焊钉常用规格
铆钉规格文档
铆钉规格1. 引言铆钉是一种常用的连接件,广泛应用于航空、汽车、建筑和机械等行业中。
铆钉在连接件中起到固定和连接两个或多个工件的作用。
铆钉的尺寸和规格对于连接的强度和可靠性具有重要影响。
本文将介绍铆钉的规格,包括尺寸、材料和用途。
2. 铆钉尺寸铆钉的尺寸包括直径、长度和头部形状等要素。
以下是常用的铆钉尺寸规格。
2.1 直径铆钉的直径通常以毫米(mm)为单位。
常见的直径规格有2mm、3mm、4mm、5mm等。
直径越大,铆钉的强度通常也会增加。
2.2 长度铆钉的长度通常以毫米(mm)为单位。
常见的长度规格有6mm、8mm、10mm、12mm等。
长度根据连接件的厚度和需求来确定。
2.3 头部形状铆钉的头部形状根据连接需求和外观要求而定。
常见的头部形状有圆头、扁平头和平底头等。
不同头部形状的铆钉适用于不同的连接方式和材料。
3. 铆钉材料铆钉的材料通常取决于应用领域和连接的工件材料。
以下是常见的铆钉材料。
3.1 铝合金铝合金铆钉是最常见的铆钉材料之一。
它们轻便、耐腐蚀,并且具有足够的强度来应对大多数应用。
3.2 不锈钢不锈钢铆钉具有抗腐蚀性能,适用于在潮湿、高温或其他有腐蚀风险的环境中使用。
3.3 钛合金钛合金铆钉具有高强度和轻量化的特点,适用于航空、航天和高科技领域中对强度和重量有严格要求的应用。
3.4 黄铜黄铜铆钉具有良好的导电性和导热性能,常用于电子和电气设备的连接。
4. 铆钉用途铆钉广泛应用于各个行业,以下是铆钉的一些常见用途。
4.1 汽车行业铆钉常用于汽车的车身连接,如车门、引擎盖和底盘的连接。
4.2 航空航天行业铆钉在航空航天行业中起到重要作用,用于连接飞机的各个部件,如机翼、机身和尾翼等。
4.3 建筑行业铆钉用于连接建筑结构,如钢结构的连接以及玻璃幕墙的安装。
4.4 机械行业铆钉在机械行业中用于连接机器零件,如机床的组装以及传动装置的连接。
5. 结论铆钉规格的选择对连接件的强度和可靠性至关重要。
栓钉施工工艺标准
栓钉施工工艺标准1定义与适用范围1。
1栓钉属于一种高强度刚度连接的紧固件,用于各种钢结构工程中,在不同连接件中起刚性组合连接作用。
栓钉是电弧螺柱焊用圆柱头焊钉的简称,栓钉的规格为公称直径10~Ф25mm,焊接前总长度40~300mm。
1.2栓钉是楼面梁同钢筋混凝土楼板起组合连接作用的连接件,采用拉弧型栓钉焊机和焊枪,并使用去氧弧耐热陶瓷座圈1.3在工程建设的栓钉焊接施工中贯彻执行国家的技术政策,做到安全适用、经济合理、技术先进、确保质量,制定本规程.1。
4本规程适用于工业与民用建筑工程的组合结构中采用拉弧栓钉焊方法或电弧焊焊接方法焊接的栓钉焊接质量控制及验收。
1。
5栓钉焊接必须遵守国家现行的安全技术和劳动保护等有关规定。
1。
6栓钉焊接除执行本规程外,尚应符合国家现行标准中相关规定的要求。
2 材料要求2.1根据栓钉的焊接位置熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷环。
直接在压型钢板上安装的栓钉应使用穿透型的瓷环在钢梁上安装的栓钉应使用普通的瓷环.根据作业条件施工前应进行除湿。
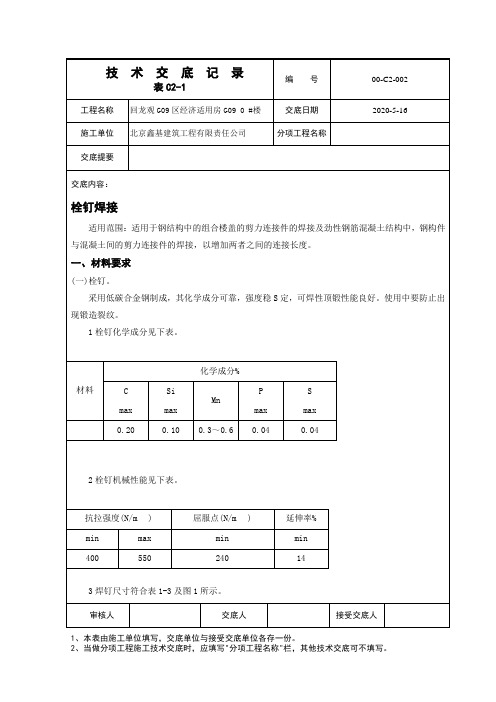
2.2栓钉采用低碳合金钢制成其化学成分可靠强度稳定可焊性、顶锻性能良好。
使用要防止出现锻造裂纹。
3 机具设备3。
1焊枪3.2根据现场条件、供电要求、施焊数量确定台数、一次线长度、稳压电源、把线长度。
因焊接电源耗用电流大故应考虑专路供电。
正确接入初级电压后接地要牢固.3。
3其他工具:钢尺、钢板尺、游标卡尺、手锤、记号笔、墨汁、气割枪、电动砂轮、烘干箱、清扫工具、对讲机4 作业条件4.1钢结构构件表面的油漆应清除没有露水、雨水、油及其他影响焊缝质量的污渍。
空气相对湿度不大于85%。
4。
2 施工所使用的栓钉和配套使用的瓷环应烘烤除湿。
4.3 栓钉施焊前进行工艺参数实验静力拉伸、反复弯曲、弯90°角合格。
5 操作工艺5.1施工工艺流程栓钉焊接流程图5.2栓钉操作工艺5.2。
1使用专用栓钉熔焊机进行焊接施工,该设备需要设置专用配电箱及专用线路(从变压器引入)。
9.10、钢结构焊钉焊接施工工艺标准
③焊接 焊接电流增大,使焊钉端部和母材局部表面熔化,如图 8.2.5-3 所示。
图 8.2.5-3 焊接(强电流使焊钉端与一部分母材熔化)
④ 加压 设定的电弧燃烧时间达到后,将焊钉自动压入母材,如图 8.2.5-4 所示。
图 8.2.5-4 加压(固定一段时间后,将焊钉压入母材中)
max
r
min
WA(参考)
6 5.76 6.24 10.65 135 5.48 5.00
2 4
表1
8
10
7.71
9.71
8.29 10.29
15.35 18.35
14.65 17.65
7.58
7.58
7.00
7.00
2
2
4
4
13 12.65 13.35 22.42
258 10.58 10.00
2 4
焊钉位置处打上样冲眼。
3) 要求:符合工程设计要求,位置允许偏差±1mm。
(2)清理焊接区域
1) 工具:角磨机、钢丝刷。
2) 操作:用角磨机将构件施焊部位的涂层打磨干净,并用钢丝刷清扫铁屑残渣。
3) 要求:焊接钢构件表面不允许有油漆、其它涂层、水、油脂及其它影响焊缝质量的
污渍存在。 (3)试焊
1)机具:熔焊栓钉机及配套的工装是植钉枪。 2)操作
