加工工艺过程卡片模板
加工工艺过程卡片

25
铣
粗铣型腔 精铣型腔 粗铣开口槽 精铣开口槽 加工螺纹孔
30 35 40 45
标记
热处理 钳工 检测 入库
HRC22-26 去毛刺 检测各尺寸及各表面
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
处数
更改标记
更改文件号
日期
签字
2011-12-14
机
材料牌号 工序号
械
加
工
毛坯种类
过
程
锻件 序
下料 热处理 铣 铣
锻造毛坯 正火 夹毛坯前后侧面,工件外伸 25mm 铣平面及外轮廓, 保证外形尺寸到位 调头夹铣好的前后面,铣平面 铣外形轮廓 钻孔 2-Φ 20 粗镗孔 2-Φ 33 精镗孔 2-Φ 34 立式加工中心 平口虎钳 立式加工中心 平口虎钳 面铣刀Φ 80 立铣刀Φ 20 面铣刀Φ 80 立铣刀Φ 20 麻花钻Φ 20 粗镗刀Φ 33 精镗刀Φ 34 立式加工中心 平口虎钳 立铣刀Φ 20 立铣刀Φ 12 立铣刀Φ 10 立铣刀Φ 12
更改标 记 签字
工
序
内
容
设 备
工
艺
装
备
准终
检查毛坯材料牌号、状态及合格证,并记录。 车削端面,粗车外圆. 半精车外圆保证尺寸Φ 36 精车外圆保证尺寸Φ 36 钻中心孔Φ 20 粗镗保证尺寸Φ 21.4 精镗保证尺寸Φ 26 镗螺纹 M24X2 切断 粗车外轮廓 精车外轮廓 车螺纹 M36X4(P2) CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 CAK6163 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T0107 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T05 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0303 三爪卡盘、游标卡尺、T0404 三爪卡盘、游标卡尺、T0101 三爪卡盘、游标卡尺、T0202 三爪卡盘、游标卡尺、T0303
(完整版)工艺过程卡和工序卡卡片
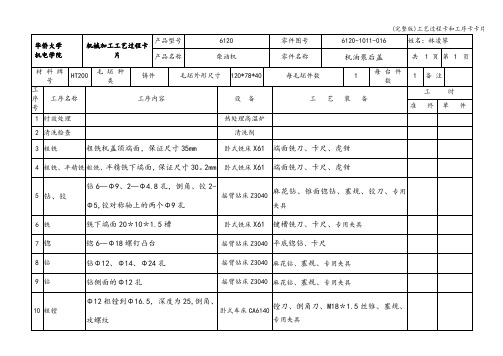
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。
机械加工工艺过程卡片
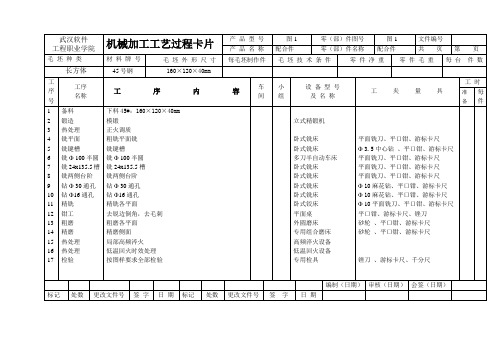
武汉软件工程职业学院机械加工工艺过程卡片产品型号图1 零(部)件图号图1 文件编号产品名称配合件零(部)件名称配合件共页第页毛坯种类材料牌号毛坯外形尺寸每毛坯制作件毛坯技术条件零件净重零件毛重每台件数长方体45号钢160×120×40mm工序号工序名称工序内容车间小组设备型号及名称工夹量具工时准备每件1 2 3 4 5 6 7 8 91011121314151617 备料锻造热处理铣平面铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣钳工粗磨精磨热处理热处理检验下料45#:160×120×40mm模锻正火调质粗铣平面铣铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣各平面去锐边倒角,去毛刺粗磨各平面精磨侧面局部高频淬火低温回火时效处理按图样要求全部检验立式精锻机卧式铣床卧式铣床多刀半自动车床卧式铣床卧式铣床卧式铣床卧式铣床卧式铰床平面桌外圆磨床专用组合磨床高频淬火设备低温回火设备专用检具平面铣刀、平口钳、游标卡尺Φ3.5中心钻、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ 10平面铣刀、平口钳、游标卡尺平口钳、游标卡尺、锉刀砂轮、平口钳、游标卡尺砂轮、平口钳、游标卡尺锉刀、游标卡尺、千分尺编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程及工序卡片模板资料
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备ห้องสมุดไป่ตู้号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺过程及工序卡片模板

