我国轧钢生产技术近年来的进步与发展_一_翁宇庆
中国轧钢技术的发展现状和展望

中国轧钢技术的发展现状和展望轧钢技术是指通过各种轧制工艺将钢锭、钢坯或钢材加工成所需形状和性能的产品。
作为钢铁工业的重要组成部分,轧钢技术的发展对于提高钢铁产品质量和降低能耗具有重要意义。
本文将介绍中国轧钢技术的发展现状、取得的成果、未来发展方向以及面临的瓶颈问题。
轧钢技术有着悠久的历史,经历了从初期的手动轧制到现代自动化轧制的发展过程。
中国轧钢行业在近几十年来取得了长足的进步,成为世界上最大的钢铁生产和消费国。
不过,与发达国家相比,中国轧钢技术还存在一定的差距,主要表现在工艺技术水平、装备水平和产品性能等方面。
高效轧制技术:中国已成功研发出了一系列高效轧制技术,如控轧控冷技术、连铸坯热装热送技术等,有效提高了轧钢生产效率和产品质量。
特种钢材开发:中国在特种钢材开发方面取得了重要突破,如高速铁路用钢、汽车用高强度钢等,达到了国际先进水平。
自动化智能化技术:随着自动化和智能化技术的发展,中国轧钢行业积极引进和研发相关技术,实现了生产线自动化、智能化控制,提高了产品质量和生产效率。
工艺技术水平较低:与发达国家相比,中国部分轧钢工艺技术水平还比较落后,如精密轧制、高效矫直等技术有待进一步提高。
装备水平不高:中国轧钢装备整体水平还有待提高,部分设备仍存在精度低、稳定性差等问题。
产品性能差距较大:部分轧制产品的性能与国际先进水平存在一定差距,如高强度钢材、高温合金等。
高效化:全球轧钢技术正在向高效化方向发展,通过提高生产效率、降低能耗来降低生产成本。
自动化智能化:随着人工智能、物联网等技术的发展,轧钢生产的自动化和智能化水平将得到进一步提升。
绿色环保:环保成为全球钢铁行业的共同课题,通过采用环保技术和设备来降低轧钢生产过程中的环境污染。
提升工艺技术水平:加大对高效轧制、精密轧制等技术的研发和应用力度,提高轧钢生产效率和产品质量。
优化产业结构:通过淘汰落后产能、推动企业兼并重组等方式,优化轧钢产业结构,提高产业集中度和竞争力。
轧钢技术的现状和新发展

轧钢技术的现状和新发展摘要:中国轧钢工作者要进一步加强的技术改造,突破制约钢铁轧制技术发展的关键和共性技术,大力开发节能减排、创新性和前沿性新技术、新装备,实现钢铁材料的减量化、节约型制造,推动钢铁工业的可持续发展。
关键词:轧钢技术现状新发展前言经过改革开放以来的持续发展,中国已经建设了一大批具有国际先进水平的轧钢生产线,比较全面地掌握了国际上最先进的轧制技术,具备了轧钢先进设备的开发、设计、制造能力,一大批国民经济急需、具有国际先进水平的钢材产品源源不断地供应国民经济各个部门,为中国经济与社会发展、人民幸福安康提供了重要的基础原材料。
一、中国轧钢技术的发展概况改革开放以来,以宝钢建设为契机,中国成套引进了热连轧、薄板坯连铸连轧、冷连轧、中厚板轧制、棒线轧制、长材轧制、钢管轧制等各类轧制工艺技术以及相应的轧制设备和自动化系统,开始了轧制技术的跨越式发展的第一步。
通过引进技术的消化吸收和再创新,中国快速掌握了轧钢领域的前沿工艺技术;通过设备的合作制造以及自主研发,中国掌握了重型轧机的设计、制造、安装的核心技术,逐步具备了自主集成和开发建设先进轧机的能力;利用先进的工艺和装备技术,以及严格科学精细的管理,开发了一大批先进的钢铁材料,满足了经济发展的急需,产品的质量水平不断提高。
进入21 世纪以来,轧钢战线的广大科技工作者遵循“自主创新,重点跨越,支撑发展,引领未来”的科技发展方针,以节省资源和能源、工艺和产品的绿色化、实现可持续发展为目标,在工艺、装备、产品等方面开展技术创新,逐步解决制约轧钢技术发展的重大关键技术和共性技术问题,自主建设并高效运行了一大批轧钢生产线,推动了轧钢工业的跨越式发展。
二、热连轧的技术发展1热带钢装备技术进步现在热连轧机很多的技术发展依然集中在板形、厚度精度、温度与性能的精准控制、表面的质量控制等方面,比如广泛使用的强力弯辊(WRB) 系统、工作辊窜辊( HCW、CVC) 和对辊交叉( PC) 技术,工作辊的精细冷却、高精度的数学模型的不断改进等,都使热轧产品的质量不断提高。
轧钢技术的现状和新发展概述
轧钢技术的现状和新发展概述发布时间:2022-05-06T07:28:00.843Z 来源:《新型城镇化》2022年5期作者:雷玉臣[导读] 联系实际分析轧钢生产中新工艺、新技术的应用,对于生产企业整体生产技术水平提升是十分重要的。
建龙北满特殊钢有限责任公司黑龙江省齐齐哈尔市 161041摘要:我国经济不断发展,经济水平不断提高。
特别是改革开放以来,我国在钢铁行业取得了较大进步,钢铁生产工艺以及钢铁生产技术水平都有所提升。
另外,钢铁生产技术以及相关材料的各方面也在进步,越来越多的专业人士开始对轧钢生产感兴趣,并展开不同程度的研究。
本文研究分析了轧钢技术现状和新发展情况,希望能为同行人士带来参考价值,以实现轧钢生产的更好发展。
关键词:轧钢技术;现状;新发展;工艺引言我国是世界上钢铁产量最大的国家之一,年产量超过100000余万吨,在科技的加持下,各项生产日益完善,轧钢生产质量也明显提升。
然而,由于我国在轧钢生产方面起步较晚,还存在一些不完善之处,需不断引入新技术、新工艺,提高轧钢生产质量。
因此,联系实际分析轧钢生产中新工艺、新技术的应用,对于生产企业整体生产技术水平提升是十分重要的。
一、轧钢生产工艺现状概述轧钢生产工艺被广泛应用到重工业的生产过程中,各种机械器件的生产加工均会使用到该项技术。
轧钢生产工艺会根据生产厂家的具体情况,加工原材料,并加以整合,从而能够将原材料加工制造成成品。
然而,在具体生产加工的过程中,还会使用到一些热轧工艺与冷轧工艺。
轧钢技术是指利用机械设备将钢材原料原有的形态特征彻底改变,然而改变钢材原料原有特征的机械设备通常需要消耗非常高的能量,所需的机械强度也非常高,基本上所有的机械设备都需要使用电能。
除此以外,一些钢材在生产加工的过程中,首先需要在高温环境中操作,当高温加热完成后,就需要马上对其进行冷却,在这样的生产过程中,发现将会消耗掉许多能源,一些能源被白白浪费掉。
总而言之,轧钢生产工艺在生产过程中需要消耗过多能源的原因有两个方面,首先是利用机械设备来加工钢材原材料,塑形过程同样需要较多能量;其次就是钢材的生产过程,在高温加热之后,就需要低温冷却,这两个过程同样会消耗大量的能量。
中国钢铁轧制技术的进步与发展趋势

中国钢铁轧制技术的进步与发展趋势随着我国经济的快速发展,钢铁材料产量的需求呈现出爆发式增长。
为满足市场需求,钢铁轧制技术也在不断发展和进步。
本文将从技术层面探讨我国钢铁轧制技术的进步与发展趋势。
一、高端钢铁材料的需求趋势我国的钢铁产业从存量革命到优质化引领,经历了快速发展。
当前,我国产量已经达到了全球领先地位。
然而,仍然需要满足更高端的需求,例如重要工程和高端用途的钢铁材料。
这些钢铁材料需要较高的机械性能、化学成分和微观组织,才能满足设计和使用要求。
在这种情况下,提高钢铁材料的热加工技术是至关重要的。
因为钢材的热加工过程会改变其物理性能和微观结构。
例如,精确控制钢材的温度和时间可以影响钢材的硬度、强度、韧性和延展性。
所以,钢铁轧制技术的研究和发展变得尤为重要。
我国的钢铁轧制技术从20世纪初开始逐步完善。
最初,轧制主要依赖于人工劳动和手工车间。
20世纪60年代,我国引进外国轧机和轧制技术,开始实施全面改造和技术革新。
此后,新的轧机、轧制好工艺和工具被引入,使得我国的钢铁轧制产量和质量得到了提高。
目前,我国正处于钢铁产业优化升级的时期。
技术创新和成果转化为我国钢铁产业的发展带来了广阔的空间。
作为最具代表性的热加工工艺,钢铁轧制技术的发展已经成为制约或推动我国钢铁产业进一步发展的关键因素之一。
1. 轧制工艺自动控制和模型预测钢铁轧制工艺自动控制和模型预测是未来发展的应用方向之一。
在轧制过程中,自动控制技术可以实现较高精度的温度和厚度控制,提高轧制效率和质量。
预测模型可以辅助操作员及时调整工艺参数、解决工艺失控问题,并且通过基于数据的思考和分析,推动轧制技术的进步。
2. 智能轧机系统智能轧机系统是未来发展的另一个应用方向,在轧制过程中可以监测并控制轧机参数,提高管控能力和监测效果。
通过大数据和机器学习算法的支撑,这种系统能够对钢铁轧制遇到的各种问题进行预警或自动修复,提升生产工艺的智能化和自动化程度。
3. 信息化和数字化技术信息化和数字化技术可以改变轧制过程中的人工操作和决策过程,提高操作及决策的准确率和精度。
中国轧钢技术的发展现状和展望

中国轧钢技术的发展现状和展望一、发展现状1.技术水平提升2.设备自主研发中国轧钢技术的另一个重要进展是设备的自主研发。
