从元素周期表认识无铅焊料的性能
无铅焊料研究报告综述
无铅焊料研究报告综述无铅焊料是一种对环境友好且高效的焊接材料。
本文将综述无铅焊料的研究报告,涵盖其背景、特性、应用和发展趋势。
总体而言,无铅焊料是一种有希望替代传统铅基焊料的焊接技术。
1.背景无铅焊料的研发是为了减少对环境的污染。
传统的铅基焊料含有大量的铅,当焊接过程中铅被释放到环境中时,对人体健康和环境造成了潜在的危害。
为了保护人类和环境的健康,全球范围内开始研发无铅焊料。
2.特性无铅焊料具有一系列优点。
首先,无铅焊料在高温下的性能比传统铅基焊料更好,可以在更高的温度下进行焊接,提高了焊接的质量和可靠性。
其次,无铅焊料不会产生有毒的铅蒸汽,避免了对工人和环境的污染。
此外,无铅焊料还具有较低的成本和更长的寿命,使其变得更加可行和具有竞争力。
3.应用无铅焊料广泛应用于电子产品的制造过程中。
例如,它可以用于手机、电脑、电视和其他电子设备的电路板的焊接。
无铅焊料还可用于汽车制造、航空航天、医疗器械和其他领域的焊接。
4.发展趋势无铅焊料的研究和应用仍在不断发展。
研究人员正在寻找更好的无铅焊料配方,以提高其性能和可靠性。
此外,随着全球对环境保护要求的提高,无铅焊料将会得到更广泛的应用。
目前,一些国家已经颁布了禁止使用铅基焊料的法律和法规,促使了无铅焊料的市场需求。
总结起来,无铅焊料是一种有希望替代传统铅基焊料的焊接技术。
它具有环境友好、高效和广泛应用的特点。
随着全球对环境保护意识的提高,无铅焊料的研究和应用将会得到更大的关注和发展。
无铅焊料的性能及作用
电子组装对无铅焊料的性能要求
• 1、无铅焊料的熔点要低:从前面的内容 知道,除Sn-Bi系及Sn-In合金外,所有的 无铅焊料的熔点温度都高于Sn63Pb37合 金的熔点温度,这将对工艺、设备、材 料等方面带来很大的不良影响,因此开 发出的无铅焊料,应当有较低的熔点温 度。
2、无铅焊料要有良好的润湿性;无铅焊料表面张力比 有铅焊料高,其扩散率比锡铅焊料低,不利于焊点的形 成,得到的焊点形状不圆润饱满,弯月面小,严重的还 会造成虚焊。润湿性差,这对锡膏印刷工艺的要求更高, 增加了工艺的难度。无铅焊料获得的焊点外观粗糙,表 面粗糙很难清洗干净,就会影响电性能。如果使用传统 的AOI进行检查,由于漫反射光无法正常识别。因此要 求无铅焊料要有良好的润湿性。一般情况下,再流焊时 焊料在液相线以上停留的时间为30-90秒,波峰焊时被焊 接组件管脚及线路板基板面与锡液波峰接触的时间为4 秒左右,使用无铅焊料以后,要保证在以上时间范围内 焊料能表现出良好的润湿性能,才能保证优质的焊接效 果。
Sn-Ag-Cu三元合金
• 在Sn-Ag合金里添加Cu,能够在维持SnAg合金良好性能的同时稍微降低熔点, 而且添加Cu以后,能够减少所焊材料中 铜的溶蚀,因此逐渐成为国际上标准的 无铅焊料。图5-12为Sn-Ag-Cu三元合金 状态图。锡银铜系焊料有着良好的物理 特性。
Sn-Bi系及Sn-In合金
•同时液固共存领域大,焊料易发生半月 面提升现象。另外Bi在焊接过程中会出现 枝装晶偏析。研究结果表明:在Sn-20Bi 为基体的合金,添加0.7%的Ag、0.1%的In 可以使Bi的偏析稍有改善,使Bi细小分散。 In虽然价格高,但是其自身的熔点为 156℃,可以用作低熔点焊料。该合金塑 性也非常好。含In合金的另一个特征是具 有抑制Ag或Au溶蚀的优点。在需要更低 熔点的情况下使用。
无铅焊料简介范文
无铅焊料简介范文无铅焊料,即不含铅的焊接材料,是一种对环境友好且安全可靠的新型焊接材料。
在传统的焊接工艺中,铅是常用的焊料成分之一,但由于铅是一种有害物质,对人体和环境都带来严重的健康风险,所以无铅焊料的使用逐渐得到重视和推广。
无铅焊料的主要成分是锑、铋和铜等,它们可以完全替代铅的功能,在使用过程中既能保证焊接的质量,又能有效减少对环境和人体的危害。
无铅焊料广泛应用于电子、电工、通信、航空航天等领域的焊接工艺中。
无铅焊料具有以下几个特点:1.环保性:无铅焊料不含有害物质铅,不会污染土壤和水源,减少大气中有害物质的排放,有助于保护环境。
2.安全性:无铅焊料不含铅,无论是对焊工的健康还是对最终产品的安全性来说,都更为可靠和安全。
3.焊接效果好:无铅焊料采用了新型的合金配比,能够提高焊接的可靠性和稳定性,焊缝质量更高。
4.工艺性好:无铅焊料具有与传统焊料相似的焊接工艺性,焊接过程稳定,容易控制,降低了操作的难度。
5.成本适中:虽然无铅焊料相对传统铅焊料略贵,但由于其更高的可靠性和环保性,以及对人体健康的保护作用,其使用成本是可以接受的。
对于国内无铅焊料的发展来说,还存在一些问题和挑战。
首先,无铅焊料的研发和生产工艺相对复杂,需要投入大量的人力、物力和财力。
其次,目前国内的焊接工艺和设备多数都是针对铅焊料的,对无铅焊料的适应性和可行性还需要进一步的验证和改进。
此外,无铅焊料的市场推广和宣传也需要加大力度,让更多的用户了解并接受无铅焊料的优点和价值。
