高性价比的Sn-0.3Ag-0.7Cu-A无铅焊料
有铅焊锡和无铅焊锡的区别

有铅焊锡和无铅焊锡的区别各种无铅焊锡的熔点关系Sn-Cu-Ni系227℃Sn-Ag系221℃Sn-Ag-Cu系219℃Sn-Ag-Bi-In系208℃Sn-Zn系199℃Sn-Pb共晶183℃推荐使用温度一览CXG无铅焊台温度350℃~400℃回流炉温度230℃~240℃温度喷流炉245℃~255℃CXG 938无铅焊台特点:★惊人的升温速度,从室温上升至300℃绝不超过13秒,温度回升快,有利于频繁的焊接,温度保持不变,提高生产效率。
★调节温度比市场同类焊台的调节温度更有利于生产,当需要调节温度时只要把温控旋钮按一下,则旋钮弹出,可根据生产需要调节温度,调节好以后,再按一下温度调节旋钮,旋钮锁住,可以预防生产过程中碰到旋钮而改变温度影响生产,旋钮锁住后,面板平坦,美观大方。
★手柄轻巧,长时间使用绝不感到疲劳。
★分体式设计,摆放容易,多种烙铁头选用,且更换方便。
★普通及防静电型两种,以便配合不同工作之用。
★手柄选择:909、909ESD 配C8无铅系列焊咀。
规格:型号CXG 938 耗电75瓦特控制台938电焊台/938电焊台ESD 输出电压交流电30伏特温度范围摄氏200-480度/华氏392-896度发热组件CXG-1365陶瓷发热芯温度稳定±1℃(无负荷时)焊咀与接地间阻抗2Ω以下焊咀与接地间电位2mV以下重量(不包括电线)1500克(3.3磅)外形体积宽120 X 高93 X深170毫米为什么要用无铅焊锡呢?主要海河是为了环保。
下面的文章就说明了这个问题。
无铅热风整平的实践体会摘要:本文通过对无铅与有铅热风整平工艺特性的对比,总结出无铅热风整平工艺的生产保养特点及工艺控制方法。
关键词:无铅热风整平无铅焊料浸锡时间除铜1. 前言随着欧盟颁布的二项环保新指令(WEEE和ROHS)在2006年7月1日正式实施,对PCB行业而言,这将面临一次严峻的考验,其影响将涉及到原材料、制造工艺、生产设备等方方面面。
微量In对Sn-0.3Ag-0.7Cu无铅钎料抗氧化性能的影响
表 1 各合 金 钎料 成分 和元 素含 量
2 实 验 结 果
2 1 I 量对 S . n含 n一0 3 . Ag一 . C 0 7 u无 铅 钎 料 出
渣量 的影 响
从 图 1中可 以看 出 , 随着 I n含量 的增 加 , 钎料 产渣量 急剧减少 。当添加 I 的含 量超过 0 0 5 , I l .2 % 产渣量 不再减 少 , 随着 含 量增 加 , 化渣 量 开 始增 氧 加 。与未添加 I 的 S 0 3 g一 . C I 1 n一 .A 07 u钎 料相 比 , S 0 3 g一 . C 0 0 5n钎 料 的锡 渣量 大约 n一 . A 0 7 u一 .2 I 减少 了 7 。试验结果 表 明, 元 素的加人 能够显 8g h
c n e e ty p e e t ole o u t e x d to o s qu n l r v ns s d rf m f rh r o i a n. r i
Ke r s:e d fe ole ; x dain e itnc e f c f I ; r s y wo d la - e s d r o r i to r ssa e; fe to d o s n
Ab t a t Ad i o fmi r n e e n y r ie t i a o e it n e o n一0. Ag一0. CU. e sr c : d t n o c o I — l me tma as he Ox d t n r ssa c fS i i 3 7 Th r s a c e u t h w h ta d to f m c o I ee n y i r v e ox d to e itnc f la fe ee rh rs l s o ta d i n o s i i r n— lme tma mp o e t i a n r ssa e o e d—r e h i s l e r a y. e c s he c n e tofI ee nti 0 o d rg e t I t a e t o t n n—l me s0. 