可以在一定程度上减少杂气,提高余味舒适程度。
但目前国内已报道的研究主要针对打叶复烤过程某单一工序的质量指标或在线信息化、在线控制及在制品物理指标等[5-8]进行,而将润叶工序和复烤工序联系起来,对其主要化学成分及感官质量的分析则鲜有报道。
本研究对打叶复烤过程中的一润、二润、储柜及复烤4个关键工序分别取样,进行内在常规化学成分检测和感官质量评价,并运用SPSS17.0统计软件进行方差分析,以探索打叶复烤过程对烟叶内在常规化学成分和感官质量的影响,为指导打叶复烤生产提供理论依据。
浅析烟叶打叶复烤质量控制中的SPC 应用

科技与创新┃Science and Technology & Innovation ·78·文章编号:2095-6835(2015)06-0078-02浅析烟叶打叶复烤质量控制中的SPC应用王冬梅(云南省烟草烟叶公司,云南昆明 650000)摘 要:将SPC(统计过程控制)技术应用到打叶复烤质量控制中,其核心是过程统计,利用统计方法控制烟叶打叶复烤的质量,全面推动烟叶打叶复烤企业的发展。
主要研究了SPC技术,分析了其在烟叶打叶复烤质量控制中的应用。
关键词:烟叶;打叶复烤;质量控制;SPC中图分类号:S572;F273.2 文献标识码:A DOI:10.15913/ki.kjycx.2015.06.078因为烟叶打叶复烤的过程比较复杂,所以,SPC已经逐渐成为了其质量控制中不可缺少的一项技术。
该技术既可以全面控制打叶复烤的过程,又可以把控烟叶复烤的质量,提高SPC 的应用水平,进而保障整个工艺的质量控制,避免整个控制过程受到不良因素的干扰。
SPC面对的主要对象是打叶复烤的过程,在此过程中收集可控制的对象,实现全面、自动化的控制,消除烟叶打叶复烤中存在的质量问题,以便提高烟叶的生产质量。
1 烟叶打叶复烤中的SPCSPC明确表示了烟叶打叶复烤中过程与子过程的关系,它有利于降低过程内的变差,扩大烟叶生产的规模,进而保障烟叶的生产效率。
在打叶复烤过程中,每个子过程都负责不同的工艺,并且独立工艺之间也存在密切的联系,所以,必须要明确子系统之间的关系,这样才能保障烟叶打叶复烤的合理性。
SPC立足于打叶复烤的过程控制与识别过程的关系,并形成良好的工作状态,通过分析烟叶的质量特性,可以有效消除打叶复烤变差引起的质量缺陷,从而在整个控制过程内提升烟叶的加工质量。
在打叶复烤中,应用SPC控制过程变差,以便输出稳定的数据,确保打叶复烤的指标能达到规范标准。
这样做,SPC才可以为打叶复烤提供改进建议,完善烟叶打叶复烤的环境,进而实现高水平的质量控制。
打叶复烤片烟结构特征及差异分析
打叶复烤片烟结构特征及差异分析王满;何结望;许自成;闫铁军;谢豪;毛福利【摘要】为探讨片烟结构分布状况及各种因素对片烟结构质量的影响,采集了我国10个打叶复烤企业2006~2008年的片烟样品290份,分析了片烟结构不同年份间、不同等级间、不同批次间、复烤前后、不同打叶复烤厂间的分布及差异性,描述了片烟结构指标的变异性,结果表明:不同年份间存在差异,上、中等烟的>12.7 mm叶片率逐年提高,小片率和叶含梗率逐年降低;不同等级间存在差异,上等烟与中等烟差异较小,下等烟的>12.7 mm叶片率、小片率与上、中等烟差异均显著,加工水平是上等烟>中等烟>下等烟;不同批次间存在差异;复烤前后差异极显著;不同打叶复烤厂有不同程度的差异;>12.7 mm叶片率变异程度弱,其他指标属于中等变异.【期刊名称】《江西农业学报》【年(卷),期】2010(022)007【总页数】4页(P17-20)【关键词】烤烟;打叶复烤;片烟结构;差异分析【作者】王满;何结望;许自成;闫铁军;谢豪;毛福利【作者单位】河南农业大学,烟草学院,河南,郑州,450002;湖北中烟工业有限责任公司,湖北,武汉,430051;河南农业大学,烟草学院,河南,郑州,450002;湖北中烟工业有限责任公司,湖北,武汉,430051;湖北中烟工业有限责任公司,湖北,武汉,430051;河南农业大学,烟草学院,河南,郑州,450002【正文语种】中文【中图分类】S572打叶复烤工序是联系原烟和卷烟的重要“桥梁”,是烟草行业价值链上的重要一环,打叶复烤片烟结构是影响卷烟加工和卷烟成品质量的重要因素[1~3]。
卷烟品牌的做大做强及工艺技术的发展对打叶复烤加工水平提出更新更高的要求,尤其是多点加工容易影响卷烟质量的稳定性,以往对片烟质量的报道多是水分和化学成分[4~6],关于片烟结构的研究较少,笔者以我国10个打叶复烤企业不同年份不同等级的片烟为材料,对片烟结构进行了系统的描述和差异分析,旨在探讨我国近几年片烟结构状况及对片烟结构质量影响的因素。
切断解把在打叶复烤线上的应用