总之,无铅焊料作为一种新型的焊接材料,具有环保、安全、可靠等特点,是未来焊接领域的发展方向。
然而,在推广和应用无铅焊料的过程中,还需要加大技术研发力度,改进焊接工艺和设备,加强市场推广和宣传,以推动无铅焊料在国内焊接行业的广泛应用。
无铅焊料特性及应用研究
3.关于无铅焊锡要求 .专利权 .合适的熔接温度 <260℃的PCB回焊、波焊温度 .良好的润湿性 .氮气可以不使用 .加工性 锡丝制造等 .适当之Creep .适当焊接强度 .良好的耐热性 .焊接性能 空洞、桥连 .环保 不破坏环境、毒性 .价格低廉 价格=Sn/Pb
3.无铅焊锡之进程 1.从纯锡到Sn/Ag/Cu 2.各种无铅焊锡之优缺点 3.无铅焊锡Sn96.5/Ag3.0/Cu0.5与Sn63/Pb37共晶焊锡特性比较 4.温度与热 5.无铅化焊锡选择 6.结论
但是从经济方面考虑,则予以用在波峰焊接中,因为其润湿性和纯锡相 近,不是很好,故较难期待能有效通过“导通孔”,而仅适用于单面板。
粗大的Cu6Sn5结晶形成于焊锡内,也是机械性能劣化的主要原因,促使 Cu6Sn5结晶的细化,可加入Ag、Ni。Au等第三元素。
高温置放,结晶体也不会粗化,故Sn/Ag耐热性特优。 .Ag含量增加, Ag3Sn颗粒粗化且分散于β-Sn中,成为微细的网状结构 .但当Ag>4%时,机械性能开始劣化, Ag3Sn结晶粗化成>10μm,此尺寸
约等于龟裂大小。因此,性能度较高的合金组织,因避免结晶粗化成 >10μm。
(1)Bi的添加
(4)Zn的添加
在Sn/Ag无铅系统中,Zn的加入可以使结晶颗粒微细化,增加强度与 Creep特性,另一方面此合金表面容易形成氧化膜,促使润湿性降低, 焊接难度增加。
2.2.2Sn/Bi合金系统的组织与性质
依据相图判断,Bi <2%时虽应该不会产生共晶组织,但是,Bi极易在 Sn中产生“偏析”。Bi即使是在低浓度的环境中,也容易出现共晶组 织。此即固、液相线温差,在焊料冷却时会产生“凝固偏析”现象。 在80℃时是十分安定的合金组织,超过140℃,Bi即形成极端粗化,变 脆,这是因为于139℃共晶反应,这很难从相图直接了解原因。
常见无铅焊料合金性能介绍

常见无铅焊料合金性能介绍夏玉红(淮安信息职业技术学院江苏淮安223003)摘要:无铅焊料成为电子组装行业的主要焊接材料。
无铅焊料地发展过程中,各种各样的无铅焊料不断涌现,对于无铅焊料合金的组织结构特点和性能的了解就显的十分重要。
本文就对几种主要的无铅焊料合金的组织结构和性能进行分析介绍。
关键词:无铅焊料;金属间化合物;机械性能;润湿性由于ROHS指令和WEEE指令在欧洲会议获得批准,2006年7月开始欧洲将禁止含铅电子产品的销售,同时中国也开始进入了无铅化的时代,这都使无铅焊料成为了必然。
对于电子行业来说无铅焊料的选择成为了一个关键的问题。
为此,材料界进行了大量的研究工作,试图找出可以替代Sn-Pb焊料的无铅焊料。
现在各种系别组成的无铅焊料合金有很多种,其中主要有:Sn-Ag、Sn-Zn、Sn-Bi、Sn-Cu等二元合金以及在此基础上添加其他合金元素形成的三元、四元乃至五元合金。
下面就对现今主要的无铅焊料合金组织结构及性能进行介绍。
Sn-Ag系焊料作为锡铅替代品已在电子工业使用了多年。
典型的组成比例是Sn96.5-Ag3.5,其熔点为221℃。
这种焊料所形成的合金组织是由不含银的纯β-Sn和微细的Ag3Sn相组成的二元共晶组织。
添加Ag所形成的Ag3Sn因为晶粒细小,对改善机械性能有很大的贡献。
随着Ag含量的增加,其屈服强度和拉伸强度也相应增加。
从强度方面来说,添加1-2%以上的Ag就能与Sn-Pb共晶焊锡相同或者超过它。
添加3%以上的Ag,强度值显著比Sn-Pb共晶焊锡要高,但超过3.5%以后,拉伸强度相对降低。
这是因为除了微细的Ag3Sn结晶以外,还形成了最大可达数十微米的板状Ag3Sn初晶。
形成粗大的金属间化合物不仅使强度降低,而且对疲劳和冲击性能也有不良影响,因此对Ag的含量和金属界面的金属间化合物要进行认真的考究。
在Sn-Ag合金里添加Cu,能够在维持Sn-Ag合金良好性能的同时稍微降低熔点,而且添加Cu以后,能够减少所焊材料中铜的浸析。
无铅焊料
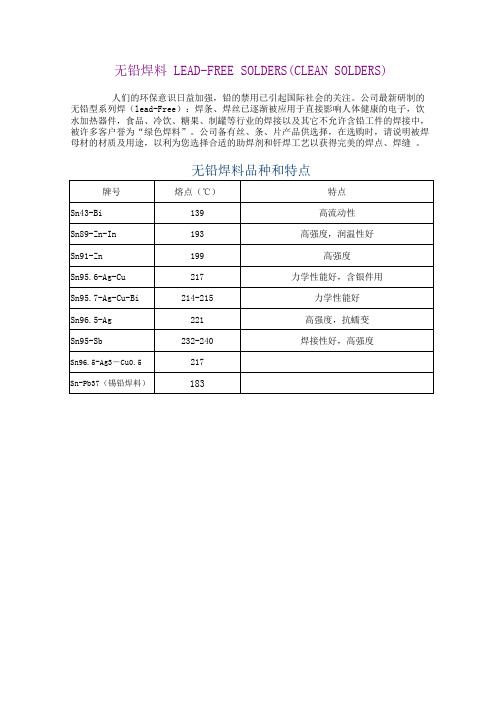
无铅焊料 LEAD-FREE SOLDERS(CLEAN SOLDERS)
人们的环保意识日益加强,铅的禁用已引起国际社会的关注。
公司最新研制的无铅型系列焊(lead-Free):焊条、焊丝已逐渐被应用于直接影响人体健康的电子,饮水加热器件,食品、冷饮、糖果、制罐等行业的焊接以及其它不允许含铅工件的焊接中,被许多客户誉为“绿色焊料”。
公司备有丝、条、片产品供选择,在选购时,请说明被焊母材的材质及用途,以利为您选择合适的助焊剂和钎焊工艺以获得完美的焊点、焊缝 。
无铅焊料品种和特点。
无铅焊料杂质标准及危害.
