特种设备焊接项目代号
特种设备焊工项目考试合格项目代号编制方法及其适用范围

特种设备焊工项目考试合格项目代号编制方法及其适用围A9 焊工操作技能考试项目代号焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法A9.1.1 手工焊焊工操作技能考试项目表示方法A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);表A-1 焊接方法及其代号2表A-2 金属材料类别及示例○3试件位置代号,见表A-4,带衬垫加代号:(K);表A-4 试件类别、位置及代号续表○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;○6填充金属类别代号,见表A-3;表A-3 填充金属类别、示例及适用围○7焊接工艺要素代号,见表A-5。
表A-5 焊接工艺因素及代号A9.1.1.2 操作技能考试项目中不出现某项时,则不填。
A9.1.2 焊机操作工操作技能考试项目表示方法A9.1.2.1 焊机操作工操作技能考试项目表示为○1-○2-○3,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);○2试件位置代号,见表A-4,带衬垫加代号:(K);○3焊接工艺要素代号,见表A-5。
A9.1.2.2 操作技能考试项目中不出现某项时,则不填。
A9.2 项目代号应用举例(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60- FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动BO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
(特种设备作业人员证)项目代号含义
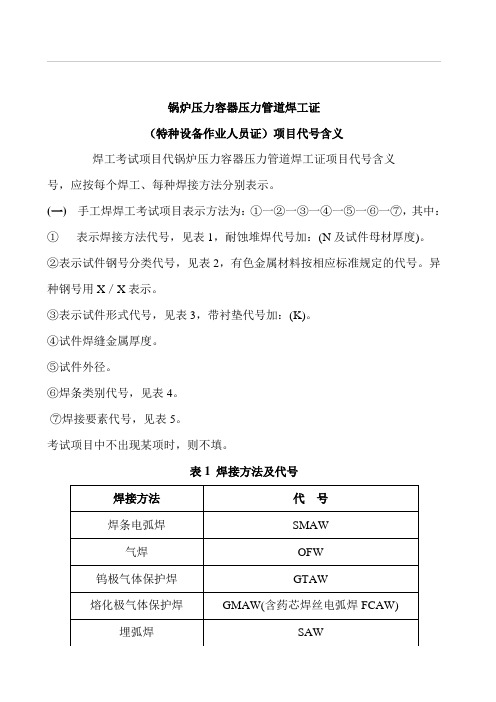
锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
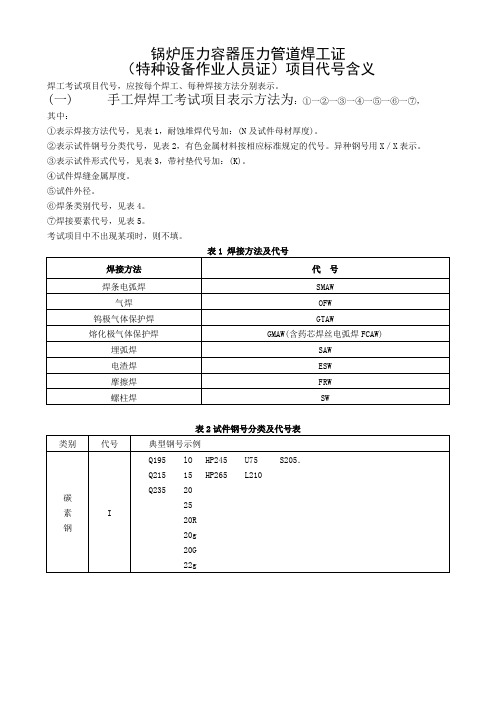
(一) 手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-lG(K)-12-F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
(5)在壁厚为10mm、外径为86mm的16Mn钢制管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10)-Ⅱ-2G-86-F4。
特种设备作业人员证作业项目与对应代号
二级锅炉司炉
G2
三级锅炉司炉
G3
一级锅炉水质处理
G4
二级锅炉水质处理
G5
锅炉能效作业
G6
03
压力容器作业
固定式压力容器操作
R1
移动式压力容器充装
R2
氧舱维护保养
R3
04
气瓶作业
永久气体气瓶充装
P1
液化气体气瓶充装
P2
溶解乙炔气瓶充装
P3
液化石油气瓶充装
P4
车用气瓶充装
P5
05
压力管道作业
压力管道巡检维护
N5
11
安全附件维修 作业
安全阀校验
F1
12
特种设备焊接作业
安全阀维修
F2
金属焊接操作 (注) 非金属焊接操作 注:
1. 特种设备焊接作业(金属焊接操作和非金属焊接操作)人 员代号按照《特种设备焊接操作人员考核细则》的规定执行。
2.表中A1、A2、A6、A7、G6、R3、D2、D3、S1、S2、S3、S4、Y1、F1、F2项目和金属焊接操作项目中的长输管道、非金属焊接操作项目的考试机构由总局指定,其它项目的考试机构由省局指定。
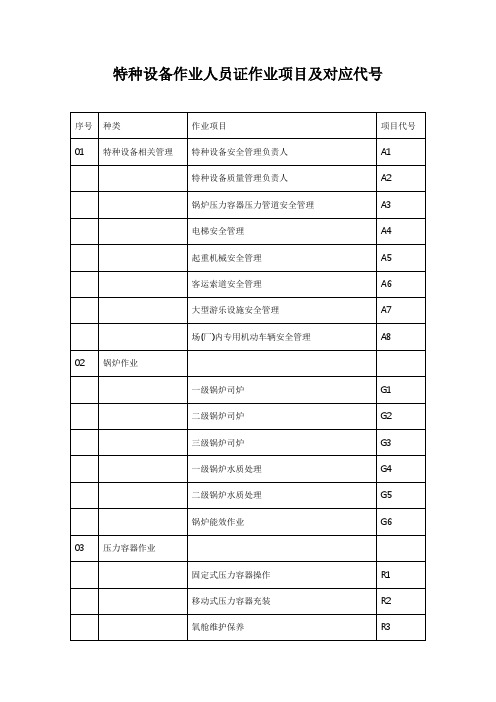
特种设备作业人员证作业项目及对应代号
序号
种类
作业项目
项目代号
01
特种设备相关管理
特种设备安全管理负责人
A1
特种设备质量管理负责人
A2
锅炉压力容器压力管道安全管理
A3
电梯安全管理
A4
起重机械安全管理
A5
客运索道安全管理
A6
大型游乐设施安全管理A7来自场(厂)内专用机动车辆安全管理
A8
02
焊工考试方法与项目代
焊工考试方法与项目代集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]焊工考试方法与项目代号(2011新细则)为了便于使特种设备检验人员,能够尽快掌握理解新《考核细则》的焊接方法的编制及内容。
我根据《考核细则》的宣贯会的要求,及标准释义解释,对焊接方法及编制进行了细化分解,便于理解和认识。
解释如下;一、焊工考试方法分类1、焊条电弧焊:SMAW;2、钨极气体保护焊:GTAW;3、气焊:OFW;4、埋弧焊:SAW;5、熔化极气体保护焊:GMAW(实芯焊丝);6、熔化极气体保护焊:CFAW(药芯焊丝);7、电渣焊:ESW8、等离子焊:PAW9、气电立焊:EGW10、摩擦焊:FRW11、螺柱电弧焊:SW二、试件钢号及代号1、FeⅠ类(碳素钢):Q235、20#、20g、20R、L210、S205、HP265等。