切断解把在打叶复烤线上的应用摘要:随着中国卷烟工业的发展壮大,使打复烤工艺和技术获得了迅速的发展,在烟叶原料产地兴建打叶复烤生产线。
但在2003年国家局全面关停挂杆复烤之后烟叶打叶复烤才正式全面进行商业化运作,所以打叶复烤生产技术应该说还有很大的发展空间。
尤其是卷烟工业对烟叶原料的要求越来越高,各复烤企业为了提高烟叶加工质量,不断解决在生产中存在的不足之处,在设备或是工艺上进行小改小革。
本文以我个人的观点介绍了打叶复烤生产线打前预处理工序中解把铺叶的主要类型,及其在生产实用中的优缺点。
同时客观地总结了宣威市烟叶复烤厂厂通过技改后应用切断解把技术在实际生产中的应用实效关键词:解把铺叶工序、铺叶解把、松包解把、切尖解把、人工解把铺叶、切断解把、应用实效。
随着中国卷烟工业的发展壮大,作为卷烟工业的原料车间,烟叶打叶复烤在“八五”期间才被烟草行业列为重点发展项目,使打复烤工艺和技术获得了迅速的发展,在烟叶原料产地兴建打叶复烤生产线。
但在2003年国家局全面关停挂杆复烤之后,烟叶打叶复烤才正式全面进行商业化运作,所以打叶复烤生产技术应该说还有很大的发展空间。
尤其是卷烟工业对烟叶原料的要求越来越高,各复烤企业为了提高烟叶加工质量,提高企业竞争力,都在发挥着各自的聪明才智,解决在生产中存在的不足之处。
我厂为了更加完善设备工艺性能,生产出更高质量的产品,所以在2003年打叶复烤线建成投产之后,我们认真总结生产中存在的不足,先后对烤梗机、打叶机重力风分器、梗包装系统以及解把铺叶工序进行了不同程度的改造,都取得了很好的实用效果,尤其是铺叶工序在应用切断解把技术之后,生产质量指标和经济指标都有了很大的提高。
首先就打前的解把铺叶工序来作简单介绍,并进行比较。
1)铺叶解把,由人工将烟把铺放在摆把台上由解把机进行解把。
省内部分复烤企业都采用这种方式。
缺点是解把率受人为因素的影响很大,若管理得好,解把率可达80%以上。
2)松包解把,该方式大多采用翻箱喂料,然后由松包解把机将把头解散,并松散烟叶。
多变量统计过程控制在烟叶打叶复烤过程中应用
a d l d 1 u fc nr lh p e e e a s d u p r c lc ne t n ma l at a o tn a e aiey h s . Mut a a e s - n l 7 o t o t a p n d b c u e me im a t a o tn d s l r e c n e tw sr lt l ih n a o o i a p il v l v r t t i i a
不 当的处 理 。
多变量 统计 过程 控制 ( ut aieSascl rcs ot l M lvr t tiia PoesC nr ,MS C 是 以多 元正 态 分 布 理 论 为基 础 , i a tt o P) 在 考虑 指标 关 系的基 础上 同时 对 多个指 标进 行过 程监 控 、故 障 监测 和 诊 断 。 目前 ,MS C技 术 已经被 越 来 P 越 多 的领域 关 注 Ij 6。采 用 基于 MS C技 术 的 控 制 图对 片 烟 指标 进行 统 计 监 控 ,旨在 将 M P P S C技 术 应 用 到烟 叶打 叶复 烤过 程 ,实现 对打 叶复 烤 片烟质 量特 性指 标 的稳定 性监 控 。
厂抽取 的 20 0 9年 片 烟 为 样 本 ,通 过 多 变量 统 计 分 析 ,运 用 多 变量 控 制 图 对 打 叶 复 烤 过 程 片烟 结 构 3个 指 标 的 稳 定 状 况
进行判断 ,并运 用 B neri o f o n不等式原理 对失控 小组各个变量进行检验。结果表明 ,第 7 l 7个 小组打叶复烤过程稳 定 r 、l 、l
第2 7卷第 2期 2 1 年 5月 01
农 业
系 统
科 学
与 综 合 研
究
SPC技术在烟叶打叶复烤质量管理中的应用_邓斌

SPC技术在烟叶打叶复烤质量管理中的应用邓斌1,范梅2,刘洪3(1.长沙卷烟厂原烟经理部,湖南长沙410014;2.湖南女子大学,湖南长沙410004;31岳阳职业技术学院,湖南岳阳414000)摘要:为提高烟叶打叶复烤质量控制精度,尝试应用SPC(统计过程控制)技术从整个过程来评价、提高打叶复烤过程的加工能力。
通过运用SPC技术的统计方法、控制图,提高过程能力水平,实现从结果控制向过程控制、从人工控制向自动控制的转变,起到稳定提高片烟产品质量的作用。
