平整机张力控制系统的改造
自动绕线机张力控制低成本改进

自动绕线机张力控制低成本改进作者:邴冬梅来源:《科技资讯》2015年第34期摘要:目前大部分自动绕线机都存在张力控制不稳定的问题,绕制是产品电气指标存在较大离散,不能满足一些产品对线包一致性的要求,该文针对此问题探讨自动绕线机张力控制方式,指出单一的弹簧张力设定方式的不足,提出新的自动绕线机张力检测、控制的方案,与国外昂贵的张力控制方法相比,该方法简单可靠,成本较低,经实际试用,可以大大提高张力控制稳定性,由于其安装不需对原绕线机结构作更改,可在众多自动绕线机上快速便捷的加装,具有一定的推广价值。
关键词:张力控制自动绕线机拉力计单片机中图分类号:TM305 文献标识码:A 文章编号:1672-3791(2015)12(a)-0077-02在漆包线绕制工艺中,张力是一个十分重要的参数,漆包线厂家在漆包线出厂时都提供绕行张力的参考值,在使用时必须保证工艺值满足线材要求,线材的过度受拉会对产品质量有影响。
对一些总长较长的线包尤其是精密传感器用线包来说,如果对张力没有控制会造成产品电气参数分布的离散。
因此张力计是自动绕线机必不可少的,它已成为绕线机性能的一个重要指标。
随着新产品新技术的不断推出,张力计在近几年也有了迅速地发展,由以前由弹簧机械预先设定张力发展到现在的电子测量实时调节保证张力稳定。
电子反馈控制张力计是在最新高档绕线机上的使用附件[1-2],它可以根据张力波动实时调节张力大小,电子张力计采用的是电磁式张力控制。
这种张力计多为进口绕线机配备,附件价格昂贵,再加上需与新的主机和软件配套使用,其使用成本太高。
1 张力控制原理目前国内绕线机配备的张力计大都为机械式,通过调节弹簧及摩擦片的松紧实现张力调节,由于相关机械参数的离散性,张力计上的值只能作为大致参考,在实际使用过程中,为了避免张力器的不准确,需通过拉力计钩住漆包线的一端试拉来测定张力(如图1),根据情况调节弹力及压紧力,由于是手动测量和调节,再加上在绕行过程中机头的移动,弹簧的跳动及摩擦片摩擦力变化,还有线包外形尺寸的累积变化[3]均会造成张力的波动和偏离,最终造成产品的相关电气参数出现较大的离散。
平整机张力控制系统的改进

35 1 1 —3 ,功率 1 2 W ,转速 4 0 1 0 r m n 3k 0 / 2 0/ i,
传动 比 6 4 8 . 1 ,卷筒 直径  ̄ 0 mm。 50 2 2 人 、出 口 S 组 . 辊 s辊组 由上 、下辊 组 成 ,直径  ̄ 1 mm. 上 60 辊直 流 传 动 电 机 型 号 为 Z 一 2 0— 4 , 功 率 8 1 1 0 W, 转 速 5 0 i 0 rri, 传 动 比 3 4 8 1k 0 /20/ n a 7 ;
g d e f c so m p o i g ∞ fe t fi r v n pe p e e ig c a k d j c , ic e sn r du t a e is e l rv nt rc e e t n r a i g p o c sv r te , n i ,
摘
要 :开 绍 了改 造 后 的 7 0  ̄ 平 整 机 组 的设 备组 成 和 张 控 制 系 统 ,特 别介 绍 了 平 整机 增 设 S 、入 出 5m 辊
口各段 张 由按 比例 控 制 后 .对 改 善 板 形 、 防 止裂 纹 缺 隋 .提 高 表 面 光 洁 度 ,增 加 产 品 种 类 等 起 到 了 良 好 效
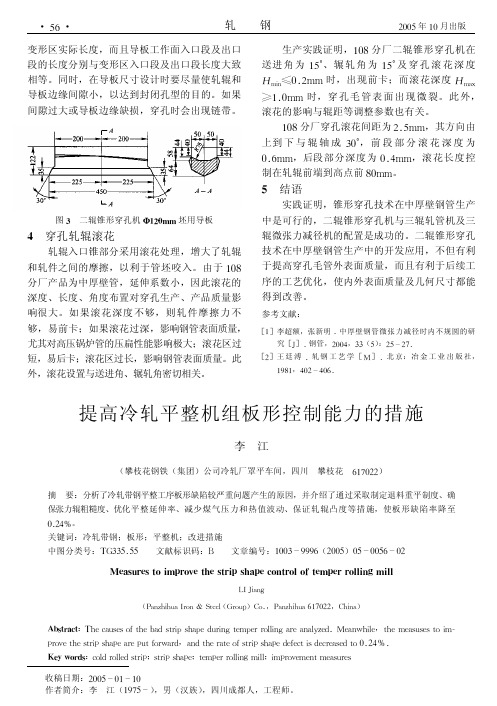
固 1 平整机组的设备组成
l 开卷 机 ;2一^ 口 s辊 组 ;3 一主 机 ; 4一出 口 s辊 组 :5 卷 取 机
经计 赞 ,出 口段 张 力太 小, 固而导 致 产品质 量很 :
不理想 。 19 9 9年 初公 司 进 行 _恢 复 平 整 机 组 出 r 口 S辊 组 的改造 ,增 加 了出 口段 张 力 ,改造后 取 得 了预期 效果 ,提 高 了产品 质量 。
维普资讯
20 0 2年 4月 ・ 1 第 9卷 ・ 2期 第
连续退火机组张力控制浅析

给传动 的速度 给定值或者 负载补偿两种方式实 现。调节速度给
