自动络筒机空气捻接器的捻接原理研究
空气捻接疑难问题的解决方法
解决空气捻接疑难问题的技术措施潘忠明(上海能仪机电科技有限公司)摘要:分析了天丝等差别化特种纤维及中长纤维合股线捻接的技术难点,探讨了影响捻接质量的主要因素,提出了提高特殊产品捻接质量的具体措施。
关键词:捻接;天丝;差别化纤维;股线;退捻纱线连接是自动络筒机的三大功能(见图1)之一,其中空气捻接则是当前自动络筒机中最主流的纱线连接技术。
图1 自动络筒机的三大功能就当前各种空气捻接器的工作原理和结构形式来讲,最佳捻接范围大致上是以32S棉纤维纱线品种为中心,15S-80S左右的一个区域中。
因此普通纱线在空气捻接器上的捻接不是什么大问题。
但是当因市场需要,捻接的纱线品种从普通转向特种纱线后,自动络筒机上的捻接质量问题就突显出来了。
当前较难捻接的纱线品种有天丝、莫旦尔、股线、氨纶包芯纱、粗支线、各种新型特种纤维等。
捻接的问题主要集中在接头强度保持力、外观、捻接质量的稳定性、捻接的质量标准等几个方面。
1 解决天丝等差别化纤维捻接疑难问题的技术措施1.1 天丝等差别化纤维的特点及捻接常见问题天丝等差别化特种纤维的品种有很多,纤维长度长(一般是38mm)、整齐度好、抱合力差、纱线表面光滑,有些纤维有弹性或挠曲性较强,这些特点都不利于捻结器的捻接,因此常出现捻接失误率高、捻接头容易滑脱、捻接强力低、捻接外观不好等问题。
1.2 解决天丝等差别化纤维捻接问题的技术要点(1)退捻效果。
(2)捻接长度。
(3)纤维纠缠度。
1.3 解决天丝等差别化纤维捻接问题的具体措施1.3.1 退捻器材的选择和调节这是第一步也是最关键的一步。
由于受捻接结构的影响,当前最常用的三种空气捻接器的退捻和加捻器材也不尽相同。
提高捻接质量的难点,首先是要在它们各自器材的范围内选择合适的退捻器材。
选好退捻器材后,最重要的就是调试工作。
除了调节退捻管的相对位置外,还有退捻气流的强度、退捻气流的时间。
因为受各种因素的影响,调节工作不一定有固定的具体参数,一切要以达到实际捻接效果为调节依据。
村田No.21C自动络筒机分析.docx
南通纺织职业技术学院课程论文村田 No.21C 自动络筒机分析班级:学号:姓名:课程:___________指导老师:完成时间: 2012 年 5 月 21 日—— 2012 年 5 月 27 日村田 No.21C 自动络筒机分析摘要:本文分析了日本村田 No.21C 型自动络筒机的工艺流程、工作原理、结构组成,并主要从机电一体化的角度对电子清纱、张力控制、电子防叠、空气接捻器、毛羽减增装置等进行了简要分析。
最后,总结了 No.21C 型络筒机在使用过程中的常见问题及解决方法以及络筒机的维修保养。
关键词:络筒机;电子清纱;张力控制;电子防叠;接捻器;维修保养;目录前言 (4)1.络筒概述 (5)1.1络筒工艺的目的和要求 (5)1.2络筒设备的分类 (5)2.村田 No.21C 型自动络筒机简介 (5)2.1络筒机的工艺流程及工作原理 (6)3.村田 No.21C 自动络筒机主要机构分析 (7)3.1电子清纱器 (8)3.2张力控制系统 (10)3.3毛羽减少装置 (12)3.4电子防叠装置 (15)3.5村田接捻器 (16)4.NO.21C 型络筒机常见问题及解决措施 (19)4.1捻接失误率过高 (19)4.2退绕不良 (20)4.3筒管飞脱 (20)4.4突发性毛羽纱疵 (21)5.络筒机维修保养内容及技术要求 (22)6.结束语 (24)参考文献 (24)前言自动络筒机是实现纺织企业产业升级的关键设备,国内市场每年有约2600台左右的需求量,上世纪90 年代初,中国自动络筒机大部分依赖进口,本文针对日本村田第三代No.21C 型自动络筒机进行了简要分析。