过去,中国的钢铁行业依赖于进口设备,但现在情况已经改变。
近年来,中国钢铁企业大力推动设备的自主创新和研发,不断提高设备制造水平,并逐步减少对进口设备的依赖。
3.品种多样化4.绿色环保在技术发展的同时,中国轧钢技术也在积极推动绿色环保。
钢铁行业是一个高能耗、高排放的行业,但随着环保意识的增强,轧钢企业开始重视减少能源消耗和环境污染。
通过技术创新和改进,轧钢工艺不断优化,减少二氧化碳和废气的排放。
二、展望1.技术创新未来,中国轧钢技术将继续加大技术创新力度,提高技术水平和竞争力。
优化工艺流程、提升设备制造水平、加强智能化改造,将成为技术创新的重点。
同时,应加强与科研机构和高校的合作,加强基础研究,掌握核心技术,推动钢铁行业的创新发展。
2.提高产品品质随着轧钢技术的不断进步,未来的发展将更加注重产品品质的提高。
通过提升工艺与材料的结合性能,探索新型合金材料和加工工艺,以提高产品质量和性能。
同时,加强质量控制和监管,推动中国钢材产业向高质量发展。
3.绿色可持续发展未来,中国轧钢技术将继续积极推动绿色可持续发展。
技术创新将聚焦于节能减排和废弃物利用,通过提高能源利用效率、减少废弃物的生成和加强废弃物处理,实现钢铁行业的绿色转型。
4.国际合作总之,中国轧钢技术在过去几十年取得了长足的进步,但仍然面临着很多挑战。
未来,中国轧钢技术将继续发展,通过技术创新、产品品质提高、绿色可持续发展和国际合作,推动钢铁行业向更高水平发展,为中国经济的可持续发展做出更大贡献。
中国轧钢技术的发展现状和展望

中国轧钢技术的发展现状和展望
中国是全球最大的钢铁生产国,并且钢材产量持续增长。
轧钢技术是钢材生产
主要工艺之一,其发展对于提高钢铁生产效率、质量和节能减排具有重要意义。
当前,中国轧钢技术正朝着高效、智能、绿色的方向发展。
一方面,钢厂开始
采用先进的轧机和轧辊,并配合自动化控制系统和在线质检系统,以提高生产效率和品质;另一方面,环保和节能减排成为越来越重要的问题,钢厂开始采用清洁生产技术和新型炉料,例如废钢和可再生能源。
未来,随着工业4.0和数字化技术的普及,轧钢技术将会更加智能化,例如通
过物联网技术实现设备和生产过程的远程监控、预测性维护等。
同时,绿色和低碳依然是轧钢技术发展的重点,包括采用清洁生产技术、绿色制造和再生资源利用等。
总之,随着技术的不断进步和环保意识的加强,中国轧钢技术的未来发展有望实现高效、智能、绿色、低碳等目标。
中国轧钢技术的进步与展望(中文)通栏

中国轧钢技术的进步与展望张树堂陈其安王国栋周积智刘相华(中国金属学会轧钢学会)摘要在二十世纪最后10年,中国轧钢技术取得了很大进步,主要表现在:先进生产流程的逐步确立;轧钢生产装备、技术的现代化;国产化比例日益增高,新技术得到应用推广;轧钢产品的品种调整已取得初步成效,质量有了较大幅度提高;一些重大开发和研究项目取得了重大进展。
关键词轧钢技术现代化品种调整PROGRESS AND PROSPECT OF STEEL ROLLING TECHNIQUE IN CHINAZhang Shutang Chen Qi’an Wang Guodong Zhou Jizhi(CSM Institute of Metalworking)ABSTRACT In the last 10 years of 20th century, the progress of steel rolling technique in China was obtained and has mainly been observed in following areas: gradual set-up of advanced production route; modernization of steel rolling equipment and technique; increase of domestic manufacturing ratio for new and revamping projects, adoption of new technique; primary result s of rolled product variety adjustment obtained, improvement of product quality; major progress of some R & D projects.KEY WORDS steel rolling technique, modernization, rolled product variety adjustment从1990年到1995年,中国钢铁产量年平均增长率达到了7.2%。
中国金属学会
目录一、大会1、我国轧钢技术的进步与今后发展趋势――――――――――――――――中国金属学会翁宇庆(原文章179号)2、国外轧钢技术现状及发展动态―――――――――――――北京科技大学材料与工程学院新金属材料国家重点实验室康永林(原文章56号)3、新一代建筑钢结构用钢的标准体系分析――――――――――冶金工业信息标准研究院王丽敏(原文章23号)4、我国桥梁用钢的现状及耐候桥梁钢的发展―――――――――――武钢集团公司研究部郭爱民(原文章92号)5、热卷箱在梅钢传统热轧产线改造中的实践――――――――宝钢股份梅山钢铁有限公司陈应耀(原文章155号)6、中国钢材深加工产业拓展的战略审视―――――――――――――宝钢产业发展有限公司曹清(原文章154号)7、八钢无槽轧制技术的研究和实践――――――――――宝钢集团新疆八一钢铁有限公司李子文(原文章号12号)8、以超快速冷却为核心的新一代TMCP技术―――――――――――――――――东北大学王国栋(原文章88号)9、限制有害物质热镀锌钢板开发及应用――――――――――――――攀枝花钢铁研究院张开坚(原文章178号)10、热连轧生产自动化控制系统的发展和技术进步―――――――――北京科技大学高效轧制国家工程研究中心唐荻(原文章156号)11、核电用管现状及国产化进展―――――――――――――――――――――攀成钢公司成海涛(原文章190号)二、板带类1、热轧后停留时间对高层建筑用钢板屈强比的影响―――――――――――东北大学轧制技术及连轧自动化国家重点实验室王庆敏许云波赵德文王国栋(原文章82号)2、终轧温度对高强度耐候钢性的影响―――――――武钢公司研究院刘志勇陈吉清胡敏宋有来(原文章87号)3、FTSR生产线铁素体轧制低碳钢板工艺研究―――――――――本钢集团公司技术中心李毅伟韩伟王鲁宁于庆龙(原文章159号)4、冷轧深冲汽车板压下率及组织结构演变研究――――本钢板材股份公司冷轧薄板厂王悦刘昌伟(原文章157号)5、工程机械用高强钢620MPa级的开发和生产―――――――宝钢股份宝钢分公司厚板厂张向葵(原文章169号)6、控制冷却对HJ58钢中厚板性能的影响―――――武钢研究院胡敏陈吉清刘志勇宋有来郑华(原文章168号)7、鞍钢股份冷轧厂1500平整机技术改造――――――――――鞍钢股份公司冷轧厂李世声董广李明伟陈海朋秦大伟宋君刘炳刚张国立(原文章104号)8、用原始辊型法改善热轧带钢板形工艺研究――――――――――――――太钢集团公司辛建卿北京科技大学高效轧制国家重点工程研究中心余伟唐荻(原文章127号)9、冷轧钢板表面粗糙度影响因素的分析――――――――――鞍钢股份公司冷轧厂张建军孟昭萍(原文章110号)10、极薄板冷连轧机换辊启动板形控制―――――――宝钢股份有限公司冷轧厂李峰李有元郑涛重庆工学院材料科学工程学院周志明东北大学轧制技术及连轧自动化国家重点实验室邓天勇(原文章89号)11、汽车大梁用热轧黑皮表面钢板355L有研制―――――――――鞍钢股份热轧带钢厂谷春阳时晓光徐岩松张紫茵韩斌(原文章113号)12、冷轧轧硬卷表面浮化液斑的形成机理及改进措施――莱钢集团有限公司板带厂高荣庆陈学涛(原文章号32号)13、高强度包装用钢带的研制―――――――――武钢集团鄂钢公司科学技术协会徐作健李明福武钢集团公司鄂钢公司技术部盛细刚(原文章59号)14、莱钢1500热带层冷却过程控制新技术应用――――莱钢银山型钢有限公司板带厂杨波李永强(原文章30号)15、双机架可逆冷轧机张力控制系统的研究――――――――武钢集团鄂钢公司冷轧薄板厂高为树(原文章69号)16、层流冷却分布式在线模型的开发与应用―――――――宝钢股份公司宝钢分公司热轧厂单旭沂宝钢股份公司宝钢分公司设备部张智勇(原文章78号)17、浅析彩涂板表面点状缺陷的产生与控制――――――――――――――鞍钢股份冷轧厂周木庭(原文章96号)18、热带钢横断面局部高点的产生与解决方法―――