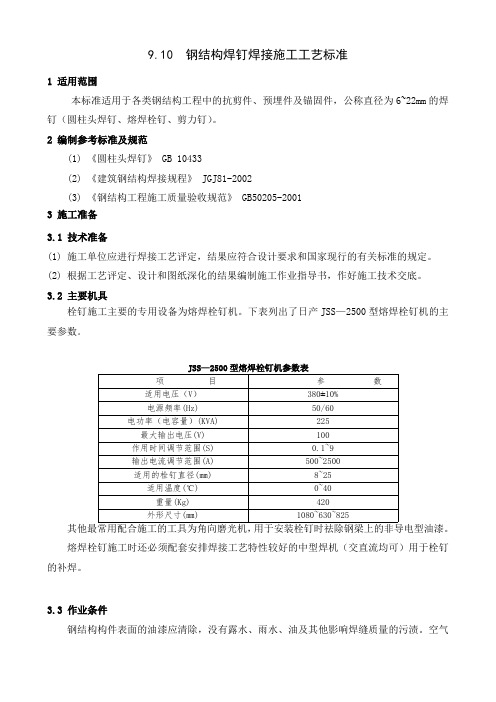
3.1 技术准备 (1) 施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定。 (2) 根据工艺评定、设计和图纸深化的结果编制施工作业指导书,作好施工技术交底。 3.2 主要机具
栓钉施工主要的专用设备为熔焊栓钉机。下表列出了日产 JSS—2500 型熔焊栓钉机的主 要参数。
焊钉焊接施工工艺
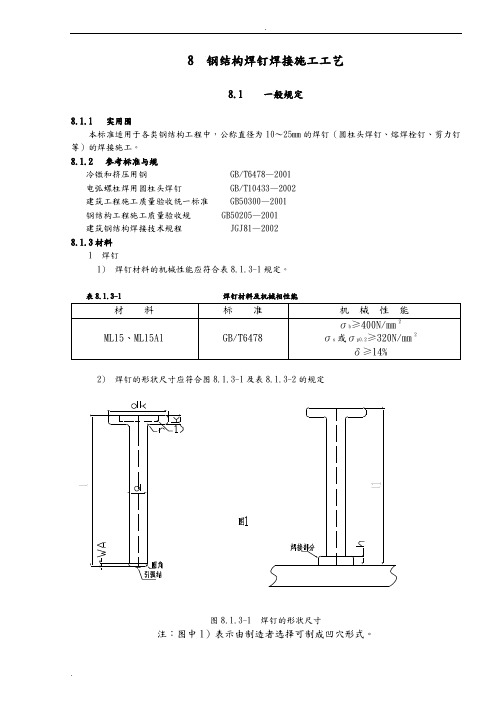
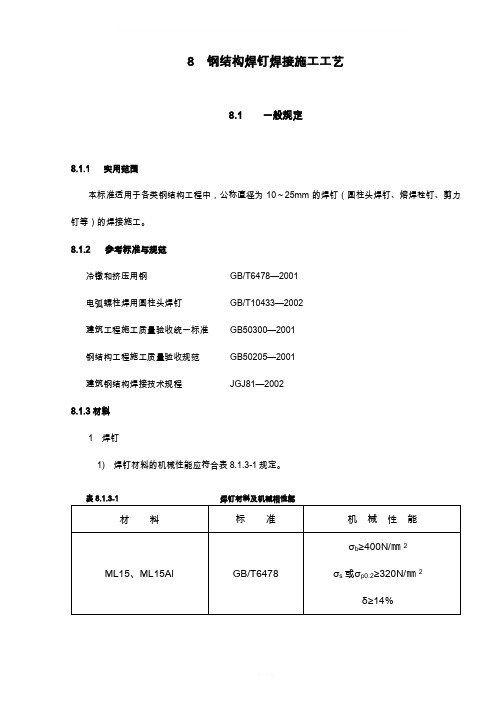
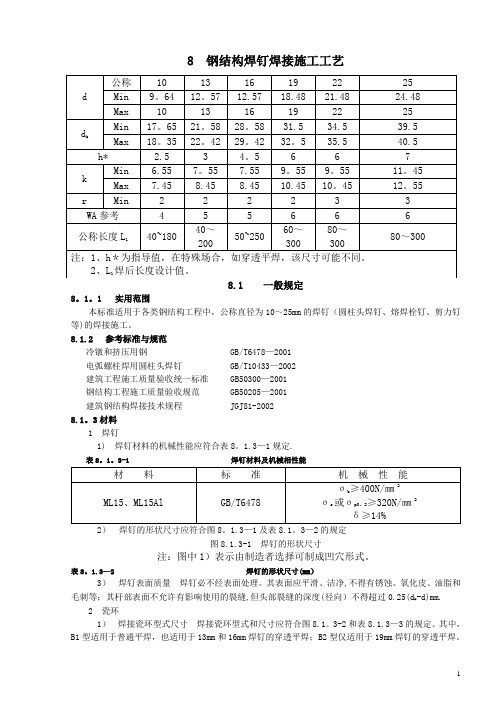
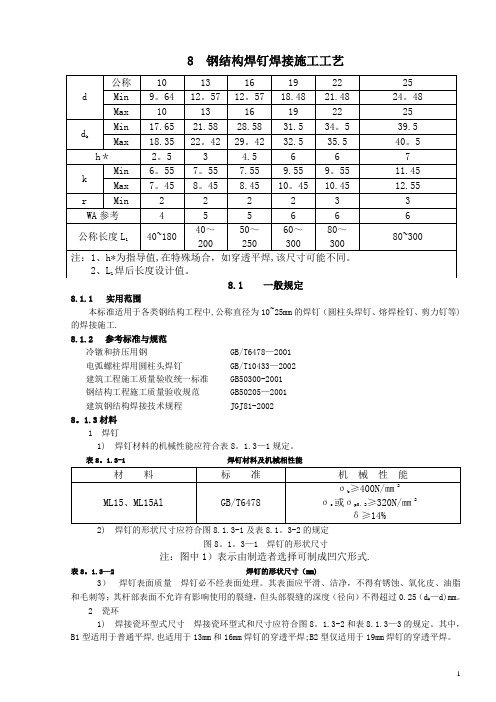
.. .. ..8 钢结构焊钉焊接施工工艺8.1 一般规定8.1.1 实用围本标准适用于各类钢结构工程中,公称直径为10~25mm 的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。
8.1.2 参考标准与规冷镦和挤压用钢 GB/T6478—2001 电弧螺柱焊用圆柱头焊钉 GB/T10433—2002 建筑工程施工质量验收统一标准 GB50300—2001 钢结构工程施工质量验收规 GB50205—2001 建筑钢结构焊接技术规程 JGJ81—2002 8.1.3材料1 焊钉1) 焊钉材料的机械性能应符合表8.1.3-1规定。
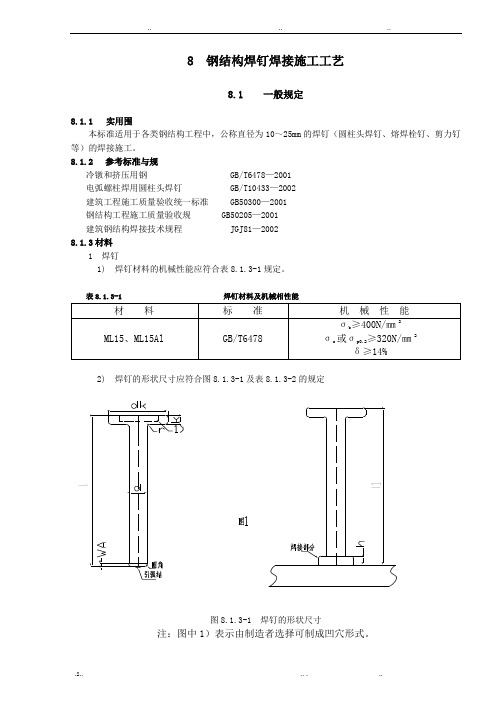
表8.1.3-1 焊钉材料及机械相性能2) 焊钉的形状尺寸应符合图8.1.3-1及表8.1.3-2的规定图8.1.3-1 焊钉的形状尺寸注:图中1)表示由制造者选择可制成凹穴形式。
表8.1.3-2 焊钉的形状尺寸(mm)3) 焊钉表面质量焊钉必不经表面处理。
其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(d k-d)mm。
2 瓷环1) 焊接瓷环型式尺寸焊接瓷环型式和尺寸应符合图8.1.3-2和表8.1.3-3的规定。
其中,B1型适用于普通平焊,也适用于13mm和16mm焊钉的穿透平焊;B2型仅适用于19mm焊钉的穿透平焊。
表8.1.3-3 焊接瓷环尺寸(mm)2) 表面质量焊接瓷环不得有露水和雨水痕迹。
.. .. ..8.2 施工准备8.2.1 技术准备1 施工单位应按JGJ81规定进行焊接工艺评定,其结果应符合设计要求和GB50205标准规定。
2 根据工艺评定、设计和图纸深化的结果,编制施工作业指导书,做好施工技术交底。
8.2.2 材料准备根据设计要求,选用合格的焊钉。
根据焊钉的安装位置按下述要求使用配套瓷环:1 若直接在压型钢板上安装焊钉,应使用穿透型(B2型)的配套瓷环。
2 若直接在钢梁钢柱上安装焊钉,应使用普通型(B1型)的配套瓷环。
栓钉焊接
栓钉焊接施工中关村金融中心塔楼楼板为压型钢板组合楼板,压型钢板与钢梁采用栓钉穿透焊接,栓钉设计要求应符合《圆柱头焊钉》(GB10433-89)的规定,栓钉的屈服强度≥240Mpa,抗拉强度≥400Mpa。
栓钉规格为φ16×110mm、φ16×85mm、φ19×110mm、φ19×85mm四种。
栓钉的总用量约为540000个。
一、质量验收:1、验收依据:1.1中国建筑设计研究院设计的施工图纸1.2《建筑钢结构焊接技术规程》1.3《高层民用建筑钢结构技术规程》2、梁上翼缘栓钉设置要求:2.1 栓钉直径:2.1.1次梁:折线形柱折点层,即建筑标高15.000m、31.000、47.000m、63.000m、79.000m、95.000m、111.000m、127.000m、144.000m以及139.000m标高楼层,栓钉直径为19mm。
其它层栓钉直径为16mm。
2.1.2周边外框架梁、周边柱与内筒相连的主梁、内筒周边梁;栓钉直径为19mm。
2.2设计间距:2.2.1梁上翼缘的栓钉在压型钢板端,每一个凹肋处设置一个,其间距不大于300mm,栓钉为穿透压型钢板与钢梁上翼缘相焊,焊后栓钉高度应大于压型钢板肋高加30mm,栓钉顶面的混凝土保护层厚度不应小于15mm。
2.2.2周边处框架梁以及周边柱与内筒相连的主梁、内筒周边梁,栓钉平均间距150mm,遇压型钢板端凹肋,在每一个凹肋处设计两个,且平均间距在大于150mm.2.3栓钉排数:2.3.1梁翼缘宽度≥150mm时,栓钉梁轴线方向对称布置两排,间距不小于4倍栓钉直径,距梁翼缘边距不得小于35mm。
2.3.2梁翼缘宽度<150mm时,栓钉可沿梁轴线中布置一排,并满足压型钢板对栓钉的要求。
2.3.3柱弯折处楼板(每四层一处)压型钢板栓钉在折柱周围2m范围内加密50%。
3、栓钉进场检验:3.1焊钉和瓷环出厂合格证明、焊钉用钢的材质证明书等资料齐全。
栓钉焊接
7.71
9.71
12.65
15.65
18.58
21.58
max
6.24
8.29
10.29
13.35
16.35
19.42
22.42
dk
min
10.65
15.35
18.35
22.42
29.42
32.5
35.5
max
11.35
14.65
17.65
21.58
28.58
31.5
34.5
k
min
5.48
图9.1.2瓷环
二、主要机具
1栓钉焊机。