定方式控制张力 时 , 电机 实 际 速 度 波 动 小 ; 调 节 转矩 补 偿 方 式 控
制张力 时 , 响应时间短 。 机组 中除平整机机架 问及机架 出口侧张
力控 制器外其余 各段张力 控制都 以调节负载 补偿方 式来实现 , 下 面以 1 抖张 紧 辊 组 为 例 介 绍 负 载 补 偿 调 节 方 式 。 1 样张 紧 辊 组 位 于 机 组 入 口段 , 包 括 2台 电 机 , 主要 实 现 的 是 清 洗 段 张力 设 定 值 的 闭 环 控 制 。 由于 1 #张 紧辊 组 人 口张 力 为 开卷机张力 , 出 口张 力 为 清 洗 段 张 力 , 两段 张力值不 一样 , 因此 张力 差 值 ( 人 口一出 口 ) 的转 矩 转 换 值 要 作 为 前 馈 叠 加 到 了负 载 补 偿 中。 而 在 张力 闭 环 的 P I 控制 器中 , 张 力设 定 值 与 实 际 值 经
2 l 2 直 接 张 力 控 制 2 l 2 。 1 负 载 补 偿 调 节 方 式 在本机组 中实现 直接 张力闭环 控制可 以通过调 节 P L C 发
P I 调节后送到传动库 中的速度叠加值 。 D R . R e f . N — R e f 为送到传
动 的 速 度 给定 , 此时 S P C _ T OR QMA X, S P C _ T OR QMI N 数 值 为 1 . 0倍 的 额 定 转 矩 。
另 外 通 过 调 节 负 载 补 偿 方 式 实 现 张 力 闭 环 时 一 般 还要 激 活
电机速度 的窗 口控制功能 。窗 口控制功能主要是监控 速度 误差 值( 速度 给定 一 实 际速度 ) 。当速度误差超 出窗 口范 围时 , 超出部
恒张力解决方案

恒张力解决方案一、引言恒张力解决方案是一种用于解决张力控制问题的技术方案。
张力控制是在许多工业领域中必不可少的一项技术,它涉及到材料的拉伸和压缩过程中的力的平衡。
恒张力解决方案旨在提供一种可靠和高效的方法来实现恒定的张力控制,从而提高生产效率和产品质量。
二、背景在许多生产过程中,如纺织、印刷、包装、塑料制品等行业,张力控制是关键的。
如果张力过大或者过小,会导致产品变形、断裂或者质量不合格。
传统的张力控制方法通常是通过手动调节传动装置或者使用简单的张力控制装置来实现。
然而,这些方法存在许多局限性,如调节不许确、反应迟缓、操作繁琐等。
三、恒张力解决方案的原理恒张力解决方案基于先进的传感器技术和自动控制系统,通过实时监测和调节张力来实现恒定的张力控制。
该方案包括以下主要组成部份:1. 张力传感器:通过安装在张力控制装置上的传感器,实时测量材料的张力大小,并将数据传输给控制系统。
2. 控制系统:基于传感器的数据,控制系统根据预设的张力设定值来调节传动装置的运行状态,以实现恒定的张力控制。
3. 传动装置:根据控制系统的指令,传动装置自动调节材料的拉伸或者压缩过程,以保持恒定的张力。
四、恒张力解决方案的优势恒张力解决方案相对于传统的张力控制方法具有以下优势:1. 精准控制:恒张力解决方案采用先进的传感器技术和自动控制系统,能够实时监测和调节张力,保证精准的张力控制。
2. 高效生产:恒张力解决方案能够自动调节传动装置的运行状态,提高生产效率,减少人工干预,降低生产成本。
3. 产品质量提升:恒张力解决方案能够保持恒定的张力,避免材料过度拉伸或者压缩,从而提高产品质量,减少不合格品率。
4. 操作简便:恒张力解决方案通过自动控制系统实现张力调节,操作简单方便,减少人工操作的复杂性。
五、应用领域恒张力解决方案适合于各种需要张力控制的行业,包括但不限于以下领域:1. 纺织工业:纺织品的织造、拉伸、卷绕等过程中的张力控制。
提高冷轧平整机组板形控制能力的措施
生产实践证明,108分厂二辊锥形穿孔机在 送进 角 为 15≠、辗 轧 角 为 15≠及 穿 孔 滚 花 深 度 Hmin≤0.2mm 时,出现前卡;而滚花深度 Hmax ≥1.0mm 时,穿 孔 毛 管 表 面 出 现 微 裂。此 外, 滚花的影响与辊距等调整参数也有关。