2、FeⅡ类(低合金钢):16MnR、12Cr1MoV、20MnMoD、S240、L245、HP295等。
3、FeⅢ类(马氏体、铁素体不锈钢):1Cr5Mo、0Cr13、1Cr17、1Cr9Mo等。
4、FeⅣ类(奥氏体、双相不锈钢):5、铜与铜合金:CuⅠ~ CuⅤ6、镍与镍合金:NiⅠ~NiⅤ7、铝与铝合金:AI~AIⅤ8、钛与钛合金:TiⅠ~TiⅡ0Cr18Ni9Ti、0Cr19Ni13Mo3、0Cr25Ni20、1Cr23Ni18等。
三、试件形式、位置及代号1、板状试件位置及代号:1G(平焊);2G(横焊);3G(立焊);4G(仰焊)。
2、管状试件位置及代号:1G(水平转动);2G(垂直固定);5G(水平固定);6G(45°向上焊)。
3、管板角接头试件位置及代号:2FRG(水平转动);2FG(垂直固定平焊);4FG(垂直固定仰焊);5FG(水平固定);6FG(45°向上焊)。
四、焊条类型、代号及应用范围1、Fe f1:钛钙型包括E4303、E5003、E5503-B1等。
(特种设备作业人员证)项目代号含义
锅炉压力容器压力管道焊工证(特种设备作业人员证)项目代号含义焊工考试项目代锅炉压力容器压力管道焊工证项目代号含义号,应按每个焊工、每种焊接方法分别表示。
(一) 手工焊焊工考试项目表示方法为:①一②一③一④一⑤一⑥一⑦,其中:①表示焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②表示试件钢号分类代号,见表2,有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③表示试件形式代号,见表3,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表4。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
表1 焊接方法及代号表2试件钢号分类及代号表表3试件形式、位置及代号表4焊条类别、代号及适用范围表5焊接要素及代号(二)焊机操作工考试项目表示方法为:①一②一③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表3,带衬垫代号加(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/”分开。
考试项目中不出现该项时,则不填。
(三)项目代号应用举例如下:(1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW一Ⅱ一lG(K)一12一F3J。
(2)壁厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口,项目代号为:GTAW一Ⅰ一5G一3/60—02和SMAW一Ⅰ一5G(K)一5/60一F3J。
(3)板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动C02气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GNAW一Ⅱ一3G一10。
(4)管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW一5G一06/09。
特种设备焊工项目考试合格项目代号编制方法及其适用范围

特种设备焊工项目考试合格项目代号编制方法及其适用范围A9 焊工操作技能考试项目代号焊工操作技能考试项目代号,应按每个焊工、每种焊接方法分别表示。
A9.1 焊工操作技能考试项目表示方法A9.1.1 手工焊焊工操作技能考试项目表示方法A9.1.1.1 手工焊焊工操作技能考试项目表示为○1-○2-○3-○4/○5-○6 -○7,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N及试件母材厚度);表A-1 焊接方法及其代号2表A-2 金属材料类别及示例○3试件位置代号,见表A-4,带衬垫加代号:(K);表A-4 试件类别、位置及代号续表○4焊缝金属厚度(对于板材角焊缝试件为试件厚度T);○5外径;○6填充金属类别代号,见表A-3;表A-3 填充金属类别、示例及适用范围○7焊接工艺要素代号,见表A-5。
表A-5 焊接工艺因素及代号A9.1.1.2 操作技能考试项目中不出现某项时,则不填。
A9.1.2 焊机操作工操作技能考试项目表示方法A9.1.2.1 焊机操作工操作技能考试项目表示为○1-○2-○3,其含义如下:○1焊接方法代号,见表A-1,耐蚀堆焊加代号:(N与试件母材厚度);○2试件位置代号,见表A-4,带衬垫加代号:(K);○3焊接工艺要素代号,见表A-5。
