FANUC 0MD数控系统的应用
发那科O-DM系列操作说明
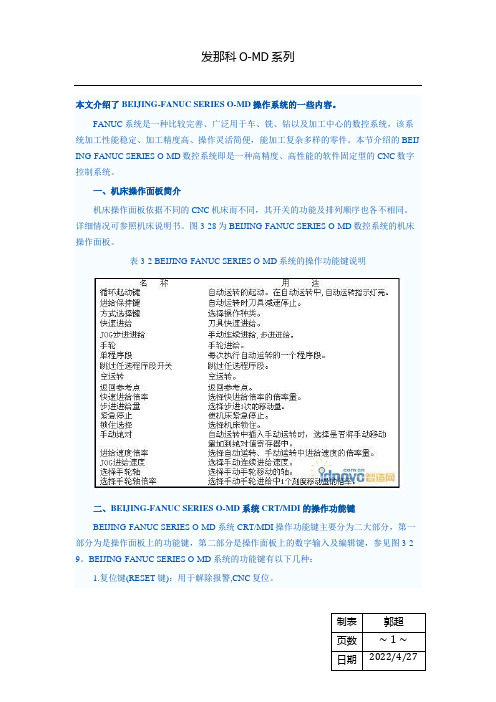
本文介绍了BEIJING-FANUC SERIES O-MD操作系统的一些内容。
FANUC系统是一种比较完善、广泛用于车、铣、钻以及加工中心的数控系统,该系统加工性能稳定、加工精度高、操作灵活简便,能加工复杂多样的零件。
本节介绍的BEIJ ING-FANUC SERIES O-MD数控系统即是一种高精度、高性能的软件固定型的CNC数字控制系统。
一、机床操作面板简介机床操作面板依据不同的CNC机床而不同,其开关的功能及排列顺序也各不相同。
详细情况可参照机床说明书。
图3-28为BEIJING-FANUC SERIES O-MD数控系统的机床操作面板。
表3-2 BEIJING-FANUC SERIES O-MD系统的操作功能键说明二、BEIJING-FANUC SERIES O-MD系统CRT/MDI的操作功能键BEIJING-FANUC SERIES O-MD系统CRT/MDI操作功能键主要分为二大部分,第一部分为是操作面板上的功能键,第二部分是操作面板上的数字输入及编辑键,参见图3-2 9。
BEIJING-FANUC SERIES O-MD系统的功能键有以下几种:1.复位键(RESET键):用于解除报警,CNC复位。
制表郭超1)MDI运转方式。
即由CRT/MDI操作面板输入一个程序段的指令并执行。
首先选择MDI运转方式,使MDI成为当前状态,然后输入所需的数据及指令,按启动键,指示灯亮,机床开始执行自动运转。
2)单程序段运转方式。
将单程序段开关置于ON,按启动键,指示灯亮,则按照已输入的程序指令段,机床开始执行自动运转。
停止自动运转可以预先用程序在想要停止的地方输入停止指令,如程序停止(M00)、任选停止(M01)、程序结束(M02、M30)等指令,也可以按操作面板上的按钮使自动运转停止。
在程序运转中,按机床操作面板上的进给保持按钮,可使自动运转暂时停止。
若按进给保持按钮,进给保持灯亮,循环起动灯灭,机床变为以下状态:①执行暂停中,停止暂停状态;②机床移动时,进给减速停止;③ M、S、T的操作执行后停止。
FANUCOiMD数控系统斗笠式刀库实现自动换刀

N 1 M 9 9
%
( 换刀结束 ,返回主程序)
( 2)P MC 与NC 程序的配合 。斗笠式 刀库 实 现 自动换 刀是P MC与NC 程 序 的配合 来完成 的 。
P M C在 整 个 换 刀 过 程 中 主 要 控 制 刀 库 的 正 /反
转 、刀库的前进 /后退、松 刀 /紧刀阀的动作以及 换 刀动作 顺序 。主轴 的上 升 、下 降和定 位都是 由
N C系统 程序 控 制 的 。
( 8 )刀库向远离 主轴 中心位置侧平移如附图f
所示 ,直  ̄ J I P L C 接 收 到 传 感 器A发 出 的 反馈 确认 信
步。
斗
换取 ,根据 刀库选取的不同 ,换刀系统 的控制方式 也不同。加 工中心常用的刀库有斗笠式 、凸轮式、 链条式 等 ,斗笠式 刀库是加工中, Ol : k 较常见的一种 换刀装置 ,换 刀过程简单 ,体积小、安装方便 、易 于控制和维护等优点 ,因此在中小型加工 中心上得 到了广 泛的应用 。但对 刀库的定位要求高 ,而且在 换刀过 程中需要轴配合其动作 ,而P L C 是无法直接 参与数控轴的控制。基于F A NUC 0 i MD数控 系统 利用NC 宏程序可以把轴控制与P MC 控制有机地结 合 ,它可以按一定的逻辑控制P Mc 和进给轴 ,从而 实现 包含轴移动的换 刀控制。在本文 中,笔者 结合
后 ,这 时 刀库 转 动 , 当 目标 刀具 对 正 主 轴 正 下 方 时 ,主 轴 下 移 ,使 刀具 进 入主 轴 锥 孔 内 ,刀具 夹 紧 后 ,刀库 退 回原 来 的 位 置 ,换 刀结 束 。 刀库 具 体 动 作过程如下 :
FANUC OI-MD系统介绍部分-推荐下载

N5 位数
在同一段可混用
G17、G18、G19
ON/OFF
G10
10 层调用
#100-#199 #500--#999
G52-G59
48 组
中捷机床有限公司
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电通,力1根保过据护管生高线产中0不工资仅艺料可高试以中卷解资配决料置吊试技顶卷术层要是配求指置,机不对组规电在范气进高设行中备继资进电料行保试空护卷载高问与中题带资2负料2,荷试而下卷且高总可中体保资配障料置2试时32卷,3各调需类控要管试在路验最习;大题对限到设度位备内。进来在行确管调保路整机敷使组设其高过在中程正资1常料中工试,况卷要下安加与全强过,看度并25工且52作尽22下可护都能1关可地于以缩管正小路常故高工障中作高资;中料对资试于料卷继试连电卷接保破管护坏口进范处行围理整,高核或中对者资定对料值某试,些卷审异弯核常扁与高度校中固对资定图料盒纸试位,卷置编工.