108分厂穿孔滚花间距为2.5mm,其方向由 上到 下 与 辊 轴 成 30≠, 前 段 部 分 滚 花 深 度 为 0.6mm,后段 部 分 深 度 为 0.4mm, 滚 花 长 度 控 制在轧辊前端到高点前80mm。
MeasurestoiLprovethestripshapecontrolofteLperrollingLill
LIJiang (PanzhihuaIron & Steel(Group)Co.,Panzhihua617022,China)
Abstract:Thecausesofthebadstripshapeduringtemperrollingareanalyzed. Meanwhile,themeasusestoimprovethestripshapeareputforward,andtherateofstripshapedefectisdecreasedto0.24%. Keywords:coldrolledstrip;stripshape;temperrollingmill;improvementmeasures
→
S辊打滑
←
板形调整不良
← →
→ →
弯辊调整无效
→
延伸率失控
←
技能不强
→ ←←
弯辊缸接头脱落
轧制力波动大
←
←
质量意识不强 板 形
←
←
→不
热轧平整机组控制系统的研究

率和轧制力控制要求整个平整机组的控制系统要有
制。其中位置控制主要 由安装在 A G C缸两侧的位 置传感器测量工作辊 压下量 的具体数 值 由 F M 4 5 8
很高 的精 度和跟随性 , 硬件选 用 P L C 4 1 6— 2 D P和 F M 4 5 8 , P L C 4 1 6— 2 D P主要负责整个冷轧平整机的
L I U Mi n g
( C S P P l a n t o fS t e e l U n i o n C o . L t d . fB o a o t o u S t e e l ( G r o u p ) C o r p . , B a o t o u 0 1 4 0 1 0 , N e i Mo n g g o l , C h i n a )
逻辑控制 , F M 4 5 8 主要负责各种高动态 响应的的快
收稿 日期 : 2 0 1 3一l 1 — 2 6
Ab s t r a c t : T e mp e r r o l l i n g f o r h o t r o l l i n g i s t h e k e y s t e p t o e n s u r e t h e q u a l i t y o f h o t r o l l e d p l a t e . I n t h i s p a p e r ; i t i s i n t r o ・ d u c e d t h e c o n t r o l s y s t e m a n d h a r d wa r e s t r u c t u r e o f t e mp e r ol r l i n g mi l l or f h o t r o l l i n g i n C S P P l a n t a s we l l a s t h e a p p l i c a t i o n s o f P L C 4 1 6—2 DP a n d F M4 5 8 o n i t . Mo r e o v e r , t h e i mp ov r e me n t s u g g e s t i o n s re a p r o p o s e d b a s e d o n t h e p r e s e n t s i t u a t i o n s a n d e x i s t i n g d e f e c t s o f p r o d u c t i o n l i n e s i n C S P P l a n t . Ke y wo r d s : t e mp e r r o l l i n g; P L C A1 6 —2 D P; F 统 的研 究
涂布机张力控制系统解决方案及调试心得
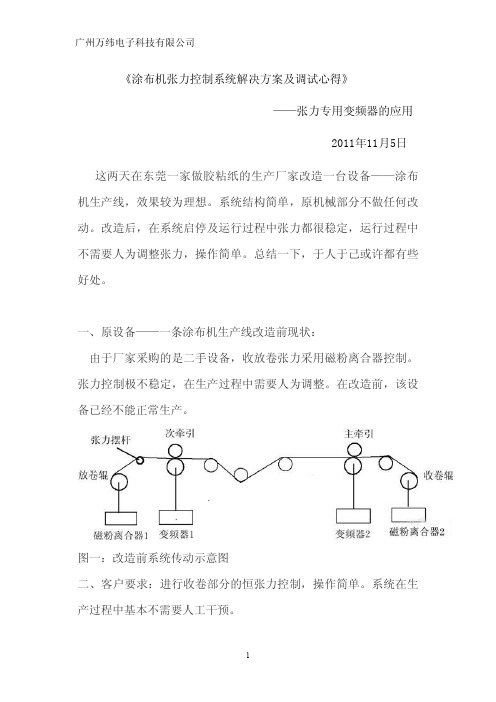