25% i e d fe O d r. oh he o da o e it l n h n la 。re S I e b t t xi t n r ss- i a c n ti r p ry p e e tb s e f r nc . n e a d we t ng p o e t r s n e tp ro ma e The a t— x d to fe ti valbl n y wh n t e i o i a n ef c sa i a e o l e n i he tm—
常见无铅焊料合金性能介绍

常见无铅焊料合金性能介绍夏玉红(淮安信息职业技术学院江苏淮安223003)摘要:无铅焊料成为电子组装行业的主要焊接材料。
无铅焊料地发展过程中,各种各样的无铅焊料不断涌现,对于无铅焊料合金的组织结构特点和性能的了解就显的十分重要。
本文就对几种主要的无铅焊料合金的组织结构和性能进行分析介绍。
关键词:无铅焊料;金属间化合物;机械性能;润湿性由于ROHS指令和WEEE指令在欧洲会议获得批准,2006年7月开始欧洲将禁止含铅电子产品的销售,同时中国也开始进入了无铅化的时代,这都使无铅焊料成为了必然。
对于电子行业来说无铅焊料的选择成为了一个关键的问题。
为此,材料界进行了大量的研究工作,试图找出可以替代Sn-Pb焊料的无铅焊料。
现在各种系别组成的无铅焊料合金有很多种,其中主要有:Sn-Ag、Sn-Zn、Sn-Bi、Sn-Cu等二元合金以及在此基础上添加其他合金元素形成的三元、四元乃至五元合金。
下面就对现今主要的无铅焊料合金组织结构及性能进行介绍。
Sn-Ag系焊料作为锡铅替代品已在电子工业使用了多年。
典型的组成比例是Sn96.5-Ag3.5,其熔点为221℃。
这种焊料所形成的合金组织是由不含银的纯β-Sn和微细的Ag3Sn相组成的二元共晶组织。
添加Ag所形成的Ag3Sn因为晶粒细小,对改善机械性能有很大的贡献。
随着Ag含量的增加,其屈服强度和拉伸强度也相应增加。
从强度方面来说,添加1-2%以上的Ag就能与Sn-Pb共晶焊锡相同或者超过它。
添加3%以上的Ag,强度值显著比Sn-Pb共晶焊锡要高,但超过3.5%以后,拉伸强度相对降低。
这是因为除了微细的Ag3Sn结晶以外,还形成了最大可达数十微米的板状Ag3Sn初晶。
形成粗大的金属间化合物不仅使强度降低,而且对疲劳和冲击性能也有不良影响,因此对Ag的含量和金属界面的金属间化合物要进行认真的考究。
在Sn-Ag合金里添加Cu,能够在维持Sn-Ag合金良好性能的同时稍微降低熔点,而且添加Cu以后,能够减少所焊材料中铜的浸析。
Sn0.7Cu无铅锡条产品介绍 中英文版

产品介绍Product Introduction一、适用范围Scope1.1该承认书只适用于本公司的指定产品:无铅产品。
但因应客户要求,该资料可以免费分发交付客户使用。
The acceptance is just only applicable to the designated lead-free products of the company.But according toclients requirements,the files can be distributed to them for free.The file is suitable for any wire diameter ofthe same alloy composition and flux percentage.1.2本产品应用于环保要求严格的人工焊接和自动焊接。
由高纯度原材料精制而成,在环保型电子装配工业中有广泛应用。
产品执行标准:GB/T20422-2018。
