张减机工艺汇编
起重机方面的书籍

起重机方面的书籍机械设计手册(第2卷) 起重运输机械零部件周凤香等撰稿工程机械施工手册第一分册起重机械王修正徐圣文周继祖起重与工程机械电气设备肇溥仁装卸工和起重工瞿大明起重机设计手册张质文虞和谦等林业机械(林业起重输送机械) 东北林学院起重运输机械信阳起重运输机械研究所化工起重运输设计手册常用机械零件南京化工设计院石油、化工起重运输设计建设组组织编写起重运输设备图册南京化工设计院石油、化工起重运输设计建设组起重机设计手册《起重机设计手册》编写组起重船基本知识阎城高等学校试用教材起重运输机械试验技术武汉水运工程学院徐长生陶德馨塔式起重机的应用与计算吴启鹤门座起重机刘长根高正良等起重机钢结构制造工艺付荣柏海河港口工人技术培训教材电动起重运输机械使用上海港务局海河港口工人技术培训教材电动起重运输机械修理上海港务局汉英?英汉起重运输装卸机械分类词典大连起重机器厂编潘钟林马少安编英汉起重装卸机械词典起重运输机械试验技术 (第二版) 徐长生陶德馨编著化工起重运输设计手册起重运输设备图册南京化学工业公司设计院等组织编写化工起重运输设计手册螺旋输送机与斗式提升机南京化工设计院等组织编写化工起重工工艺学岳爱国等编化工起重运输设计手册胶带输送机 (修订版) 南京化学工业公司设计院等组织编写化工起重运输设计手册专用机械零件南京化学工业公司设计院等组织编写化工起重运输设计手册悬挂输送机南京化学工业公司设计院等组织编写石油化工厂起重吊装技术问答颜世君编设备起重吊装工程携手册何焯编起重机械事故分析和对策顾迪民主编起重工黄璟一主编架子起重工基本技术叶刚编著五金类实用手册大系实用五金手册第四篇工具第二十一章起重及液压工具祝燮权主编全液压汽车起重机--原理?结构?维修贾文福编龙门起重机西南交通大学起重运输机械教研室起重工全国安装协会组织余智奇起重运输机械计算Ф.К.伊万琴柯等著起重运输机械及混凝土制品机械同济大学武汉建筑材料工业学院等编塔式起重机北京市建筑工程学校机械专业科高等学校试用教材起重运输机械及混凝土制品机械同济大学武汉建筑材料工业学院南京工学院重庆建筑工程学起重机电气设备修理于永晓现代起重机管理与实用技术陈敢泽高级起重工工艺学国家机械工业委员会高等学校试用教材起重运输机金属结构西南交通大学起重运输机械电气设备刘瑞琦李元章戴文一起重运输机械电控线路及其元件周欣华起重安全技术国家劳动总局桥式起重机设计计算 [日]坂本种芳长谷川政弘超重机设计计算--遵循国标《起重机设计规范》的计算法胡宗武顾迪民起重工工艺学(中级本) 中华人民共和国机械工业部起重架工鞍山市群众技术协作委员会起重架工专业组龙门起重机检修孙桂林高键美赵月娟起重吊装安全技术宋金兴黄金新国外轮式起重机起重与运输上海电力建设公司起重机电气设备手册 [苏]Ю?B?阿列克谢耶夫桥式起重机司机必读天津市第一机械工业局机械制造工厂机械动力设备修理技术手册第四篇第三册起重运输设备的修理 (修订第一版) 《机修手册》第四篇修订小组起重基础知识(试用本) 郭林虎陆述超实用起重工手册赵正湘塔式起重机可控硅调速与遥控王心天中等专业学校试用教材起重运输机械山东建筑工程学院南京建筑工程学校内蒙古建筑学校起重工技术问答张元喜张仁定通用桥式和门式起重机赵国君吴锡忠起重运输机械产品样本起重机械卷机械电子工业部北京超重运输机械研究所起重机计算实例陈国璋孙桂林金永懿孙学伟徐秉业设备起重工杨文柱起重机械倪庆兴王焕勇起重机课程设计北京钢铁学院陈道南盛汉中初级起重工工艺学国家机械工业委员会桥式通用起重机使用和维护朱世义王志福赵连玺塔式起重机(增订版)塔式起重机张国瑞丁怡王介贞夏昌基起重架工技术鞍山市群众技术协作委员会起重加工专业组起重机械大连工学院杨长骙起重工国家机械工业委员会技术工人教育研究中心天津市机械工业管理局自行式起重机驾驶员郑妙珍机械设计手册3 第27篇起重、搬运件、操作件 (第2版) 黄万吉主编高等学校试用教材起重机动力学上海交通大学胡宗武同济大学阎以诵桥式起重机司机技术沈阳重型机器厂教育科编起重运输机械产品样本减速机卷机械电子工业部北京超重运输机械研究所塔式起重机驾驶员冯定梅起重运输机械产品样本运输机械卷机械电子工业部北京超重运输机械研究所集装箱龙门起重机陈国璋孙桂林起重运输机械陈道南过玉卿周培德盛汉中工程起重机(第二版) 哈尔滨建筑工程学院顾迪民起重机取物装置 [苏]A?A?沃依松A?Ф?安德列也夫起重吊装常用数据手册杨文渊编普通起重机和桅杆起重机 [美]H?I?夏皮罗西南交通大学张质文上海铁道学院刘全德起重运输机械起重机可靠性和统计动力学 [苏]B?N?布劳德起重工作的安全技术乌沙科夫著彭力译高等学校试用教材起重运输机电气传动余敏年职业安全卫生通用基础系列教材起重安全劳动部职业安全卫生监察局长春市基本建设先进经验汇编:起重、按装、架工长春市基本建设先进经验推广委员会高等学校试用教材起重运输与工程机械液压传动吉林工业大学马永辉门座起重机设计陆国贤倪庆兴张荣康马登哲塔式起重机电气设备郗平唤起重搬运机械安全技术孙桂林起重和运输辛昌贾耀清张光远门思善高春华等编涡流制动器在起重机调速系统中的应用陈岳声编国外塔式起重机刘佩衡中级起重工工艺学国家机械工业委员会集装箱起重运输机械《国外海上集装箱运输丛书》编写组编机械产品目录第六册起重机械运输机械启闭机林业机械第一机械工业部编起重搬运安全技术管理北京经济学院安全工程系编起重运输机械标准汇编起重机械安全北京经济学院安全工程系结构吊装起重工 (四级工) 梁建智朱维益编新编机械设计师手册 (上、下册) 第9篇起重及搬运零件徐灏主编实用起重机电气技术手册裘为章主编搬运机械的结构与使用维修:内燃叉车与起重机罗宗桥高峰编著设备起重工(第二版) 杨文柱编缆索起重机设计周玉申编著起重与机械安全工程学孙桂林主编桥式门式起重机 (第二版) 铁道部"装卸常识问答"编写组编起重运输机械设计基础 (第六版) [民主德国]M.舍费尔等编著范祖尧倪庆兴等译起重机典型结构图册管彤贤潘力行等编电动起重运输机械电气设备大连港装卸联合公司编桥式起重机工作原理与操作中华人民共和国第一机械工业部统编起重机课程设计 (修订版) 北京科技大学陈道南盛汉中主编中国工程师手册机械类 (下册) 第二十一篇起重与运输设备机械工程师手册编辑委员会编辑机械产品目录 (第五册) 矿山采选设备工程机械气动工具起重运输机械机械工业部编机修手册 (修订第一版) 第四篇第三册起重运输设备的修理中国机械工程学会第一机械工业部主编港口门座起重机技术发展研讨会专辑桥式起重机工作原理与操作(中级本) 机械工业部机械工人技术培训教材编审领导小组编起重运输机械木材采运机械化专业用吉林省林业学校主编冶金起重机叶佩馨马保生张君模王绍璞柴争鸣编起重搬运安全技术孙桂林等编著国外汽车式和轮胎式起重机产品标准专辑港口起重机结构力学 (港口装卸机械专业用) 陈文郁赵本诚编百起重大命案--一个老法医的手记马建民编著中华人民共和国石油化学工业部起重施工技术规范 (试行) 煤矿安全操作口诀起重工古惠田逮桂来贾仁社王群编起重运输设备选用手册起重运输设备选用手册编写组实用起重手册尹位忠王若梅方中编起重机械检修手册余维张主编简易起重运输设备第七篇 (3) 上海市机电设计院火力发电安装起重计算手册电力工业部基本建设总局技术处编起重机安装与修理陈敢泽编著起重机械安装使用维修检验手册 (上册) 万力主编起重运动机电气传动余敏年主编安装起重工建设部人事教育司组织编写里佐亨主编英汉起重运输机械词典锅炉监察手册第六分册起重设备苏联A.A.奥克洛柯夫工程师Л.H.乌沙柯夫工程师著陈珩译起重机械安全技术检验手册任树奎王福绵主编闸门及起重设备的安装水利电力部水利水电建设总局编道与纜索起重机苏联机器制造百科全书编辑委员会编文镇洋斯夢译起重运输设备概论苏联机器制造百科全书编辑委员会编文镇洋黄湛泉译起重机械的零件和主要部件苏联机器制造百科全书编辑委员会编文镇洋黄湛泉译起重机及基机构的基本计算资料与公式苏联机器制造百科全书编辑委员会编文镇洋黄湛泉译安装工业建筑物用的起重设备建筑工程部学校教育局译起重机亨兴著李海兴梁克基骆邦智熊经明王代翼合译起重运输机械的制动器阿烈克山德罗夫著寿子明译轻型建筑起重机与升降机 [苏联]H.A.