无铅资料
无铅焊料
一、无铅焊料定义 二、常用无铅焊料 三、无铅焊料性能评估
Solder Free
无铅资料
无铅焊料1-8、无铅焊料中金属杂质对焊料的影响: 【Pb0.05%、Sb0.05%、Bi0.05%、In0.05%、Au0.05%;As0.03%、Fe0.01%、Al0.005%、 P0.005% Zn0.003%、Gd0.002%】【铅、锑、铋、铟、金、砷、铁、铝、锌、镉、磷】 1-8-1、 铅:当含量超过0.1%时,就超过ISO标准 1-8-2、 锑:增加焊料机械强度与电阻增大,当含量超出标准,焊料流动性差,脆而硬 1-8-3、 铋:使焊料的熔点下降并变脆,冷却时焊点容易龟裂 1-8-4、 铟: 1-8-5: 金:易脆,光泽性好 1-8-6、 砷:易脆,硬,可增加流动性,易产生针状结晶 1-8-7、 铁:降低流动性,熔点上升,易产生磁性 1-8-8、 铝:降低流动性,易氧化、腐蚀 1-8-9、 磷:量小时【50ppm】,可增加流动性、抗氧化能力,量多时会腐蚀 1-8-10、锌:降低流动性,焊接面多孔、粗燥 1-8-11、镉:降低流动性,焊接面易产生多孔白色现象
无铅焊锡制程及其特性
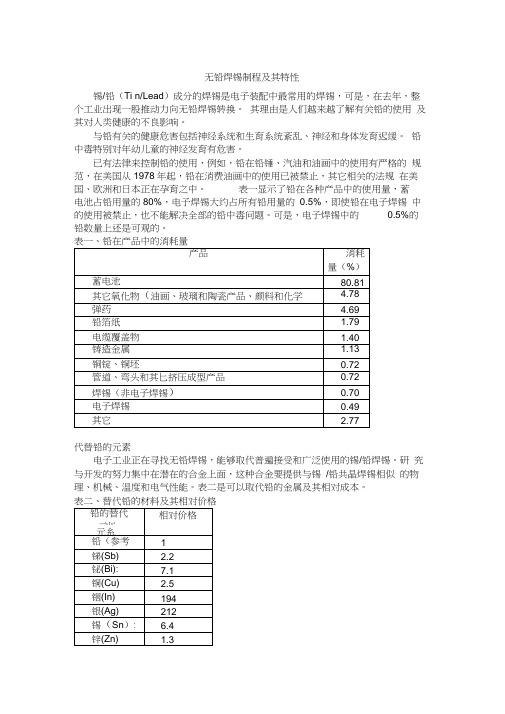
无铅焊锡制程及其特性锡/铅(Ti n/Lead)成分的焊锡是电子装配中最常用的焊锡,可是,在去年,整个工业出现一股推动力向无铅焊锡转换。
其理由是人们越来越了解有关铅的使用及其对人类健康的不良影响。
与铅有关的健康危害包括神经系统和生育系统紊乱、神经和身体发育迟缓。
铅中毒特别对年幼儿童的神经发育有危害。
已有法律来控制铅的使用,例如,铅在铅锤、汽油和油画中的使用有严格的规范,在美国从1978年起,铅在消费油画中的使用已被禁止,其它相关的法规在美国、欧洲和日本正在孕育之中。
表一显示了铅在各种产品中的使用量,蓄电池占铅用量的80%,电子焊锡大约占所有铅用量的0.5%,即使铅在电子焊锡中的使用被禁止,也不能解决全部的铅中毒问题。
可是,电子焊锡中的0.5%的铅数量上还是可观的。
代替铅的元素电子工业正在寻找无铅焊锡,能够取代普遍接受和广泛使用的锡/铅焊锡。
研究与开发的努力集中在潜在的合金上面,这种合金要提供与锡/铅共晶焊锡相似的物理、机械、温度和电气性能。
表二是可以取代铅的金属及其相对成本。
表二、替代铅的材料及其相对价格除了成本之外,还必须了解考虑作为铅替代的元素的供需情况。
如表三所示, 含铋合金从可利用资源的出发点上是无希望的,现在可利用得铋供应可能被全部用完,如果将此合金广泛用于正在蓬勃发展的电子工业。
表三、美国矿产局有关不从表二所显示的潜在替代金属的相对价格看,很明显,许多无铅焊锡将比其替代的锡/铅焊锡贵得多。
例如,铟(In)是用来取代铅的主要元素之一,但它是一种次贵重金属,几乎和银一样贵。
可是应该注意,所建议的焊锡合金的高成本在决定最终产品价格时,并不象最初所显示的那么重要。
因为所需的量少,在装配中,和其它成本因素如:元件、电路板及装配相比,焊锡成本几乎不重要。
所选合金的性能是非常重要的。
无铅焊锡及其特性和温度、机械、蠕变、疲劳特性一样,熔化温度点是最重要的焊锡特性之一。
表四提供了现时能买到的无铅焊锡一览表。
合金元素Ga对Sn_9Zn无铅钎料性能的影响
收稿日期:2007-11-19基金项目:2007年江苏省高等学校大学生实践创新训练计划基金资助项目[苏教高(2007)17号]合金元素Ga 对Sn-9Zn 无铅钎料性能的影响陈文学, 薛松柏, 王 慧, 韩宗杰(南京航空航天大学材料科学与技术学院,南京 210016)摘 要:研究了合金元素Ga 的添加量对Sn -9Zn 无铅钎料熔化特性、润湿性能及其焊点力学性能的影响。
结果表明,添加合金元素Ga 以后,合金的熔点显著降低,熔化温度区间有所增大,润湿性能得到明显改善;合金元素Ga 的添加量(质量分数)在0.5%时,钎料的晶粒组织最为细小均匀,钎料焊点的力学性能最佳;当合金元素Ga 的添加量大于1%时,钎料的润湿性能趋于稳定,钎料组织中晶界处出现黑色富Ga 相,钎料焊点的力学性能大幅度降低。
因此,Sn -9Zn 无铅钎料中合金元素Ga 的最佳添加量为0.5%。