A9.1.2.2 操作技能考试项目中不出现某项时,则不填。
A9.2 项目代号应用举例(1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-Fef3J;(2)壁厚为8mm、外径为60mm的Q245R钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实芯焊丝,采用直流电源,反接施焊,焊缝金属厚度为3mm。
然后采用J427焊条手工焊填满坡口。
项目代号为GTAW-FeⅠ-5G-3/60- FefS-02/11/13和SMAW-FeⅠ-5G(K)-5/60- Fef3J;(3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动BO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。
焊工考试方法与项目代号
焊工考试方法与项目代号(2011新细则)为了便于使特种设备检验人员,能够尽快掌握理解新《考核细则》的焊接方法的编制及内容。
我根据《考核细则》的宣贯会的要求,及标准释义解释,对焊接方法及编制进行了细化分解,便于理解和认识。
解释如下;一、焊工考试方法分类1、焊条电弧焊:SMAW;2、钨极气体保护焊:GTAW;3、气焊:OFW;4、埋弧焊:SAW;5、熔化极气体保护焊:GMAW(实芯焊丝);6、熔化极气体保护焊:CFAW(药芯焊丝);7、电渣焊:ESW8、等离子焊:PAW9、气电立焊:EGW10、摩擦焊:FRW11、螺柱电弧焊:SW二、试件钢号及代号1、FeⅠ类(碳素钢):Q235、20#、20g、20R、L210、S205、HP265等。
2、FeⅡ类(低合金钢):16MnR、12Cr1MoV、20MnMoD、S240、L245、HP295等。
3、FeⅢ类(马氏体、铁素体不锈钢):1Cr5Mo、0Cr13、1Cr17、1Cr9Mo等。
4、FeⅣ类(奥氏体、双相不锈钢):5、铜与铜合金:CuⅠ~ CuⅤ6、镍与镍合金:NiⅠ~NiⅤ7、铝与铝合金:AI~AIⅤ8、钛与钛合金:TiⅠ~TiⅡ0Cr18Ni9Ti、0Cr19Ni13Mo3、0Cr25Ni20、1Cr23Ni18等。
三、试件形式、位置及代号1、板状试件位置及代号:1G(平焊);2G(横焊);3G(立焊);4G(仰焊)。
2、管状试件位置及代号:1G(水平转动);2G(垂直固定);5G(水平固定);6G(45°向上焊)。
3、管板角接头试件位置及代号:2FRG(水平转动);2FG(垂直固定平焊);4FG(垂直固定仰焊);5FG(水平固定);6FG(45°向上焊)。
四、焊条类型、代号及应用范围1、Fe f1:钛钙型包括E4303、E5003、E5503-B1等。
2、Fe f 2:纤维素型包括E4310、E5011等。
3、Fe f 3;钛型、钛钙型包括G202、G302等。
焊工证上的字母各表示什么
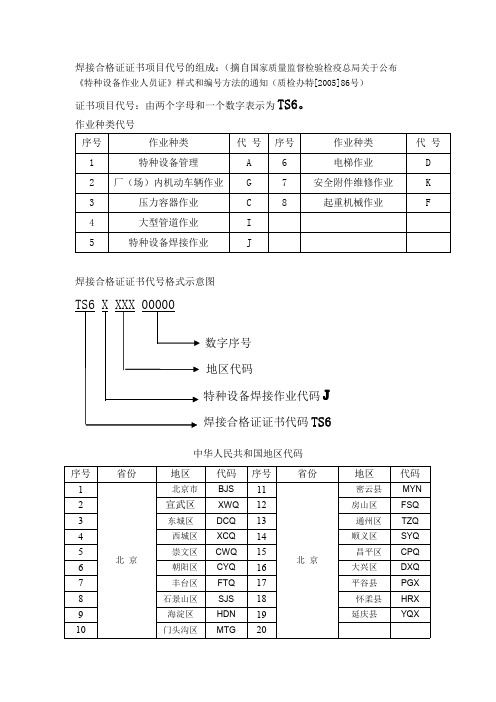
焊工证上的字母各表示什么各焊工考委会应严格按照国质检办特〔2005〕86号通知要求的基本格式进行证书编号,即:1.基本格式2.代号含义(1) 证书项目代号:由两个字母和一个数字组成,特种设备类表示为“TS6”。
(2) 作业种类代号:由一个字母表示,焊接作业表示为“J”。
(3) 地区代码:由三个字母表示,即是首次发证部门所在地区的行政区划字母代码四、市属的焊考委,地区代码按照所在地市的地区代码,证书顺序号由市技术监督局统一排序,顺序号均从00001起始,顺序号后面加注焊考委代码自定。
指的是你所培训的焊接项目:比如说GMAW:熔化极气体保护电弧焊(Gas Metal Arc Welding)SMAW:焊条电弧焊(Shielded Metal Arc Welding)焊工证上的各种符号各代表什么压力容器等特种设备方面的我国详见《特种设备焊工考试细则》,钢结构考试再下不清楚哪个标准了!A6 焊工操作考试项目代号焊工操作考试项目代号,应按每个焊工、每种焊接方法分别表示。
A6.1 焊工操作考试项目表示方法A6.1.1 手工焊焊工操作考试项目表示方法手工焊焊工操作考试项目表示方法为(1)-(2)-(3)-(4)/(5)-(6)-(7),其含义如下:(1)焊接方法代号,见表A-1,耐蚀堆焊代号加(N与试件母材厚度);(2)试件金属材料分类代号,见表A-2。
试件为异类别金属材料用X/X表示;(3)试件形式代号,见表A-4,带衬垫代号加(K);(4)试件焊缝金属厚度;(5)试件外径;(6)填充金属类别代号,见表A-3;(7)焊接工艺要素代号,见表A-5。
考试项目中不出现某项时,则不填。