鲍罗巴著陆龙文侯关桦译箱形结构桥式电动起重机设计和计算部份п.A.MилеXиH著李成矶译起重机械及索具沙柯洛娃、柯罗波夫著黄湛泉译起重运输设备聶罗斯拉夫斯基著王裕生袁蓟生袁文彬程绍柏合译起重运输机械的电气设备米克列尔著吴浣尘译起重打桩工航务工程教材编写组编起重机工及安装机械司机须知斯.斯.施塔布尼茨基著周光父译И.Я.柯卡著黄松元译建筑用塔式起重机结构及计算起重装吊基本知识贾景澄编设备起重建筑工程部第二工程局工业设备安装公司编建筑起重机的生产率全苏施工组织与机械化科学研究所编赵志缙张誉胡国华译起重打桩工上海市城市建设局编起重运输机的液力传动上海交通大学起重运输机械教研组编起重机械及附属设备 (建筑施工用) 黄湛泉著挖土起重机起重运输机械与建筑机械的计算 [苏联]В?С?扎连斯基Ф?Ф?莫夫强著袁子仁余永遐赵文科戴增惠邵泽林译起重机动力学 [苏联]М.С.柯马罗夫著陈克兴刘慰俭陈先霖译起重机械金属结构上海海运学院陈玮章主编起重机动力学上海交通大学胡宗武同济大学阎以诵编著水工起重机械东北水利水电专科学校胡孝良主编起重运输机械制造工艺学Б.Я.芬凯尔斯钦著第一机械工业部第一设计院译起重运输机械 (下册) (冶金起重机械) 北京钢铁学院机械设计教研组编起重运输机械 (上册) (通用起重运输机械) 北京钢铁学院机械设计教研组编起重运输机械А.А.多尔格连柯著武汉水运工程学院港机系起重运输机教研组译起重运输机械交通大学起重运输机械教研组编起重机构和起重运输机械零件的计算全苏起重运输机器制造科学研究所编汪一麟陈德健译起重运输机械张杳丁汝祥编起重运输机结构力学上海交通大学起重运输机械教研组编著起重运输机金属结构大连工学院机械系起重运输机教研室主编起重运输机械 (下册) 别烈金芬凯里什荐英著钱耀绪译起重机А.О.СПиваковский等著徐灏编译起重运输机械第1册А.О.斯比伐考夫斯基等著于道文李敏译起重机械 (第一卷) 柳?根?齐菲尔约?伊?阿布拉毛维赤著过玉卿等译起重运输机械 (上册) 别烈金芬凯里什荐英著钱耀绪译通用桥式起重机拜尔尼茨基沙巴晓夫著孙鸿范胡国范译桥式起重机的电气设备日丹诺夫著张蓋楚张明华周之鼎译起重運输机的电气设备 (上册) 列依高尔特著清华大学电工教研组译起重机械札沃德契科夫著北京钢铁学院机械原理、零件及起重机教研组译起重机械长春水利电力专科学校编桥式交流电动起重机的结构、运行与检修金以骏编著起重机安全作业手册铁道部材料供应局编起重机械 (第二卷) Л.Г.齐菲尔И.И.阿布拉毛维赤著孙鸿范任锦堂译起重运输机械凌容编著邮电专用机器和起重运输机 [苏联]Г.А.盖多维乌斯著蔡文法殷锡琪尤纬璋译运输及起重机械李伯宁编著缆索起重机巴拉特普拉文斯基著杨福新蔡学熙译起重机洪致育编著同济高工技术丛书编写委员会主编港口起重运输机的电气设备Ю.А.列依高尔特著王祖泽译运行式动臂起重机的起重稳定性阿克山诺夫著黄湛泉译起重机的构造和操作包罗班著屠大鲁吴克敏编译木材工业中的起重运输机械 (上册) Б.А.泰乌别尔著李敏译起重机金属结构的试验方法全苏起重运输机器制造科学研究所编孙可全吴银庚合译气力运输装置 (管道运输专业和起重运输机械专业用) [苏联]Н.К.纳列姆斯基编武汉水运工程学院港口机械教研组译交流起重机电气设备手册А.И.洛薩克著张盖楚白洋年译建筑工程起重机翁秉庄翠娣合译起重机电气设备的安装与使用日丹诺夫著张蓋楚译(初级本) 吴洪生起重工工艺学机修手册第6卷电气设备修理第4篇常用成套电气设备的修理第12章桥式起重机电气设备的修理《机修手册》第3版编委会架空索道及缆索起重机А.И.杜蓋尔斯基著孙鸿範任锦堂译起重机使用指南陈敢泽编著起重机手册 (第1卷) [苏]A?и?杜克利斯基主编过玉卿蓝石译起重机计算法及实例巴夫诺夫著吴克敏译工程机械使用维修400问--推土机铲运机装载机挖掘机平地机压路机起重机刘大起丛伟等编著起重运输机械设备手册第一机械工业部等编起重机械朱学敏编著塔式起重机使用手册刘佩衡编著起重工基本操作技能 (初级工适用) 机械电子工业部统编电站配套设备产品手册第十一册起重和运输设备能源部电力机械局编中华人民共和国船舶检验局船舶与海上设施法定检验规则起重设备法定检验技术规则 1999 第2篇技术要求中华人民共和国船舶检验局编港口起重运输机械管理手册交通部水运司编中华人民共和国船舶检验局船舶与海上设施法定检验规则起重设备法定检验技术规则 1999 第1篇检验与发证中华人民共和国船舶检验局编化工起重运输设计手册:专用机械零件原化工部起重运输技术中心站组织编写起重运输机械可靠性顾必冲黎启飞编挖掘起重机使用学建筑机械施工教材编写组起重机械习题集太原重型机械学院唐风主编炼厂设备安装起重机械的选择 [苏联]л.м.费尔斯特等著胡立鹏译建筑起重机手册建筑工程部安装及机械施工局编机修手册 (试用本) 桥式起重机电气设备的修理沈阳市机械工程学会动力学组主编工程机械配件图册 Q51型汽车起重机第一机械工业部第五局编起重工实用手册王碧琮张锡昌编结构吊装起重工 (五级工) 金虎根朱维益编汽车起重机 [苏联]B.г.梅斯金著王述之译预制钢筋混凝土构件的起重运输与安装燃料工业部基本建设司工程技术处编高等学校教学用书起重运输机的金属结构理论及计算 (上、下册)M.M.гOXБEPг著彭声汉译汽车式轮胎式起重机实用技术贾名著王景山编港口起重机 (下册) 畅启仁萧乾信编世界集装箱龙门起重机保有量及营运分析港口起重机 (上册) 畅启仁萧乾信编电动起重机工作原理与操作 (初级) 郑文龙编河港桥式抓斗起重机东风7025型起重机铁道部大桥工程局桥梁机械制造厂编起重属具港口教材编写组编起重架子工 (四级工) 朱维益编港口起重机械蒋国仁主编门式起重机港口教材编写组编起重机技术管理规程锺会云译起重吊装技术徐乃祥编著设备起重工 (三级工) 杨文柱编建筑机械保养规程第一分册起重、挖土机械中国工业出版社建筑图书编辑室编起重吊装技术手册 (下册) 杨文渊编起重吊装技术手册 (上册) 杨文渊编建筑起重安全技术手册樊锡仁赵丰纪胡成国主编起重运输机械专利索引第一册 (苏联、美国、英国部分) 1954-1963 第一机械工业部起重运输机械研究所编起重输送机械图书上册超重机械上海交通大学倪庆兴王殿臣主编葫芦式起重机宫本智著起重举升汽车维护与修理姚铁城编著起重运输机金属结构设计徐格宁主编起重机械及其零件的构造图、略图和草图 (第1册) 齐菲起重机械图集尔阿布拉毛维赤著起重挖掘机驾驶员祁仁俊齐英杰编汽车起重机?装载机故障诊断与排除张育益韩佑文编著港口起重运输机械电气设备 (港口装卸机械专业用) 薛兆沛主编起重机之设计制图须藤敏男石川七男著实用起重吊装手册杨文渊编冶金起重机北京钢铁工业学院机械零件教研组铁路装卸常识问答?桥式、龙门式起重机高等学校教学用书起重运输机的电气设备 (上、下册) Ю.А.列依高尔特著宗孔德等译门式起重机兰格马赛尔著高仲逵译一九七?年机械产品目录补充本第五册起重、运输、启闭机及林业机械类第一机械工业部统配机械产品目录第二册起重、运输机械类中国第一机电设备公司建设部生产许可证产品全集塔式起重机 1989 本书编辑部编起重技术汤毛志编著建筑电气安装工程施工图集 (上册) 起重机安装工程施工说明及竣工验收规定TX16 吕光大主编机动车与起重安全作业山西省电力公司编来自钢铁力士的威胁--起重伤害《电力安全知识普及读物》编委会编水电起重机械操作工 (缆、门、塔式) (11B-099) 职业标准?试题库电力工程水电施工专业电力行业职业技能鉴定指导中心编水电起重机械操作工(履带式、轮胎式) (11B-099) 职业标准?试题库电力工程水电施工专业电力行业职业技能鉴定指导中心编水电起重机械操作工(桥式、龙门式) (11B-099) 职业标准?试题库电力工程水电施工专业电力行业职业技能鉴定指导中心编塔式起重机应用技术孙在鲁著起重与机械安全袁化临编著机械设计手册.单行本.起重运输机械零部件成大先主编架子起重工龚佳龙编实用五金手册第三部分通用配件及器件十二、起重器材上海五金采购供应站编机械产品目录第二册冶炼设备轧制设备重型锻压设备润滑液压设备人造板设备煤气化设备矿山采选设备工程机械起重运输机械机械电子工业部编起重机、自卸车、推土机和其他建筑机械 [英]詹宁斯著富砚博译起重机设计、使用和保养 Ing. J. Verschoof著刘宝静译NS1602型铁路起重机中铁武汉桥机有限公司编起重机械严大考郑兰霞主编起重安全技术王还枝编著机械工人活页学习材料交流电动起重机的电气装置 (第二版) 舒正芳编著杜云编写有爪子的起重机科学小制作DIY4 船和起重机 (第二版) [英]彼得?