关键词:镓;无铅钎料;熔化特性;润湿性能;力学性能中图分类号:TG425 文献标识码:A 文章编号:0253-360X(2008)04-0037-04陈文学0 序 言在传统电子行业中,Sn-Pb 合金是一种广泛应用于微电子封装及电子产品组装的钎焊连接材料,在所有的电子钎焊材料中占据统治地位,随着集成电路(IC)电子封装技术的发展,钎焊材料的使用进一步增加。
目前全球每年产量为600亿只的集成电路都必须封装,然后再与系统主板进行组装连接[1]。
然而,含铅钎料的大量使用给生态环境带来了严重的威胁,开发无铅钎料替代传统的锡铅钎料已经成为世界关注的课题。
目前,对无铅钎料研究的普遍认识是:Sn-Ag 系、Sn-Cu 系及Sn-Zn 系是最具适用性和发展前途的合金系。
无论是Sn-Ag 钎料还是Sn-Cu 钎料,熔点均高于200e ,对目前大量的元器件而言,采用这些钎料进行焊接,元器件的耐热性很难达到要求,这意味着这些元器件将遭到淘汰。
因此尽管Sn-Zn 系钎料存在许多不足之处,但开发这种熔点低于200e 的无铅钎料正成为世界各国研究的热点。
无铅锡条的主要金属元素

无铅锡条的主要金属元素无铅锡条是一种常用于电子焊接的材料,主要由锡和其他金属元素组成。
本文将介绍无铅锡条中的主要金属元素及其特点。
1. 锡(Sn)锡是无铅锡条的主要成分,其含量通常在99%以上。
锡具有低熔点、良好的延展性和可塑性,是一种理想的焊接材料。
无铅锡条中的锡主要起到连接和填补焊接材料之间的空隙的作用。
2. 银(Ag)银是无铅锡条中常见的合金元素之一,其含量通常在0.3%至3%之间。
银的加入可以提高焊接接头的强度和电导率,使焊接效果更好。
此外,银还能够改善焊接接头的抗腐蚀性能,延长焊接接头的使用寿命。
3. 铜(Cu)铜是无铅锡条中常用的合金元素之一,其含量通常在0.5%至2.8%之间。
铜的加入可以提高焊接接头的强度和硬度,增加焊接接头的机械稳定性。
此外,铜还能够提高焊接接头的导电性能,减小接头的电阻。
4. 锑(Sb)锑是无铅锡条中常见的合金元素之一,其含量通常在0.05%至0.2%之间。
锑的加入可以改善焊接接头的润湿性,使焊接材料更容易与焊接接头表面接触并形成均匀的焊缝。
锑还能够提高无铅锡条的耐腐蚀性能,减少焊接接头的氧化和腐蚀。
5. 镍(Ni)镍是无铅锡条中常用的合金元素之一,其含量通常在0.05%至0.5%之间。
镍的加入可以提高焊接接头的强度和韧性,增加焊接接头的抗拉强度和抗冲击性。
此外,镍还能够提高焊接接头的耐热性和耐腐蚀性,延长焊接接头的使用寿命。
6. 锌(Zn)锌是无铅锡条中常见的合金元素之一,其含量通常在0.01%至0.3%之间。
锌的加入可以提高焊接接头的抗腐蚀性能,减少焊接接头的氧化和腐蚀。
此外,锌还能够提高焊接接头的润湿性,使焊接材料更容易与焊接接头表面接触并形成均匀的焊缝。
无铅锡条的主要金属元素包括锡、银、铜、锑、镍和锌。
这些金属元素的加入可以改善无铅锡条的焊接性能,提高焊接接头的强度、硬度、韧性和耐腐蚀性。
无铅锡条在电子焊接中具有广泛的应用,为焊接接头的连接提供了可靠的保障。
无铅焊料的评价内容

二、无铅焊料的评价内容理想中的无铅焊料最好是与原来Sn-Pb 共晶焊料特性相同的靠近低熔点处的类似型焊料。
共晶焊料的主要特性,除具备低熔点外,能够像纯金属那样在单一温度下熔融、凝固。
作为Sn-Pb 共晶替代物的无铅焊料,也希望具有与Sn-Pb 相同的熔融温度范围、良好的接合性能、润湿性等。
在开发研制过程中,要完全达到原有焊料相同的性质是困难的,只有通过对Sn 基合金添加AS/Bi、In、Cu等元素,组成性能最接近于原来使用焊料的替代物,同时要考虑到替代物(无铅焊料)的无毒性,制造成本,保存稳定性等因素。
图2.1 是无铅焊料中候补合金系示意。
对Sn-Ag 共晶和Sn-Zn 共晶添加Bi、In ,目的是降低其溶点,添加Cu是为了使其组织细微化,并抑制Cu的溶解,随着某些应用上的要求,今后也可能添加Ce、Ni、P等元素。
目前对无铅焊料进行评价,衡量的报告比较少,只有在替代实用过程中,或根据所用素材本身的润湿,使用性能来比较鉴别,以促进无铅焊料的应用发展。
无铅焊料的特征比较见表2.1,含添加了0.5%程度的Cu。