直流电源,国产有QZL-2000A。日本大坂栓焊机为降压供电式电源:FRNK-2000电源+制卸装置NC21。
MRN-2000+焊枪GS201或NS101
松下栓焊机:YD-2000LS-2型栓焊机+焊枪YS-223G。其暂载率为15%。
根据现场条件、供电要求、施焊数量确定台数、一次线长度、稳压电源、把线长度。因焊接电源耗用电流大,故应考虑专路供电。正确接入初级电压后接地要牢靠。
7.58
7.58
10.58
10.58
10.58
12.7
max
5.00
7.00
7.00
10.00
10.00
12.00
12.00
r
min
2
2
2
2
2
3
3
WA(参考)
4
4
4
4
4
4
4
公称长度l1
40
50
80
100
120
焊钉焊接施工工艺
..8 钢结构焊钉焊接施工工艺8.1 一般规定8.1.1 实用围本标准适用于各类钢结构工程中,公称直径为10~25mm 的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。
8.1.2 参考标准与规冷镦和挤压用钢 GB/T6478—2001 电弧螺柱焊用圆柱头焊钉 GB/T10433—2002 建筑工程施工质量验收统一标准 GB50300—2001 钢结构工程施工质量验收规 GB50205—2001 建筑钢结构焊接技术规程 JGJ81—2002 8.1.3材料1 焊钉1) 焊钉材料的机械性能应符合表8.1.3-1规定。
表8.1.3-1 焊钉材料及机械相性能2) 焊钉的形状尺寸应符合图8.1.3-1及表8.1.3-2的规定图8.1.3-1 焊钉的形状尺寸注:图中1)表示由制造者选择可制成凹穴形式。
23) 焊钉表面质量 焊钉必不经表面处理。
其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(d k -d)mm 。
2 瓷环1) 焊接瓷环型式尺寸 焊接瓷环型式和尺寸应符合图8.1.3-2和表8.1.3-3的规定。
其中,B1型适用于普通平焊,也适用于13mm 和16mm 焊钉的穿透平焊;B2型仅适用于19mm 焊钉的穿透平焊。
图8.1.3-2 焊接瓷环型式和尺寸表8.1.3-3 焊接瓷环尺寸(mm)2) 表面质量 焊接瓷环不得有露水和雨水痕迹。
.. 8.2 施工准备8.2.1 技术准备1 施工单位应按JGJ81规定进行焊接工艺评定,其结果应符合设计要求和GB50205标准规定。
2 根据工艺评定、设计和图纸深化的结果,编制施工作业指导书,做好施工技术交底。
8.2.2 材料准备根据设计要求,选用合格的焊钉。
根据焊钉的安装位置按下述要求使用配套瓷环:1 若直接在压型钢板上安装焊钉,应使用穿透型(B2型)的配套瓷环。
2 若直接在钢梁钢柱上安装焊钉,应使用普通型(B1型)的配套瓷环。
焊接螺钉尺寸规格
焊接螺钉尺寸规格一、引言焊接螺钉是一种特殊的螺钉,它可以通过焊接的方式将其固定在工件上。
由于其特殊的使用方式,因此需要有相应的尺寸规格来确保其使用效果和安全性。
本文将详细介绍焊接螺钉的尺寸规格。
二、焊接螺钉的分类1. 按材质分:不锈钢焊接螺钉、碳钢焊接螺钉、铜焊接螺钉等;2. 按头型分:圆头焊接螺钉、六角头焊接螺钉等;3. 按牙型分:全牙型焊接螺钉、半牙型焊接螺钉等。
三、尺寸规格1. 直径:直径是指焊接螺钉最宽处的直径,通常用毫米(mm)作为单位进行标识。
常见直径有M3、M4、M5、M6等,其中M表示公制尺寸。
2. 长度:长度是指整个焊接螺钉从头到尾的长度,通常也用毫米(mm)作为单位进行标识。
常见长度有10mm、20mm、30mm等。
3. 牙距:牙距是指焊接螺钉上相邻两个牙之间的距离,通常也用毫米(mm)作为单位进行标识。
常见牙距有0.5mm、0.75mm、1.0mm 等。
4. 头宽:头宽是指焊接螺钉头部的宽度,通常也用毫米(mm)作为单位进行标识。
常见头宽有6mm、8mm、10mm等。
5. 头高:头高是指焊接螺钉头部的高度,通常也用毫米(mm)作为单位进行标识。
常见头高有2mm、3mm、4mm等。
四、尺寸规格的选择选择合适的焊接螺钉尺寸规格需要考虑以下因素:1. 工件材质和厚度;2. 承受力和使用环境;3. 焊接方式和工艺要求。
五、注意事项1. 焊接螺钉的尺寸规格应符合相关国家标准;2. 使用时应正确选择合适的尺寸规格,避免超负荷使用或安装不牢固造成危险;3. 焊接螺钉在使用过程中应注意保护其表面,防止生锈。
六、结论焊接螺钉是一种特殊的螺钉,其尺寸规格的选择对于其使用效果和安全性至关重要。
本文详细介绍了焊接螺钉的尺寸规格,希望能够为读者提供一定的参考价值。
焊钉常用规格
焊钉常用规格
焊钉常用规格:
1. 直径:通常为1.6mm、
2.0mm、2.5mm、
3.0mm、3.2mm等。
2. 长度:一般为20mm、25mm、30mm、35mm等。
3. 材质:一般为碳素钢,不锈钢,铝合金等。
4. 表面处理:电镀锌,镀镍,喷涂等。
5. 强度等级:一般为4.8级、8.8级、10.9级等。
6. 用途:焊接金属材料,如钢铁构件的连接,汽车制造,建筑业等。
7. 包装方式:一般为塑料袋包装或纸箱包装。
8. 存储条件:应存放在干燥通风的地方,避免受潮和腐蚀。
以上是焊钉常用规格的详细介绍。
在选择时应根据具体需求选定合适
的直径和长度,并注意材质和强度等级以确保使用效果。
同时,在存储时也要注意保持干燥通风的环境以防止损坏。
焊钉焊接施工工艺