This product is applied for strict environmental requirements of manual welding and automatic welding.Refined with high purity of raw materials,and used widely in environmental electronic assembly industry.Product Executive Standard:GB/T20422-2018.二、产品信息Product information2.1产品名称:无铅锡条Product Name:Lead-free Solder Bar2.2产品型号:107HProduct Model:107H2.3合金规格:Sn-0.7CuAlloy Specification:Sn-0.7Cu2.4产品形状:固体条状Product Shape:solid strip2.5产品特点Product Characteristics2.5.1金属杂质、氧化物含量低。
常用有铅焊锡规格表

常用有铅焊锡条规格表
1、首先确定,产品有没有环保要求,如果没有环保要求,则可以采用有铅焊锡。
否则只能使用无铅焊锡。
2、常见无铅环保焊锡,按成分不同,分别为锡铜(Sn-0.7Cu)、锡银铜(Sn-0.3Ag-0.5Cu)、锡银铜(Sn-3.0Ag-0.5Cu)
3、各种行业常用有铅焊锡规格表:
成份Sn/Pb 熔点用途
63/37 183 熔点最低,抗拉强度和剪切强度高,润湿性好,适用于高档电子产品
60/40 183-190 电脑,仪器,仪表,LED,电视机等行业
55/45 183-203 一般电子,电器行业
50/50 183-216 家用电器,小家电等
45/55 183-227 音响等行业
40/60 183-238 保险丝,DVD,遥控器,鼠标等行业
30/70 183-255 保险丝,DVD,遥控器,鼠标等行业。
Sn99Ag0.3Cu0.7技术规格资料TDS

l助焊剂体系是特别为无铅焊粉(SnAgCu体系)研制的,焊剂活性适中,可焊性好;l具有优越的流变性,印刷容易且不易坍塌;l高技术的抗氧化设计,在空气中回流焊可以达到优良的焊接效果;l回流窗口工作范围宽;l焊后残留物透明、干净,表面绝缘电阻高,电气性能可靠。
标准产品项目规格合金成分Sn99.0Ag0.3Cu0.7粉末粒径Type 3 25-45μm粘度190±30 Pa.S项目技术指标采用标准金属含量(%) 88.70±0.30 IPC-TM-650 2.2.20助焊膏含量(%) 11.30±0.30 IPC-TM-650 2.2.20焊料球试验合格IPC-TM-650 2.4.43润湿试验合格IPC-TM-650 2.4.45坍塌试验合格IPC-TM-650 2.4.35卤素含量L0 IPC-TM-650 2.3.35电迁移合格IPC-TM-650 2.6.14.1 铜镜腐蚀试验合格IPC-TM-650 2.3.32表面绝缘电阻(168h,@85, 8℃5%RH) 合格IPC-TM-650 2.6.3.3合格≥1×108Ω检测标准: ANSI/J-STD-004A,ANSI/J-STD-005本产品在回流焊过程中会产生少量挥发性气体,因此回流焊过程中应有通风装置,保证这些气体不会弥散于工作区域。
更多的安全数据,请参见本产品的物质安全数据表(MSDS)。
1、保存与使用l产品应在2-10℃下储存,在此条件下,保质期为6个月;l焊膏在使用前应从冰柜中取出,在未开启瓶盖条件下,放置到环境温度。
为达到完全的热平衡,建议回温时间为4小时;l回温后,使用前,应使用锡膏自动搅拌机搅拌锡膏1-5分钟,以免除因储存带来的不均匀性。
具体搅拌时间要依据自动搅拌机转速、环境温度等因素来确定;l不能把使用过的锡膏与未使用过的锡膏置于同一容器罐中。
锡膏开罐后,若罐中还有剩余锡膏时,不能敞于空气中放置,应尽快旋紧盖子。