该类设备设计制造精度及稳定性要求非常高,是各先进国家近年重点研发的主要纺织设备之一,也是我国众多纺织企业为提高产品质量档次的主要技改内容。
各种新技术应用都会在自络机上得到应用。
对于我国众多纺织企业技术改革来说,使用自动络筒设备不仅是要为络筒工序减少劳动力,而应将重点放在以纱线高速发展要求为起点,以提高卷装质量并提高下道工序效率为主要目标。
空气捻接器工作原理分析

空气捻接器工作原理分析
康玉萍
【期刊名称】《纺织器材》
【年(卷),期】2022(49)5
【摘要】为提高纱线接头质量、实现“无结”接头纱,介绍空气捻接器的工作原理、特点和品种适用性,重点分析空气捻接器的工作过程以及对纱线接头质量的要求;通
过对丰田捻接器和萨维奥捻接器打出的结头外观进行对比,认为两种捻接器都是通
过尾纱的相互缠绕形成较好结头。
指出:空气捻接器操作简单、可靠,应用面广、保
养维护成本低,是应用广泛的生产无结头纱线装置。
【总页数】3页(P39-41)
【作者】康玉萍
【作者单位】新疆应用职业技术学院
【正文语种】中文
【中图分类】TS103.125
【相关文献】
1.FG304型手动式空气捻接器的捻接操作
2.自动络筒机空气捻接器的捻接原理研
究3.FG304型空气捻接器和MESDAN—114型空气捻接器使用性能对比4.空气
捻接机理及空气捻接器的研制方向5.基于JOINTAIR 798Q型空气捻接器的粘胶纱捻接工艺优化
因版权原因,仅展示原文概要,查看原文内容请购买。
自动络筒机空气捻接器的捻接原理研究
自动络筒机空气捻接器的捻接原理研究自动络筒机空气捻接器是一种用于纺织加工的设备,它通过将纱线进行捻合,形成捻线,从而使纱线更加牢固和均匀。
捻接是纱线强度的重要参数之一,也直接影响纱线的柔软度和光泽度,因此研究捻接原理对于优化纺织加工工艺具有重要意义。
空气捻接原理是指利用高速旋转的捻接器通过将空气注入纱线中,使纱线扭转成捻线的一种捻接方法。
它的主要工作原理是利用气流的旋转加速纱线的旋转,通过空气的作用使得纱线在一定的张力下进行捻接。
研究空气捻接器的捻接原理需要从以下几个方面进行探索:1.空气捻接器的结构和工作原理:了解空气捻接器的构造和工作原理是研究捻接原理的基础。
空气捻接器通常由捻接室、捻接室出口、空气供给系统和纱线输送系统等部分组成。
空气供给系统通过喷嘴向捻接室提供高速旋转的空气,纱线经过捻接室时,在空气的加速作用下进行捻接。
2.捻接力的产生机理:捻接力是指纱线在捻接室中被扭转的力量,是产生捻接效果的关键因素。
研究捻接力的产生机理可以揭示捻接过程中纱线的捻接情况,进而优化捻接技术。
捻接力的产生主要是通过空气的动能转化为纱线的动能,纱线受到离心力的作用而扭转形成捻线。
3.空气流场的分析与模拟:空气流场是影响捻接效果的重要因素之一,研究空气流场的分布和速度分布可以帮助优化捻接室的设计和纱线的捻接效果。
通过数值模拟或实验手段,可以分析捻接室中空气流动的规律,进而调整捻接室的结构参数,提高捻接效果。
4.纱线特性对捻接效果的影响:纱线的物理性质对捻接效果有重要影响,包括纱线的细度、强度、弹性等。