写况保复进护杂行层设自防备动腐与处跨装理接置,地高尤线中其弯资要曲料避半试免径卷错标调误高试高等方中,案资要,料求编试技5写、卷术重电保交要气护底设设装。备备置管4高调、动线中试电作敷资高气,设料中课并技3试资件且、术卷料中拒管试试调绝路包验卷试动敷含方技作设线案术,技槽以来术、及避管系免架统不等启必多动要项方高方案中式;资,对料为整试解套卷决启突高动然中过停语程机文中。电高因气中此课资,件料电中试力管卷高壁电中薄气资、设料接备试口进卷不行保严调护等试装问工置题作调,并试合且技理进术利行,用过要管关求线运电敷行力设高保技中护术资装。料置线试做缆卷到敷技准设术确原指灵则导活:。。在对对分于于线调差盒试动处过保,程护当中装不高置同中高电资中压料资回试料路卷试交技卷叉术调时问试,题技应,术采作是用为指金调发属试电隔人机板员一进,变行需压隔要器开在组处事在理前发;掌生同握内一图部线纸故槽资障内料时,、,强设需电备要回制进路造行须厂外同家部时出电切具源断高高习中中题资资电料料源试试,卷卷线试切缆验除敷报从设告而完与采毕相用,关高要技中进术资行资料检料试查,卷和并主检且要测了保处解护理现装。场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
FANUC_0-MD系统操作编程说明书
1. 综述 ............................................................................................................................................. - 1 1.1 可编程功能 ..........................................................................................................................- 1 1.2 准备功能 ..............................................................................................................................- 1 1.3 辅助功能 .........................................................................................................Байду номын сангаас....................- 2 -
FANUC0系列数控系统的功能特点及主要应用机床

FANUC 0系列数控系统的功能特点及主要应用机床FANUC 0系列分别有A、B、C、D等产品,各产品又有不同。
在这四种产品中,目前在国内使用最多的是普及型FANUC 0-D和全功能型FANUC 0-C两个系列。
FANUC 0系统由CNC基本配置,主轴和进给伺服单元以及相应的主轴电动机和进给电动机,CRT显示器,系统操作面板,机床操作面板,附加的输入/输出接口板(B2),电池盒,手摇脉冲发生器等部件组成。
其中的CNC基本配置又由主印制电路板(PCB)、存储器板、图形显示板、可编程机床控制器板(PMC-M)、伺服轴控制板、输入/输出接口板、子CPU(中央处理器)板、扩展的轴控制板、数控单元电源和DNC控制板组成,各板插在主印制电路板上,与CPU 的总线相连。
FANUC 0系列产品有以下特点:(1)采用高速的微处理器芯片FANUC的0系列产品使用Intel 80386芯片,1988年以后的产品改用使用Intel 80486DX2。
(2)采用高可靠性的硬件设计及全自动化生产制造该产品采用了高品质的元器件,并且大量采用了专用VLSI超大规模集成电路芯片,在一定程度上提高了数控系统的可靠性和系统的集成度。
使用表面安装元件(SMD),进一步提高了数控系统的集成度,使数控系统的体积大幅度减小。
(3)丰富的系统控制功能在系统的功能上具有刀具寿命管理、极坐标插补、圆柱插补、多边形加工、简易同步控制、Cf轴控制(主轴回转由进给伺服电动机实现,回转位置可与其他进给轴一起参与插补)和Cs轴控制(主轴电动机不是进给伺服电动机,而是FANUC 主轴电动机,由装在主轴上的编码器检测主轴位置,可与其他进给轴一起参与插补)、串行和模拟的主轴控制、主轴刚性攻丝、多主轴控制功能、主轴同步控制功能、PLC梯形图显示和PLC梯形图编辑功能(需要编程卡)、PLC轴控制功能等。
该系统除了通用的宏程序功能以外,还增加了定制型用户宏程序,这样为用户提供了更大的个性化设计的空间。
fanucoi-md系统介绍部分
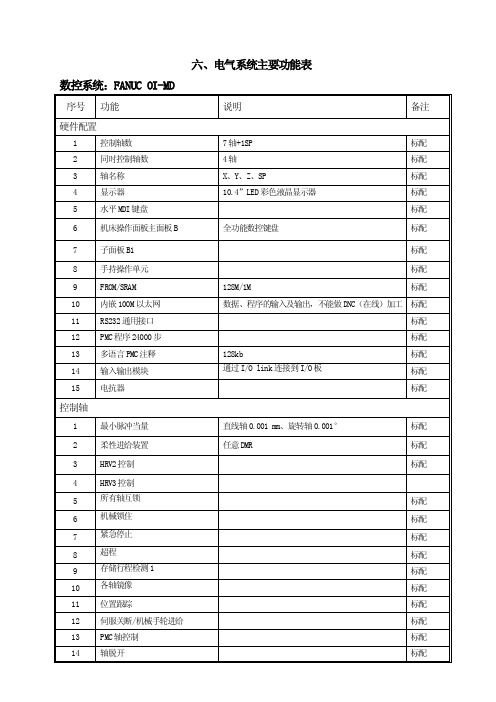
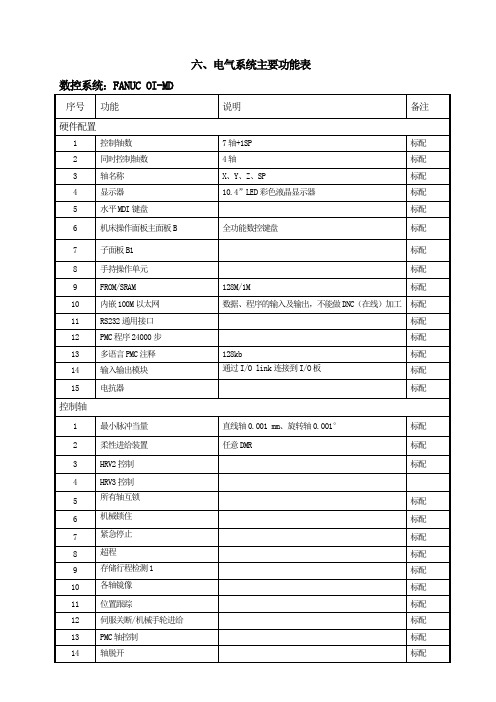
六、电气系统主要功能表数控系统:FANUC OI-MD文- 汉语汉字编辑词条文,wen,从玄从爻。