SAC0307无铅焊料产品数据表Product Data Sheet
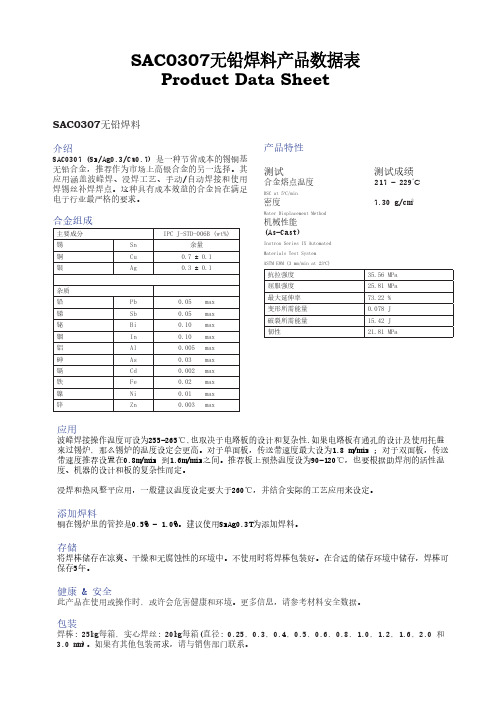
SAC0307无铅焊料介绍SAC0307 (Sn/Ag0.3/Cu0.7) 是一种节省成本的锡铜基无铅合金,推荐作为市场上高银合金的另一选择。
其应用涵盖波峰焊、浸焊工艺、手动/自动焊接和使用焊锡丝补焊焊点。
这种具有成本效益的合金旨在满足电子行业最严格的要求。
合金组成主要成分IPC J-STD-006B (wt%)锡Sn余量铜Cu0.7 ± 0.1银Ag0.3 ± 0.1杂质铅Pb0.05 max锑Sb0.05 max铋Bi0.10 max铟In0.10 max铝Al0.005 max砷As0.03 max镉Cd0.002 max铁Fe0.02 max镍Ni0.01 max锌Zn0.003 max 产品特性测试 测试成绩合金熔点温度 217 - 229°C DSC at 5o C/min密度 7.30 g/cm3Water Displacement Method机械性能(As-Cast)Instron Series IX AutomatedMaterials Test SystemASTM E8M (3 mm/min at 23o C)抗拉强度35.56 MPa屈服强度25.81 MPa最大延伸率73.22 %变形所需能量0.078 J破裂所需能量15.42 J韧性21.81 MPaSAC0307无铅焊料产品数据表Product Data Sheet应用波峰焊接操作温度可设为255-265℃,也取决于电路板的设计和复杂性,如果电路板有通孔的设计及使用托盤來过锡炉, 那么锡炉的温度设定会更高。
对于单面板,传送带速度最大设为1.8 m/min ;对于双面板,传送带速度推荐设置在0.8m/min 到1.6m/min之间。
推荐板上预热温度设为90-120℃,也要根据助焊剂的活性温度、机器的设计和板的复杂性而定。
浸焊和热风整平应用,一般建议温度设定要大于260℃,并结合实际的工艺应用来设定。
Sn-0.7Cu、Sn-0.5Ag-0.7Cu、Sn-3.0Ag-0.5Cu无铅焊料对比报告

无铅焊料对比分析报告Analysis Report for Lead–free Solder選擇合適的無鉛焊料―――Sn-0.7Cu、Sn-0.5Ag-0.7Cu、Sn-3.0Ag-0.5Cu無鉛焊料對比1.基本性能對比2.物理性能對比3. 顯微組織圖Sn-0.7Cu Sn-0.5Ag-0.7Cu Sn-3.0Ag-0.5Cu4. 系相圖對比Sn-Ag-Cu 系相圖( Sn-0.5Ag-0.7Cu 和Sn-3.0Ag-0.5Cu )Sn-Cu 系相圖( Sn-0.7Cu )5.焊點強度對比通孔插裝焊點拉脫強度對比,單位:Newtons表面貼裝元件焊點剪切強度對比,單位:NewtonsSn-0.7Cu、Sn-0.5Ag-0.7Cu合金的焊點強度等同於或略優於Sn-3.0Ag-0.5Cu合金6.專利限制特別提示:針對Sn-Ag-Cu系列無鉛焊料,由於三種合金元素氧化速度不一樣,在使用過程中很難控制三種合金比例的變化,即增加客戶在生産過程中對無鉛産品控制的難度,亦帶來專利的風險問題。
7.風險控制選擇Sn-Ag-Cu系列無鉛焊料,首先必須選擇有專利許可權的焊料生産廠家;同時在使用過程必須隨時注意錫爐中各項合金成份的變化,控制因爲成份變化而帶來的專利問題和鉛超標問題。