2 无铅焊料的熔融温度范围Sn 基无铅焊料的熔点测定方式有下面三种(l)同原来的热分析(TA )页码;(2)示差热分析(DTA );(3)示差扫描热量分析(DSC )。
通常采用第3种方式,对焊料由液体状态向固体状态转化时,测定其冷却曲线。
这在回流焊接中,因焊料的熔融动态形成的润湿、流向、弯月面是个重要的因素。
各种熔融温度的测定方法特征和低熔点共晶、对固相线、液相线测定的适用性由表2.2 表示,可以看出,低熔点共晶在加热时的DSC 或DTA ,对固相线冷却时的热分析或加热时的DSC ,在液相线冷却时求得是最适宜的。
无铅焊料属Sn 基合金,应充分理解由过冷却因素,需在冷却时进行液相线、固相线温度测定的这个特征。
表2.2 各种熔融温度的侧定方法特征图2.2 是对Sn-3.SAg 合金的测定例,图中(a)的热分析可明显地看到冷却过程时的过冷却,凝固中回到共晶温度时不发生液相线温度误差。
无铅焊料研究报告
无铅焊料研究报告一、引言随着环境保护意识的提高,无铅焊料逐渐成为电子行业的主流选择。
与传统的含铅焊料相比,无铅焊料的优点在于环保、健康和性能优越。
本报告将对无铅焊料进行研究并进行详细分析。
二、无铅焊料的定义无铅焊料是一种不含铅成分的焊料,可以用于电子组装和其他焊接应用中。
它通常包含其他金属合金,如锡、银、铜等,以及一些添加剂来提高焊接性能和可靠性。
三、无铅焊料的环境优点1.减少有害物质释放:传统的含铅焊料在焊接过程中会释放大量有害的铅蒸汽和焊接烟尘,对工人和环境造成危害。
无铅焊料可以减少有害物质的释放,降低环境污染。
2.节约资源:传统的含铅焊料需要大量的铅资源,而铅是一种有限资源。
无铅焊料可以减少对铅的需求,节约资源成本。
四、无铅焊料的健康优点1.降低铅中毒风险:含铅焊料在长期使用过程中,工人可能会受到铅中毒的风险。
铅中毒对健康造成严重影响,甚至可能导致中枢神经系统的损伤。
使用无铅焊料可以有效降低铅中毒风险,保护工人的健康。
2.提高室内空气质量:传统的含铅焊料在焊接过程中会释放有害的铅蒸汽和烟尘,影响室内空气质量。
使用无铅焊料可以改善室内空气质量,保证工作环境的舒适和健康。
五、无铅焊料的性能优点1.良好的焊接性能:无铅焊料在焊接过程中具有良好的可湿润性和流动性,使焊接表面更均匀,提高焊接质量和可靠性。
2.减少焊接温度:无铅焊料可以在较低的焊接温度下完成焊接,减少热量对基板和元器件的影响,避免焊接变形和损坏。
六、无铅焊料的应用领域无铅焊料广泛应用于电子行业的各个领域,包括电子组装、电子焊接、电子维修等。
在现代电子产品中,大多数电子设备都选择使用无铅焊料。
七、无铅焊料的研究进展1.新型合金研发:研究人员正在不断开发新型无铅焊料合金,以改善焊接性能和可靠性。
2.焊接工艺优化:研究人员还在研究如何优化无铅焊料的焊接工艺,使其更适合不同类型的焊接需求。
八、结论无铅焊料作为一种环保、健康和性能优越的焊料,在电子行业中得到广泛应用。
无铅焊锡成分
无铅焊锡成分
无铅焊锡成分是一种新型的焊接材料,它是由多种金属元素组成的合金,其中不含有铅元素。
这种焊锡成分的出现,是为了解决传统焊接材料中含有铅元素对环境和人体健康的危害问题。
无铅焊锡成分的主要成分包括锡、银、铜、锑等元素。
其中,锡是无铅焊锡成分的主要成分,它的含量通常在90%以上。
银的含量在2%~4%之间,铜的含量在0.5%~1.5%之间,锑的含量在0.1%~0.5%之间。
这些元素的比例和含量的不同,会影响无铅焊锡成分的性能和使用效果。
无铅焊锡成分的优点主要有以下几个方面:
1. 环保:无铅焊锡成分不含有铅元素,不会对环境和人体健康造成危害。
2. 焊接性能好:无铅焊锡成分的熔点低,熔化后的液态流动性好,能够很好地填充焊接接头,焊接效果稳定。
3. 抗氧化性好:无铅焊锡成分中含有银元素,能够提高焊接接头的抗氧化性能,延长焊接接头的使用寿命。
4. 电性能好:无铅焊锡成分的电导率高,能够很好地传递电流,适用于电子产品的焊接。
无铅焊锡成分的缺点主要有以下几个方面:
1. 成本高:无铅焊锡成分的成本比传统焊接材料高,会增加生产成本。
2. 焊接温度高:无铅焊锡成分的熔点比传统焊接材料高,需要更高的焊接温度,可能会对焊接接头造成损伤。
