400m3低温球罐设计说明书
400立方球罐带装方案
1.400m3球罐1.1 概述400m3球罐均由我国自行设计,制造,并按我国的技术规范现场组装。
球壳板材料以16MnR,A3R为主,各别球壳板用引进钢材和15MnV制造。
400m3球罐所贮存的介质多种多样,下表是目前已投产的部份球罐的技术参数。
几种400m3球罐的技术参数1.2 球罐组装组装工艺和焊接工艺是相互配合的,也和起重能力有关。
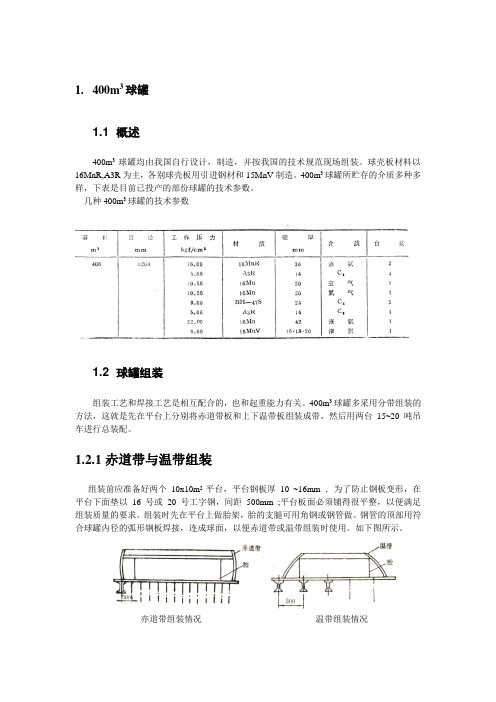
400m3球罐多采用分带组装的方法,这就是先在平台上分别将赤道带板和上下温带板组装成带,然后用两台15~20 吨吊车进行总装配。
1.2.1赤道带与温带组装组装前应准备好两个10x10m2平台,平台钢板厚10 ~16mm .为了防止钢板变形,在平台下面垫以16 号或20 号工字钢,间距500mm ;平台板面必须铺得很平整,以便满足组装质量的要求。
组装时先在平台上做胎架,胎的支腿可用角钢或钢管做。
钢管的顶部用符合球罐内径的弧形钢板焊接,连成球面,以便赤道带或温带组装时使用。
如下图所示。
亦道带组装情况温带组装情况胎的尺寸很重要,主要是顶部的球面,应与球罐相应部位的球面一致。
赤道带或温带组装时,上部靠胎架,底部靠平台板。
组装前将胎架找好尺寸,找好中心,在平台板上按照图纸尺寸画好图,胎架内外点焊上角钢头后,就可开始组装工作。
组装时赤道带上下口圆的直径应比温带大口圆的直径小5~8mm,以便对口肘研配。
1.2.2 组装程序组装时应注意如下两个问题。
a.下极与下温带组装时由于环缝不水平,需研配,研配时应以切豁下温带小口为主。
b .上温带、下温带、赤道带纵缝组装,当安装最后一块板,封闭时,应测量直径与圆司,并调整间隙或研配最后一块板,使能满足标准规定。
1.3 球罐焊接1.3.1条件的选用球壳板材料为A3R 时,焊条选用结422 焊条;球壳板材料为16MnR 或15MnV 时,焊条选用有两种情况:a.用结502 封底焊一层,其余各层用结506 或结507 焊条焊接。
用炭弧气刨清根时,结502封底焊层实际上已被清除掉了。
2000m3球罐设计毕业设计说明书

毕业设计说明书设计(论文)题目:2000m³球罐设计摘要球罐作为大容量、有压贮存容器,在各工业部门中作为液化石油气、液化天然气、液氧、液氮、液氢、液氨、及其他中间介质的贮存;也作为压缩空气、压缩气体的贮存。
在原子能工业中球罐还作为安全壳使用。
本课题是2000m³低温球罐设计,通过查阅相关书籍,对该球罐的结构、强度进行详细的计算,从附件、可能引起的突发因素等多角度考虑,以GB12337-2011《钢制球形储罐》,GB150-2011《钢制压力容器》,GB50094-2011《球形储罐施工及验收规范》作为设计、制造、检验和验收的规范标准对该球罐进行了设计,最终完成了本课题设计。
关键词:设计、计算、球罐AbstractSpherical tank used as a large capacity, pressure container, in the industrial sector as liquefied petroleum gas, liquefied natural gas, liquid oxygen, liquid nitrogen, liquid hydrogen, liquid ammonia, and other medium storage; also as compressed air, compressed gas storage. In the atomic energy industry in spherical tank also as safety shell. This topic is the 2000m low temperature spherical tank design, through consulting relevant books, on the spherical tank structure, intensity of the detailed calculation, from attachment, may cause unexpected factors and other point of view, to GB12337-2011" steel spherical tanks", GB150-2011" steel pressure vessel", GB50094-2011" code for construction and acceptance of spherical storage tank" as the design, manufacture, inspection and acceptance standard of the spherical tank is designed, the final completion of the project design. Through this design, I understandKey words: design, calculation, spherical tank目录摘要 (1)Abstract (2)第一章绪论 (6)1.1 球形容器的特点 (6)1.2 球形容器分类 (6)1.3 国内外球罐建造进展 (7)1.3.1球罐建造的历史概论 (7)1.3.2 国内球罐建造概论 (8)第二章材料的选用 (10)2.1球罐的选材准则 (10)2.1.1钢材的力学性能 (10)2.1.2 经济性 (11)2.2 选材 (12)2.2.1 钢板 (12)2.2.2焊接材料 (13)2.3 锻件用钢 (13)2.4 壳体用钢板 (13)2.4.1 力学性能及工艺性能 (13)2.4.2 许用应力 (14)第三章结构设计 (14)3.1 概况 (14)3.2 球壳的设计 (15)3.3混合式球罐球壳的瓣片设计和计算 (16)3.4 坡口设计 (18)3.5 支座设计 (19)3.6 人孔和接管 (21)3.6.1 人孔结构 (21)3.6.2 接管结构 (21)3.7 球罐的附件设计 (22)3.8.1 梯子平台 (22)3.8.2 水喷淋装置 (22)3.8.3 隔热设施 (23)3.8.4 液面计 (23)3.8.5 压力表 (24)3.8.6 安全阀 (24)第四章强度计算 (26)4.1 设计条件 (26)4.2 球壳计算 (26)4.2.1 球壳厚度如图1 (26)4.2.2 球壳薄膜应力校核根据式 (27)4.3 支柱载荷计算 (29)4.3.1 静载荷 (29)4.3.2 动载荷 (30)4.3.3.支柱稳定性校核 (33)4.4 连接部位强度计算 (34)4.4.1 销钉直径计算 (34)4.4.2 耳板和翼板厚度计算 (34)4.4.3 焊缝剪应力校核 (34)第五章工厂制造及现场组装 (38)5.1工厂制造 (38)5.1.1.原材料检验 (38)5.1.2.瓣片加工 (38)5.2现场组装 (39)5.3 组装准备 (39)5.3.1 基础检查验收 (39)5.3.2 球瓣几何尺寸检验和理化检验 (40)5.4 组装精度的控制 (40)5.4.1 支柱偏差的控制 (40)5.4.2 椭圆度,焊缝错边量和角变形 (40)第六章焊接与检查 (41)6.1 钢材的可焊性 (41)6.2 焊接工艺的确定 (41)6.2.1 焊接方法的选择 (41)6.2.2 焊条,焊丝,焊剂的选择 (41)6.2.3 预热的选择 (41)6.3 焊后热处理 (42)6.3.1 焊后热处理的确定 (42)6.3.2 焊后热处理 (42)第7章检查 (43)7.1 支柱尺寸精度检查 (43)7.2 竣工检查 (43)7.3 气密性试验 (43)7.4 开罐检查 (44)结论 (44)参考文献 (45)致谢 (47)第一章绪论近几十年来球形容器在国外发展很快,我国的球形容器的引进和建设在七十年代才得到了飞速发展。