______________________________________________________________________________________________________________8 钢结构焊钉焊接施工工艺8.1 一般规定8.1.1 实用范围本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。
8.1.2参考标准与规范冷镦和挤压用钢GB/T6478—2001电弧螺柱焊用圆柱头焊钉GB/T10433—2002建筑工程施工质量验收统一标准GB50300—2001钢结构工程施工质量验收规范GB50205—2001建筑钢结构焊接技术规程JGJ81—20028.1.3材料1 焊钉1) 焊钉材料的机械性能应符合表8.1.3-1规定。
表8.1.3-1 焊钉材料及机械相性能精品资料22) 焊钉的形状尺寸应符合图8.1.3-1及表8.1.3-2的规定图8.1.3-1 焊钉的形状尺寸注:图中1)表示由制造者选择可制成凹穴形式。
表8.1.3-2 焊钉的形状尺寸(mm)______________________________________________________________________________________________________________3) 焊钉表面质量焊钉必不经表面处理。
其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(d k-d)mm。
2 瓷环1) 焊接瓷环型式尺寸焊接瓷环型式和尺寸应符合图8.1.3-2和表8.1.3-3的规定。
其中,B1型适用于普通平焊,也适用于13mm和16mm焊钉的穿透平焊;B2型仅适用于19mm焊钉的穿透平焊。
精品资料4图8.1.3-2 焊接瓷环型式和尺寸表8.1.3-3 焊接瓷环尺寸(mm)2) 表面质量 焊接瓷环不得有露水和雨水痕迹。
焊钉焊接施工工艺
8 钢结构焊钉焊接施工工艺8。
1。
1 实用范围本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。
8.1.2参考标准与规范冷镦和挤压用钢 GB/T6478—2001电弧螺柱焊用圆柱头焊钉 GB/T10433—2002建筑工程施工质量验收统一标准 GB50300—2001钢结构工程施工质量验收规范 GB50205—2001建筑钢结构焊接技术规程 JGJ81-20028.1。
3材料1 焊钉1) 焊钉材料的机械性能应符合表8。
1.3—1规定.表8。
1。
3-1 焊钉材料及机械相性能2)焊钉的形状尺寸应符合图8。
1.3—1及表8.1。
3—2的规定图8.1.3-1 焊钉的形状尺寸注:图中1)表示由制造者选择可制成凹穴形式。
表8。
1.3—2 焊钉的形状尺寸(mm)3)焊钉表面质量焊钉必不经表面处理。
其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(d k-d)mm.2 瓷环1)焊接瓷环型式尺寸焊接瓷环型式和尺寸应符合图8.1。
3-2和表8.1.3—3的规定。
其中,B1型适用于普通平焊,也适用于13mm和16mm焊钉的穿透平焊;B2型仅适用于19mm焊钉的穿透平焊。
图8。
1.3-2 焊接瓷环型式和尺寸表8。
1。
3-3 焊接瓷环尺寸(mm)2) 表面质量焊接瓷环不得有露水和雨水痕迹。
8。
2 施工准备8.2.1 技术准备1 施工单位应按JGJ81规定进行焊接工艺评定,其结果应符合设计要求和GB50205标准规定。
2 根据工艺评定、设计和图纸深化的结果,编制施工作业指导书,做好施工技术交底。
8。
2。
2 材料准备根据设计要求,选用合格的焊钉。
根据焊钉的安装位置按下述要求使用配套瓷环:1 若直接在压型钢板上安装焊钉,应使用穿透型(B2型)的配套瓷环。
2 若直接在钢梁钢柱上安装焊钉,应使用普通型(B1型)的配套瓷环。
铁钉规格
名称:自攻钉规格:各种头型: 3*8~3*40 3.5*8~3.5*50 4*10~4*70 5*10~5*80 6*20~6*160名称:干壁钉规格:最大长度: 6#14~70 7#16~80 8#16~160 10#16~120名称:热镀托盘钉规格:直径 2.5~3.8mm 长度 30~80mm名称:家具钉规格:直径 1.2~3.8mm 长度 16~90mm名称:圆钉(普通圆钉)规格:直径 1.2~5.0mm长度 16~160mm名称:镀锌水泥钉规格:直径 1.7~5.0mm 长度 16~150mm名称:涂料水泥钉规格:直径 1.7~5.0mm 长度 16~150mm名称:射钉规格:直径 2.8~3.6mm 长度 32~72mm 每箱盒数 40~80 每盒支数 100名称:特种钢钉/彩纯规格:直径 1.7~4.5mm 长度 20~150mm名称:地板钉规格:直径 2.1~2.45mm 长度 30~80mm一低碳钢丝(铁丝)规格(mm):0.16 0.18 0.20 0.22 0.25 0.28 0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.7 0.8 0.9 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.5 2.8 3.0 3.5 4.0 4.5 5.0 5.5 6.0 7.0 8.0 9.0 