产品标识及可追溯性0330复习过程
产品标识和可追溯性培训资料三篇
产品标识和可追溯性培训资料三篇篇一:产品标识和可追溯性培训资料技术质量部××××年×月×日篇二:产品标识和可追溯性程序该怎么做追溯系统的作用:A事后反馈找出质量问题所在,追责、持续改进;B监督预防因为有追溯体系的建立,每个关键环节进行监控与记录,则事后可追查问责到人,使得坏人不敢肆意为所欲为,一定程度杜绝其坏念头;C售后服务有追溯体系则老百姓购买食品时可进行追溯查询,判断食品真假,既防伪防劣又让老百姓食得放心;D快速召回当食品出现质量缺陷时快速确定召回范围、影响大小,快速处理应对;E企业信誉建立追溯体系,提高质量意识、服务意识,为企业赢得好口碑,提升企业信誊和竞争力!追溯:追踪溯源,根据某一线索(比如ID,现象)去分析追踪事情发生的来龙去脉,找到事发的根源.产品质量追溯:目前,生产制造企业为提升产品质量及服务品质,提升企业形象,都在追求产品可追溯性,即产品品质追溯或产品质量追溯,主要关注可追溯性和质量的控制. 可追溯性:通过实施基于条码\RFID技术的产品质量追溯系统,在产品生产过程中进行关键数据的收集,最后达到通过一个唯一的产品系列号或唯一条码能追溯每个产品生产过程的所有关键信息:用料批次、供应商、作业者、作业地点(车间、产线、工位等)、加工工艺(温度、电阻、电压、扭力等)加工设备信息、作业时间、不良处理过程等信息的目的,以此来分析产品质量缺陷的问题所在、快速召回、分清责任、改进生产、提供产品品质、提升企业竞争力.追溯属于事后控制,通过事后的反馈找出质量缺陷问题所在,进而改进生产,提高产品质量.追溯可分正向追溯和反向追溯.正向追溯:从产品系列号从上而下进行追溯,追溯其构成及生产过程信息;反向追溯:产品所用部件或原料批次自下而上追溯所有用到此批次部件或原料的产品,以便缩小召回范围!追溯又可分横向追溯和纵向追溯.横向追溯:从产品结构构成进行追溯,主要追溯其部件和原料构成;纵向追溯:从产品生产过程进行追溯,主要追溯产品经过哪些工位、做了哪些加工、作业者、作业时间、返修处理过程等等!质量控制:在数据收集过程中进行产品质量的控制,包括工艺控制、投料核对、不良品控制、作业顺序控制、质量报警、包装规格控制等等.质量的过程控制属于事中控制,在生产过程中避免质量缺陷问题发生.。
产品标识与可追溯性程序

5.1.5检验状态的标识
a)检验和试验状态标识的划分:
经检验和试验后合格;
经检验试验后不合格;
经检验和试验后待决定(处理);
未经检验和试验(待检)。
b)检验和试验状态可通过标签、标记、标牌、放置地点、印章、检验记录及进行区分。
产品标识与可追溯程序
1.0
针对产品的形成过程给予明确的产品标识,确保公司产品的可追溯性.
2.0
适用于公司生产用主要的原物料、在制品、成品的标识,。
3.0
无
4.0
4.1生产部负责制订产品标识.
4.2仓库负责对采购物资和货仓内物品进行标识。
4.3生产部负责对本部门的在制品、产成品进行标识。
4.4品质部负责检验状态的标识。
5.0
5.1标识:用标识卡或在产品上做标记(编号、合同号或工作任务单上)对产品进行标识,必要时写明作业日期、作业者/班组等。
5.1.1原材料、外协件的标识应标明物料名称、规格型号、数量、供应商及状态。
5.1.2转序前的在制品的标识必须标明名称、规格、批次、数量和状态,必要时应注明特殊要求。
5.1.3成品的标识要标明名称、规格、颜色、数量和状态,入库的机床由仓库管理员作出唯一性标识。
c)在产品的整个生产过程中,应按规定保护好检验和试验标识,以保证只放行合格的(可授权让步放行的)产品。
5.2标识的管理
5.2.1生产部负责设计现有产品的标识卡。
5.2.2生产部负责产品标识的制作。
5.2.3各单位应收集、分类、整理各种标识,以进行有效控制。
5.3产品的追溯性
5.3.1当产品发生质量问题时,由产生质量问题的责任部门根据产品标识进行追溯,执行《纠正和预防措施控制程序》。
(完整版)产品标识和可追溯性控制程序

产品标识和可追溯性控制程序受控状态:发放号:1.0 目的在生产、存储、交付等产品实现过程中,以适当方式对生产的产品、所需原材料进行标识,以防止混用或误用,并表明产品的监视和测量状态。
当产品出现重大质量问题、或由于法律、法规的要求而进行产品追溯时,能够追溯到产品的所有信息,便于采取后续的纠正/预防措施。
2.0 适用范围本程序适用本公司产品实现的全过程中(不包括设计开发阶段)产品标识及其状态标识、可追溯性标识及记录的控制。
3.0 职责3.1 质量保证部3.1.1负责组织制定标识控制要求,并对其实施有效性进行监控。
3.1.2负责对检验记录中的可追溯信息进行确认,并记录检验结果。
3.1.3负责监督标识和可追溯性要求的实施。
3.2 采购管理部3.2.1负责对仓库内物品的标识。
3.2.2负责根据各产品的可追溯范围,在采购合同中要求供方提供必要的追溯信息。
3.2.3负责物资出入库、产品交付环节的追溯记录,并将产品交付的追溯信息传递给市场销售部。