弗明文莫莉译起重机电气设备的故障诊断与修理周希章周全周勇赵志成王奎成董炳生编水泵、风机和起重机速查速算手册方大千等编著起重运输机械产品样本配套件卷 (第二版) 中国重型机械工业协会北京起重运输机械研究所编起重机械安装与维修实用技术刘爱国安振木陈剑锋翟让主编起重机司机安全操作技术张应立主编塔式起重机范俊祥主编起重工初级、中级劳动和社会保障部中国就业培训指导中心编起重工基础知识劳动和社会保障部中国就业培训指导中心编起重工高级、技师劳动和社会保障部中国就业培训指导中心编自行式起重机吊装实用手册吴恒富编机械设计手册 (新版) 第二卷第八篇起重运输机械零部件、操作件和小五金机械设计手册编委会编著黄万吉主编工程建设常用最新国内外大型起重机械实用技术性能手册田复兴主编起重运输机械重庆钢铁高等专科学校罗又新主编苏联机器制造百科全书第九卷第十七章起重运输设備概论基费尔斯皮伐柯夫斯基伏羅比耶夫克鲁季柯夫著苏联机器制造百科全书第九卷第十八章起重机及其机构的基本设算资料与公式基费尔斯皮伐柯夫斯基伏羅比耶夫克鲁季柯夫著苏联机器制造百科全书第九卷第二十二章简单起重机械(滑车、举重器、绞车及手动複式滑车) 阿勃拉莫维奇斯比啓纳葉林松尼柯拉葉夫斯基著苏联机器制造百科全书第九卷第十九章起重机械的零件和主要部件基费尔斯皮伐柯夫斯基伏羅比耶夫克鲁季柯夫著苏联机器制造百科全书第九卷第二十七章门式起重机和运载桥阿勃拉莫维奇斯比啓纳葉林松尼柯拉葉夫斯基著苏联机器制造百科全书第九卷第二十六章桥式起重机与起重樑阿勃拉莫维奇斯比啓纳葉林松尼柯拉葉夫斯基著苏联机器制造百科全书第九卷第二十四章通用起重机与建筑安装起重机阿勃拉莫维奇斯比啓纳葉林松尼柯拉葉夫斯基著苏联机器制造百科全书第九卷第三十章索道与缆索起重机普洛卓洛夫克拉波特金卡斯达里斯基著大起重量桥式起重机 A?B?维尔尼克著陈绍传过玉卿译起重机金属结构 [苏联]M?M?戈赫别尔格著郁永熙刘锡山译苏联机器制造百科全书第九卷第二十五章移动式旋臂起重机阿勃拉莫维奇斯比啓纳葉林松尼柯拉葉夫斯基著起重运输机的电气设构 (下册) IO.A.列依高尔特著宗孔德等译起重运输机械 A.A.多尔格连柯著邓锡俊黄家骧魏武译起重运输机械第三册 A.O.斯比伐考夫斯基等著于道文等译起重机课程设计北京钢铁学院机械设计教研组编起重运输机的金属结构理论及计算 (上册) M.M.哥赫别尔格著彭聲汉译机械零件教研组起重运输机建筑用塔式直起重机 N?R?柯卡著黄松元译起重运输机械产品样本起重运输机械卷 (第二版) 中国重型机械工业协。
张减机工艺

轧制力
140kN(最大)
入口速度
0.5~1.4m/s
出口速度
0.51~7m/s(最大)
2.1 定径前的除鳞设备
高压水压力: 25Mpa
喷水环类型:
a
5
3 传动设备
电机数 6
主电机I (1~8架) 名义输出功率90/900——900KW
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机(1~8架) 名义输出功率25/250——250KW
最大输入功率45/450——450KW
输出速度80/800——1600 n/m
主电机II (9~14架) 名义输出功率90/900——900KW
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机II(9~14架) 名义输出功率25/250——250KW
最大输入功率45/450——450KW
输出速度80/800——1600n/m
主电机Ⅲ(15~24架) 名义输出功率90/900——900KW
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机Ⅲ(15~24架) 名义输出功率63/630——630KW
最大输入功率113.4/1134——1134KW
入口辊道
除鳞箱
入口导嘴
24机架张减
出口导嘴
预留热飞锯
测量装 置
a
4
1 产品特性
入口荒管外径(热态) 175mm(132mm)
入口荒管壁厚(热态) 4.2~22.1mm(3.3~18.2mm)
入口荒管长度
10.2m~27.5m
集中差速传动钢管张减机工艺参数计算及软件开发
任一机架 的平均张力系数 为 :
Z , . i = [ f P e ( 2 一 / 2 ) + ( 1 + v ) 】 / [ e ( 1 — 1 2 , . i )
一
生产 品种 主要 有套 管 、 油 管等 。 目前 先进 的工艺 参 数 计 算 技 术是 德 国 S MS — ME E R公 司开 发 的 C AR — T A软 件 系统 ,系统会 根 据生 产 品种 选择 合 理 的孔
1 引 言
南 塑性应 力 一 应m 公式 :
天津精 通无 缝钢 管有 限公 司新建 1 8 0 m m 连轧
管机组采用 了国产的集体传动 2 4架张力 减径机 ,
产 品规 格 为直 径 6 0 1 8 0 m m、 壁厚 3 . 5 ~ 2 0 . 0 mm,
【 摘 要】 在轧管理论 的基础上 , 建立 了集 中差速传动钢 管张减机 的工艺参 数计算方法 , 开发 出一种 张减工艺参数
计算软件 。生产实践表明 , 该软件计算 出的微张力减径机孔型和工艺参数准确性高 , 提高了工作效率 , 取得了较好 的
经济效益 。
【 关键词】 张力减径机 ; 工艺参数 ; 计算 ; 软件 ; 开发 De v e l o p me n t o f Pr o c e s s P a r a me t e r Ca l c u l a t i o n S o f t wa r e f o r Pi p e
Ce nt r a l i z e d Di f r e nt i a l Tr a ns mi s s i o n S t r e t c h Re d uc i ng M m
D U Yo u — — l i a n g
( T i a n j i n T e n g f e i S t e e l P i p e C o . , L t d . , T i a n j i n 3 0 0 3 0 1 , C h i n a )
组号序号学号姓名
序号 1 2 3 4 5 6
学号 130800514 130220123 130800107 130800516 130800810 130800328 120800115 130800613 130800625 130800411 130800417 130800420 130800518 130800115 130800206 130800323 130800520 130800614 130800311 130800318 130800619 130800621 130800630 130800208 130800215 130800322 130800523 130800720 130800229 130800522 130800723 130800727 130800623 130800117 130800230 130800232 130800414 130800616 130800822 130800207 130800212 130800412 130800213 130800602 130800610 130800827 130800205 130800814 130800817 130800132 130800211 130800406 130800524 130800218 130800219 110800815 120800826 130800416 130800427 130800611 130800612