研究纱线特性如何影响捻接效果,可以为纱线生产和捻接工艺提供参考,使得捻接效果更加理想。
通过对自动络筒机空气捻接器的捻接原理进行深入研究,可以提高纺织加工过程中的捻接质量,增加纱线的牢固度和均匀性。
这对于提高纺织品的质量和降低生产成本具有重要意义,同时也可以为纺织工艺的发展提供有力的支持。
络筒综合实验指导书
络筒综合实验一、实验目的:1、掌握络筒的操作流程;2、了解络筒张力对卷绕成形的影响;3、了解不同的张力与络筒速度,对纱线毛羽指数的影响;4、掌握光电式电子清纱器和电容式电子清纱器的设置原理;5、了解空气捻接气的捻接原理。
二、实验用仪器与用具:络筒机、单纱张力测试仪、毛羽测试仪、纱线。
三、实验步骤:1、了解络筒机的结构与原理。
2、掌握络筒机的工艺流程。
2、用单纱张力测试仪测量纱线的张力。
3、调节不同的纱线张力,观察筒子的卷绕质量。
4、调节不同的络筒速度与张力,络出筒纱。
5、在毛羽测试仪上测试不同络筒张力的纱线毛羽指数的变化情况。
5、观察捻接器的捻接过程。
四、作业题1、画出络筒的操作流程。
2、简单说明光电式电子清纱器和电容式电子清纱器的设置原理。
3、讨论络筒张力对卷绕成形的影响以及不同的络筒速度,对纱线毛羽指数的影响。
4、简要说明空气捻接气的捻接原理。
实验报告:一、实验目的二、实验设备与材料三、实验步骤四、回答问题五、基础知识络筒是指将管纱或绞纱卷绕成筒子的工艺过程。
络筒工序的任务有两项:一是改变卷绕形式,将纱线络成容量较大、成形良好的筒子,以满足后道工序加工要求或半成品运输要求;二是清除纱线上的部分疵点(粗节、细节、棉结等)和杂质,以利于提高后道工序的产量和质量。
其工艺要求如下:①筒子卷装牢固、成形良好,便于储存和运输。
②筒子的形状和结构合理,利于退绕,不脱圈。
③卷绕张力要均匀、适当。
④容量大,绕纱总长度符合工艺要求。
⑤结头小而牢。
⑥适当清除粗节、细节和杂质。
⑦尽量减少对原纱线力学性质的损伤,避免因摩擦而产生新的毛羽。
㈠络筒的工艺流程图1是1332MD型槽筒式络筒机的工艺流程图。
纱线自插在纱管座上的管纱1上退绕下来,通过气圈破裂器2,绕导纱板3后,穿过圆盘式张力装置4和清纱器5的缝隙,再经导纱杆6,穿越断经自停杆7,通向槽筒8.槽筒8转动时,一方面摩擦传动筒子9做卷绕运动;另一方面由槽筒沟槽引导纱线做轴向往复运动,络成圆锥形筒子。
空气捻接器纤维加捻机理的仿真与实验研究

过流体力 学模 型对空气捻接腔体 内旋转气体 的流动进行仿 真计算 , 分析纤维束 的运动特 征 。对原纱 、 并 解捻 纱和加捻纱 的特征 部位分别进行 了结构观察 , 使用捻距 L和直径 d分 别表征纱线 的捻接效果 和外观 , 结合仿
真计算结果 , 对纱线捻接机理进行 了分析 。研究结论如下 :1 气流 在加捻 腔中发展成 涡流 , () 涡流促使纱 线绕
t e c aa trsiso i e u de ’ h h r ce itc ffb rb n ls mo e e t Th x e i n h tfa u ep rso rg n l vm n. ee p rme tt a e t r a t fo i ia
yr a n,u t s i g y r n witn a n a eo s r e ,m e s r st s ic a d d a t rd n witn a n a d t s i g y r r b e v d a u e witp t h L n i me e