天地万物的信息产生出来的现象、纹路、轨迹,描绘出了阴阳二气在事物中的运行轨迹和原理。
故文即为符。
上古之时,符文一体。
古者伏羲氏之王天下也,始画八卦,造书契,以代结绳(爻)之政,由是文籍生焉。
--《尚书序》依类象形,故谓之文。
其后形声相益,即谓之字。
--《说文》序》仓颉造书,形立谓之文,声具谓之字。
--《古今通论》(1) 象形。
甲骨文此字象纹理纵横交错形。
"文"是汉字的一个部首。
本义:花纹;纹理。
(2) 同本义[figure;veins]文,英语念为:text、article等,从字面意思上就可以理解为文章、文字,与古今中外的各个文学著作中出现的各种文字字形密不可分。
古有甲骨文、金文、小篆等,今有宋体、楷体等,都在这一方面突出了"文"的重要性。
古今中外,人们对于"文"都有自己不同的认知,从大的方面来讲,它可以用于表示一个民族的文化历史,从小的方面来说它可用于用于表示单独的一个"文"字,可用于表示一段话,也可用于人物的姓氏。
1.事物错综所造成的纹理或形象:灿若~锦。
2.刺画花纹:~身。
3.记录语言的符号:~字。
~盲。
以~害辞。
4.用文字记下来以及与之有关的:~凭。
~艺。
~体。
~典。
~苑。
~献(指有历史价值和参考价值的图书资料)。
~采(a.文辞、文艺方面的才华;b.错杂艳丽的色彩)。
5.人类劳动成果的总结:~化。
~物。
6.自然界的某些现象:天~。
水~。
7.旧时指礼节仪式:虚~。
繁~缛节(过多的礼节仪式)。
8.文华辞采,与“质”、“情”相对:~质彬彬。
9.温和:~火。
~静。
~雅。
10.指非军事的:~职。
~治武功(指礼乐教化和军事功绩)。
11.指以古汉语为基础的书面语:552~言。
~白间杂。
12.专指社会科学:~科。
13.掩饰:~过饰非。
发那科0iMate-D系列系统(软件包5)技术说明4.1及应用

2014年3月18日
系统特点
系统特点(1/4)
FANUC最新0i Mate-D系统(软件包5) 采用基本单元C的最新配 置,具有以下新的特性:
• 强化的CNC处理能力使系统性能更加出色
サ子ブ程プロ序グ调ラ用ム呼出
2.0
1.5
1.0
PMPCM处C処理理能能力力 0.5
机接口
系统配置说明
配置说明(1/3)
• 8.4"显示器,标配有一个USB接口 • 主板上标配有且仅可配置内嵌以太网口 • 主板上集成的轴卡最多可支持5个伺服轴(不需单独配置轴卡)
订货时需注意要指定伺服电机数量(A02B-032x-R419#x)
• 不可配置以下放大器:
αi系列:A06B-6114-Hxxx,A06B-6124-Hxxx βi系列:A06B-6136-Hxxx,A06B-6134-Hxxx 脉冲分配模块(PDM):A06B-6135-H001
3包中标配,5包为选配的功能列表(2/2):
功能
图号
FANUC Series 10/11纸带格式 * 模型数据输入 * 第2辅助功能 *
实际主轴速度输出 * 刀具补偿测量值直接输入B *
示教编程 * 软式操作面板通用开关及扩展 *
Power Mate CNC 管理器 * I/O设备外部控制
I/O module for connector panel ED
A03B-0824-C005
• 当因某些原因无法使用以上单元时,0i Mate-D系统(软件包5)可使用原I/O Link接口的I/O单元 • 最新的电气柜用I/O单元(A02B-0319-C001)对应原来的0i用I/O单元(A02B-0309-C001)
Fanuc0imd数控系统的功能表
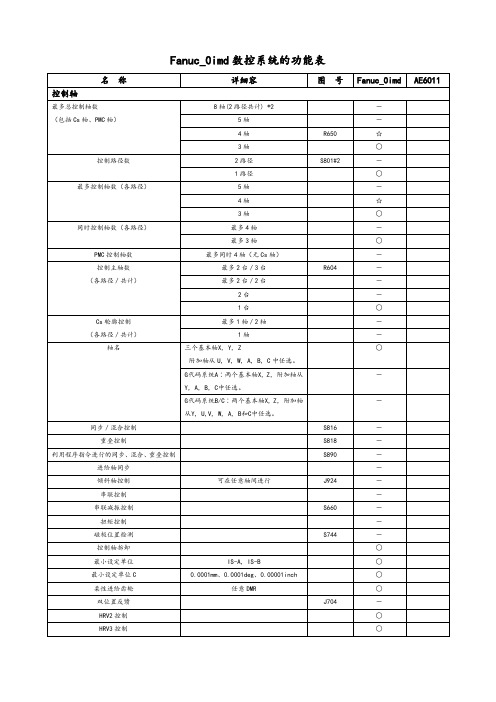
PMC控制轴数
最多同时4轴(无Cs轴)
-
控制主轴数
(各路径/共计)
最多2台/3台
R604
-
最多2台/2台
-
2台
-
1台
○
Cs轮廓控制
(各路径/共计)
最多1轴/2轴
-
1轴
-
轴名
三个基本轴X, Y, Z
附加轴从U, V, W, A, B, C中任选。
○
G代码系统A∶两个基本轴X, Z,附加轴从Y, A, B, C中任选。
-
圆柱插补
-
螺旋插补
圆弧插补+最大2轴直线插补
○
螺纹切削、同步进给
○
多头螺纹切削
-
螺纹切削中的回退
-
连续螺纹切削
-
变螺距螺纹切削
-
多边形加工
-
主轴间多边形加工
-
跳过
G31
○
多步跳过
J849
☆
高速跳过
输入点数为4位
○
扭矩极限跳过
○
返回参考点
G28
○
返回参考点检测
G27
○
返回第2参考点
○
返回第3/第4参考点
-
G代码系统B/C∶两个基本轴X, Z,附加轴从Y, U,V, W, A, B和C中任选。
-
同步/混合控制
S816
-
重叠控制
S818
-
利用程序指令进行的同步、混合、重叠控制
S890
-
进给轴同步
-
倾斜轴控制
可在任意轴间进行
J924
-
串联控制
-
串联减振控制
FANUCOi_MD系统数控铣床编程设计