3.3 生产计划部3.3.1负责生产过程中各产品的状态标识。
3.3.2负责根据产品追溯要求,在成品、半成品上粘贴产品标识和可追溯性标识。
3.3.3负责对质量判定后的物资进行状态标识。
3.3.4负责对生产过程中的可追溯性物资进行标识和记录。
3.4 市场部3.4.1市场部负责根据销售合同的要求,收集保存初始分销商、用户以及购买的产品的可追溯性信息。
3.4.2市场部负责产品交付后的服务维修备件的可追溯性信息的记录。
4.0 工作程序4.1 标识的设定4.1.1标识分类在产品实现的全过程中,对采购进货产品、中间过程产品和最终产品进行标识的形式有三种:a.产品标识:区别产品,防止混用错用,如:采购件或整机成品上的标签或铭牌;b.状态标识:表示产品的监视和测量状态的标识,如:合格、不合格、待检状态;c.可追溯性标识:为实现产品可追溯性目的的标识。
4.1.2产品标识4.1.2.1产品标识的范围:a.进货产品;b.在制品;c.最终产品;d.可销售或维修备件。
产品标识和可追溯性培训资料

一、目的 二、术语 三、标识的记录 四、扫描要求 五、注意事项 六、漏扫和错扫的后果
统一公司产品标识系统,通过对标 识的记录,保证产品的可追溯性。
目录
一、目的 二、术语 三、标识的记录 四、扫描要求 五、注意事项 六、漏扫和错扫的后果
1、标识:对材料、零件、组件和产品 作标记,加以识别。标记可作在产品上,及 采取跟踪卡、随车检验卡等方法。 2、可追溯性:根据记载的标识,追踪 某产品的历史、应用和场所的能力。
目录
一、目的 二、术语 三、标识的记录 四、扫描要求 五、注意事项 六、漏扫和错扫的后果
1、整车的标识记录由FLEX系统根据 SAP-PP系统信息排定,标识记录在“总装 检验流程卡”中,“总装检验流程卡”由 质量部保存。 2、在总装区域,由操作工用扫描枪 将锁、安全气囊、发动机、变速箱和动力 总成模块等产品匹配信息输入FLEX系统中。 整车匹配的记录由信息系统部保存。
目录
一、目的 二、术语 三、标识的记录 四、扫描要求 五、注意事项 六、漏扫和错扫的后果
1、产品要求:精确追溯,要求零件有 条形码,装配时需扫描该条形码,以和车辆 识别号(VIN)一一对应。 2、总装操作要求 ① 首先检查光标是否在PVI后; ② 扫描主装车单左上角的条码; ③ 检查屏幕上的CSN号和装车单上的是否一 致; ④ 确认一致后扫描零件的条形码;
前悬架总成 FRT Suspension Asm(Right)
仪表板总成 气囊线索 乘客座安全汽囊Passenger Airbag 真空助力器 Vacuum Booster 转向柱总成 Steering Column Asm
705R
008L IP01L IP03L IP03L IP04L 外包 外包 外包 外包
产品标识和可追溯性控制程序

类别
标签颜色
1
合格
绿色
2
不合格
红色
3
返修/返工
白色
4
待验/待处理
黄色
5.2 .2仓库和生产现场的材料、在制品、成品必须按不同检验和试验状态,按定置管理要求放置在规定区域内,并挂上表示不同检验和试验状态的标签。
a.产品经检验合格的,使用绿色“合格”标签;
b.产品经检验不合格的,使用红色“不合格”标签;
3.2可追溯性
3.2.1可追溯性:追溯所考虑对象的历史、应用情况或所处场所的能力。
3.2.2追溯时机:检验或审核时发现产品关键质量特性(含安全特性)不合格、产品批量质量事故、顾客重大投诉或顾客要求的其他情形下等。
3.2.3可追溯性范围包括:
①原材料的来源、批次。
②生产过程的历史。
③产品交付后的分布及场所。
5.1.3.3仓库管理员在“送检单”上注明进货品名、规格型号、批次对应关系及数量等提交检验。
5.1.3.4进货产品验证后,仓库管理员根据“检验记录单”上的批号将合格的进货产品分批次存放在合格区,并记入“原材料管理台帐”。
5.1.3.5,遵循先进先出的原则,领料原辅材料实行分批次投料单上均应有批次号标识。
5.1.5.3销售部必须保证成品在送到顾客前标识的完整性与清晰性。
5.1.6产品批次管理
为确保产品的可追溯性,从原材料进厂到成品出厂实施产品批次管理,具体按《产品批次管理指导书》执行。产品追溯顺序(见附录A)。
5.2检验和试验状态标识
5.2.1检验和试验状态主要是通过带色标的标签来表示,并辅以“产品跟踪卡”和有关的质量记录。废品应标以红色永久性的标识放置废品隔离区。
5.1.4过程产品标识要求
产品标识和可追溯性培训教材
三、如何实行产品可追溯性
实行产品追溯的基础工作
精益生产
三、如何实行产品可追溯性
实行产品追溯的流程
在规定有追溯性要求时,按照下列流程进行:
发运记录 (销售去向)
发运产品 出库批次
发运产品 出库日期
成品 入库日期
生产日期 检验生产记录
领料单 出库单
来料 入库日期
进货检验记录 (材料批次)
供应商 追溯系统
基本ቤተ መጻሕፍቲ ባይዱ概念