每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
机械加工工艺过程卡片
车床
CA6136
夹具编号
夹具名称
通用夹具
工位器具编号
工位器具名称
每台件数 1
同时加工件数
切削液
工序工时 /s
准终
单件
工步号 工
步
内
1 调头装夹
2 半精车φ40.5--39×58mm
3 半精车φ46.5--45.5×90mm
4 半精车φ51.8--50×28mm
容
工艺装备
主轴转速 r/min
切削速度 m/min
0.67
0.4
2
1
三爪卡盘,45°车刀,切断刀
设 计 日 期 校 对 日期 审 核 日期 标准化 日期 会 签 日期
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序 3 卡片
机械加工工序卡片
产品型号 产品名称
减速器
车间
毛坯种类
零件图号
零件名称 低速轴
共 1 页第 1 页
机
材料牌号
工 艺 号
工名 序称
1 车,钻
2 切槽
械
加
工
工
艺
过
程
卡
片
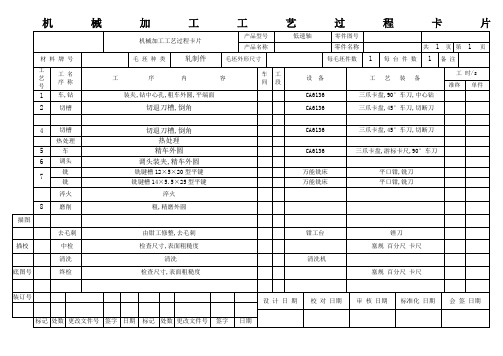
机械加工工艺过程卡片
毛坯种类
轧制件
产品型号 产品名称 毛坯外形尺寸
低速轴
零件图号 零件名称
每毛坯件数 1
共 1 页第 1 页 每台件数 1 备注
工
序
内
容
装夹,钻中心孔,粗车外圆,平端面
切退刀槽,倒角
车工 间段
设备
CA6136 CA6136
mm
进给次数
工步工时 机动 辅助
低速档 高速档
机械加工工艺过程卡片和机械加工工序卡片

机械加工工艺过程卡填写参考模板(一页不够可以复制接续到下一页)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片填写参考模板(5-8张,要来自于上面的工艺过程卡的某一个工序,自己选择做某个工序,并按工序号大小顺次填写)机械加工工序卡片产品型号零件图号共5页产品名称零件名称右支架第1页CAD中要抓取白底的图片放入并要符合工序简图的绘制要求车间工序号工序名称材料牌号05 粗铣顶面A ZG310-570毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数XA5032 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件高速钢镶齿铣刀工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助1 粗铣顶面A 刀具:高速钢镶齿套式端铣刀量具:游标卡尺60 23.55 1.12 4 2.02 描图描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共5页产品名称零件名称第2页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助描图描校。
机械加工工艺卡片
车
顶尖顶着中心孔,找正,四爪卡盘夹紧法兰:精车 外圆至图纸尺寸要求;车绳槽,保证图纸尺寸。
车床
外径千分尺 游标卡尺
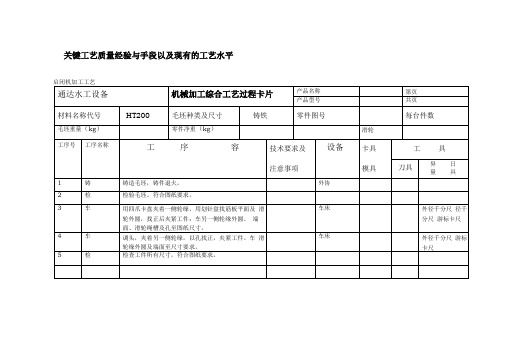
通达水工设备
机械加工综合工艺过程卡片
产品名称
第页
产品型号
共页
材料名称代号
毛坯种类及尺寸
铸钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
大齿轮
工序号
工序名称
工序容
技术要求及
注意事项
设备
5
镗
以十字线找正,找正后夹紧工件,镗中心孔至图纸 要求,铳端面。
镗床
径千分尺
6
车
顶尖顶着中心孔,用划针盘找法兰头十字线,分两 次找正,找正后,夹紧工件:车端面,总长留10mm余量,精车外圆留4~6mm余量;
调头,夹着外圆,用表校正,另一头架中心架,车 端面、外径,保证长度全图纸要求。
车床
外径千分尺 径千分尺 游标卡尺
铸钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
制动轮
工序号
工序名称
工序容
技术要求及
注意事项
设备
卡具
模具
工具
刀具
舁日
量具
1
铸
铸造毛坯,铸件退火。
外协
2
检
检验毛坯,符合图纸要求。
3
车
夹着子口端外圆,找正后夹紧:粗车外圆留3~5mm余量,车成制动轮非子口端的部及端面尺寸,保证 环台阶长度及外圆尺寸。
2
检
检验毛坯。符合图纸要求。
3
车
用四爪卡盘夹着一侧轮缘,用划针盘找筋板平面及 滑轮外圆,找正后夹紧工件:车另一侧轮缘外圆、 端面、滑轮绳槽及孔至图纸尺寸。
加工工艺卡和工序卡模板