《涂布机张力控制系统解决方案及调试心得》——张力专用变频器的应用2011年11月5日这两天在东莞一家做胶粘纸的生产厂家改造一台设备——涂布机生产线,效果较为理想。
系统结构简单,原机械部分不做任何改动。
改造后,在系统启停及运行过程中张力都很稳定,运行过程中不需要人为调整张力,操作简单。
总结一下,于人于己或许都有些好处。
一、原设备——一条涂布机生产线改造前现状:由于厂家采购的是二手设备,收放卷张力采用磁粉离合器控制。
张力控制极不稳定,在生产过程中需要人为调整。
在改造前,该设备已经不能正常生产。
图一:改造前系统传动示意图二、客户要求:进行收卷部分的恒张力控制,操作简单。
系统在生产过程中基本不需要人工干预。
三、改造方案:针对客户要求及结合现场设备状况,我们拟对该生产线进行基于张力控制变频器的恒张力控制系统。
即:对收卷部分、主牵引、次牵引采用恒线速度同步控制,对收卷部分采用恒张力控制。
示意图如下:图二:改造后系统传动示意图四、改造方案及调试总结:1、改造方案应适应客户现状需求,实用高效为第一原则。
采用张力专用变频器做恒张力控制,不需要用PLC做卷经的计算。
卷经计算、惯量补偿、摩擦力补偿、以及张力锥度等相关模块都在变频器内部完成。
这样,该系统结构简单可靠。
2、改造方案确定后,需要先计算一些相关的参数值(最好事先告知客户相关技术人员,让其帮助了解,这样一来可增加工作效率,二来可验证自己的测量是否有错):3、使用张力控制变频器MD330时需要注意的几个常用公式根据牵引电机、牵引辊直径、传动比计算最大线速度;根据收卷电机、收卷轴空满轴直径、传动比,计算收卷变频器的最大输出频率、最大设定张力。
牵引部分:牵引电机1440r/min,50Hz,牵引棍直径D牵引=269mm,传动比I=14.1(根据主牵引电机转速×1/14.1=n牵引棍,得传动比I=n牵引电机/n牵引棍)收卷部分:收卷电机2.2KW,4极,1430r/min,50Hz,传动比=7.86,卷轴空卷100mm,最大400mm。
浅析双机架平整机组的张力控制系统
T D C为 控制 核 心 , 特点是运算速率块 , 扫 描 周 期 最 小值 0 . 1 ms ( 典型 值是 0 . 3 ms ) , 传 动控制 系 统采用
日本 T ME I C公 司 的 T M 一1 0 e 2 , 多段柜 形式 , 运 行
行 下一卷 生 产 。整 个 工 艺 控 制共 分 5段 张 力 , 分 别
是 开卷 段 张 力 , 入 口段 张力 , 机 架 间 张力 , 出 口段 张
力 和卷 取段 张力 , 其 中开 卷 和卷 取 段 采 用 间接 张 力 控制 , 其 余 3段直 接 由张力 控制 。
2 张 力在 轧 制过程 中 的作用 张 力是 指加 在 轧 件 上 , 使 带材 承受 前 后 拉 紧 的
关键词 : 双机架 平整机组 ; 张力 ; 控 制 系 统
中图分类号 : T G 3 3 4 . 9
文献标识码 : B
文章 编 号 : 1 0 0 6— 5 0 0 8 ( 2 0 1 5 ) 1 0— 0 0 5 5— 0 5
d o i : 1 0. 1 3 6 3 0 / j . c n k i . 1 3—1 1 7 2 . 2 0 1 5 . 1 0 1 5
ANALYSI S AB0UT TENS I ON CONTROL SYS TEM OF D OUBLE S TAND TEM PERⅡ G UN I TS
Li Xi a o yi
( Qi a n t m S i we n Ke d e Th i n S h e e t S c i e n c e a n d Te c h n o l o g y Co .,L t d . ,Qi a n t m,He b e i ,0 6 4 4 0 0)
连续热镀锌机组光整机工艺段张力控制

连续热镀锌机组光整机工艺段张力控制史伟1,李联飞1,王小哲2(1.中国重型机械研究院股份公司,陕西西安710032;2.空军工程大学防空反导学院,陕西西安710038)摘要:光整机是连续热镀锌机组的重要设备,其入口和出口带钢张力是保证产品质量的重要技术指标,必须进行张力控制。
为此,分析了光整机入口和出口的张力控制原理和控制方法,并阐述了实际应用中这些张力控制方案的具体实现方法。