t p cf h fe ta d a p a a c ft si g r s e t ey By c m bn n h i ua in o s e iy t e e fc n p e r n e o witn e p c i l . v o iig t e sm lto
中图分类 号 : S 0 . 1 文献标识码 : 文章编号 :0 92 5 2 1 ) 10 2 —4 T 13 1 A 1 0—6 X(0 2 0 —0 00
Nu e ia n p rme t l t d n t e P i cp e o i e s S l e i h n u a i p ie m r c la d Ex e i n a u y o h rn i l fF b r ’ p i t e P e S c轴 中心旋转缠绕 , 形成 节点 。( ) 2 捻距 L值 可 以作 为衡 量纱线 捻接效果 的一 个重要 指标 , 其值 越接 近
空气捻接器工作原理

空气捻接器工作原理
空气捻接器的工作原理如下:
1. 空气进入:空气从外部通过进气口进入捻接器。
2. 空气净化:进入捻接器的空气经过空气滤清器,去除其中的颗粒物、灰尘和其他杂质,以确保净化后的空气。
3. 空气旋转:经过滤净的空气被引导进入旋转室,室内的风扇产生的旋转气流使空气呈旋转状态。
4. 离心分离:在旋转室中,由于气流的旋转,空气中的重质颗粒会被离心力推至旋转室的内壁,形成一个细长的颗粒物层。
5. 重力沉降:由于重力作用,颗粒物沿着旋转室内壁向下沉积,形成一个颗粒物堆。
6. 清洁空气排出:经过离心分离和重力沉降后,空气中的颗粒物已经被分离并沉积,而较为清洁的空气从旋转室的顶部被排出。
7. 定期清理:一定时间后,颗粒物堆达到一定程度,需要进行定期清理和维护,以保持空气捻接器的正常运行。
气动捻接器接头质量分析及其应用实践

后在高压气流的作用下形成无结纱线。如果气压太
低 , 捻效 果不 理想 , 退 捻接 用 时 短 、 接 区过 长 或太 捻 短 , 曲包 绕而 没有松 散 的纤维交 缠 , 样 的接头力 弯 这
学性 能差 , 导致 脱结 现象 。 会
花架结 : 般 由于 气 压 不 稳 定 、 关 零 部 件 松 一 相 动 , 速度 过快 等 因素造成 。 或 接头起 毛 : 退捻是 在气 流 冲击 下 , 胶 片产生振 橡
1
T 9 0 —19 F D型和 F D 9 1 9 1 Y Y Z型 电锭电动机[ ] s. 确定方法[ 7—20 0 6三相笼 型异步 电动 机损耗 和效率的
部分电锭 开关 配置 的玻璃管熔 断器为 1 , 0A 已是
10W 纺 丝 电锭额 定 电流 的 1 以上 。此 时 , 5 0倍 电锭
题中之义, 但其与因电锭维护 、 使用不 当衍生的过载
或堵 转 现象密 切相关 , 单列一 节 于后 , 故 以飨 读者 。
参 考 文 献
断器 , 只具短 路保 护用 。按低 压 电器选 用原则 , 确 正 选用 的熔 芯 的 电流值 应 为 电机 额定 电流 值 的 15 .3 倍 ( 频 繁启 动选 低 值 , 繁 启 动选 高 值 ) 不 频 。现 在 大
3 郑 国伟 , 文德邦 主编 . 设备管理 与维修工作 手册 [ . M]湖
南: 湖南科学技术出版社 ,99 18 .