自己整理的球罐无损检测技术要求

自己整理的球罐无损检测技术要求球罐无损检测技术要求(非低温球罐):球罐名称:400M3球罐材质:16MnR(正火)厚度44mm . 锻件状态:正火球罐型式:混合式三带无损检测标准:JB4730-2005一、球壳板及支柱1.钢板的UT检测方法应按JB4730-2005的规定,热轧、正火状态供货的钢板质量等级应不低于III 级,调质状态供货的钢板质量等级应不低于II级(详见GB12337标准中4.2.6条款)。
本文钢板入厂U T检测,合格级别III级合格。
下料前UT尺寸:赤道板尺寸:44*1850*5560mm,极带边板:44*1850*5840mm极带侧板、极中板:44*1850*5480mm,图略。
2.球壳板二次压形后,球壳板及开孔球壳板周边100mm范围内进行逐张100%UT检测,合格级别I II级。
3.球壳板二次压形后,球壳板及开孔球壳板坡口按厂规进行100%MT或100%PT检测,I级合格。
(G B12337标准规定按材料的标准抗拉强度下限值大于540Mpa钢材气割坡口表面进行100%MT或PT 检测,合格级别为I级。
)4.对于支柱非整根制造的对于拼接对接环焊缝进行100%UT检测,I级合格。
二、锻件:设备锻件级别按照图样要求(即设计单位确定),一般非低温球罐设备的人孔锻件的锻件为III级(本文专指人孔长颈法兰、凸缘),其它的锻件为II级。
锻件UT检测合格等级按照JB4726标准中表4要求(即III级锻件逐件进行100%UT检测),另:本人认为人孔法兰UT合格等级(单个缺陷III,底波降低量III,密集区缺陷II); 凸缘UT合格等级(单个缺陷II,底波降低量II,密集区缺陷II). 注:根据需方要求,对锻件重要区可提高合格等级。
另:螺柱大于M48的进行MT检测,表面不得出现裂纹,GB150-98中规定。
三、现场安装1.组装前UT:对球壳板全面积进行UT检测抽查(非板周边100mm,GB50094中释议中2.2.6详细说明),抽查数量不得少于球壳板总数的20%,且每带不得少于2块,上、下极各不少于1块。
400m3球罐现场安装设计

l ■
C h i n a S C i e n c e a n d T e c h n o l o g y R e v i e w
4 0 0 m3 球 罐现场安 装设计
李 峰 冯
辽宁
泽
沈阳Байду номын сангаас1 1 0 0 4 4 )
( 沈阳三 洋球 罐有 限公司
[ 摘 要] 本 次设 计 中的4 0 0 m3 球 罐用 于储 存 氧气 , 其 球壳 板的 材质 为Q 3 4 5 R, 本 文对 球罐 的安 装过程 进行 了详 细 的分析 和论 述 。 球 罐 采用 内外三 角 架、 挂梯 相结合 的散装 法 。 根据球 罐上每 条焊 缝的特点 , 制 订 了各条 焊缝 的具体 焊接方 法 。 球罐组 装 、 焊接后 , 需要进行 无损检 测 、 整体 热处理 、 耐压 试验 等, 本 文进行 了简要 的分析 和说 明 , 并 介绍 了相应 的处 理方法 和注 意事 项 。 [ 关键 词] 球罐; 组装 ; 焊接; 无 损检 测 ; 整体 热处 理 ; 耐压 试验 中图分 类号 : T D 3 2 7 . 2 文 献标识 码 : A 文章 编号 : 1 0 0 9 — 9 1 4 X( 2 0 1 3 ) 0 4 - 0 0 3 4 —0 1
1 . 4 ∞m 3 球 罐 概 况 1 . 1主要 技术参 数 球罐 的技术 参数 设 计压 力 : 3 . 1 5 MP a 最高 工作 压力 : 3 . 0 MP a 设计 温度 : 5 O ℃ 工作 温度 : 常温 材质 : Q 3 4 5 R 厚度 : 6 4 2 mm 容器 类别 : Ⅲ 腐 蚀裕 度 : 1 . 0 mm 充装 介质 : 氧气 1 . 2 结构 形式 球罐 采用 3 带6 支柱混 合 式主体 结构 。 1 . 3 遵 守的 规范和标 准 G B1 5 0 . 1 ~G B1 5 0 . 4 - 2 0 1 1 《 压 力 容器 》 G B 1 2 3 3 7 —1 9 9 8 Ⅸ 钢 制球 形储 罐 》 G B 5 0 0 9 4 - 2 0 1 0 《 球 形 储罐 施 工规 范 》 2 . 球罐 组 装 2 . 1零 部件 的检查 和验 收 2 . 1 . 1 球 壳板 表面 不得有 裂 纹、 气泡 、 结疤 、 折叠 和夹 杂等 缺陷 。 2 . 1 . 2 对球壳 板厚 度进 行抽 查 , 数量 应为 球壳 板数 量的2 0 %。 2 . 1 . 3 球 壳板周 边 1 0 0 mm范 围内应进 行超 声检测 抽查 。 检测方 法和 结果应 符 合J B / T 4 7 3 0 - 2 0 0 5 ( ( 承压 设备 无损 检测 》 标 准规 定 , Ⅱ级 合格 。 2 . 2球 罐组 装方法 2 . 2 . 1 赤道带 板的 吊装 采用插入 法 , 首 先吊装第 一块带支柱 的赤道 板 , 起 吊 后, 把支柱放 在基础上 就位 。 吊装第二 块带支柱 的赤道 带板 , 安装两支 柱间拉 杆 并进行调 整。 吊装第 三块不带 支柱的赤道 带板 , 插装在 已安好 的两块板 之间 , 水 平度 可根据 限位 块 的位置 进行控 制 。 2 . 2 . 2 赤道带板 组对成 环 , 调整 、 检 查合格 后再组 装下极 带各 板 , 吊装顺 序 为下 极带 围板 一下极 带侧 板 一下极 带 中板 。 2 . 2 . 3下 极带各 板组 装 、 调 整 合格后 , 应搭 制 内、 外 脚手 架。 内脚手 架 由钢 管搭 制 , 上铺 设跳 板 。 2 . 2 . 4内、 外 脚手架 搭设 后按排 版 图顺 序 吊装上极 带各 板 , 吊装顺 序为 上 极带 围板 一上 极带 侧板 一上极 带 中板 。 3 . 球罐 焊接 3 . 1球罐 焊接程 序 赤道带 纵缝 ( 外部) 一上 、 下极 带纵缝 ( 外部 ) ) 一上 、 下极拼 缝 ( 外部 ) 一上 、 下 极方环 缝 ( 外部 ) 一上 、 下极 带大环 缝 ( 外部 ) 一赤 道带纵 缝 ( 内部 ) 一上 、 下极 带纵 缝 ( 内部 ) 一上 、 下极 拼缝 ( 内部 ) 一上 、 下极方 环缝 ( 内部 ) 一上 、 下极带 大环 缝( 内部 ) 。 3 . 2 球 罐焊接 控制 要点 3 . 2 . 1 对球罐 组装 的质量 进行 总体检 查符合 要求 后进行焊 接 。 采用 的焊条 为J 5 0 7 , 直 流 电源 , 焊条 接 正极 。 3 . 2 . 2 焊 接遵循 的参数必须 以完整 的焊接工艺试 验及 正确 的评 定后制定 的 焊 接工 艺规 程 为准 。 3 . 2 . 3 所用焊 条在使 用前须进 行烘干处 理 , 经烘干后 的焊 条放置 在1 5 0  ̄ 2 恒 温箱 内 , 随用 随领 , 烘 干温 度为 3 5 O ℃- 4 0 0  ̄ C×l h 。 