8.成本計算專案系列原材料成本清爐回收比率損耗費用Sn-0.7Cu 以Sn-0.7Cu比較,基準爲1 7折以Sn-0.7Cu爲基準,損耗3成Sn-0.5Ag-0.7Cu Sn-0.7Cu的1.2倍6折以Sn-0.7Cu爲基準,損耗4×1.2=4.8成Sn-3.0Ag-0.5Cu Sn-0.7Cu的1.8倍5折以Sn-0.7Cu爲基準,損耗5×1.8=9成專案系列原材料成本清爐損耗費用(5次/年計算) Sn-0.7Cu ¥100元×1000KG×12月=¥120萬元¥100元×1000KG×3成×5次=¥15萬元Sn-0.5Ag-0.7Cu ¥100元×1.2倍×1000KG×12月=¥144萬元¥100元×1000KG×4.8成×5次=¥24萬元Sn-3.0Ag-0.5Cu ¥100元×1.8倍×1000KG ×12月=¥216萬元¥100元×1000KG×9成×5次=¥45萬元結論如客戶以月用量1噸計算,使用Sn-0.7Cu焊料比Sn-3.0Ag-0.5Cu焊料,1年可節省100多萬元,使用Sn-0.5Ag-0.7Cu焊料比Sn-3.0Ag-0.5Cu焊料,1年可節省90多萬元。
不锈钢锡线Sn-0.7Cu产品说明书-中文
7. 產品管理及貯存
貯存 密閉容器封裝,貯存乾燥處。與酸性介質接觸或貯存環境濕度過高將使焊料表面失去金屬光澤。 產品管理 焊料加熱時避免吸入金屬蒸氣,焊料切割和打磨操作時避免吸入灰塵。避免與眼睛、皮膚及衣服 接觸。保持使用環境的良好通風。 個人注意 釺焊過程中避免吸入煙霧。
8. 產品暴露後的管理和個人保護措施
固體
比重 (水 = 1 at 25 ℃)
不適用 熔點(℃)
無建立 揮發速率 (butyl acetate = 1)
不適用 揮發體積百分比
不溶
揮發性有機物 (VOC)
不適用 氣味閾
不適用 W/O分佈係數
銀白色、無味
7.40 227 0% 0% 不適用 無建立 無建立
10. 穩定性及化學活性反應
化學穩定性
Sn Pb Bal. < 0.07
Sb <0.10
化學成分(wt.%)
Cu
Bi
Zn
0.7±0.2 <0.10 <0.002
Fe <0.02
Al <0.002
Cd <0.002
2. 焊料合金的物理特性
規格
熔點 (℃)
Sn-0.7Cu
227
比重 g/cm3 7.40
拉伸強度 MPa 28
電阻率 10-9 ohm · m 100-150
3. 錫線特性
助焊劑含量
助焊劑分類
鹵素檢測標準
芯數
1.8~3.0
INH1
IPC-TM-650
單芯
保存期 1年
*助焊劑含量的多少可根據客戶的需求來確定。
4.M807 不銹鋼無鉛錫線推薦使用工藝參數
a. 建議使用功率為 60-80W 的電烙鐵; b. 建議將烙鐵頭溫度設定為 370-400℃。
无铅焊料的热导率

无铅焊料的热导率
无铅焊料的热导率因具体的焊料成分而异。
热导率(Thermal conductivity)是指材
料在单位面积上能传递的热量,通常用来评价材料的导热性能。
以下是几种常见无铅焊料的热导率:
1. Sn-Ag系无铅焊料:Sn-Ag系无铅焊料具有较高的热导率,约为120-160 W/(m·K)。
这种焊料具有良好的焊接性能和抗氧化性能,适用于要求较高热导率的场合。
2. Sn-Cu系无铅焊料:Sn-Cu系无铅焊料的热导率略低于Sn-Ag系,约为100-
140 W/(m·K)。
这种焊料具有较好的焊接性能和可靠性,适用于一般的电子产品制造。
3. Sn-Bi系无铅焊料:Sn-Bi系无铅焊料的热导率较低,约为80-100 W/(m·K)。
然而,这种焊料具有较高的熔点和良好的抗氧化性能,适用于一些对热导率要求不高的场合。
4. Sn-Zn系无铅焊料:Sn-Zn系无铅焊料的热导率约为70-90 W/(m·K)。
这种
焊料具有较低的熔点和较好的焊接性能,适用于一些对热导率要求不高的场合。
需要注意的是,以上热导率数据仅供参考,实际应用中可能因生产工艺、成分差异等因素而略有不同。
在选择无铅焊料时,需根据实际需求综合考虑焊料的性能、成本、环保性等因素。
稀土Pr对Sn-0.3Ag-0.7Cu无铅钎料显微组织和润湿性能的影响