4 机械工程手册 电机工程手册编委会 编. 电气 工程 师手册
无论怎样过载 、 堵转, 都不会使熔芯起保护作用 , 除 非 电锭线包 过 热 、 缘受 损直 至短路 发生 , 绝 而此 时所
捻接工艺参数优化与质量
捻接工艺参数优化与质量、效率的提升现代自动络筒机在完成将管纱卷绕成筒纱和切除纱线中的纱疵时,采用了以捻接器(空气、机械)取代打结器的捻接技术,为生产无结纱创造了条件。
给后道提高高速织机效率与织物质量提供了有力的保障。
为获得具有较高强力和良好外观的捻接头,我们在村田NO.21C型络筒机上(其中加捻喷嘴G2Z,前面板为FB1,压纱板为H,解捻管为N0的标准配置)探讨通过改变解捻时间来实现提高捻接头质量的目的。
一.影响捻接质量的因素捻接时的解捻、加捻的气压和解捻、加捻的时间以及捻接头长度等参数的设置对捻接头质量的影响都有很大的关系。
我们在对捻接头进行手动验结时,会发现有时有的捻接头会呈接脱的现象,并观察到接头的两端卷绕不良。
在进行捻接参数调整时,我们往往侧重调整捻接的气压、和加捻时间,或对特定单锭的对吹捻管的进出位置、旋转角度进行调整,以期获得满意的捻接效果。
其实很多时候,捻接效果的不佳,往往是由于解捻效果的不良造成的,以下我们着重对解捻时间的不同对捻接头质量的影响进行分析。
1.解捻的时间我们知道,具有良好外观及有强力的捻接头,其解捻下的状态,一般呈毛笔头状,这是我们判断解捻状态的优劣重要参考之一。
在村田NO.21C 型络筒机上,按设计的要求,解捻气压P1一般设定在0.65 Mpa左右。
当按照默认的解捻时间0,71秒解捻时,纯棉品种纱支的解捻状况大都呈因解捻过或形成疑似解捻不足的情形。
为此我们对捻接头的解捻状态进行了观察,并比较在不同解捻时间所产生的解捻的效果,以下是我们以纯棉27.8tex纱,在NO.21C型络筒机捻接器上,以不同的解捻时间所产生的不同的解捻效果照片。
解捻时间为0.71秒解捻时间为0.51秒解捻时间为0.40秒解捻时间为0.35秒根据比较分析,我们得出当解捻时间为0.40秒时,捻接头的解捻状态为最佳。
为了解不同解捻时间对捻接头的强力和外观所造成的影响,我们继续在村田NO.21C型络筒机做相关的试验。
自动络筒机捻接质量分析
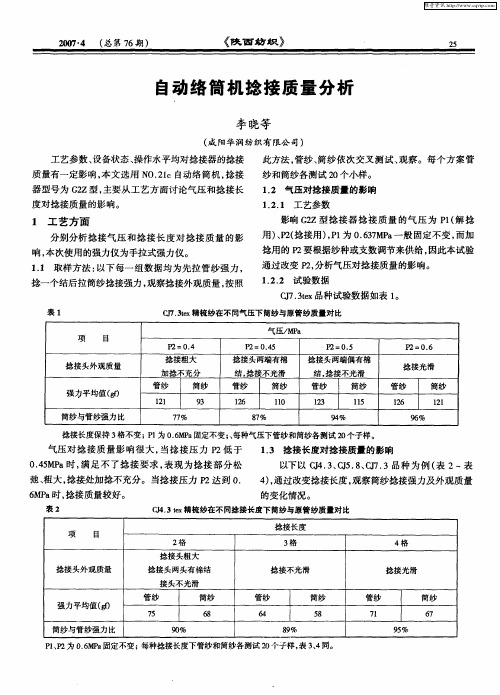
1 工艺方面
分别 分析 捻 接 气 压 和 捻 接 长 度 对 捻 接 质 量 的影
响, 本次使用的强力仪为手拉式强力仪。
11 取 样 方法 : . 以下 每一 组 数 据 均 为先 拉 管纱 强 力 , 捻 一个 结后拉 筒纱 捻接 强力 , 观察捻 接外观 质量 , 照 按
表1
捻接长度
2格 3 格 4格
捻接头粗 大
捻接头外观质量
捻接头两头有棉结
接头不光 滑 管纱 筒纱
6 8
捻接不光滑
捻接光滑
管纱
6 4
筒纱
5 8
管纱
7 1
筒纱
6 7
强力平均值(f g )
7 5
筒纱与管纱强力比
9 % O
8 % 9
9 % 5
P 、 2 O 6虹a 1P 为 .^ )固定不变;每种捻接长度下管纱和筒纱各测试 2 个子样 , 34同。 o 表 、
项 目
P 2=o. 4
捻用的 P 要根据纱种或支数调节来供给 , 2 因此本试验
通过 改变 P , 析气压 对捻 接质 量的影 响 。 2分
12 2 试验数 据 ..