――――――――东北大学轧制技术及连轧自动化国家重点实验室夏小明邱洪双宝钢集团梅山钢铁公司热轧板厂方少华曹伟文(原文章55号)19、连续热镀锌线带钢折皱和断带原因分析及控制措施―――――――――武钢集团鄂钢公司冷轧薄板厂周学会王正凯(原文章68号)20、耐候性结构钢中宽带开发及工艺研究――――――唐山建龙实业有限公司技术处庞瑞勇鞠伟(原文章165号)21、连轧过程仿真开发及展望――――河北理工大学冶金与能源学院郑申白马劲红张荣华曹敏河北理工大学计算机与控制学院张瑞成(原文章130号)22、宝钢1880mm热轧工艺装备技术选型分析及其投产一年来的生产实绩评价―――――宝钢股份宝钢分公司黄传清(原文章177号)23、中国厚板坯高效连铸连轧CESP工艺技术――――――――宝钢股份梅山钢铁有限公司陈应耀宝钢股份梅山钢铁有限公司热轧板厂凌爱兵(原文章147号)24、冷轧产品质量对原料及上下游工序要求的初步探讨―――――――――――北京首钢国际工程技术有限公司何云飞何磊李普侯俊达(原文章10号)25、当代汽车用拼焊产品发展现状――――鞍钢股份公司技术中心张志勤何立波高真风秦子然(原文章107号)26、国产12辊轧机的新发展―――――――――――北京斯蒂尔罗林科技发展有限公司辛鲁湘方礼刘文超李祥福(原文章162号)27、武钢热轧1580导卫装置存在有问题改进――――――――――――武钢股份有限公司热轧带钢厂吴进周云松蔡延擘陈一峰(原文章8号)28、带钢翅头(扣头)原因分析和改进―――――――――――――武钢股份公司热轧带钢厂杨澄(原文章22号)29、simadyn-d在宽带主轧机系统的新功能开发―――――――――――莱芜钢铁股份有限公司板带厂柳建波高桂红何敬秋王建春李斌(原文章26号)30、带钢超薄规格的研究与开发―――――――――莱钢股份有限公司板带厂刘义学于云霞尚超(原文章28号)31、莱钢1500mm宽带钢坯测长度、定位在装钢过程中的应用―――――――――莱钢集团有限公司板带厂何敬秋柳建波高贵红何新颖田晓斐(原文章29号)32、莱钢板坯加热炉优化改造与实践―――――――――――莱钢银山型钢有限公司板带厂庞晓梅莱钢型钢厂孙斌(原文章31号)33、利用稀土磁盘净化设备提高620mm带钢浊环水质―――莱钢集团有限公司板带厂王春燕李涛(原文章33号)34、普通彩涂基板的生产――――――――――――――武钢集团鄂钢公司技术部朱兆顺杨文博(原文章62号)35、鄂钢转炉50带钢的开发―――――――――武钢集团鄂钢公司技术中心王孝东洪君张青山(原文章64号)36、热轧窄带钢三点差的控制措施――――――――――武钢集团鄂钢公司热带厂张建明张建辉武钢集团鄂钢公司技术部朱兆顺(原文章67号)37、马钢中板线四辊轧机技术改造――――――――马钢股份公司第一钢轧总厂毛成曹荐张文峰(原文章72号)38、中板划伤产生的原因分析及预防措施――――马钢股份公司第一钢轧总厂毛成张文峰张炳俊(原文章73号)39、泰钢950中宽带薄规格开发――――――――――――――――――山东泰山钢铁集团王德厚(原文章75号)40、900mm中宽带热连轧精轧机组温降模型研究――――――――――建龙钢铁控股有限公司工程管理部刘志勇黑龙江建龙钢铁公司技术处矫宏伟(原文章80号)41、蓄热式加热炉在中薄板坯连铸连轧线的应用―――――――――唐山国丰钢铁有限公司热轧薄板厂张乃林牛世浦史耀伟金承瑛白云阶(原文章94号)42、中厚AH32船板超声波探伤不合原因探讨―――――鞍钢股份技术中心钟莉莉郭晓波杨小林鞍钢股份第一炼钢厂徐向阳(原文章95号)43、冷轧带钢矫直机支撑辊辊印的产生机理及措施―――――――鞍钢股份公司冷轧厂温艳杨鹏(原文章97号)44、彩涂板脏物残缺陷的产生和控制―――――――――――――――――鞍钢股份冷轧厂侯选东(原文章99号)45、ASP技术创新与发展―――――――――――――――鞍钢股份第三炼钢连轧厂乔立峰关菊(原文章100号)46、1780线板形控制数学模型的研究―――――――――――――――鞍钢股份热轧带钢厂赵勐(原文章101号)47、中厚板厂冷区钢板控制系统―――――――――――北京京诚鼎宇管理系统有限公司宋元力邵丽萍杨平方宇梁彦华(原文章135号)48、连铸坯热送热装生产工艺在CP钢厂的应用实践―――――――――――中钢集团工程设计研究院石家庄院郝利强何滨刘登山(原文章164号)49、含Nb热轧宽带钢边裂原因分析与控制―――――――――――莱钢集团公司技术研发中心霍孝新汤化胜周平孙其家王腾飞(原文章166号)50、X70管线钢控轧控冷工艺研究――――――――――莱钢集团公司技术研发中心周平霍孝新东北大学轧制技术及连轧自动化国家重点实验室高秀华冯路路(原文章167号)51、精轧张力对带钢宽度的影响―――――――――――――――宝钢研究院张所全王巍张国民宝信软件朱涛(原文章170号)52、热轧钢卷塔形成原因及改善措施分析―――――济钢集团公司热连轧厂常大勇郭宏伟陈传玉(原文章176号)53、热轧板镀锌加热工艺研究――――――――――――――――――――邯钢酸洗镀锌厂李俊生邯钢技术中心王静邯钢新区李倩文(原文章84号)54、船板市场概况及首钢船板生产综述――――――首钢技术研究院姜中行徐莉麻庆申刘美艳(原文章180号)55、Q390GJDZ35高建板的研制开发――――――――――――――新余钢铁有限责任公司龚红根(原文章181号)56、ASTMA516.Gr70中低压容器钢板的生产实践―――――新余钢铁有限责任公司周福功李本祥(原文章182号)57、钢板标志机数据通讯软件开发与应用―――――――――――新余钢铁有限责任公司中厚板厂温方金周敏庄文袁剑(原文章183号)58、厚板轧机模型厚度自学习功能的完善―――――――――――新余钢铁有限责任公司中厚板厂温方金周国林舒小兵张柏平(原文章184号)59、桥梁用结构钢板中美标准对比研究与生产――――――――――新余钢铁有限责任公司刘志芳(原文章186号)60、Micromaster440在加热炉板坯定位控制系统中应用――――――――――新余钢铁有限责任公司热轧项目部张立明胡建敏赵国虎(原文章187号)61、中厚钢板产销一体化研究与实践――――――――――新余钢铁有限责任公司技术中心刘毅斌(原文章188号)62、桥梁用Q345qD钢板的生产工艺研究―――――――――――济钢集团公司中板厂李公本李延芝董恩乐许方泉隗勇(原文章194号)63、中板厂精轧工作辊轴窜问题攻关―――――――――――济钢集团公司中板厂刘玉珍王小水刘健张爱琴刘国栋(原文章195号)三、长材类1、铁路专用钢材―――十字型钢的研制――――――――北京首钢国际工程技术有限公司林健椿(原文章11号)2、高速线材粗轧机无槽轧制研究――――――――――――――宝钢股份宝钢分公司条钢厂杨霄安徽工业大学材料工程学院端强章静(原文章25号)3、DAGC方式代替引进厚控数学模型的历史进程―――――中国钢研科技集团公司张进之马鹏翔(原文章13号)4、UCM系列和CVC系列六辊冷轧机特点的初步分析――――――――――――北京首钢国际工程技术有限公司何云飞何磊侯俊达孟祥军(原文章9号)5、Q345级铌微合金化H型钢的研究与生产――――――――――莱芜钢铁集团有限公司技术研发中心付常伟袁鹏举霍喜伟(原文章83号)6、高速钢轧辊在邯钢GSP生产线的应用开发――――――――――――――邯钢连铸连轧厂李庆华武红素齐彦彬张宏杰(原文章14号)7、应用在线监测与诊断技术提高设备运行可靠性―――――――武钢股份公司热轧带钢厂单国光(原文章19号)8、热轧板带工作辊失效形式及预防――――――――――邯钢连铸连轧厂李庆华邱清臣张宏杰(原文章15号)9、无缝钢管在线控冷装置的开发与减量化生产实践―――――――――――天津钢管集团股份有限公司特种无缝钢管厂钟锡弟庄刚陈洪琪李培达朱人君(原文章57号)10、H型钢热切腹板变形的问题研究―――莱钢股份有限公司型钢厂吕智勇张秀山刘海洋左发(原文章51号)11、H型钢通常性腹板浪的控制――莱钢股份有限公司型钢厂刘思功宋恒俊管丙雨张涛刘德红(原文章46号)12、无损检测技术在马钢1720mm冷轧轧辊的应用―――――――马钢股份公司第一钢轧总厂吉飞(原文章74号)15、13、WinCC在高速线材生产线中的应用――――――――――首钢自动化信息技术有限公司谢文杰(原文章125号)14、轧辊涡流探伤误报漏报现象分析―――――武钢股份公司热轧厂磨辊车间赖金权唐本立陈刚(原文章16号)15、热轧轧制油润滑技术的开发与应用―――――――――――――武钢股份公司热轧带钢厂黄为民周一中魏钢城温盾陈刚(原文章17号)16、陶瓷膜超滤技术在含油废水处理中的应用――――莱钢集团