PLC控制伺服电机实例分析
台达PLC_实例伺服控制实例参数设置及PLC程序

台达PLC_实例伺服控制实例参数设置及PLC程序一、伺服控制实例参数设置对于伺服控制的实例,需要设置控制器的参数,包括速度、位置、力矩等参数。
在台达PLC中,可以通过MODBUS RTU协议或RS485接口来实现参数的读写。
在控制器参数设置中,一些关键参数是需要特别注意的,包括伺服电机的额定电流、最大速度及加速度、位置锁定误差等。
参数设置的正确性对于伺服控制的精确性和安全性都有非常重要的影响。
伺服电机的参数设置也非常重要。
其中最为重要的参数是转矩常数、每转编码器数等。
这些参数的正确设置可以保证伺服电机的控制精度。
另外,伺服电机的额定电流和峰值电流也需要设置。
这些参数对于电机的工作效率、性能和寿命都有极大的影响。
为了更加深入地了解伺服控制器参数设置的过程,下面以一台伺服电机控制器为例进行具体说明。
首先,需要设置伺服电机的参数,包括转矩常数、每转编码器数、额定电流和峰值电流等。
接着,需要根据机器的实际运行情况,设置伺服电机的最大速度和加速度等参数。
这些参数的设置需要根据机器的实际运动情况和需求进行调整。
最后,需要设置位置锁定误差,以保证伺服电机可以准确地停在目标位置上。
二、PLC程序实例下面以一个伺服控制的PLC程序为例进行说明。
1、程序功能说明本程序的功能是通过PLC对伺服电机进行控制,保证电机可以精确地运动到目标位置。
具体实现方法是读取编码器的数据,然后与目标位置的数据进行比较,计算出电机需要运动的距离,然后根据伺服控制器的参数进行控制,使得电机能够精确地运动到目标位置。
2、程序流程图下图为程序的流程图:3、程序代码以下是本程序的PLC代码:(1)读取编码器数据M0.0 ENM0.1 INCM0.2 CLRM0.3 LDM0.4 ENM0.5 RET(2)计算电机需要运动的距离 C0 K1000D0 0D1 0L1:LDI M0.0R JZ L1CALL L2ADD D1 D2 D1(3)运动控制L2:CALL L3CDIV D13 D15 D0CDIV D14 D15 D1MUL D0 D1 D1MUL D2 D3 D3ADD D1 D3 D2LDI D11R JGE L4NEG D5 D5CPR C4 D0 D7R JN L6M OV 0 PORT2M OV 1 M0.1LDI C1M OV 1 K1M OVB 2 K2RETLDI C3M MOV 1 K250RET程序中通过伺服控制器的参数来实现电机的准确控制,保证最终能够达到目标位置。
PLC控制伺服电机应用实例
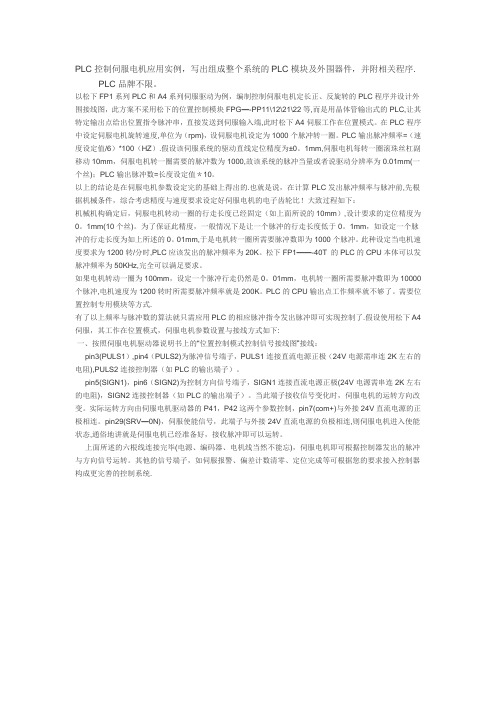
PLC控制伺服电机应用实例,写出组成整个系统的PLC模块及外围器件,并附相关程序.PLC品牌不限。
以松下FP1系列PLC和A4系列伺服驱动为例,编制控制伺服电机定长正、反旋转的PLC程序并设计外围接线图,此方案不采用松下的位置控制模块FPG—-PP11\12\21\22等,而是用晶体管输出式的PLC,让其特定输出点给出位置指令脉冲串,直接发送到伺服输入端,此时松下A4伺服工作在位置模式。
在PLC程序中设定伺服电机旋转速度,单位为(rpm),设伺服电机设定为1000个脉冲转一圈。
PLC输出脉冲频率=(速度设定值/6)*100(HZ).假设该伺服系统的驱动直线定位精度为±0。
1mm,伺服电机每转一圈滚珠丝杠副移动10mm,伺服电机转一圈需要的脉冲数为1000,故该系统的脉冲当量或者说驱动分辨率为0.01mm(一个丝);PLC输出脉冲数=长度设定值*10。
以上的结论是在伺服电机参数设定完的基础上得出的.也就是说,在计算PLC发出脉冲频率与脉冲前,先根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比!大致过程如下:机械机构确定后,伺服电机转动一圈的行走长度已经固定(如上面所说的10mm),设计要求的定位精度为0。
1mm(10个丝)。
为了保证此精度,一般情况下是让一个脉冲的行走长度低于0。
1mm,如设定一个脉冲的行走长度为如上所述的0。