烘 干 后的药 皮应 无脱 落 , 无 明显 裂纹 。 3 . 4 . 4 焊接 前 , 在焊 缝两侧 l O O mm范 围内进行 预 热 , 测温点 在 5 0 am处 , r 对 称 测量 每条焊 缝 不小于 3 对, 预热 时缓慢升 温 , 加热 区 间应 均匀 加热 。 预热 温度 不低 于 1 O 0 ℃。 3 . 4 . 5 焊接 层 间温度 不 应低 于 I O 0  ̄ C且 不大于 1 5 0 ℃。 3 . 4 . 6 施焊停 止 时, 必 须立 即进行 后热处 理 , 后 热温度 为2 0 0 -2 5 O ℃, 恒 温 l h, 后 热须 均匀 , 后 热 宽度不 小于 预热 范 围的宽度 。 3 . 5焊 接操 作 赤道 带纵 缝采用 分二 段焊法 , 由6 名焊工对 称 同步焊接 ; 上、 下 极带纵 缝和 方 环缝 由铭 焊工 同时施焊 , 第 一、 二层 采用 分段退 向焊 , 其 余为顺 向焊 , 起 弧点 在 环缝 坡 I S I 内进 行 ; 上、 下极带环 缝 由6 名焊 工 同时施焊 , 焊 接时 采用多层 多道 焊, 各焊 工 交接位 置要 错开 2 0 0 -3 0 0 mm, 各层 道 之间 要错 开2 0 ~3 0 m m。 上述所 有焊 缝大坡 口面焊完后 , 均应对 小坡 1 3面进行气 刨清根 , 打磨 , 经检
400m3球罐施工方案
3.球罐的技术参数
内容 内径 材质 板厚
容器类别 焊缝系数 盛装介质 设计压力 工作压力
参数 Ф9200mm 16MnR(正火) δ=48mm
Ⅲ Ф=1.0
氧气 3.06MPa 2.9MPa
内容 水压试验压力
设计温度 工作温度 安全阀开启压力 结构形式 支柱数量 腐蚀裕度 全容积
图 8 赤道带支柱组对 调整好赤道板四角的水平度后,在支柱和赤道板上划出纵向中心线,赤道 板上还须划出赤道线。吊装支柱,对支柱上部弧度不贴合处应对支柱弧线进行修 理,使二者自然吻合。利用等腰三角形的原理(AC=BC)调整支柱与赤道板的垂 直线(即纵向中心线)的左右偏差(如图 8 所示)。
筑龙网
赤道带外
极带边板外
图 6 定位块位置设置示意图 定位块的焊接工作量大,定位块与球板的焊接处其表面焊接缺陷发生的机率 较高,所以定位块焊接应作为球罐焊接管理的一项重要内容。定位块焊接应遵循:
筑龙网
a.与球壳板焊接同工艺、同规范; b.引弧均在定位块上进行,避免由于引弧熄弧产生的弧坑而损伤母材; c.定位块焊缝的焊肉高度不小于 6mm。 拼装工作结束,去除定位块时,禁止强力拆除,应使用火焰切割去除并有 一定余量,余量采用砂轮打磨去除,并对该部位进行磁粉检测。 四、球罐的现场拼装: 1.拼装方法及工艺流程: 球罐采用以赤道为基准的散装法。拼装顺序为:赤道带——下极带侧板—— 上极带侧板——上、下极带中板。详见图 7 球罐安装工艺流程图。 2.支柱与赤道带板的组焊: 用水平仪调整放在装配平台上的赤道带四个角,使其在一个水平面上,垫 平、垫稳、固定。
用水平测量仪调整支柱的水平度,使 H1=H2(如图 8 所示),调整后进行点 固焊。
400m3球罐现场安装设计论文

400m3球罐现场安装设计[摘要]本次设计中的400m3球罐用于储存氧气,其球壳板的材质为q345r,本文对球罐的安装过程进行了详细的分析和论述。
球罐采用内外三角架、挂梯相结合的散装法。
根据球罐上每条焊缝的特点,制订了各条焊缝的具体焊接方法。
球罐组装、焊接后,需要进行无损检测、整体热处理、耐压试验等,本文进行了简要的分析和说明,并介绍了相应的处理方法和注意事项。
[关键词]球罐;组装;焊接;无损检测;整体热处理;耐压试验中图分类号:td327.2 文献标识码:a 文章编号:1009-914x (2013)04-0034-011.400m3球罐概况1.1 主要技术参数球罐的技术参数设计压力:3.15mpa 最高工作压力:3.0mpa 设计温度:50℃工作温度:常温材质:q345r 厚度:δ42mm容器类别:ⅲ腐蚀裕度:1.0mm 充装介质:氧气1.2 结构形式球罐采用3带6支柱混合式主体结构。
1.3 遵守的规范和标准gb150.1~gb150.4-2011《压力容器》gb12337-1998《钢制球形储罐》gb50094-2010《球形储罐施工规范》2.球罐组装2.1 零部件的检查和验收2.1.1球壳板表面不得有裂纹、气泡、结疤、折叠和夹杂等缺陷。
2.1.2对球壳板厚度进行抽查,数量应为球壳板数量的20%。
2.1.3球壳板周边100mm范围内应进行超声检测抽查。
检测方法和结果应符合jb/t4730-2005《承压设备无损检测》标准规定,ⅱ级合格。
2.2 球罐组装方法2.2.1赤道带板的吊装采用插入法,首先吊装第一块带支柱的赤道板,起吊后,把支柱放在基础上就位。
吊装第二块带支柱的赤道带板,安装两支柱间拉杆并进行调整。
吊装第三块不带支柱的赤道带板,插装在已安好的两块板之间,水平度可根据限位块的位置进行控制。
2.2.2赤道带板组对成环,调整、检查合格后再组装下极带各板,吊装顺序为下极带围板→下极带侧板→下极带中板。
400m3球罐施工检验方案

400m3球罐施工检验方案1 编制依据a、GBJ94-86 《球罐储罐施工及验收规范》b、GBI50-89 《钢制压力容器》c、TJ306-77 《工程质量检验评定标准、容器工程》d、三明钢铁厂400m3氧气球罐施工图e、三明钢铁厂400m3氧气球罐施工的《组装方案》、《焊接方案》、《探伤方案》f、《压力容器安全监察技术规程》g、GBI2337-90《钢制量球形储罐》2 球罐的技术参数3 资格确认3.1施工单位资格从事球罐现场组焊的施工单位,必须持有省级以上(包括省级)劳动部门颁发的压力容器制造许可证,所组焊的容器类别应在制造许可证范围内,无制造许可证的单位,不得现场组焊。
3.2人员资格3.2.1球罐的现场组焊,必须有一个完整的质量保证体系,质量保证体系应设置质量保证责任工程师,工艺责任工程师,焊接责任,工程师检验责任,工程师无损探伤,工程师材料责任,工程师设备责任工程师,检验责任工程师各一名。
其主要责任人员必须到位运行,保证施工质量。
3.2.2从事球罐施工的无损检测人员,应持有无损检测人员Ⅱ级资格证,其合格项目(RT、VT、MT、PT)应满足施工要求。
3.2.3球罐受压元件焊接的焊工,必须持有劳动人事部门颁发的焊工合格证,在有效期内承担焊接工作,焊工施焊的钢材种类,焊接方法和焊接位置必须与合格项目相符。
3.2.4球罐施工的检查员应由劳动部门认可的压力容器专职检验负担。
4施工检验4.1施工机具及检验工具的检验球罐施工用的电焊机、烘干箱、恒温箱上的各种仪表、以及测量用的经纬仪、水准仪,应按计量规定校验合格。
检验所用的尺,钢板尺等检验工具带有合格证。
4.2、球罐部件的开箱验收球罐的壳板,支柱等部件到货之后,和厂方现场检查人员一起按图纸,装箱清单进行开箱验收,验收包括以下项目:4.2.1、球罐部件的质量证明书,质量证明书的内容应齐全。
其中包括以下内容:a、球罐零部件出厂合格证b、材料代用审批手续c、各种材料的质量证明书球壳板材料的复验报告d、钢板超声探伤报告,毛坯及零件探伤记录e、球壳板周边超声探伤报告f、坡口和焊缝无损探伤报告g、成型试板检验报告h、焊接试板试验报告4.2.2、各部件数量清点4.3、焊接材料的检验4.3.1、球罐受压元件焊接用的焊条,必须有出厂质量证明书,质量证明书上的项目应符合GB5117-85、GB5118-85的标准要求,按批号进行扩散氢复验,扩散氢含量不得6mL/100G(E5010)3mL/100G(E4315)。