3. 焊接接头强度低:无铅焊锡成分的焊接接头强度比传统焊接材料低,需要采取一些措施来提高焊接接头的强度。
总的来说,无铅焊锡成分是一种环保、性能好的焊接材料,它的出现对环境和人体健康保护起到了积极的作用。
随着技术的不断发展,无铅焊锡成分的性能和使用效果也会不断提高,成为未来焊接材料的主流。
无铅焊料的性能及作用
无铅焊料的性能及作用无铅焊料是一种用于电子行业中的重要焊接材料,由于其无铅的特性,被广泛应用于电子产品的生产中。
本文将对无铅焊料的性能和作用进行详细介绍。
一、无铅焊料的性能1.熔点低:与传统的铅锡焊料相比,无铅焊料的熔点较低。
低熔点有助于减少电子元器件的热应力,提高产品的可靠性。
2.良好的湿润性:无铅焊料具有较好的湿润性,可以快速覆盖焊接表面,形成均匀的焊点。
这有助于提高焊接质量和焊接效率。
3.优良的扩散性:无铅焊料与基材之间具有良好的扩散性,可以形成稳定的焊接点。
与铅锡焊相比,无铅焊料的扩散性更好,抗冷焊效果更优秀。
4.高可靠性:无铅焊料可以有效降低焊接点的应力,提高焊点的可靠性。
由于电子元器件在使用过程中往往会受到温度变化和机械应力的影响,如果焊点可靠性不高,容易出现开焊和冷焊等问题。
5.环保无毒:无铅焊料不含有害铅元素,符合环保要求,不会对环境和人体健康产生危害。
二、无铅焊料的作用1.提高电子产品的质量:无铅焊料具有良好的湿润性和扩散性,可以形成高质量的焊接点,从而提高电子产品的可靠性和性能。
2.保护环境:传统的铅锡焊料含有大量的有害铅元素,不仅对环境产生污染,而且对人体健康有害。
使用无铅焊料可以有效避免这些问题,保护环境和人的健康。
3.符合法规要求:由于无铅焊料对环境和人体的安全没有危害,因此符合国际法规和相关指令的要求。
在一些国家和地区,如欧盟,使用无铅焊料已成为法律法规的规定。
4.促进产业升级:无铅焊料的应用推动了电子行业的产业升级。
随着环保意识的提高,越来越多的企业开始采用无铅焊料,从而促进了焊接技术的进步和行业的发展。
5.降低生产成本:无铅焊料的成本相对较低,使用无铅焊料可以降低生产成本。
此外,由于无铅焊料的熔点较低,可以减少能耗,进一步节约生产成本。
综上所述,无铅焊料具有熔点低、湿润性好、扩散性优良、高可靠性和环保无毒等优点。
它在提高电子产品质量、保护环境、符合法规要求、促进产业升级和降低生产成本等方面发挥着重要作用。
无铅焊料的介绍
无铅焊料的介绍一、无铅的背景(为什么需要无铅)◆�20世纪90年代中叶日本和欧盟,就已经作出了相应的立法。
日本规定2001年在电子工业中淘汰铅焊料,欧盟的淘汰期为2004年,美国也在做这方面工作(2008年全面使用无铅产品)我们国家正在进行研究和开发无铅产品,顺应时代潮流。
◆�电子产品报废以后,P CB板焊料中的铅易溶于含氧的水中。
污染水源,破坏环境。
可溶解性使它在人体内累积,损害神经、导致呆滞、高血压、贫血、生殖功能障碍等疾病;浓度过大,可能致癌。
珍惜生命,时代要求无铅的产品。
二、常用无铅焊料成份◆Zn可降低Sn的熔点,若Zn增加高于9%后,熔点会上升,Bi跟着降低Sn-Zn,但随着Bi的增加,其脆性也会增大。
◆Zn可降低Sn的熔点,若Zn增加高于9%后,熔点会上升,Bi跟着降低Sn-Zn,但随着Bi的增加,其脆性也会增大。
◆此类是目前最常用的一种无铅焊料,它的性能比较稳定,各种焊接参数特性接近有铅焊料。
◆虽然In可使Sn合金的液相线和固相线降低,但是它的耐热疲劳性、延展性、合金变脆性、加工性差等缺陷,所以目前很少使用此配方。
三、无铅焊料的特性◆v Sn-Ag-Cu溶点(217℃)较高,高温(260±3℃) 即可。
v ◆无铅产品是绿色环保的先锋,有益人类身心健康,没有腐蚀性。
◆比重略小,近次于锡的比重。
◆流动性差四、无铅焊接需要面对的问题◆合金本身的结构,使它跟有铅焊料相比,比较脆,弹性不好ØSn-Zn合金的液相线和固相线的熔点会增高,但随着Bi的质量数的增大,焊料的熔化间隔即固液间隔增大,所以B i就会使合金熔点降低、脆性也比(有铅)增大。
◆浸润性差,只会扩张,不会收缩Sn-Ag系合金添加Cu时,共晶点会改变。