01mm,于是电机转一圈所需要脉冲数即为1000个脉冲。
此种设定当电机速度要求为1200转/分时,PLC应该发出的脉冲频率为20K。
松下FP1——-40T 的PLC的CPU本体可以发脉冲频率为50KHz,完全可以满足要求。
如果电机转动一圈为100mm,设定一个脉冲行走仍然是0。
01mm,电机转一圈所需要脉冲数即为10000个脉冲,电机速度为1200转时所需要脉冲频率就是200K。
PLC的CPU输出点工作频率就不够了。
需要位置控制专用模块等方式.有了以上频率与脉冲数的算法就只需应用PLC的相应脉冲指令发出脉冲即可实现控制了.假设使用松下A4伺服,其工作在位置模式,伺服电机参数设置与接线方式如下:一、按照伺服电机驱动器说明书上的“位置控制模式控制信号接线图”接线:pin3(PULS1),pin4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
松下PLC伺服控制案例

松下PLC伺服控制案例
欢迎来到本次松下PLC伺服控制案例分享。接下来,我们将介绍PLC和伺服控 制的基本概念,并展示松下PLC伺服控制的优势和应用案例。
PLC和伺服控制的简介
PLC(可编程逻辑控制器)和伺服控制都是先进的自动化控制技术。PLC用于 逻辑控制和输入/输出管理,而伺服控制用于实现精确的运动控制。
案例2:家庭自动化中的松下 PLC伺服控制
松下PLC伺服控制可将家庭自动化系统整合为一个智能平台,实现智能家居设 备的远程控制和协同运行,提升居住体验。
案例3:交通领域中的松下PLC 伺服控制
松下PLC伺服控制在交通信号控制和交通系统管理中发挥重要作用,确保交通 流畅、安全和高效。
未来的发展和趋势
随着物联网和人工智能的快速发展,松下PLC伺服控制技术将不断创新和演进, 为各个领域提供更多智能化和自动化的解决方案。
总结和要点
• 松下PLC伺服控制提供高性能和稳定可靠的运动控制解决方案。 • 它在工业、家庭和交通领域都有广泛的应用案例。 • 随着技术的发展,松下PLC伺服控制将继续创新和演进。
松下PLC伺服控制的优势
• 高性能和精度,适用于各种运动控制应用。 • 可编程性和可扩展性,方便用户根据需求进行定制和升级。 • 稳定可靠下PLC伺服控制
通过松下PLC伺服控制技术,工业自动化系统可以实现高精度的生产流程控制和协调,提高生产效率并降低人 力成本。
PLC控制伺服电机应用实例
PLC控制伺服电机应用实例本文介绍了PLC控制伺服电机的应用实例,包括组成整个系统的PLC模块及外围器件,并附带相关程序。
其中以松下FP1系列PLC和A4系列伺服驱动为例,编制控制伺服电机定长正、反旋转的PLC程序并设计外围接线图。
在PLC程序中设定伺服电机旋转速度,单位为rpm,且设伺服电机设定为1000个脉冲转一圈。
根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比,以保证所需的定位精度。
最终实现控制的方法是应用PLC的相应脉冲指令发出脉冲。
Pr48、Pr4A、Pr4B是电子齿轮比的重要参数,用于控制伺服电机的运转速度和行走长度。
公式为:伺服电机每转一圈所需的脉冲数=编码器分辨率×Pr4B/(Pr48 ×2^Pr4A)。
如果所配编码器为2500p/r 5线制增量式编码器,则编码器分辨率为p/r。
若要控制器发送一个脉冲伺服电机行走长度为0.01mm,则伺服电机转一圈需要2000个脉冲。
三个参数可以设定为:Pr4A=0,Pr48=100,Pr4B=20.设定这三个参数需要考虑控制器的最大发送脉冲频率和工艺所要求的精度,工艺精度越高,则伺服电机能达到的最大速度越低。
松下FP1-40 T型PLC的程序梯型图如下:S7-200 PLC在数字伺服电机控制中的应用。
首先需要了解PLC如何控制伺服电机。
本应用实例选择的是位置控制模式,采用差动驱动方式的脉冲输入回路,方便实现对两部电机的控制。
PLC与伺服放大器的接线图如下:L+为公共PLC端子,接24VDC正端,通过控制内部晶体管的开关使得输出Q呈现不同的电平信号或发出脉冲信号。