球罐设计_精品文档

球罐设计第一章确定设计参数、选择材料一、确定设计参数(一)设计温度储罐放在室外,罐的外表面用150mm的保温层保温。
在吉林地区,夏季可能达到的最高气温为40℃。
最低气温(月平均)为-20℃。
(二)设计压力罐内储存的是被压缩且被冷却水冷凝的液氨。
氨蒸汽被压缩到0。
9,1、4MPa,被冷却水冷凝。
液氨40℃时的饱和蒸汽压由[1]查得为:P汽=1、55MPa(绝对压力)。
为保证安全,在罐顶装有安全阀,故球罐设计压力为安全阀的启动压力,即:P=(1、05-1、1)P汽=(1、05-1、1)1、45=1、523,1、595MPa取设计压力P=1、6MPa(三)焊缝系数球罐采用坡口,双面对接焊,并进行100%的无损探伤,由[2]知=1、0(四)水压试验压力由[4]知水压试验压力为:PT=1、25Pt球壳材料为16MnDR,初选板厚为36mm,由[3]表3查得=157MPa,PT=1、25P157、157=1、251、61=2、06MPat=157MPa则试验时水温不得低于5℃。
(五)球罐的基本参数球罐盛装量为170吨/台。
液氨-20℃的密度为0。
664吨/M3,40℃时0。
58吨/M3。
球罐所需容积(按40℃计)为:V=1700。
58=293、1M31700。
5已给盛装系数为0。
5,即不得装满,故实际所需容积为:V==340M3,其小于400M3,余容较大,足够用,相差17。
6%,符合标准要求。
按公称容积4003设计,由[2]附录一P41查得球罐基本参数如表一1-1公称容积内径㎜几何容积m支座型式支柱根数分带数3表,1-1球罐基本参数400各上极带9200408赤道正切式85带球心角45°/345°/1645°/1645°/1645°/3上温带赤道带下温带各带下极带分块数1二.材料的选择按操作条件要求及各种材料的性能特点,分别选择如下。
(一)球壳钢板操作最低气温为-20℃。
400球罐施工方案

400球罐施工方案1. 引言本文档旨在提供一份关于400球罐施工方案的详细说明。
400球罐是一种常用于工程建设中的容器,通常用于储存和运输液体或气体。
本方案将涵盖罐体设计、材料选择、施工过程和安全事项等方面的内容。
2. 设计400球罐的设计需要考虑以下几个关键因素:•容量:鉴于容器用途的不同,我们需要确定所需的容量。
在选择容量时,需要考虑储存或运输的液体或气体的体积和重量。
•材料:对于400球罐的制造,一般采用耐腐蚀材料,如不锈钢或碳钢。
在选择材料时,需要考虑容器所处环境的特点,如温度、湿度、压力等因素。
•结构:400球罐通常是圆柱形的,具有一个圆形顶部和底部。
罐体的结构需要坚固而稳定,能够承受外界压力和物理冲击。
3. 材料选择在选择400球罐的材料时,我们建议考虑以下几个因素:•耐腐蚀性:考虑到容器内可能储存的液体或气体的性质,选择耐腐蚀性强的材料非常重要。
不锈钢是一种常用的选项,因为它具有优异的耐腐蚀性能。
•强度和可塑性:材料的强度和可塑性对于制造高质量的400球罐至关重要。
碳钢通常被选择为罐体的材料,因为它既具有足够的强度又易于塑性变形。
•成本因素:在选择材料时,成本因素也需要考虑进去。
我们建议进行成本效益分析,以找到适合预算范围的材料。
4. 施工过程以下是400球罐的施工过程的概述:1.准备工作:在施工开始之前,需要清理和准备施工区域。
确保施工现场干净,并清除任何可能妨碍施工的障碍物。
2.罐体制造:根据设计要求和选择的材料,开始制造罐体。
这通常涉及材料切割、焊接、抛光和涂漆等工序。
3.顶部和底部的加工:制造完成罐体后,开始加工顶部和底部。
这通常包括切割孔口、安装敞口、安装阀门等步骤。
4.罐体组装:将顶部和底部与罐体进行组装。
确保组装过程中每个连接点都牢固可靠。
5.检验和测试:在罐体组装完成后,进行检验和测试,以确保其密封性和耐压性能。
6.喷涂和维护:最后,进行罐体的喷涂和维护工作,以提高外观质量和耐用性。
400m3球罐现场安装设计
400m3球罐现场安装设计作者:李峰冯泽来源:《中国科技博览》2013年第04期[摘要]本次设计中的400m3球罐用于储存氧气,其球壳板的材质为Q345R,本文对球罐的安装过程进行了详细的分析和论述。
球罐采用内外三角架、挂梯相结合的散装法。
根据球罐上每条焊缝的特点,制订了各条焊缝的具体焊接方法。
球罐组装、焊接后,需要进行无损检测、整体热处理、耐压试验等,本文进行了简要的分析和说明,并介绍了相应的处理方法和注意事项。
[关键词]球罐;组装;焊接;无损检测;整体热处理;耐压试验中图分类号:TD327.2 文献标识码:A 文章编号:1009-914X(2013)04-0034-011.400m3球罐概况1.1 主要技术参数球罐的技术参数设计压力:3.15MPa 最高工作压力:3.0MPa 设计温度:50℃工作温度:常温材质:Q345R 厚度:δ42mm容器类别:Ⅲ腐蚀裕度:1.0mm 充装介质:氧气1.2 结构形式球罐采用3带6支柱混合式主体结构。
1.3 遵守的规范和标准GB150.1~GB150.4-2011《压力容器》GB12337-1998《钢制球形储罐》GB50094-2010《球形储罐施工规范》2.球罐组装2.1 零部件的检查和验收2.1.1球壳板表面不得有裂纹、气泡、结疤、折叠和夹杂等缺陷。
2.1.2对球壳板厚度进行抽查,数量应为球壳板数量的20%。
2.1.3球壳板周边100mm范围内应进行超声检测抽查。
检测方法和结果应符合JB/T4730-2005《承压设备无损检测》标准规定,Ⅱ级合格。
2.2 球罐组装方法2.2.1赤道带板的吊装采用插入法,首先吊装第一块带支柱的赤道板,起吊后,把支柱放在基础上就位。
吊装第二块带支柱的赤道带板,安装两支柱间拉杆并进行调整。
吊装第三块不带支柱的赤道带板,插装在已安好的两块板之间,水平度可根据限位块的位置进行控制。
2.2.2赤道带板组对成环,调整、检查合格后再组装下极带各板,吊装顺序为下极带围板→下极带侧板→下极带中板。
400m3低温球罐设计说明书
φ -— 焊接接头系数; φa -— 角焊缝系数;
V
常州大学本科生毕业设计(论文)
目 录
摘要.................................................................................................................................I 术语表........................................................................................................................... II 目录..............................................................................................................................VI 引言.................
400M3丙烯球罐设计(机械CAD图纸)