有限公司板带厂郑瑶张章张继进(原文章34号)17、热轧轧辊辊型磨削公式的研究――――――――――武钢股份公司热轧厂蔡海斌苏毅鄢檀力(原文章18号)18、钢材的环保型水性防锈处理技术――――――石家庄钢铁有限责任公司刘石虹阎同丽许满林石家庄市吉恩特防腐材料有限公司焦占福(原文章20号)19、浅析高速线材粗轧机――――――――――――――――北京首钢国际工程技术有限公司沈宏(原文章6号)20、中、高碳钢线材盘卷的酸洗工艺―――――――――――――――――武钢设计研究院李宝珍(原文章24号)21、ф160mm棒材生产工艺在莱钢特钢厂的开发应用――――――――――莱钢股份有限公司特殊钢厂王宗斌吕国华张文韬石军强(原文章35号)22、ф80mm棒材进口滚动导卫改进――莱钢股份有限公司特殊钢厂石军强王宗斌张文韬叶黎华(原文章36号)23、高压水除鳞技术在合金钢棒材生产中的应用―――――――――――莱钢股份有限公司特殊钢厂温建波刘亚丽叶黎华马丙涛李修峰(原文章37号)24、全数字直流调速装置在棒材连轧生产线上的应用――――――――――莱钢股份有限公司特钢厂邱倩孙克俭冯成李毅(原文章40号)25、莱钢特殊钢厂ф120mm棒材生产工艺优化―――――――――――莱钢股份有限公司特钢厂张文韬王宗斌石军强李成浩(原文章41号)26、提高优钢棒材成材率的几点探讨―――――――――――莱钢股份有限公司特钢厂张文韬王宗斌石军强李成浩(原文章42号)27、ABB Advant OcsRMC 技术在棒材轧线的研究与应用――――――――――莱钢集团有限公司自动化部王红岳忠莫瑞强田红梅孙英姿(原文章53号)28、小型半连轧线ф10螺纹钢三切分工艺实践―――――――莱钢股份公司棒材厂杨乐彬李来中(原文章54号)29、高线盘条拉拨性能控制――――――――――武钢集团鄂钢公司技术部吕婷婷殷家旺朱兆顺(原文章63号)30、ф12螺纹钢三切分技术的应用与改进―――武钢集团鄂钢公司棒材厂马启红尹志香陈华强(原文章65号)31、棒材切分工艺轧制过程仿真分析――――莱芜钢铁集团有限公司技术研发中心张思勋王中学莱芜钢铁股份有限公司棒材厂王慧玉(原文章81号)32、承德建龙钢铁公司棒材连轧生产线简介――――――――――――――承德建龙钢铁公司刘健(原文章85号)33、鞍钢2150线钢卷库吊车定位系统的简介―――――――――鞍钢股份热轧带钢厂张喆车志良(原文章102号)34、鞍钢B级帘线钢盘条轧制工艺研究――――――――鞍钢股份技术中心王秉喜郭大勇耿继双曹亚丹常桂华薛军鞍钢股份线材厂任玉辉白喜峰(原文章103号)35、太钢1549mm热连轧机精轧机组工作辊磨损模型研究―――――――――太钢集团公司辛建卿北京科技大学高效轧制国家重点工程研究中心余伟唐荻(原文章129号)36、南钢中型线500主机和加热炉改造的生产实践―――――――――南昌长力钢铁股份有限公司张仕萍黄先旗柳宜张立龙(原文章132号)37、T400模板在高线中的应用――――――――――――――――河北宣化钢铁公司张洁夏云龙(原文章140号)38、棒材生产线打包机的电气改造和常见故障分析――――――宣钢型棒厂牛建军朱丽萍周莲籽(原文章141号)39、宣钢高强度棒线材车间简介――――――――――――――宣龙高速线材有限公司李娜张洁(原文章142号)40、宣钢高线自动打包机应用实践――――――――――――――――――宣龙公司夏云龙张洁(原文章151号)41、宣龙高线的直流调速系统介绍―――――――――――――――宣龙高速线材有限公司王永霞(原文章152号)42、宣龙高线精轧机轴瓦温度监测系统的实施――――宣龙高速线材有限公司李强张天林陈洪波(原文章153号)43、宣钢EH14焊接用盘条的开发―――――――――――――――――宣钢集团技术中心张艳萍(原文章163号)44、黑龙江建龙Φ273mmAccu-roll无缝钢管机组工艺与设备―――――――――黑龙江建龙钢铁公司技术处矫宏伟建龙钢铁控股有限公司工程管理部刘志勇(原文章79号)45、欧标结构钢的特点分析与生产――――――――――――――- 新余钢铁有限责任公司杨淞波(原文章185号)46、初轧-开坯机的复活――――――――――――――中冶京诚工程技术有限公司彭兆丰王莉(原文章189号)47、180mm与185mm系列翼板钢的研发―――――――――济钢集团公司中型轧钢厂李凤莲艾雕(原文章191号)48、X52管线钢的控轧工艺试验―――- 济钢集团公司中板厂杨公本董恩乐许方泉隗勇李延芝(原文章192号)49、济钢高层建筑用Z 向钢板的生产――――――――――-济钢集团公司技术中心李敏郑香增(原文章193号)50、新一代Φ159三辊式限动芯棒连轧管机―――――――――攀钢集团成都钢铁有限责任公司159连轧管厂陈江林夏洪斌(原文章197号)51、武钢高性能建筑结构用钢的开发与展望―――――――――――――武钢股份公司轧板厂詹胜利武钢股份公司技术中心卜勇(原文章198号)52、我国钢轨标准体系的分析研究―――――――――――――――武钢股份公司生产技术部吕学斌(原文章199号)53、优质高碳钢盘条金相检测方法的研究及应用――――――――――武钢股份公司质量检验中心陶勇唐因沈克赵在群(原文章200号)四、其它1、加热模型控制技术在轧钢企业的应用―――――鞍山戴维冶金科技开发有限公司赵桐斌张东平(原文章1号)2、砂轮锯片切割成本降低分析―――――――――石家庄钢铁有限责任公司叶波董国强刘军会(原文章2号)3、安钢二轧厂数控轧辊磨床改造方案――――――――安阳钢铁集团有限公司第二轧钢厂杨庆军(原文章3号)4、承德寻址建龙轧钢厂加热炉工况分析及解决方案―――――――承德建龙技术处工艺室崔新华(原文章4号)5、16号角钢轧后的控制冷却试验研究―――――――――唐山钢铁股份有限公司訾文胜李一栋唐山市职教中心王学慧马晋红刘战英(原文章5号)6、双带法金属薄带凝固过程的流场与温度场耦合―――――――中冶京诚工程技术有限公司刘艳张成伟(原文章7号)7、步进式加热炉加热能力适应性改造研究――――莱钢银山型钢有限公司板带厂庞晓梅白剑平(原文章27号)8、莱钢特钢厂ф550轧机轧辊材质的改进―――――――――――――莱钢股份有限公司特钢厂王宗斌叶黎华张文韬石军强(原文章38号)9、莱钢特钢小型优钢生产线中精轧孔型系统的优化改进――――――――――莱钢股份有限公司特钢厂叶黎华马丙涛张迎秋刘超群(原文章39号)10、轧材组织性能的预报与控制――――――――――――――――莱钢股份有限公司特钢厂丁琳(原文章43号)11、轧钢步进式冷床的优化改进――――――――――莱钢股份有限公司特钢厂孙克俭张军邱倩(原文章44号)12、HRB33516#叉车门架槽钢工艺优化――――――莱钢股份有限公司型钢厂张秀山刘海洋左发(原文章45号)13、UI前除鳞泵加装风屏阻水装置提高钢材表面质量――――――――莱钢股份有限公司型钢厂石山魏光兵王建军刘成军王书磊毕研平(原文章47号)14、数控车床在型钢生产线的应用与维护―――――――――――莱钢股份有限公司型钢厂魏光兵赵健华则鑫乔廷刚杨勇(原文章48号)15、型钢厂中型精轧机间升降辊道侧挡板滑移系统改造――――――――莱钢股份有限公司型钢厂石山王建军魏光兵刘成军王书磊毕研平(原文章49号)16、型钢万能精轧机轴承座精度恢复与改造―――――――――莱钢股份有限公司型钢厂魏光兵石山王建军毕廷平刘成军(原文章50号)17、莱钢热轧带钢层冷过程控制模型的开发与实现――――――――――莱钢集团有限公司自动化部吴晓峰李振刚李淑英(原文章52号)18、Q345B宽吉祥钢边部裂纹分析―――――――――――莱钢股份有限公司郝少峰梁辉李春生(原文章58号)19、乳化斑的形成机理及控制―――――――――――――武钢集团鄂钢公司技术部朱兆顺张建(原文章60号)20、稀土在钢中的应用――――――――――――――――武钢集团鄂钢公司技术部朱兆顺张建(原文章61号)21、宽带板淬火线工艺设备分析―――――――武钢集团鄂钢公司宽厚板厂张训江李拥山王明亮(原文章66号)22、试论汉凯O型搭接焊机原理控制及故障处理―――――――武钢集团鄂钢公司冷轧薄板厂肖飞(原文章70号)23、油气润滑系统在冷轧平整机中的应用―――――――――武钢集团鄂钢公司冷轧薄板厂周宏亮(原文章71号)24、乳化液斑迹的形成机理及对策――――――――――――山东泰山钢铁集团冷轧薄板厂苗自峰(原文章76号)25、轧制乳化液的分析与研究――――――――――――――山东泰山钢铁集团冷轧薄板厂侯元新(原文章77号)26、轧制工艺温度对低碳铝镇静钢(SPHD)性能的影响―――――通钢公司技术中心邱会高文超(原文章86号)27、加热时间对Q345B热轧板