L+一PG—P lM—L+为脉冲输入回路,PLC控制该回路中的发光二极管的亮灭,形成脉冲编码输入。
L+一NG—NP一1M—L+为电机旋转方向控制回路,当该回路的发光二极管点亮时,电机正转,否则反转。
为防止电流过大烧坏内部的发光二极管,需要外接电阻R,其阻值的计算如下:根据公式(1),可以选择R=3.9KO。
1200plc两轴伺服画圆等运动控制案例

1200plc两轴伺服画圆等运动控制案例1200PLC两轴伺服画圆等运动控制案例引言:自从工业自动化技术的应用,伺服系统开始成为各种机械设备中不可或缺的一环。
具备高精度和高速性能的伺服系统在现代工业中被广泛运用,能够实现各种复杂的运动控制要求。
本文将介绍一个基于1200PLC的两轴伺服画圆等运动控制案例,详细阐述其实现原理和应用场景。
第一节:概述伺服系统是自动化控制系统的一个关键部分,通过对电动机的控制,实现对机械设备的准确定位和运动控制。
而本案例中所使用的1200PLC 是一种基于PLC技术的控制器,能够满足多轴控制、精密定位和实时反馈等要求。
该案例主要利用1200PLC通过对两个伺服电机的控制,实现了画圆等复杂运动控制。
第二节:实现原理该案例中的两轴伺服画圆等运动控制,是通过对伺服电机的位置控制来达到目的。
首先,通过PLC与伺服控制器进行通讯,控制伺服电机的运动。
然后,利用系统中的编码器检测反馈信号,将位置反馈给PLC。
最后,通过PLC的控制算法,实时调整电机的输出信号,从而控制电机的位置和速度。
第三节:应用场景该案例的应用场景广泛,可以用于各种需要高精度和高速运动控制的机械设备。
比如在激光切割机中,需要对激光光束进行精准定位和运动控制,通过该案例中的伺服系统可以实现对切割位置和速度的控制。
又比如在机械加工中心中,需要对刀具进行精确定位和运动控制,通过该案例中的伺服系统可以实现对加工路径的控制。
结论:通过本案例的介绍,我们可以看到1200PLC两轴伺服画圆等运动控制的实现原理和应用场景。
伺服系统在现代工业中的应用越来越广泛,通过对电动机的控制,能够实现各种复杂的运动控制要求。
而基于PLC 的控制器可以满足多轴控制、精密定位和实时反馈等要求,为工业自动化提供了强有力的支持。
该案例所呈现的两轴伺服画圆等运动控制,具备高精度和高速性能,适用于各种机械设备的运动控制需求。
分享3个台达PLC控制伺服项目接线及程序案例

分享3个台达PLC控制伺服项目接线及程序案例台达 ASDA 伺服定位演示系统控制要求1、由台达PLC 和台达伺服组成一个简单的定位控制演示系统。
通过PLC 发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
2、z 监控画面:原点回归、相对定位、绝对定位。
元件说明ASD-A 伺服驱动器参数必要设置当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
PLC 与伺服驱动器硬件接线图控制程序程序说明当伺服上电之后,如无警报信号,X3=On,此时,按下伺服启动开关,M10=On,伺服启动。
按下原点回归开关时,M0=On,伺服执行原点回归动作,当DOG 信号 X2 由Off→On 变化时,伺服以 5KHZ 的寸动速度回归原点,当 DOG 信号由On→Off 变化时,伺服电机立即停止运转,回归原点完成。
按下正转10 圈开关,M1=On,伺服电机执行相对定位动作,伺服电机正方向旋转 10 圈后停止运转。
按下正转10 圈开关,M2=On,伺服电机执行相对定位动作,伺服电机反方向旋转 10 圈后停止运转。
按下坐标 400000 开关,M3=On,伺服电机执行绝对定位动作,到达绝对目标位置 400,000处后停止。
按下坐标-50000 开关,M4=On,伺服电机执行绝对定位动作,到达绝对目标位置-50,000处后停止。
若工作物碰触到正向极限传感器时,X0=On,Y10=On,伺服电机禁止正转,且伺服异常报警(M24=On)。
若工作物碰触到反向极限传感器时,X1=On,Y11=On,伺服电机禁止正转,且伺服异常报警(M24=On)。
当出现伺服异常报警后,按下伺服异常复位开关,M11=On,伺服异常报警信息解除,警报解除之后,伺服才能继续执行原点回归和定位的动作。