标识的定义: 可理解为产品的标识和产品状态的标识.标识 应醒目、唯一、不易消失并予以记录,确保产 品的可追溯性。标识的方式有书写标记、标牌 、标签、规定产品所处位置(区域标识)、批 次号、印章、条码、激光二维码、流程卡、有 关记录等。
追溯的范围:
整个产品链.包括 成品、半成品、 原材料。 场所上分:包括 客户端(市场) 、内部、供应商 (2级供应商)
产品标识和可追溯性培训
品管部
目录
1、可追溯性的定义 2、为什么要实行产品可追溯性
3、如何实行产品可追溯性
一、可追溯性的定义
可追溯性的定义:
指通过产品标识和生产记 录,追溯一个项目或活动的 历史、应用或场所的能力. 对可追溯性最典型的要求 是:需要追溯不合格的源 头并且判断受影响批次中 剩余产品所处的位置
一、可追溯性的定义
追溯:追什么
同一材料批号、同一工艺及生产状态
质量成本的概念,影响产品质量的是5M1E, 但切记不是5M1E都要追,根据零件容易出现的缺陷种类、 重要程度以及追溯成本综合考虑(如外观、尺寸后期可识别 的特性不是重点)
职责分配 • 生产部门负责记录和实施生产批次号的控制,产品使用的材料批
保护顾客利益、减少可能发生的召回对公司和供应商造成的产品信誉和 经济损失。
产品标识及可追溯性操作程序培训内容
产品标识及可追溯性操作程序培训内容产品标识及可追溯性操作程序培训内容一何为表示和可追溯性?标识是指对某一个事物使用文字、图案、符号等方式加以注明该事物的名称、数量、所处状态等。
可追溯性指对一项产品从其原材料选择到交货的过程进行追踪的能力。
换句话说就是可以查到已经生产或已经出了货的产品具体工序是谁做的,所用材料有无问题,生产日期和出厂日期等等基础信息。
二为什么需要标识和可追溯性?首先我们来举几个列子:1 37环旧版彩卡和新版彩卡因无明确标识,操作员将需要打旧卡的货物打了新卡,导致新卡欠数3000张;2 员工将不良品分类后,退料员因不良品没有标识而将多种不良品混放,导致料件到仓库后仓管员拒收;3 我们车间有2个24格的工具柜,存放了许多种类的生产用条码,假如没有进行标识,谁能在最快的时间找到对应的条码?同样,当工具柜上标明是大封口机,而我们打开却见到的是电批时,请问你下一个会打开哪一个柜子去寻找大封口机呢?4 一个最贴近生活的列子,假如你在逛街的时候需要上洗手间,而整座商场虽然有大量的洗手间但都无标识指引时,请问你怎么办?5 A8042-2单大树漏夹子事件总共有9人被处罚,但人人都会觉得被冤枉,同时也没有任何一个人敢理直气壮的说我做的绝对没有问题;在生产工作中还有许多的实列可以证明没有完善的标识可能引发诸多的管理问题和质量问题,换句话说就是生产工作中我们需要做好日常的标识工作,有了标识等基础信息,产品自然就有了可追溯性。
产品的可追溯性有以下几个优点:1在生产过程中一旦发现来料不合格,就可以根据批次信息将同批次的隔离,包括用了的(成品和半成品)和还没有用的(零部件),等对其全部确认了之后才可以解除其隔离状态;例如:A8042-2单夹子生锈由于此质量问题不属于操作问题,应该从来料信息开始追溯,核查领料单证实此批大树夹子是兴达供货,领出时间是5月5、6、9、16日。
然后采取措施对当时所送回的夹子抽样测试,不合格的整批退回。
产品标识和可追溯性流程图
产品标识和可追溯性控制程序(附流程图)1 更多搜索AIEIN质量了解1目的为了规范产品标识和可追溯性流程,确保产品具有唯一标识并可实现对产品的追溯性,保证产品质量,提高顾客满意度和市场占有率。
2范围适用于公司产品标识和可追溯性涉及的所有过程。
3职责3.1采购部负责要求供应商按要求对原材料或零部件进行唯一性标识。
3.2生产部负责按要求对半成品、成品进行唯一性标识。
3.3质量部负责对原材料、零部件、半成品、成品标识唯一性进行监督和检查工作。
4定义标识:是对产品状态及唯一性识别的一种记录标签可追溯性:追溯所考虑对象以往信息(包括生产来源、时间、地点等)的能力追溯时机:检验或审核时发现不符合项、客户投诉等情形下追溯范围:原材料来源、批次;生产制造信息;检验信息;5工作程序4.1标识类别标识包括检验状态标识和可追溯性标识。
2 更多搜索AIEIN质量了解4.2检验状态标识检验状态标签包括“待检”字样标签、合格“绿色”标签、不合格“红色”标签。
质量部根据对原材料或零部件、半成品、成品检验结果,粘贴合格标签和不合格标签。
4.3可追溯性标识4.3.1原材料、零部件可追溯性标识4.3.1.1油漆的可追溯性标识采购部要求油漆供应商在外包装表面增加油漆可追溯性标识,包括油漆颜色、成分、生产批次、时间、供应商等信息。
4.3.1.2机加工件(大件)的可追溯性标识采购部要求机加工生产厂家在机加工完成后在物料上增加钢印序列号信息,信息内容包括:供应商、序列号、生产时间。
采购部要求机加工生产厂家在机加工物料运输存放容器上增加物料标识信息,包括供应商、物料名称、物料号、规格、数量等。