卷边部裂纹的影响――――――莱钢集团有限公司技术中心王腾飞周平霍孝新亓伟伟王洪彬(原文章90号)28、武钢高强度耐候桥梁钢耐腐蚀性能研究――――――――武钢集团公司研究部郭爱民董汉雄武汉科技大学动力与机械学院邹德辉(原文章93号)29、超声疲劳条件下弹簧钢的疲劳性能――――――――――鞍钢股份有限公司热轧带钢厂杨宏凯(原文章98号)30、鞍钢冷轧厂3号线重卷机组卷取塔形的控制―――――――――鞍钢股份公司冷轧厂侯广宇(原文章105号)31、带钢轧后表面清洁度的分析与控制――――――――――――――鞍钢股份公司冷轧厂徐向东(原文章106号)32、镀锌线漏镀原因及解决方案分析―――――――――――――――鞍钢股份公司冷轧厂白世宏鞍钢职工大学林彬朱梅(原文章108号)33、国产射线测厚控制技术在冷轧薄板生产中的应用――――――鞍钢冷轧厂1#线设备电气刘宏(原文章109号)34、冷轧杨液压AGC神经网络自适应PID控制的研究――――――――鞍钢股份公司冷轧厂刘宝权(原文章111号)35、浅谈影响彩色涂层钢板色泽有因素―――――――――――――――鞍钢股份公司冷轧厂李嬙(原文章112号)36、锌流波痕缺陷的形成与控制措施――――――――――――――――鞍钢冷轧厂张洪涛高毅(原文章114号)37、冷轧1#线联合机组转向失败故障的克服―――――――――――――鞍钢股份冷轧厂赵平涛(原文章115号)38、专家系统在鞍钢2150生产线取样组批设定中的应用―――――――――鞍钢热轧带钢厂车兰(原文章116号)39、镀锌板镀层重量检测方法的研究与应用―――――武钢股份公司质检中心关允陈慈辉李俊华(原文章117号)40、辉光放电光谱法分析锌合金及镀锌板表面镀层成分―――――――――武钢股份公司质检中心李俊华关允单凯军(原文章118号)41、冷轧轧钢乳化液油浓度快速检测―――――――――武钢股份公司质检中心关允李俊华余芳(原文章119号)42、20CrH奥氏体晶粒度显示方法试验研究――――――――――――北京首特殊钢有限公司杨英(原文章120号)43、高碳钢头尾脆断原因分析――――――――――首钢技术研究院周德王全礼孔祥涛陈明跃(原文章121号)44、加热工艺对板坯中心元素偏析的影响研究――――――――――首钢技术研究院宽厚板研究所陈松林李少波王彦峰(原文章122号)45、影响管线钢X60屈强比的基础参数研究――――――――――首钢技术研究院宽厚板研究所李少波陈松林李家鼎刘学一(原文章123号)46、首钢2160热轧加热炉区板坯跟踪与定位控制―――――首钢自动化信息技术有限公司吉连军(原文章124号)47、板带热轧工作辊热辊形模型的研究―――――首钢自动化信息技术有限公司自动化研究所钟恬(原文章126号)48、超级奥氏体不锈钢NO8904锻造工艺研究――――――――――――――太钢技术中心白晋钢(原文章128号)49、角钢负偏差轧制孔型的改进――――――――――南昌长力钢铁股份有限公司张仕萍张立龙(原文章131号)50、八辊冷连轧机轧制过程中摩擦系数的分析――――――――――中冶京诚工程技术有限公司贾大朋季安珊沈志前李鸿波(原文章133号)51、速度和压下量在矫直过程中的有限元分析――――――――中冶京诚工程技术有限公司吴安民王良会王娜杨小羽凌源钢铁股份有限公司席英信(原文章134号)52、PLC的特种性及在工业领域的应用―――――――――――宣龙高速线材有限公司李强樊番(原文章136号)53、PLC控制系统中常见故障及解决―――――――――宣龙高速线材有限公司樊番李强张彦辉。
我国轧钢技术的进步及及“十一五”发展目标

我国轧钢技术的进步及“十一五”发展目标智虹东北钢铁网进入新世纪以来,我国钢铁工业在国民经济旺盛需求推动下,一直以年增长近5000万t的速度持续增长。
2005年钢材产量达到37117万t,2006年钢材产量估计将突破43000万t,钢材结构调整已初见成效。
2006年钢材生产的板带比将首次突破40%,是历年来板带比增长最快的一年。
总括近几年来的轧钢技术进步,可以大致归纳为以下几个方面:先进生产流程的建立和装备的国产化(1)薄板坯连铸连轧生产线建设速度和产能已经位居世界第一。
已经投入生产的连铸连轧生产线共13条,产能达3500万t,其中国产化的ASP连铸连轧生产线4条。
在这一流程的生产高效化、产品高档化、装备与相关技术自主开发等方面取得了重大进展,使得我国在这一高新技术领域跻身于先进和世界领先地位。
(2)连续式冷、热连轧已经成为板带生产的主体。
酸洗-冷连轧联合机组(CDCM)已成为我国冷轧机建设的主流,成为增加冷轧板带产能的主力,先后已经有近10条CDCM线投入生产,并且在鞍钢首先实现了1780酸洗-冷连轧机组的国内独立设计,实现了首条国产化的机组建设。
南京和安阳的炉卷中板轧机投入生产,使先进的连续中板生产流程在我国中板生产中发挥样板作用。
首钢国产3500mm中板轧机投入生产,大大增强了我国中厚板TMCT工艺和装备的技术进步,宝钢和沙钢的5000mm级宽厚板轧机的投产,填补了我国宽厚板生产的空白,提高了我国中厚板生产水平。
(3)连续式棒线材轧机已成为长型材生产的主体,落后的横列式轧机正在被淘汰。
目前我国连续式和半连续式棒材和高速线材轧机的数量已有显著增加,其产品在全国钢材总产量中已超过50%,估计横列式轧机在2006年将会基本淘汰。
连续式棒线材轧机已基本实现国产化,国产高速线材轧机的轧制速度已可达135m/s,并且已经投入工业生产。
微合金化和控轧控冷技术应用促进了新品种开发通过973细晶粒钢攻关,在我国实现了优质、低耗、高效的超细晶粒钢产业化生产,创造性应用和优化超高纯净度、均匀性和细晶化生产高强韧性钢材理论,充分利用现有钢铁生产装备,开发出低成本(低碳钢)批量生产高强度韧性400MPa级钢板和钢筋。
近年我国轧制技术的发展 现状和前景

现代轧制技术注重提高生产效率、降低能源消耗、优化产品品质等方面。随 着计算机技术和自动化技术的不断发展,现代轧制技术已经实现了从传统的手工 操作到数字化生产的跨越。目前,我国已经拥有了一批具有国际竞争力的轧制技 术和设备制造企业,如宝钢、鞍钢、武钢等。
二、轧制技术的现状
目前,我国的轧制技术已经达到了国际先进水平,各种先进的轧制方法不断 涌现。其中,热轧和冷轧是两种最为常见的轧制方法。热轧是指在高温下进行轧 制,具有生产效率高、成本低等优点,但同时也存在精度较低、表面质量较差等 缺点。
冷轧则是指在常温下进行轧制,具有精度高、表面质量好等优点,但同时也 需要更高的成本和生产周期。
此外,根据不同的产品需求,我国还发展出了多种先进的轧制技术,如高精 度轧制、低温轧制、无头轧制等。这些先进的轧制技术不仅能够满足多样化的市 场需求,还为我国轧制技术的进一步发展提供了强有力的支持。
在市场竞争方面,我国轧制技术企业面临着来自国内外的激烈竞争。一方面, 国内企业之间竞争激烈,各企业需要通过不断的技术创新和设备更新来提高自身 的竞争力;另一方面,国际企业也加快进入中国市场,给国内企业带来更大的竞 争压力。
2、新型光纤材料:随着科技的不断进步,新型光纤材料如塑料光纤逐渐得 到研究和应用。塑料光纤具有制造成本低、重量轻、可挠性好等优点,将为光纤 通信技术的发展带来新的机遇。
3、智能光纤网络:结合人工智能、大数据等先进技术,构建智能化的光纤 网络,提高网络管理效率,优化网络资源配置,将是未来光纤通信技术的重要发 展方向。
三、轧制技术的前景
未来,我国轧制技术将继续保持快速发展的势头。首先,国家对于制造业的 重视程度不断提高,相关政策的出台将进一步促进轧制技术的发展和创新。其次, 随着消费者对于产品质量和性能的要求不断提高,对于具有更高精度、更好表面 质量、更优异
轧钢技术的现状和进展发展分析
SCIENCE &TECHNOLOGY INFORMATION科技资讯轧钢技术的现状和进展发展分析王婷婷(中冶京诚工程技术有限公司北京100076)摘要:在我国科学技术不断发展和进步的当下,我国钢铁产业呈现出积极发展,无论是在品质上还是数量上都呈现出突飞猛进态势。
当前我国钢铁领域正在开展深化改革,促使钢铁领域深加工呈现出主流态势,这也促使轧钢技术工序不断增加,因为我国轧钢技术较外国先进国家仍存在一定程度的差距,所以如何深化我国钢铁领域改革,优化轧钢技术,成为当前我国钢铁领域发展的关键。
该文针对轧钢技术发展特征以及当前我国轧钢技术的现状进行详细分析,其目的是研究出轧钢技术的发展趋势与策略。