举例说明:(1)厚度为14mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-F3J;欧洲的详见EN287-1GTAW-II-6G-3/89-02.代表氩弧焊水平管全位置焊接(单面焊双面成型)SMAW-II-6G(K)-7/89-F3.代表手把焊水平管全位置焊接(单面焊双面成型)smaw焊条电弧焊二类材料(X60、X70)水平固定位置下向焊管径711X14.2纤维素焊条焊接焊工代码含义焊工证SMAW-Ⅱ-2FG-12/57-F3JSMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3J焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表1焊接方法代号焊接方法代号焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW表2钢号分类及代号类别代号典型钢号示例碳素钢I Q195 Q215 Q235 10 15 20 25 20R 20g 20G 22g HP245 HP265L175 L210 S205低合金钢II HP295 HP325 HP345 HP365 L245 L290 L320 L360 L415 L450L485 L555 S240 S290 S315 S360 S385 S415 S450 S480 12Mng 16Mn16Mng 16MnR 15MnNIR 15MnV 15MnVR 20MnMo 10MnWVNB 13MnnIMonBR 20MnMonB 07MnCRMoVR 12CrMo 12CrMoG 15CrMo 15CrMor15CrMoG 14Cr1Mo 14Cr1MoR 12Cr1MoV 12Cr1MoVG 12Cr2Mo 12Cr2Mo1 12Cr2Mo1R 12Cr2MoG 12Cr2MoWVTiB 12Cr3MoVSiTiB 09MnD 09MnnID 09MnnIDR 16MnD 16MnDR 15MnNIDR 20MnMoD 07MnnICrMoVDR 08MnnICrMoVD 10nI3MoVD马氏体不锈钢、铁素体不锈钢III 1Cr5Mo 0Cr13 1Cr13 1Cr17 1Cr9Mo1奥氏体不锈钢IV 0Cr19Ni9 0Cr18Ni12Mo2Ti 0Cr23Ni130Cr18Ni9Ti 00Cr17Ni14Mo2 0Cr25Ni200Cr18Ni11Ti 0Cr18Ni12Mo3Ti 00Cr18Ni5Mo3Si200Cr18Ni10 00Cr19Ni13Mo3 1Cr19Ni900Cr19Ni11 0Cr19Ni13Mo3 1Cr19Ni11Ti1Cr23Ni18表3试件形式、位置代号适用于焊件位置试件形式试件位置代号板材与管径大于600㎜的管材板材与管径小于600㎜管材角焊缝位置管板角接头焊件位置板状对接焊缝试件平焊1G 平平平横焊2G 平、横平、横平、横立焊3G 平、立平平、横、立仰焊4G 平、仰平平、横、仰管状对接焊缝试件水平转动1G 平平平垂直固定2G 平、横平、横平、横水平固定向上焊5G 平、立、仰平、立、仰平、立、仰向下焊5GX 平、立向下、仰平、立向下、仰平、立向下、仰45.固定向上焊6G 平、横、立、仰平、横、立、仰平、横、立、仰向下焊6GX 平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角接头试件水平转动2FRG 平、横2FG垂直固定平焊2FG 平、横2FRG、2FG垂直固定仰焊4FG 平、横、仰4FG、2FG水平固定5FG 平、横、立、仰5FG、2FRG、2FG45.固定6FG 平、横、立、仰所有位置螺柱焊平焊1S横焊2S仰焊4S表4手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围焊缝形式试件母材厚度适用与焊件焊缝金属厚度最小值最大值对接焊缝<12 不限2×t≥12 不限不限(注)注:t不得小于12㎜,且焊缝不少于3层表5 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围管材试件外径D 适用于管材焊件外径范围最小值最大值<25 D 不限25≤D<76 25 不限≥76 76 不限≥300(注)76 不限注:管材向下焊试件表5-1手工焊管板角接头试件适用于管板角接头焊件范围管板角接头试件管外径D 适用于焊件范围管外径管壁厚度焊缝金属厚度范围最小值最大值不限最小值最大值<25 D 不限不限当S0≤12时,2t;当S0≥12时(注),不限25≤D<76 25≥76 76注:当S0≥12时,t应不小于12㎜,且焊缝不得少于3层S0为管板厚度表6焊条类、别代号及适用范围焊条类别焊条类别代号相应型号适用焊件的焊条范围相应标准钛钙型F1 E××03 F1 GB/T5117GB/T5118GB/T983(奥氏体、双相钢焊条除外)纤维素型F2 E××10、E××11E××10-X、E××11-X F1、F2钛型、钛钙型F3 E×××(×)-16E×××(×)-17 F1、F3低氢型、碱性F3J E××15、E××16E××18、E××48E××15X、E××16XE××18X 、E××48XE×××(×)-15E×××(×)-16E×××(×)-17 F1、F3、F3J钛型、钛钙型F4 E×××(×)-16E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)碱性F4J E×××(×)-15E×××(×)-16E×××(×)-17 F4、F4J表7焊接要素代号焊接要素要素代号手工钨极气体保护填充金属焊丝无01实芯02药芯03机械化焊钨极气体保护自动稳压系统有04无05自动跟踪系统有06无07每面坡口内焊道单道08多道09焊工项目SMAW-I-2FG(K)-12/51-F1是什么意思?