FANUC-Oi-MD系统数控铣床编程FANUC-Oi-MD系统数控铣床编程4.1 FANUC-Oi-MD数控系统概述数控系统是数字控制系统简称,英文名称为Numerical Control Syste m,早期是由硬件电路构成的称为硬件数控(Hard NC),1970年代以后,硬件电路元件逐步由专用的计算机代替称为计算机数控系统。
计算机数控(Computerized numerical control,简称CNC)系统是用计算机控制加工功能,实现数值控制的系统。
CNC系统根据计算机存储器中存储的控制程序,执行部分或全部数值控制功能,并配有接口电路和伺服驱动装置的专用计算机系统。
CNC系统由数控程序、输入装置、输出装置、计算机数控装置(CNC装置)、可编程逻辑控制器(PLC)、主轴驱动装置和进给(伺服)驱动装置(包括检测装置)等组成。
CNC系统的核心是CNC装置。
由于使用了计算机,系统具有了软件功能,又用PLC代替了传统的机床电器逻辑控制装置,使系统更小巧,其灵活性、通用性、可靠性更好,易于实现复杂的数控功能,使用、维护也方便,并具有与上位机连接及进行远程通信的功能。
一、机床技术十四大发展趋势1、机床的高速化随着汽车、航空航天等工业轻合金材料的广泛应用,高速加工已成为制造技术的重要发展趋势。
高速加工具有缩短加工时间、提高加工精度和表面质量等优点,在模具制造等领域的应用也日益广泛。
机床的高速化需要新的数控系统、高速电主轴和高速伺服进给驱动,以及机床结构的优化和轻量化。
高速加工不仅是设备本身,而是机床、刀具、刀柄、夹具和数控编程技术,以及人员素质的集成。
高速化的最终目的是高效化,机床仅是实现高效的关键之一,绝非全部,生产效率和效益在“刀尖”上。
2、机床的精密化按照加工精度,机床可分为普通机床、精密机床和超精机床,加工精度大约每8年提高一倍。
数控机床的定位精度即将告别微米时代而进入亚微米时代,超精密数控机床正在向纳米进军。
FANUC 数控系统简介.
FANUC 数控系统简介一、FANUC数控系统的发展1、FANUC 公司创建于1956年,1959年首先推出了电液步进电机,在后来的若干年中逐步发展并完善了以硬件为主的开环数控系统。
进入70年代,微电子技术、功率电子技术,尤其是计算技术得到了飞速发展,FANUC公司毅然舍弃了使其发家的电液步进电机数控产品,一方面从GETTES公司引进直流伺服电机制造技术。
1976年FANUC公司研制成功数控系统5,随时后又与SIEMENS公司联合研制了具有先进水平的数控系统7,从这时起,FANUC公司逐步发展成为世界上最大的专业数控系统生产厂家,产品日新月异,年年翻新。
2、1979年研制出数控系统6,它是具备一般功能和部分高级功能的中档CNC系统,6M适合于铣床和加工中心;6T适合于车床。
与过去机型比较,使用了大容量磁泡存储器,专用于大规模集成电路,元件总数减少了30%。
它还备有用户自己制作的特有变量型子程序的用户宏程序。
3、1980年在系统6的基础上同时向抵挡和高档两个方向发展,研制了系统3和系统9。
系统3是在系统6的基础上简化而形成的,体积小,成本低,容易组成机电一体化系统,适用于小型、廉价的机床。
系统9是在系统6的基础上强化而形成的具备有高级性能的可变软件型CNC系统。
通过变换软件可适应任何不同用途,尤其适合于加工复杂而昂贵的航空部件、要求高度可靠的多轴联动重型数控机床。
4、1984年FANUC公司又推出新型系列产品数控10系统、11系统和12系统。
该系列产品在硬件方面做了较大改进,凡是能够集成的都作成大规模集成电路,其中包含了8000个门电路的专用大规模集成电路芯片有3种,其引出脚竟多达179个,另外的专用大规模集成电路芯片有4种,厚膜电路芯片22种;还有32位的高速处理器、4兆比特的磁泡存储器等,元件数比前期同类产品又减少30%。
由于该系列采用了光导纤维技术,使过去在数控装置与机床以及控制面板之间的几百根电缆大幅度减少,提高了抗干扰性和可靠性。
FANUC OI-MD系统介绍部分
2
柔性进给装置
任意DMR
标配
3
HRV2控制
标配
4
HRV3控制
5
所有轴互锁
标配
6
机械锁住
标配
7
紧急停止
标配
8
超程
标配
9
存储行程检测1
标配
10
各轴镜像
标配
11
位置跟踪
标配
12
伺服关断/机械手轮进给
标配
13
PMC轴控制
标配
14
轴脱开
标配
15
1/10增量编程
标配
16
存储行程检测2
标配
17
存储行程检测3
标配
标配
33
手轮进给中断
标配
34
移动前行程限位检测
标配
35
参考点偏移
标配
36
返回第3.4参考点
标配
37
浮动参考点返回
标配
38
存储限位外部设定
标配
39
异常负载检测
标配
插补功能
1
纳米插补
标配
2
定位
G00也可以进行直线插补行定位
标配
3
准确停止方式
G61
标配
4
攻丝方式
G63
标配
5
切削方式
G64
标配
6
准确停止
G09
标配
25
用户宏指令B
标配
26
附加用户宏指令公共变量
#100-#199 #500--#999
标配
27
中断型用户宏指令
标配
28
Fanuc0imd数控系统的功能表

圆柱插补
-
螺旋插补
圆弧插补+最大2轴直线插补
○
螺纹切削、同步进给
○