10.0三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江# _1 X) p) |6 L: v. \0 S: l- u 镀锌低碳钢丝规格:0.20 0.22 0.25 0.28 0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.7 0.8 0.9 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.8 3.0 3.5 4.0 4.5 5.0 5.5 6.0 三维网技术论坛% W; c3 E; S% a/ w1 _二公制圆钉(铁钉)规格(直径×长度,mm):0.9×10 1×13 1.1×16 1.2×20 1.4×25 1.6×30 1.8×35 2×40 2.2×45 2.5×50 2.8×60 3.1×70 3.4×80 3.7×90 4.1×100 4.5×110 5×130 5.5×150 6×175 6.5×200。
常用平焊法兰及螺栓规格尺寸
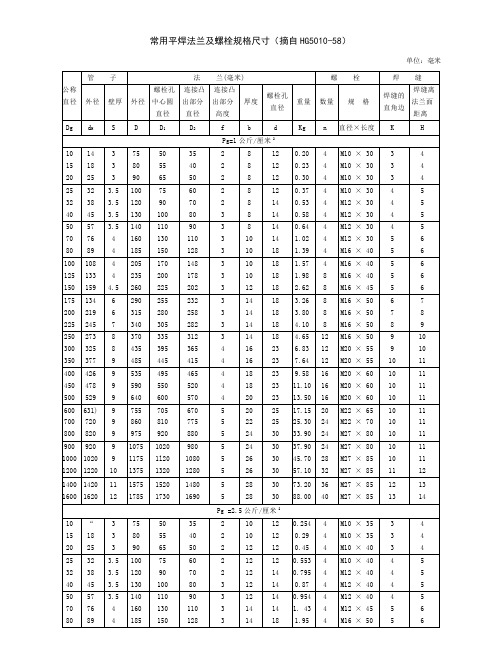
常用平焊法兰及螺栓规格尺寸(摘自HG5010-58)单位:毫米公称 直径管 子 法 兰(毫米) 螺 栓 焊 缝外径 壁厚 外径螺栓孔中心圆直径连接凸出部分直径连接凸出部分高度厚度螺栓孔直径重量 数量 规 格焊缝的直角边焊缝离法兰面距离Dg d H S D D1D2 f b d Kg n 直径×长度 K HPg=1公斤/厘米210 15 20 1418253337580905055653540502228881212120.200.230.30444M10 × 30M10 × 30M10 × 3033344425 32 40 3238453.53.53.510012013075901006070802238881214140.370.530.58444M10 × 30M12 × 30M12 × 3044455550 70 80 5776893.54414016018511013015090110128333810101414180.641.021.39444M12 × 30M12 × 30M16 × 40455566100 125 150 108133159444.52052352601702002251481782023331010121818181.571.982.62488M16 × 40M16 × 40M16 × 45555666175 200 225 1342192456672903153402552803052322582823331414141818183.263.804.10888M16 × 50M16 × 50M16 × 50678789250 300 350 2733253778893704354853353954453123654153441416161823234.656.837.64121212M16 × 50M20 × 55M20 × 559910101011400 450 500 4264785299995355906404955506004655205704441818202323239.5811.1013.50161616M20 × 60M20 × 60M20 × 60101010111111600 700 800 631)72082099975586097570581092067077588055520222425253017.1525.3033.90202424M22 × 65M22 × 70M27 × 80101010111111900 1000 120092010201220991010751175137510201l2013209801080128055524262630303037.9045.7057.10242832M27 × 80M27 × 85M27 × 851010111111121400 1600 142016201112157517851520173014801690552828303073.2088.003640M27 × 85M27 × 8512131314Pg =2.5公斤/厘米210 15 20 “18253337580905055653540502221010121212120.2540.290.45444M10 × 35M10 × 35M10 × 4033344425 32 40 3238453.53.53.510012013075901006070802231212121214140.5530.7950.87444M10 × 40M12 × 40M12 × 4044455550 70 80 5776893.544140160185110130150901101283331214141414180.9541. 