按下 PLC 脉冲暂停输出开关,M12=On,PLC 暂停输出脉冲,脉冲输出个数会保持在寄存器内,当M12=Off 时,会在原来输出个数基础上,继续输出未完成的脉冲。
三菱PLC控制伺服电机得编程实例

三菱PLC控制伺服电机得编程实例触摸屏给定转速后电机一直转而且还是伺服电机,如何实现可以从一下两个方案做参考,伺服电机的控制模式1:位置模式,2速度模式。
1、位置模式这个伺服电机常用的控制模式,应用于精密定位的场合,例如产业机械,具有方向性的指令脉冲输入可经由外界来的脉冲来操纵电机的转动角度,驱动器接受位置指令,控制电机至目标位置。
说到这里就必须说下三菱plc控制伺服电机的几个运动控制指令,根据你的问题,你可以采用PLSY,PLSV这两个指令,PLSY是脉冲输出指令,以设定频率发送特定的脉冲数量,想要实现一直转就是速度调节,这时候你把指令中的脉冲数量改为0就变成了发送无限脉冲,也就是速度模式了。
例如DPLSY K1000 K0 Y0,这时候伺服电机就以1000频率的脉冲运转了。
还有一种就是PLSV可变速脉冲输出,比如PLSV K1000 Y0 Y1,同样也能实现上述功能。
2、速度模式速度控制模式是驱动器接受速度指令,控制电机至目标转速,应用于精密控速的场合,例如 CNC 加工机等。
它的变频器的调速差不多,可采用模拟量控制、多段速度、通讯控制等。
以上两个模式都可实现在触摸屏输出给定转速指令,然后电机一直转的功能,看你使用的场合。
配合三菱PLC你需要了解伺服电机编码器的分辨率,设置好电子齿轮比;模拟量控制你要知道伺服电机的转速与模拟信号对应的关系。
下面举例说明:1采用位置模式假设编码器分辨率是160000p/r,就是转一圈又16万个脉冲,电子齿轮比是160,也就是说你发送1000个脉冲电机就转一圈,现在想实现电机1000r/min,换算成脉冲就是16666p/s,一秒发送16666个脉冲,采用PLSV指令,就是PLSV K16666 Y0 Y1即可实现。
2采用速度模式采用-10~10V电压信号控制速度,设置相关参数将-10~10v对应的转速变成为-3000r/min~3000r/min,负号代表方向。
PLC控制伺服电机实例分析

PLC控制伺服电机实例分析PLC控制伺服电机是工业自动化领域中常见的一种应用,通过PLC控制器来实现对伺服电机的精准控制,使得生产线的运作更加高效和稳定。
在本文中,将以一个实际的应用案例来介绍PLC控制伺服电机的工作原理和实现过程。
一、系统结构本系统采用的是西门子PLC控制器和西门子伺服电机,系统主要由PLC控制器、伺服驱动器和伺服电机组成。
PLC控制器负责接收外部信号,进行逻辑控制,并向伺服驱动器发送控制指令,伺服驱动器则接收这些指令并控制伺服电机的运动。
二、PLC编程在PLC编程中,需要定义输入输出引脚、变量和逻辑控制程序。
首先需要定义输入引脚,用于接收外部传感器信号,比如光电传感器、开关等;然后定义输出引脚,用于控制伺服驱动器,实现对伺服电机的启停和速度调节;接着定义一些变量,用于存储中间状态和控制参数;最后编写逻辑控制程序,根据输入信号和变量状态来控制伺服电机的运动。
三、伺服电机控制伺服电机的控制主要包括位置控制、速度控制和力矩控制。
在PLC编程中,可以通过设定目标位置、目标速度和目标力矩来实现对伺服电机的控制。
通过调节PID控制器的参数,可以实现对伺服电机的精准控制。
四、系统调试在系统调试中,需要先进行参数设置和校准,确保伺服电机的运动符合预期。
然后通过PLC编程调试工具,监控伺服电机的运动状态和控制指令,发现问题并及时修复。
最后对整个系统进行测试,验证其性能和稳定性。
综上所述,PLC控制伺服电机是一种高效、稳定的控制方式,适用于各种需要精准位置和速度控制的场合。
通过合理的PLC编程和参数设置,可以实现对伺服电机的精确控制,提高生产效率和品质。
在实际应用中,需要根据具体情况进行调整和优化,确保系统的稳定性和可靠性。
松下PLC控制伺服电机实例程序

上位机设定伺服电机旋转速度单位为(转/分),伺服电机设定为1000个脉冲转一圈.