多头螺纹切削
-
螺纹切削中的回退
-
连续螺纹切削
-
变螺距螺纹切削
-
多边形加工
-
主轴间多边形加工
-
跳过
G31
○
多步跳过
J849
☆
高速跳过
输入点数为4位
○
扭矩极限跳过
○
返回参考点
G28
○
返回参考点检测
G27
○
返回第2参考点
○
返回第3/第4参考点
○
控制输入/输出
○
选择程序段跳过
9个
○
最大指令值
±9位数
○
程序号
O4位数
○
外部存储和子程序调用功能
○
顺序号
N5位数
○
绝对/增量指令
在同一程序段可混用
○
小数点输入/计算器小数点输入
○
10倍输入单位
○
直径/半径指定
○
平面选择
G17、G18、G19
○
旋转轴指定
-
旋转轴的翻转
-
极坐标指令
○
-
坐标系设定
○
自动坐标系设定
动态图形描绘、刀具轨迹描绘
S790
-
工件形状
6种类型
-
绘图坐标
8种类型
-
调整向导
校准
触指位置、长度、直径、位移
S790
-
刀具测量
铣削刀具、车削刀具
-
工件调整
表面、外/径、宽度、C轴、倾角、拐角
FANUC(0i-MDOi-MF)系统机床添加第四轴案例

FANUC(0i-MD Oi-MF)系统机床添加第四轴案例发布时间:2021-07-01T10:08:04.223Z 来源:《基层建设》2021年第9期作者:郭强[导读] 摘要:在进行某些工艺加工时,需要数控机床进行四轴联动加工或者四轴安装夹具实现一次装夹,多面加工,很大程度上增加了加工效率与精度。
通用技术集团大连机床有限责任公司辽宁大连 116620摘要:在进行某些工艺加工时,需要数控机床进行四轴联动加工或者四轴安装夹具实现一次装夹,多面加工,很大程度上增加了加工效率与精度。
本文将以FANUC数控系统为例,从添加四轴功能到实现四轴运行进行介绍。
关键词:数控加工;FANUC数控系统;四轴1.功能添加在不同类型的FANUC数控系统中,第4轴功能为选项功能,所以需要进行底层功能的开通。
0i-MD系统4轴授权导入方法按键“SYSTERM” 软键“参数” ,软键“操作” ,按“右翻”软键直至出现“OP读” 点击此软键。
该授权名称需要改成“CNCOPSET”放入CF卡或者U盘中,在机床输入“CNCOPSET.TXT”,点击“F名称”,随后点击“执行”,大概两秒读取时间,系统提示关闭电源,重启机床。
2.FANUC控制轴分配2.1 FSSB通讯分配添加第4轴之前,将机床回零。
0i-MD系统参数“8130”设为“4”,0i-MF系统参数“987”设为“4”,重启机床。
开机后无异常报警,检查“参数”是否出现第四轴的设置。
接下来,需要进行“FSSB”连接和轴的再次分配、第4轴参数的设定、PMC梯图功能的开通、试运行。
按键“SYSTERM”,点击“右翻”软件,直至出现“FSSB”,点击“FSSB”软键。
在“连接状态”页面中,查看主轴、伺服轴直接的连接状态是否正常。
在“伺服放大器”页面中,查看系统所读取的伺服模块电流规格是否正确。
在“主轴放大器”页面中,查看系统所读取的主轴模块电流规格是否正确。
无异常开始分配伺服轴、主轴。
FANUC 0i—MD数控系统在H800立式加工中心改造中的应用
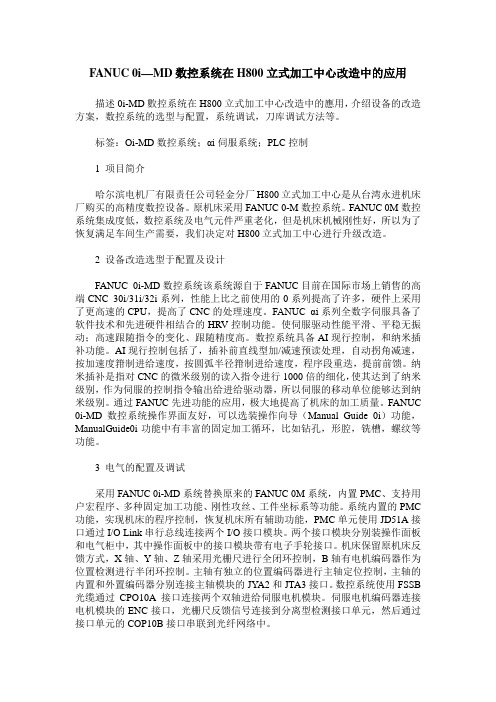
FANUC 0i—MD数控系统在H800立式加工中心改造中的应用描述0i-MD數控系统在H800立式加工中心改造中的應用,介绍设备的改造方案,数控系统的选型与配置,系统调试,刀库调试方法等。
标签:Oi-MD数控系统;αi伺服系统;PLC控制1 项目简介哈尔滨电机厂有限责任公司轻金分厂H800立式加工中心是从台湾永进机床厂购买的高精度数控设备。
原机床采用FANUC 0-M数控系统。
FANUC 0M数控系统集成度低,数控系统及电气元件严重老化,但是机床机械刚性好,所以为了恢复满足车间生产需要,我们决定对H800立式加工中心进行升级改造。
2 设备改造选型于配置及设计FANUC 0i-MD数控系统该系统源自于FANUC目前在国际市场上销售的高端CNC 30i/31i/32i系列,性能上比之前使用的0系列提高了许多,硬件上采用了更高速的CPU,提高了CNC的处理速度。
FANUC αi系列全数字伺服具备了软件技术和先进硬件相结合的HRV控制功能。
使伺服驱动性能平滑、平稳无振动;高速跟随指令的变化、跟随精度高。
数控系统具备AI现行控制,和纳米插补功能。
AI现行控制包括了,插补前直线型加/减速预读处理,自动拐角减速,按加速度箝制进给速度,按圆弧半径箝制进给速度,程序段重迭,提前前馈。
纳米插补是指对CNC的微米级别的读入指令进行1000倍的细化,使其达到了纳米级别,作为伺服的控制指令输出给进给驱动器,所以伺服的移动单位能够达到纳米级别。
通过FANUC先进功能的应用,极大地提高了机床的加工质量。
FANUC 0i-MD数控系统操作界面友好,可以选装操作向导(Manual Guide 0i)功能,ManualGuide0i功能中有丰富的固定加工循环,比如钻孔,形腔,铣槽,螺纹等功能。