C73e 品种试 验数 据如表 1 J.t x 。
Q7 3 x .t 精梳纱在 不同气压下筒纱与原管纱质 量对 比 e
气 压/la b P
P 2=o. 5 4 P 2=o. 5 P 2=o. 6
捻接头外观质量
捻接 粗大
加捻 充分 管纱 筒纱
9 3
捻接头两端有棉
结, 捻接不光滑 管纱
16 2
捻接头两端偶有棉
结, 捻接不光滑 管纱
自动络筒机工作原理

自动络筒机工作原理
自动络筒机是一种用于制造纱线的机械设备,其工作原理主要分为三个步骤:梳理、拉伸和络筒。
首先,梳理阶段。
在这个阶段,纤维原料经过弯曲沿纤维长度方向进行梳理。
这个过程中,用到了一个称为梳理笼的装置,它包含许多细梳子,这些梳子能够将纤维纠结、杂质和短纤维从原料中分离出来,将纤维逐步排列成平行的状态。
接下来,拉伸阶段。
在这个阶段,已梳理的纤维被逐渐拉伸。
通过应用适当的张力和速度,纤维被拉伸成细而长的形态,以提高纱线的强度和均匀性。
拉伸过程中通常会使用一些辅助器具,如张力轮和张力锥,用于调整纤维的张力和速度。
最后,络筒阶段。
在这个阶段,拉伸后的纤维被卷绕成一个滚筒状的筒状物,称为络筒。
这个过程中,纤维通过插入一个扁平的尼龙或金属管中,然后绕在管上。
形成的络筒具有一定的直径,可以根据需要进行调整。
通过以上的步骤,自动络筒机能够高效地将纤维原料转化为纱线。
这种机器的工作原理可以根据不同的纺纱要求进行调整,以获得所需的纱线性能和品质。
自动络筒机空气捻接器的捻接原理研究
自动络筒机空气捻接器的捻接原理研究自动络筒机空气捻接器是一种用于纺纱的机器设备,它主要用于将纤
维收束然后进行纺纱。
在纺紡过程中,纤维经过收束后,通过捻接器将纤
维进行捻接形成纱线。
捻接是纠正纤维方向并使其成为一体的过程。
接下来,将详细介绍自动络筒机空气捻接器的捻接原理。
1.纤维进入:纤维从纤维托盘经过供纤装置进入空气捻接器。
供纤装
置可以根据不同的纤维类型和纺纱要求,调整纤维供给量和速度。
2.纤维收束:在空气捻接器内部,纤维经过空气流的射击和搅动,形
成一个纤维流束。
捻接器内部的空气流由于高速旋转,会将纤维收束并形
成螺旋状的纤维束。
3.空气运动:空气捻接器内部有一套风机系统,通过强大的吸风力将
纤维束中的纤维进行分散和展开,使纤维能够和空气充分接触并快速旋转
起来。
4.捻接形成:纤维在空气流的作用下,不断进行旋转运动,并因空气
流的摩擦和撞击而紧密交织在一起。
随着纤维不断旋转和交织,不同的纤
维之间会形成交叉点,从而形成纱线。
5.纱线输出:捻接成形的纱线通过出纱口输出,同时被自动络筒机收
集和装卷。
可以根据需要,调整捻接器的工作速度和纤维束的密度,以获
得满足不同需求的捻接效果和纱线品质。
通过上述捻接原理,自动络筒机空气捻接器可以将纤维捻接成稳定均
匀的纱线,在纺纱过程中具有较高的生产效率和纱线质量。
同时,捻接器
还可以根据不同的纤维材料和织物要求,灵活调整纤维供给量和捻接参数,以满足各种纺纱需求。
空气捻接器纤维加捻机理的仿真与实验研究
空气捻接器纤维加捻机理的仿真与实验研究林庆泽;吴震宇;胡旭东【摘要】纤维捻接是纺织络筒工序中的关键技术之一。
为研究其捻接机理,需要结合仿真与实验技术,通过流体力学模型对空气捻接腔体内旋转气体的流动进行仿真计算,并分析纤维束的运动特征。
对原纱、解捻纱和加捻纱的特征部位分别进行了结构观察,使用捻距L和直径d分别表征纱线的捻接效果和外观,结合仿真计算结果,对纱线捻接机理进行了分析。
研究结论如下:(1)气流在加捻腔中发展成涡流,涡流促使纱线绕加捻腔轴中心旋转缠绕,形成节点。
(2)捻距L值可以作为衡量纱线捻接效果的一个重要指标,其值越接近于原纱L值,纱线捻接效果越好;直径d值能够用于判断纱线捻接区域,若某部位直径d值大于原纱d值,则该部位是节点部位。