稀土Pr对Sn-0.3Ag-0.7Cu无铅钎料显微组织和润湿性能的影响冯晓乐;杨洁【摘要】采用XJP-300型光学显微镜以及日立扫描电子显微镜S-3400N对Sn-0.3Ag-0.7Cu-xPr无铅钎料的显微组织进行观察和分析,采用润湿平衡法,研究了钎料在Cu基板上的润湿性能.研究结果表明,微量稀土Pr可以改善Sn-0.3Ag-0.7Cu 钎料的显微组织和润湿性能.当Pr的添加量约为0.05%时,Sn-0.3Ag-0.7Cu钎科的显微组织得到最大程度的细化以及均匀化,同时钎料具有最大润湿力.在260℃的钎焊温度下,SnAgCu-0.1Pr的润湿力与SnAgCu钎料相比,提高了5.0%,润湿时间降低了16.9%.当Pr含量继续增加时,钎料中出现大块的稀土相.同时钎料的润湿时间增长,润湿性能变差.【期刊名称】《电焊机》【年(卷),期】2015(045)010【总页数】4页(P116-119)【关键词】Sn-0.3Ag-0.7Cu无铅钎料;显微组织;润湿性能【作者】冯晓乐;杨洁【作者单位】江苏经贸职业技术学院工程技术系,江苏南京210007;南京信息职业技术学院机电工程学院,江苏南京210023【正文语种】中文【中图分类】TG454随着无铅钎料的广泛应用,Sn-Ag-Cu钎料以其良好的工艺性能、较高的接头可靠性以及优越的抗热疲劳性能,成为SnPb钎料的最佳替代品[1-3]。
其中,日本JEI-TA推荐的Sn-3.0Ag-0.5Cu,欧盟推荐的Sn-3.8Ag-0.7Cu和美国NEMI推荐的Sn-3.9Ag-0.6Cu[4]钎料倍受关注。
但在实际生产中发现,银含量越高,越容易生成大块状的Ag3Sn组织,大大降低了焊接接头抗冲击性能,进而影响电子产品的可靠性。
同时,较高的银含量使得钎料成本增加。
因此开发低银含量(低于1%)、高可靠性的Sn-Ag-Cu系无铅钎料,具有非常重要的理论和使用价值。
为降低Sn-Ag-Cu钎料成本,提高钎焊接头抗冲击性能,部分电子组装和封装企业已经采用了一种新型低银无铅钎料Sn-0.3Ag-0.7Cu[5]。
常用有铅焊锡规格表
常用有铅焊锡条规格表
1、首先确定,产品有没有环保要求,如果没有环保要求,则可以采用有铅焊锡。
否则只能使用无铅焊锡。
2、常见无铅环保焊锡,按成分不同,分别为锡铜(Sn-0.7Cu)、锡银铜(Sn-0.3Ag-0.5Cu)、锡银铜(Sn-3.0Ag-0.5Cu)
3、各种行业常用有铅焊锡规格表:
成份Sn/Pb 熔点用途
63/37 183 熔点最低,抗拉强度和剪切强度高,润湿性好,适用于高档电子产品
60/40 183-190 电脑,仪器,仪表,LED,电视机等行业
55/45 183-203 一般电子,电器行业
50/50 183-216 家用电器,小家电等
45/55 183-227 音响等行业
40/60 183-238 保险丝,DVD,遥控器,鼠标等行业
30/70 183-255 保险丝,DVD,遥控器,鼠标等行业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘 要: 开发 了一种新 型 S n一0 3 g .C —A无铅 焊 料 , 行 了拉 伸 实验 、 湿性 测 试 、 热 分 析 和 相 . A 一0 7 u 进 润 差
对 成本计 算 , 并与 目前 通 用 的 S n一07 u和 S .C n一30 g一0 5 u无铅 焊 料 进 行 了对 比。 结 果 表 .A .C
差, 或是成本太高 , 尚须进一步研究 , 开发出具有低 成本 、 低熔点 , 综合性能优异 的无铅焊料 , 以满足 电 子行业飞速发展的需求 。针对上述 问题 , 我公司开
发 了一种 S 一0 3 一0 7 u n .Ag .C —A新 型无铅 焊料 。
l 实 验部 分
实 验用 材料 为 S n一0 3 g一0 7 u—A、n一 .A .C S
扩展率( = 1 告) 0 %) ( 一 X 0% 1
式中 , h为 扩 展 焊 料 的 高度 , 为Байду номын сангаас由焊料 量 换 D
算成 球 状 的直径 。
维普资讯
20 0 6年 8月 第三期
高性价 比的 S n一0 3 一0 7 u .Ag .C —A 无铅 焊料
L