摘要本次设计中的400m³球罐用于贮存氧气,其球壳板的材质为16MnR,本文对其母材的焊接性做了简要的分析,并在次基础上选择了球罐焊接前的预热温度,以及焊接方法和焊接材料。
预热温度为120-140℃,焊接方法为焊条电弧焊,焊条为E5015。
根据工厂的生产经验和相关标准编制了400m³球罐的生产工艺流程。
在整个生产过程中,球壳板的压制成形,球罐的组装与球罐的焊接属于生产中的重点与难点,在本文中都进行了详细的分析和论述。
球壳板成形采取布局成形的方法,必须在现场进行。
本文根据球罐上每条焊缝的不同特点,制定了各个焊缝的具体焊接方法,并选择了焊接工艺参数。
球罐组装‘焊接之后,需要进行焊后处理,包括无损检测,焊后热处理,以及耐压试验等,本文也都进行了简要的分析和说明,并介绍了相应的处理方法和注意事项。
关键词:球罐成形组装焊接AbstractThe design of the 400m³ spherical container used for store oxygen ,its spherical shell plate material is 16MnR .In this paper, the welding of the base metal was analysed briefly ,and on this foundation ,the preheat temperature before the spherical container for welding ,the welding process ,and the welding material were selected . The preheat temperature is 120-140 ℃,the welding process is the shield metal are welding, the covered electrodes are E5015 .The produce technologic course of the 400 m³spherical container was compiled according to the experience of the manufacturing plant and related standards .In the entire production process ,the press of forming spherical shell plate ,the installation and welding of spherical container belong to important and difficult in the production . In this paper ,they were carried out a detailed analysis and exposition .the methods of forming the spherical shell plate was part forming . The of the spherical container was divided two parts, they are the parts installation method ,and it should be conducted at the scene. According to the different characterof each weld on the spherical container ,in this paper ,the concrete welding process of every weld was complied ,and the welding procedure parameters were chose .After the installation and welding of the spherical container ,there need to conduct process when the welding finished ,which include non-destructive testing , post weld heat treatment ,and the pressure test ,and so on .In the paper , they were conducted a brief analysis and exposition ,and were introduced the corresponding resolve methods and attention matters .Key words :Spherical container forming installation welding目录绪论 (1)1.1球形容器的特点 (1)1.2球形容器分类 (1)1.3国内球罐建造情况 (2)第一章材料选用 (3)1.1材料的选择原则 (3)1.2壳体用材料 (4)1.3锻件用钢 (5)1.4螺栓、螺母和支撑结构的选材 (5)1.4.1螺栓螺母的选用 (5)1.4.2支承结构(支柱、拉杆等)选材 (5)第二章结构设计 (6)2.1概述 (6)2.2球壳设计 (6)2.3球壳的分带,分块及分角 (7)2.4纯桔瓣球壳的瓣片设计和计算 (7)2.4.1瓣片设计 (7)3.4.2纯桔瓣球瓣的计算 (8)3.5坡口设计 (14)3.6支座设计 (14)3.6.1支座结构 (14)3.6.2拉杆结构 (14)3.7人孔和接管 (15)3.7.1人孔结构 (15)3.7.2接管结构 (15)3.8球罐的附件设计 (15)3.8.1梯子平台 (15)3.8.2水喷淋装置 (15)3.8.3隔热设施 (16)3.8.4页面计 (16).8.5压力表 (16)2.8.6安全阀 (16)第四章强度计算 (18)4.1球壳壁厚计算 (18)4.1.1符号说明 (18)4.1.2计算各带壳板厚度时的计算压力,最大的物料成装体积 (18)4.13各带球壳板的厚度计算 (18)4.2支柱计算 (19)4.2.1载荷计算 (19)4.2.2支柱计算 (23)4.2.3 支柱弯矩及偏心率计算 (27)a 偏心弯矩 (27)4.2.4 支柱稳定性验算 (28)查表得ε0=0.278353 (29)4.2.5 地脚螺栓计算 (30)4.3拉杆计算 (31)4.3.1 拉杆强度计算 (31)4.3.2 拉杆连接部位计算 (32)4.4 支柱和球壳连接最低处a点的应力验算 (34)4.4.1 符号说明 (34)4.4.2 单项应力计算 (34)4.4.3 合成应力计算 (36)4.4.4 强度验算 (36)4.5 支柱与球壳连接焊缝强度验算 (37)4.6 支柱间的允许沉降差 (37)4.7 人孔锻件设计和强度校核 (38)4.7.1人孔锻件设计 (38)4.7.2法兰强度校核 (40)4.7.3法兰外力矩计算 (42)4.7.4法兰形状系数 (43)4.7.5 法兰应力计算 (43)4.7.6应力检验 (44)第五章工厂制造及现场组装 (45)5.1工厂制造 (45)5.1.1 原材料检验 (45)5.1.2 瓣片加工 (45)5.2组装设备及工具 (45)5.3组装准备 (45)5.4组装精度的控制 (45)第六章焊接与检查 (47)6.1 钢材的可焊性 (47)6.2 焊接工艺的确定 (47)6.3焊后热处理 (48)6.3.1焊后热处理的确定 (48)6.3.2 焊后热处理 (49)6.4原材料检验 (49)6.4.1球罐用钢板的检查和验收 (49)6.4.2球罐用锻件及其他钢材的检查和验收 (49)6.5车间制造检验 (50)6.5.1 焊接检验 (50)6.5.2 球瓣的检验 (50)6.5.3 上、下极板的检查 (50)6.5.4支柱尺寸精度检查 (51)6.5.5坡口检查 (51)6.6安装焊接检验 (52)6.6.1 预组装检验 (52)6.6.2 焊接质量检验 (52)6.6.3 焊接工作完成后的检查 (53)绪论近几十年来球形容器在国外发展得很快,我国的球形容器建设在七十年代才得到了飞速发展。