431.95444M12 × 40M12 × 45M16 × 50455566公称 直径管 子 法 兰(毫米) 螺 栓 焊 缝外径 壁厚 外径螺栓孔中心圆直 径连接凸出部分直 径连接凸出部分高 度厚度螺栓孔直 径重 量 数量 规 格焊缝的直角边焊缝离法兰面距 离Dg d H S D D1D2 f b d Kg n 直径×长度 K HPg =2.5公斤/厘米2100 126 150 108133159444.52052352601702002251481782023331414161818182.22.783.49488M16 × 50M16 × 50M16 × 50555666175 200 225 1942192456672903153402552803052322582823331618201818183.864.885.93888M16 × 50M16 × 53M16 × 60678789250 300 350 2733253778893704354853353954453123654153442222221823237.329.410.5121212M16 × 65M20 × 70M20 × 709910101l11400 450 500 42647852999953559064049555060046552057044422242423232311.714.916.2161616M20 × 70M20 × 70M20 × 70101010111111600 700 800 63072082099975586097570581092067077588055524262625253020.629.936.7202424M22 × 75M22 × 80M27 × 85101010111111900 1000 12009201020122099101075117513751020112013209801080128055528303030203044.252.765.9242832M27 × 95M27 × 90M27 × 901010111111121400 1600 142016201112157517851520173014801690553232303078.394.33640M27 × 95M27 × 95121313i4Pg =6公斤/厘米210 15 20 141825333.57580905055653540502221212141212120.3190.3350.536444M10 × 40M10 × 40M10 × 4033344425 32 40 3238453.53.53.510012013075901006070802231416161214140.6411.0971.219444M10 × 40M12 × 50M12 × 5044455550 70 80 5776893.544140160185110130150901101283331616181414181.3481.672.48444M12 × 50M12 × 50M16 × 55455566100 125 150 108133159444.52052352601702002251481782023331820201818182.893.944.47488M16 × 55M16 × 60M16 × 60555666175 200 225 1942192456672903153402552803052352582823332222221818185.546.076.6888M16 × 65M16 × 65M16 × 65678789250 300 350 2733253778893704354853353954453123654153442424261823238.0310.312.59121212M16 × 70M20 × 70M20 × 79910101011400 450 500 42647852999953559064049555060046552057044428283023232315.217.5920.67161616M20 × 80M20 × 80M20 × 95101010111111公称 直径管 子 法 兰 (毫米) 螺 栓 焊 缝外径 壁厚 外径螺孔中心圆直 径连接凸出部分直 径连接凸出部分高 度厚度螺栓孔直 径重量 数量 规 格焊缝的直角边焊缝离法兰面距 离Dg d H S D D1D2 f b d Kg n 直径×长度 K HPg =6公斤/厘米2600 700 800 6307208209997558609757058109206707758805553032325253026.5737.146.2202424M22 × 85M22 × 90M27 × 95101010111111900 100092010209910751175102011209801080553436303055.157.32428M27 × 100M27 × 10510l0ll11Pg =10公斤/厘米210 15 20 14182533390951056065754045582221212141414140.4580.5110.748444M12 × 40M12 × 40M12 × 4533344425 32 40 3238453.53.53.5115135145851001106878882231416181418180.891.401.71444M12 × 45M16 × 50M16 × 5544455550 70 70 5776693.5441601801951251451601021221383331820201818182.092.843.24444M16 × 55M16 × 60M16 × 60455566100 125 150 108133159444.52152452801802102401581882123332224241818234.015.406.12888M16 × 65M16 × 70M16 × 70555666175 200 225 