PLC输出脉冲频率=(速度设定值/6)*100(HZ)。
上位机设定伺服电机行走长度单位为(0.1mm),伺服电机每转一圈的行走长度10mm,伺服电机转一圈需要的脉冲数为1000,故PLC发出一个脉冲的行走长度为0.01mm(一个丝)。
PLC输出脉冲数=长度设定值*10。
上面两点的计算都是在伺服电机参数设定完的基础上得出的。
也就是说,在计算PLC发出脉冲频率与脉冲前,必须先根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比!大致方法如下:机械安装结束,伺服电机转动一圈的行走长度已经固定(如上面所说的10mm),设计要求的行走精度为0.1mm(10个丝)。
为了保证此精度,一般情况下是让一个脉冲的行走长度低于0.1mm,如设定一个脉冲的行走长度为如上所述的0.01mm,于是电机转一圈所需要脉冲数即为1000个脉冲。
此种设定当电机速度要求为1200转/分时,PLC应该发出的脉冲频率为20K。
松下PLC的CPU本体可以发脉冲频率为100K,完全可以满足要求。
如果电机转动一圈为100mm,设定一个脉冲行走仍然是0.01mm,电机转一圈所需要脉冲数即为10000个脉冲,电机速度为1200转时所需要脉冲频率就是200K。
PLC的CPU本体就不够了。
需要加大成本,如增加脉冲输出专用模块等方式。
知道了频率与脉冲数的算法就简单了,只需应用PLC的相应脉冲指令发出脉冲即可,松下PLC的程序图如下:。
PLC触摸屏控制伺服电机程序实例

PLC触摸屏控制伺服电机程序设计摘要:以三菱公司的FX3U-48MT-ES-A作为控制元件,GT1155-QFBD-C 作为操作元件直接控制三菱伺服电机的具体程序设计。
关键词:PLC; 触摸屏; 伺服电机伺服电机又称执行电机,它是控制电机的一种。
它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。
根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。
本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。
尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
1控制系统中元件的选型1.1PLC的选型因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。
且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。
在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。
三菱公司的FX3U晶体管输出的PLC可以进行6点同时100 kHz高速计数及3轴独立100 kHz的定位功能,并且可以通过基本指令0.065 μs、PCMIX值实现了以4.5倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
1.2伺服电机的选型在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为2.4 N·m,额定转速为3 000 r/min,每转为131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。
实例解析PLC控制伺服电机的实现方式

实例解析PLC控制伺服电机的实现方式PLC(可编程逻辑控制器)是一种用于自动化控制和监控各种设备和系统的专用计算机。
而伺服电机是一种可以精确控制位置、速度和加速度的电机。
为了实现对伺服电机的控制,PLC需要通过适当的接口和通信协议与伺服电机控制器进行交互。
下面将对PLC控制伺服电机的实现方式进行详细阐述:1.选择合适的伺服电机和控制器:首先需要根据实际需求选择合适的伺服电机和控制器。
伺服电机通常具有编码器用于反馈位置信息,控制器则负责接收和处理PLC发送的指令以控制电机的运动。
2. 硬件连接:将PLC与伺服电机控制器进行硬件连接。
通常采用数字输入输出(Digital Input/Output,简称DI/DO)模块来实现PLC与伺服控制器之间的信号传输。
DI模块用于接收来自控制器的信号,如运动指令和启动信号;而DO模块则用于向控制器发送运动指令和控制信号。
3.配置PLC:在PLC的编程软件中进行相应的配置。
首先,需设置DI 模块为输入接口,将接收到的信号传送给PLC;然后,设置DO模块为输出接口,将PLC发送的信号传输给伺服电机控制器。
4.编写控制程序:使用PLC编程软件编写控制程序。
此程序负责接收来自操作员或其他系统的输入信号,并根据信号的逻辑关系产生对伺服电机的控制指令。