当Ag的质量分数增加4.8%、Cu 增加约1.8%时产生共晶,如果在合金添加In时,将会造成提高合金微细化强度和扩张特性的同时,表面会形成氧化膜,所以浸润性稍差. ◆色彩暗淡,光泽度稍Ø因为在无铅焊料的搭配中,磷的元素限制了使用,所以光泽度稍差,但并不影响其它质量问题。
无铅焊料的性能(马扬12721377)

无铅焊料的性能
无铅焊料的性能
在当前研究的无铅焊料中,SnAgCu系焊料 合金以其优良的润滑性能和力学性能被普 遍认为是最有潜力的含铅焊料Байду номын сангаас替代品。 SnBi系焊料的部分机械性能高于含铅焊料, 是一种理想的低温钎焊无铅焊料。但二者 在延伸率方面都存在不足,通过添加稀土 元素可以进一步提高无铅焊料的综合性能。
无铅的背景
• 珍惜生命,时代要求无铅 的产品。
无铅焊料的优缺点
以下3张图片是近期对世界主要电子 产品制造商对于的问卷调查结果
• 现在的电子产品几乎不再以Pb作为作为焊 接焊料的原材料,以SnAgCu为主的无铅焊 料已经取代了以SnPb焊料为主的有铅焊料, 广泛应用于电子产品的组装焊接。
无铅焊料的优缺点
无铅的背景
• 焊料是用于添加到焊缝、堆焊层和纤缝中 的金属合金材料的总称。包括焊丝、焊条、 纤料等。 • 焊料从发明到使用,已有几千年的历史。 锡铅(SnPb)焊料以其优异的性能和低廉 的成本,一直受到人们的重用,作为电子 组装焊接中的主要焊接材料。
无铅的背景
但是随着环境保护意识的增强,铅及其化 合物被环境保护机构列入17种对人体和环 境危害最大的化学物质之一。根据美国卫 生和城市发展规划部(HUD)的研究:铅 及其化合物的剧毒性是不可分解的,铅会 使人体内的蛋白质凝固,损害人的中枢神 经,造成神经系统和代谢系统紊乱,会导 致人引发高血压、贫血和生殖功能障碍等 疾病,过量时能够致癌。
• 几乎所有的无铅焊料都是以Sn为主要成分 来发展的,通过添加In、Ag、Bi、Zn、Cu 和Al,构成二元、三元或者四元共晶合金系。 主要是因为共晶合金具有单一和较低的熔 点
无铅焊料的性能
电子装联中钎焊接头不仅起到传输 电信号的电连接作用,同时也起到 机械连接的作用,因此焊料合金必 须具备足够的力学性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
从元素周期表认识无铅焊料的性能
人们对无铅焊料已做了广泛的研究,并已开发出三大系列无铅焊料(表1)。
但这几大系列无铅焊料的部分性能,特别是焊接性能/润湿性、焊接温度/工艺性以及经济性等方面,尚不及SnPb焊料。
考察这些元素在元素周期表中的位置,我们不难看出,为什么已开发出的无铅焊料在性能上只能部分达到SnPb焊料的水平?或者说,为什么寻找真正能与SnPb合金相同性能的物质是非常非常的困难?
焊料合金元素在元素周期表中的位置
目前,已经开发成功的无铅焊料的合金成份,基本上由下列元素组成(图1)。
元素周期表(表2)显示,这几种元素作为焊膏的合金成分几乎是“非君莫属”。
图1 无铅焊料的基本元素
SnPb合金最符合“相似相融”原则
Sn-Pb焊料几乎有了几千年的历史,至今尚无法完全取代它们,表观上与他们的物化性能有关,而最根本的原因是与Sn、Pb两元素在周期表中的位置有关,它们均是第Ⅳ主族元素,排列位置紧紧相连(Sn 在第五周期内,Pb在第六周期内),就好象同一家族内的弟兄俩一样,血脉相通,它们之间互熔性能好,合金本身不存在金属间化合物(IMC)。
但又由于Pb在元素周期表中是第82号元素位,碳族的末端,属第六周期。
而Sn在元素周期表中是
第50号元素,排列在次末端,属第五周期。
因为Pb的核电荷数为82,远大于核电荷为50的Sn,故通常Sn可以失去最外层的4个电子形成Sn4+离子,如SnO2,故Sn呈现出明显的金属性能,而Pb原子外层也有4个电子,但因核电荷数有82个,对最外层4个电子有大的引力,故通常Pb只能失去2个电子,形成Pb2+离子,如PbO,故Pb元素的活泼性不及Sn元素的活泼性,因此在使用SnPb焊料焊接金属Cu时,实际上只有Sn参与被焊金属Cu等的结合,而Pb不参与反应,Sn与Cu通过相互扩散的原理,形成金属间化合物Cu6Sn5,焊接学中这种扩散又称之为选择性的扩散,但微观的原因仍是由Sn、Pb元素的原子结构所决定,不同的原子结构显示出Sn的活性要高于Pb。
为何Sn仍将是焊料的基材?