焊工项目SMAW-I-5G-3.5/51-F1是什么意思?SMAW-----------焊条电弧焊I--------------碳素钢2FG(K)---------管板垂直固定平焊(带垫板)12/51----------管子的直径/板的厚度F1-------------钛钙型焊条Exx03 5G-------------管的水平固定焊 3.5/51---------管壁厚度/管的直径焊接项目:SMAW-I-1G-12-F1,各个部分的表示含义?SMAW :表示焊条手工电弧焊;I:表示母材为第一组,即碳素钢1G:表示板材对接焊缝试件水平焊接位置或管材对接焊缝试件水平转动位置;12:表示考核试板厚度是12mm;F1:表示使用钛钙型药皮电焊条。
特种作业项目代号
种类
作业项目
代号
序号
种 类
作业项目
代 号
1
特种设备相关管理
特种设备安全管理负责人
A1
5
压力管道作业
压力管道巡检维护
D1
特种设备质量管理负责人
A2
带压封堵
D2
锅炉压力容器压力管道安全管理
A3
带压密封
D3
电梯安全管理
A4
6
电梯作业
电梯机械安装维修
T1
起重机械安全管理
A5
电梯电气安装维修
T2
客运索道安全管理
G5
缆索式起重机司机
Q7
锅炉能效作业
G6
流动式起重机司机
Q8
3
压力容器作业
固定式压力容器பைடு நூலகம்作
R1
升降机司机
Q9
移动式压力容器充装
R2
机械式停车设备司机
Q1
氧舱维护保养
R3
8
客运索道作业
客运索道安装
S1
4
气瓶作业
永久气体气瓶充装
P1
客运索道维修
S2
液化气体气瓶充装
P2
客运索道司机
S3
溶解乙炔气瓶充装
P3
客运索道编索
S4
液化石油气瓶充装
P4
9
大型游乐设施作业
大型游乐设施安装
Y1
车用气瓶充装
P5
大型游乐设施维修
Y2
9
大型游乐设施作业
大型游乐设施操作
Y3
11
安全附件维修作业
安全阀校验
F1
水上游乐设施操作与维修
Y4
特种作业项目代号
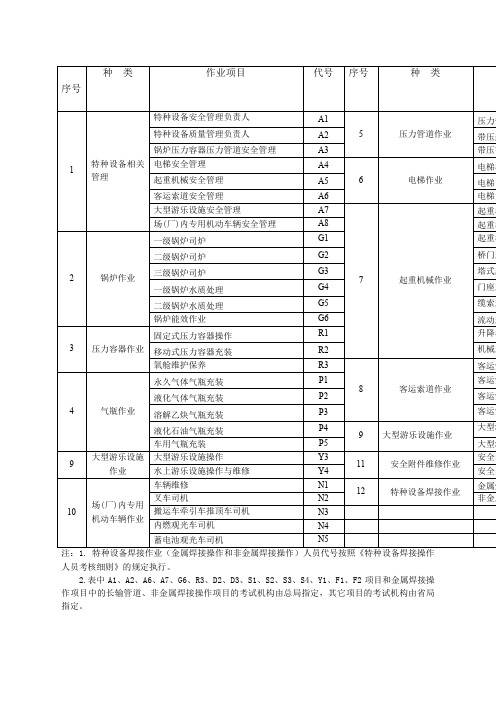
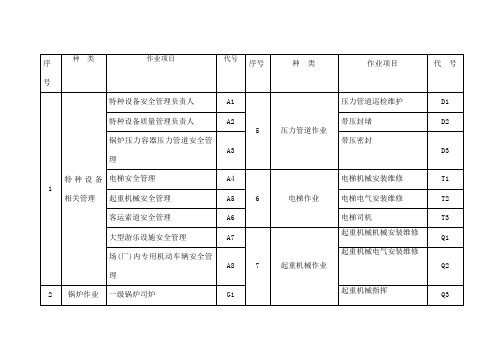
序号种类作业项目代号序号种类1 特种设备相关管理特种设备安全管理负责人A15 压力管道作业压力管特种设备质量管理负责人A2 带压封锅炉压力容器压力管道安全管理A3 带压密电梯安全管理A46 电梯作业电梯机起重机械安全管理A5 电梯电客运索道安全管理A6 电梯司大型游乐设施安全管理A77 起重机械作业起重机场(厂)内专用机动车辆安全管理A8 起重机2 锅炉作业一级锅炉司炉G1 起重机二级锅炉司炉G2 桥门式三级锅炉司炉G3 塔式起一级锅炉水质处理G4 门座式二级锅炉水质处理G5 缆索式锅炉能效作业G6 流动式3 压力容器作业固定式压力容器操作R1 升降机移动式压力容器充装R2 机械式氧舱维护保养R38 客运索道作业客运索4 气瓶作业永久气体气瓶充装P1 客运索液化气体气瓶充装P2 客运索溶解乙炔气瓶充装P3 客运索液化石油气瓶充装P4 9 大型游乐设施作业大型游车用气瓶充装P5 大型游9 大型游乐设施作业大型游乐设施操作Y311 安全附件维修作业安全阀水上游乐设施操作与维修Y4 安全阀10 场(厂)内专用机动车辆作业车辆维修N112 特种设备焊接作业金属焊叉车司机N2 非金属搬运车牵引车推顶车司机N3内燃观光车司机N4蓄电池观光车司机N5注:1. 特种设备焊接作业(金属焊接操作和非金属焊接操作)人员代号按照《特种设备焊接操作人员考核细则》的规定执行。
2.表中A1、A2、A6、A7、G6、R3、D2、D3、S1、S2、S3、S4、Y1、F1、F2项目和金属焊接操作项目中的长输管道、非金属焊接操作项目的考试机构由总局指定,其它项目的考试机构由省局指定。
特种设备作业人员作业种类与项目代码
特种设备作业人员作业种类与项目代码特种设备是指对于一般的设备而言,具有较高的技术要求和安全风险的设备。
特种设备的作业主要包括以下几种类型:1.压力容器作业:压力容器是一种常用的特种设备,包括锅炉、压力容器、压力管道等。
压力容器的作业范围包括焊接、检测、清洗、涂装等。
项目代码包括J、R、Y等。
2.起重设备作业:起重设备包括各种吊装设备,如桥式起重机、塔式起重机、液压起重机等。