4.3.1.3机械零部件(小件)的可追溯性标识采购部要求机械零部件供应商在完工后在包装上增加物料标识信息,信息内容包括:供应商、物料名称、物料号、规格、序列号、生产时间。
采购部要求机械零部件供应商在物料运输存放容器上增加物料标识信息,包括供应商、物料名称、物料号、规格、数量等。
产品标识和可追溯性控制程序
XC-Q-B11产品标识和可追溯性控制程序1. 目的通过产品标识,控制和追踪产品质量,使其在生产过程中便于溯源,积极预防,避免质量事故的发生。
2. 适用范围适应于本公司所有的原料,半成品,成品及包装材料。
3. 职责3.1 生技部组织制定标识,各生产现场落实实施。
3.2 产品质量出现问题,生技部有权责成责任部门迅速调查汇报并组织解决,将损失降低到最低限度,并由生技部负责向生产副总经理汇报。
4. 工作程序4.1 产品标识4.1.1 产品标识的标志:纸条,粉记,印章,传票,色记,(食用色),标牌等纸条标志: 为便于质量追踪标志的掌握和质量问题的追查,准备车间整经、浆纱、穿筘工序的传票按品种制定,其余工序将三班所用纸条、传票的颜色统一,各车间根据生技部统一的制度执行。
4.2 产品标识的方法和使用要求。
4.2.1 原料:存棉室内由验配组将不同的原料分品种、产地等级,标于标志牌上,挂在不同的位置,原料库将原料按验配组要求存放整齐。
验配组将排包工艺挂在墙上,清花值车工按排包图排包。
4.2.2 清花值车工在棉卷的内层分车号压纸条。
4.2.3 梳棉生条纯棉品种按成份标记,精梳条与普梳条分别用不同颜色的条筒。
4.2.4 并条、精梳在条筒上分机号、班次放纸条。
4.2.5 粗纱工序,FA421在第二层开始时压纸条,要求车号在外面且纸条在粗纱下面。
4.2.6 细纱工序下机管纱每包(半包以上)内都要有传票,传票上标明日期、车号、班次。
4.2.7 后纺车间4.2.7.1 所有进来的管纱每包内传票要正确,使用中应保存完好,直至包内纱用完为止,未放传票的纱包不能接收。
4.2.7.2 络筒工序落纱后在新筒管纺纱前,先压好自己的责任纸条,交班未落纱时由交班者在筒纱最外面压好下班责任纸条,责任纸条和责任号由车间根据生技部要求制定。
4.2.8 准备车间4.2.8.1 络纬工序下机后的管纱包(半包以上)内都要有传票,传票上标明日期、车号、班次。
产品的标识和可追溯性程序全套

3.1生产车间负责生产过程中成品、半成品及生产过程中物料的标识。
3.2仓库负责仓库物料的标识。
3.3质检部负责原材料、半成品和成品的检验状态的标识。
4.定义:无
5.作业内容:
5.1产品及其检验状态的识别
5.1.1进料之产品识别:
5.1.1.1物料到厂后,依照供应商在产品上的包装标识来识别物料的名称、规格、数量,如供应商无标识,或标识不清楚,须由仓库人员在物料上加标签注明。标签上应填写供应商名称、物料名称、规格、数量、入库日期等内容。同时仓管员应在物料上挂/贴“待检”标牌,并通知检验人员对物料进行检验。
5.1.3.3经检验不合格的成品,在其堆放处应标有“待返工”、“待处理”或“不合格”标志。
修订编号
修订日期
修订内容
修订者
制定
审核
批准
5.1.3.4所有合格的成品,在仓库里必须注明客户名称、产品名称、型号规格、生产日期等。
5.1.4所有不合格品作好标识后,按[不合格品控制程序]进行处置。
5.2产品追溯:
5.1.2.2在生产过程中,产品经检验合格则流入下一工序,不合格品应挂/贴“不合格”标签标明。
5.1.3成品的识别:
5.1.3.1未经检验的成品挂/贴“待检”标牌,经质检人员检验,并写出检验报告。经检验合格的成品,由检验人员贴上“合格”标志,标志上要注明产品名称、数量、生产日期和检验人员标识。
5.1.3.2经检验合格的成品,如需待顾客验收,应在成品堆放处标有“待顾客抽检”标志;经顾客验收合格后,再贴上“合格”标志。
产品的标识和可追溯性程序
xxxx汽配有限公司
文件编号
P-05-13
版本号
A
产品的标识和可追溯性程序
ISO9001产品标识与可追溯性控制程序(含流程图)
产品标识与可追溯性控制程序(ISO9001-2015)1.0目的在接收、生产和交付的各阶段为防止混用,以适当方式标识产品。
当合同、法律规定或管理需要有可追溯性要求时,对每个或每批产品进行唯一性标识。
2.0范围适用于本公司在接收、生产和交付的各阶段需要标识的产品。
3.0定义与术语a.产品标识:指用适当的方法在生产、服务运作全过程的采购产品/材料、在制品、半成品、成品或包装物上做出适当的标记或标签;b.可追溯性:指根据或利用所记载标识的记录,追溯一个项目或实体的历史、应用情况或用途或所处场所的能力;c.检验状态:指材料或产品有无进行检验,以及经检验之后是否合格状态。
4.0职责与权限a.品管课负责采购产品、半成品、成品的检验状况标识;b.生产部门负责在制品、成品的状况标识与追溯;c.物料课负责采购产品、半成品、成品、库存、交付产品的标识与追溯。