控制方案及控制方法已成功应用于多处现场,在实际中取得了较好的控制效果,对同类系统的设计具有一定的参考价值。
关键词:光整机;入口张力控制;出口张力控制中图分类号:TG333.4文献标识码:A文章编号:1001-196X(2019)02-0017-04 Tension control of strip continuous hot galvanizing trainSHI Wei1,LI Lian-fei1,WANG Xiao-Zhe2(1.China National Heavy Machinery R esearch Institute Co.,LtO.,Xi'an710032,China;2.School of Ais and Missile,Ais Forca Engineering University,Xi'an710038,China)Abstracc:Skin pass miH is a irnportant equipment of strip continuous hot galvanizing train.The tension040x)1 mustbeused eorcontro e ingtheentrostrip tension and exitstrip tension toensurethequaeitooeproducts.An thispaper,threekindsoetension controeprincipeeareanaeoied,and thepracticabeemethodsoethesetension controeproeectsin theappeication areexpatiated.Theseschemesand modesarebeingused successeu e oin mano eactories,which obtained eineresuetsand can beagood reeerenceeorthedesign oeothersimiearsostems. Keywords:skin pass miH;entry tension040x)1;exit tension040x)10前言光整机是连续热镀锌机组的重要设备。
平整机机械结构改造与优化

平整机机械结构改造与优化
1.刀头结构改造
传统的平整机刀头结构通常采用单一的刀片设计,对于不同类型的土地和场地平整需求,其效果有限。
可以考虑对刀头结构进行改造,采用可拆卸式多功能刀头设计,可以根
据不同情况选择不同的刀片组合,提高平整机的适用性和灵活性。
传统平整机的支撑结构通常设计简单,稳定性较差。
可以考虑采用多点支撑结构设计,增加支撑点的数量,提高平整机的稳定性和工作效率。
传统平整机的传动结构通常采用链条传动或者液压传动,存在传输效率低、工作噪音
大等问题。
可以考虑采用直线传动或者电动传动结构,提高传动效率和工作环境。
4.液压系统改造
传统平整机的液压系统通常采用固定流量和压力的设计,难以满足不同工况下的平整
需求。
可以考虑采用可调节流量和压力的液压系统设计,提高平整机的适应性和工作效
率。
1.结构轻量化优化
传统平整机的机械结构通常设计较为笨重,造成机器自重大、移动不便等问题。
可以
考虑采用轻量化材料和结构设计,减轻平整机的自重,提高机器的移动性和灵活性。
2.动力系统优化
传统平整机的控制系统通常设计较为简单,难以实现自动化操作和精准控制。
可以考
虑采用智能化控制系统设计,实现自动化操作和精准控制,提高平整机的工作精度和效
率。
结语:通过对平整机的机械结构进行改造与优化,可以提高平整机的适应性、灵活性、工作效率和安全性,满足不同领域的平整需求,促进土地开发和工程建设的发展。
希望通
过不断的改革创新,推动平整机行业的发展,为社会和经济的进步做出更大的贡献。
光整机的张力控制
光整机的张力控制摘要:针对连续热镀锌生产线中光整机的张力系统,论述了带钢光整时张力的设定原则和设定方法,张力的间接控制方式和直接控制方式,以及在光整机投入和切除时张力的切换方式。