1942192456673103353652702953252422682953332424242323237.448.249.30888M20 × 70M20 × 70M20 × 70678789250 300 350 27332537788939044050035040046032037043034426282823232310.712.915.9121216M20 × 75M20 × 90M20 × 80991010101l400 450 500 600 42647852963099995656156707805155656207254825325856854445303032362525253021.824.427.739.416202020M22 × 85M22 × 95M22 × 90M27 × 1051010101011111111Pg =16公斤/厘米2l0 15 20 14182533390951056065754045582221414161414140.5470.7110.867444M12 × 45M12 × 45M12 × 5033344425 32 40 3238453.53.53.511513514585100110687888223118201418181.1741.62.0444M12 × 50M16 × 55M16 × 604445O550 70 80 5776893.5441601801951251451601021221383332224241818182.63.453.71448M16 × 65M16 × 70M16 × 70455566100 125 150 108133159444.52152452801802102401581882123332628281818234.86.477.92886M16 × 70M16 × 75M20 × 80555666公称 直径管 子 法 兰 (毫米) 螺 栓 焊 缝外径 壁厚 外径螺栓孔中心圆直 径连接凸出部分直 径连接凸出部分高 度厚度螺栓孔直径重 量 数量 规 格焊缝的直角边焊缝离法兰面距离Dg d H S D D1D2 f b d Kg n 直径×长度 K HPg =16公斤/厘米2175 200 225 1942192456673103353652702953252422682953442830302323238.8110.111.781212M20 × 80M20 × 85M20 × 95678789250 300 350 27332537788940546052035541047032037843834432323425252515.716.123.3121216M22 × 90M22 × 90M22 × 959910101011400 450 500 42647852999958064070552558565049055061044438424830303431.040.255.1162020M27 × 105M27 × 115M30 × 130101010111111600 630 9 840 770 720 5 50 41 80.3 20 M30 ×140 10 1lPg =25公斤/厘米210 15 20 14182533390951056065754045582221616181414140.6340.8040.985444M12 × 50M12 × 50M12 × 5033344425 32 40 3238453.53.53.5115135145851001106878882231820221418181.1741.962.60444M12 × 50M16 × 60M16 × 6544455550 70 80 5776893.5441601801951251451601021221383332424261818182.7l3.224.06488M16 × 70M16 × 70M16 ×70455566100 125 150 108133159444.52302703001902202501621882183332830302325256.08.2610.4888M20 × 80M22 × 95M22 × 8555O666175 200 225 19421624566733036039528031034024827830533332323425253011.914.517.0121212M22 × 90M22 × 90M27 × 100678789250 300 35027332537788942548555037043049033539045034434364230303418.926.834.35121616M27 × 100M27 × 105M30 × 1209910101011400 450 500 42647852999961066073055060066050555561544444485234344144.951.9267.3162020M30 × 120M30 × 130M36 × 150101010111111。
焊钉焊接施工工艺
8 钢结构焊钉焊接施工工艺8.1.1 实用范围本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工.8.1.2参考标准与规范冷镦和挤压用钢 GB/T6478—2001电弧螺柱焊用圆柱头焊钉 GB/T10433—2002建筑工程施工质量验收统一标准 GB50300-2001钢结构工程施工质量验收规范 GB50205—2001建筑钢结构焊接技术规程 JGJ81-20028。