起重设备的作业范围包括安装、维护、使用等。
项目代码包括K、T等。
3.压力管道作业:压力管道是一种传输液体或气体的设备,包括石油、化工、供水等管道。
压力管道的作业范围包括焊接、安装、维护等。
项目代码包括GB、GC等。
4.电梯作业:电梯是一种垂直或倾斜运送人员或物品的设备。
电梯的作业范围包括安装、维护、检测等。
项目代码包括Z。
5.吊篮作业:吊篮是一种悬挂在高空作业的工作平台,主要用于建筑施工等行业。
吊篮的作业范围包括安装、使用、检测等。
项目代码包括DG。
6.压力容器爆破器材作业:压力容器爆破器材主要用于紧急情况下对压力容器进行爆破。
作业范围包括安装、测试、操作等。
项目代码包括X。
以上是特种设备作业的一些常见种类和对应的项目代码,每种作业都有其特定的技术要求和安全规范。
特种设备作业人员需要经过专门的培训和考核,持有相应的证书方可从事相关作业。
作业人员必须具备一定的技术知识和操作经验,严格按照规定的程序和要求进行作业,确保作业安全和质量。
特种设备作业是一个重要的行业,对于保障工作环境安全和提高工作效率具有重要意义。
特种设备作业人员证作业项目及对应代号

特种设备作业人员证作业项目及对应代号序号种类作业项目特种设备安全管理负责人特种设备质量管理负责人锅炉压力容器压力管道安全管理特种设备相关电梯安全管理01管理起重机械安全管理客运xx安全管理大型游乐设施安全管理场(厂)内专用机动车辆安全管理一级锅炉司炉二级锅炉司炉三级锅炉司炉02锅炉作业一级锅炉水质处理二级锅炉水质处理锅炉能效作业固定式压力容器操作03压力容器作业移动式压力容器充装氧舱维护保养G4G5G6R1R2R3A5A6A7A8G1G2G3项目代号A1A2A3A4永久气体气瓶充装液化气体气瓶充装04气瓶作业溶解乙炔气瓶充装液化石油气瓶充装车用气瓶充装压力管道巡检维护05压力管道作业带压封堵带压xx电梯机械安装维修06电梯作业电梯电气安装维修电梯司机起重机械安装维修起重机械电气安装维修起重机械指挥桥门式起重机司机xx机司机07起重机械作业门座式起重机司机缆索式起重机司机流动式起重机司机升降机司机机械式停车设备司机P1P2P3P4P5D1D2D3T1T2T3Q1Q2Q3Q4Q5Q6Q7Q8Q9Q10 客运xx安装客运xx维修08客运xx作业客运xx司机客运xx编索大型游乐设施安装09大型游乐设施维修作业大型游乐设施操作水上游乐设施操作与维修车辆维修叉车司机10场(厂)内专用搬运车牵引车推顶车司机机动车辆作业内燃观光车司机蓄电池观光车司机11安全阀校验安全附件维修作业安全阀维修特种设备焊接金属焊接操作作业非金属焊接操作S1S2S3S4Y1Y2Y3Y4N1N2N3N4N5F1F2(注)12注:1.特种设备焊接作业(金属焊接操作和非金属焊接操作)人员代号按照《特种设备焊接操作人员考核细则》的规定执行。
2.表中A1、A2、A6、A7、G6、R3、D2、D3、S1、S2、S3、S4、Y1、F1、F2项目和金属焊接操作项目中的长输管道、非金属焊接操作项目的考试机构由总局指定,其它项目的考试机构由省局指定。
焊工证上的字母各表示什么之欧阳术创编

焊工证上的字母各表示什么各焊工考委会应严格按照国质检办特〔2005〕86号通知要求的基本格式进行证书编号,即:1.基本格式2.代号含义(1) 证书项目代号:由两个字母和一个数字组成,特种设备类表示为“TS6”。
(2) 作业种类代号:由一个字母表示,焊接作业表示为“J”。
(3) 地区代码:由三个字母表示,即是首次发证部门所在地区的行政区划字母代码四、市属的焊考委,地区代码按照所在地市的地区代码,证书顺序号由市技术监督局统一排序,顺序号均从00001起始,顺序号后面加注焊考委代码自定。
指的是你所培训的焊接项目:比如说GMAW:熔化极气体保护电弧焊(Gas Metal Arc Welding) SMAW:焊条电弧焊(Shielded Metal Arc Welding)焊工证上的各种符号各代表什么压力容器等特种设备方面的我国详见《特种设备焊工考试细则》,钢结构考试再下不清楚哪个标准了!A6 焊工操作考试项目代号焊工操作考试项目代号,应按每个焊工、每种焊接方法分别表示。
A6.1 焊工操作考试项目表示方法A6.1.1 手工焊焊工操作考试项目表示方法手工焊焊工操作考试项目表示方法为(1)-(2)-(3)-(4)/(5)-(6)-(7),其含义如下:(1)焊接方法代号,见表A-1,耐蚀堆焊代号加(N与试件母材厚度);(2)试件金属材料分类代号,见表A-2。
试件为异类别金属材料用X/X表示;(3)试件形式代号,见表A-4,带衬垫代号加(K);(4)试件焊缝金属厚度;(5)试件外径;(6)填充金属类别代号,见表A-3;(7)焊接工艺要素代号,见表A-5。
考试项目中不出现某项时,则不填。