5.0作业流程5.1产品的标识与状况分类a.产品标识方法:各检验、生产过程、仓库贮存阶段的所有产品、采购产品、在制品、成品等,各部门均需根据产品实际所需的标识状况和本部门实际的生产状况对其以适当的标识方法进行标识;产品标识的方法可用标签、批次号、颜色、符号、装载容器、堆置区域等形式进行划分,标识应清晰和易于识别。
b.检验状态分类与区分:1.检验状态由检验人员确定;2.不同状态的产品分区域存放:2.1 未经检验----------待检区2.2已经检验合格------合格区3.已经检验不合格----不合格品区5.2产品标识凡公司从原材料、辅料进厂到生产过程中和各仓库储存、存放的在制品(半成品)和成品均须按以下规定进行明确的状态标识:a.采购产品标识1.对于到货的原料由物料课收货员以《货物标签》标识,然后放到待检区域内;2.经检验合格,品管人员以《进料合格标签》标识,由物料将产品移入合格区;3.经检验不合格,品管人员以《不合格标签》标识,由物料将产品移入不合格区,按《不合格品管制程序》处理;4.检验中因某种因素制约而无法确定结果时(如进行盐雾测试),品管人员《待处理标签》标识,且在两天内追踪结果。
标识和可追溯性控制程序(含流程图)

标识和可追溯性控制程序1目的为明确自生产至交付所有阶段中产品的标识以表明生产过程产品的实际状态和达到可追溯性的目的和有效控制,制定本程序。
2范围本程序仅适用于自生产至产品交付所有阶段对产品进行标识。
3职责3.1生产车间、仓管员对所属区域内的产品进行标识和检验状态标识。
3.2质检部门负责对各自检验的产品进行标识。
4程序4.1标识4.1.1产品流转/存放标识4.1.1.1物料进厂,原料仓库仓管员应检查物料的外包装标记。
对于未有标记或标记不清的物品应挂以标识或贴上标签,对于物料本身的外包装标记已明确,可利用其标记进行识别,也可予以标识。
原物料应分类堆放。
4.1.1.2生产过程中的半成品或暂歇期间的在制品,生产车间应对每堆物资放置标签,并注明其目前的工作状态并分类堆放,产品加工过程采用《自制件随工流转卡》进行标识。
4.1.1.3加工完成的成品可根据客户要求在其外包装上按客户要求进行标记。
客户没有要求的,在存放期间应放置相应的识别标识。
4.1.1.4对加工过程中的关键件除采用《自制件随工流转卡》进行标识外,还要有《关键件检验记录》记录检验结果,做到质量可追溯性,对焊接、总装、涂装有《焊接检验指导书及记录》《总装配检验指导书及记录》《涂装检验指导书及记录》进行可追溯记录。
4.1.1.5所有流转/存放的标识除类别标牌外,应清楚说明标识的内容。
4.1.2检验/试验状态标识4.1.2.1检验/试验状态标识分待检及不良品字样的牌子/标签,并分区堆放。
正常合格品使用产品流转单/标识牌/标签,并在上签名/盖章,不另作检验/试验合格状态标识。
4.1.2.2物料进厂,仓管员应通知检验部门进行检验并负责放置“待检”牌,经检验部门检验/验证合格,检验人员在进仓单据上签名并取摘“待检”牌,仓库方可入库。
4.1.2.3生产过程中的不合格应放置在标有红色不良警示字样的容器内。
4.1.2.4无论是材料还是半成品、成品,对于检验不合格,需放置红色不合格字样的标签/标牌或不合格标记或存放在标有红色不良警示字样的区域内。
产品标识和可追溯性控制程序

产品标识和可追溯性控制程序1. 目的防止不同类型、不同检验状态的产品混用和误用,确保产品具有可追溯性。
2.适用范围适用于物料、半成品和成品的产品标识及检验状态标识以及追、退回产品的标识。
3.定义无4.职责和权限4.1 IQC:负责在检物料的标识;4.2生产部:负责产品生产全过程标识的设置和管理以及在库物料和产品进行标识;4.3质量管理部:是产品追溯归口管理部门,负责确定产品可追溯性的需求并组织实施追溯及在检成品标识。
5.程序5.1 产品标识5.1.1原材料的标识5.1.1.1仓库管理员负责进库原材料的正确标识,具体编号方法参考《物料批号管理规范》;5.1.1.2对于同期投产易混淆的原材料,仓库管理员还应做明显的区分标识(如放置不同的区域或颜色区分)。
5.1.2半成品的标识5.1.2.1由生产车间对生产过程中的半成品进行标识,标识的方法可以分区放置,确保不误用、混用;5.1.2.2质量管理部应确认生产过程中的产品标识方法,对不合要求的标识提出纠正要求,并监督立即整改。
5.1.3产成品的标识生产车间下生产线的产品办理入库前或入库时,装箱员应按其规定进行组箱包装前的产品加贴标识工作,如:贴上注有批号、名称、型号、规格、标准号、注册证号、CE标签等表明产品信息的标签,组箱包装前,库管员予以监督。
5.1.4完工产品的标识按要求装入外包装箱后的完工产品,以外包装箱上的信息作为最终标识, 外包装箱上应按规定的标签内容、使用语言,标明产品名称、型号规格、生产批号、标准号、注册证号、生产企业名称、地址、欧盟代表名称、地址、CE标志等信息。
5.1.5返回公司内产品的标识对返回公司内产品,库管员可以放置固定区域或外包装箱上做标记的方法标识,对易混淆的返回产品的标识应明显、清晰。