关键词:SPC技术;打叶复烤;质量管理;过程能力指数;控制图中图分类号:S572.09文献标识码:A文章编号:1006-060X(2006)06-0096-03Application of Statistical Process Control in QualityManagement of Threshing and RedryingDENG Bin,FAN Mei,LIU Hong(11Changsha Cigarette Factory,Chan gsha410014,PRC;2.H unan Women.s University,Changsha410004,PRC;3.Yueyang Vocational Colle ge,Yue y an g414000,PRC)Abstract:In order to improve the precision of quality control,SPC was applied in process of threshing and redrying to evaluate and i mprove the working capaci ty.By applying in s tatistical methods of SPC and control chart,the process capability levels were i mproved,the transformation from result control and manual con trol to process con trol and automatic control are preli minarily achieved which improve the production quality of slice tobacco.Key words:SPC(Statistical Process Con trol);threshing and redrying;quality management;process capabili ty index;control chart20世纪20年代,美国贝尔实验室的休哈特博士提出了统计过程控制理论和控制图方法的应用,为实现捕捉过程中的异常先兆,预防不合格品的产生和评价产品质量提供了有效的工具,即现今统称的SPC(统计过程控制)技术。
住宅建筑加强防雷检测的必要性及防雷措施
住宅建筑加强防雷检测的必要性及防雷措施艾厚奇 于洪波 岳和平(佳木斯市气象局,黑龙江佳木斯154004)摘 要:随着我国国民经济的迅速发展,城市化进程显著,住宅建筑楼层越来越高,但是高楼大厦也很容易受到自然灾害的威胁,尤其是雷电对高层建筑物的危害极大。
黑龙江省位于中纬度欧亚大陆东沿,地貌复杂,南北气候差异明显,属于北方的雷暴多发区,必须要加强住宅建筑的防雷检测。
关键词:住宅建筑;防雷检测;必要性;措施中图分类号 TU895 文献标识码 B 文章编号 1007-7731(2012)24-196-002据相关的研究调查表明,雷电造成的经济损失仅次于暴雨洪涝灾害和干旱灾害,对人民的生命财产带来巨大的影响,从地理条件上来看,温热带地区的雷电活动多于干冷地区,山区雷电活动多于平原,(下转198页)作者简介:艾厚奇(1981-),男,黑龙江佳木斯人,助理工程师,从事防雷工程检测工作。
收稿日期:2012-12-05(上接195页)而SPC技术作为一种有效的质量管理工具,目前国外及我国许多制造企业特别是合资、外资企业已广泛应用SPC技术[3]。
烟草行业内有上海烟厂首次将SPC软件系统引用到烟草行业中来,近年来已有数家卷烟厂开始应用SPC技术进行过程工艺质量管理[4]。
李文泉等[5]选择了叶片松散回潮含水率、叶片加料比例、烟丝烘后水分等9种质量特性值为关键质量特性值作为监控对象对制丝过程进行过程控制。
建立了均值-极差控制图,利用在线采集数据系统将采集到的工艺参数反映在建立好的控制图上,对生产过程中产生的波动进行识别,以判别是偶然因素或异常因素引起的质量波动。
文中还对是制丝车间烘叶丝含水率进行了实例说明,证实所建立的控制图有效。
通过在制丝生产线上使用SPC技术,建立了以Cpk值为考核对象的考核体。
从而实现烟丝质量的批内稳定性和批次间的一致性。
同时还实现了质量管理从结果控制向过程控制转变。
王满等[6]选择大中片率为检测对象,将SPC技术应用于打叶复烤过程,尝试了一种新的打叶复烤过程大中片率的监控和检测。
打叶复烤生产环节均质化管控模式的创新建设与应用
打叶复烤生产环节均质化管控模式的创新建设与应用摘要:本项目针对大理卷烟厂复烤车间原料保障工作,在打叶复烤生产环节针对均质化加工投料设计,加工参数的数字化管理,工艺质量管控技术提升,高端原料组配的工艺前移深入开展了配套体系建设,为云产卷烟品牌高质量发展提供坚强的原料保障。