举例说明:(1)厚度为14mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G (K)-14-F3J;欧洲的详见EN287-1GTAW-II-6G-3/89-02.代表氩弧焊水平管全位置焊接(单面焊双面成型)SMAW-II-6G(K)-7/89-F3.代表手把焊水平管全位置焊接(单面焊双面成型)smaw焊条电弧焊二类材料(X60、X70)水平固定位置下向焊管径711X14.2纤维素焊条焊接焊工代码含义焊工证SMAW-Ⅱ-2FG-12/57-F3JSMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3J焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表1焊接方法代号焊接方法代号焊条电弧焊 SMAW气焊 OFW钨极气体保护焊 GTAW熔化极气体保护焊 GMAW埋弧焊 SAW电渣焊 ESW摩擦焊 FRW螺柱焊 SW表2钢号分类及代号类别代号典型钢号示例碳素钢 I Q195Q215Q235 1015202520R20g20G22g HP245HP265L175L210S205低合金钢II HP295HP325HP345HP365L245L290L320L360L415L450L485L555S240S290S315S360S385S415S450S480 12Mng16Mn16Mng16MnR15MnNIR15MnV15MnVR20MnMo10MnWVNB13 MnnIMonBR20MnMonB07MnCRMoVR12CrMo12CrMoG15CrMo15CrMor15CrMoG14Cr1Mo14Cr1MoR12Cr1MoV12Cr1MoVG12Cr2Mo12Cr2Mo112Cr2Mo1R12Cr2MoG12Cr2MoWVTiB12Cr3MoVSiTiB09MnD09MnnID09MnnIDR16MnD16MnDR15MnNIDR20MnMoD07MnnICrMoVDR08MnnICrMoVD10nI3MoVD马氏体不锈钢、铁素体不锈钢 III 1Cr5Mo 0Cr13 1Cr13 1Cr171Cr9Mo1奥氏体不锈钢IV 0Cr19Ni9 0Cr18Ni12Mo2Ti 0Cr23Ni130Cr18Ni9Ti 00Cr17Ni14Mo2 0Cr25Ni200Cr18Ni11Ti 0Cr18Ni12Mo3Ti 00Cr18Ni5Mo3Si200Cr18Ni10 00Cr19Ni13Mo3 1Cr19Ni900Cr19Ni11 0Cr19Ni13Mo3 1Cr19Ni11Ti1Cr23Ni18表3试件形式、位置代号适用于焊件位置试件形式试件位置代号板材与管径大于600㎜的管材板材与管径小于600㎜管材角焊缝位置管板角接头焊件位置板状对接焊缝试件平焊 1G 平平平横焊 2G 平、横平、横平、横立焊 3G 平、立平平、横、立仰焊 4G 平、仰平平、横、仰管状对接焊缝试件水平转动 1G 平平平垂直固定 2G 平、横平、横平、横水平固定向上焊 5G 平、立、仰平、立、仰平、立、仰向下焊 5GX 平、立向下、仰平、立向下、仰平、立向下、仰 45.固定向上焊 6G 平、横、立、仰平、横、立、仰平、横、立、仰向下焊 6GX 平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角接头试件水平转动 2FRG 平、横 2FG垂直固定平焊 2FG 平、横 2FRG、2FG垂直固定仰焊 4FG 平、横、仰 4FG、2FG水平固定 5FG 平、横、立、仰 5FG、2FRG、2FG45.固定 6FG 平、横、立、仰所有位置螺柱焊平焊 1S横焊 2S仰焊 4S表4手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围焊缝形式试件母材厚度适用与焊件焊缝金属厚度最小值最大值对接焊缝<12 不限 2×t≥12 不限不限(注)注:t不得小于12㎜,且焊缝不少于3层表5 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围管材试件外径D 适用于管材焊件外径范围最小值最大值<25 D 不限25≤D<76 25 不限≥76 76 不限≥300(注) 76 不限注:管材向下焊试件表5-1手工焊管板角接头试件适用于管板角接头焊件范围管板角接头试件管外径D 适用于焊件范围管外径管壁厚度焊缝金属厚度范围最小值最大值不限最小值最大值<25 D 不限不限当S0≤12时,2t;当S0≥12时(注),不限25≤D<76 25≥76 76注:当S0≥12时,t应不小于12㎜,且焊缝不得少于3层 S0为管板厚度表6焊条类、别代号及适用范围焊条类别焊条类别代号相应型号适用焊件的焊条范围相应标准钛钙型 F1 E××03 F1 GB/T5117GB/T5118GB/T983(奥氏体、双相钢焊条除外)纤维素型 F2 E××10、E××11E××10-X、E××11-X F1、F2钛型、钛钙型 F3 E×××(×)-16E×××(×)-17 F1、F3低氢型、碱性 F3J