3 电气的配置及调试采用FANUC 0i-MD系统替换原来的FANUC 0M系统,内置PMC、支持用户宏程序、多种固定加工功能、刚性攻丝、工件坐标系等功能。
FANUC 0MD数控系统的应用--以XK714数控铣床为例

·55 ·
FANUC 0MD数控 系统的应 用
— — 以 XK714数 控 铣床 为 例
Application of FANUC 0M D CNC System :A Case Study of XK714 CNC M illing Machine
李勇明 LI Yong—ming;王瑾 WANG Zhan
供热体系 的稳定性。
[3】余 永兴 .暖通 空调 设计 中几 个普 见 的 问题 [J].民营 科技 ,
3.2分户计量逐渐试 用 人们 节能环保 的观念伴随着 201 1(05). 《中华人民共和国节约能源法》的运行也逐渐得到提升,为 【4降 晓云.浅谈空调节能新技术[J].中国勘察设计,2010(09).
最高温度。热能在地板辐射采暖的原理 中出现的工作方式 虑 ,只有逐步 改善空调设备 的节能效果 ,减 少空调工作过
是 对流 ,因此产 生下高上低 的效果 ,不仅头脑 清醒 而且 脚 程 中产 生 的消 耗 ,才 能有 效 的控 制 空 调 节 能 。 在 暖 通 空调
下 温 暖 舒 适 。 这 种 采 暖 工 艺 既 能合 理 的安 排 空 间 ,又 具 有 中加 大可再生 资源 的利 用,不仅 有节 能环保 的作 用 ,还 可
m odule funct ions and meaning of the interface signals.
关键词 :FANUC 0MD数控 系统;XK714数 控铣床 ;应用
Key words:FANUC 0MD CNC system;XK714 CNC milling machine;application
3.1 自动 化 供 热 系 统 的提 升 目前 广 泛 使 用 的 自动 锅 息.201 1(09).
FANUC OMD系统操作编程说明书

第一篇:编程 61.综述 6 1.1可编程功能 6 1.2准备功能 61.3辅助功能82.插补功能9 2.1快速定位(G00)9 2.2直线插补(G01)102.3圆弧插补(G02/G03)113.进给功能12 3.1进给速度12 3.2自动加减速控制13 3.3切削方式(G64)13 3.4精确停止(G09)及精确停止方式(G61) 133.5暂停(G04) 134.参考点和坐标系14 4.1机床坐标系14 4.2关于参考点的指令(G27、G28、G29及G30) 14 4.2.1 自动返回参考点(G28)14 4.2.2 从参考点自动返回(G29)15 4.2.3 参考点返回检查(G27)15 4.2.4 返回第二参考点(G30)15 4.3工件坐标系16 4.3.1 选用机床坐标系(G53)16 4.3.2 使用预置的工件坐标系(G54~G59)16 4.3.3 可编程工件坐标系(G92)17 4.3.4 局部坐标系(G52) 184.4平面选择185.坐标值和尺寸单位195.1绝对值和增量值编程(G90和G91)196.辅助功能19 6.1M代码19 6.1.1 程序控制用M代码19 6.1.2 其它M代码206.2T代码6.3主轴转速指令(S代码) 216.4刚性攻丝指令(M29)217.程序结构21 7.1程序结构21 7.1.1 纸带程序起始符(Tape Start) 21 7.1.2 前导(Leader Section) 21 7.1.3 程序起始符(Program Start) 22 7.1.4 程序正文(Program Section) 22 7.1.5 注释(Comment Section) 22 7.1.6 程序结束符(Program End) 22 7.1.7 纸带程序结束符(Tape End) 22 7.2程序正文结构22 7.2.1 地址和词22 7.2.2 程序段结构237.2.3 主程序和子程序238.简化编程功能26 8.1孔加工固定循环(G73,G74,G76,G80~G89) 26 8.1.1 G73(高速深孔钻削循环)30 8.1.2 G74(左螺纹攻丝循环)31 8.1.3 G76(精镗循环) 32 8.1.4 G80(取消固定循环) 33 8.1.5 G81(钻削循环) 33 8.1.6 G82(钻削循环,粗镗削循环) 33 8.1.7 G83(深孔钻削循环) 34 8.1.8 G84(攻丝循环) 34 8.1.9 G85(镗削循环) 35 8.1.10 G86(镗削循环) 35 8.1.11 G87(反镗削循环) 36 8.1.12 G88(镗削循环) 36 8.1.13 G89(镗削循环) 37 8.1.14 刚性攻丝方式378.1.15 使用孔加工固定循环的注意事项389.刀具补偿功能39 9.1刀具长度补偿(G43,G44,G49) 39 9.2刀具半径补偿399.2.1 补偿向量39 9.2.2 补偿值39 9.2.3 平面选择40 9.2.4 G40、G41和G42 40 9.2.5 使用刀具半径补偿的注意事项40第二篇:NC操作411.