关键词:均质化加工投料设计;加工参数的数字化管理;工艺质量管控技术;高端原料组配的工艺前移;引言针对大理卷烟厂复烤车间自身的发展需求,结合行业发展趋势,为寻求新的发展方向更好地满足客户多元化、多层次、多方位、个性化的需求,在原料生产精细化、模块化加工等方面实现跨区域组模、打叶复烤工艺技术和烟叶研究的互融互通。
复烤车间突出客户思维、客户导向,将外部市场与内部市场有机统一,形成“外+内”统筹兼顾,相互融合的工作格局,坚决破除本位主义、安于现状的思想,找准客户需求,做好主动服务、优质服务、高效服务,从“产、学、研、创”四个维度创新发展柔性化加工生产平台,切实开展打叶复烤生产环节均质化管控模式的探索与实践,在生产效能、均质化加工能力、质量指标“精细化”控制能力等方面取得了良好成效。
一、均质化加工投料设计目前大理卷烟厂打叶复烤均质化加工工艺路径主要由工业分级、模块配方、加湿备料、人工铺叶摆把、装箱入库、配方出库、混配储柜、润叶及打叶复烤、成品打包等环节组成。
为保障均质化加工工艺路径的可靠性,提升烟叶内在理化表征指标的稳定性,工厂自主设计了均质化配方管理系统,进一步整合了预处理投料段配方规划与调度、作业管理及控制、智能配方管理、生产模式调控,该系统实现了铺叶配比投料、分切及自动装箱、在线化学成分采集及分析计算、自动装箱入库、均质化配方出库等生产模式的智能运作。
在模块化生产加工过程中针对单等级烟叶投料、按比例混配投料、小混等级投料等多种投料模式均可进行过程投料配方的建模和智能计算,完成从备料、铺叶规划、配比装箱、入库、均质化配方出库等流程的自动化运行;针对烟叶化学成分指标的配比创新性的开展了多维度管理,根据各化学值的重要程度,建立权重管理功能关联烟碱、总糖、糖碱比、糖氮比等扩展表征指标,并计算每个半成品等级在不同批次的CV值,指导投料规则和物料组织;针对不同原料特点、空间实际和控制要求,设定适宜的烟碱检测颗粒度,兼顾好检测精细度和加工成本,形成不同原料的烟碱数据采集频次、区间分布原则和数据应用规则,针对性制定工艺策划方案。
打叶复烤片烟质量均匀性评价方法的构建和实践_何结望
2. 1 片烟结构指标筛选 片烟结构是打叶复烤后,不 同规格叶 片 的 重 量 占 总 重 量 的 百 分 比,主 要 包 括 大 片 ( > 25. 4 mm) 率、中片( 12. 7 ~ 25. 4 mm) 率、小片( 6. 35 ~ 12. 7 mm) 率、碎片( 1 ~ 6. 35 mm) 率、叶中含梗率、> 12. 7 mm 片率、> 6. 35 mm 片率、> 3. 18 mm 片率、< 3. 18 mm 片率 9 个指标。考虑到片烟结构指标过多且关系复杂, 应通过一定的统计方法筛选出少数几个具有典型代表意 义的指标进行分析,以减少工作量并提高实际操作的工 作效率。本项目组已有研究[2 -6]表明,叶片结构选择的 代表性评价指标为大片率、中片率、小片率和叶含梗率。 2. 2 片烟化学成分指标筛选 2008 年对 20 家复烤企业 48 个等级片烟化学成分的常规检测指标进行灰色关联
江西农业学报 2012,24( 8) : 43 ~ 46 Acta Agriculturae Jiangxi
打叶复烤片烟质量均匀性评价方法的构建和实践
何结望,李 琳,吴风光,闫铁军,王海明,秦志强
( 湖北中烟工业有限责任公司 技术中心,湖北 武汉 430051)
摘 要:为建立打叶复烤片烟质量均匀性评价标准,对我国 20 家打叶复烤企业片烟样品进行了分析。运用灰色关联聚类 分析方法确定了片烟质量代表性指标,分析了各评价方法并选择了适宜评价对象及标准的方法。构建了片烟质量均匀性变 异系数法评价模型并进行了实例验证,结果表明变异系数法适宜作为打叶复烤片烟质量均匀性评价方法的标准并可以进行 推广。
x6 0. 6569 0. 5039 0. 7444 0. 5426 0. 5047 1
打叶复烤配方均匀性控制模式分析

打叶复烤配方均匀性控制模式分析作者:赵铨琼孙术龙来源:《科技风》2019年第04期摘要:为了能够最大程度提高烟叶质量,需在打叶复烤时运用各种有效、科学的均匀控制方法,控制烟叶中的烟碱含量,使其处于合理范围内,以此来最大化提升烟叶质量。
本文从多方面探讨了优化复烤烟叶质量的具体措施,望能为此领域研究有所借鉴。
关键词:烟叶;打叶复烤;均匀性;控制现阶段,烟草行业逐渐加大了对烟叶的控焦力度,在此背景下,烟叶生产加工企业面临着诸多且更加严格的质量考验。
本文以结合烟叶生产实况,从优化组合、调节化学成分等方面,探讨了推动复烤烟叶质量的各项有效措施。
1 优化原烟烟叶的分选流程1.1 调节化学成分针对原烟烟叶而言,依据其等级不同,借助于红外光谱仪,在分选线上检测烟碱含量;实施分选后,各等级的烟叶分别进行装箱(以300kg为单位),依据配方中各等级烟叶的占比实施配比,或是依據烟碱含量标准变差进行配比。