400立方米球罐毕业设计

摘要本次设计中的低压储罐为容积为400m3球罐,其用途为贮存氮气,壳体材料为Q345。
本文对其母材及其焊接性做了简要的分析,并以此为基础选择了球罐焊前的预热温度、焊接方法、焊机型号和焊接材料。
预热温度为120~140℃,焊接方法为手工电弧焊,焊机型号为ZXG-400,焊条为E5015。
本文根据球罐上每条焊缝的特点,结合所选用的焊接方法、设备及材料,制定了针对各条焊缝的合理可行的焊接工艺。
围绕着球罐的焊接过程,作者分析了可能出现的缺陷并提出了避免或减少这些缺陷产生的方法和措施。
在焊接完成之后,还需进行一系列的焊后处理,包括焊后热处理、无损检测等。
关键词:低压储罐;球罐;装配;焊接;工艺。
目录前言 (5)1球罐的概况 (7)1.1主要技术参数 (7)1.2结构形式图 (7)1.3壳体材料分析 (8)1.4球罐的主要焊接缺陷 (8)2焊接初步分析 (10)2.1焊接性分析 (10)2.2 Q345钢在焊接时易出现的问题 (10)2.3焊接方法的选择 (8)2.4焊接材料的选择 (8)2.5施焊环境 (8)2.6焊工资格 (11)3焊前准备 (12)3.1焊条的干燥和选择 (12)3.2焊接电流的选择 (12)3.3焊接速度 (13)3.4电弧电压 (13)3.5焊接层数的选择 (14)3.6坡口形式 (14)3.7焊机的选择 (14)3.8焊前预热 (14)4球罐的装配 (15)4.1球罐的组装方法 (15)4.2球罐零部件复验 (16)4.3壳板定位块及吊点的布置和焊接 (16)4.4操作脚手架形式 (16)4.5球壳板的组装过程及组装后球罐的调整 (17)5焊接操作 (18)5.1预制片组装焊接 (18)5.2定位焊 (19)5.3球罐的焊接顺序 (20)5.4焊缝的焊接工艺 (20)6焊后处理和焊后检验 (22)6.1焊后球罐整体热处理 (22)6.2焊后检验 (22)总结 (23)致谢 (24)参考文献 (25)前言随着锅炉、压力容器和管道工作参数的大幅度提高及运用领域的不断扩展,对焊接技术提出了愈来愈高的要求。
球罐毕业设计总说明书(非常详尽)[管理资料]
![球罐毕业设计总说明书(非常详尽)[管理资料]](https://img.taocdn.com/s3/m/d5ef7e891711cc7930b716ec.png)
目录前言 (1)第1 章概论 (2)球罐的特点 (2)球罐分类 (2) (2) (2) (3)第2章材料的选用 (4)球罐的选材准则 (4) (4) (5)选材 (5) (6)壳体用钢板 (6) (6)锻件用钢 (7)第3章结构设计 (8)概况 (8)球壳的设计 (10)各种球罐的特点 (10) (12)坡口设计 (17) (18)赤道正切柱式支柱结构 (19)拉杆结构 (20)人孔和接管 (21) (21) (21)球罐的附件 (21) (21) (23) (24) (24)球罐对基础的要求 (25)第4章强度计算 (26)设计条件 (26)球壳计算 (27)球罐的质量计算 (27)地震载荷计算 (28) (28)地震力 (29)风载荷计算 (29)弯距计算 (29)支柱的计算 (30) (30) (30) (31)地脚螺栓计算 (33)支柱底板 (33) (33) (34)拉杆计算 (34) (34)拉杆连接部位的计算 (34) (35)焊缝强度验算 (35)支柱与球壳连接最低点a的应力校核 (35)a点的应力 (35)a点的应力校核 (36)支柱与球壳连接焊缝的强度校核 (36)开孔补强计算 (37)第5章工厂制造及现场组装 (38) (38) (38) (38) (39) (39) (39)第6章焊接 (40)焊接工艺的确定 (40)焊后热处理 (40)第7章检查 (42) (42)竣工检查 (42) (43)开罐检查 (43)致谢 (44)参考文献 (45)前言乙烯被称为“石化工业之母”,乙烯的生产能力往往被看作是一个国家经济实力的体现。
以乙烯为龙头的石油化工工业在国民经济和社会发展中占有重要地位,能够引导、带动其他相关产业乃至整个国民经济的发展,具有较强的支撑、辐射和带动作用。
美国、西欧、日本等发达国家和一些发展中国家和地区,在经济起飞阶段,无不把石油化工工业作为支柱产业加快发展。
乙烯的发展必然促进乙烯装备的发展。
球罐设计说明书2

成绩评定表课程设计任务书目录1 概论 (1)1.1 球罐的分类 (1)1.2 球罐的特点 (1)1.3 球罐的应用 (1)2 球罐的结构设计 (2)2.1 材料的选用 (2)2.2 球壳橘瓣式结构尺寸计算 (2)2.2.1 设计计算参数 (2)2.2.2 橘瓣式结构排版的计算 (3)2.3 支座 (8)2.3.1 支座设计 (8)2.3.2 底板 (9)2.3.3 拉杆 (9)2.4人孔和接管 (9)2.4.1 人孔结构 (9)2.4.2 接管结构 (10)2.4.3 接管法兰 (10)2.4.4 接管和补强结构 (10)2.4.5 保冷措施 (10)3 球罐强度计算 (12)3.1 设计条件 (12)3.2 球壳壁厚的计算 (12)3.3 球壳应力 (13)3.4 球壳的稳定性验算 (13)3.5 支柱、拉杆计算 (15)3.5.1 静载荷 (15)3.5.2 动载荷 (16)3.5.3 附加压缩载荷 (19)3.5.4 拉杆直径的计算 (19)3.6 连接部位的强度计算 (20)3.6.1 销钉直径的计算 (20)3.6.2 耳板、翼板厚度计算 (20)3.6.3 地脚螺栓直径的计算 (21)3.6.4 支柱底板的计算 (21)4 焊接结构设计 (23)4.1 焊缝布置 (23)4.2 焊接顺序 (23)4.3 焊接方法的选择 (23)4.4 坡口加工 (23)参考文献 (24)1、概论1.1 球罐的分类球罐的结构是多种多样的,根据不同的使用条件(介质、容量、压力湿度)有不同的结构形式。
通常按照外观形状、壳体构造和支承方式的不同来分类。
(1)按形状分为圆球形和椭球形(2)按壳体层数分为单层壳体和双层壳体(3)按球壳的组合方式分为纯橘瓣式、纯足球瓣式和足球橘瓣混合式(4)按支承结构分为柱式支承和裙式支承,半埋入式支承、高架支承等(5)按储存温度分为常温球罐、低温球罐、深冷球罐1.2 球罐的特点与圆筒形容器相比其主要优点是:(1)受力均匀(2)在同样壁厚条件下,球罐的承载能力最高,在相同内压条件下,球形容器所需要壁厚仅为同直径、同材料的圆筒形容器壁厚的l/2(不考虑腐蚀裕度)(3)在相同容积条件下,球形容器的表面积最小,由于壁厚、表面积小等原因,一般要比圆筒形容器节约30%~40%的钢材(4)球罐的表面积最小,即在相同的容量下球罐所需的钢材面积最小(5)球罐的承载能力比圆筒形容器大一倍,即在相同直径、相同压力下,采用同样钢板时,球罐的板厚只需筒形容器板厚的一半(6)球罐占地面积小,且可向空间高度发展,有利于地表面积的利用其主要缺点是制造施工比较复杂。