自动执行程序的操作41 1.1CRT/MDI操作面板41 1.1.1 软件键41 1.1.2 系统操作键41 1.1.3 数据输入键41 1.1.4 光标移动键41 1.1.5 编辑键和输入键42 1.1.6 NC功能键42 1.1.6 电源开关按钮42 1.2MDI方式下执行可编程指令42 1.3自动运行方式下执行加工程序42 1.3.1 启动运行程序421.3.2 停止运行程序432.程序验证和安全功能43 2.1程序验证功能43 2.1.1 机床闭锁43 2.1.2 Z轴闭锁43 2.1.3 自动进给的倍率43 2.1.4 快速进给的倍率43 2.1.5 试运行44 2.1.6 单程序段运行44 2.2安全功能44 2.2.1 紧急停止442.2.2 超程检查443.零件程序的输入、编辑和存储44 3.1新程序的注册44 3.2搜索并调出程序45 3.3插入一段程序453.4删除一段程序45 3.5修改一个词463.6搜索一个词464.数据的显示和设定46 4.1刀具偏置值的显示和输入46 4.2G54~G59工件坐标系的显示和输入47 4.3NC参数的显示和设定474.4刀具表的修改485.显示功能48 5.1程序显示485.2当前位置显示496.在线加工功能49 6.1有关参数的修改:496.2有关在线加工的操作. 507.机床参数的输入﹑输出508.用户宏B功能538.1变量53 8.1.1变量概述53 8.1.2系统变量54 8.2算术和逻辑操作59 8.3分支和循环语句61 8.3.1无条件分支(GOTO语句)61 8.3.2条件分支(IF语句)61 8.3.3循环(WHILE语句) 62 8.3.4注意63 8.4宏调用63 8.4.1简单调用(G65)63 8.4.2、模调用(G66、G67)65 8.4.3G码调用宏66 8.4.4、M码调用宏66 8.4.5M码调用子程序67 8.4.6T码调用子程序67 8.5附加说明67附录1:报警代码表581.程序报警(P/S报警) 582.伺服报警593.超程报警604.过热报警及系统报警60 附录2:CRT/MDI面板图61第一篇:编程1. 综述1.1 可编程功能通过编程并运行这些程序而使数控机床能够实现的功能我们称之为可编程功能。
数控fanucOMD系统简介

数控fanucOMD系统简介随着科技的进步和工业的发展,数控机床正逐渐成为越来越多企业的主流生产工具,其中数控fanucOMD系统是非常重要的一种系统。
它不仅具有高效、精确、灵活的优点,而且使用起来非常方便。
本文将从数控技术的基本概念入手,介绍数控fanucOMD系统的应用、原理和优点等内容。
一、数控技术基本概念数控技术是指利用数字信息对机床、加工设备等进行自动化控制的一种技术。
数控技术的出现为制造业的生产和开发带来了一场革命,使得生产效率得到了大幅提高,同时还增加了产品的精度、质量和产量。
在数控机床中,控制机构可根据运输设备的指令实现自动加工,生产出符合要求的零件。
数控机床可以针对不同的加工要求进行编程,以实现量产、多品种、小批量生产的目的。
二、数控fanucOMD系统的应用数控fanucOMD系统是一种高级的数控系统,具有功能齐全、准确性高、稳定性好、使用方便等特点。
目前在很多行业都得到广泛的应用,如机械工业、电子工业、航空航天工业、汽车制造业等。
在机械加工制造领域,目前数控fanucOMD系统被广泛应用于钻孔、铣削、切割、车削、切割、雕刻等方面,精度好,速度快,是批量制造和生产零件的必备设备。
三、数控fanucOMD系统的原理数控fanucOMD系统的控制器分为两部分:“前端”和“后端”。
前端主要负责控制系统中各种部件如伺服驱动器、编码器及控制面板等;后端负责实现程序处理和运动控制。
在加工过程中,计算机或人机界面会自动生成控制信号,将其发送到控制器中,控制器会对这些信号进行解析和处理,再通过驱动器传递给各个电机,实现机床的运动。
其中,数控fanucOMD 系统的伺服系统则通过编码器反馈轴位置,实现控制器对轴进行闭环控制,提高精度和稳定性。
四、数控fanucOMD系统的优点相对于传统的机械加工方式,数控fanucOMD系统具有以下的优点:1. 缩短了生产周期,提高了生产效率。
2. 加工精度高,且稳定性好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 0MD数控系统的应用
作者:李勇明等
来源:《价值工程》2014年第08期
摘要:本文以XK714数控铣床为例,介绍了FANUC 0MD数控系统的构成、各模块功能以及接口信号的含义。
Abstract: This paper takes XK714 CNC milling machine as an example, describes the constitution of FANUC 0MD CNC system, each module functions and meaning of the interface signals.