将那些在调节能力上比较强的烟叶当作调节器烟叶,可用如下公式计算出调节能力:标准偏差×烟叶占比=调节能力。
在进行打叶复烤时,针对各等级的烟叶,需依据配方比实施铺叶,而对于非调节器烟叶,那么需依据具体的分级顺序与时间,进行铺叶、投料等操作;而对于调节器烟叶,则采取相反于非调节器烟叶中的烟碱含量进行排序,且开展铺叶与投料操作;而对于那些并没有使用的烟叶,则需将其储存起来。
1.2 混合挑选针对原烟,依据其等级不同,在进行堆放时,以车为单位来行此操作,对各车烟叶进行抽样,沿对角线以上、中与下的顺序实施三点取样,各点均取3包,然后进行比较,从中选出更具代表性的5包,再从这5包当中取一把烟,送检,测定烟碱含量。
在进行分级时,依据烟碱含量及配方比实施配比操作,另外,于分选线上,依据样品标准完成铺叶分选,也就是在分选过程中、将配方配比及装箱等工作做好与完成。
在进行打叶时,把已经分选出来的烟叶,依据分选的具体时间,实施铺叶投料操作,而对于没有使用的烟叶,则对其进行贮存。
基于多重控制策略的精准化复烤技术
基于多重控制策略的精准化复烤技术烟叶复烤作为打叶复烤加工工艺中必不可少的重要环节,其作用在于调控烟叶水分、去杂保香、灭虫灭菌,使片烟更适合贮存、醇化。
针对目前烤片机水分控制精度不够、人工调控反应慢等问题,作者将常规PID控制与闭环控制原理相结合,利用机尾红外水分仪进行水分检测,以回潮区雾化喷水量及机尾双向皮带转向为调控手段,设计出多个操作变量的烟叶复烤四重控制模式,有效提高烤片机出口烟叶水分的控制精度。
标签:烟叶复烤;烟叶水分;PID控制;四重控制随着时代的进步与发展,卷烟工业企业对复烤后烟叶水分要求不再仅限于合格,同时还要求同批次烟叶水分均匀稳定。
为了获得较好的控制效果,复烤厂对烤片机温度采用了PID控制,而对出口烟叶水分未有较好的控制策略,主要依靠人工手动调节参数,使出口烟叶水分达到客户要求的合格范围内,导致烤片机烟叶水分调控存在控制精度不够、调控反应速度慢等问题,也满足不了目前客户对复烤烟叶水分均匀性的要求。
常规PID控制由于其简单方便、适用性强等特点,广泛运用于工业企业控制过程中,但对于烟叶复烤这种多干扰、强耦合、不确定的过程控制,难以实现有效调控[1-2]。
为此,考虑回潮区雾化喷水量对复烤烟叶水分的调控最具直接性和有效性,作者有效规避了烟叶复烤过程中温度与水分之间的耦合作用,以调控回潮区湿度为突破口,结合常规的PID控制与闭环控制原理,设计了多个操作变量的四重控制模式。
1系统设计目前,大多复烤厂基本采用的是以基于PID温度控制为辅,人工调控为主的一种传统的控制系统。
该控制方法易受人为因素影响,对烤片机挡车工技术、经验要求较高,不易实现烤片机烟叶水分在较小范围内波动需求,达不到客户预期效果。
作者借鉴预控图理论,制定了水分分布图(如图1所示),并针对烤片机机尾烟叶水分处于不同范围,制定了相应的调控策略,最终形成了烟叶复烤的四重控制模式。
如图1所示,C区位目标区域,机尾烟叶水分理想控制范围;A、B区为预警区域,其中B区为轻度警戒区、A区位高度警戒区;A区之外为不合格区域。
打叶复烤配方均匀性控制模式研究
打叶复烤配方均匀性控制模式研究杨凯;陈清;徐其敏;罗君;王维妙;赵权;许伟;丁子原;曹乐意【摘要】为寻求打叶复烤过程中配方均匀性的合理控制方法,将成品片烟烟碱含量的波动控制在适宜范围,满足卷烟质量稳定性的要求,利用烟叶烟碱含量作为参数参与配方,分别以化学成分调节模式、混合挑选模式以及两者的组合模式实施投料过程的均匀性控制,并对配方模块的片烟烟碱含量变异系数进行了研究.结果表明:各控制模式下配方模块的成品片烟烟碱含量变异系数平均值均能控制在4%以下.%To control the blending uniformity more reasonably in tobacco threshing and redrying, minimize fluctuation of nicotine content in processed strips and ensure quality consistence of cigarette, the nicotine content in tobacco leaf was taken as a parameter in tobacco blending, 3 different blending methods, chemical component adjusting, mixed selection, the combination of the two, were separately tested, and the coefficient of variation (CV) of nicotine content in strips of tested blends was compared. The results showed that the average values of CV of nicotine content were all below 4%.