课题名称 碳纤维复合材料钻孔加工的计算机软件仿真 海工产品的分段堆场布局优化 海工产品生产车间布局建模与仿真 舰载装备出库作业建模与可视化 核电检测机器人路径规划仿真与优化 基于计算机视觉的零件圆形尺寸测量方法的研究 基于计算机视觉的零件方形尺寸测量方法的研究 新型棋盘格立体仓库的管理与调度仿真 新型棋盘格立体仓库的结构优化 晶圆切割进给定位控制系统研究 基于DXF的多义线轨迹提取与仿真 晶圆切割机刀具磨损监测与补偿方法研究 管内焊缝打磨机器人设计与分析 外圆磨削温度分布的三维仿真与分析 加工过程残余应力叠加效应的实验与分析 基于MATLAB的铣削力预测及分析 基于MATLAB的铣削加工温度仿真及分析 微量润滑装置系统改进设计 电机转子动平衡检测装置设计 加工中心自动换刀机械装置设计 精密回转工作台设计 超精研磨工具制作与特性分析 精密研磨装置设计 磁导式AGV设计 基于机器视觉的AGV设计 机器人夹持器的模块化设计 FDM快速成型喷头设计 薄板零件成型工艺与模具设计 铝合金薄壁件搅拌摩擦焊温度场的数值模拟 数控加工过程中主轴负载在线监测方法研究与实现 精密静压滑台装配误差建模与分析 重载机床主轴系统力学性能分析 FDM快速成型零件表面处理工艺研究 基于Sapera SDK的数据图像采集技术研究 棋盘格立体仓库的库位排布研究 棋盘格立体仓库的库位分配算法研究 齿轮泵泵体的工艺规程设计与夹具设计 齿轮箱盖三工位组合机床总体设计及钻削多轴箱设计 发动机缸体卧式三面钻组合机床总体及夹具设计 陶瓷磨削工件表面粗糙度的实验与分析 微磨削砂轮形貌的检测与分析 磨削过程残余应力叠加效应的仿真与分析 非连续截面钢构件稳定性预测模型研究 基于梁柱节点稳定性的货架结构优化设计 薄壁钢梁柱节点抗震性能研究及其组合优化 高速环形穿梭车的改型设计和性能分析 基于最优化方法的形状误差评定研究 装配尺寸链优化求解方法研究与实现 计算机辅助装配尺寸链求解方法研究 基于前馈神经网络的硬质合金钻头磨损预测研究 基于支持向量机方法的钛合金铣削刀具寿命预测的研究 钛合金微小槽铣削毛刺控制的实验研究 基于神经网络预测方法的钛合金铣削刀具寿命预测的研究 导纱针针坯连续冲制模具的设计 浇注工艺对铸件应力的影响 纺织用针自动检测送针装置的设计 行波磁场电磁铸造中电磁力场的研究 镍基复合涂层的制备及强化 用于电接触强化的电刷镀厚涂层的制备 螺旋焊接钢管外表面焊缝自动打磨机构设计 不同薄膜结构金刚石涂层刀具铣削钛合金实验研究
专业技术人员技术与创新试题及答案

我国发明专利授权数从2002年的1.56万件大幅增加到2011年的17.2万件,居世界第()位。
A 一 B二C三D四答案C我国第一张使用激光照排系统输出的八开报纸的样张在()年诞生。
A1979 B1980 C1981 D1982答案A本课程提到,日本单反相机技术的发明属于()。
A原始创新B合作创新C引入D集成创新答案D2011年我国研究开发人员人均经费为29.9万,比2010年增加()元。
A0.5万B2.2万C3.8 万D5.0万答案B轮廓加参数的汉字信息处理方式是由()提出来的。
A王选B周培源C 程D 王圩答案A根据本课程,我国在()领域的研究论文发表数量最多。
A材料科学B基础生物C医药卫生D环境科学答案A2011年,国家财政的科技拨款大约是占到全社会的研发经费的()左右。
A57% B63% C67% D70%答案A非线性创新模式,更多的强调的是()。
A基础研究B技术开发C市场的拉动D产品开发答案C根据本课程,我国在()领域的研究论文发表质量最高。
A材料科学B工程科学C计算机科学D环境科学答案A关于世界各个国家的研究经费在国民生产总值的比例说法错误的是()。
A在2002年以后,韩国的投入强度甚至于超过了美国B在克林顿时代的8年中间美国经济增长速度是非常的快C美国的研发经费的投入强度居于世界第一D英国就研究经费的投入上占GDP之比是逐年下降的答案C日本在六十年代后期超越了()成为世界上的第二大经济实体。
A俄罗斯B德国C美国D 英国答案B现有技术集合在一起,开发一种新的产品,而不是单纯的模仿的是属于()。
A原始创新B 集成创新C消化吸收再创新D合作创新答案B创新是实现生产要素新的组合,这一概念是()提出的。
A熊彼特B德鲁克C凯恩斯D马歇尔答案A目前中国到海外去留学的最多的国家地区是在()。
A加拿大B北美C欧洲D澳大利亚答案B第三代照排机是在()问世的。
A50年代末B60年代初C60年代中期D60年代末答案C 本课程提到,德国合成氨技术的发明属于()。
解放牌汽车前刹车调整臂外壳工艺过程卡
产品型号机械加工工序卡片产品名称CA10B 零件图号83102解放牌汽车零件名称前刹车调整臂外壳共1 页第1 页车间工序号工序名称材料牌号金工车间02铣KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数铣床X601211夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件机械加工工序卡片产品型号CA10B零件图号83102工步号半精铣?82 左端面至32 和?32 左端面至15工艺装备专用夹具直径100长125 14齿直径80长63 12 齿圆柱形铣刀专用夹具直径100 长125 14 齿直径80 长6312 齿圆柱形铣刀r/min700700m/min219.8219.8mm/r1.41.4mm进给次数机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期半精铣?82 右端面至32 和?32 右端面至123解放牌汽车零件名称前刹车调整臂外壳共1 页第1 页车间工序号工序名称材料牌号金工车间03镗KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数镗床T617A15夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步号步容艺装备解放牌汽车零件名称前刹车调整臂外壳共1 页第1 页车间工序号工序名称材料牌号金工车间04钻KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数钻床Z51511夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件主轴转速切削速度进给量切削深度04标记r/min m/min mm/r mm进给次数工步工时机动辅助钻?12 孔处数专用夹具直径为?12 的钻头50018.840.08更改文件号签字日期标记处数更改文件号签字期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)工步号步容艺装备05标记铣? 30左端面至37 尺寸处数专用夹具?30 4 齿立铣刀更改文件号签字日期标记处数更改文件号解放牌汽车零件名称前刹车调整臂外壳共1 页第1 页车间工序号工序名称材料牌号金工车间05铣KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数铣床X501221夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件签字主轴转速r/min130切削速度m/min14.6952进给量mm/r0.4切削深度mm进给次数工步工时机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)日期工步号步容艺装备06插方槽,插至与右端面?30 上边平齐专用夹具标记处数更改文件号签字日期标记处数更改文件号解放牌汽车零件名称前刹车调整臂外壳共1 页第1 页车间工序号工序名称材料牌号金工车间06插KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数插床B502015夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件签字主轴转速切削速度进给量切削深度r/min m/min mm/r mm进给次数工步工时机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)日期机械加工工序卡片产品型号CA10B零件图号83102工步号07钻RC118 锥孔08攻螺纹标记金工车间07钻KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数钻床Z51521夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工艺装备r/min m/min mm/r mm进给次数机动辅助专用夹具50018.840.0812处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期机械加工工序卡片产品型号CA10B零件图号83102工步号步容艺装备金工车间08钻KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数钻床Z51531夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件主轴转速切削速度进给量切削深度09标记r/min m/min mm/r mm进给次数工步工时机动辅助用盖板钻打5×? 