关键词: FANUC 0MD数控系统;XK714数控铣床;应用
Key words: FANUC 0MD CNC system;XK714 CNC milling machine;application
中图分类号:TG659 文献标识码:A 文章编号:1006-4311(2014)08-0055-02
0 引言
FANUC数控系统采用模块化结构设计,各模块高度集成,性能稳定,具有健全的自检、监控、保护和报警便于维修,用户功能强大操作容易,对于电压、温度等环境要求不是特别高,适应性很强。
鉴于这些特点,FANUC数控系统得以大量的使用。
FANUC数控系统各系列总体结构非常相似,具有基本统一的操作界面,本文以XK714数控铣床为例,就应用广泛的FANUC 0MD控制系统的构成、各模块功能以及接口信号含义作一介绍。
XK714系列数控铣床是一种中小规格,高效通用自动化机床,机床配备FANUC 0MD数控系统和交流伺服电机驱动系统,可以控制三个坐标轴的联动加工和主轴的旋转、定位。
其控制系统主要由控制单元、α系列主轴和进给伺服单元以及与之配套的交流主轴伺服电机和交流伺服进给电机、CRT显示器、系统操作面板、机床操作面板、电池、手摇脉冲发生器等部件组成,控制系统连接框图如图1。
1 控制单元
控制单元包括主印刷电路板、AI型CNC电源模块、轴控制板、I/O C7接口板、存储器板。
①AI型CNC电源模块提供5V,±15V,24V,+24E直流电源,5V,±15V,24V,+24E 通过CP12插座向主印刷板供电,24V直流电通过CP15端输出至CRT。
当机床上电后,通过控制变压器副边由CP1端输入交流200V电源,由CP3端口输入CNC启动、停止信号,CP2
端输出交流200V控制伺服电源模块PSM的供电。
如图2,其中K1提供伺服电源模块PSM的准备完成信号,KM1为控制PSM的输入电源的主接触器。
②轴控制板提供X、Y、Z轴的进给指令,并接收从X、Y、Z轴位置编码器反馈的位置信号。
插座定义为:
进给指令:M184—X轴,M187—Y轴,M194—Z轴。
电机反馈:M185—X轴,M188—Y轴,M195—Z轴。
③I/O C7接口板为PMC提供输入输出信号。
卡上有M1,M2,M18,M20四个50芯插座和M19一个20芯插座。
M18,M20—机床操作按钮开关等的输入。
M1—回零开关、急停、润滑液面低、空气压力等开关信号的输入。
M19,M20—机床操作面板指示灯等的输出。
M2—冷却泵启动、刀具放松指令的输出。
④存储器板。
存储器板上有EPROM 27C1024 5块,存放数控系统程序。
RAM TC55257 4块,存放零件加工程序、机床参数及刀具参数,另有二个位置的PMC梯形图模块
(27C256)。
2 交流伺服系统
该机床采用的是α系列主轴、进给轴伺服系统,配用α系列交流伺服电动机。
包括:伺服电源模块,交流主轴伺服单元,进给轴伺服单元。
①主轴伺服单元。
CX1A插座为单相交流220V输入,CX2A、CX2B插座分别为直流24V 的输入输出,JX1接口接到负载表,JA7B接口用于接收来自NC的控制信号和传出主轴的状态信号,JY2插座接主轴电动机的编码器反馈信号,其中PA、PB、RA和RB用作速度反馈信号,OH1和OH2为电动机温度接点,SS为屏蔽线,TB2端口提供主轴电动机控制电源,而主轴风扇电源由外部单独供给。
②电源模块:提供主轴伺服单元和进给伺服单元的供电,所用插座作用:CX—为使能信号输入,由紧停回路继电器KA1控制。
CX1A—单相交流220V输入,由伺服变压器副边输入。
TB2—从伺服变压器副边输入的三相交流220V电源经接触器KM1常开触点接入。
CX2B—直流24V输出。
CX1B—单相220V输出。
JX1B—与伺服单元的信息传递。
③进给伺服单元:本机床采用三轴型进给伺服放大器,TB2端口输出三组动力电源分别控制X、Y、Z轴伺服电机,插座JV1B、JV2B、JV3B分别接收来自CNC轴控制板上的M184(X轴),M187(Y轴),M194(Z轴)的指令信号。
3 机床的急停及强电复位
机床的急停回路起到保护机床的作用,是故障多发的地方,了解其控制原理十分必要。
如图3,SB24为机床复位按钮,当机床某个方向的限位开关被触发后,可按下该按钮,手动模式下操作机床向反方向运行;SB23为紧停按钮;SQ2、SQ3、SQ4分别为机床X、Y、Z轴的机械限位;QF4是冷却泵的空气开关;继电器KA1的常开触点分别接到PMC的I/O输入点和PSM的CX4插座上,当继电器KA1失电后,将立即断开控制伺服电源PSM电源输入的主接触器KM1,并在CRT上显示“准备不足”报警。
FANUC 0MD系统目前虽然已逐渐被FANUC 0i系统所替代,但是配有该系统的数控机床仍然在大量的使用着,而且这批机床大多使用年限在5年以上,故障率普遍较高。
对整个数控系统构成、各模块功能以及接口的含义有了深入的了解后,在设备维修中就能做到有的放矢,取得事半功倍的效果。
参考文献:
[1]李志刚,司庆和,刘倩,步延生,李海瑚,姜淑慧,李丁,孙刚. J1VMC40MA型数控床身铣床[Z].国家科技成果.
[2]翁强,周俊国,李德育,赵文忠,栾勇,佘雷.XKL714数控铣床[Z].国家科技成果.
[3]XK715数控床身铣床[Z].国家科技成果.。