【期刊名称】《烟草科技》【年(卷),期】2012(000)012【总页数】4页(P14-17)【关键词】打叶复烤;配方;烟碱;均匀性【作者】杨凯;陈清;徐其敏;罗君;王维妙;赵权;许伟;丁子原;曹乐意【作者单位】上海烟草集团有限责任公司技术中心,上海市杨浦区长阳路717号200082;华环国际烟草有限公司,安徽省滁州市凤阳县门台子工业园 233121;华环国际烟草有限公司,安徽省滁州市凤阳县门台子工业园 233121;华环国际烟草有限公司,安徽省滁州市凤阳县门台子工业园 233121;上海烟草集团有限责任公司技术中心,上海市杨浦区长阳路717号 200082;华环国际烟草有限公司,安徽省滁州市凤阳县门台子工业园 233121;华环国际烟草有限公司,安徽省滁州市凤阳县门台子工业园 233121;华环国际烟草有限公司,安徽省滁州市凤阳县门台子工业园 233121;华环国际烟草有限公司,安徽省滁州市凤阳县门台子工业园 233121【正文语种】中文【中图分类】TS443随着烟草行业对卷烟产品控焦降焦力度的加大,卷烟烟气指标的允差范围越来越小,对打叶复烤企业提供内在化学成分更加均匀一致的片烟产品的需求显得日益迫切。
标签打印系统在打叶复烤中的应用
标签打印系统在打叶复烤中的应用发布时间:2021-09-15T07:47:36.695Z 来源:《科技新时代》2021年6期作者:黄凯1王甫2 贺克松3[导读] 实现全过程、全方位跟踪和监控,建立烟草制品生产流通预测预警和分析报告系统。
红云红河烟草(集团)有限责任公司云南省昆明市 650231[摘要]打叶复烤叶片烟包条码记录机是生产一部两条主力生产线最终产品的生产及质量数据跟踪与记录设备。
过去,打叶复烤由于烟叶检测能力的限制,往往只能检测一些较容易测量的物理指标如水分、温度,而无法在线实时大规模检测烟叶的化学质量指标,造成低效、不准确、缺失及无法有力决策等问题。
此文章借助设备技术支持,开发的一套烟箱标签打印管理系统对成品烟叶“身份信息”进行检测、存储、编码和打印,通过这个应用流程以实现改进。
[关键词]打叶复烤叶片烟包打码效率行业规范[前言]2012年12月国家八部委联合编制印发的《中国烟草控制规划(2012-2015)》中要求完善烟草制品生产监测体系,利用现代技术手段,在烟草制品包装上印制信息识别代码,实现全过程、全方位跟踪和监控,建立烟草制品生产流通预测预警和分析报告系统。
2016年国家烟草专卖局印发了《烟草行业“十三五”科技创新规划》关于实施打叶复烤技术升级重大专项。
突破打叶复烤均质化加工、智能化控制、产品质量追溯等关键技术瓶颈,烟碱变异系数控制在5%以内,总糖变异系数控制在8%以内。
1.设备过去的现状及原因分析1.1设备过去的工作状况两条生产线经过一系列工业工序在打包机下输出打叶复烤片烟,经由纸箱包装,并采用电子秤与工业打印机配合采集到少量生产信息并记录打印,然后以手工粘贴标识。
这种生产工艺存在如下问题:在两条生产线每天累计几百包成品片烟的生产中缺乏关键工艺内在化学指标,打印机所打印编号条码需要与烟包一一对应,人工粘贴烟包标识的劳动力损失。
在日常工作生产中具体就表现为,打印机系统无法记录片烟水份、烟碱、总氮和总糖,没有一个能快速响应片烟包的标识体系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第27卷第2期2011年5月农业系统科学与综合研究S Y S T E M SC IE N CES AND COM PREHEN SI VE STU D IES I N AGR IC U LTURE V o l 127,N o 12M ay ,2011 收稿日期:2010-06-03;修回日期:2010-07-071基金项目:国家烟草专卖局科技攻关项目(110200801019)作者简介:王 满(1982-),女,河南邓州人,在读硕士,主要从事烟草营养与质量评价1通讯作者:许自成(1964-),男,河南汝南人,博士,教授,研究方向为烟草品质生态、烟草营养与烟叶质量评价1多变量统计过程控制在烟叶打叶复烤过程中应用王 满1,许自成1,毛福利1,何结望2,闫铁军2,谢 豪2(11河南农业大学烟草学院,河南郑州 450002;21湖北中烟工业有限责任公司,湖北武汉 430051)摘 要:为实现对打叶复烤过程片烟结构的多个指标同时进行过程监控,保证片烟质量的稳定,以在云南省公司打叶复烤厂抽取的2009年片烟为样本,通过多变量统计分析,运用多变量T 2控制图对打叶复烤过程片烟结构3个指标的稳定状况进行判断,并运用Bonferro i n 不等式原理对失控小组各个变量进行检验。