发货前,仓库管理员、业务员应按检查外包装箱上的标识、标签,不得错用、误用、遗漏。
5.1.6状态的标识和唯一性标识的记录1)仓库管理员负责对进货产品实施状态标识,生产车间操作人员负责对半成品、包装前产成品实施状态标识;2)状态标识可采用区域划分、标牌警示等方法,采用标牌警示的方法时,其使用应不影响产品的安全和性能;3) 状态标识应在生产的全过程中保持,只有通过所要求的检验与试验(或授权让步放行)时,产品才可交付,当有追溯要求时,应记录作为唯一性的标识(如:产品批号、生产日期等)。
产品标识和可追溯性管理程序
产品标识和可追溯性管理程序1 目的为防止生产过程中从原材料到半成品、成品及不合格品的混用或误用,确保产品符合顾客要求,并可追溯产品及过程的质量问题,特制定本程序。
2 适用范围本公司所有原材料、半成品、成品及不合格品的标识与追溯均适用。
3 定义3.1产品标识:指用适当的方法在生产、服务运作全过程中对采购产品/材料、半成品、成品或包装物上做出适当的标记或标签。
3.2可追溯性:指根据或利用记载标识的记录,追溯一个项目或产品的生产加工过程、应用情况、用途或所处场所的能力。
3.3检验与试验状态:指材料或产品有无进行检验/试验,以及经检验/试验之后合格与否的状态。
4 职责4.1产品追溯性及追溯性标识由技术中心设计人员负责将标准(国标、铁标、国外标准)、法律法规和客户对产品标识的要求转化为产品标识和可追溯性标识要求;4.2需要模具上体现标识和追溯性的技术中心负责将规定的标识转化在相应的模具上,并定期更新模具标识;负责采购定额输出,明确标识工艺路线;特殊工艺标识要求在设计评审阶段就进行论证;负责在包装方案中明确产品发出时包装箱上的标识要求;负责公司内工艺布局区域划分标识的制定。
4.3质保部负责产品状态标识中检验状态标识的制定和监督实施情况;负责检验状态标识印刷申请的提出。
4.4物资管理部、库房负责对购入的仓储产品进行标识;物资管理部负责按照产品定额进行标识的采购;4.5生产车间负责按设计、工艺和质量管理的要求对车间存放的原材料、在制品、半成品、成品的标识,负责产品状态标识中生产状态标识在生产过程中产品的识别性标识方式、方法和标识的维护,负责保护标识在流转过程中的有效性;负责生产状态标识的打印或印刷申请的提出;车间主任负责建立所管辖人员工位号的建立与时时更新。
6、工作内容7、附加说明7.1 仓库、车间以待检品、合格品、不合格品等标识牌进行区域标示,使之一目了然,并按《库房管理程序》实施管理,置于合格品区的成品、物料才允许出库。
标识和可追溯性流程图
采购/其他部门
仓库
生产车间
品控部
相关标识
作 业 内 容
区域划分
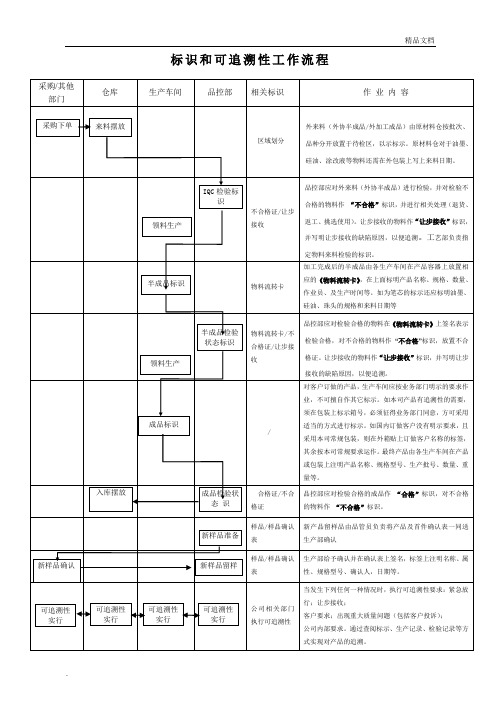
外来料(外协半成品/外加工成品)由原材料仓按批次、品种分开放置于待检区,以示标示。原材料仓对于油墨、硅油、涂改液等物料还需在外包装上写上来料日期。
不合格证/让步接收
品控部应对外来料(外协半成品)进行检验,并对检验不合格的物料作“不合格”标识,并进行相关处理(退货、返工、挑选使用)。让步接收的物料作“让步接收”标识,并写明让步接收的缺陷原因,以便追溯。工艺部负责指定物料来料检验的标识。
/
对客户订做的产品,生产车间应按业务部门明示的要求作业,不可擅自作其它标示。如本司产品有追溯性的需要,须在包装上标示箱号,必须征得业务部门同意,方可采用适当的方式进行标示。如国内订做客户没有明示要求,且采用本司常规包装,则在外箱贴上订做客户名称的标签,其余按本司常规要求运作。最终产品由各生产车间在产品或包装上注明产品名称、规格型号、生产批号、数量、重量等。
合格证/不合格证
品控部应对检验合格的成品作“合格”标识,对不合格的物料作“不合格”标识。
样品/样品确认表
新产品留样品由品管员负责将产品及首件确认表一同送生产部确认
样品/样品确认表
生产部给予确认并在确认表上签名,标签上注明名称、属性、规格型号、确认人,日期等。
公司相关部门执行可追溯性
当发生下列任何一种情况时,执行可追溯性要求:紧急放行;让步接收;
物料流转卡
加工完成后的半成品由各生产车间在产品容器上放置相应的《物料流转卡》,在上面标明产品名称、规格、数量、作业员、及生产时间等。如为笔芯的标示还应标明油墨、硅油、珠头的规格和来料日期等
物料流转卡不合格证/让步接收
产品的标识和可追溯性控制流程[精品]word资料5页
![产品的标识和可追溯性控制流程[精品]word资料5页](https://img.taocdn.com/s3/m/87c89a05011ca300a7c3906d.png)
1 目的Objective对产品进行标识,避免不同产品混淆,确保在需要时对产品形成过程进行追溯。
The objective is to identify the products, to avoid the confusion of different products, and to ensure the traceability of the product creation process.2 适用范围Applicable Scope适用于本公司原材料、协配件、半成品、成品的标识和追溯。