400立方球罐安装施工方案

球罐安装施工方案(400m3乙醛球罐)1.工程概况————————————————————————(2)2.组装前原材料、部件检验及验收——————————————--(4)3.球罐的施工编号———————————————————--(7)4.球罐壳板组装工艺———————————————————-(7)5.球罐的焊接和焊后的质量检查———————————————(12)6.球罐的无损探伤————————————————————(18)7.球罐的焊后热处理方案——————————————————(19)8.最终试验及工程验收———————————-—————-(23)9.球罐施工中的质量控制—————————————————-(27)10.现场球罐安全施工管理——————————————————(28)11.主要施工机具一览表————————————————(29)12.球罐施工平面图————————————————————(30)13.球罐施工进度计划表—————--—-——————————(31)14.施工劳动组织—————————————————————(32)15.球罐施工工艺流程方框及停止点设臵图—————————(33)注:图1~181.工程概况1.1工程简介400m3乙醛球罐是上海石油化工股份公司技改项目,由上海金山石化设计院设计,本公司负责制造安装,球罐内径为Sφ9200,球壳板材质为16MnR,厚度为20mm,本产品工作令为99IIM254。
1.2球罐的技术参数(400m3乙醛球罐)1.2.1技术参数1.2.2制造检验要求:1.2.3球罐的构成及施工图号:1.3.方案编制依据1.3.1球罐施工图1.3.2《压力容器安全技术监察规程》1.3.3《钢制球形储罐》GB12337-901.3.4《钢制压力容器》GB150-19981.3.5《球形储罐施工及验收规范》GB50094-981.3.6《钢制压力容器焊接工艺评定》JB4708-921.3.7《钢制压力容器焊接规程》JB/T4709-921.3.8《焊接接头基本形式及尺寸标准》HGJ17-891.3.9《压力容器无损检测》JB4730-942.组装前原材料、部件检验及验收2.1 球罐本体焊缝用焊条2.1.1球罐用焊条的型号、牌号、规格应符合设计图纸的规定。
400m3球罐探伤方案

400m3球罐探伤方案1编制说明:由于两台球罐球壳板壁厚大,工期紧,采用X射线照像困难很多,对此采用铱-192r射线探伤,同时也为了推进现场r射线探伤技术的应用与发展,r射线探伤必然给现场的安全防护增加了难度,对无损探伤人员也提出了更高的技术要求。
工作时应尽量避免一切不必要的照射,采邓有效可靠的防护措施。
从而使无损探伤人员和公众所受到的照射剂量当量不超过规定的限值,探伤人员应认真负责,严格要求,做好每一个环节的工作,保证射线探伤底片质量。
考虑到减少r射线拍片的焊缝返工数量,进行100%的超声波探伤(对接焊缝),先磁粉探伤、渗透探伤、超声波探伤检验完毕后,球罐内部拆除脚手架,进行100%r射线拍片。
2编制依据:a、《三明钢厂400m3氧气球罐施工图》b、《压力容器安全技术监察规程》劳锅字(1990)8号c、GBJ94-86《球形储罐施工及验收规范》d、GB150-89《钢制压力容器》e、GB12337-90《钢制球形储罐》f、GB3323-87《钢熔化焊对接接头射线照像和质量分级》g、GB11345-89《钢焊缝手工超声波探伤方法和探伤结果的分级》h、ZBJ74003-88《压力容器用钢板超声波探伤》i、JB3965-85《钢制量压力容器磁粉探伤》j、GB4792-84《放射卫生防护基本标准》k、《放射性同位素与射线装置放射防护条例》1989年10月24日发布3球罐基本参数5无损检测人员各种无损检测由具有相应资格的持证人员进行,Ⅲ级无损检测人员在Ⅰ、Ⅱ级检测人员的指导下进行操作,记录检测数据,整理检测资料,初步评定检测结果,Ⅱ级以上人员评定检测结果,签发检测报告。
无证人员不得独立从事无损检测工作,r射线机不允许未经专门培训的工作人员进行操作,必须由一位经培训合格的熟练的射线探伤人员进行。
6无损探伤技术要求6.1总则6.1.1按规定要求,先进行磁粉探伤、渗透探伤、并合格。
6.1.2考虑减少r射线拍片的焊缝返修率,先进行100%超声波探伤,并合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学号: 06403314 常州大学毕业设计(论文)(2010届)题目 400m3低温乙烯球罐设计学生卢甲猛学院机械与能源工程学院专业班级装备063 校内指导教师魏安安专业技术职务教授级高工校外指导老师专业技术职务二○一○年六月400m3低温乙烯球罐设计摘要:球罐设计可参照的标准有GB12337-1998《钢制球形储罐》,GB150-1998《钢制压力容器》,JB/T 17261-1998《钢制球形储罐型式基本参数》。
本文主要介绍了400m3乙烯球罐的设计,安装地点在上海。
文章主要针对设计参数的确定、选材、整体方案设计、球壳壁厚的确定、应力校核、支柱结构设计、安全阀的计算、开孔补强计算、及保冷计算做了详细的论证说明。
并对焊后整体热处理、对制造安装的技术要求等,作了简单的阐述。
经过对比论证,最后确定设计压力为2.2 Mpa,水压试验压力2.85,设计温度为-30℃,球壳材料为16MnDR,球壳厚度为36 mm。
球壳的组合方式为桔瓣式,六根支柱,保温材料为酚醛,保温层厚度为100 mm。
整个大型球罐的设计从整个球罐的生命周期着手,为后来的制造、安装、使用、检测及维修等创造条件。
关键词:乙烯,球罐,设计,低温,结构,材料,参数。
Design of 400 m3Low Temperature Ethylene TankAbstract: China has the capacity of designing and Building the Ethylene Tank Less than 2000 m3 .We Can refer to the standards such as GB12337-1998 《Spherical tanks》, GB150-1998 《Steel Pressure Vessels》, JB / T 17261-1998 《Spherical tanks type basic parameters》.This paper describes about 400m3Ethylene Tank design, installation Located in Shanghai. This paper gives a detailed discuss about the identification, selection, overall program design, determination of shell thickness, stress check, pillars of structural design, safety valve calculations, opening reinforcement calculations, and ensure the cold calculation .Brief description of the overall