结果表明,第7、11、17个小组打叶复烤过程稳定性出现失控,失控原因主要是小片率和中片率偏高。
多元统计T 2控制图可以对多变量同时监控,Bonferro in 检验法对查找失控变量有一定的参考价值,多变量统计过程控制可以在打叶复烤过程得到有效应。
图1,表2,参13。
关键词:多变量统计过程控制;T2控制图;打叶复烤;片烟结构中图分类号:O 212;S572 文献标识码:A 文章编号:1001-0068(2011)02-0209-04Application ofM SPC on Tobacco Threshing and Redrying P rocess ControllingW ANG M an 1,XU Z-i cheng 1,M AO Fu -li 1,HE Ji e -w ang 2,YAN T ie -j un 2,X I E H ao 2(11Co llege of T obacco Science ,H enan A gricu ltural University,Zhengzhou 450002,China;21China T obacco H ubei Industrial LLC,W uhan 430051,Ch i na)Abstrac t :In orde r to i m p l em ent t he pro cess mon it o ri ng fo r var i ous i ndex es of la m i na struct ure at the sa m e ti m e and ensure t he stab ili ty o f l am i na quality ,the la m i na sa m ples,fro m Yunnan prov i nce t hreshing and redry i ng factory in 2009,we re ana l yzed by mu lti va riate sta -ti stica l process contro l 1T he stability o f the t hree indexes o f la m i na structure w as judg ed by T 2diagra m ofm ultivariate statistical process contro l and every uncontro lled g roup var i ables w ere tested 1T he res u lts show ed that dur i ng threshi ng and redry i ng,stability of g roup 7and 11and 17out of con tro l happened because m ediu m partical content and s ma ll parti ca l conten tw as re l a ti ve l y high 1M u lti var i a te sta -ti stica l process contro l cou l d be app lied i n t hresh i ng and redry i ng process and many va riab l es cou l d be m onitored s i m u ltaneously by T 2d i agra m o fm ultivariate statisti ca l process contro l and Bonferro i n test have so m e reference va l ue fo r fi nd i ng the uncontro lled var i ables 1K ey word s :mu lti var i a te stati stica l process contro ;l T 2contro lli ng diag ra m;t hresh i ng and redry i ng ;la m i na struc t ure0 引 言在烟叶打叶复烤过程中,片烟产品质量特性值常出现波动,片烟成品质量的稳定性影响卷烟加工水平和质量[1-3]。
卷烟品牌做大做强要求保持产品质量一致和稳定,深化烟叶加工工艺技术、建立重点骨干品牌加工过程质量控制及保证体系已成为目前关注的重点。