关键词:轧钢技术节能减排板带热轧低温轧制中图分类号:TG335文献标识码:A文章编号:1672-3791(2021)09(c)-0061-03Present Situation and Development Analysis of SteelRolling TechnologyWANG Tingting(MCC Capital Engineering &Research Incorporation Limited,Beijing,100076China)Abstract:With the continuous development and progress of science and technology in China,China's iron and steel industry has shown a positive development,both in quality and quantity have shown a rapid development trend.At present,China's iron and steel industry is carrying out in-depth reform,which has promoted the deep processing in the iron and steel industry to show a mainstream trend,which also promotes the continuous increase of steel rolling technology processes.Because there is still a certain gap in China's steel rolling technology compared with foreign advanced countries,how to deepen the reform in China's iron and steel field and optimize steel rolling technology,it has become the key to the development of China's iron and steel field.In this paper,the development characteristics of steel rolling technology and the current situation of steel rolling technology in China will be ana‐lyzed in detail.The purpose is to study the development trend and strategy of steel rolling technology.Key Words:Steel rolling technology;Energy saving and emission reduction;Hot strip rolling;Low temperature rolling从客观层次上来看,现阶段我国钢铁企业无论从设备还是从技术层次上来说,都处于一种相对停滞的状态,并且我国轧钢技术生产相比其他发达国家来说,所消耗的能源较大。
1-翁宇庆-钢材质量

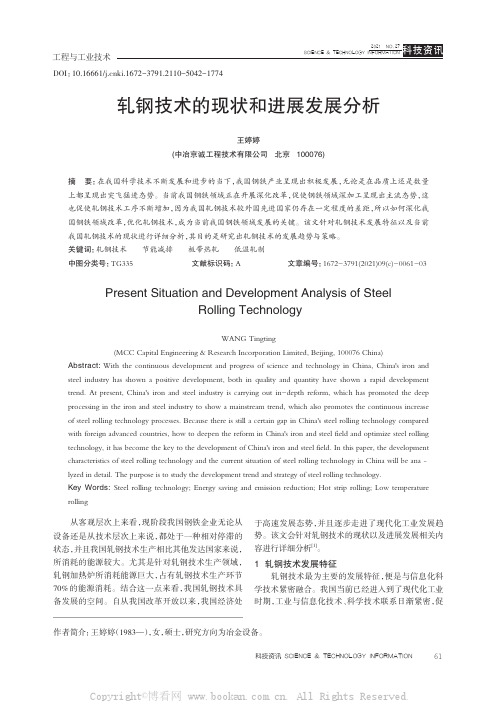
我国供需状况已进入转变期
1999年~2012年我国GDP/钢材消费量变化
100000 90000 80000
钢材消费增长与GDP 600000 增长的相关性减弱
钢材消费量
GDP
4万亿 刺激
500000
钢材表观消费量,万吨
70000 60000 50000 40000 30000 20000 10000 0 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
13
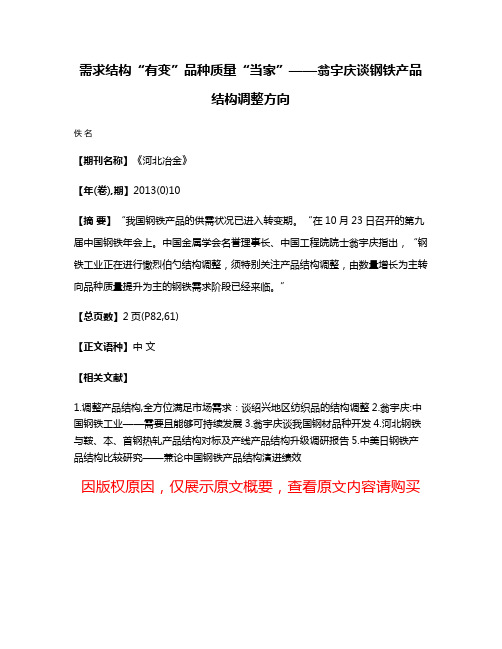
碳 化 物 带 状 偏 析 比 较 心 部 区 域
轴承钢碳化物偏析大
国内某知名企业A SKF 3Φ50 带状3.0 级
山阳 SUJ2 Φ60 带状2.0 级
(
日本山阳SUJ2钢碳 化物偏析带状水平明显好 于国内高标准钢。
发展高品质钢材,走减量化道路,是解决能源资源环境瓶颈的最重要手段
高品质钢在十二五期间预计有较大发展
2010年与2009年品种对比
2010年 我国粗钢年产量 国内年消费总量 (按粗钢计) 钢协统计优钢年产量 低合金钢年产量 合金钢 不锈钢 优特钢总计 62665 59939 9088 16567 3225.6 633.2 29513.8 2009年 57356 57076 6765 14372 2275.8 537.2 23950 净增 5309 2863 2324 2195 949.8 960.0 6428.8
9
2010年 数量,万吨 41236 1647 10423 19176 3910 991 65313 比例,% 63.1 2.5 16.0 29.4 6.0 1.5 100
轧钢技术的现状和进展发展分析

轧钢技术的现状和进展发展分析摘要:自从我国改革开放以来,我国经济处于高速发展态势,并且逐步走进了现代化工业发展趋势。
轧钢技术是决定钢铁产业发展的重要因素,由于轧钢技术处于不断发展状态,有必要对轧钢技术进行探索。
轧钢技术类型较多,在分析常见轧钢技术的基础上,对轧钢技术的未来发展方向进行探索。
本文从轧钢技术的现状入手,针对轧钢技术的实际发展进行分析研究。
关键词:轧钢技术;现状;发展研究1轧钢技术的现状1.1板带热轧技术针对板带热轧技术来说,其生产工艺流程比较复杂。
其统筹板带热轧环节,主要有坯料准备、热轧、轧制、精整;板带热轧带钢坯料有扁钢锭、初轧板坯、连铸板、锻坯等。
坯料的尺寸直接影响着轧机的生产效率,在选择坯料时,应该遵循厚度小、宽度大、长度适中的原则。
对坯料进行加热之前,必须要对表面存在的缺陷进行处理。
坯料加热的主要目的便是提升轧件的可塑性,降低轧件的变形抗力。
在进行加热时,应该将温度保持在1 150 ℃~1 300 ℃,结合不同坯料的实际情况来选择加热温度。
加热的过程中应该确保轧机效率,杜绝出现钢料不过热、过烧、脱碳等诸多问题。
1.2低温轧制技术针对低温轧制技术来说,其主要实施的措施便是降低轧钢系统的能耗,因为导致轧钢技术能耗过高的主要因素便是加热炉环节,所以需要对加热炉当中燃料消耗降低。
开发大型冷轧生产线时,最早应用在鞍钢企业当中,并且在2005年正式投入使用,主要的低温轧制产品有高质量轿车板、高档次镀锌原板等。
近年来,我国轧钢技术主要的发展方向变式对原本的冷轧生产线进行改造创新,对控冷新设备开展性能层次的研发。
结合当前冷轧生产线实际发展情况来看,研发较为突出的技术主要有半无头轧制技术、半无头轧制配套技术、长尺钢轨轧制热处理生产线技术、控制冷却技术等。
1.3轧钢节能技术在我国可持续发展、节能环保、低碳发展的战略引领之下,轧钢技术呈现出节能发展趋势。
我国当前轧钢技术当中的节能技术主要有:蓄热式燃烧技术、加热炉绝热技术与高温节能涂料、高温低氧燃烧技术等几种技术。
中国轧钢技术的发展现状和展望

中国轧钢技术在全球的地位
产量地位
中国是全球最大的钢铁生产国, 轧钢作为钢铁行业的重要环节,
其产量也位居世界前列。
技术地位
中国的轧钢技术在全球范围内具 有一定的影响力,尤其在某些特 种钢材的生产技术上,已经处于
世界领先地位。
发展趋势
随着全球钢铁市场的竞争日趋激 烈,以及环保要求的提高,中国 的轧钢技术将继续朝着高性能、 绿色环保的方向发展,以维持在
绿色化
环保和可持续发展已成为全球钢铁行业的共同目标。未来,轧钢技术将 更加注重节能减排和资源循环利用,推动绿色生产。
03
高精度、高性能化
随着高端装备制造业的快速发展,对轧钢产品的高精度和高性能要求越
来越高。轧钢技术将不断提升产品精度和性能,满足市场需求。
未来市场需求的预测
高端装备制造业需求增长
随着航空航天、高铁、新能源汽车等高端装备制造业的快速发展 ,对高品质、高性能轧钢产品的需求将持续增长。
THANKS
感谢观看
绿色环保产品需求增加
环保意识的提高将推动市场对绿色环保轧钢产品的需求增加,如低 碳钢、无铬钢等。
国际化市场拓展
中国轧钢企业积极拓展国际市场,推动出口业务增长,将增加对高 品质、国际标准轧钢产品的需求。
可持续发展的路径
01
02
03
04
创新驱动发展
加强科研力量,推动轧钢技术 的持续创新和进步,提高核心
目的和意义
• 分析中国轧钢技术的发展现状与展望,有助于全面了解国内钢铁产业的技术实力,进一步推动技术创新和产业升级。同时 ,也有助于企业和研究机构明确研发方向,提高资源的利用效率,增强中国钢铁产业的国际竞争力。
范围限制