关键词:张力控制;直接张力;间接张力;张力切换1前言目前,光整机在热镀锌线上已广泛应用,光整工艺对镀锌后带钢的表面质量和性能有重要作用。
本文以中冶恒通3#镀锌线的光整机为例,着重介绍了光整机张力控制系统的硬件构成、参数设定和控制方式。
光整机前后张力控制是光整机控制系统中的重要一环,它既要满足光整工艺的要求保持整个生产线的张力协调,同时还要保证带钢板面的光整质量。
在生产线升降速和光整机投切时,同样要维持张力稳定。
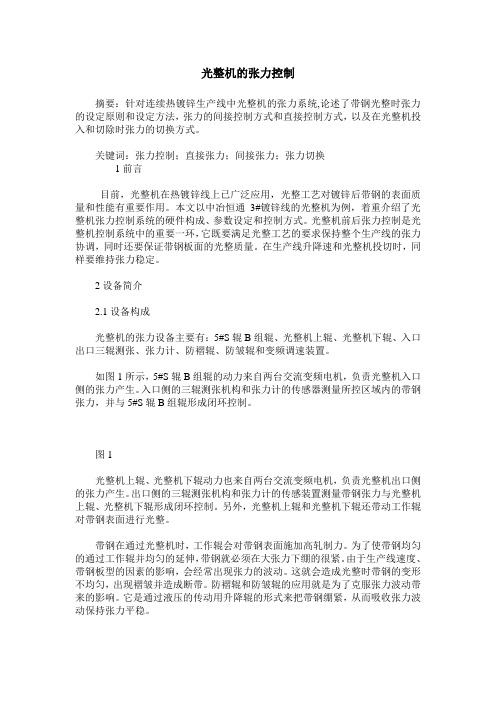
2设备简介2.1设备构成光整机的张力设备主要有:5#S辊B组辊、光整机上辊、光整机下辊、入口出口三辊测张、张力计、防褶辊、防皱辊和变频调速装置。
如图1所示,5#S辊B组辊的动力来自两台交流变频电机,负责光整机入口侧的张力产生。
入口侧的三辊测张机构和张力计的传感器测量所控区域内的带钢张力,并与5#S辊B组辊形成闭环控制。
图1光整机上辊、光整机下辊动力也来自两台交流变频电机,负责光整机出口侧的张力产生。
出口侧的三辊测张机构和张力计的传感装置测量带钢张力与光整机上辊、光整机下辊形成闭环控制。
另外,光整机上辊和光整机下辊还带动工作辊对带钢表面进行光整。
带钢在通过光整机时,工作辊会对带钢表面施加高轧制力。
为了使带钢均匀的通过工作辊并均匀的延伸,带钢就必须在大张力下绷的很紧。
由于生产线速度、带钢板型的因素的影响,会经常出现张力的波动。
这就会造成光整时带钢的变形不均匀,出现褶皱并造成断带。
防褶辊和防皱辊的应用就是为了克服张力波动带来的影响。
它是通过液压的传动用升降辊的形式来把带钢绷紧,从而吸收张力波动保持张力平稳。
2.2设备参数光整机的传动系统采用了西门子SIMOVERT 6SE70系列的交流变频调速器,它是目前应用较为广泛的交流变频调速装置。
平整机尾卷处理装置提升系统改造及故障处理

平整机尾卷处理装置提升系统改造及故障处理摘要通过对平整机尾卷装置提升系统进行改造主要包括对提升系统增加配重以及增设提升位置检测用的旋转编码器,有力保证了平整尾卷装置稳定运行,保证了生产顺利进行。
关键词尾卷装置改造故障The innovation for the pup coil/spool handling abstract system of the Skin-pass Mill and fault handlingAbstract:With the innovation for the pup coil/spool handling abstract system,it mainly includes redesigning for the power track,and adding abstract encoder. It ensures the pup coil/spool handling system run smoothly,it also ensure Skin-pass Mill work well.Key words:Pup coil/spool; Innovation;fault1 前言平整机尾卷处理系统是平整线生产的一套重要半自动装备,用于生产时从开卷机上卸下尾卷或套筒,运到储存架,再回到开卷机上方待卷,继续下一个接收循环,保证平整机连续生产。
但由于外方仅提供设计的基本数据和参考图,没有提供详细图纸,在国内设计、制作,由于生产商不清楚现场实际情况,尾卷处理装置安装到现场后,从调试开始,故障一直不断,经常导致平整机全线停车,严重影响到平整机的生产。
2 尾卷处理装置提升系统存在的主要问题2.1电磁吊在吊运钢卷或套筒过程中,经常摆动,运行不平稳,时常造成电气信号丢失,停止动作,而且还导致行走轮磨损情况不一样,带有提升电机这一侧磨损严重,寿命使用短,更换起来较繁琐,耗时较长。
主要原因是电磁吊不平衡,有提升电机这侧重,电磁吊向重的一侧倾斜,从而导致运行过程中出现摆动,运行不平稳。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 1 改造后 70 5 m m平整机的组成
考虑到原工艺流程在轧机上进行重卷 , 严重束 缚了轧机的生产能力 , 决定在改造的同时, 增加重卷 功能. 重卷时仅投人开卷机和卷取机 .