heat treatment after welding, installation of manufacturing technology requirements.After comparison argument,we make decisions that Design pressure is 2.2Mpa, water pressure test is 2.85, design temperature is -30 ℃, shell material is16MnDR, shell thickness is binations of spherical shell for the orange valve type, six pillars, phenolic insulation materials, insulation thickness is 100mm.The large spherical tank design should begin the life cycle of the tank Created the conditions for subsequent manufacture, installation, use, testing and maintenancthe later.Key words: ethylene, tank, design, low temperature, structural material parameters.术语表A -—单个支柱的横截面积,mm2 ;d1 -—支柱内直径,mm;do -—支柱外直径,mm;D cp-—球壳平均直径,mm;D1-—球壳内直径,MM;D o-—球壳外直径(当有保温层时,为保温层外直径),mm; E-—球壳材料的常温弹性模量,MPa;E s -—支柱材料的常温弹性模量,MPa;F c-—拉杆作用在支柱上的水平力,N;F e-—球罐的水平地震力,N;F s-—支柱底板与基础的摩擦力,N;F max-—最大水平力,N;F T-—拉杆的最大拉力,N;F w-—球罐的水平风力,N;G -—重力加速度,取g=9.81m /s';G o-—操作状态下的重力载荷,N;G T-—液压试验状态下的重力载荷,N;H o -—支柱底板底面至球壳中心的距离,mm;I-—支柱横截面的惯性矩,mm';l-—支柱底板底面至上支耳销子中心的距离,mm;—支柱与球壳连接焊缝单边的弧长,m m,Lw-—球罐最小质量 ,kg;Mmin-—操作状态下的球罐质量 ,kg ;mo-—液压试验状态下的球罐质量,kg ;mT-M max-—水平地震力和水平风力引起的最大弯矩,N "m m; M o-—操作状态下支柱的总弯矩,N·mm;M o1-—操作状态下支柱的偏心弯矩,N ·MM;M o2-—操作状态下支柱的附加弯矩,N ·MM;M T-—液压试验状态下支柱的总弯矩,N "m m;M Tl-—液压试验状态下支柱的偏心弯矩,N·MM;M T2-—液压试验状态下支柱的附加弯矩,N ·mm;n-—支柱数目;p-—设计压力,M Pa;P c1-—计算压力,M Pa,P T-—试验压力,M Pa,R-—支柱中心圆半径,取R=R i,mm;R i-—球壳内半径,mm;T-—基本自振周期,s.W o-—操作状态下支柱的最大垂直载荷,N;W T-—液压试验状态下支柱的最大垂直载荷,N;W max-—最大垂直载荷,取W,和WT的较大值,N;β-—拉杆和支柱间的夹角,°;δ-—球壳计算厚度,mm;δ-—球壳有效厚度,mm;eδ-—球壳a点处的有效厚度,mm;enδ-—球壳名义厚度,mm;nμ-—球壳材料的泊松比,;ρ-—物料密度,kg/m3;2ρ-—液压试验时液体的密度,kg/m3;3σ-—操作状态下a点的纬向应力,MPa;1oσ-—操作状态下a点的组合应力, MPa;oaσ-—钢材常温下的屈服点,MPa;sσ-—液压试验状态下a点的纬向应力,MPa;T1σ-—液压试验状态下a点的组合应力,MPa;Ta[]tσ-—设计温度下球壳材料的许用应力,MPa;τ-—操作状态下。
a点的剪切应力, MPa;oτ-—液压试验状态下a点的剪切应力 ,MPa; Tφ-—焊接接头系数;φ-—角焊缝系数;a目录摘要: (I)术语表......................................................................................................................................... I II 目录 ................................................................................................................................................ V I 引言 .. (1)1 任务书给定的设计条件 (1)2 设计参数确定 (1)2.1设计温度 (1)2.2 设计压力 (3)3 材料的选取 (4)3.1 刚才的力学性能 (4)3.1.1 抗拉强度 (4)3.1.2 屈服点 (4)3.1.3 刚性 (5)3.1.4 韧性 (5)3.1.5 可焊性 (6)3.2 经济性 (7)3.3 选材 (7)4 结构参数的确定 (8)5 球壳计算 (10)5.1 球壳厚度 (12)5.2 球罐质量计算 (12)5.3 地震载荷计算 (13)5.4 风载荷计算 (15)5.5 支柱计算 (15)5.6 地脚螺栓计算 (19)5.7 支座地板 (20)5.8 拉杆计算 (20)5.9 焊缝强度检验 (21)6.补强计算 (23)7 保冷计算 (26)8 安全阀的计算 (27)8.1泄放量的确定 (27)8.2操作条件的确定 (28)8.2.1定压Ps(绝压) (28)8.2.2积聚压力Pa (28)8.2.3最高泄放压力Pm (28)8.3 喷嘴面积计算 (28)8.4 安全阀的选用 (30)9.参考文献 (31)致谢 (32)引言球罐在相同容积的前提下,与其它形状的压力容器相比,具有几何尺寸小、材料用量少、受力状态好,占地面积小等优点,故而在工业中得到广泛使用。
同时由于球罐成型和组装难度大、残余应力高、介质环境苛刻等特点,质量难于保证。
因此,在球罐在制造、安装和使用方面,如何确保安全又兼顾经济成为一个重要的壳体,这样选定意义合理的方案愈发有必要。
1 任务书给定的设计条件设计一台400m3低温乙烯球罐。
介质:乙烯;公称容积:400m3;安装地点:上海。
2 设计参数确定乙烯球罐属低温球罐,设计参数主要取决于所存乙烯介质的工作状态,不受环境温度的影响。
参照HG 20580—1998《钢制化工容器设计基础规定》,设计压力一般取1 .0 ~ 1 .1 倍工作压力,设计温度一般取介质最低工作温度减0 ~10 ℃。
目前80%左右的乙烯球罐操作温度约- 30 ℃,其设计温度一般选-40℃,设计压力取2 .2 MPa,燕山、大庆、兰石化、扬子、金山、齐鲁均属这种情况;另一种使用温度约- 40 ℃,设计压力1 .55 ~ 1 .9 MPa,设计温度为- 45 ~ - 50 ℃,吉化和茂名进口的2000m3 乙烯罐属该类。
因此建造球罐,应由工艺先确定正常操作温度,随之确定设计温度和设计压力。
2.1设计温度设计温度指容器在正常工作情况下,设定的元件的金属温度(沿元件金属截面的温度平均值)。