编写控制程序时,应考虑到伺服电机的运动要求,如位置控制、速度控制、加速度控制等。
还需要处理伺服电机控制器反馈回来的位置信息,以实现运动的闭环控制。
5.调试与测试:完成控制程序的编写后,进行调试和测试。
此时需要将PLC和伺服电机控制器连接起来,确认PLC能够正确发送指令和接收反馈信息。
通过控制程序控制伺服电机的运动,并根据反馈信息进行调整,以保证运动的准确性和稳定性。
6.应用实践:在实际应用中,PLC通常与其他设备和系统进行配合工作,以实现整个自动化系统的控制与监控。
例如,可以通过PLC控制伺服电机实现自动化的物料输送、工件定位和装配等过程。
PLC触摸屏控制伺服电机程序实例

PLC触摸屏控制伺服电机程序设计摘要:以三菱公司的FX3U-48MT-ES-A作为控制元件,GT1155-QFBD-C作为操作元件直接控制三菱伺服电机的具体程序设计。
关键词:PLC; 触摸屏; 伺服电机伺服电机又称执行电机,它是控制电机的一种。
它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。
根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。
本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。
尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
1控制系统中元件的选型1.1PLC的选型因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。
且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。
在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。
三菱公司的FX3U 晶体管输出的PLC可以进行6点同时100 kHz高速计数及3轴独立100 kHz的定位功能,并且可以通过基本指令0.065 μs、PCMIX值实现了以4.5倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
1.2伺服电机的选型在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为2.4 N·m,额定转速为3 000 r/min,每转为131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。
PLC如何控制伺服电机(伺服系统设计实例)
PLC如何控制伺服电机(伺服系统设计实例)PLC(可编程逻辑控制器)通常用于控制伺服电机的运动,伺服电机通过PLC的输出信号来控制其位置、速度和加速度等参数。
本文将以一个伺服系统的设计实例来说明PLC如何控制伺服电机。
假设我们需要设计一个简单的伺服系统,实现一个沿直线轨道移动的小车。
伺服系统由PLC、伺服电机、编码器和开关等设备组成。
步骤1:设计控制电路首先,我们需要设计一个控制电路,包括PLC、伺服电机和编码器之间的连接。
PLC通常具有数字输出端口,可用于输出控制信号来驱动伺服电机,同时也需要设置一个数字输入端口来接收编码器的反馈信号。
步骤2:连接电路将PLC的数字输出端口与伺服电机的控制输入端口连接起来。
通常,伺服电机的控制输入端口包括位置命令、速度命令和加速度命令等信号。
确保正确连接这些信号,以便PLC可以向伺服电机发送正确的控制指令。
步骤3:编程PLC使用PLC编程软件,根据系统的需求编写控制程序。
通常,需要编写的程序包括接收编码器反馈信号、计算位置误差、生成控制指令以及输出控制信号等。
步骤4:设置伺服电机参数伺服电机通常具有各种参数设置,如最大速度、加速度和减速度等。
在PLC程序中,需要设置这些参数,以确保伺服电机的正常工作。
这些参数通常可以通过与伺服电机连接的调试软件进行设置。
步骤5:运行系统完成PLC程序和伺服电机参数的设置后,可以通过PLC进行系统测试和调试。
运行系统并观察小车的运动是否符合设计要求。
如果需要调整运动轨迹或控制参数,可以修改PLC程序和伺服电机的参数设置。
通过以上步骤,我们可以实现一个简单的伺服系统,通过PLC控制伺服电机的运动。
当PLC接收到编码器的反馈信号时,它会计算出位置误差,并生成相应的控制信号发送给伺服电机。
伺服电机根据接收到的指令,调整自身的位置、速度和加速度等参数,实现沿直线轨道移动的小车。
需要注意的是,PLC控制伺服电机还可以实现更复杂的运动控制,如直线插补、圆弧插补等。
plc控制伺服电机程序实例讲解!成功都是可以复制的!