平整机 I n 平整机 2 禅 出口S 上辊 出口S 下辊 卷取机
速度控制 基本转矩控制 速度控制 速度控制 速度控制
设备 单动状态 平整状态 重卷状态
08 .5 5 0 1 0 0/ 2 0 08 .5 5 0 10 0/ 4 0
0 8 .5 4 0 10 0/ 2 0
开卷机 速度控制 人口S 下辊 速度控制 人口S 上辊 速度控制 卷取机 出口 辊 S 主机 入口S 开卷机 辊
卷取/ 开卷控制 卷取/ 开卷控制 带速度强制的转矩控制 / 带速度强制的转矩控制 / 速度控制 基本转矩控制 带速度强制的转矩控制 带速度强制的转矩控制 卷取/ 开卷控制 / / / / 速度控制
联网实现主从机控制 .
为防止出口S 辊打滑等因素造成速度不可控制 的增加和人 口 S 辊打滑引起转 向的改变, 出人 口 S 辊都采用带速度强制的转矩控制, 控制方式见图 3 .
力矩给定 力矩给定
定. 卷径的变化倍数可达到 巧:, 1也能保证快速反应. 方式 2有磁通补偿的电枢方式. : 维持 V / D恒
很好地解决了上述矛盾 .
收稿日 20 一 2 1 期二 4 0 一 6 0
作者简介: 斌( 7- , 1 2 林 1 0 )男, 9 年毕业于华南理工大学自 9 9 动拉制专业, 工程师.
南 方
金
属 20 年第 4 04 期
S T RN OU HE MET S AL
根据平整工艺对张力的要求 : () 1开卷单位张力约为 2 M a 5 P
22 软件的改造 .
改造后的平整机 PC程序结构如图 2 L .
在平整状态 开卷机和人 口 S , 上下辊电机为发
电状态, 卷取机和出口S 上下辊电机则为电动状态. 其中, 1 和平整机 2 通过 R45 平整机 # # S8 接口
总第 19 3期
林
斌: 平整机张力控制系统的改造
同时, 考虑到现有电机的情况, 对电机进行了重 新配置: 将开卷机电机配备出口S 下辊 , 卷取机电机 配备开卷机, 人口 S 上辊电机配备人 口S 下辊 , 平整 机主传动 2 台电机配备人 口和出口 S 上辊, 增加卷 取机电机和平整机主传动 2台电机, 同时增加相应 的控制装置. 考虑到电机增大后 , 有部分电机的励磁 电流超过 2 A 对相应的励磁控制器 F M 扩容到 0 , X5 3 A 原有 F M 励磁电流最大为 2 A 0 ( X5 0 . )改造后平 整机电机配置情况见表 1机组构成见图 1 , .
P2 ( B0辅助液压站)
P2 ( B 2 平衡弯助辊液压站)
() 2开卷机张力 T: 1 机架前张力 几: 机架后张力 几: 卷取机张力 几二 :.一 .:.一 .:. 11 1 21 231 7 9 2 公式: 二 1 i i P ( x ) () 9 0 x x x /n D T 1 0j 1 式中: 一 钢带张力; 一 T 3 1 传动效率; 一 i 齿轮减 速比; 电机功率; 一 P一 n 电机转速; 钢卷或辊筒 D一
总第 19 3期 20 年 8 04 月
南 方
金
属
S m . 9 u 1 3
S U HE N T L O T R ME A S
A gs 20 uut 4 0
文章编号: 09 90( 0)4 02 一 3 1 一 702 40 一 07 0 0 0
平整机张力控制系统 的改造
林 斌
26 . 3 礴8 .7 3 48 .7 6 03 .6
3 平整机张力控制系统的原理
31 改进后的平整机张力控制系统 . 平整机张力控制系统改造后, 包括单动、 平整和 重卷三个状态. 平整状态线速度基准为平整机 1 , # 重卷线速度基准为出口测速辊, 控制方式见表 2 :
表2 改造后平整机电机控制方式
( 广州金莱冷轧带钢有限公司, 广东 广州 506 1 0 3 摘 要: 结合广州金莱冷轧带钢有限公司的生产实际, 对平整机张力控制系统进行改造. 着重介绍了改造后的平 整机张力控制系统的构成及设计考虑. 改造后工艺流程合理, 带钢表面质量大大提高.