4.3 的孔处数专用夹具500 6.7510.0832更改文件号签字日期标记处数更改文件号签字设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)日期机械加工工序卡片工步号步容艺装备CA10B零件图号83102解放牌汽车零件名称前刹车调整臂外壳共1 页第1 页车间工序号工序名称材料牌号金工车间10钻KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数钻床Z5154夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称主轴转速切削速度进给量切削深度r/min m/min mm/r mm进给次数工步工时机动辅助钻孔M10 攻螺纹专用夹具50015.70.08设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字期机械加工工序卡片产品型号CA10B零件图号83102工步号步容艺装备解放牌汽车零件名称前刹车调整臂外壳共1 页第1 页车间工序号工序名称材料牌号金工车间11钻KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸件87×38×15711设备名称设备型号设备编号同时加工件数钻床Z51551夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件产品名称主轴转速切削速度进给量切削深度r/min m/min mm/r进给次数工步工时mm机动辅助钻?13 通孔50020.410.08 6.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工步号步容艺装备车间工序号工序名称材料牌号金工车间12钻孔KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸铁157 ×87×3811设备名称设备型号设备编号同时加工件数钻床Z51561夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件主轴转速切削速度进给量切削深度r/min m/min mm/r mm进给次数工步工时机动辅助钻? 13.8至47尺寸专用夹具50021.670.08 6.9设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字期工步号步容艺装备车间工序号工序名称材料牌号金工车间13钻孔KT350毛坯种类毛坯外形尺寸每毛坯可制件数每台件数可锻铸铁157 ×87×3811设备名称设备型号设备编号同时加工件数钻床Z51571夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件主轴转速切削速度进给量切削深度r/min m/min mm/r mm进给次数工步工时机动辅助钻φ16 至2 尺寸专用夹具50025.120.08设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字期。
张钢棒线减定径机组设备及工艺特点

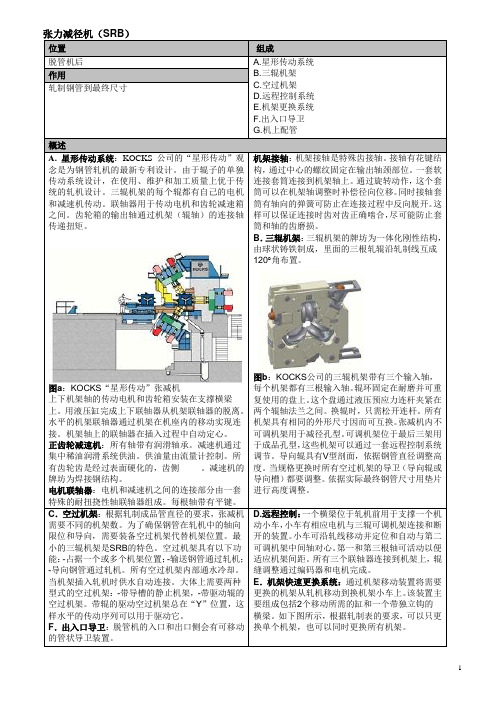
张钢棒线减定径机组设备及工艺特点谢红委;阎玉刚;朱大可;蒋子龙【摘要】对张钢棒线KOCKS减定径机的主要部件C模块及传动系统、机架、机架快速更换系统、计算机辅助孔型调整系统等进行了论述。
单一孔型系统、自由尺寸轧制、低温轧制及轧机配置程序(BAMICON)在三辊轧制技术中的应用,使产品尺寸精度可控制在±0.10 mm以内,显著提高了成材率,改善了产品表面质量和组织性能。
【期刊名称】《山东冶金》【年(卷),期】2015(000)006【总页数】2页(P78-79)【关键词】减定径机;C模块;三辊轧制;尺寸精度【作者】谢红委;阎玉刚;朱大可;蒋子龙【作者单位】山东钢铁集团淄博张钢有限公司,山东淄博256400;山东钢铁集团淄博张钢有限公司,山东淄博256400;山东钢铁集团淄博张钢有限公司,山东淄博256400;山东钢铁集团淄博张钢有限公司,山东淄博256400【正文语种】中文【中图分类】TG333面对市场的严峻挑战,张钢确立优化产品结构,抢占高附加值的精品市场战略方针,培育独特的竞争力。
围绕品种和质量,不断完善配套棒线有关工艺的改进和装备的改造。
目前,张钢棒线轧制产品的表面质量、公差尺寸、组织性能均匀性要完全满足用户对棒线材产品日益严格的要求,应对产线进行升级改造。
在降低成本、提高生产效率和成材率前提下满足市场需求日益严格的棒线材产品,德国的KOCKS公司三辊减定径机在国内的棒线上应用取得了很好的效果。
因此,在升级改造中决定在棒线精轧机后增加4机架KOCKS减定径机组,主要对其引进的减定径机组及三辊轧制技术等进行简要论述。
1)如图1所示,三辊减定径轧机每台机架有3根单独传动输入轴分别驱动3根辊轴,从而取消了机架内部传动伞齿轮,改善了机架内部结构,机架允许轧制力和轧制力矩比传统机架高30%左右[1]。
3根辊轴都装在可同步旋转的偏心套内,通过手动操作或远程控制同步旋转偏心套,即可实现同步无级调节辊缝。
压榨安全操作规程汇编(6篇范文)

压榨安全操作规程汇编(6篇范文)第1篇压榨安全操作规程1、操作人员必须经过《气囊式压榨机操作规程》培训合格后方可上岗。
2、榨季前必须对设备进行全面检查,确认设备电气控制元件完好、无破损,线路无闪露;设备的安全防护装置要齐全、完好;设备本体连接件紧固、牢靠;平台、栏杆完好、无破损等。
3、操作人员进入工作现场必须穿紧工作服,扣好衣袖;戴紧工作帽,头发不得露出;穿防滑胶鞋;戴橡胶手套;添加二氧化硫时,必须戴防毒面具。
4、开机前,检查、确认螺旋输送机、输酒泵无异物;发现异物,两人或两人以上进行清理,一人在开机处监护防止他人开机,其他人进行清理。
5、压榨机运行时,严禁进入压榨机下部作业。
螺旋输送机堵塞时,立即停机断电后,两人或两人以上,一人在开机处监护防止他人开机,其他人进行清理疏通,不得在开机情况下处理。
6、设备运行时,不得将工器具放在设备上,防止掉入设备,引起故障;非工作人员,不得上榨机平台。
7、操作人员保持信息通畅,发现异常或接到停机信号,立即按下急停开关,切断电源后处理。
8、不准翻越防护栏,跳跃平台,防止跌伤;如需跨越平台进行设备检修作业时,必须佩戴安全带,必须两人或两人以上,一人在开机处监护防止他人开机,其他人进行操作。
9、更换管路时,要轻拿轻放,防止砸伤、挤伤。
10、清洗、维修设备,进入压榨机内部时,必须两人或两人以上,一人在开机处监护防止他人开机,其他人进入进行清理疏通,不得在开机情况下处理。
11、清洗设备、清理现场时,不得用水冲洗设备电气部分及配电箱。
第2篇压榨机岗位操作规程1.岗位任务将甘蔗进行辗压后提取糖汁供清净,并严格控制工艺指标,确保产品质量合格,产生的蔗渣供锅炉作燃料。
2.工艺流程简介岗位工艺流程图甘蔗经过预处理(斩切撕裂)送入压榨机组进行压榨提汁,产生的混合汁送清净车间进行处理,蔗渣作锅炉燃料使用,严格按工艺指标进行控制,保证产品的质量。
3.工艺指标工艺控制指标数据备注渗透水温度(℃)55-65根据不同的生产情况,严格按照技术员要求进行控制,严格执行技术员的指令渗透水与蔗比%20-22蔗渣转光度2.4以下4.管理范围4.1管辖区域:本岗位管辖范围包括五组压榨机及传动装置、甘油站、中输机、蔗渣输送机、渗透系统设备、吸铁器、打散机、清水泵、混合汁泵、立式无阻塞泵及所属工艺管道、蒸汽管道、疏水管道、管件、阀门、仪表和建构筑物等。