由于Pb的有害性而将被取代,然而Sn仍是作用优良的焊料基材而被利用,这是因为Sn和其它许多金属之间有良好的亲和作用,它的熔点低,无毒无公害,特别是在地球上储藏量大,价格低,因而仍是一种无法取代的焊料基材,因此所谓的无铅焊料仍是以Sn为基材的焊料,既然Sn的位置已定,从元素周期表来看,任何元素都无法代替Pb而构成类似Sn-Pb合金的焊料。
以Bi为例,Bi是除Pb以外离Sn较近元素,Bi是元素周期中排在第Ⅴ主族(氮族)元素的末位,若从周期上看,Bi排在第六周期期第15列与Pb在同一周期,但Pb排在第14列,根据上述的规律Bi与Sn 不是同族元素,并且Bi的金属性比Pb要弱,表3为Sn、Pb、Bi三者的部分物理常数。
从表3中看出,Bi的非金属性明显比Pb强,Bi是菱状晶体(类似金属晶体),具有脆性,SnBi合金的导电/导热性能不及SnPb合金,Bi与Sn有较好的互熔性,但Sn-Bi合金硬度高,延伸性低,不能拉成丝,一句话SnBi合金焊料不及SnPb合金焊料那样好。
只要将相关金属的熔点同它们与Sn构成的共晶合金比例进行比较(图1),就会发现有一个有趣的规律,即随着金属熔点的降低或者更准确地说,随着金属熔点向Sn熔点的靠近,这些金属与Sn的共晶成份的比例就明显提高(表4),这也形象地验证了“相似相融”的原则。
挑选合金配方不是改进无铅焊料性能的唯一方法
已开发出来的Sn-Zn、Sn-Ag、Sn-Cu合金等无铅焊料的部分性能,特别是焊接性能尚达不到Sn-Pb 焊料的水平,这与它们在元素周期表中的位置以及原子结构有着密切的关系。
尽管人们很难找到一种合金其性能完全取代Sn-Pb焊料,但人们通过大量的研究,Sn-Ag-Cu系无铅焊料除了熔点高,可焊性差和价格高以外,其它性能如机械性能/抗疲劳性能已超过Sn-Pb焊料,无铅焊料可焊性差的原因,在于Ag、Cu等金属易于同Sn化合成IMC,如Cu6Sn5,Ag3Sn,它们抑制了Sn的流动性,见示意图2。
图2 Ag3Sn抑制了Sn的流动
而锡铅元素在元素周期表中排列均是Ⅳ类主族元素,排列很近,它们之间互熔性良好,并且合金本身不存在金属间化合物, 故Sn-Pb焊料流动性好,见示意图3。
图3 Sn-Pb焊料流动性好
无铅焊料的表面张力大,焊接时润湿角大,其改善的办法在于一方面在上述合金中可以添加微量金属,以改善无铅焊料的易氧化性达到降低其表面张力(目前这方面已有明显进步),另一方面研制一种性能优良的助焊剂,以增强焊料的可焊性能。
这意味着也会降低它们的焊接温度,比如无铅锡膏中助焊剂采用烯羟基化合物,它是一种独特的树枝状聚合物(Ploy-edndnimer)活化剂,它不仅可增强焊膏的防潮性能,有效地消除焊膏飞溅和排气效应,同时具有有机金属熬合作用,可熬合多种金属离子(Cu2+,Ni2+ PbAg),这样再流焊时,这类的助焊剂可以有效地熬合着各种Ag3Sn ,Cu6Sn5等金属间化合物,这类的树枝状聚合物熬合剂起始温度约为140℃,起熬合作用的温度在180℃,从而起到有利于Sn原子的润湿性,达到降低无铅焊料的表面张力,增加焊料可焊性的作用。
此外,新型的助焊剂还使得配成的锡膏不易粘着模板与刮刀,有利于锡膏滚动性和离网性,并保证锡膏能迅速地与刮刀,模板窗口分离。
目前的一种观点是:无铅焊料的焊接温度定义在“焊料的熔点+10℃”,以Sn-3.5Ag-0.9Cu为例,它的熔点为218℃,加上10℃为228℃,以230℃的温度来焊接,这几乎同Sn-Pb焊料的焊接性能差不多。
通常助焊剂是有机化合物,它可以通过合成的方法来得到,这比创造出一个新元素要方便得多。
因此无铅焊料的前途可通过寻找微量元素、改善焊料的综合性能、以及研制新型的助焊剂以提高焊料的焊接性能。
尽管已有的无铅焊料尚未完全达到Sn-Pb焊料的综合性能,但这并不能阻碍电子制造无铅转换的进程。
元素周期表揭示了一种元素不同于另一种元素的根本原因在于它们的原子核电荷数有差别,元素的核电荷数等于它在元素周期表中的位号数,并且元素以及由它所形成的单质和化合物的性质,随着元素的原子序数(核电荷数)的依次递增呈现周期性的变化,物质在不同条件下表现出的各种性质,不论是物理的还是化学性质都与它们的结构有关。
表2元素周期表
元素周期表中有七个横行,表示七个周期,表中共有十八个纵行,分别列出各类元素(103种),其中标有ⅠA~ⅦA的为第一类~ 第七类主族元素,标有Ⅷ的为第八类元素,标有0的为零类元素,即稀有气体,所有副族元素都在标有ⅠB~ⅦB的各纵行中。
元素周期表给人们提供了下述规律:首先,尽管地球上物质非常丰富,但构成物质的基本元素仅有103种,去除非金属元素、强活性金属、放射性元素、有害元素而真正能用于电子产品焊接材料的元素是屈指可数的。
其次,元素周期表中同一族的主族元素从上而下起非金属性能减弱,而金属性能增强,但位于主族末端的元素由于核电荷数的增加又会抑制其元素的金属性能,而在同一周期中,元素自右向左则由典型的金属元素过渡到非金属元素。
另外,通常两种金属互熔的程度取决于原子半径以及它们元素周期表中的位置,晶体类型等。
一般说,若两者在周期表中位置相近,晶格类型相同、电子结构相似、原子半径差别小,则它们的互熔程度就要高,俗话说:“相似相融”。