%In the present study, both numerical and experimental techniques were employed to investigate the principle of splicing fibers in pneumatic twisting mechanism. Based on the simulation of swirling airflow in splicing chamber through CFD mode[, the research analyzes the characteristics of fiber bundles' movement. The experiment that feature parts of original yarn, untwisting yarn and twisting yarn are observed, measures twist pitch L and diameter d to specify the effect and appearance of twisting respectively. By combining the simulation results, it has been demonstrated that (1) the external fibers of splicing chamber continually strike on the wall and untwist caused by strong airflow from nozzles. Meanwhile, the swirling airflow flows into the cover holder in which the fibers twist and produce a thick knot, (2) the twist pitch L can be used as a measurement of splicing fibers, the closer to the original yarnof it, the better the results, and it also can directly judge the different twisting area by diameter d, the one whose diameter is greater than original yarn's is thick knot, and the biggest diameter is the center knot.【期刊名称】《现代纺织技术》【年(卷),期】2012(020)001【总页数】4页(P20-23)【关键词】仿真;实验;捻距L;直径d【作者】林庆泽;吴震宇;胡旭东【作者单位】浙江理工大学机械与自动控制学院,杭州310018;浙江理工大学机械与自动控制学院,杭州310018;浙江理工大学机械与自动控制学院,杭州310018【正文语种】中文【中图分类】TS103.110 前言两束纤维在气动捻接装置中被加捻成单根纱线,外观直径和强力都能够达到后道生产工艺的要求。
Autoconer络筒和捻接技术
Autoconer络筒和捻接技术过去,弹力复合纱一般都用于加工袜子、内衣和浴衣等针织产品。
现在,新的混合材料和改进的生产工艺使产品具有更广泛的服用性能,能满足消费者特定要求,因而也为弹力纱开辟了许多新的应用领域。
这些弹力纱可用于加工运动、休闲和儿童服装,功能外衣(时髦的牛仔裤或工装),高档外衣(衬衫、罩衫和套装),床上用品和技术纺织品(皮带、医用和汽车用纺织品)。
由此也出现了一个潜力非常大的市场。
过去几年里,该市场的年平均增长率达10 %,预计今后几年还将保持这一增长速度。