工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
机械加工工艺过程卡片
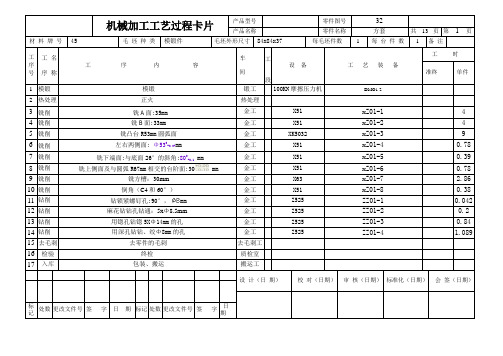
零件图号 零件名称
32
方套
1 每 台 件 数 共 13 页 第 1 备 注 工 时
机械加工工艺过程卡片
产品名称 材 料 牌 号
1 页
45
毛 坯 种 类
模锻件
毛坯外形尺寸
84x84x37
每毛坯件数
工 序 号
工 名
工 序 内 容
车 间
工 设 段 备 工 艺 装 备 准终
DMO1-2
序 称 模锻 正火 铣 A 面:35mm 铣 B 面:33mm 铣凸台 R53mm 圆弧面 左右两侧面: Φ53
模锻件
设备名称 卧式铣床 夹具编号 01
84x84x37
设备型号
X51
工序工时 (分) 工位器具编号 工位器具名称 准终 单件
工步号 1
工
步
内
容
工
艺
装
备
主轴转速 r/min 100
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
铣 A 面:35mm
XZ01-1
切削速度 m/min 31.5
进给量 mm/r 0.05
切削深度 mm 4
进给次数 80
XZ01-2
工步工时 机动 辅助 79 4
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字
日
期 标记 处数 更改文件号 签
字
日
期
产品型号
零件图号 零件名称 车间 金工 毛 坯 种 类 工序号 工序名称
切削深度 mm 30
进给次数 100
(完整版)机械加工工艺过程卡片及工序卡片模板

机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
端盖机械加工工艺过程卡片
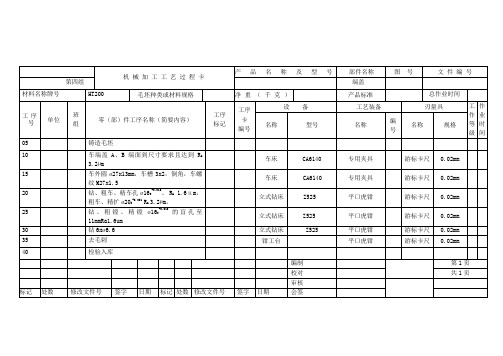
CA6140
专用夹具
游标卡尺
0.02mm
15
车外圆ø27x13mm,车槽3x2,倒角,车螺纹M27x1.5
车床
CA6140
专用夹具
游标卡尺
0.02mm
20
钻、粗车、精车孔ø160+0.018、Ra1.6цm,粗车、精扩ø200+0.021Ra3.2µm。
立式钻床
Z525
平口虎钳
游标卡尺
0.02mm
25
钻、粗镗、精镗ø160+0.018的盲孔至11mmRa1.6um
立式钻床
Z525
平口虎钳
游标卡尺
0.02mm
30
钻6xø6.6
立式钻床
Z525
平口虎钳
游标卡尺
0.02mm
35
去毛刺
钳工台
平口虎钳
游标卡尺
0.02mm
40
检验入库
编制
第1页
校对
共1页
审核
标记
处数
修改文件号
签字
日期
标记
处数
修改文件号
签字
机 械 加 工 工 艺 过 程 卡
产品名称及型号
部件名称
图 号
文 件 编 号
第四组
端盖
材料名称牌号
HT200
毛坯种类或材料规格
净重(千克)
产品标准
总作业时间
工序号
单位
班
组
零(部)件工序名称(简要内容)
工序
标记
工序卡
编号
设 备
工艺装备
刃量具
工作
等级
作业
规格
05
铸造毛坯
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺过程卡片
产品型号
零件图号
产品名称
传动箱
零件名称
传动箱壳体
共
1
页
第
1
页
材料牌号
ZL104
毛坯种类
铸铝
毛坯外形尺寸
535x184x300
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车间
工
段
设备
工艺装备
工时
准终
单件
1
铸造
铸造成毛坯
2
去除残渣
去除铸造后的残渣清理
3
铣
铣上部大端面
8
钻
攻丝底部的8-M12
摇臂钻床
丝锥M12、M12螺纹样规
5
9
钻
钻攻端面φ101上的4-M10
摇臂钻床
钻头φ8.2、丝锥M10、M10螺纹样规
3
10
钻
钻孔φ12
摇臂钻床
钻头φ12
2
11
铣
铣腰槽25x38
立式铣床
φ20立铣刀
1
12
铣
铣腰槽46x14
立式铣床
φ14立铣刀
1
13
铣
精铣底部端面
立式铣床
面铣刀400mm
立式铣床
面铣刀400mm、游标卡尺
2
4
铣
粗铣底部端面,表面见光即可
立式铣床
面铣刀400mm、游标卡尺
1.5
5
钻
钻底部8-M12底孔φ10.2
摇臂钻床
φ10.2钻头
3
6
镗
粗镗孔φ101和φ260留余量1-2mm
镗床
镗刀YG3X、内径千分尺
5
7
镗
精镗孔φ101和φ260到位
镗床
镗刀YG3X、内径千分尺
7
2
14
去毛刺
15
检验
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字号
签字
日期