2023年公务员考试案例分析题汇编

公务员考试案例分析题汇编(申请加精)一、1.受市工商局委托构成旳质量监督执法小组在例行旳检查中,发现甲厂生产旳电器严重不符合原则、足以导致人身伤害,该小组便以工商局旳名义对该厂罚款2万元,并责令其停产停业。
在惩罚过程中,甲厂提起举行听证旳规定,遭到拒绝。
甲厂不服该行政惩罚,遂以质量监督执法小组为被告提起行政诉讼。
请问:(1)法院与否应受理此案?为何?假如不受理该怎样处理?(2)假如法院受理本案后,该怎样判决?2.熊某年65岁,老伴已逝,有子女各一,子熊甲与刘某结婚,生有一子熊丙;女熊乙与张某结婚,生有一子张甲,熊甲1998年因车祸死亡。
熊某因病也于两个月后死亡,没有留下遗嘱,留有房屋、有价证券等大量遗产,遗产分割之前,熊乙也忽然暴猝。
请问:熊某旳遗产怎样继承?理由是什么?参照答案:1.【要点】(1)法院不能受理此案。
根据《行政诉讼法》规定,法院受理行政案件须有被告。
由行政机关委托旳组织所作旳详细行政行为,委托旳行政机关为被告。
因此甲厂不能以执法小组为被告提起行政诉讼。
法院应作出不予受理旳裁定,并告知甲厂将被告更为市工商局再行起诉。
2.【要点】(1)熊丙可以继承其父熊甲应继承旳份额。
理由:代位继承。
(2)张某和张甲可以继承熊乙应继承份额,理由:转继承。
二、1.张强因犯故意杀人罪被判有期徒刑23年。
刑满释放后无业谋生,遂纠集李大、李二、李三构成“自由帮”常常进行盗窃、抢劫等犯罪活动。
一日张强与李大、李二商议抢劫生意兴隆旳千里马鞋店。
李三懂得后不想去,张强便骗他说,大家只是挑两双鞋穿罢了,出了事由张强一人顶着。
四人在抢劫时被片警和附近老百姓抓获。
请问:(1)“自由帮”属于何种性质?为何?(2)李三与否具有法定减轻情节?为何?(3)对张强应怎样量刑?2.某市工商局和卫生局根据群众举报及调查,以发售变质食品为由,对某餐厅予以罚款1500元旳惩罚。
该店店主王某不服,以工商局为被告向人民法院提起行政诉讼。
请问:(1)本案是行政诉讼案件还是民事案件?(2)假如人民法院认为应把卫生局列为共同被告,而原告不一样意,该怎样处理?(3)假如原告起诉后,工商局和卫生局改为对餐馆罚款800元,并退还了700元罚款,原告表达同意,但未申请撤诉,法院应怎样处理?假如原告申请撤诉,法院应怎样处理?参照答案:1.【要点】(1)属于犯罪集团。
张减机轧辊铸造工艺的分析及改进
镇 静 冷 却 , 样 确 保 铁 水 成 分 , 消 除 其 遗 这 并
传 性 。当铁 水 降温 到 1 2  ̄ ~ 5  ̄ 时 出 炉 0C 1 0C 4 4
进 行 球 化 孕 育 处理 。采 用 经 反复 试 验 自制 成 的 Z L专 用 球 化 剂 ,其 用 量 为 08 11 Q .%- .%,
1 D 1 mm、 体 组 织 稳 定 为 针 状 贝 氏体 、 HS /5 基 工 作 层 厚 度 ≥ 5 mm、 合 层 冶 金 熔 合 质 量 0 复 良好 , 得 了用 户 的好 评 。 赢 2 内外 层 化 学 成 分 的 分 析 及 改 进
镍 能 使 C 曲线 和 C T曲线 右 移 , 制 珠 C 抑 光 体 的 转 变 ,延 缓 过 冷 奥 氏体 转 变 时 间 , 减
到 1 6  ̄~ o c保 温 1 - 5 n 铁 水 随炉 0C 15 0c 4 0 1 mi ,
深 度 ,但 过 高 的含 铬 量 易 形 成 组 织 偏 析 , 增 加 脆 性 降 低 组 织 的 强 韧 性 , 铬 含 量 宜控 制 故
在 03 - .% 。 .% 06 () 6锰
铁 、 友 等 用 户 , 场 前 景 十 分 看 好 。 选 择 住 市 30 0 mm张 减 机 轧 辊 , 对 其 铸 造 工 艺 进 行 了 分 析 及 改 进 , 通 过 对 内 外 层 化 学 成 分 及 离 心 复 合 铸 造 方 法 进 行 分 析 及 改 进 , 严 格
有 利 于 提 高 轧 辊 强 韧 性 。 同时 硅 量 在 达 到 上
1 前 言
硅 是 强 烈 石 墨 化 元 素 , 减 少 共 晶渗 碳 能
体 产 生 , 低 轧 辊 辊 面 硬 度 , 使 外 层 硬 度 降 并 张 减 机 轧 辊 产 品 是 我 厂 四 大 类 产 品 制
张减资料

给常州减径机讲稿2004年10月17日1、前言1、1张力减径机与微张力减径机的区别总的来,张减与微张减在设备和变形原理上是完全一样的,只是在实际运用时,根据不同的条件和要求,选择的工艺参数(张力系数)不同而已。
张力减径一般机架数≥16,工艺上最大的特点是减壁减径,一般单架最大减径率>6.0%,总减径率可达到80%以上。
但同时它的切头损失非常大(最大的切头长度可超过2米)。
微张力减径的机架数≤14,过去单架最大减径率不超过3.5%、总减径率小于35%。
由于张力系数≤0.5,只能实现等壁或减壁减径,因此切头损失比张减大大减少——大多情况下,切头长度大多可控制在300MM以内。
同时,只要措施得当,中、厚壁管的“内六方”可控制在较好水平。
因此微张力减径机比较适用于荒管长度≤15米的热轧无缝钢管机组和中、厚壁管生产。
1、2介绍主要内容介绍的主要内容是减径的变形理论、几个工艺问题和生产工艺的编制、轧机调整。
2、变形理论(微张减工艺的基础)2、1基本变形理论——钢管张力减径变形的基本方程式2、1、1 推导所用的符号和定义S ——钢管壁厚D ——钢管外径F ——钢管横断面积F=πS(D-S)ν——钢管壁厚系数ν=S/DDm——钢管平均直径1Dm=D-Sζr ——径向应力ζ e ——轴向应力ζt ——切向应力Φr ——径向对数变形Φr=l nS/S0Φe ——轴向对数变形Φe=l nL/L0=ln F0/F=lnµΦt ——切向对数变形Φt=l n(D-S)/(D0-S0)2、1、2 基本出发点1)三向的应力—应变关系——圣维南塑性应力应变理论(ζr-ζm):(ζe-ζm):(ζt-ζm)=Φr:Φe:Φt 式中:ζm为平均应力ζm=(ζr+ζe+ζt)/32)屈服条件——最大切应力理论ηma x=(ζ1-ζ3)/2=Kf/2在钢管减径条件下,即为:ζe-ζt=K fKf为材料的变形抗力,主要与材料的屈服极限ζs、变形温度、变形速度以及加工硬化等有关。
拌合机安全操作规程汇编(4篇范文)

拌合机安全操作规程汇编(4篇范文)第1篇拌合机安全操作规程为了正确安全地操作拌合机投料系统,正常发挥其作用,特制定本规程。
一、设备运行前的准备工作1、检查拌合机内是否有影响设备运转的异物及威胁人身安全的隐患。
2、检查琵子板是否牢固,是否有腐蚀、断裂等安全隐患。
3、检查电源线是否正常可靠。
4、油量是否达到要求的高度。
二、操作规程1、拌合机应在空载时启动。
2、投料应一批一批地进行,在上一批料还未走完时,不能投下一批。
3、定时检查小油泵是否上油。
4、交接班时应将刮齿清理干净。
5、定期检查减速机内油面高度。
根据损耗情况进行补充。
三、设备的保养工作1、定期给轴承、减速机加油。
2、对物料易粘附的地方,应经常进行清理,延长拌合机的使用寿命。
四、技术指标:1、确保下料口无阻塞,使上料胶带上的物料均匀。
2、混合后无明显不均匀。
3、混合量应该大于每小时15吨。
第2篇水泥混凝土拌合机安全操作规程一、作业前的要求1、检查电源电压是否同设备所需要的电压匹配,其最大允许偏差在规定的范围;2、检查各部连接螺栓是否松动,如果松动应该予以紧固;3、检查空压机有无异响和漏气现象,是否可以使用气动设备;4、检查送料器的驱动装置,在轨道运行和进入称量台时是否自如,检查钢丝绳的张紧度是否适合;5、检查水的压力、水的清洁度和流量是否合乎标准;6、检查称量装置是否完好准确;7、将设备上所有的仪表的指针调到零位;8、为了确保振动器的冷却,必须及时清除震动器表面积聚的尘土,并检查电缆有无损伤9、经检修或者停机时间较长的设备,在重新投入使用时,必须先模拟生产程序手动空运行试车,确认正常后,方可以自动循环生产;10、根据生产要求,确定调整设备各工作装置的运行参数; 11、检查漏电保护装置是否可靠。
二、作业中的要求1、配料过程中应该注意电子指针是否在给定称量的位置停止,如果出现不正确的情况应该进行调整;2、操作室内要保持清洁。