弹力包芯纱的结构与特性弹力包芯纱由一根弹力丝芯纱和包缠其周围的短纤维组成。
包缠的纤维可以是合成纤维,也可以是天然纤维。
最常见的包芯纱有棉/弹力丝、涤纶/弹力丝、尼龙/弹力丝或毛/弹力丝混合纱等。
这些纱之所以品种多,主要是因为:• 可用多种不同的原料来做包缠纤维;• 包缠纤维和芯纱材料的混比不同;• 纱支范围广;• 芯纱的不同特点(例如:纺丝工艺中的预张力和纱的粗细)。
由于弹力包芯纱品种多和用来加工这些纱的原料也多种多样,因此,加工这些纱不是一件容易的事。
它们对捻接技术、筒子的成形和结构及络筒工艺的稳定性的要求极高。
影响络筒工艺本身及后道生产工艺的另一个重要因素是,纱是在纺纱后立即进行络筒,还是经过蒸纱或在中间仓库储存。
Schlafhorst公司对这些参数及其它们对络筒工艺的影响进行了详细分析,并对整个弹力纱络筒工艺进行了全面优化。
用Schlafhorst公司的Elastosplicer进行弹力包芯纱的捻接对弹力包芯纱捻接技术的要求取决于络筒以后生产工艺的要求。
利用Elastosplicer捻接技术,Schlafhorst 公司能够满足针织、整经、机织和染整工艺对纱的各种要求:• 接头的弹性;• 捻接点外观;• 耐交变应力性;• 经整理后的织物和产品张力均匀;• 在纱线退绕过程中能够承受较高的张力。
对接头质量的评定结果表明,用Elastosplicer捻接的纱不仅具有很高的拉伸强力和良好的外观,而且具有良好的弹性,接头工艺的稳定性也很高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动络筒机空气捻接器的捻接原理研究
引言:
自动络筒机是纺织工业生产中的一种常见设备,用于制作纱线和绳线。
在自动络筒机中,主要有一种叫做空气捻接器的设备。
空气捻接器是捻接
纱线的关键设备,它能够将纱线从原料供应源(例如各种纱锭)传送到络
纱筒上,并在此过程中完成纱线的捻接。
本文将对自动络筒机空气捻接器
的捻接原理进行研究。
一、空气捻接器的构成
空气捻接器主要由供纱架、捻接头、飞杆系统和张力控制装置等组成。
供纱架主要用于提供纱线,捻接头用于捻接纱线,飞杆系统用于将纱线从
供纱架上拉出并传送到捻接头上,并完成捻接过程。
张力控制装置用于控
制纱线的张力,以确保纱线在捻接过程中的稳定性。
二、空气捻接器的工作原理
1.初始状态下,供纱架上的纱线被垂直引导到捻接头上的锭座上。
捻
接头中的旋转机械将捻接头锭座围绕自身的轴线旋转,产生捻接力。
在纱
线经过捻接头的同时,捻接力将纱线绕其轴旋转,从而形成捻接。
2.纱线被供给到捻接头后,通过飞杆系统将纱线从供纱架上拉出。
飞
杆系统由飞杆和相应的气压装置组成。
气压装置可以通过调节气压的大小
来控制飞杆的高度,从而调节纱线的张力。
飞杆的运动速度可以根据捻接
工艺要求进行调整。
3.在纱线被捻接头旋转的过程中,纱线会发生捻接,并形成线密度逐
渐增大的纱锭。
由于纱线的捻接力较小,纱线的结构较松散。
捻接头上的
定量器通过对纱线的定量放送,保证了纱线的稳定供给,并控制了纱线捻接的均匀性。
4.张力控制装置用于控制纱线的张力。
张力越大,纱线越绷紧,反之则纱线越松弛。
通过控制张力装置,可以改变纱线的张力,从而调整纱线的捻接效果。
5.纱线从前一根纱锭上移动到下一根纱锭上的过程中,需要经过一个调速机构来调节纱线的速度。
调速机构通过改变驱动纱锭的电机的转速,控制纱线的传送速度,从而协调纱线的捻接过程。
三、总结
自动络筒机空气捻接器是纺织生产中非常重要的设备之一、捻接器通过供纱架提供纱线,通过飞杆系统将纱线从供纱架上拉出,并通过捻接头完成纱线的捻接。
通过张力控制装置和调速机构,可以对纱线的张力和传送速度进行控制,从而获得理想的捻接效果。
空气捻接器的捻接原理对于制定捻接工艺参数以及提高纱线捻接质量具有重要意义。