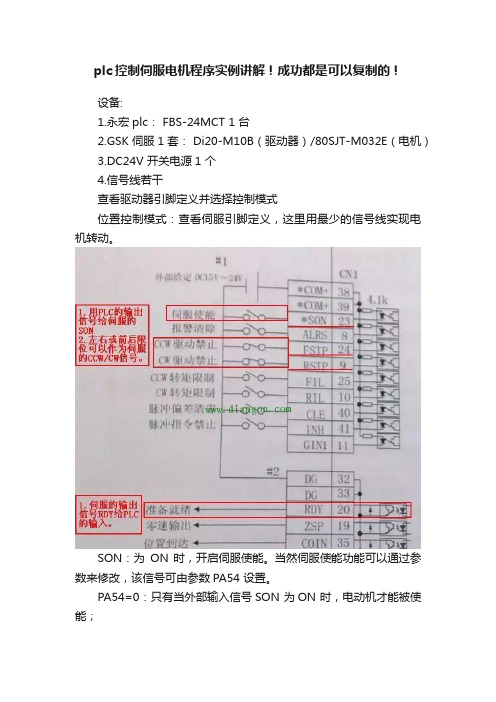
plc控制伺服电机程序实例讲解!成功都是可以复制的!设备:1.永宏plc: FBS-24MCT 1 台2.GSK 伺服1 套: Di20-M10B(驱动器)/80SJT-M032E(电机)3.DC24V 开关电源1 个4.信号线若干查看驱动器引脚定义并选择控制模式位置控制模式:查看伺服引脚定义,这里用最少的信号线实现电机转动。
SON:为ON 时,开启伺服使能。
当然伺服使能功能可以通过参数来修改,该信号可由参数PA54 设置。
PA54=0:只有当外部输入信号SON 为ON 时,电动机才能被使能;PA54=1:驱动单元内部强制电动机使能,而不需要外部输入信号SON。
CCW/CW:驱动禁止信号,一般和行程开关配合使用,避免超程,该信号可由参数PA20 设置。
PA20=0:使用驱动禁止功能;PA20=1:不使用驱动进制功能。
RDY:驱动单元准备好信号,当电机通电励磁时该信号有输出。
位置指令输入信号这里位置输入信号可以采用差分驱动或者单端驱动接法,由于选用的FBS-24MCT 为集电极开路输出形式,所以采用单端驱动接法。
伺服驱动单端驱动方式限定外部电源最大电压为25V 时,需要串接一个限流电阻R依据:Vcc=24V,R=1.3KΩ~2KΩ;Vcc=12V,R=510KΩ~820KΩ;Vcc=5V,R=0;频率限制为:PLS/DIR:最高脉冲频率500KHZU/D:最高脉冲频率500KHZA/B:最高脉冲频率300KHZ控制线制作GSK 随机附带一个44 针插座,依据引脚图,把需要的控制信号接线出来。
在这里把有可能用到的信号线都接出来,但是这些信号在伺服控制中并不都是必要的,下图中用蓝色线表示伺服的输出信号给PLC 的输入,红色表示PLC 的输出给伺服的输入,另外开关电源的正、负分别用红、蓝表示。
1)选取需要的控制信号38引脚——24V、33引脚——0V2)伺服同PLC 的接线图这里从伺服给PLC 的输入信号只取了SRDY,PLC 给伺服的信号有SON、FSTP(CCW)、RSTP(CW)、PULS/SIGN 这几个信号。
松下PLC伺服控制案例

[串点成面·握全局]
一、近代交通业发展的原因、特点及影响 1.原因 (1)先进的中国人为救国救民,积极兴办近代交通业,促 进中国社会发展。 (2)列强侵华的需要。为扩大在华利益,加强控制、镇压 中国人民的反抗,控制和操纵中国交通建设。 (3)工业革命的成果传入中国,为近代交通业的发展提供 了物质条件。
动作模式
增量<相对值控制>
绝对<绝对值控制>
关于控制代码
原点复位(F171)指令
原点复位的动作模式
原点复位型Ⅰ
原点复位型Ⅱ
FPΣ位置控制
FPΣ 脉冲输出功能一览表
通道
使用的输入/输出接点编号
使用的存储区域
(No.)
Pulse输出 Sign输出 原点输入 近原点输入 控制中标志 过程值区域 目标值区域
• 两通道输出时,每通道最高5KHZ
FP0 脉冲输出功能一览表
通道
使用的输入/输出接点编号
使用的存储区域
(No.)