E××15、E××16E××18、E××48E××15X、E××16XE××18X 、E××48XE×××(×)-15E×××(×)-16E×××(×)-17 F1、F3、F3J钛型、钛钙型 F4 E×××(×)-16E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)碱性 F4J E×××(×)-15E×××(×)-16E×××(×)-17 F4、F4J表7焊接要素代号焊接要素要素代号手工钨极气体保护填充金属焊丝无 01实芯 02药芯 03机械化焊钨极气体保护自动稳压系统有 04无 05自动跟踪系统有 06无 07每面坡口内焊道单道 08多道 09焊工项目SMAW-I-2FG(K)-12/51-F1是什么意思?焊工项目SMAW-I-5G-3.5/51-F1是什么意思?SMAW-----------焊条电弧焊I--------------碳素钢2FG(K)---------管板垂直固定平焊(带垫板)12/51----------管子的直径/板的厚度F1-------------钛钙型焊条Exx035G-------------管的水平固定焊3.5/51---------管壁厚度/管的直径焊接项目:SMAW-I-1G-12-F1,各个部分的表示含义?SMAW :表示焊条手工电弧焊;I:表示母材为第一组,即碳素钢1G:表示板材对接焊缝试件水平焊接位置或管材对接焊缝试件水平转动位置;12:表示考核试板厚度是12mm;F1:表示使用钛钙型药皮电焊条。
焊接合格证证书项目代号组成
中华人民共和国地区代码
序号 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 11 12
1
2 3 4 5 6 7 8 9 10
省份 天津
河北省
内蒙古自 治区
地区 天津市 和平区 河东区 河西区 南开区 河北区 红桥区 塘沽区 汉沽区 大港区 河北省 石家庄市 唐山市 秦皇岛市 邯郸市 邢台市 保定市 张家口市 承德市 朔州市 忻州市 吕梁市 内蒙古自治
11 12
省份 江苏 浙江省 安徽省
江西省
地区 连云港市 淮安市 盐城市 扬州市 镇江市 泰州市 宿迁市 绍兴市 金华市 衢州市 舟山市 台州市 丽水市 黄山市 滁州市 阜阳市 宿州市 六安市 宣城市 巢湖市 池州市 亳州市 江西省 南昌市 景德镇市 萍乡市 九江市 新余市 鹰潭市 赣州市 宜春市 上饶市 吉安市 抚州市
中华人民共和国地区代码
序号 1 2 3 4 5 6 7 1 2 3 4 5 6 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 10 11
省份 江苏 浙江省 安徽省
福建省
地区 江苏省 南京市 无锡市 徐州市 常州市 苏州市 南通市 浙江省 杭州市 宁波市 温州市 嘉兴市 湖州市 安徽省 合肥市 芜湖市 蚌埠市 淮南市 马鞍山市 淮北市 铜陵市 安庆市 福建省 福州市 厦门市 莆田市 三明市 泉州市 漳州市 南平市 龙岩市 宁德市
区 呼和浩特市
包头市 乌海市 赤峰市 呼伦贝尔市 兴安盟 哲里木盟 锡林郭勒盟
代码 序号 TJS 11 HPG 12 HDQ 13 HXQ 14 NKQ 15 HBQ 16 HQO 17 TGA 18 HGQ 19 DGJ 20 HES 13 SJW 14 TGS 15 SHP 16 HDS 17 XTS 18 BDS 19 ZJK 20 CDS 21 SZJ 22 XZS 23 LLS 24
特种设备作业人员证作业项目及对应代号
二级锅炉司炉
G2
三级锅炉司炉
G3
一级锅炉水质处理
G4
二级锅炉水质处理
G5
锅炉能效作业
G6
03
压力容器作业
固定式压力容器操作
R1
移动式压力容器充装
R2
氧舱维护保养
R3
04
气瓶作业Biblioteka 永久气体气瓶充装P1液化气体气瓶充装
P2
溶解乙炔气瓶充装
P3
液化石油气瓶充装
P4
车用气瓶充装
P5
05
压力管道作业
压力管道巡检维护
N5
11
安全附件维修作业
安全阀校验
F1
12
特种设备焊接作业
安全阀维修
F2
金属焊接操作(注)非金属焊接操作注:
1.特种设备焊接作业(金属焊接操作和非金属焊接操作)人员代号按照《特种设备焊接操作人员考核细则》的规定执行。
2.表中A1、A2、A6、A7、G6、R3、D2、D3、S1、S2、S3、S4、Y1、F1、F2项目和金属焊接操作项目中的长输管道、非金属焊接操作项目的考试机构由总局指定,其它项目的考试机构由省局指定。
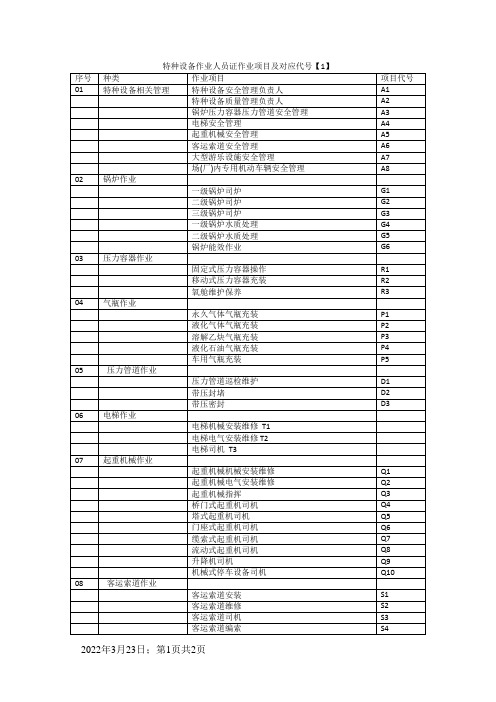
特种设备作业人员证作业项目及对应代号【1】
序号
种类
作业项目
项目代号
01
特种设备相关管理
特种设备安全管理负责人
A1
特种设备质量管理负责人
A2
锅炉压力容器压力管道安全管理
A3
电梯安全管理
A4
起重机械安全管理
A5
客运索道安全管理
A6
大型游乐设施安全管理
A7
场(厂)内专用机动车辆安全管理
A8
02