采用电子计算机操作的控制室,不得打开门窗进行通风;3、与工作无关人员不得进入拌合机的工作场地,更不得进入操作室;4、严禁将大块石料或者其他异物装入骨料仓;5、使用袋装水泥时,严禁将线头和衬纸袋进入水泥输送器;6、如果送料器被异物卡住,钢丝绳松落时,必须用人工缠绕,严禁使用电动机;7、有紧急停机装置的拌和设备,在设备和人员发生险情时,应该立刻启动紧停装置;8、设备在运行中发现突然停车的情况时,应该断开电源,在没有查明故障前,不得再次启动;9、拌合机应该尽量避免带负荷停机和启动,如果有特殊情况要带负荷启动时,启动时间应在3秒内,严禁强行启动;10、清除称量台附近的障碍物时,应将送料器抬高到适当的高度,并插上安全销;11、在搅拌混合料的过程中,严禁打开拌合机的机盖; 12、在搅拌过程中,如果突然停电,应该采取紧急措施,避免混合料在机内凝固;13、需要延长搅拌时间,而导致送料器往返一次的时间小于搅拌时间时,要及时调整时间继电器,使喂料时间与搅拌时间同步;14、在运行中,应经常检查电器设备、电器元件和线路各部分是否正常,发现异响、异味时,应立即停止检查处理;15、排除故障或者处理事故时应该切断电源,严禁在设备运转中进行检修;三、作业后的要求1、每日工作完毕,要切断电源,锁闭电源开关。
太钢T91 锅炉管项目张减机工艺探讨

在太钢不锈钢钢管有限公司外径89mm 穿孔机生产线工程设备改造项目中,张减机、横移链床等设备的设计依据为太钢不锈钢钢管有限公司提供的技术规格要求,用于在高温条件下将不锈钢、高温合金钢和特种合金等各类空心毛管张减至冷拔或冷轧所需要的外径大小。
为了更好地为冷加工工艺提供合适的管坯,需增加一套张减机机组、横移链床及配套输送设备,以扩大为冷加工工艺提供管坯范围。
该张减机机组的入口规格为直径65~125mm (直径预留最大值为140mm),出口为直径52~114mm (直径预留最大值为133mm),可以大大降低冷加工成本,提高成品钢管的市场竞争力。
1张减工艺设计张减机是热轧的最后一道轧制工序,其生产的钢管尺寸、精度和表面质量在一定程度上代表着成品的质量水平[1]。
在完成设备设计后,按照太钢不锈钢钢管有限公司要求,为其完成若干个合同范围内的产品规格的张减工艺设计,其中包括轧制机架计算、孔型设计、张力分配、电机负荷验算等设计和计算步骤。
1)孔型设计。
工具设计模块可以提供孔型系列设计方案,既考虑了经验,又保证了精确数学解,能够辅助用户根据轧件工况快速掌握准确的工具设计手段。
工具设计模块可以生成用于圆孔型和椭圆孔型的工具数据和加工参数,然后将这些数据传输给维修车间的孔型加工机床。
工具设计模块可自动计算孔型椭圆度、长短半轴、刀具直径、刀具距离等孔型数据和加工参数,帮助钢管生产企业技术人员更快速、更准确地调整工磨具状态,以适应灵活生产的需要。
第79页图1为孔型主要技术参数示意图。
在图1中,d w 为轧辊理想直径;d 为孔型平均直径(轧件外径);a 为长半轴;b 为短半轴;s 为轧件壁厚;w a 为刀具距离;w d 为刀具直径。
2)避免产生内多边形和表面青线。
张减过程中存在产生内多边形和青线的特殊质量问题,该质量问题源于技术工艺。
内多边形和青线的产生与孔型设计有直接的关系,通常是由于轧制过程中减径率过大、椭圆度设置不合理、张力分配不合理,导致金属沿孔型宽度方向变形不均匀或产生过充满状态,从而造成内多边形和青线的质量问题。
带锯机安全操作规程2汇编(10篇范文)

带锯机安全操作规程2汇编(10篇范文)第1篇带锯机安全操作规程2带锯机的安全操作规程(二)1、开机前做好全面的检查工作,详细检查机械各部件、安全防护装置是否良好,锯条有无损伤及裂口,木料上有无铁钉、铅丝头或其他硬杂物,均无问题方可开机。
2、锯割中,要时刻观察运转中的锯条动向,如锯条发生前后窜动,发出破碎声及其他异常现象时,应立即停机,以防锯条折断伤人。
3、操作时,手和锯条应保持一定的距离,其距离不得小于50cm,且不许将手伸过锯条,以防伤手。
4、进行锯割时,不允许边锯割边调整导轨;锯条运转中,也不允许调整锯卡,以防发生事故。
5、下手在往回送木料时,应注意木料与锯条的位置,以免木料碰撞或顶脱锯条。
锯割中若出现夹锯现象,应由下手将木料锯口分开,切勿倒退,以防锯条脱落。
当工作台面上锯条通路有碎木等阻塞时,应用木棍剥离,必要时停机排除,切不可用手清除,以防伤手。
6、卸锯条时,一定要切断电源,等锯条停稳后进行;换锯条时,手要拿稳,防止锯条弹跳伤人。
第2篇细木工带锯机安全操作规程1、目的规范作业程序,确保安全生产。
2、适用范围(细)木工带锯机3、采用带锯机裁板时,应遵守本规程。
3.1操作员必须经培训合格后可上岗,非本机操作员不得操作机器。
3.2操作员穿好工作服,戴好防尘口罩,严禁戴手套,工作时精神必须高度集中。
留长发者须将头发盘起。
3.3使用前,检查电源接线是否安装牢固,检查传动皮带的张紧度,主轴制动手柄应在放松位置;3.4清除工作平面及主轴附近的障碍物,当确认以上各项处于完善的情况下即可起动;3.5操作时,不要穿戴有可能被机床的部件挂扯的衣物及饰品;3.6在操作过程中,刀具的刃口可能造成人员的伤害,所以要保持上肢和身体的其他部位远离工作区域;3.7操作过程中产生的碎屑能使地面变滑,应按规定时间进行清理;3.8更换刀具必须关闭机床的总开关,更换时,应带保护手套;3.9刀片应保持锋利,不蹦刃、卷刀、弯曲。
4.0严禁送料时猛进猛退,野蛮操作。
SRB张减机基础知识
7.钢管冷床区域7.18.钢管锯切区域一、SRB相关知识1.SRB前高压水除鳞装置(压力8~1 80bar可调)喷环组成:除鳞环+挡水环 1+1除鳞装置在喷嘴上的最大压力:180bar,正常压力:160bar荒管温度:830~960℃(S≦7时,由于条件限制,可适当降低)2.二十四机架张力减径机组—机架机架类型:3辊式矩形机架;机架数量:24—轧辊可调机架名义直径:Φ360mm左右不可调机架名义直径:Φ365mm可调机架的调整范围:Max7mm可调机架的调整比例:调整一个刻度等于孔型变化0.05mm轧辊宽度:190mm材质:球墨铸铁机架更换缸:2个3. 空过机架1、空过机架Y类型,不带传动辊,占一个机架位;2、空过机架倒Y类型,不带传动辊,占一个机架位;3、检测机架Y类型,不带传动辊,占一个机架位;4、检测机架倒Y类型,不带传动辊,占一个机架位;5、空过传动机架,带传动辊,占一个机架位;6、空过传动机架,带传动辊,占十个机架位;二、质量缺陷1.产品主要缺陷及处理办法1.1轧折1)产生原因:a张力减径机各机架减径量分配不当或宽展系数选择不当B由穿孔,连轧机的操作不当引起的C某一机架轧辊啃伤,表面龟裂,经后续机架连续轧制引起。
2)消除办法:合理分配各机架减径量,修磨轧辊或是更换机架。
1.2结疤1)产生原因:再加热时氧化铁皮及粘连的硬杂物残留在管子的外表面上,在轧制时压入管子表层.2)消除办法:控制再加热的质量,调节高压水除鳞.1.3麻面1)产生原因:a轧辊的孔槽磨损严重b钢管在再加热炉中停留时间过长或是加热温度过高,使氧化铁皮过厚, 生产的时候压入钢管表面c高压水除鳞压力低,或是个别喷嘴堵塞,形成一条纵向氧化铁皮,轧制时压入管子表面d再加热炉辊道或步进梁粘钢2)消除办法:a麻面严重时就要更换机架b严格按照操作规程操作,不能让钢管在再加热炉中停留时间过长,张减机出现故障时要降低再加热炉的炉温c张减机入口前高压水除鳞要在规定的压力下进行,发现喷嘴堵塞要马上处理1.4青线1)产生原因:a孔型设计不合理,造成钢管过充满b轧制低温钢c来料尺寸过大d机架孔型中心线不对,错位e轧辊辊缝倒角不合要求f轧辊超寿命使用,磨损严重g用圆孔型轧制D/S较大的薄壁管h轴承间隙引起轧辊跳动或窜动i电机转速与设定值相差较大j锁紧缸未锁紧,导致机架窜动2)消除办法:a正确设计孔型b严格按照技术要求更换机架C按照操作规程进行轧制1.5开裂1)产生原因:钢管停留在张减机前面的时候过长,高压水喷射时间长,造成轧制低温钢。
张减机基础自动化系统改造

张减机基础自动化系统改造
程金良
【期刊名称】《电气自动化》
【年(卷),期】2006(28)1
【摘要】本文介绍了某张减机基础自动化系统改造前后的情况,着重介绍了改造后的控制系统和一些调试经验,简要介绍了传动和数据计算机系统.