Pulse输出 Sign输出 原点输入 近原点输入 控制中标志 过程值区域 目标值区域
最大输 出频率
相关指令
CH0
Y0
Y2
X0
DT9052 <bit2>
R903A
DT9044 DT9045
2.特点 (1)近代中国交通业逐渐开始近代化的进程,铁路、水运和 航空都获得了一定程度的发展。 (2)近代中国交通业受到西方列强的控制和操纵。 (3)地域之间的发展不平衡。 3.影响 (1)积极影响:促进了经济发展,改变了人们的出行方式, 一定程度上转变了人们的思想观念;加强了中国与世界各地的 联系,丰富了人们的生活。 (2)消极影响:有利于西方列强的政治侵略和经济掠夺。
三菱PLC伺服实例程序分析应用

1.原点回归程序示例:专用指令M1250 原点回归启动按键Y50 定位启动(私服参数)Y44 轴停止(私服参数)Y40 PLC准备完成(私服参数)M1081 电机手动状态M6401 原点回归启动条件输出脉冲[T0 H4 K1500 K9001 K1] 原点回归专用指令T0 Plc>》》QD75H4 QD75模块的首地址分配位置40K1500 定位指令(私服参数)K9001 机械原点回归K1 设定值SET Y50 执行电机的输出,需要进行职位处理2.原点回归(进行中到完成)程序示例:原点完成0.5SEC闪烁指示灯Y50 原点回归动作进行中(私服电机的定位启动输出)X50 启动完成信号(私服参数)X4C 电机BUSY(忙轴)电机动作中处于忙轴中X4C接通M6501 原点回归动作完成输出(采用维持处理,一直接通)断开条件:M6701 电机发生SERVO ERRORX48 接通(私服内部参数,报警输出)YA42 私服电机的M/C电源断开[ RST Y50] 当电机完成原点回归后,直接对电机进行复位M1251 原点回归动作进行状态指示灯当原点回归正在进行中时以间隔0.5S的时间闪烁原点回归完成后一直接通3.全部原点回归程序示例:M1290 原点回归的启动开关M1001 原点回归时必须在手动状态下进行M100 原点回归的输出(动作需要进行维持处理)原点回归的断开条件:M101 全部原点回归执行完成M1012 复位按键启动M105 紧急停止开关启动原点回归完成状态指示所有电机原点完成输出4.JOG SPEED的更改和专用指令写法:高速,中速,低速的选择按键伺服JOG 速度写入专用参数代码随时可以改变M1055 M1053 M1051 是速度选择的几个按键开关,可以通过TOUCH 直接进行设定选择SM400一直处于接通状态,表示JOG 的速度选择可以通过开关的任意时间进行设定写入从而改变。
D120 是速度值存储的字地址DMOV 传送指令,D 32数据传送指令(速度的值是任意设定的)[ DTO H4 K1518 D120 K1 ] JOG 速度专用指令写入方法6.SERVO ERROR的复位专用指令和写法复位专用指令轴出错信号复位开关7.SERVO 电机运行的当前数据读取专用指令和写法电机当前数据读取专用指令读取5.SERVO ERROR的读取专用指令和写法专用指令代码轴一轴二轴三轴四故障数据读取比较8.SERVO 电机内部I/O信息数据读取专用指令和写法伺服电机I/O信息读取专用指令实时读取9.SERVO 定位输出专用指令和写法(经典)10.伺服电机加速时间和减速时间的程序设定方法:轴一的加速时间写入轴一的减速时间写入通过M81的接通和断开,来选择电机在正向运行时的加减速,如果只通过对伺服参数的直接设定,那么电机的正向运行和反向运行时的加减速一样。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC控制伺服电机实例分析
1.实例背景
在纺织机械中,伺服电机通常用于驱动纱线张力控制系统。
传统的纺织机械设备通常使用开环控制,但是受到环境和负载变化的影响较大,无法保证精确的纱线张力控制。
因此,采用PLC控制伺服电机可以提高纱线的控制精度和稳定性。
2.系统组成
本纺织机械设备的自动化控制系统由PLC、伺服电机、传感器和人机界面组成。
PLC用于接收和处理输入信号,并根据预设的逻辑和算法输出控制信号,驱动伺服电机完成工作。
传感器用于检测纱线的张力并将信号传递给PLC,人机界面用于操作和监控系统。
3.系统流程
下面是本纺织机械设备的自动化控制系统的流程:
步骤1:系统初始化
PLC在初始状态下等待操作员输入纱线的张力设定值,并将设定值存储在内存中。
步骤2:检测张力信号
传感器检测实时的纱线张力,并将信号传递给PLC。
PLC读取传感器信号,并将其与设定值进行比较。
步骤3:计算误差
PLC将读取的传感器信号与设定值进行比较,并计算出误差。
误差是
实际张力与设定值之间的差值。
通过计算误差,PLC可以决策如何调整伺
服电机的运行状态。
步骤4:控制信号输出
根据计算得到的误差,PLC将输出相应的控制信号给伺服电机。
控制
信号的特点是它根据误差大小进行调整,使伺服电机的速度和方向能够满
足预设的需求。
步骤5:伺服电机驱动
伺服电机接收PLC的控制信号,并据此调整自己的运行状态。
伺服电
机具有精确的速度和方向控制功能,可以根据控制信号精细调节自己的转
速和转向,以达到精确的纱线张力控制。
步骤6:监控系统状态
PLC会不断监控系统中各个组件的状态,并根据需要采取相应的措施。
如果系统出现异常或故障,PLC会发送警报信号并执行相应的应急程序。
步骤7:人机交互
通过人机界面,操作员可以设定纱线的张力目标值、监控系统的状态、调整参数等。
人机界面可以提供实时数据显示和操作界面,使操作员能够
方便地调整系统参数和监测系统状态。
以上就是PLC控制伺服电机的一个实例分析。
通过PLC的控制,纺织
机械设备可以实现精确的纱线张力控制,提高生产效率和质量。