高和综合力学性能良好等优点, 被公认为 目前性能 最佳 的无铅焊 料l,引。S —A , n g—C u系焊 料 中 , 关
注最 多 的 是 美 国 NE MI推 荐 的 S n一3 9 g一0 .A . 6 u 欧盟 推荐 的 S C, n一38 .Ag一0 7 u和 E本 J I .C t E— T A推荐 的 S n一3 0 g一0 5 u .A .C 。上述 三 种 焊料 性 能差 异不 大 ,n .A S 一3 0 g一0 5 u因具 有更 低 的成 .C 本 而倍 受 推崇 。然而 S 一3 0 g .C n .A 一0 5 u焊料 中
明: 该焊料 不仅 物理 、 力学性 能优 异 , 且 成本 极 低 , 以显 著 降低 电子组 装 和 封 装 行 业 的 生 产 成 而 可
本 , 大地 提 高产 品的 市场竞 争力 。 极
关键词 : 无铅 焊料 ; 力学性能 、 物理 性 能 ; 微观 组 织
0 前 言
无铅 焊料 的种类 较多 , 千住 金 属工 业株 式 会 如 社 的 J32 4 1 专 利 、 通 电 子 有 限 公 司 的 S07 4 亚 Z 0 19 1 .X 专 利 和 艾 奥 瓦 州 立 大 学 的 L 32 69
国家标 准 进行 扩展 率 测试 , 展 基 板 为 0 2 铺 .mm 厚 的紫 铜薄 板 。各焊 料扩 展率 测 试 工 艺均 相 同 , 试 测 温度 为 20 , 问为 2, 用 助 焊 剂 为 我公 司 研 6℃ 时 s所
发 的 NC—I 1 O B型 免洗 助 焊 剂 ( 理 性 能 见 表 1 。 物 ) 扩展率 计算 公 式如 下 :
翥蓑0 8~2 2 0 无 曩 . 03 . . 8 03≤5 5 2 . 8 . 8 3
进行 了拉伸实验 , 使用差热分析仪测试焊料的熔化
温度 , XD一2视 频 金 相 显 微 镜 下 观 察 和 拍 摄 焊 在 料 的微观 组 织 。用 扩展 率来 评 价 焊 料 的 润湿 性 , 并
工艺等特点 , 目前电子行业使用较多 的无铅焊料是 S -C n u系 和 S n—A g—C u系 l 3。S 1 ] n—C - u系 焊
1 9
表 1 NC一11 0 B型免洗 助焊剂 物理 性 能
色泽 / ̄(0 ) 比 重 gg 2 " ( C L 固 ,/ g'cm- ) )( 3
( g 一
化, 因而两 种焊 料 内 的组 织 和金 属 间化 合 物 尺 寸 均 比 S 一07 u焊 料细 小 , n .C 这种 组织 特征 保证 了两种
的银 含 量 较 多 , 导致 成 本 偏 高 , 且 该 焊 料 已经 被 并 美 国和 E本 专利所 保 护 , 产 该 种焊 料 需 支 付 昂贵 t 生
的知 识产 权 费用 。
目前 无铅 焊料 或是 熔点 太 高 , 是 润 湿性 能 较 或
U 52 68 S 5 72 专利 , 分别公开了各 自的 S — g u n A —C
0 7 u和 S .C n一3 0 g一0 5 u无 铅 焊 料 。 在 I .A .C N—
C 1367 N 190A专利 申请 公开 了 s — i n B 系列无铅焊
料 等。 根 据焊 料 的焊接性 、 物理 和力 学 性 能 以及 封 装
SR T ON公 司生产 的电子万 能材 料 试验 机 上 对 焊料
料 的显 著优 点 是 不含 贵金 属 , 本 低 ; 点是 熔 点 成 缺 偏高 , 湿 性 较 差 , n一0 7 u是 该 系 的 主 要 产 润 S .C 品LJ n g u系 具 有熔 点 低 、 2。S —A —C 润湿 性 相 对 较
按 G l34 8 《 B 16 — 9 钎料铺展性及添缝性试验方法》
维普资讯
1 8
冶金
26 月 三 0 年8 第 期 0
高性 价 比的 S 一0 3 g .O —A无 铅 焊 料 n .A 一0 7 u
王 大 勇 顾 小 龙
( 江省 冶金研 究 院亚 通 电子 有 限公 司 杭 州 30 2 ) 浙 10 1