打叶复烤主要是对烟叶进行初加工,对加工过程片烟结构质量的控制是打叶复烤企业和卷烟加工企业工作的重点和要求。
以往的过程控制方法如统计过程控制SPC 只是对单个质量特性值的过程检测和控制,而企业对片烟结构要求是多个指标,且指标间有一定的相关性,如果单独的对各个指标进行观察,从而判断过程稳定状况,会因断割指标间的相关性而出现不当的处理。
多变量统计过程控制(M u lti v ariate S tatistica l Pr ocess Contro,l M SPC)是以多元正态分布理论为基础,在考虑指标关系的基础上同时对多个指标进行过程监控、故障监测和诊断。
目前,M SPC 技术已经被越来越多的领域关注[4-6]。
采用基于M SPC 技术的T 2控制图对片烟指标进行统计监控,旨在将M SPC 技术应用到烟叶打叶复烤过程,实现对打叶复烤片烟质量特性指标的稳定性监控。
农业系统科学与综合研究第27卷1M SPC技术及T2控制图111M SPC技术简述多变量过程控制是在单变量过程控制(SPC)的基础上发展过来的,通过同时考虑所有的数据及数据间的关系,提取有效信息对过程稳态进行监控。
自20世纪30年代,美国的修哈特(W1A1She w hart)博士提出统计过程控制以来,SPC技术在很多领域得到应用。
但是随着科技的进步及社会的发展,用户对产品性能的要求越来越高,很多时候要求对多个产品质量特性指标和过程变量同时进行定量分析和统计监控。
如果指标或变量间存在相关关系,仅靠分别对其进行单变量过程控制,其结果往往不大可靠,需要引入多变量统计过程控来改进和完善对过程稳定性的准确把握和控制。
M SPC技术是基于一定的数学模型分析变量间的关系,挖掘数据信息,运用多变量控制图作为判断工具,控制图能体现多个过程变量在统计特征上的变化,如均值、方差、协方差等。
当过程变量较多且相关关系明显时,还可以与主成分分析、回归分析等结合做控制图[7],从而判断过程指标的稳定状况。
112T2控制图原理H otelli n g(1947)在其研究成果的基础上提出了基于T2统计量的多元控制图,用于对包含多个质量特性的生产过程实施监控。
设p元总体X=(X1,X2,,,X p)'的均值为L,协差阵为E,D2=(X-L)c E-1(X-L)D称为样本点X到均值L的M aha l a nob is距离,简称马氏距离,马氏距离D2=(X-L)c E-1(X-L)~V2(P)由马氏距离公式可以推出:当X~N(L,E),X为样本均值,样本容量为n,则D2=n(X-L)c E-1(X-L)~V2(P)当总体协差阵E未知时,用样本协差阵S代替E,则统计量变为T2=n(X-L)c S-1(X-L)称为霍太林(H otelli n g)统计量。
T2统计量乘以小于1的常数n-pp(n-1)服从第一自由度为p,第二自由度为(n-p)的F分布,T2n-pp(n-1)~F(p,n-p)或T2~n-pp(n-1)F p,n-p,a[8]多元统计量T2是一元统计量t的推广。
一元统计中总体为N(L,R2),则t=x-LE ni=1(x i-x)2n-1n~t(n-1)t2=n(x-L)c 1nE ni=1(x i-x)2-1(x-L)~F(1,n-1)T2统计量实质上也是一个假设检验问题,即对平均值的假设检验。
令多元正态分布的均值为L,指定值或估定的标准值为L0,工序均值向量控制等价于假设检验:H0B L=L0,H1B L X L0。
当总体协方差未知时,(X-L0)c S-1(X-L0)等价于由点X=(X1,X2,,,X p)c到点L0=(L10,L20,,,L p0)c的马氏距离。
所为控制图就是对工序进行显著性检验的图示工具,显著水平即质量管理中的术语虚报概率。
取虚报概率为A,则T2控制图的上控制界UCL=p(n-1)n-pF p,n-p,a,下控制界LCL=0[8]。
T2图的作用就是当过程变量之间的相关关系没有改变,由一个或多个过程变量的过大波动造成生产过程中出现异常时,这种异常的情况能在T2图上表现出来。
关于多变量控制图的综合研究已有报道[9],除了基于T2统计量的均值向量控制图,常见的还有多元V2均值向量控制图,多元离差控制图,多元累积控制图等。
2M SPC在打叶复烤过程控制中的应用211试验材料、取样方法和数据处理方法试验材料为云南省公司打叶复烤厂2009年生产的复烤片烟,M SPC对数据收集的要求是根据过程的210第2期王 满等:多变量统计过程控制在烟叶打叶复烤过程中应用特点、过程控制的要求及应用的需要来确定的[10]。
根据打叶复烤过程的特点以及对片烟质量的要求,取样时按照打叶时间的先后顺序抽取片烟等级C AAF3共20个样本,每个样本称为一个子组,每个子组有8个观察值。