本文主要关注中国国内的轧钢技术发展,不涉及国外技术和市场的讨论。同时, 由于轧钢技术涉及多个领域和众多技术细节,本文将重点关注主要的、具有代表 性的技术发展,不涵盖所有相关技术。
我国轧钢生产技术近年来的进步与发展(一)

20 0 8年 1 O月 ・ 2 第 5卷 ・ 5期 第
0c . 2 0 t 08 Vo . 5 12 No 5 .
轧
钢
・ ・ 1
S EL R0LL NG TE I
・
专家论坛 ・
我 国轧 钢 生产 技 术 近 年 来 的 进 步 与发 展 *一) (
翁 宇 庆
( 中国 金 属 学 会, 京 北 101) 0 7 1
t c n q e n o a in h v o d e f c s M e n e h i u s i n v t a e g o fe t . a wh l , o u g s in o t e r l n e h o o y d v l p n o i s me s g e to s f r s e l o l g t c n l g e e o me t e i
新 产 品 与 新 技 术 的 研 发 成 功 缩 小 了 我 国 与 国 际 轧 钢 技 术 先 进 水 平 的差 距 。 对 于 轧 钢 技 术 的 发 展 , 重 提 出 : 着
我国轧钢技术的进步和展望

2 微 合金化 和控 轧控冷 技术应 用促 进 了新
品 种 开 发
通过 9 3细 晶粒 钢攻 关 , 7 在我 国实现 了优 质 、 低 耗、 高效 的超 细 晶粒 钢产 业化 生产 , 创造 性应用 和优 化 超高 纯净度 、均 匀性 和细 晶化 生产高 强韧性 钢材
材 产量 估计将 突破 4 00万 t钢材 结构 调整 已初 见 30 , 成 效 。20 06年钢材 生产 的板 带 比将 首次 突破 4 %, 0 是 历年来 板带 比增 长最快 的一 年 。总括 近几 年来 的
轧 钢技术 进步 , 以大 致归纳 为 以下 几个 方面 : 可
1 先进生产流程 的建立 和装 备 的国产化
使 我 国在 超 细 晶粒钢 工 业 生产 方 面在 国际 上领 先 , 同时在新 产品 开发上 取得一 系列成 果 : ( )汽车用 钢从 2 0 1 0 2年开 始 已可整 车供钢 , 但 是 在 当时仅宝钢 一个 企业 。 2 0 到 0 5年以后 已有多 家 企 业 分 别 向 国 内几 个 主 要 汽 车 生 产 厂供 应 包 括 面 板、 内板 、 强度 大 梁钢 等 在 内 的几 乎 全 部钢 材 , 高 尤 其 是各类 轿车 用钢基 本 上均可 采用 国产 钢材 ,这是 近几 年来 的重 大进 步 。宝 钢汽 车用 钢项 目成果 被评 为 2 0 国家科技 进 步一等 奖 。 0 5年 () 强度石油管线钢(6 2高 X 0~X 0 、 油 套 管 8 )石 钢、 钻杆用 钢 已均可 国 内供 货 , 改变 了过 去几乎 全部 进 口的局 面 , 能 达到 了 国际先 进 水 平。另外 ,0 4 性 20 年无 缝钢 管 已 由纯进 口转 为纯 出 口,说 明这一 领域 生产 技术 的优 化与进 步 。 ( ) 道用 钢基 本满 足要求 , 3铁 水平 国际一 流 。高 速 铁 路 ( 速 2 0~3 0 m) 钢 国 内 开发 成 功 可立 时 0 0k 用
钢铁轧制技术的进步与发展趋势分析

7I ndustry development行业发展钢铁轧制技术的进步与发展趋势分析杨 浩(南京钢铁股份有限公司,江苏 南京 210000)摘 要:我国的经济水平的不断提高,致使钢铁行业的发展也在不断进步。
而随着社会工业和国民经济对于钢铁材料需求的与日俱增,从而使我国的轧钢制造技术得到进一步提升。
但对于传统的轧制制造技术来说,还不能满足当代社会发展的需求,并且实际的钢铁制造质量较差,以及制造成本较高。
因此,本文将对我国的钢铁轧制技术进行全面的分析研究,然后对其进行相应的优化完善,并以此来加快轧钢制造技术的有序发展,推动我国钢铁制造行业的发来发展之路。
关键词:钢铁轧制;技术进步;发展趋势中图分类号:TG335 文献标识码:A 文章编号:11-5004(2020)20-0007-2收稿日期:2020-10作者简介:杨浩,男,生于1988年,汉族,湖北仙桃人,硕士研究生,工程师,研究方向:钢材轧制、热处理。
随着我国当下钢铁制造行业的快速发展,使很多人逐步将钢铁制造业的发展技术看做当下主要工业发展方向,并取得高度的重视。
通过应用轧钢技术,不仅可以提高钢铁生产的实际效率和质量,还可以降低钢铁生产的实际成本,这将给相关企业带来巨大的经济效益[1]。
目前在我国的钢铁轧制技术已经不能够满足不断发展的社会工业的生产需求。
所以,对我国的钢铁轧制技术的进步与发展趋势进行深入的探究是十分必要的。
1 当前我国钢铁工业生产现状1.1 钢铁需求和生产持续增长众所周知,我国是目前世界上最大的制造业国加,我国的钢铁生产和需求一直很高。
早些年间,在我国成为世界上最大的钢铁生产国时,实际国内钢铁产量已超过亿吨。
而随着我国经济水平的可持续增长以及钢铁制造技术的不断飞速发展,我国的钢铁制造行业又得到了全新的发展,并且实际的钢铁生产数量再创新高,甚至遥遥领先许多的发达国家的钢铁制造和生产数量[2]。
1.2 钢铁产业规模持续扩大对于我国的钢铁制造行业而言,由于实际的钢铁产量与日俱增,并且社会工业的发展也对钢铁制造行业提出了全新的要求,所以使得我国的钢铁产业规模逐渐呈现出持续扩大的趋势。
需求结构“有变”品种质量“当家”——翁宇庆谈钢铁产品结构调整方向
需求结构“有变”品种质量“当家”——翁宇庆谈钢铁产品
结构调整方向
佚名
【期刊名称】《河北冶金》
【年(卷),期】2013(0)10
【摘要】“我国钢铁产品的供需状况已进入转变期。
“在10月23日召开的第九届中国钢铁年会上。
中国金属学会名誉理事长、中国工程院院士翁宇庆指出,“钢铁工业正在进行馓烈伯勺结构调整,须特别关注产品结构调整,由数量增长为主转向品种质量提升为主的钢铁需求阶段已经来临。
”
【总页数】2页(P82,61)
【正文语种】中文
【相关文献】
1.调整产品结构,全方位满足市场需求:谈绍兴地区纺织品的结构调整
2.翁宇庆:中国钢铁工业——需要且能够可持续发展
3.翁宇庆谈我国钢材品种开发
4.河北钢铁与鞍、本、首钢热轧产品结构对标及产线产品结构升级调研报告
5.中美日钢铁产品结构比较研究——兼论中国钢铁产品结构演进绩效
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2008年10月·第25卷·第5期Oct .2008 V ol .25 N o .5 轧 钢S T EEL RO L LIN G ·专家论坛·我国轧钢生产技术近年来的进步与发展*(一)翁宇庆(中国金属学会,北京 100711)摘 要:总结了近几年我国轧钢生产技术的进步,其主要体现在钢材品种结构调整基本满足了国民经济发展的需要;轧钢装备现代化和国产化工作的重大突破为提高产能、提升品种及质量创造了良好条件;轧钢生产技术经济指标进一步提高;轧钢技术自主创新取得一批重要成果,核心技术的自主创新出现了可喜进展。
众多新产品与新技术的研发成功缩小了我国与国际轧钢技术先进水平的差距。
对于轧钢技术的发展,着重提出:要把资源、能源与环境问题作为轧钢技术创新和进步的战略任务;应更加关注先进、成熟、重要技术的应用与提高,如提高热装温度和热装比,低温轧制与轧制润滑技术,控轧控冷技术及装备,精细操作技术等。