This is applicable to the label and trace of raw materials, accessory parts, semi-finished products and finished products.3 职责Responsibility3.1 制造部负责产品标识和可追溯性归口管理。
The Manufacturing Department is responsible for the administrative management of product labels and traceability.3.2 制造部负责车间生产的产品标识、记录及可追溯性。
The Manufacturing Department is responsible for the labeling, recording and traceability of the products produced in workshop.3.3 采购物流部负责仓库的产品标识、记录及可追溯性。
The Purchase & Logistics Department is responsible for the product labeling, recording and traceability in warehouse.4 工作程序Work Procedures4.1 标识方式及要求Labeling Mode & Requirement4.1.1 标识方式采用记录、标签、标牌、零部件随行单等方式。
标识和可追溯性流程图
加工完成后的半成品由各生产车间在产品容器上放置相应的《物料流转卡》,在上面标明产品名称、规格、数量、作业员、及生产时间等。如为笔芯的标示还应标明油墨、硅油、珠头的规格和来料日期等
物料流转卡/不合格证/让步接收
品控部应对检验合格的物料在《物料流转卡》上签名表示检验合格,对不合格的物料作“不合格”标识,放置不合格证。让步接收的物料作“让步接收”标识,并写明让步接收的缺陷原因,以便追溯。
客户要求;出现重大质量问题(包括客户投诉);
公司内部要求。通过查阅标示、生产记录、检验记录等方式实现对产品的追溯。
标识和可追溯性流程图(总1页)
标识和可追溯性工作流程
采购/其他部门
仓库
生产车间
品控部
相关标识
作业内容
区域划分
外来料(外协半成品/外加工成品)由原材料仓按批次、品种分开放置于待检区,以示标示。原材料仓对于油墨、硅油、涂改液等物料还需在外包装上写上来料日期。
不合格证/让步接收
品控部应对外来料(外协半成品)进行检验,并对检验不合格的物料作“不合格”标识,并进行相关处理(退货、返工、挑选使用)。让步接收的物料作“让步接收”标识,并写明让步接收的缺陷原因,以便追溯。工艺部负责指定物料来料检验的标识。
合格证/不合格证
品控部应对检验合格的成品作“合格”标识,对不合格的物料作“不合格”标识。
样品/样品确认表
新产品留样品由品管员负责将产品及首件确认表一同送生产部确认
样品/样品确认表
生产部给予确认并在确认表上签名,标签上注明名称、属性、规格型号、确认人,日期等。
公司相关部门执行可追溯性
当发生下列任何一种情况时,执行可追溯性要求产品,生产车间应按业务部门明示的要求作业,不可擅自作其它标示。如本司产品有追溯性的需要,须在包装上标示箱号,必须征得业务部门同意,方可采用适当的方式进行标示。如国内订做客户没有明示要求,且采用本司常规包装,则在外箱贴上订做客户名称的标签,其余按本司常规要求运作。最终产品由各生产车间在产品或包装上注明产品名称、规格型号、生产批号、数量、重量等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.3各部门检验工序负责所有产品的检验状态标识。
3.4包装出货部负责收集和保存《产品流程卡》以及《出货检验报告》。
3.5仓库负责仓储产品(包括原材料、半成品、成品、外购件等)的标识和标识的维护工作,防止材料的误领、误用。
2、传统文化对大学生饰品消费的影响4.3.3垫底板人员要求在收到上工序来料时,第一时间确认产品的检验状态(检查OQC的标识信息)。每一个底板上要签上垫底板人员的工号。点数人员每点好一袋产品的数量,要在最后一个底板上签上自己的工号,然后装袋,抽真空后,每袋产品要写上实称重量,并签上称重人员工号,真空袋和天地盒上都要贴上产品标签(现品票)。
情感性手工艺品。不少人把自制的手机挂坠作为礼物送给亲人朋友,不仅特别,还很有心思。,加工后的产品要明确标明其加工状态(应包括机台号、操作员以及加工数量等信息)。过程发现的不良品要用专用的红色胶盒盛装,并贴上不合格品标签,标签上必须注明相应的加工和检验状态的信息。
4.2.7对于生产过程中所使用的原材料,如未能保持其原有产品标识,则必须在盛装的容器上贴上物料标签标明其加工和检验状态。