1.3材料1 焊钉1) 焊钉材料的机械性能应符合表8。
1.3—1规定。
表8。
1.3-1 焊钉材料及机械相性能2) 焊钉的形状尺寸应符合图8.1.3-1及表8.1。
3-2的规定图8。
1。
3—1 焊钉的形状尺寸注:图中1)表示由制造者选择可制成凹穴形式.表8。
1.3—2 焊钉的形状尺寸(mm)3)焊钉表面质量焊钉必不经表面处理。
其表面应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部表面不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(d k—d)mm。
2 瓷环1) 焊接瓷环型式尺寸焊接瓷环型式和尺寸应符合图8。
1.3-2和表8.1.3—3的规定。
其中,B1型适用于普通平焊,也适用于13mm和16mm焊钉的穿透平焊;B2型仅适用于19mm焊钉的穿透平焊。
图8。
1。
3-2 焊接瓷环型式和尺寸表8。
1。
3-3 焊接瓷环尺寸(mm )2) 表面质量 焊接瓷环不得有露水和雨水痕迹。
8.2 施工准备8。
2。
1 技术准备1 施工单位应按JGJ81规定进行焊接工艺评定,其结果应符合设计要求和GB50205标准规定。
2 根据工艺评定、设计和图纸深化的结果,编制施工作业指导书,做好施工技术交底. 8。
2。
2 材料准备根据设计要求,选用合格的焊钉.根据焊钉的安装位置按下述要求使用配套瓷环: 1 若直接在压型钢板上安装焊钉,应使用穿透型(B2型)的配套瓷环。
2 若直接在钢梁钢柱上安装焊钉,应使用普通型(B1型)的配套瓷环。
钢钉规格尺寸
钢钉规格尺寸钢钉的规格尺寸还是比较丰富的,可以根据要求来选择,比如有的是圆钉,有的是扁头钉,有的是方形的,有的是三角形的,这些都是常见的品种。
可以根据形状包括用途以及固定的方式来划分,也可以按照表面有没有镀层来区分,其中运用最为广泛的就是普通的圆钉。
而它的尺寸可以按照直径来划分直径系列,从0.9~6.5毫米不等,长度在10~200nlm之间。
规格比如有的是2×20毫米,2×25毫米、2×30毫米,还有的是3×33毫米、3×40毫米、3×50毫米、3×60毫米等等。
选购和使用钢钉需要注意哪些方面1、根据施工需求选择通常在市面上钢钉是具有非常多的尺寸以及类型的,根据不同的尺寸以及类型在价格性能以及使用场所方面也会有不同,所以在进行钢钉购买的时候,一定要根据具体的施工需求以及现场的环境进行选择,确保在施工质量方面不会遭受影响。
2、钢钉长度选择在选择钢钉长度的时候,通常是根据需要使用钢钉的物品长度三倍左右来进行钢钉长度选择的。
为了能让钢钉可以在物品上连接的比较牢固,在钉入钢钉的时候要保持好一定的角度,这样就能让钢钉跟被钉的物品之间具有比较好的结合效果不会容易产生脱落或者松动的情况。
3、钉子类型选择因为市面上的钉子种类是非常多的,所以在选购的时候一定要根据所使用到的环境来选择适合的钉子类型,比如是要在地面上或者是水泥墙面上使用钉子的,那么这种情况下就应该使用水泥钢钉;如果是要加固基层结构的,就可以选择圆钉进行使用。
钉子的分类及用途1、麻花钉麻花钉整体像麻花的形状,通常顶部是十字形、一字形或者圆扁形。
而钉子的底部是尖底的,具有比较强的着钉力,对于一些比较需要着钉力强的地方会比较合适,比如木质顶棚、吊杆或者抽屉的位置,比较常见的规格是50毫米~85毫米,规格种类是比较多的。
2、自攻螺钉自攻螺钉螺牙是比较深的,具有比较高的硬度,价格也很便宜,相比较于别的钉子自攻螺钉能够将两个金属零件进行更好的结合,通常用于一些金属构件之间的固定与连接,比如在铝合金门窗制作过程当中会使用到。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊钉常用规格
焊钉是一种在建筑、机械、电子等领域中广泛使用的紧固件,具有较高的强度和耐腐蚀性。
根据不同的使用需求,焊钉的规格也有所不同。
本文将介绍常用的焊钉规格及其特点。
1. 直径为
2.0mm的焊钉
直径为2.0mm的焊钉是最常见的焊钉规格之一。
它通常用于钢筋混凝土结构的连接,如梁柱的连接、墙板的固定等。
这种焊钉具有较高的强度和耐腐蚀性,可以满足大多数建筑工程的需求。
2. 直径为2.5mm的焊钉
直径为2.5mm的焊钉比直径为2.0mm的焊钉更粗,因此具有更高的强度。
它通常用于较大的钢结构连接,如大型厂房的梁柱连接、桥梁的连接等。
这种焊钉可以承受较大的荷载,具有较高的安全性。
3. 直径为3.0mm的焊钉
直径为3.0mm的焊钉是一种比较粗的焊钉规格,通常用于较大的结构连接,如高速公路的护栏、大型机械设备的固定等。
这种焊钉具有非常高的强度和耐腐蚀性,可以承受极大的荷载。
4. 直径为4.0mm的焊钉
直径为4.0mm的焊钉是最粗的焊钉规格之一,通常用于大型建筑物的连接,如高层建筑的梁柱连接、大型桥梁的连接等。
这种焊钉具有非常高的强度和耐腐蚀性,可以承受极大的荷载,是一种非常安全可靠的连接方式。
总结:
焊钉是一种常用的紧固件,不同的焊钉规格适用于不同的使用场合。
在选择焊钉规格时,需要根据具体的使用需求来确定。
一般来说,直径越粗的焊钉强度越高,但对于一些小型结构连接,也可以选择直径较小的焊钉。
在使用焊钉时,需要注意选择合适的焊接设备和焊接方法,以确保焊接质量和安全性。