关键词:轧钢行业;技术进步;自主创新;发展方向中图分类号:T G 30 文献标识码:A 文章编号:1003-9996(2008)05-01-05Advancement and Development of Steel Rolling Technologies in C hina (1)W ENG Yu -qing(T he Chinese S ociety fo r M etals ,Beijing 100711,China )A bstract :T he adv ancements o f steel r olling techno lo gie s in China w ere summa rized .I t w as embo died sev eral a spects a s fo llowing :(1)the structure adjustment of steel produc ts can meet the need o f national eco no my de -velopment .(2)the mo der nizatio n a nd domestic pro ductio n of steel r olling equipment is creatived go od co ndition fo r improving pr oductivity and pro ducts quality .(3)the eco no mical index es have been improved .(4)the co re techniques inno vatio n have g oo d effects .M eanwhile ,so me sugg estio ns fo r steel r olling technology dev elo pment w ere put fo rw ard .T he autho r pointed out tha t the resource ,energ y and e nviro nment problems must be taken as the str ategic tasks of steel r olling industry ,and the advanced mature and impo rtant technique s should be mo re a ttented .Key words :steel rolling industry ;technology impro vement ;innov ation by self ;deve lopment tendency收稿日期:2008-06-30作者简介:翁宇庆(1940-),男(汉族),江苏常熟人,教授级高级工程师,博士生导师。
注:在2008年全国轧钢生产技术会议上,翁宇庆理事长作了“我国轧钢生产技术近年来的进步与发展”的报告,本刊将其分为两部分连载。
1 我国轧钢生产技术取得重大进步近年来,我国轧钢领域有了长足的发展,可谓硕果累累,成绩喜人。
轧钢技术取得的显著进步已经成为我国向钢铁强国迈进的重要基石。
这些进步主要表现在以下几个方面。
1.1 钢材品种结构调整基本满足了国民经济发展的需要近几年,我国轧钢生产进入了前所未有的又快又好的发展期,钢材产量由2002年的19250万t ,增长至2007年的56460.81万t (未扣除重复材统计),平均年增长38.66%,从2006年起我国成为钢材净出口国。
在此期间,板管带产品的产量大幅增长,板管比在2007年已达50.43%,这是符合当前我国钢材消费需求的,估计今后几年随着板材在建产能的投入,板管比还会进一步提高。
近年来我国板管比变化见表1。
品种结构调整的结果是钢材的进口量显著减少,出口量显著增加。
X80、X100管线钢,100m 长高速铁路用钢轨,H 型钢,一般的不锈钢、电工钢等高档产品已经全部可以立足国内。
同时,板·1·DOI :10.13228/j .boyuan .issn 1003-9996.2008.05.012表1 近年来我国板管比的变化项 目板管比/%2002年2004年2006年2007年热轧板比81.1979.3174.5573.53电工钢比2.611.421.801.71热镀锌板比3.953.135.746.50板带比25.4829.0632.8542.95板管比40.9444.1349.4450.43带进口量逐年减少,而出口量持续增加,逐渐成为我国钢材出口的主要品种。
例如:2007年板管带材合计出口3765.68万t ,占钢材出口总量的60.1%,其中板带2831.8万t ,同比增加39.0%,占45.2%;管材933.8万t ,同比增加45.8%,占14.9%。
我国的钢铁产品已经能够满足经济快速发展的需要,各种钢材品种的国内市场占有率均呈上升趋势。
2007年,长材的国内市场占有率达99.4%,板带材达93.7%,管材为97.8%;但冷轧薄宽带钢、镀层板和高级电工钢的国内市场占有率还待进一步提高,见表2。
表2 我国钢材的国内市场占有率钢材品种 表观消费量/万t2004年2005年2006年2007年国内市场占有率/%2004年2005年2006年2007年长材15948.1518775.5021509.7924840.2098.599.099.299.4 钢轨213.03240.12284.03262.5991.393.894.796.1 型材2941.003387.693068.543333.3297.398.298.999.1 棒材2258.822738.123562.534217.2275.698.899.099.1 钢筋5672.956610.937936.209551.1999.799.999.999.9 线材4861.675798.646658.497475.8898.398.899.099.2板带材12769.215712.618691.1422847.8780.385.791.793.7 中厚板2764.363143.863697.274539.7691.996.397.297.3 中厚宽钢带2833.393692.164214.665747.2188.093.794.797.7 热轧薄板280.20311.35465.85800.9492.195.298.597.6 冷轧薄板809.01937.991338.491579.6681.085.297.095.6 热轧薄宽钢带1044.441366.081634.491325.2869.775.491.794.3 冷轧薄宽钢带1120.551352.011514.661924.6745.951.275.281.0 热轧窄钢带2002.272658.183575.573837.2798.999.399.699.6 冷轧窄钢带348.88419.26430.23594.8085.186.988.292.3 镀层板1082.141276.121541.081787.3548.459.370.074.2 彩涂板167.53203.68206.02211.5470.580.485.389.6 电工钢板(带)316.43351.38401.89499.4148.165.676.379.1管材2113.072418.223002.533442.6693.895.596.897.8 无缝管841.80957.681303.061521.2191.893.094.796.5 焊管1271.251442.541699.471921.4595.097.298.498.81.2 轧钢装备现代化和国产化工作的重大突破为提高产能、提升品种及质量创造了良好的基本条件近几年,我国冷热轧板带轧机、中厚板轧机、大中型轧机、涂镀机组等一大批世界先进装备的投产,大大提高了我国轧钢装备的总体水平和生产能力,尤其是高档产品的生产能力。
表3和表4部分反映了这个情况。
表3 近年来我国热轧一次材分品种生产能力的变化万t /a序号轧机类型2002年套数产能2003年套数产能2004年套数产能2005年套数产能2006年套数产能1大型型钢638963891375316813169852H 型钢213221322202653764173中型型钢6520066723036226656928616530204小型型钢133358512941751254865132601113870485普通线材33727286682780723780206716高速线材4922545023376334756636396939197中厚板2212032414572810123223463332368热轧宽带钢148881837961334162250472259819热轧窄带钢4328943896426101234157736216910薄板坯358161064716009251013329811无缝钢管3835231407324643763038687 合 计4081501139917692398202714462675145631431·2·轧 钢 2008年10月出版表4 近年来我国二次材分品种生产能力的变化万t/a序号轧机类型2002年套数产能2003年套数产能2004年套数产能2005年套数产能2006年套数产能1冷轧薄板141051415062362300 2冷轧宽带钢13932131218261726462620553542 3冷轧窄带钢827054534446476534131 4焊 管5817662182711867622348206 合 计16712831431603147198117529311373879 从技术观点看,这些设备采用的工艺参数、产品尺寸精度的控制手段达到了国际水平。