关键词: 冷轧带钢; 平整机; 张力
中图分类号: G .' T 355 6 3 文献标识码 : B
2 平整机张力控制系统的改造
21 改造后平整机组设备的组成 . 平整是冷轧生产的重要工序, 其作用是: () 1消除退火带钢的屈服平台, 调制好带钢的力
学性能 .
控制器采用英国。n l n u 公司的Mnr t T hq s o c r e ie eo I t-
全数字式直流驱动器,L S mn S- 5 PC为 i es 1 . e 51 自1% 年投人生产以来 , 9 由于没有设置出口 S 辊、 电机配置不合理 , 平整工艺难 以保证 , 所以 12 . - .m 20 m带材长期无法平整,. 12 m m以下产品平 整质量也不理想, 经常出现斜纹( 树叶状)直条纹、 、 边部折印等不正常带钢表面. 随着现代工业技术和 生产工序自动化的迅速发展, 用户对冷轧带钢产品 的质量要求越来越高, 同时为配合公司麻面钢带和 双光面钢带等高附加值产品的开发, 公司决定 自行 对平整机进行改造: 重新配置电机、 增加出 口S 辊、
R nvtn t t s n t l e f t pr eoao o h e i cn o ss m r e ml i f n o o r yt o e e m i
UN i Bn
Jl ClRl g l C. Ga z u 3 ia o o n SeSi oL , n h 50 0 ni d l t t i e r p t u g o 1 6 d A sa : ob a n t p dc n ee e u 汕 u aClRl g l C. , n a n br t Ic it wh r ui e rn aGa o Jl o o n SeSi o L a vi p - tc n ni i h o t x ic t n m o t e o p i i n d l t t i e r p t r o t r d e o o j t e i c tl m t t p m ws rk . h i ap o t k pn tt lb c se d e ot tsn r st f h e e i u ea n E p s ws n e ot h s u e ir c f e o o o ye o e r a n te m as u h y s h d o d e h n n s r m l d t e i a o n id ii t st , o a cpo ot c s uo ot r o t s t . p c s b o e, p pr n gn h ye a n e rtn h o t tn h e ve ye Te e fw ms e n g sm n s e d dsii f ni i f n ad m h r sl e e t e s o o c o . re a t sf e l ot cd r e sesiimr d ip v aet r o tn n h ua qat f o 一 ld l s k l m r e fr e vi . d rc ui h l o e y e t t e r p a e y o d h n ao t e
表 1 改造后平整机电机配皿情况
设备
P9 倦 取机传动) B0
图2 改造后平整机 5 1 C S- 5L 程序结构 1P
其中增加了P 6( B0 出口S 辊传动程序)对 P6 , B,
P 1P8,B0 B ,B0P9 等程序做了相应改动, 同时增加了
重卷功能的程序 .
考虑到 M n r n控制器只有 1 et 一 o 0个数字输人 点, 无法同时满足单动、 平整和重卷功能对开卷机和 卷取机控制器参数的切换, 充分利用开卷机和卷取
开卷机
人口 S 下辊 人口 S 上辊
32 卯 10 印 印 r0 0 85
34 234 283 413 413 283 234 478
64 8 .1
3.7 48 3.7 48
2. 6
0.5 8 0.5 8
0.5 8
4 0 1 00 0/2 5 0 100 0/ 4
610 610 350 350 610 610 刘
力矩给定 差- e 速 度差十 v
速度给定
发电 状态 : 正向制动
发电状态 :反向驱动
图 3 带速度强制的转矩控制
在开卷机和卷取机的应用中, 线速度给定对应 最小直径时的卷径, 采用卷取/ 开卷控制, 此方式允 许转矩存在于加速及减速中, 从而阻止不可控的速度 增加或负载为零时的反转. 当转矩给定与速度反馈反 向时, 此方式自 动选择零速给定, 控制方式见图4 .
5 0 100 0/ 2 又刃/ 5 0 10
5 0 1 00 0/ 5
WID软件采用总线方式与 M n r I控制器进行 N et 一 o 通讯, 可调用控制器的所有参数进行编程, 十分方 便、 实用 , 同时减少了相应的硬件配置.
平整机 1 奋 平整机 2 #
出口 S 上辊 出口 S 下辊 卷取机
电机功
电流
减速 比
效率
转速
/ 1)
率/W / k A
机控制器所配备 M 2 应用卡内的 C N E - ID D9 E T RW N 中心卷取软件, 采用 D L语言对其进行相应 的修 P 改, 增加平整和重卷功能的联锁切换程序, 配合修改
后 的 S-1 P C程 序来 完成 切换 .由于 C N E 515 L E TR
直径 .
O I程序管理) B(