附件(一):4.2.8生产车间应规划专门的区域,用于存放过程管控时发现,且需要被隔离的产品,隔离区上方要挂上黄色的隔离区标识牌。隔离区的产品必须在当班处理(全检)完毕,全检后的合格品和不良品分开摆放,并贴上合格品和不良品标签(标签内容同4.2.1),转相应工序。
修订履历
修订次
页码
修订内容
日期
拟制
审核
批准
日期
日期
日期
1目的:
防止不同类别、不同检验状态的产品混用和误用。以保证在出现不合格或需要的情况下及时得到追溯。
2范围:
适用于所有原辅材料、过程产品、隔离品和成品的区域规划及检验状态标识的控制和追溯性管理。
3职责:
3.1跟单文员负责制定发放《产品流程卡》,对产品流程卡进行实时监控,并负责退货品的标识。
4.2.2收到上工序来料时,首先检查产品标签和产品流程卡相关信息,若不符合4.2.1要求,需无条件拒收来料。若因收料时未仔细检查来料标识信息,而造成的一切混料等事项,均由本工序负责。
4.2.3各部门应在收发料区划分明确的待加工品(蓝)、待检品(黄)、合格品(绿)和不良品(红)区域,各区域应用不同的颜色标明,并要求在区域的上方挂醒目的标识牌。
4.1.4检验不合格,但经评审可以降级或特采处理的物料,应标上醒目的特别提示标签,除应注明合格品应标注的信息外,还应记录不良描述以及特采原因。
4.1.5仓管员(物料统计)在储存物料时,要按批号和进货日期对每一种物料进行有序摆放,并详细记录在入库登记表上。发放物料时要遵循先进先出原则,并在物料进出记录表上登记日期、数量和领用人等信息。
4.1.2仓管员(物料统计)通知IQC或相应车间进行检验(试用),检验合格的产品,由相应检验员贴上合格标签或签/盖上合格字/章后方可办理入库手续,由仓管员(物料统计)填写收料记录本,注明产品名称、规格、数量、以及供应商(来料部门)等信息。
4.1.3仓库应规划专门的不合格品存放区域,检验不合格的产品由相应检验员贴上次品标签或签/盖上不合格字/章后放置于不合格品区。
3.6品质部负责对所有产品的检验状态标识进行确认和有效监控,负责确定产品的可追溯性要求及其实现方式。
3.7当产品有可追溯性要求时,各相关部门负责按照规定要求执行。
4工作程序:
4.1原材料的标识
4.1.1原材料进厂后,仓管员(物料统计)负责将其放置于待检区,对于本身未做产品标识、标识不清或不全的原材料不得收货。由于保密性要求,包装上没有原始标签的,进厂后要马上贴上内部物料标签,注明产品名称、规格、数量、进货日期等内容。
4.2.4各工位应该划分明确的待加工品、合格品和不良品摆放区域,各区域应该用不同的颜色标明,并要求有醒目的文字标识牌,以避免混料、漏工序和多次加工。
(三)上海的文化对饰品市场的影响4.2.5设置了100%检验点的工序,加工后的产品,需放置于待检区,由检验员进行检验,检验合格的,放置于合格区,贴上合格品标签,并在标签上签名或盖上合格章,方可流入下一工序;检验不合格的,需放置于不合格品区,贴上红色的次品标签并签/盖上不合格字/章,于需要时,用红色蜡笔或油性笔在不合格部位圈划记号并标明不良类别。
调研结论:综上分析,我们认为在学院内开发“DIY手工艺品”商店这一创业项目是完全可行的。4.2.9过程检验不合格的产品,经品质相关人员评审可以降级或特采处理的物料,应贴上醒目的特别提示标签,除应注明合格品应标注的信息外,还应记录不良描述以及特采原因。
4.2.10镭射码和丝印码是产品的永久性标识,在镭射调机和丝印网版(丝印码网版)检查时要有副主管级以上人员确认,方可批量生产。
据了解,百分之八十的饰品店都推出“DIY饰品”来吸引顾客,一方面顺应了年轻一代喜欢与众不同、标新立异的心理;另一方面,自制饰品价格相对较低,可以随时更新换代,也满足了年轻人“喜新厌旧”的需要,因而很受欢迎。4.3成品的标识
4.3.1加工完成的产品其标识要求同4.2.1。
根据调查资料分析:大学生的消费购买能力还是有限的,为此DIY手工艺品的消费不能高,这才有广阔的市场。4.3.2检验合格的成品,由检验员贴上合格品标签,标签内容要符合4.2.1的要求。OQC按AQL抽样方案抽检合格后,盖OQC合格章。
4.1.6仓库应规划有专门的区域,用以存放用过的砂轮、靠模、胶模、网版和刮胶等物料,并由仓管员(物料统计)在物料或其包装上标识醒目的“废弃”、“回收”等字样。
4.2过程产品的标识
人民广场地铁站有一家名为“漂亮女生”的饰品店,小店新开,10平方米不到的店堂里挤满了穿着时尚的女孩子。不几日,在北京东路、淮海东路也发现了“漂亮女生”的踪影,生意也十分火爆。现在上海卖饰品的小店不计其数,大家都在叫生意难做,而“漂亮女生”却用自己独特的经营方式和魅力吸引了大批的女生。4.2.1标识内容(加工和检验状态)要求:生产过程用于标识产品(包括不良品)的标签应该包括产品名称、规格、料别、检验状态、加工工序、数量、日期、经手人等信息。必要时,标识的填写应包括但不限于以上内容。