【总页数】4页(P68-71)
【作者】程金良
【作者单位】上海宝钢股份公司钢管分公司,201900
【正文语种】中文
【中图分类】TM571.6+1
【相关文献】
1.张减机椭圆孔型加工参数的计算方法分析 [J], 任宝生
2.钢管厂张减在线常化技术改造 [J], 翟玉昌
3.Φ630张减机中的自动控制 [J], 秦捷
4.武钢一炼钢厂八机八流方坯连铸机基础自动化系统 [J], 余芾羽
5.高铬铸铁张减机辊的开发和应用 [J], 杨军;杨志涛
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机Ⅲ(15~24架) 名义输出功率63/630——630KW
最大输入功率113.4/1134——1134KW
输出速度80/800——1600 n/m
电机过载系数
2
控制系统
CARTA/Technology
更换轧机小车数
a/b
平均直径 最大直径
D Dmax
最小直径 a+b
压下后
差值
b-E a-0.5E
E 0.5E
(a-0.5E)/(b-E)
D-1.654E
0.001~0. 003
1.654E
Dmax1.732E
a+b-1.5E
1.732E 1.5E
再看成品直径偏差变化:
732E-1.5E=0.232E 这说明压下后直径偏差增大了0.232E。 三.工艺说明 通常为了提高管子的表面质量,建议在生产过程中至少
4
每车的轧机位
24
我厂二套设计的孔型的轧辊形式有两种: 如图1和图2所示:
具体加工时,根据需要加工成各个机架孔型所需要的半径。一
套孔型中每一个机架的孔型直径都是不一样的,需要根据设计的数 据进行加工。而其加工原理事实上也正是可调机架的调节原理。
我们不考虑加工的过程,假想可调机架的最大打开度,轧辊的三段 圆弧组成一个圆形。然后三辊下压的一个量后,这三段圆弧不再是 一个圆,而是由三段偏心距为压下量的三段椭圆弧(相对于轧制中 心线来说)。这时的短轴半径变成的R-E(E为下压量),而长轴 变成了R-0.5E。这时的辊缝也发生了变化,每个轧辊靠近辊缝中心 线为√3 /2E,这样辊缝变化为 √3 E。再看其平均直径的变化: 平均直径求取的思路是:
入口荒管长度
10.2m~27.5m
出口钢管外径(热态) 48.5(32.2)~169.9 mm
出口钢管壁厚(热态) 3.23~22.22(2.52~18.2) mm
成品钢管直径(冷态) 48.0(32)~168.3 mm
成品钢管壁厚(冷态) 3.2~22(2.5~18) mm
成品钢管长度(热态) 12.4~80m
工艺流程 工艺设备及数据 可调机架 质量检查 张减工艺 孔型介绍
1 工艺说明 1总述 张减的过程是一个空心体连轧的过程,除了起定径的作用外,还要求有较大的减径率,
除此之外,张力减径还要求通过各机架间建立张力来实现减壁的目的。因而其工作 机架数较多,一般为12~24架,多至28架,我厂二套选用的是24架,最大总减率可 达72.6﹪。 1. 2工艺过程 荒管在再加热炉加热至920°~1050°后出炉,在出炉辊道出口进行表面测温后,首先 经20Mpa的高压水除鳞装置去除荒管在再加热过程中表面产生的氧化铁皮,然后在 张力减径机中轧制成Φ48~168mm外径的钢管,轧后最大管长达80m。本车间选用 的24架张减机,最大出口设度为7m/s,张减机配有Sms-Meer的CARTA控制系统,采 用该系统可以有效地进行钢管的头尾增厚端的控制,平均壁厚控制及局部壁厚控制。
张减机
张减机型号
SRM-310-A24
机架形式
三辊式
传动方式
三组六电机差速传动
机架数
24
机架间距
290mm
单机减径率
5.7%(最大)
轧制力矩
22knm(最大)
轧制力
140kN(最大)
入口速度
0.5~1.4m/s
出口速度
0.51~7m/s(最大)
2.1 定径前的除鳞设备
高压水压力: 25Mpa
喷水环类型:
制度不匹配引起。 直径超差 由孔型设计不当、孔型磨损或轧机调整不正确所引起。这时一般精
质量检查 内容: 张减中可能出现的质量问题 目的: 知道成品尺寸的公差带,掌握常见质量事故的处理方法 张减中容易引起的缺陷有:
结疤 其原因是出再加热炉时,氧化铁皮粘结在硬杂质残留在管面上,在张减 机中压入表层而引起(加强除鳞效果)。
麻面 主要由轧辊孔型磨损引起,轻者通过修磨孔型来解决,严重要换辊 。 轧折 主要是单机压下率过大,辊缝设置不正确,还与孔型的正负宽展,速度
3 传动设备
电机数 6
主电机I (1~8架) 名义输出功率90/900——900KW
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机(1~8架) 名义输出功率25/250——250KW
最大输入功率45/450——450KW
输出速度80/800——1600 n/m
把圆周方向分成六段相同的弧,如图建立坐标,用极坐标 的方法, 对一段弧集分,求出其长度,这样就精确求出了孔型周 长。用这个值除以π就得到孔型的平均直径。
D=π/6*∮(R0-COSθ*E)dθ(在0到60度内积分) 得到D=D0-1.654E
数值 压下前 名称 短半轴b 值 b
长半轴a值 a
椭圆度
主电机II (9~14架) 名义输出功率90/900——900KW
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机II(9~14架) 名义输出功率25/250——250K—1600n/m
主电机Ⅲ(15~24架) 名义输出功率90/900——900KW
荒管出张减机后通过冷床的辊道上进行壁厚、温度、外径、长度的连续测量。测量 的结果可用于轧制过程中的闭环控制。
钢管出张减机后,输送到冷床入口辊道处,然后横移到步进式冷床上冷却。
入口辊道
除鳞箱
入口导嘴
24机架张减
出口导嘴
预留热飞锯
测量装 置
1 产品特性
入口荒管外径(热态) 175mm(132mm)
入口荒管壁厚(热态) 4.2~22.1mm(3.3~18.2mm)